12 удивительно приятных фотографий сварочных швов. Сварочные швы фото виды
Какие бывают сварочные швы: основа классификации (фото)
Сварка обеспечивает неразъемные соединения металлов за счет установления прочных межатомных связей между элементами (при их деформации). Какие бывают сварочные аппараты, знают специалисты. Швы, полученные с их помощью, способны соединять одинаковые и разнородные металлы, их сплавы, детали с дополнениями (графит, керамика, стекло), пластмассу.
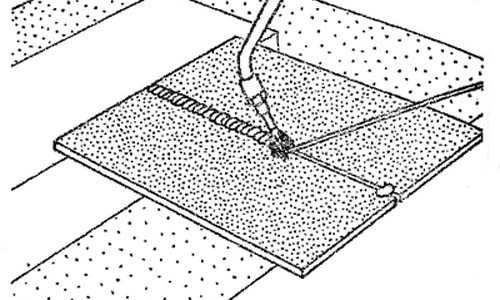
Схема сварки стыкового шва.
Основа классификации
Эксперты разработали классификацию сварных швов по следующему принципу:
- способу их выполнения;
- внешним характеристикам;
- числу слоев;
- расположению в пространстве;
- протяженности;
- назначению;
- ширине;
- условиям функционирования сварных изделий.
По оценке способа выполнения сварочные швы бывают односторонними или двусторонними. Внешние параметры позволяют классифицировать их на усиленные, плоские и ослабленные, которые специалисты называют выпуклыми, нормальными и вогнутыми. Первые виды способны выдерживать длительное время статические нагрузки, но они недостаточно экономичны. Вогнутые и нормальные соединения хорошо выдерживают динамические или знакопеременные нагрузки, так как переход от металла к швам плавный, а риск концентрации напряжений, способных их разрушить, ниже 1-го показателя.
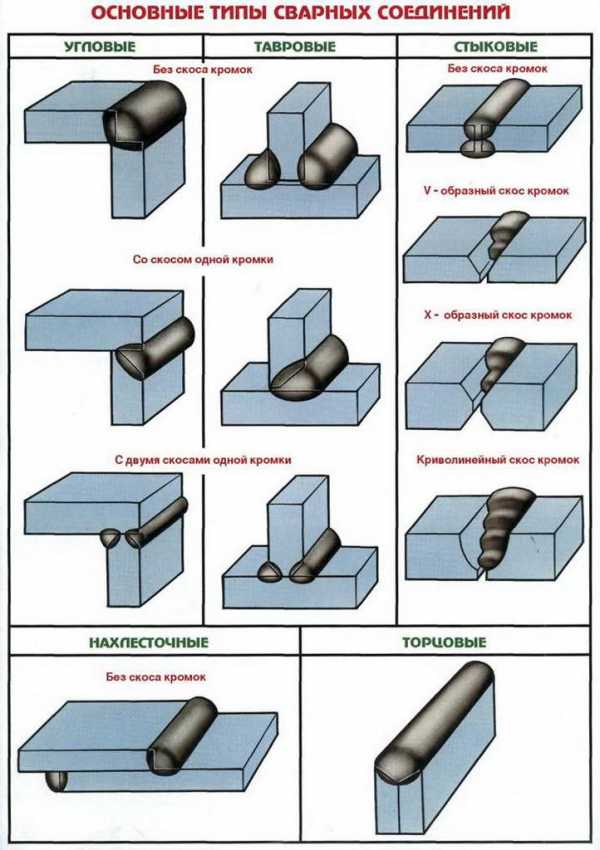
Основные виды сварных соединений.
Сварка, учитывая количество слоев, может быть однослойной или многослойной, а по количеству проходов она бывает однопроходной и многопроходной. Многослойные спаи используют для работы с толстыми металлами и их сплавами и при необходимости уменьшения зоны термического воздействия. Проходом называют перемещение (1 раз) теплового источника в процессе наплавки или сваривания деталей в одном направлении.
Валик — часть шовного металла, которую можно наплавить в процессе одного прохода. Слой сварки — спай металла с несколькими валиками, расположенными на одном уровне поперечного сечения. Ориентируясь на их положение в пространстве, предусмотрено подразделение швов на нижние, горизонтальные, вертикальные, в «лодочку», полугоризонтальные, полувертикальные, потолочные, полупотолочные. Характеристика прерывистости или непрерывности говорит о протяженности. Первые типы используют для стыковых швов.
Принципы классификации
Сплошные соединения могут быть короткими, средними и длинными. Выделяют герметичные, прочные и прочноплотные швы (по их назначению). Ширина помогает подразделить их на следующие типы:
- уширенные, которые выполнены с поперечными, колебательными движениями электрода;
- ниточные, ширина которых может незначительно превышать или совпадать с диаметром электрода.
Условия, в которых будут в дальнейшем использоваться сварные изделия, предполагают, что спаи могут быть рабочими и нерабочими. Первые хорошо переносят нагрузки, а другие используются, чтобы соединить части сварного изделия. Сварные соединения классифицируются на поперечные (в них направление перпендикулярно оси шва), продольные (направлением, параллельным оси), косые (с размещенным под углом к оси направлением) и комбинированные (применение поперечного и продольного швов).
Виды сварочных швов.
Способ удержания раскаленного металла позволяет подразделять сварочный шов на созданные:
- на остающихся и на съемных подкладках из стали;
- без дополнительных подкладок, подушек;
- на подкладках из флюсомеди, меди, асбеста или керамики;
- на газовых и флюсовых подушках.
Материал, который используется в процессе сваривания элементов, классифицируется на соединения цветных металлов, стали (легированной или углеродистой), винипласта и биметаллов.
В зависимости от расположения относительно друг друга частей изделий, которые подлежат сварке, бывают спаи под прямым углом, под тупым или острым углом и располагающиеся в одной плоскости.
Неразъемные соединения, которые возникают при использовании сварки, бывают:
- угловыми;
- стыковыми;
- тавровыми;
- нахлесточными или торцевыми.
Угловые виды используют при проведении строительных работ. Они предполагают надежное соединение элементов, которые расположены по отношению друг к другу под определенным углом и сварены в местах примыкания краев.
Стыковые виды нашли применение при сваривании резервуаров или трубопроводов. С их помощью детали свариваются торцами, которые расположены на одной поверхности или в одной плоскости. Толщина поверхностей не должна обязательно совпадать.
Нахлесточные виды используют при изготовлении металлических контейнеров, в строительных работах и при сварке резервуаров. Этот тип предполагает, что один элемент накладывается на другой, расположенный в аналогичной плоскости, частично перекрывая друг друга.
moyasvarka.ru
Сварочные швы: разновидности и особенности
В сварке, как и в любом другом технологическом процессе, важен не только конечный результат, но и все те нюансы, от которых и зависит конечное качество работы. В нашем случае эквивалентом качества становится сварочный шов, поскольку от него напрямую зависит прочность (а значит и долговечность) металлической конструкции.

Для сварки мастеру нужны не только качественные комплектующие и оборудование, но и бесценный опыт. Чтобы его накопить, необходимо постоянно обучаться и практиковаться. Насчет практики придется позаботиться самостоятельно, а вот с теорией мы вам поможем. В этой статье мы подробно расскажем, какие существуют виды сварных швов и какие особенности нужно учесть, чтобы выполнить работу качественно.
Содержание статьи
Общая информация
Прежде чем узнать, какие есть виды сварных соединений и швов, нужно определиться с понятием свойств сварного соединения. Свойства — это, по сути, характеристики шва, от которых зависит его качество. К свойствам относится прочность, вязкость, относительное удлинение и сужение. Но чем определяются свойства сварного соединения? Свойства сварного шва зависят от металла, метода сварки, комплектующих и многих косвенных факторов (например, от усталости сварщика).
Так же важно знать, какую нагрузку выдерживает сварной шов. В интернете ходит много споров по этому поводу. Каждый мастер считает, что именно он знает, сколько выдерживает сварной шов. Мы скажем лишь одно: не существует единого ответа на этот вопрос. Для каждого типа металла это отдельное значение, поскольку разные виды швов имеют свой предел прочности.
Виды швов
Вот основные виды сварных соединений и швов:
В этой статье мы подробно разбирали каждый вид сварного соединения.
Особенности
У швов есть свои дополнительные особенности, которые нужно знать. Прежде всего, это форма соединения. Она может быть выступающей, впалой или плоской. Выбор формы зависит от конкретных задач, которые нужно выполнить.
Так, например, выступающий (или просто выпуклый) шов применяется при сварке металлоконструкций, к которым предъявлены повышенные требования по нагрузке. Впалые (или вогнутые) швы без проблем переносят различного рода динамические нагрузки. Но в большинстве случаев вы встретите плоские швы, поскольку их характеристики наиболее универсальны и примени к большинству видов работ.

Также швы могут быть протяженными и прерывистыми. Протяженные (или сплошные) — это швы, которые выполняются за один подход, не имеют интервалов. Прерывистые, соответственно, наоборот выполняются с интервалами. Для выполнения большинства работ вам будет достаточно прерывистых сварочных швов и соединений. Сплошные швы применяются при сварке усиленных металлоконструкций.
Наиболее технологичный и качественный способ сделать соединение прерывистого типа — это контактная сварка. Ее выполняют с помощью вращающихся дисковых электродов. В домашней сварке этот метод скорее бесполезен, зато на крупных производствах ему нет равных. С помощью контактной сварки можно за короткие сроки выполнить большой объем работ, при это качество соединений не пострадает, а только улучшится.
Также есть роликовая сварка, с помощью которой можно выполнить качественный сплошной шов. Получаемый сварочный шов отличается прочностью, герметичностью и долговечностью. В большинстве случаев роликовая сварка подойдет для промышленной сварки (например, труб или модулей, требующих повышенной герметичности).
Теперь поговорим о слоях. Сварные соединения могут быть однослойными и двухслойными. Если шов был сделан за один подход, то он называется однослойным. Если металл очень толстый или соединение должно получится очень прочным, то применяют двухслойный метод, когда шов формируется в несколько подходов, буквально по слоям. Нельзя однозначно говорить, какой шов лучше поскольку это зависит от того, какие задачи стоят перед вами.
Зная все это вас не должно удивлять то, что сами швы могут иметь различную пространственную ориентацию, которая так же зависит от задач, которые нужно выполнить. Соединение может быть нижним, верхним (или потолочным), вертикальным или горизонтальным.
При сварке вертикального шва электрод нужно вести снизу-вверх, при этом существует множество способов траектории движения электрода. Мы не будем перечислять их в рамках этой статьи, просто посоветуем новичкам метод «полумесяца». Более опытные мастера перемещают электрод «елочкой». Чтобы металл не стекал вниз, установите маленькую мощность на своем аппарате. Так вы сможете контролировать скорость плавления металла.
Если нужно сварить нижний шов, то ведите дугу под углом в 45 градусов, это позволит добиться хорошего результата. Так же рекомендуем использовать метод несимметричной «лодочки», если предстоит сварка в труднодоступном месте.
Сварка потолочного шва наиболее трудоемкая, поскольку здесь металл охотно стекает вниз под действием силы притяжения. Мы не рекомендуем выполнять потолочный шов, если у вас в целом недостаточно опыта. Но если вы все же решитесь, то используйте короткую дугу и существенно уменьшите силу тока.
Завершение работ
Виды сварочных соединений важны, но без правильных завершающих работ вы не сможете назвать шов по-настоящему качественным. Завершающие работы не менее важны, чем подготовительные, поэтому отнеситесь к этому серьезно. Следуйте нашим простым рекомендациям, и вы сможете существенно улучшить качество работ.

У всех начинающих и опытных сварщиков при сварке образуется шлак. Это абсолютно нормально. Но нужно следить, чтобы шлак не попал в шов, иначе это негативно повлияет на качество соединения. Вы можете использовать флюс, но если такой возможности нет, то после сварки тщательно зачистите швы. Мы подробнее расскажем, как это сделать.
Если вы формируете шов в несколько подходов, то зачистка швов выполняется после каждого подхода. Можно использовать любой удобный для вас способ. Но мы расскажем об универсальном. Для начала сбейте молотком излишки шлака и зачистите шов жесткой металлической щеткой. Это можно выполнить вручную.
Затем рекомендуем выполнить механическую зачистку с помощью металлического жесткого круга. Если шов слишком крупный, то его нужно зачистить на специальном станке. Затем сварное соединение нужно тщательно отполировать. Для этого так же можно использовать шлифовальную машину, но заменить жесткий металлический круг на шлифовальный. Такое оборудование хорошо подойдет для быстрой шлифовки.
Вместо заключения
Особенности и типы сварных соединений постоянно меняются из-за технического прогресса. Сварочное дело не стоит на месте и неустанно развивается. Появляются не только новые материалы, но и методы сварки и обработки металла. Не игнорируйте эти изменения, обучайтесь новому. Так вы сможете повысить свой профессиональный уровень. Мы подробно рассказали вам, какие существуют виды сварочных швов и способы нанесения.
Помимо этой информации рекомендуем изучить нормативные документы, чтобы знать, какие предъявляются требования к сварным швам. Это действительно важно, если вы хотите работать на крупном производстве или стать домашним умельцем, а не воспринимать сварку как хобби. Соединение для детали играет такую же важную роль, как опыт мастера и качество металла. Желаем удачи в работе!
svarkaed.ru
12 удивительно приятных фотографий сварочных швов
Сварочный шов - один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Но кто бы мог подумать, что сварочные соединения так красивы!
1. Глаз радуется!

2. Практически радуга

3. Идеальная работа

4. В этом уголке хочется жить!
5. На такое способен только профессионал

6. Создание шедевра

7. Слой за слоем

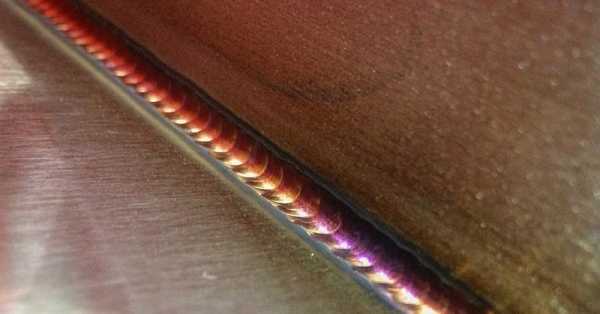
8. Только взгляните на эти цвета сварки

9. Просто, но так нравится

10. Невероятно

11. Красивая работа

12. А вот и еще одно произведение сварочного искусства.

Источник: social.diply.com
Понравился наш сайт? Присоединяйтесь или подпишитесь (на почту будут приходить уведомления о новых темах) на наш канал в МирТесен!
s30845226982.mirtesen.ru
технология выполнения сварочных швов и требования к качеству (фото и видео)
При помощи сварки можно изготовить изделия из металла и других материалов (например, пластмассы, керамики, стекла). При этом различные детали собирают в отдельные узлы и конструкции, используя источники нагрева. Сварочный или сварной шов — это место соединения деталей, которое образовалось за счет кристаллизации расплавленного материала. Сварным соединением называют неразъемное соединение деталей, которое выполнено сваркой. Оно включает в себя сварное соединение и зону материала, которая изменилась после нагрева и пластической деформации.

Виды соединений сварных швов.
Виды швов и соединений
Сварные швы и соединения классифицируются по:
- виду соединения;
- форме подготовленных кромок под сварку;
- форме свариваемой конструкции;
- объему наплавленного металла;
- действующему на него усилию;
- применяемому виду сварки;
- конфигурации и протяженности;
- положению, в котором выполняется сварка.
По виду соединения швы могут быть стыковыми и угловыми. По расположению в пространстве сварочный шов может быть нижним, вертикальным, горизонтальным и потолочным. По конфигурации он бывает прямолинейным, кольцевым, вертикальным и горизонтальным. По протяженности может быть сплошным и прерывистым. Сплошной представлен коротким, средним и длинным.
Технология выполнения сварочных швов
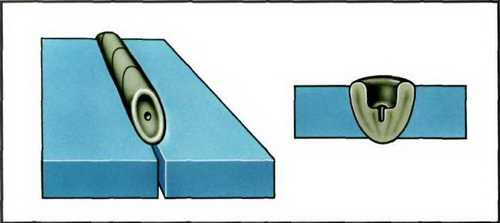
Способы выполнения швов при сварке.
Следует помнить, что от того, какой длины будет дуга, напрямую будут зависеть геометрическая форма и качество исполнения. Из-за боязни короткого замыкания многие начинают удлинять дугу, что нарушает его устойчивость, приводит к разбрызгиванию металла электрода и значительно уменьшает глубину проплавления основного материала. Навык поддержания оптимальной длины дуги приходит не сразу, а с опытом.
Вертикальные удобнее выполнять, потому что сила тяжести направляет капли металла вниз. Вертикальное соединение следует делать короткой дугой в направлении снизу вверх. За счет этого капли металла будут легко переходить в шов. Сварочные работы можно производить и сверху вниз. Но при этом дугу нужно зажигать при таком положении электрода, чтобы она располагалась перпендикулярно плоскости изделия.
Для выполнения горизонтальных работ готовят кромки, которые имеют односторонний скос у верхнего листа. Горизонтальные нахлесточные соединения выполнить легче, потому что нижняя кромка создает полочку, которая удерживает расплавленный металл.
Потолочные соединения самые трудные в исполнении, ведь они требуют высокой квалификации специалиста, который выполняет данную работу. Для работы используют тугоплавкое покрытие электрода, которое будет создавать специальный карман, удерживающий капли металла.
Требования к механическим свойствам сварных швов
Дефекты сварных швов.
Надежность и прочность определяются с помощью целого ряда его механических свойств. Лишь в том случае, если соблюдены все требования, которые регламентируют механические характеристики, металлическая конструкция будет служить продолжительное время.
Основными механическими характеристиками являются такие параметры, как:
- относительное удлинение металла;
- ударная вязкость металла;
- временное сопротивление металла сварного шва разрыву;
- твердость металла.
Требования к качеству
Основным требованием является качество исполнения участка сварного соединения. Особенно высокие требования возлагаются к сварным швам различных типов (стыковым, нахлесточным, тавровым, угловым), которые размещаются на стенах, балках или фермах и постоянно испытывают большое напряжение на растяжение. Средние показатели качества допустимы по отношению к угловым швам, служащим для соединения основных деталей конструкций, а также стыковым швам, которые выдерживают большое растяжение и противостоят сдвигу. Наименьшие требования возлагаются на стыковые и угловые швы, которые соединяют вспомогательные детали конструкции.
Помимо требований к качеству и свойствам, имеется ряд правил, которые необходимо соблюдать в процессе данных работ.
Обычно все требования прописываются в проектной документации. В целом они касаются месторасположения, непрерывности и протяженности сварочных швов, а также толщины и степени выпуклости. Все работы данного типа должны проводиться исключительно специалистами в этой области с соблюдением всех мер безопасности.
moyasvarka.ru
Сварочные швы
Сварочный шов представляет собой участок сварного соединения, который образовался в процессе кристаллизации расплавленного металла. Сварочные швы в зависимости от исполнения разделяются на виды.

Виды сварочных швов
- По положению в пространстве существуют горизонтальные, вертикальные, потолочные и нижние швы. По выполнению нижний шов является наиболее простым, а наиболее трудоемким – потолочный шов. Потолочный шов могут выполнить только сварщики, которые специально освоили этот вид сварки. Сварка вертикальных и горизонтальных швов на вертикальной поверхности сложнее сварки нижних швов.
- По отношению к действующему усилию могут быть лобовые, фланговые, комбинированные и косые швы.
- По протяженности бывают прерывистые и непрерывные швы. Прерывистые швы применяются в тех случаях, когда от соединения не требуется плотности, а расчет по прочности допускает прерывистый шов.
- По степени выпуклости и количеству наплавленного металла существуют выпуклые, вогнутые и нормальные швы. На выпуклость шва влияет тип применяемых электродов: при сваривании толстопокрытыми электродами, в результате большей текучести расплавленного металла, получаются, обычно, нормальные швы, а сваривание тонкопокрытими электродами получаются швы с большой выпуклостью.
- По типу соединения различаются угловые и стыковые швы. Угловые швы применяются при выполнении соединений деталей внахлестку, угловых, тавровых, прорезных, с накладками, торцовых.
Для выполнения всех вышеуказанных швов сварщик должен обладать специальными приемами и техникой выполнения. Под техникой выполнения сварных швов понимается владение приемами манипулирования электродом и выбор режимов сварки. Техника выполнения сварных швов является довольно сложным процессом и требует выполнения определенных технологических правил и навыков.
Основной операцией сварных швов является возбуждение сварочной дуги. Зажигание дуги производится каждый раз в начале процесса сварки, а повторное возбуждение происходит при обрыве в процессе сварки. Возбуждение сварочной дуги производится касанием торца электрода поверхности свариваемого изделия с последующим быстрым отводом электрода от поверхности изделия. Прикосновение должно быть кратковременным, иначе произойдет его «прилипание» к детали.
Метки: выполнение сварочных работ, работа сварочным аппаратом, сварка своими руками, Сварка- основыkovka-svarka.net
Дефекты сварочных швов - сварочные швы на фото
Все встречающиеся дефекты швов можно разделить на три группы. В статье для большей наглядности представлены сварочные швы (фото) и их изъяны:
1. Наружные, к которым относятся наплывы, трещины, подрезы, не заваренный кратер, свищ и поверхностное окисление; 2. Внутренние — механические примеси, наличие пор, непровары, оксидные и вольфрамовые включения, перегрев и пережог металла; 3. Сквозные дефекты представлены прожогами.
Кратко разберём основные характеристики перечисленных изъянов, а также причины, которые могут их вызывать.
Дефекты швов при сварочных работах
Наплывы
Этот дефект возникает при накатывании расплавленного металла на основной. Но при этом они не образуют единую структуру соединения. Причинами наплывов может стать окалина на кромках или недостаточный прогрев обрабатываемой поверхности из-за малой силы подаваемого тока.
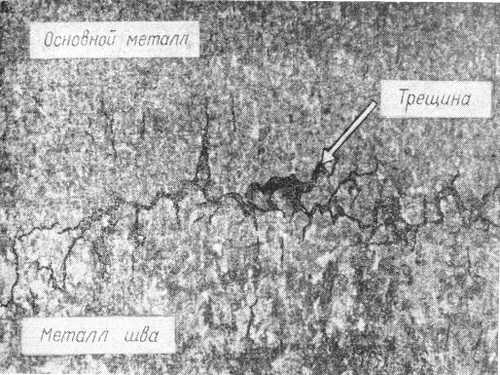
Трещины
Данные дефекты сварочных швов являются самыми опасными, так как способны быстро привести к разрушению конструкций. Различают холодные, горячие, наружные и внутренние трещины:
- холодные трещины появляются в момент остывания шва после сварки в результате снижения прочности металла во время сварочного напряжения. Причинами их появлений становятся влажные швы или используемые материалы.
- горячие трещины образуются, когда температура металла достигает 1100–13000С. В этот момент его пластические свойства резко снижаются, и начинается процесс кристаллизации. Если в металле повышенное содержание кремния, фосфора, серы, никеля или водорода, то на границах кристаллических решёток образуются микроскопические разрывы, которые быстро распространяться и вдоль шва, и поперёк него.
Трещины появляются при неправильном закреплении деталей, нарушении технологии процесса сварки, использовании некачественных или неподходящих электродов или быстром охлаждении поверхности.
Подрезы
Подрезы представляют собой небольшие углубления, образованные там, где проходит граница сварного шва и основного металла. Возникают они в результате большой силы подаваемого тока. Во время сварки угловых швов может произойти смещение электрода. Это приводит к стеканию расплавленного металла на горизонтальную полку и меняет катет сварочного шва, что влечёт за собой образование подрезов.
Кратеры
Кратеры являются углублениями, возникающими в момент резкого обрыва сварочной дуги. Они уменьшают сечение шва и снижают его прочность.
Свищи
Свищи представляют собой полости, образованные в швах во время сварки. Они снижают прочность соединения и приводят к появлению трещин. Свищи возникают в результате недостаточной обработки поверхности или плохого качества используемой присадочной проволоки.
Непровар
Непровары — это дефекты сварочных швов, которые проявляются отсутствием местного несплавления основного и наплавленного металла.
Причинами могут служить наличие на кромках окалины, масляных пятен или ржавчины, снижение силы тока, а также большой скорости сварки. Во время вибрации конструкции непровары снижают её прочность от 40 до 70 процентов.
Посторонние включения
К посторонним включениям относят шлак, окислы металлов, вольфрам и другие механические примеси. Они образуются, если режим сварки выбран неправильно, зачистка металла проведена не качественно или было произведено его быстрое охлаждение. Данный дефект приводит к уменьшению диаметра сечения шва и снижению его прочности.
Перегрев и пережог металла
Пережог и перегрев возникают в результате подачи большого сварочного тока или при малой скорости сварки. Они приводят к хрупкости металла и снижению его ударной вязкости.

Прожог
Проверка сварочных швов должна начинаться с осмотра на наличие прожогов, представляющих собой сквозные отверстия в сварочных отверстиях. Возникают они при подаче тока большой силы при малой скорости сварки или при резком обрыве подачи защитного газа.
Контроль сварочных швов осуществляется несколькими способами в зависимости от того происходит ли процесс разрушения сварного соединения или нет.
Методы контроля
Существует два вида методов контроля качества сварки. К ним относятся неразрушающие и разрушающие методы.
Главным неразрушающим методом является внешний осмотр, затем следует проверка на герметичность, наличие поверхностных и скрытых дефектов.
Разрушающие методы включают в себя различные испытания, проводимые с контрольными образцами для получения полной характеристики швов. Особое внимание заслуживает корень шва сварка. Она должна быть проведена особо тщательно, так как от неё зависит качество всех последующих работ.
Сварочные швы фото показывают, как выглядят описанные дефекты работы для того, чтобы облегчить их распознавание и дальнейшее устранение.
swarka-rezka.ru
Виды сварочных швов - экскурс
Для выполнения сварочных работ недостаточно выбрать хороший сварочный аппарат. Крайне необходимо знать основные виды сварочных швов и их классификацию, в зависимости от назначения, формы, протяженности или расположению свариваемых деталей.
 Условная классификация сварочных швов выглядит примерно так:
Условная классификация сварочных швов выглядит примерно так:
1. По характеру выполнения различают двусторонние и односторонние швы. При этом, сварка выполняется с двух или с одной стороны соответственно. При этом односторонние швы делается со съемной подкладкой или же на весу. Также сварочные швы могут быть однослойными и многослойными. Последние используются при работе с толстыми металлами.
2. Относительно направления действующих усилий выделяются:
• Фланговый шов. Это специальный угловой шов, располагающийся по вертикали к оси усилия.
• Лобовой сварочный шов. Шов, располагающийся перпендикулярно оси усилия.
• Комбинированный сварочный шов. Это сочетание стандартных лобового и флангового швов.
• Косой шов. В этом случае ось шва лежит под углом к действующему усилию.
3. В зависимости от выбранного положения в пространстве различают следующие виды сварочных швов и соединений:
• Нижние;
• Потолочные;
• Вертикальные;
• Горизонтальные.
4. По внешней форме различают такие сварочные швы:
• Нормальные. Используются для выполнения стандартных сварочных работ.
• Усиленные. Необходимы для более сложных заданий.
• Ослабленные. Предполагают временный характер сварочных работ.
5. По способу удержания металла:
• Швы, выполняемые на специальных съемных стальных подкладках;
• Швы, производимые без специальных подкладок или подушек;
• Швы, выполненные на флюсомедных, медных, керамических или асбестовых подкладках;
• Сварочные швы, сделанные на особых газовых или флюсовых подушках.
 6. Виды сварочных швов, относительно прилегающей поверхности:
6. Виды сварочных швов, относительно прилегающей поверхности:
• Плоские. Такие швы выполняются стандартными толстопокрытыми электродами;
• Выпуклые. Получаются при использовании специальных тонкопокрытых электродов. Такие швы практически не гарантируют прочности соединения;
• Вогнутые швы;
• Прямолинейные;
• Спиральные сварные швы;
• Круговые и т.д.
7. В зависимости от места соединения свариваемых поверхностей:
• Стыковые швы;
• Угловые сварные швы.
Знание всех этих швов и порядка их применения гарантирует высокое качество и долговечность выполняемой сварки. Только хороший сварщик может правильно выбрать необходимые виды сварочных швов и соединений.
www.vse-o-svarke.org