Ручной сегментный листогибочный станок ЛГС-1500С. Ручной сегментный листогиб
Сегментные листогибы ручные, изготовление своими руками, видео
Гибка относится к неэнергоёмким операциям пластического деформирования металлов, а потому не требует приложения к изгибаемой заготовке больших усилий. Поэтому часто для изменения оси сравнительно тонких (до 2 — 2,5 мм) стальных изделий применяют листогибы с ручным приводом. Имея соответствующую техническую подготовку и оборудование, такой листогиб можно сделать даже своими руками.
В единичном производстве удельный вес разнородных по своей конфигурации деталей достаточно велик. Традиционный листогибочный пресс с жёстко фиксированной формой гибочного штампа в подобных случаях себя не оправдывает. Поэтому всё чаще в быту, для производства различных строительных работ, в автосервисе и т.д. можно встретить ручной листогиб с сегментированным рабочим инструментом.

Ручной сегментный листогиб
Устройство и принцип действия
Ручной сегментный листогиб представляет собой оборудование для гибки по контуру листовых штучных изделий, оснастка которого представлена набором стандартных элементов — сегментов. Такой листогиб состоит из следующих узлов:
- Механизма прижима, на котором устанавливается комплект сегментов.
- Механизма поворота, которым обеспечивается непосредственная гибка детали.
- Ручного рычажного привода для поворота балки на требуемый угол (для более мощных агрегатов привод может быть ножным).
- Стальной опорной рамы из профильного проката, на которой монтируются все узлы агрегата.
- Направляющих устройств, обеспечивающих прямолинейность перемещения элементов.
- Фиксаторов установки исходной заготовки (чаще используют магнитный и механический).
- Пружинных компенсаторов хода (опционально), которые предназначены для более равномерного хода подвижных деталей оборудования.
Сегментный рабочий инструмент (гибочные матрицы) обычно изготавливается из легированной инструментальной стали марок 9ХС или ХВГ. Комплект сегментов имеет рабочую и посадочную часть. Посадочная часть каждой матрицы соответствует месту её крепления, а рабочая часть конструируется под наиболее часто встречающиеся варианты гибки деталей. Инструментальные производства — наилучший вариант для заказа инструмента, поскольку матрицы должны иметь низкую шероховатость Ra 1,6 – 2,5 при твёрдости в пределах 52 — 57 HRC. Так как ручной листогиб чаще всего не имеет устройства для регулировки величины хода подвижной балки, то высота, которую имеет сегментный инструмент, для всех матриц выполняется одинаковой.
Сегментный ручной листогиб действует так. Перед началом гибки оператор подбирает требуемый набор матриц, и устанавливает сегментный инструмент в посадочное место. Подготовленная для производства гиба заготовка устанавливается в зазор между прижимной и рабочей балками, фиксируется по предварительно выставленным упорам, и надёжно зажимается. Поворотный механизм при помощи рукоятки перемещается на требуемый угол, и, в процессе прижима заготовки к нужной матрице, обжимает изделие по её рабочей части. Возврат данного узла может быть произведен либо обратным поворотом рукоятки, либо действием специальной пружины (некоторые листогибы промышленного исполнения обладают такой возможностью).
Технические возможности ручных сегментных листогибов
Предлагаемые на рынке модели обеспечивают:
- гибку стальных тонколистовых изделий длиной до 1,5 м;
- гибку продукции из цветных металлов и сплавов (преимущественно алюминия и меди толщиной до 2,5 — 3 мм) длиной до 4 м;
- угол гиба 135 — 180°;
- возможность установки в станке предварительно загнутых кромок полуфабриката.
Точность гиба обеспечивается предварительной регулировкой зазоров в механизме поворота. Для повышения функциональности некоторые модели таких агрегатов снабжаются отрезным ножом роликового типа, при помощи которого можно выполнять ряд разделительных операций (например, разрезку).
Сегментный листогиб, выполненный своими руками, обычно не обладает полным набором вышеописанных функций. Обычно его изготавливают под определённые потребности производства. В частности, для снижения общих затрат производства, сегментный инструмент целесообразно сделать из обычной инструментальной стали марок У10 или У12. Более ограниченной является и номенклатура сегментов. Для немагнитных материалов прижим заготовки в процессе гибки осуществляется винтовым механизмом, для обработки стальных заготовок практичнее сделать магнитный прижим.
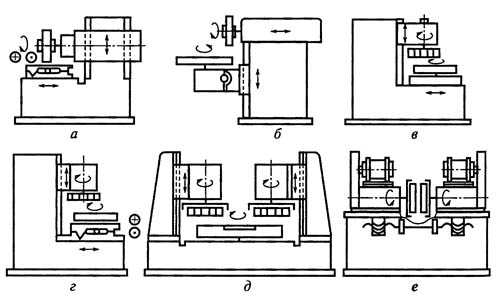
Исполнения данного вида оборудования различается также расположением сегментов: в большинстве моделей принято вертикальное размещение, однако встречается и наклонное. Выбор определяется удобством производства работ: в частности, при небольших по высоте матрицах можно размещать наборы гибочных сегментов вертикально, а при значительных ходах гибки удобнее наклонная компоновка.
Чаще всего ручной сегментный листогиб применяется для производства изделий типа коробок и крышек: поддонов, ограждающих кожухов, противней, корпусов вентиляционных устройств и т.п.

Одна из схем сегментального листогиба
Самостоятельное изготовление сегментированного листогиба
Следующим вопросом является выбор степени компактности – ручной листогиб может быть передвигаемым, а может монтироваться и стационарно. После этого можно приступать к заказу (либо изготовлению своими руками, при наличии должной производственной базы) следующих узлов и деталей:
- Двух валов, на которых будет устанавливаться прижимная и поворотная балки.
- Опорной рамы – несущей конструкции, на которой будут монтироваться все узлы агрегата.
- Управляющей ручки-рычага, или рамной педали (для ножного привода).
- Фиксаторов и ограничителей, которые определяют точность установки заготовки в зазоре между матрицей и прижимной балкой.
Для работ потребуются: стержни из холоднокатаного стального проката круглого поперечного сечения (оптимальные марки стали – не ниже сталь 40, диаметр прутка – не менее 20 мм), швеллерный прокат от №6 и выше, а также стальные уголки сечением не менее 50×50 мм. В зависимости от того, в каких условиях будет находиться листогиб, принимается решение о приобретении коррозиестойкого проката, либо обычного, который в дальнейшем придётся покрасить атмосферостойкой краской. Для фиксации изгибаемых заготовок необходим магнитный зажим (его лучше заказать отдельно, поскольку в неспециализированных условиях обработка магнитных материалов весьма утомительна).
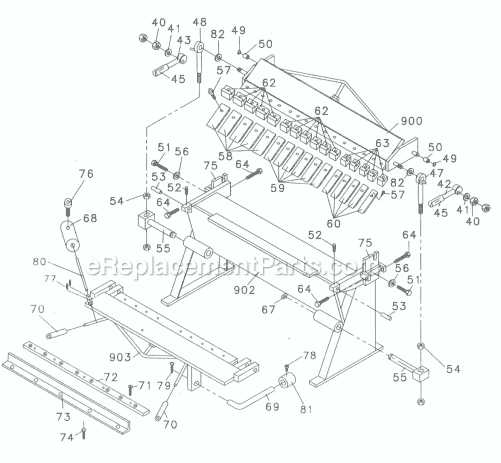
Взрыв-схема
Кроме токарного и фрезерного станков, для выполнения сварочных работ по изготовлению оборудования необходим сварочный аппарат. Ручной винтовой пресс окажется не лишним для последующей правки готовых узлов. Соответственно чертежам подбирается также и требуемая номенклатура крепёжных изделий.
Поскольку готовый агрегат должен обеспечивать требуемую точность гибки, в процессе его изготовления не обойтись без контрольно-измерительных инструментов и шаблонов – мерительного угольника, рейки, уровня.
Сборку листогиба выполняют при строгом соблюдении правил, указанных в инструкции по сборке (обычно она всегда прилагается к чертежам).
Проверка и наладка готового агрегата
Проверку работоспособности устройства лучше производить с применением картонной прокладки требуемой толщины. Её размещают в отрегулированном зазоре между подвижными частями, после чего поворачивают балку на угол не менее 130 — 150°. На образце не должно быть следов задиров, вмятин и т.п. дефектов, а толщина прокладки должна остаться такой же. В противном случае производится тщательная регулировка зазоров путём подтягивания крепёжных винтов. Иногда в месте гиба происходит складкообразование, либо заметны следы от инструмента. Это – признак некачественного изготовления рабочих сегментов. В подобных ситуациях их следует проверить всем комплектом, и бракованные сегменты отдать на переделку или доработку (чаще – перешлифовку).
Следующим этапом настройки является наладка свободного хода ручки или педали. Она не должна быть более 10 мм, иначе оператору при ручном приводе трудно «поймать» момент начала гиба. Это важно, поскольку при гибке абсолютно всех металлов и сплавов происходит их пружинение – самопроизвольное уменьшение значения угла гиба. Угол пружинения больше для стальных заготовок, и меньше — для более пластичных, но в среднем составляет 2 — 8°.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сегментный листогиб: фото, видео, чертежи

Выбираем сегментальный листогиб
Потребность в работе с листовым металлом значительна, существует большой перечень продукции, имеющей широкое применение. Одна из основных операций, которые проводятся с металлическим листом – гибка. С ее помощью можно получить изделия от крайне простой до очень сложной конфигурации.
Для гибки листового металла применяются специальные листогибочные станки, которые еще называют листогибами. По большому счету листогиб – это пресс, предназначенный для придания стальному листу той или иной формы. Существует много видов классификации такого вида оборудования. По применяемой движительной силе их можно поделить на:
- ручной;
- гидравлический;
- электромеханический.
Если учитывать вариант гибки, листогиб может быть:
- прессовым;
- ротационным;
- поворотным.
С помощью листогибочных станков производятся различные изделия, в том числе составляющие кровли, окон, вентиляционных шахт, металлический сайдинг, короба, двери, ящики и прочая подобного вида продукция.
Ручной сегментный листогиб – наиболее часто применяемый в небольших мастерских станок для работы с листовым металлом.
Особенности сегментных листогибов
Если посмотреть на фото и сравнить ручной сегментный листогиб с обычным, можно сразу заметить конструкционную особенность первого. У него прижимная балка (а часто и гибочная) не сплошная, а наборная. Именно наличие наборных элементов позволяет производить изделия практически любой конфигурации, с изгибами в разные стороны и не обязательно под прямым углом.

Прежде, чем приступить к работе, сегментный листогиб необходимо соответствующим образом настроить. Настройка состоит в компоновке съемных элементов таким образом, чтобы при гибке металлического листа получилось изделие необходимой формы.
Даже простой, но оборудованный угломерами, ограничителями глубины подачи листа и другими приспособлениями ручной сегментный листогиб позволяет проводить работы на высоком уровне качества, с большой точностью. Обычно такие станки оснащаются роликовыми ножами для резки металла и другими инструментами, позволяющими производить с металлическим листом широкий спектр операций.
Ручные сегментные листогибочные станки выпускают как известные производители металлообрабатывающего оборудования, так и малоизвестные компании. Кроме того, изготовить такой станок можно своими руками, что важно для представителей малого бизнеса, или для тех, кто намерен использовать листогиб для личных нужд.
Листогибочный станок pbb 2a 1270
Листогиб ручной сегментный pbb 2a 1270 производится одной из китайских компаний. Во многих случаях этот факт значит хорошее соотношение цена/качество, а также неплохую оснащенность оборудования. Станок можно эффективно использовать как для личных нужд, так и для производства изделий из металлического листа небольшими партиями.

Сегментный листогиб pbb 2a 1270 предназначен для получения изделий сложной формы. Его основные технические характеристики:
- наличие сегментных ножей, которые дают возможность производить изделия сложных форм;
- максимальная ширина обрабатываемого металлического листа – 1270 мм;
- максимальная толщина листа – 2 мм;
- ширина наборных сегментов – от 25 до 1270 мм;
- высота наборных сегментов – 30 мм;
- из съемных сегментов состоит как прижимная балка, так и гибочная;
- тип привода – ручной, для равномерности усилия и уменьшения нагрузки на работника применяется пневмопружина.
Станок decker su 1250
Сегментный листогиб decker su 1250, немецкий по происхождению, представляет собой станок, включающий три балки из наборных сегментов, роликовый нож, угломер, устройство для ограничения угла гиба, два стола поддержки.
Этот сегментный листогиб оснащен наборными элементами особой формы, позволяющими получать изделия с изгибами под каким угодно углом. А это значит, что ассортимент продукции, производимой на станке, может быть максимально широким.
Максимальная ширина обрабатываемого металлического листа – 1500 мм, максимальная толщина – 1,5 мм. Наиболее интересная характеристика станка – максимальный угол гиба. Он составляет 155°.
Станок schechtl uk100
Еще один немецкий станок, сегментный листогиб schechtl uk100. Удачная, продуманная до мелочей конструкция позволяет снимать и устанавливать наборные сегменты за очень короткое время. Оснащение дает возможность работать быстро, без потери качества.
Сегментный листогибочный станок schechtl uk100 оборудован двумя угломерами (слева и справа), устройством для ограничения угла гиба, устройством для ограничения угла подачи листа, роликовым ножом и прочим оборудованием. Прижимная балка приводится в движение ножным приводом, что также благотворно влияет на скорость работы со станком.
Максимальная толщина обрабатываемого стального листа – 1,5 мм, алюминиевого – 2,25 мм.
Как сделать листогиб вручную
Сегментный агрегат для гибки металла стоит достаточно дорого. Поэтому жестянщикам есть смысл задуматься над изготовлением такого станка своими руками. Такой подход предоставляет целый ряд преимуществ.
Во-первых, экономия на приобретении оборудования может быть значительной.
Во-вторых, для самодельного устройства можно выбрать только те параметры, которые необходимы. Например, станок для ручного производства металлического профиля – это одно, и совсем другое – производство доборных элементов для кровель, окон, вентиляционных шахт, и т.п. Или не всегда есть нужда работать с очень широким металлическим листом, или с очень толстым.

В-третьих, зачастую такой станок можно соорудить практически из подручных средств, если речь идет о разовом использовании для собственных нужд.Самостоятельно составлять чертежи для самодельного листогиба можно, но не всегда рационально. Лучше приобрести или найти на специализированных сайтах готовые, проверенные на практике. Если чертежи есть, можно заказать или приобрести готовые детали. После качественной сборки получится устройство хорошей эффективности, примерно такое, как на видео.
metall.trubygid.ru
Ручной сегментный листогиб ЛГС-1250С - Станкофф.RU
Ручные сегментные листогибочные станки рассчитаны для производства сложных изделий, с не параллельными линиями изгиба. К ним относятся любые коробчатые, кассетные конструкции и конструкции сложной формы. Изготавливание таких изделий гарантируется благодаря применению в листогибочных станках прижимной сегментной балки, рабочая кромка которой набрана из элементов различной длинны - сегментов.
Преимущества
Наборная сегментная прижимная балка. С помощью которой вы сможете без особых усилий изготавливать короба и кассеты, набирая нужный вам размер сегментами разной длинны
Комплектация
- Листогиб;
- Отрезная машинка;
- Фальцедогибочная машинка;
- Пневмостойка поворотной балки;
- Пневмокомпенсатор прижимной балки;
- Угломер;
- Стол задней поддержки с ограничителем глубины подачи.
Страна изготовления: Россия
| Техническая характеристика сегментного листогиба ЛГС-1250С | |
| Толщина заготовки, мм | 1,2 |
| Полная длина гиба станка, мм | 1270 |
| Полная длина реза станка, мм | 1270 |
| Глубина подачи заготовки | без ограничения |
| Мax угол гиба на листогибе, гр | 135 ± 2 |
| Мin ширина загибаемой полки, мм | 10 |
| Габаритные размеры, мм | 1550 х 600 х 1150 |
| Полная масса листогиба, кг | 120 |
Отзывы о Ручном сегментном листогибе ЛГС-1250С
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:Использовать нецензурные выражения, оскорбления и угрозы;Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
www.stankoff.ru
Ручной сегментный листогибочный станок ЛГС-2500С
Ручные сегментные листогибочные станки рассчитаны для производства сложных изделий, с не параллельными линиями изгиба. К ним относятся любые коробчатые, кассетные конструкции и конструкции сложной формы. Изготавливание таких изделий гарантируется благодаря применению в листогибочных станках прижимной сегментной балки, рабочая кромка которой набрана из элементов различной длинны - сегментов.
Преимущества
Наборная сегментная прижимная балка. С помощью которой вы сможете без особых усилий изготавливать короба и кассеты, набирая нужный вам размер сегментами разной длинны
Комплектация
- Листогиб;
- Отрезная машинка;
- Фальцедогибочная машинка;
- Пневмостойка поворотной балки;
- Пневмокомпенсатор прижимной балки;
- Угломер;
- Стол задней поддержки с ограничителем глубины подачи.
Страна изготовления: Россия
| Техническая характеристика сегментного листогиба ЛГС-2500С | |
| Толщина заготовки, мм | 1 |
| Полная длина гиба станка, мм | 2520 |
| Полная длина реза станка, мм | 2520 |
| Глубина подачи заготовки | без ограничения |
| Мax угол гиба на листогибе, гр | 135 ± 2 |
| Мin ширина загибаемой полки, мм | 10 |
| Габаритные размеры, мм | 2800 х 600 х 1150 |
| Полная масса листогиба, кг | 250 |
Отзывы о Ручном сегментном листогибочном станке ЛГС-2500С
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:Использовать нецензурные выражения, оскорбления и угрозы;Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
www.stankoff.ru
Ручной сегментный листогибочный станок ЛГС-1500С
Ручные сегментные листогибочные станки рассчитаны для производства сложных изделий, с не параллельными линиями изгиба. К ним относятся любые коробчатые, кассетные конструкции и конструкции сложной формы. Изготавливание таких изделий гарантируется благодаря применению в листогибочных станках прижимной сегментной балки, рабочая кромка которой набрана из элементов различной длинны - сегментов.
Преимущества
Наборная сегментная прижимная балка. С помощью которой вы сможете без особых усилий изготавливать короба и кассеты, набирая нужный вам размер сегментами разной длинны
Комплектация
- Листогиб;
- Отрезная машинка;
- Фальцедогибочная машинка;
- Пневмостойка поворотной балки;
- Пневмокомпенсатор прижимной балки;
- Угломер;
- Стол задней поддержки с ограничителем глубины подачи.
Страна изготовления: Россия
| Техническая характеристика сегментного листогиба ЛГС-1500С | |
| Толщина заготовки, мм | 1,2 |
| Полная длина гиба станка, мм | 1520 |
| Полная длина реза станка, мм | 1520 |
| Глубина подачи заготовки | без ограничения |
| Мax угол гиба на листогибе, гр | 135 ± 2 |
| Мin ширина загибаемой полки, мм | 10 |
| Габаритные размеры, мм | 1800 х 600 х 1150 |
| Полная масса листогиба, кг | 135 |
Отзывы о Ручном сегментном листогибочном станке ЛГС-1500С
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:Использовать нецензурные выражения, оскорбления и угрозы;Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
www.stankoff.ru
Сегментный листогибочный станок
Главная страница » Оборудование - станки листогибочныеПродолжаем серию статей, посвящённую описанию листогибочных станков.
Мы познакомились с алгоритмом работы гидравлического станка и ролью ЧПУ в этом процессе, достоинствами и недостатками станков бренда «TAPCO» и дали советы по выбору станка при его покупке. В статье «Где купить листогибочный станок» вы можете получить исчерпывающую информацию (адреса, сайты, телефоны, почтовые ящики, короткие перечни продаваемых станков) о нескольких компаниях, которые занимаются реализацией станочного оборудования у нас в стране и за рубежом.
Сегодня поговорим о сегментных листогибочных станках.
Назначение сегментного листогиба
Сегментный листогибочный станок применяется в металлообрабатывающем производстве для изготовления изделий из листового материала, имеющего широкие и сложные формы. Такой станок выполняет гибку изделий на все четыре (и более) стороны от основной поверхности. Возможны гибы металла в непараллельных плоскостях. Такие характеристики оборудования позволяют изготавливать:
- короба;
- кожухи;
- поддоны;
- различного рода фасады и т. д.

Ручной сегментный листогиб «Stalex-1300».
Конструкция и преимущества сегментного листогиба перед другими видами оборудования
Рабочим органом сегментного станка, в отличие от обычного, является набор гибочных элементов. Они набираются на гибочную раму в количестве, зависящем от требуемой длины гиба. Существуют модели станков, которые оборудованы тремя сегментными балками:
- сегментная верхняя прижимная балка эксцентрикового типа;
- сегментная гибочная балка поворотного типа;
- сегментная нижняя (основная) балка.
На листогибы устанавливаются системы быстросъемных сегментов, которые позволяют снимать, передвигать и устанавливать новые сегменты без применения специальных инструментов. На некоторых моделях листогибов сегменты устанавливаются сразу на 3 балки. Это позволяет изгибать заготовки сложных форм.
Гибочные сегменты располагаются в раме горизонтально (а не вертикально). Это даёт возможность, при помощи нижней поворотной и верхней прижимной балок, выполнять гибку заготовок на угол до 180º.

Листогиб «Schechtl-MAXI».
Достоинства сегментного листогиба
Листогиб с сегментными балками обладает рядом достоинств:
- широкий ассортимент сегментов в наборе (как правило, от 25 мм с шагом 5 мм) позволяют с высокой точностью выполнить линию гиба;
- высокую точность гиба обеспечивает, также, вертикальное перемещение прижимной рамы;
- установка заднего стола позволяет снять ограничения по глубине подачи материала;
- все сегментные листогибы проходного типа (сквозные). Это позволяет обрабатывать заготовки необходимой высоты и ширины.
«Минус» сегментного листогиба
Недостаток сегментного листогиба один — перезагрузка и настройка сегментов в блоке на всех типах оборудования (в т. ч. с ЧПУ) осуществляется вручную.
Сегментный листогиб «TURBObend-Plus-62.30».
Популярные модели
Большим спросом на рынке пользуются следующие модели:
- ручной сегментный листогиб «Stalex-1300»;
- электромеханический сегментный листогиб с ЧПУ «Schechtl-MAXI»;
- ручной сегментный листогиб бренда «DECKER» марки «S-1250»;
- электромеханический сегментный листогиб с ЧПУ белорусского бренда «ЧТПУП Арназан» модель «ALE-ЛЭМ»;
- ручной сегментный листогиб бренда «Metal Master» марки «MTB 2S».
По вопросу «где купить» переходите сюда.
ipmet.ru
Ручные сегментные листогибы - X-Profil
Для гибки металлических листов применяются всевозможные гибочные станки, в том числе – и листогибы ручные сегментные. Используются они, в основном, в процессе изготовления различных «хитрых» профилей и изделий из металлических плоских листов, и достоинств у таких станков немало. Позволяя гнуть металл одновременно в нескольких плоскостях, ручной сегментный листогиб, укомплектованный специальным ножом, значительно упростит изготовление многих элементов кровли и сайдинга.
Основной принцип работы ручных гибочных станков общеизвестен – перед тем, как проводить гибочные работы, необходимо обязательно прижать металлический лист прижимной балкой, и только после этого можно гнуть лист металла до получения нужного угла. Только сегментные ручные листогибы позволяют, помимо гибки металла, еще и совершать его прорезку.
Подобные станки пользуются заслуженной популярностью – с их помощью можно экономично и быстро производить гибочные работы с такими листовыми металлами, как алюминий, сталь, медь и различные их сплавы. Самое же главное - металл, который используется при работе ручных гибочных станков, может иметь как оцинкованное, так и лакокрасочное покрытие. При этом минимальная толщина металлического листа может достигать 0.7 миллиметра.
Нередко ручные листогибы используются непосредственно на строительных площадках, позволяя легко и быстро «соорудить» необходимое изделие без лишних затрат на его доставку. В общем и целом, это оборудование идеально подходит для изготовления таких востребованных элементов, как карнизные планки, коньки, отливы, примыкания, карнизы и множество других, и если сегментный листогиб находится «под рукой», кровельные или вентиляционные работы проводятся намного быстрее.
Сегментные ручные листогибы могут применяться не только в различных отраслях строительства, но и в производстве мебели, в производстве металлопластиковых окон и дверей. Среди наиболее популярных производителей этого оборудования можно отметить такие всемирно известные бренды, как Van Mark (США), Mazanek (Польша), брендами Tapco (США), Schechtl (Германия), MetalMaster (Польша, Китай, Тайвань), Electrabrake, Magnabend (Австралия).
Продукция всех перечисленных компаний отличается высочайшим качеством и завидной надежностью – именно поэтому "X-Profil" и предлагает ее своим постоянным и потенциальным покупателям! Правильный подбор ручного сегментного листогиба необходимо осуществлять соотносительно с целями производства и толщиной необходимого для использования металла, и мы поможем не ошибиться с выбором.
Все гибочные станки разделяют на три вида: листогибы ручные, которые являются наиболее простыми и доступными в использовании, а также гидравлические и электромеханические - они используются при больших объемах производства и большой толщине металла. Кстати, при выборе ручного сегментного станка не следует забывать – подача заготовок на ручных листогибах совершается вручную. На отличающемся большой мощностью электромеханическом и гидравлическом оборудовании подача осуществляется автоматически.
Ручные сегментные листогибы характеризуются высокой точностью гибки металла, но их эффективность резко снижается в том случае, когда толщина металлического листа превышает один миллиметр. Для обработки металлических листов такой толщины более целесообразно использовать гибочные станки с электрическим приводом, но это уже тема для другой статьи.
Еще одно большое преимущество, которым обладает ручной сегментный листогибочный станок, заключаются в его высокой мобильности. Масса ручного листогиба, как правило, не превышает двухсот пятидесяти килограмм, что позволяет оперативно менять место проведения необходимых жестяных работ, совершая гибочные работы на станке там, где это необходимо. Это обстоятельство, кстати, позволяет здорово сэкономить не только время, но и финансовые средства: зачастую намного удобнее и проще привезти ручной сегментный станок на объект, нежели постоянно привозить туда готовые изделия. Кроме того, он относительно недорого стоит (в сравнении с другими видами листогибов).
Подводя итог, можно резюмировать: листогибы ручные сегментные применяются чаще всего в следующих областях строительства и промышленности:
- изготовление элементов кровли, таких как отливы, ендовы, коньки;
- изготовление различных элементов сайдинга;
- изготовление отливов для окон;
- изготовление вентиляции.
При использовании сегментных листогибов непосредственно на месте производства работ необходимые детали, в случае их срочной надобности, можно сделать очень быстро. Благодаря этому во многом увеличится скорость проведения других работ и значительно сокращаются транспортные расходы. Кроме того, ручные листогибочные станки – очень практичные и мобильные устройства, которые можно легко транспортировать и использовать даже в небольших производственных помещениях.
x-profil.ru