Содержание
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
- Что понадобится для сборки инвертора
- Создание блока питания
- Сборка силового блока
- Инверторный блок
- Охлаждение
- Сборка конструкции
- Проверка инвертора на работоспособность
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.

Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение — 220 В;
- сила тока на входе — 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора — преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла.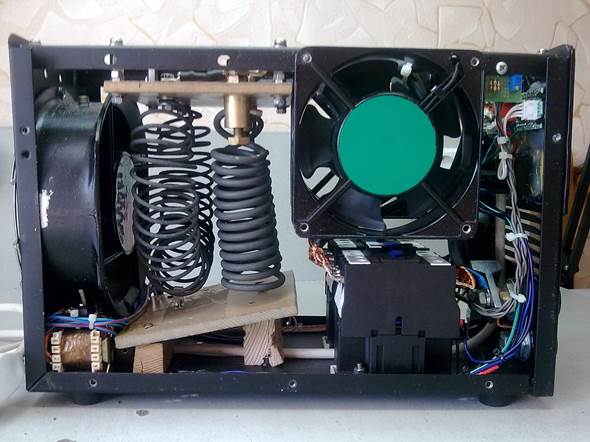 Транзисторные блоки закрепляйте с помощью скоб.
Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую — может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй — ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Сварочный инвертор своими руками из подручных материалов: Инструкция +Видео схема
Сварочные работы очень востребованы в любых сборочных и ремонтных работах. Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
[contents]
Содержание:
- 1 Общие сведения о сварочном инверторе
- 1.1 Технические показатели
- 1.2 Элементы собираемой конструкции
- 1.3 Инструменты необходимые для выполнения сборки
- 2 Изготовление инверторной сварки своими руками
- 2.1 Сбор блока питания
- 2.2 Сбор силового блока
- 2.3 Состав инверторного блока
- 2.4 Приблизительная схема самодельного сварочного инвертора
- 3 Описание основных неисправностей сварочного инвертора и его ремонт
Общие сведения о сварочном инверторе
Каждый настоящий хозяин должен иметь в своем хозяйстве аппарат для сварки.
Это устройство незаменимо и в сельхоз подсобьях, и в строительстве и обустройстве дома, и в обслуживании автомобиля и ещё много где.
К тому же выполнить инверторную сварку своими руками вполне возможно, даже если вы не профессиональный электрик.
Технические показатели
Показатели сварочного инвертора собранного самостоятельно, будут следующими:
- Напряжение 220В.
- Сила тока на входе в устройство – 32 А, а на выходе -250А.
- Подобная установка сможет выполнять сварочную работу электродом 5-ой с длинной дуги до 1см.
- КПД его будет не ниже покупных.
Элементы собираемой конструкции
- блок для питания,
- драйверы силовых ключей,
- силовой блок.
Инструменты необходимые для выполнения сборки
- нож, комплект отверток, ножовка по металлу,
- паяльник для работы с электросхемой,
- резьбовые крепежные элементы,
- тонкий лист металла,
- элементы для микросхемы, медные провода и полосы,
- кассовая термобумага, стеклоткань, текстолит, слюда.

Изготовление инверторной сварки своими руками
Сбор блока питания
Самым важным узлом для этого блока инвертора будет трансформатор. С помощью него обеспечивается подача стабильного напряжения.
Его делают из четырех обмоток:
- первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;
- первая вторичная – 15 витков выполненных из провода ПЭВ 1мм в диаметре;
- вторая вторичная – 15 витков выполненных из провода ПЭВ 0,2мм в диаметре;
- третья вторичная – 20 витков выполненных из провода ПЭВ 0,3 мм в диаметре.
Завершив намотку первичной обмотки, следует провести изоляцию полученной поверхности стеклотканью. А затем наматывать слой экранирующего провода. Причем его витки должны закрывать весь первый слой.
Важно! Обмотку трансформатора лучше делать равномерно по всей ширине каркаса. Так влияние перепадов напряжения будет минимально.
Провод для экранирования нужно брать одного диаметра с первичной обмоткой и наматывать в одинаково направлении. Это условие относиться ко всем остальным обмоткам. Каждый слой обмотки изолируется друг от друга стеклотканью или малярным скотчем.
Правильно подобранные резисторы к электронной схеме обеспечат силу напряжения передающегося от блока питания на реле в диапазоне 20-25В. Диоды в схеме должны быть собраны согласно методу «косого моста».
В процессе работы устройства, диоды будут значительно нагреваться, поэтому к ним обязательно нужно прикрепить радиаторы. Иногда с этой целью заимствуют у старого компьютера охлаждающие элементы. Установка диодного моста должна иметь два радиатора. Верх моста крепится через слюдяную прокладку к одному радиатору, низ — через термопасты ко второму.
Выводы диодов необходимо направить в одну сторону с выводами транзисторов, обеспечивающих трансформацию постоянного тока в переменный.
Длинна проводов, для соединения выводов, должна быть меньше 15 см. Блоком питания и блок инверторный разделяются листом металла, приваренным к корпусу установки.
Блоком питания и блок инверторный разделяются листом металла, приваренным к корпусу установки.
Сбор силового блока
Основной узел силового блока – трансформатор. Он понижает напряжение высокочастотного тока, а силу увеличивает.
Дня такого трансформатора необходимы два сердечника Ш20х208 2000 нм. Зазор между ними лучше обеспечить с помощью газетной бумаги.
Обмотка трансформатора должна быть сделана из медной полосы шириной в 40мм и толщиной 0,25 мм.
Все слои должны быть дополнительно обмотаны кассовой лентой с целью термоизоляции.
Вторичная обмотка выполняется тремя слоями медных полос с фторопластовой лентой между каждым из них.
Итого трансформаторная обмотка должна состоять из 12 витков х 4 витка, 10 кв.мм х 30 кв.мм.
Термоизоляцию можно выполнить обычной бумагой, но лентой от кассового аппарата будет более долговечно.
Необходимо учитывать, что в процессе эксплуатации устройства сделанный трансформатор будет значительно перегреваться, поэтому необходимо предусмотреть охлаждающий кулер. Например, от старого компьютера.
Например, от старого компьютера.
Состав инверторного блока
Данный блок устройства постоянный ток преобразует в переменный высокочастотный. Наилучшим вариантом будет сбор такого блока из двух транзисторов средней и ниже мощностей. Тогда и частота тока будет стабилизирована, и шум, в процессе эксплуатации, минимальным.
В самодельном сварочном инверторе необходимо закладывать минимум шесть охлаждающих маломощных вентилятора от компьютера, или же один мощный, направив его на обдувание понижающего силового трансформатора. В случае использования нескольких вентиляторов, как минимум, три из них следует расположить у силового трансформатора.
Для большей защиты от перегрева устройства устанавливается термодатчик к наиболее греющемуся радиатору. Его функция при достижении максимально допустимой температуры отключать питание на весь аппарат.
Приблизительная схема самодельного сварочного инвертора
Выполненная обмотка трансформатора крепится на основу агрегата с помощью нескольких скоб.
Платы делаются с помощью фольгированного текстолита толщиной в 1мм. Для понижения нагрузки в платах формируют несколько небольших прорезей.
В качестве основы агрегата используют пластину гетинакса толщиной в 0,5 см с круглой прорезью в центре для вентилятора.
Важно! Все провода должны располагаться так, что бы между ними было е пространство.
На поверхность основы выводятся ручки для резистора и переключатели тумблера, зажимы и светодиоды. Сверху устройство покрывается кожухом из винипласта или текстолита толщиной минимум 4 мм.
Описание основных неисправностей сварочного инвертора и его ремонт
Определения причин поломки следует начать с внешнего осмотра. Если обнаружены места с плохим контактом, их отсоединяют, зачищают и соединяют их снова.
Достаточно часто встречаются следующие неисправности:
- Излишнее потребление тока при полном отсутствии нагрузки.
В этом случае, скорее всего, замкнулись витки. Нужно просто выполнить перемотку и улучшить изоляцию слоя. - Частое падение сварочной дуги.
Наиболее вероятен пробой обмотки, вследствие чего, в цепь поступает завышенное напряжение. - Неверная регулировка сварочного тока.
Возможны замыкания в зажимах или дроссельной катушке, отказ регулирующего ток винта. - Ток недостаточен.
Это говорит о том, что в сети упало напряжение. В этом случае проверяют исправность регулятора. - Повышенная шумность трансформатора.
Часто повышение шума сопровождается перегревом аппарата. В подобных случаях необходимо проверить крепления стягивающие части магнитопровода, крепления механизмов перемещения, сердечника катушки. Скорее всего, возникло замыкание в сварочных проводах. - Самостоятельное отключение аппарата.
Следует предположить замыкание в электро цепи, которое вызвало автоотключение.
Кроме того, самым слабым местом инвертора всегда будет колодка клеммы для подключения сварочного кабеля.
схемы и инструкция по сборке
Содержание
- Типы сварочных аппаратов
- На переменном токе
- На постоянном токе
- Характеристики самодельного инвертора и материалы для его сборки
- Что нужно для сборки инвертора
- Изготовление трансформатора и дросселя
- Как выглядит схема инверторной сварки
- Простые схемы инверторной сварки
- Как собрать инверторную сварку: поэтапное описание
- Где взять блок питания и как его подключить
- Диодный мост
- Намотка трансформатора
- Корпус
- Система охлаждения
- Силовая часть
- Управление
- Основные рекомендации
- Дальнейшая настройка
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.

Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,

Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.
Рис. 3: удалите токовые шунты
- Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.
Рис. 4: намотайте вторичную обмотку на каркас
- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.
Рис. 5: сделайте диэлектрическую прокладку
- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
 Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.Рис. 6: поместите катушку в магнитопровод
- Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.
Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель.
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения.
Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.

Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста
Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Характеристики самодельного инвертора и материалы для его сборки
Для эффективной работы устройства понадобиться использовать качественные материалы.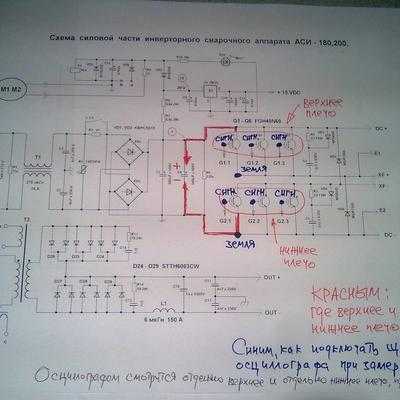 Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей.
Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей.
Основные технические характеристики устройства:
- Потребляемое напряжение составляет 220 Вольт.
- На входе сила тока не менее 32 ампер.
- Сила тока, производимая аппаратом – 250 А.
Схема сборки сварочного инвертора
Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока.
Для изготовления устройства понадобятся инструменты и детали:
- Комплект отверток для демонтажа и дальнейшей сборки.
- Паяльник, необходим для соединения электронных элементов.
- Нож и полотно по металлу для изготовления правильной формы конструкции.
- Кусок металла толщиной 5-8 мм для формирования корпуса.
- Саморезы или болты с гайками для крепления.
- Платы для электронных схем.
- Медные изделия в виде проводов, служат для обмотки трансформатора.
- Стеклоткань либо текстолит.
В домашнем обиходе пользуется популярностью самодельный сварочный инвертор однофазного типа, сделанный своими руками.
Сварочный инвертор однофазного типа
Такой инвертор питается от бытовой сети 220 В, бывают случаи, когда необходимо изготовить устройство, питание которого происходит от трехфазной сети 380 В. Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
Что нужно для сборки инвертора
Основной задачей сварочного инвертора является преобразование силы тока, достаточной для использования в хозяйстве. Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Первично изготавливается блок питания, для его составляющих понадобиться:
- Трансформатор, имеющий сердечник из ферритного материала.
- Обмотка трансформатора с минимальным количеством витков – 100 шт., сечением 0,3 мм.
- Вторичная обмотка изготавливается из трех частей, внутренняя состоит из 15 витков с сечением провода 1 мм, средняя с таким же количеством витков сечением 0,2 мм, наружный слой 20 завитий диаметром не менее 0,35 мм.
Самодельный инвертор необходимо изготавливать в соответствие с требуемыми характеристиками. Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
Для стабильного хода процесса сварки рекомендуется использовать несколько транзисторов в параллельной цепи, чем один более мощный элемент.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.
Самодельный дроссель
Конденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
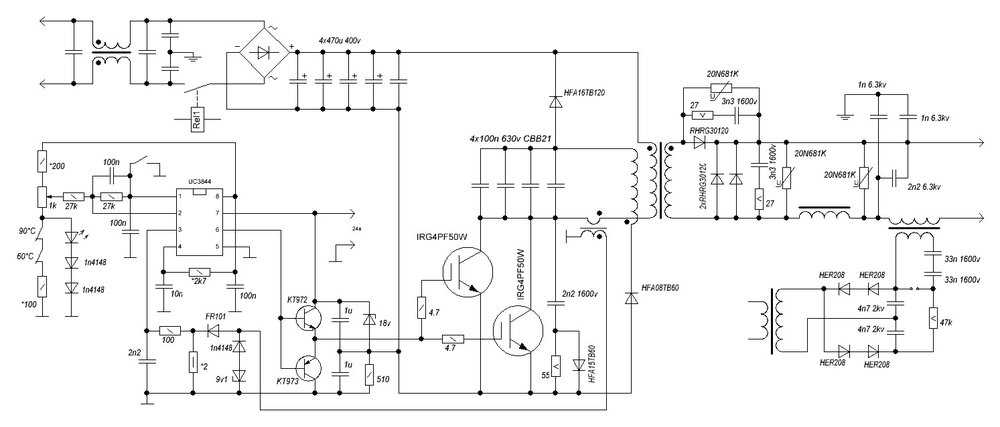
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:
Принципиальная электрическая схема сварочного инвертора:
Рисунок 4 — Принципиальная электрическая схема сварочного инвертора
Схема инверторного сварочного аппарата:
Рисунок 5 — Схема инверторного сварочного аппарата
Как собрать инверторную сварку: поэтапное описание
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок.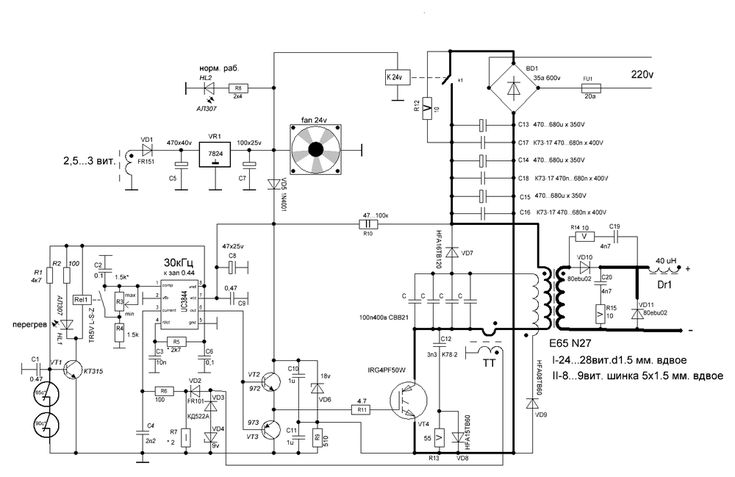 Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
 youtube.com/embed/UqDiqucjgZc?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/UqDiqucjgZc?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Где взять блок питания и как его подключить
Блок питания сварочного инвертора вполне можно сделать из бесперебойника. Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Сделать трансформатор можно на сердечниках типа Е42 из старого лампового монитора. Потребуется 5 таких приборов. Один пойдет для дросселя. Для остальных элементов нужны сердечники 2000 НМ. Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Схема сварочного резонансного инвертора:
Рисунок 8 — Схема сварочного резонансного инвертора
Диодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Рисунок 9 — Намотка трансформатора
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.
Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.
Система охлаждения
Из-за нагрева силовые узлы инвертора могут отказать. Во избежание этого помимо радиаторов с установленными подверженными нагреванию блоками, для недопущения перегрева также требуются вентиляторы.
Если есть высокомощный вентилятор, можно ограничиться только им, направляя воздух непосредственно к трансформатору. Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
На самый греющийся радиатор устанавливается термодатчик, отключающий питание при приближении к заданной температуре.
Для нормального функционирования охлаждения в корпусе нужно расположить воздухозаборщики с постоянно свободными решетками.
Силовая часть
В инверторе немалая роль принадлежит блоку питания, представляющему собой трансформатор с ферритовой обмоткой. Его назначение – сбавление напряжения, трансформирование переменного тока в постоянный. Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Обмотки инвертора термоизолируются. Для сведения к минимуму неблагоприятного влияния нестабильности напряжения, обвивка производится на всем протяжении сердечника.
Рекомендуется использовать листы омедненной жести 0,3 мм и шириной 40 мм, завернутые в термоустойчивую бумагу 0,05 мм.
Необходимость применения термобумаги диктуется тем, что при сваривании ток проходит поверхностно по проводу, сердечник практически не участвует в процессе, из-за чего образуются излишки тепла. Потому для обмотки проводники стандартного сечения не подходят, для исключения теплообразования используются материалы с большей площадью.
Если медной жести нет, можно взять многожильный провод ПЭВ сечением 0,5-0,7 мм. Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка.
Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка.
После создания первого слоя по направлению намотки следует накрутить стеклоткань с экранирующим проводом того же сечения, что и основной. Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Для обеспечения стабильности напряжения порядка 20-25 В, следует правильно отобрать резисторы. Для мостового инвертора рекомендуется применить диодную схему «косой мост».
При работе инвертора не избежать нагрева диодов, потому их нужно расположить на радиаторе, к примеру, от персонального компьютера.
Всего нужно 2 радиатора – для крепления верхней и нижней частей моста. При установке первого необходимо применение слюдяной прокладки, для другого – термопасты.
Выход моста назначается по направлению выходов транзисторов. Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки.
Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
 Если все сделано верно, то шума не должно быть.
Если все сделано верно, то шума не должно быть.Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Источники
- https://www.asutpp.ru/kak-sobrat-svarochnyy-apparat-svoimi-rukami.html
- https://stankiexpert.ru/spravochnik/svarka/svarochnyi-invertor-svoimi-rukami.html
- http://instrument-blog.ru/svarka/invertornyj-svarochnyj-apparat-svoimi-rukami.html
- https://WikiMetall. ru/oborudovanie/svarochnyiy-invertor-svoimi-rukami.html
- https://tytmaster.ru/svarochnyj-invertor-svoimi-rukami/
- https://svarka.guru/oborudovanie/vidy-apparatov/invertor-svoimi-rukami.html
- https://pochini.guru/sovety-mastera/sborka-invertornogo-svarochnogo-apparata
 ru/oborudovanie/svarochnyiy-invertor-svoimi-rukami.html
ru/oborudovanie/svarochnyiy-invertor-svoimi-rukami.html[свернуть]
Сварочный инвертор своими руками: схема и сборка
Детали из цветных сплавов и металлов требуют особого отношения, и при необходимости сварного соединения лучше сделать профессиональную аргоновую сварку. Но цена на нее часто заставляет заменять весь узел или покупать новые комплектующие. Процесс дорогой и требующий некоторого мастерства. Спасает то, что можно сделать сварочный инвертор своими руками, при этом изрядно сэкономив на ремонте и обеспечив себя инструментом на будущее.
Содержание
- Специфика сварки аргоном
- Технологический процесс аргонной сварки
- Необходимые материалы для изготовления аппарата
- Пошаговая инструкция по изготовлению
- Настройка и тестирование
Специфика сварки аргоном
От сварки ММА аргонную отличает несколько деталей процесса:
- Сварка проходит при постоянном обдуве шва аргоном.
- Вольфрамовый электрод (для ручной сварки). Для автоматической аргонной сварки могут применяться и плавящиеся электроды.
- Дуга разжигается с помощью осциллятора — прибор для бесконтактного розжига.
- Специфическая техника прохода электрода.
- Необходима присадочная проволока. Без нее можно варить только очень тонкие листы.
- Работает как на постоянном токе (обратная полярность), так и на переменном.

Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество. Аргон отличается от других рабочих газов полной инертностью к большинству веществ. Он дешев, достаточно тяжел, чтобы плотно окутать ванну в процессе сварки, и предотвращает образование оксидной пленки. В этом также его минус — при работе на открытом воздухе ветер может снизить качество, укрытие из подручных материалов исправит ситуацию.
Функциональные возможности сварочного инвертора
В среде инертного газа сварка проходит с силой тока 20-200 А и напряжением в 30-80 В. Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Параметры выбираются из диапазона по специальным таблицам, зависят от толщины соединяемого листа и диаметра электрода. Вольфрам для аргонной сварки не плавится при рабочих температурах, позволяет получить узкий аккуратный, но прочный шов за счет очень тонкой дуги и показывает малый расход (испарение — 0,01 г/м).
Присадочная проволока на толстых деталях нужна для получения монолитного шва и выбирается с учетом материала свариваемых элементов. Для алюминия нужна алюминиевая проволока, для нержавейки — легированная сталь определенной марки, и так по каждому материалу. При рабочей температуре аргонной сварки она плавится и качественно заливает шов.
Технологический процесс аргонной сварки
Главное отличие процесса аргонной сварки от ММА — отсутствие обязательных формирующих движений и использование минимального размера дуги (всего 2 мм). Горелка идет медленно плавно по одной линии. Этим достигается постоянный обдув аргоном места соединения, предотвращается окисление металла, и сварочный шов получается очень тонким.
Вторым по важности будет необходимость подключения осциллятора. Он нужен для розжига электрической дуги при использовании вольфрамового электрода. Кроме того, зажигать нужно на угольной пластине, а гасить вдали от свариваемых деталей.
Осциллятор для сварки
Схема для осциллятора
При сварке ММА дуга разжигается касанием. Вольфрам в этом методе может пригореть, проплавить металл, зацепить прилипающий кусочек, или испортить электрод другими способами. Чтобы избежать неприятностей, нужен специальный блок, вырабатывающий ток высокой частоты для импульсного розжига. Он не только дает начальный разряд, но и поддерживает его стабилизирующими импульсами. Это позволяет сварщику одинаково легко работать с постоянным и переменным током
Прибор можно купить в магазине (УВК7) или собрать своими руками по одной из массы приведенных в интернете схем.
Примеры схем:
На основе схемы обратнохода на UC3842-5 и телевизионного трансформатора.
На базе таймера NE555.
Для самостоятельного изготовления нужен определенный навык по созданию печатных плат, детали и время, поэтому часто проще купить готовый. Он уже собран, настроен и часто надежнее самосборок.
Еще один плюс заводского аппарата — подключение практически к любому сварочному аппарату через навеску на сварочные кабели. Он не влияет на аппарат, работает параллельно только с дугой. При покупке нужно учесть напряжение холостого хода, если оно выше планируемого при аргонной сварке, то осциллятор не сработает.
Необходимые материалы для изготовления аппарата
Для изготовления аппарата аргонной сварки из инвертора своими руками потребуется несколько частей:
- инвертор, подходящий для сварки ММА;
- баллон с аргоном;
- TIG-горелка;
- шланги и кабели для соединения;
- осциллятор;
- редуктор.

Схема сварки переменным током
Если есть возможность, то лучше воспользоваться заводскими блоками. Можно сказать, это будет аппарат для ММА с дополнительными модулями. Но самодельная установка выйдет по стоимости в два раза дешевле, чем покупка заводского агрегата с TIG-режимом.
При покупке обязательно нужно обратить внимание на горелку — нужна рассчитанная на диаметр вольфрамовых стержней и ток силой до 200 А. Такие параметры предусмотрены в некоторых моделях для бытового использования, они гораздо дешевле промышленных. В интернете можно найти способы изготовления горелки, но стоит учесть, что заводское качество и широта настроек лучше, чем у самодельных агрегатов, а по цене сборка будет минимально отличаться от покупки готовой.
Та же проблема и с рукавом. Самостоятельная сборка даст плохо гнущийся и тяжелый, а приобретение готового вполне сопоставимо по цене электрического и газового шланга, плюс разъемы для подключения к горелке и инвертору.
Горелка для аргонной сварки
Пошаговая инструкция по изготовлению
Изготовление агрегата аргонной сварки своими руками состоит из нескольких последовательных действий:
- Подключение осциллятора к инвертору.
- Подключение кабелей: масса к «+» клемме осциллятора, провод от горелки — к «-» клемме. Если планируется варить алюминий, то подключение обратное.
- Горелка подключается к сварочному рукаву с газовым шлангом и питанием.
- К газовому баллону прикручивается редуктор, и через него подсоединяется газовый шланг.
- Осциллятор подключается к блоку питания на 6 Вт, а инвертор в сеть с 220 В.

Схема инверторного сварочного аппарата
Настройка и тестирование
От правильной настройки готового аппарата напрямую зависит качество шва и безопасность сварщика. Проверять следует несколько параметров:
- Вольфрамовый электрод должен быть заточен до минимального диаметра.
- Цанга на горелке и диаметр электрода должны соответствовать. Проверяется установкой.
- При открытом вентиле расход аргона оптимально должен быть 12-15 л/мин. Регулируется редуктором.
- Розжиг дуги.
Обязательно нужно проверить устройство перед использованием
Тестирование розжига дуги проводится в несколько действий, очень аккуратно и медленно. Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Тестирование самодельного аппарата для сварки лучше провести сразу после сборки и не на рабочих деталях. Для пробного шва выбираются настройки параметров тока в соответствии с металлом, выбирается присадочная проволока. Для оценки работоспособности аппарата можно попробовать расплавить массивные детали, проверить равномерность наплавления присадочной проволоки, внимательно проследить окутывание аргоном сварочной ванны (нет ли окислительной пленки или нагаров).
Видео: Сварочный инвертор из ATX блока питания
схема самодельной инверторной сварки и как сделать аппарат?
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Чертеж инверторного сварочного аппарата.
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.

Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
Блок питания инвертора.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.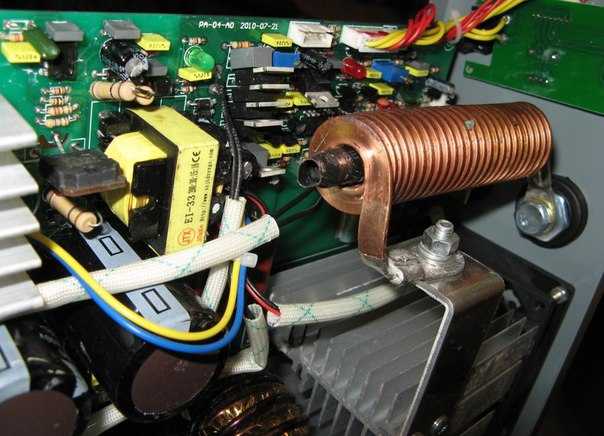
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Изготовление сварочного инвертора.
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Электрическая схема инвертора для сварки.
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Особенности функционирования
Перед сборкой, следует ознакомиться с особенностями работы инвертора, аналогичными функционированию компьютерного блока питания. Функционирование устройства происходит в таком порядке:
Функционирование устройства происходит в таком порядке:
- входящее переменное напряжение превращается в постоянное;
- входной ток 50 Гц трансформируется в ток высокой частоты;
- выходное напряжение понижается;
- выходной ток выправляется, поддерживается нужная для сварки частота.
Трансформаторное оборудование отличается габаритностью и тяжестью в связи со следующими особенностями. Дуговая сварка выполняется через силу тока. Вторичная обмотка для ослабления напряжения и усиления тока устраивается из минимального числа оборотов, сечение проводника принимается максимально возможным.
Применение инверторного принципа снижает объем и вес агрегатов на порядок благодаря увеличению частоты до 60-80 кГц.
Для реализации такого преобразования необходимо использование полевых транзисторов, сообщающихся друг с другом именно на такой частоте. Для их питания используется постоянный ток, направляющийся от выпрямителя, роль которого выполняет диодный мост. Для выправления напряжения требуются конденсаторы. От транзисторов ток подается к трансформатору, представляющему собой компактную катушку.
Возможна переделка и доработка в инверторный полуавтомат. Ему присущи схожие с трансформатором характеристики, но масса и габариты его меньше.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Купить или собрать своими руками?
Самодельная вещь всегда является предметом гордости ее владельца. Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Почему вам стоит собрать самодельный инвертор
Предлагаем начать со стоимости аппарата. Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Инвертор состоит из множества сложных компонентов, которые должны быть качественными. А для производства аппарата в промышленном масштабе недостаточно просто купить качественные комплектующие. Нужно оплатить налоги, зарплату рабочим и прочие обязательные пункты. Из-за этого производители идут на хитрость и изготавливают свои инверторы из некачественных деталей, которые быстро выходят из строя.
Если вы сами купите все комплектующие и соберете аппарат, его себестоимость может быть равной бюджетному инвертору. Но при этом вы получите надежный и долговечный прибор, способный работать в сложных условиях. Это одна из основных причин, почему стоит изготовить инвертор сварочный своими силами.
Еще одна причина — это слишком большой ассортимент сварочных аппаратов в магазине. Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Не забывайте, что самодельные сварочные аппараты любого типа развивают ваши знания и навыки в электротехнике. Изготовление самодельных электроприборов — это очень занятный процесс, который может превратиться в хобби.![]() И если вы давно хотели развиться в этом деле, то можете начать со сборки инвертора. Он в любом случае пригодится вам в быту. Хотя бы для мелкого ремонта.
И если вы давно хотели развиться в этом деле, то можете начать со сборки инвертора. Он в любом случае пригодится вам в быту. Хотя бы для мелкого ремонта.
Почему НЕ стоит делать инвертор своими руками
Итак, в некоторых случаях самодельный инверторный сварочный аппарат — это отличная идея. Но нельзя отрицать, что есть и обратная сторона медали.
Собрав самодельный аппарат, вы не будете иметь самого главного — бесплатной гарантии. Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Вторая причина — это время. Чтобы собрать инвертор, вам понадобиться много времени. А ведь необходимо еще купить все детали, которые порой непросто найти в маленьком городе. Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
В конечном итоге, именно вам решать, что важнее: гарантия и сервисное обслуживание, или недорогая себестоимость + неприхотливость в хранении и применении. Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.
Самый простой сварочный инвертор
Сварочный инвертор был разработан на популярном форуме человеком под ником тимвал, ветка до сих пор очень активна. Именно эта схема популярна по причине простоты. Мой вариант сварочного инвертора рассчитан на ток всего в 100 ампер, это мало, но для моих задач больше не нужно.
- Схема представляет из себя однотактный прямоходовый инвертор всего на одном IGBT транзисторе IRG4PC50KD.
- Инвертор состоит из нескольких частей:

- Входной выпрямитель с накопительными конденсаторами и системой плавного пуска;
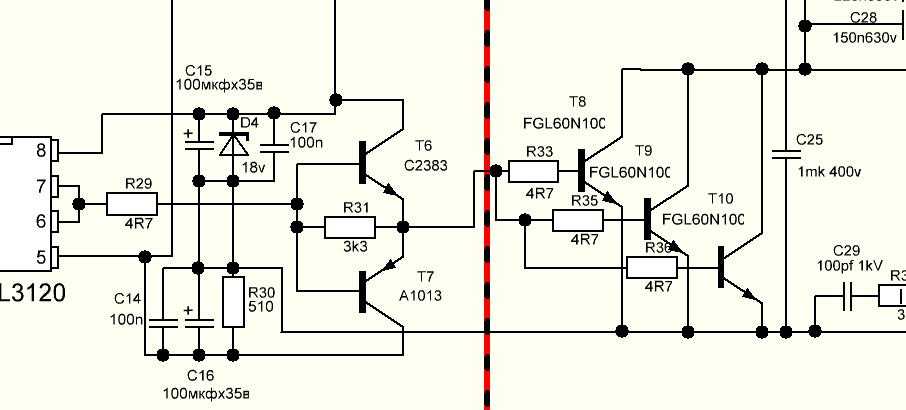
- Системы управления с драйвером на основе комплементарной пары составных транзисторов средней мощности;
- Силовая часть состоящая из IGBT транзистора и трансформатора;
- Выходная часть, состоящая из дросселя с выпрямителем.
- Сетевое напряжение выпрямляется входным диодным мостом KBPC3510
- и сглаживается ёмкими электролитами.
- Важно заметить, что питание в начальный момент времени поступает не напрямую, а через балластный резистор R12, это нужно для плавной зарядки конденсаторов, иначе бросок тока может вывести из строя входной диодный мост и выбить автоматы.
- Одновременно питание от конденсаторов через другой балластный резистор R11 поступает на линию питания микросхемы ШИМ.
- Сердцем схемы является ШИМ контроллер UC3844,
- который работает на частоте около 30кГц, сигнал с микросхемы сначала поступает на драйвер, выполненный на транзисторах VT2 и VT3, а затем на силовой транзистор VT4.
- Напряжение на конденсаторах растет, растет и питание микросхемы и как только оно дойдет до порогового значения, для UC3844 оно составляет около 16 вольт, микросхема начнет вырабатывать управляющие импульсы, что приведет к запуску всего инвертора.
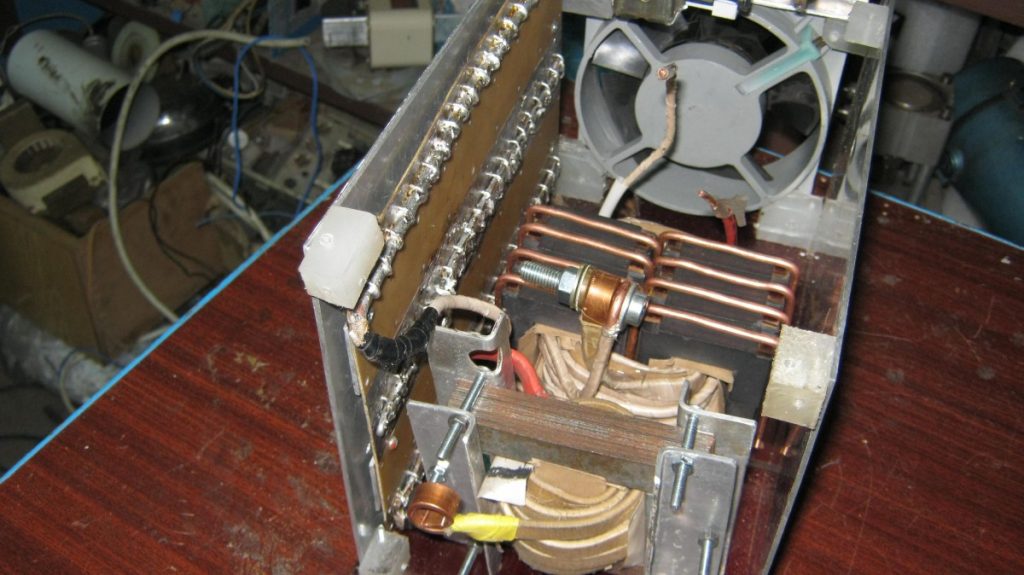
Во вторичных обмотках трансформатора появиться напряжение, это приведет к тому, что сработает силовое реле К1 и своими контактами замкнёт балластный резистор R12, и сетевое напряжение будет поступать напрямую на схему. Планый запуск длиться всего пару секунд. После плавного запуска инвертор будет работать в штатном режиме. Выходное напряжение инвертора около 60 вольт, этого достаточно для нормального розжига дуги.
- Если во время сварки вращать регулятор ограничения тока (резистор R3), моментально сработает система обратной связи (цепь, состоящая из токового трансформатора ТТ, диодов VD2-VD4, резисторов R5 и R7, конденсатора С4).
- Токовый трансформатор намотан на тороидальном ферритовом сердечнике небольших размеров, он имеет две обмотки, первичная — всего один виток и вторичная.
- Силовой трансформатор выполнен на сердечнке EPCOS E55/28/25 феррит №87.
- Сердечник был без каркаса, поэтому его пришлось сделать самому из мтеклотекстолита.
- Трансформатор имеет 4 обмотки:

- сетевая;
- вторичная силовая;
- фиксирующая;
- обмотка самозапитки для системы управления.
- В моём варианте обмотка самозапитки не используется, взамен применен небольшой импульсный источник питания на 24 вольта с током 1-1,5 Ампера.
- Начала всех обмоток на схеме указаны точками, я советую промаркировать начало намотки, например одевая на обмотку красную термоусадку, чтобы потом не гадать где начала, а где концы намоток.
В самом начале мотается сетевая обмотка, но не полностью, а по частям. В моем случае для намотки этой обмотки был использован провод диаметром 1,20мм 25 витков. Провод нужно уложить равномерно, виток к витку.
Затем обмотка изолируется, но перед этим заливается эпоксидной смолой. Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной.
Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной.
Ставим изоляцию каптоновым термостойким скотчем и мотаем остальную часть первичной обмотки. Количество витков, провод и направление намотки тоже самое.
Опять все заливаем смолой, а поверх ставим изоляцию. Позже, уже на плате концы этих обмоток соединяются параллельно.
После мотаем фиксирующую обмотку, диаметр провода 0,5мм. Количество витков 25-26, то есть тоже самое, что и в случае первичной обмотки. Эта обмотка намотана так, чтобы провод попадал между витками первичной обмотки.
Фиксирующая обмотка равномерно растянута по всему каркасу. Аналогичным образом поступаем и с этой обмоткой, смола, изоляция.
К стати ранее я ставил изоляцию в 2-3 слоя, а после намотки фиксирующей обмотки изоляция нужна более серьезная, слоя 4-5.
Ну и наконец силовая обмотка, самая трудоемкая. Ее можно намотать медной шиной либо что еще лучше — лентой.
Ее можно намотать медной шиной либо что еще лучше — лентой.
Наиболее эффективно работает литцендрат — провод, который состоит из большого количества параллельных тонких изолированных друг от друга проводов, такая намотка делается для минимизации влияния скин эффекта.
Но при частотах в 30кГц, этот эффект не столь ощутимый, поэтому при большом желании можно взять пару тройку медных проводов большого диаметра, но такой провод очень трудно уложить, поэтому мой выбор остановился на литцендрате.
Обмотка состоит из 100 параллельных жил провода 0,5мм. Скручиваем все это дело дрелью и покрываем дополнительной изоляцией, опят же каптоновый скотч.
Количество витков всего 9, по расчетам этого хватит для того, чтобы напряжение холостого хода инвертора было в районе 60 вольт. После намотки её так же следует залить смолой.
Схема однотактная и между половинками сердечника нужен немагнитный зазор. В моем случае для получения необходимого зазора под всеми кернами были установлены прокладки, обычный чек от банкомата.
- Далее трансформатор собирается, половинки сердечника надежно стягиваются, можно даже приклеить.
Трансформатор тока. Ферритовое колечко,проницаемость может быть от 1500 до 3000. Размеры моего кольца R18х8х6. Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной.
Сначала сердечник изолируют, в моем случае каптноновым скотчем, затем мотают вторичную обмотку. Провод в лаковой изоляции, диаметр может быть от 0,25 до 0,5мм. Количество витков в моем случае 76.
Далее обмотку нужно изолировать, можно просто залить эпоксидной смолой. Первичная обмотка — один виток из двух параллельных жил провода 1,20мм идущий к силовому трансформатору.
Выходной выпрямитель классический для этой топологии. Два диода прямой и замыкающий, притом замыкающий нужен более мощный, но можно не заморачиватся и сразу воткнуть два диода типа 150EBU04 на 150 ампер с обратным напряжением 400 вольт.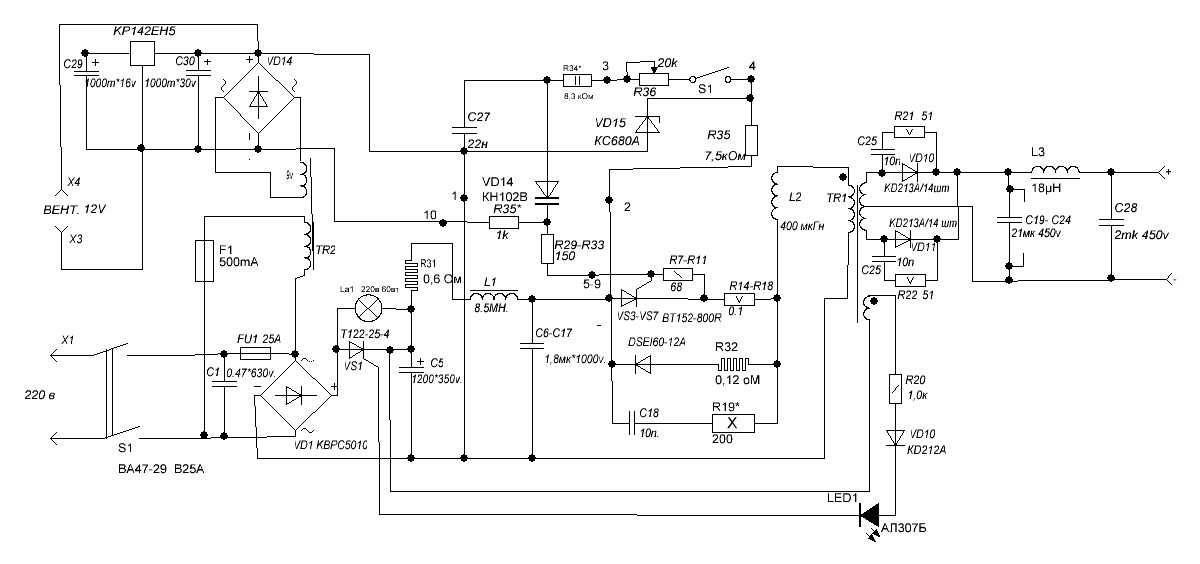 Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTh30003.
Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTh30003.
В каждом корпусе два независимых друг от друга ультра быстрых диода, каждый на 100 Ампер с обратным напряжением 300 вольт. Они даже лучше, чем 150EBU04 т.к. площадь подложки у них гораздо больше и толще. Соединение винтовое, что очень удобно.
Дроссель. Тут все не так однозначно и по факту дроссель довольно критичен Чем больше его индуктивность, тем хорошо будет зажигаться дуга даже при малых токах. По схеме дроссель на 40мкГн, его хватит, но уверенный розжиг дуги я получил при токах от 30 ампер и в принципе этого хватит.
Честно сказать для дросселя пробовал разные материалы — алсифер, неизвестные кольца которые по всей видимости применяются в качестве фильтра в частотных преобразователях и наконец сердечник набранный из трансформаторных пластин.
Наилучшим решением является применение сердечников из порошкового железа, они специально созданы для работы в качестве дросселя, но кольцо нужно приличных размеров, и их найти не так уж и просто и стоят они приличных денег.
 В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.
В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.Фишка в том, что сердечник фактически невозможно загнать в насыщение, то есть можно увеличить индуктивность и получить уверенный розжиг дуги при сварочных токах хоть 5 ампер, я понимаю, что на таких токах никто не варит, но все же.
Пакет собирал из того что было, в итоге сердечник получился с размерами 86х30х17мм. Пластины обмотал каптоноым скотчем, затем бумажный и намотал обмотку. Обмотка к сожалению алюминиевая, да медь лучше, но алюминиевый был в наличии. Обмотка намотана в три ряда, каждый ряд по 10-12 витков.
После намотки каждого ряда обмотку покрывал лаком в несколько слоев и ставил изоляцию из ткани. Итоговая индуктивность дросселя около 80мкГн. Недостаток такого дросселя — большие размеры и вес, но в моем случае все получилось достаточно компактно, и даже умудрился зафиксировать его на плате.
Выводы дросселя были обжаты медными луженными клеммами, ключевое слово луженными иначе такое соединение долго не проработает, будет перегреваться и окисляться.
Входная часть. Диодный мост взят готовый, сборка KBPC3510, мост на 35 ампер, обратное напряжение 1000 вольт, устанавливается на радиатор.
- Силовое реле в схеме плавного пуска с катушкой 24 вольта, рассчитан на ток в 15-30 реальных ампер, если сварочник планируете на токи более 120 ампер, то реле желательно использовать именно 30-и амперное.
Входные электролитические конденсаторы на 450 вольт, в моем случае 2штуки по 470мкФ, желательно установить три, хуже не будет. Подбирайте конденсаторы от хорошего производителя с минимально возможным внутренним сопротивлением.
- Ограничительный резистор по входу желательно взять на 10 ватт, сопротивление от 10 до 30 Ом.
- Диоды VD7, VD8 и VD9 в схеме преобразователя нужны ультра быстрые, именно на тот ток и напряжение, которые по схеме.
Сборку конденсаторов я заменил одним, емкостью 0,33мкФ, конденсатор специального назначения созданный для работы в импульсных схемах, такие применяют в индукционных нагревателях. Обычные пленочные конденсаторы ставить сюда крайне не желательно.
Обычные пленочные конденсаторы ставить сюда крайне не желательно.
- Микросхема ШИМ у меня установлена на панельку для беспаячного монтажа, после полной наладки микросхему обязательно нужно запаять на плату.
- Силовые дорожки на плате просто залудить и усилить припоем не достаточно, нужно их армировать медным проводом.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Схема изготовления инвертора своими руками.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
 youtube.com/embed/GxuzyHOp28U?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/GxuzyHOp28U?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»>
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.
Первичную обмотку надо изолировать стеклотканью и намотать экран из провода 0,3 мм. Он должен покрыть всю ширину каркаса, а направление витков – совпадать с предыдущей обмоткой.
Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.
Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.
Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.
Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Ремонт неисправностей сварочного инвертора
Простые поломки, возникающие из-за неправильной эксплуатации, можно устранить в домашних условиях. Стоит пошагово разобрать методики решения основных проблем.
Самая распространенная неисправность — перегрев.
При повышении температуры срабатывает защитный модуль — устройство перестает варить. В таком случае правильно выбирают длительность поддержания дуги.
Инвертор не включается
Работу начинают с осмотра питающего кабеля. С провода снимают защитный рукав. Каждую жилу прозванивают мультиметром. Если кабель исправен, требуется более тщательная диагностика аппарата. Иногда инвертор не включается из-за поломки вспомогательного источника питания. В таком случае обращаются к специалисту.
Сварочная дуга нестабильна
Неполадка возникает из-за некорректного выбора силы тока. Параметр необходимо выставлять в соответствии с диаметром электрода. Начинающие сварщики нередко игнорируют это правило. Если упаковка с электродами не содержит инструкции, на 1 мм расходного материала должен приходиться ток в 20-40 А.
При настройке параметра учитывают и скорость сварки: если она невысокая, задают меньшую величину.
После правильного выбора параметра дуга стабилизируется.
Не регулируется подача тока
Такая неисправность возникает при поломке регулятора, расслаблении клемм для подсоединения проводов. Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.
Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.
Повышение энергопотребления
Чрезмерный расход электричества даже при отсутствии нагрузок требует проверки одного из трансформаторов. Самостоятельный ремонт вышедших из строя деталей невозможен. Трансформатор отдают на перемотку специалисту.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.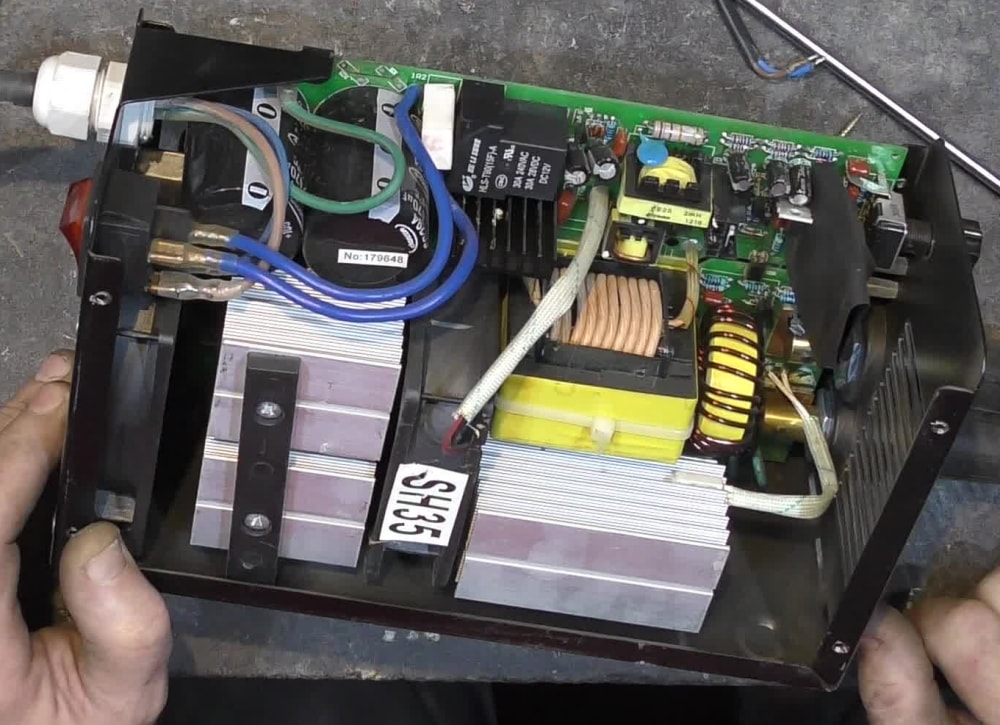
Источники
- https://tutsvarka.ru/oborudovanie/svarochnyj-invertor-svoimi-rukami
- https://svarka.guru/oborudovanie/vidy-apparatov/invertor-svoimi-rukami.html
- https://tokar.guru/svarka/shema-sborki-svarochnogo-invertora-svoimi-rukami.html
- https://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/samodelnye/kak-sdelat-svarochnyj-invertor-svoimi-rukami.html
- https://regionvtormet.ru/metally/sborka-samogo-prostogo-svarochnogo-invertora-svoimi-rukami-shemy-i-rekomendatsii.html
- https://tytmaster.ru/svarochnyj-invertor-svoimi-rukami/
- https://morflot.su/shema-prostogo-svarochnogo-invertora-svoimi-rukami/
- https://BonCoupe.ru/varim/prostoj-svarochnyj-apparat.html
- https://stroypomochnik.ru/svarochnyj-invertor-svoimi-rukami-shema-samodelnoj-invertornoj-svarki-i-kak-sdelat-apparat/
[свернуть]
Сварочный инвертор своими руками — схема сборки, ремонт и настройка
Инвертор сварочный своими руками
Метод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих. После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.
- Описание ↓
- Принцип работы ↓
- Область применения ↓
- Преимущества и недостатки ↓
- Как сделать своими руками? ↓
- Необходимые материалы и инструменты ↓
- Схемы ↓
- Пошаговое руководство ↓
- Настройка аппарата ↓
- Обслуживание и ремонт ↓
- Сварочный полуавтомат из инвертора ↓
- Советы и рекомендации ↓
Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
- Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.
- Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.

Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
Сварочные инверторы, это моноблочные приборы, и главное их достоинство – эргономичность. В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.
Принцип работы
Основным элементом системы, является силовой трансформатор с выпрямителем. Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.
Выпрямленный ток пропускается через фильтр из триодов с высокой частотой коммутации, в результате, частота вторичного переменного тока может достигать значения в 50 КГц. Обратная зависимость частоты и габаритов электротехнического оборудования известна давно, что и позволило придать инверторам такие скромные размеры. Такой же принцип успешно используется везде, где необходима экономия пространства, например, в бортовой сети самолета или подводной лодки, частота электрического тока также измеряется тысячами герц.
В сварочном трансформаторе, производится преобразование электродвижущей силы, в то время, как в инверторе преобразуются высокочастотные токи, что позволило в разы уменьшить вес трансформатора и сократить расход материала на его изготовление. Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания деталей из цветных металлов.
- При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
- Для сваривания фасонных деталей на производстве.
- Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю ручного труда.
Основным преимуществом инверторных сварочных аппаратов является их размер, поскольку до этого, варить приходилось либо на стационарном посту, либо же, перемещать тяжелый сварочный трансформатор с помощью подручных средств, до места сварочных работ.
Благодаря двойному преобразованию, сварочный ток инвертора не зависит от сетевого и поэтому остается всегда с постоянными значениями, что позволило избежать таких неприятных явлений при сварке как:
- Залипание электрода.
- Отсутствие дуги при пониженном напряжении в сети.
- Пережог или недожог металла.
Инвертор универсален и подходит для сварки чугунных или цветных металлов соответствующими электродами, а также для аргонодуговой сварки неплавящимися электродами. Оператор имеет возможность регулировать ток в широких пределах.
Недостаток инверторов – это относительно высокая стоимость по сравнению с трансформаторами, но учитывая имеющиеся преимущества, он полностью нивелируется. Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Также электроника может выйти из строя в условиях низких температур или высокой влажности, поэтому окружающие условия должны согласовываться с паспортными данными прибора.
Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов. Такой аппарат выйдет значительно дешевле, чем заводской аналог.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
- Ферритовый сердечник для силового трансформатора.
- Шина из меди или проволока для создания обмоток.
- Фиксирующая скоба для соединения половинок сердечника.
- Термостойкая изолента.
- Компьютерный вентилятор.
- Транзисторы.
- Паяльник, пассатижи, кусачки.
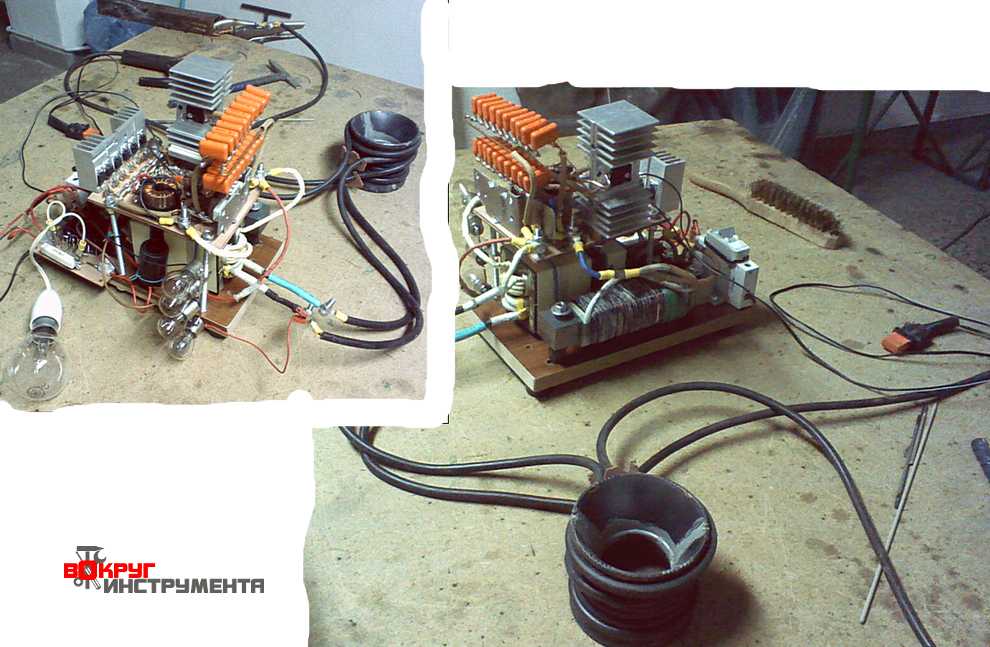
Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
Каждый из производителей вносит незначительные изменения в виде фирменных разработок, однако, в общем функционал аппарата не претерпевает каких-либо существенных изменений.
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
- Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
- Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм. Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
- Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений. Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
- Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
- Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
- Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
- Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
- Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
- Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.
- Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
- Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
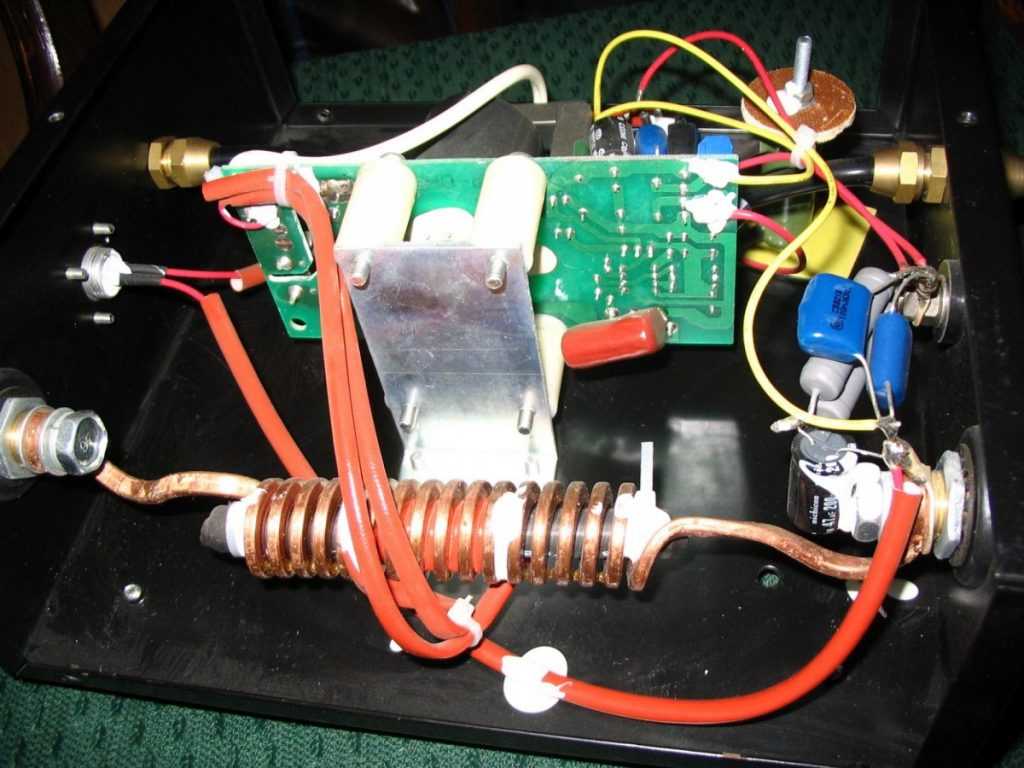 Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.Электросхема сварочного инвертора
Настройка аппарата
После сборки аппарата необходима дополнительная настройка для получения корректных значений сварочного тока и напряжения:
- Подается сетевое напряжение, на плату и привод вентилятора.
- Необходимо дождаться полной зарядки силовых конденсаторов, затем проверить работу реле, убедившись что напряжение на токоограничивающем резисторе, установленном в цепи конденсаторов отсутствует, после чего замкнуть его.
- При помощи осциллографа определяется значение тока вырабатываемого инвертором, для чего замеряется периодичность импульсов, поступающих на обмотку трансформатора.
- Проверяется режим сварки на блоке управления, для чего вольтметр подключают к выходу усилителя осциллографа. В маломощных инверторах, значение напряжения достигает около 15 вольт.
- Проверяется работа выходного моста, путем подачи напряжения 16 вольт от блока питания. Следует помнить, что в режиме холостого хода, потребление блока составляет около 100 мА и это необходимо учитывать при проведении измерений.
- Тестируется работа с силовыми конденсаторами. Напряжение изменяют со значения 16 вольт на 220. Осциллограф подключают к выходным транзисторам и контролируют амплитуду сигнала, она должна быть идентичной с той, что была на испытаниях с пониженным напряжением.
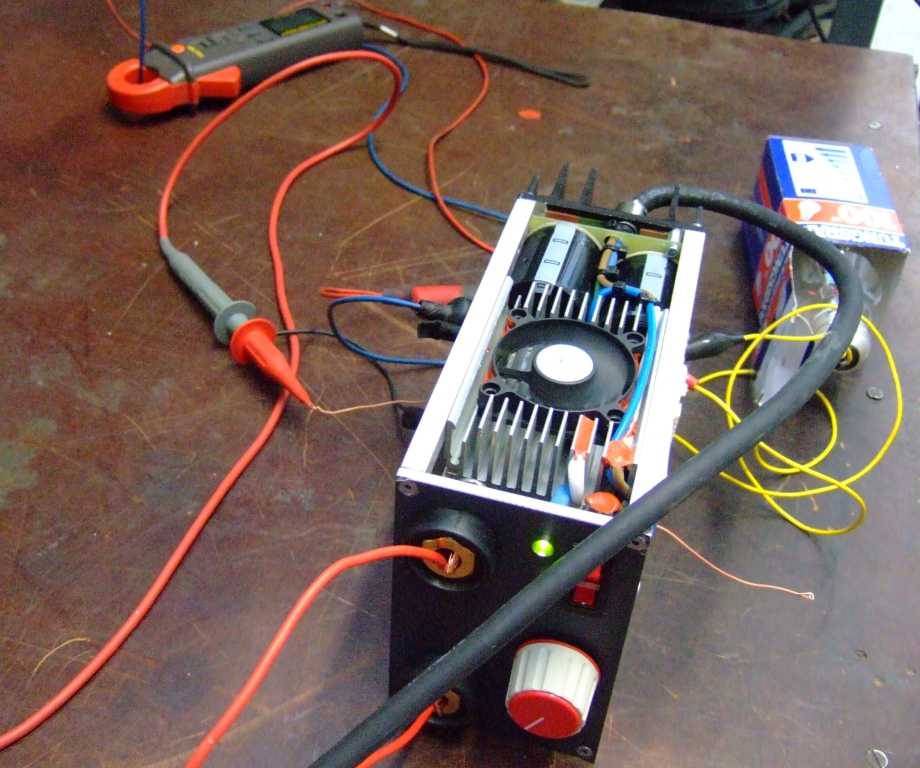
Обслуживание и ремонт
Для сборки, обслуживания и ремонта сварочного аппарата инверторного типа необходимо иметь достаточный уровень электротехнических знаний. При отсутствии таковых и необходимости ремонта, пользователь может производить лишь текущее обслуживание:
- Чистка аппарата от пыли – производится пылесосом при открытом корпусе. Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
- Замена предохранителя – защищает схемы аппарата от повреждений при перегрузке и коротких замыканиях.
- Ремонт коммутирующих частей на сварочных кабелях.
 Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
Советы и рекомендации
- Следует помнить, что силовые конденсаторы и транзисторы в схеме инвертора, требуют дополнительных мер безопасности, в частности, обязательного наличия токоограничивающего резистора. Подача тока без него может привести к взрыву.
- Не следует удлинять сварочные кабели, их длина не может превышать 2,5 метра.
 Подача тока без него может привести к взрыву.
Подача тока без него может привести к взрыву.Статья была полезна?
0,00 (оценок: 0)
Схема сварочного инвертора
SMPS — Проекты самодельных схем
обычный сварочный трансформатор, сварочный инвертор — лучший выбор. Сварочный инвертор удобен и работает на постоянном токе. Текущий контроль поддерживается с помощью потенциометра.
Автор: Друбаджйоти Бисвас
Содержание
Использование топологии с двумя переключателями
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, который дополнительно сглаживается с большой емкостью.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие схемы плавного пуска. Поскольку переключатель включен, а первичные конденсаторы фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения переключателя реле.
В момент включения питания IGBT-транзисторы используются и далее подаются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью регуляторов IC 7812.
Использование микросхемы UC3844 для ШИМ-управления
В этом сценарии используется схема управления UC3844, которая очень похожа на UC3842 с ограничением длительности импульса до 50% и рабочей частотой до 42 кГц.
Цепь управления питается от вспомогательного источника 17 В. Из-за больших токов в обратной связи по току используется трансформатор Tr3.
Напряжение сенсорного регистра 4R7/2W более или менее равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводников является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится выходными диодами.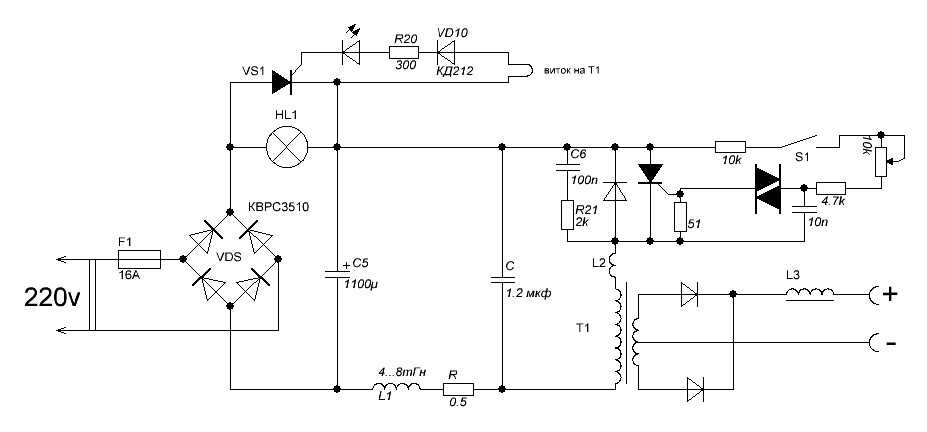
Верхний диод, состоящий из 2х DSEI60-06A, должен выдерживать ток в среднем 50А и потери до 80Вт.
Нижний диод т.е. STTh300L06TV1 также должен иметь средний ток 100А и потери до 120Вт. С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно соединен с отрицательной шиной.
Это хороший сценарий, так как радиатор защищен от высокочастотного напряжения. Другой вариант — использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток нижнего диода в два раза превышает ток верхнего диода.
Расчет потерь IGBT
На самом деле, расчет потерь IGBT является сложной процедурой, так как помимо кондуктивных потерь еще одним фактором являются коммутационные потери.
Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт и размещен на одном радиаторе с IGBT вместе с диодом сброса UG5JT.
Также можно заменить UG5JT на FES16JT или MUR1560. Потери мощности диодов сброса также зависят от конструкции Tr1, хотя потери меньше по сравнению с потерями мощности IGBT. Мост выпрямителя также приводит к потерям мощности около 30 Вт.
Потери мощности диодов сброса также зависят от конструкции Tr1, хотя потери меньше по сравнению с потерями мощности IGBT. Мост выпрямителя также приводит к потерям мощности около 30 Вт.
Кроме того, при подготовке системы важно помнить о масштабировании максимального коэффициента нагрузки сварочного инвертора. Основываясь на измерении, вы можете быть готовы выбрать правильный размер обмотки, радиатора и т.д.
Принципиальная схема
Детали обмотки трансформатора
Переключающий трансформатор Tr1 намотан на два ферритовых сердечника EE, и они оба имеют сечение центральной стойки 16×20 мм.
Таким образом, общее поперечное сечение составляет 16×40 мм. Следует позаботиться о том, чтобы не осталось воздушного зазора в области сердцевины.
Хорошим вариантом будет использовать первичную обмотку 20 витков, намотав ее 14 проводами диаметром 0,5мм.
Вторичная обмотка, с другой стороны, имеет шесть медных полос 36×0,55 мм. Трансформатор прямого привода Тр2, рассчитанный на малую паразитную индуктивность, выполнен по схеме трехжильной обмотки с тремя витыми изолированными проводами диаметром 0,3 мм и витками из 14 витков.
Основная секция изготовлена из h32 с диаметром средней стойки 16 мм и без зазоров.
Трансформатор тока Tr3 изготовлен из дросселей подавления электромагнитных помех. В то время как первичка имеет всего 1 виток, вторичка намотана 75 витками провода 0,4 мм.
Одним из важных моментов является соблюдение полярности обмоток. В то время как L1 имеет ферритовый EE-сердечник, средняя колонка имеет сечение 16×20 мм и имеет 11 витков медной ленты 36×0,5 мм.
Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а ее индуктивность составляет около 12 мкГн.
Обратная связь по напряжению особо не мешает сварке, но несомненно влияет на потребление и потери тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В.
Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает уровень энергопотребления, а также нагрева компонентов.
Напряжение постоянного тока 310 В можно извлечь из сети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ/400 В.
Источник питания 12 В можно получить из готового блока адаптера 12 В или собрать дома с помощью информации, предоставленной здесь :
Цепь сварки алюминия
Этот запрос был отправлен мне одним из преданных читателей. этого блога г-н Хосе. Вот подробности требования:
Мой сварочный аппарат Fronius-TP1400 полностью исправен, и я не заинтересован в изменении его конфигурации. Эта машина, которая имеет возраст, является первым поколением инверторных машин.
Это базовое устройство для сварки покрытым электродом (сварка MMA) или вольфрамовой дугой (сварка TIG). Переключатель позволяет сделать выбор.
Это устройство обеспечивает только постоянный ток, что очень подходит для сварки большого количества металлов.
Есть несколько металлов, таких как алюминий, которые из-за их быстрой коррозии при контакте с окружающей средой необходимо использовать пульсирующий переменный ток (прямоугольная волна от 100 до 300 Гц) это облегчает устранение коррозии в циклах с обратной полярностью и включить плавку в циклы прямой полярности.
Существует мнение, что алюминий не окисляется, но оно неверно, происходит то, что в нулевой момент, когда он контактирует с воздухом, образуется тонкий слой окисления, который с этого момента предохраняет его от следующих последующих окисление. Этот тонкий слой усложняет работу по сварке, поэтому используется переменный ток.
Мое желание состоит в том, чтобы сделать устройство, которое будет подключено между терминалами моего сварочного аппарата постоянного тока и горелки, чтобы получить этот переменный ток в горелке.
Вот где у меня возникли трудности, в момент создания преобразователя CC в AC. Я увлекаюсь электроникой, но не специалист.
Итак, я прекрасно понимаю теорию, я смотрю на микросхему HIP4080 или аналогичную таблицу данных и вижу, что ее можно применить к моему проекту.
Но моя большая трудность в том, что я не делаю необходимых вычислений значений компонентов. Может есть какая схема которую можно применить или адаптировать, в инете не нашел и не знаю где искать, поэтому прошу вашей помощи.

Конструкция
Чтобы гарантировать, что в процессе сварки можно устранить окисленную поверхность алюминия и обеспечить эффективное сварное соединение, существующий сварочный стержень и алюминиевую пластину можно интегрировать с приводным каскадом полного моста. , как показано ниже:
Rt, Ct можно рассчитать методом проб и ошибок, чтобы получить колебание полевых МОП-транзисторов с любой частотой от 100 до 500 Гц. Точную формулу вы можете найти в этой статье.
Th Входное напряжение 15 В может подаваться от любого адаптера 12 В или 15 В переменного тока в постоянный.
О компании Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем/печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными схемами и учебными пособиями.
Если у вас есть какие-либо вопросы, связанные со схемой, вы можете ответить через комментарии, я буду очень рад помочь!
Взаимодействие с читателем
Сварочные аппараты с инвертором и трансформатором: объяснение различий
Каждый сварщик хоть раз задумывался над этим, инверторный или трансформаторный сварочный аппарат?
Основное отличие заключается в том, что инверторный сварочный аппарат значительно эффективнее и легче. Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий.
Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий.
Итак, ответ не так прост, как вы думаете. Некоторые сварщики доверяют трансформаторному сварочному аппарату, а другие никогда не откажутся от удобства инверторного сварочного аппарата, несмотря ни на что.
Помимо этого краткого введения существует еще много различий, и в этой статье подробно рассматривается каждая технология, чтобы помочь вам решить, какая из них лучше всего соответствует вашим потребностям.
Inverter vs Transformer Welder: A Quick Overview
| Inverters | Transformers | ||
|---|---|---|---|
| Weight | Low | High | |
| Size | Compact | Huge | |
| Efficiency | High | Low | |
| Duty Cycle | Longer | Shorter | |
| Generator Support | Worse | Better | |
| Current Output | AC и DC | AC и DC (только с выпрямителем) | |
| Advanced Digital Arc Control | Да | Нет | |
| Multiple Processes In One Welder | Yes | No | |
| Arc Stability | Better | Worse | |
| Cost | $$ | $$$$ | |
| Технология Возраст | Относительно новый | Старый | |
| Срок службы | Шортер | Долго | .0018 Сварочные аппараты с трансформатором По правде говоря, в каждом сварочном аппарате есть трансформатор, даже в сварочных инверторах. Однако сварщики трансформаторов не используют передовые технологии для уменьшения размера сердечника. Итак, когда мы говорим «трансформаторный» или «трансформаторный сварочный аппарат», мы имеем в виду старую технологию громоздких, тяжелых машин. Что такое сварочный аппарат с трансформаторомТрадиционный сварочный аппарат с трансформатором представляет собой надежную технологию с ограниченным контролем дуги и значительным весом. Поэтому сегодня трансформаторные сварочные аппараты в основном используются в тяжелой промышленности или в качестве стационарных рабочих лошадок в сварочных цехах. Благодаря долговечности трансформатора эти машины могут дожить до ваших внуков. Многие сварочные цеха до сих пор используют такое оборудование, которому более 50 лет. Однако, поскольку их трансформаторный сердечник огромен и тяжел, их трудно перемещать и почти невозможно транспортировать. Краткая история трансформатораПервые сварочные аппараты на основе трансформатора появились в начале 1900-х годов, но эти ранние модели были в основном экспериментальными. Прошло много лет, прежде чем инженерам удалось сконструировать машины с относительно стабильной дугой. Только в 1920-х и 1930-х годах трансформаторные сварщики получили реальное распространение. В то время соединение стали в основном осуществлялось заклепками, газовой сваркой и ковкой. Дуговая сварка стала широко применяться ближе к концу Второй мировой войны. К 1980-м годам почти все выпускаемые аппараты для дуговой сварки были трансформаторными. Таким образом, сварочные аппараты с трансформаторными сердечниками прошли почти сто лет исследований и разработок, что во многом объясняет их надежность. Как работает трансформаторный сварочный аппарат? Сварщики с трансформаторами используют «понижающий трансформатор». Эта простая технология берет высоковольтный ток с малой силой тока и преобразует его в низковольтный ток с большой силой тока. Итак, вход переменного тока высокого напряжения (110В, 220В, 380В и т.д.) с малой силой тока (30А, 40А, 60А и т.д.) становится 17В-45В при 200А-600А. Схема понижающего трансформатора «Сердечник» трансформатора состоит из трех частей:
Мостовой выпрямитель Сварочные аппараты на основе трансформатора выдают только переменный ток, если они не имеют моста выпрямителей. Связанный чтение : AC VS DC Сварные различия Преимущества и недостатки сварщиков трансформаторовPros
903. 77777777777 7. Рельеф 903. 77777777 7. Рельеф 903. 903. 777777777777 гг. Недостатки
Сварочные аппараты с инвертором Сварочные аппараты с инвертором используют современные технологии для повышения эффективности и резко снизить вес машины. Кроме того, инверторные сварочные аппараты могут улучшить качество дуги и обеспечить ценные функции, которые были невозможны со старыми трансформаторными сварочными аппаратами. Что такое инверторный сварочный аппаратИнверторный сварочный аппарат — это сварочный аппарат, в котором используются полупроводниковые электронные компоненты для повышения эффективности преобразования электрического тока. Инверторные сварочные аппараты легкие, портативные и часто не больше вашей коробки для завтрака. Кроме того, инверторные сварочные аппараты часто имеют множество цифровых функций для управления дугой. Они используют аппаратное и программное обеспечение для управления стабильностью дуги, частотой, шириной конуса дуги, профилем валика, начальной и конечной силой тока, балансом переменного тока, потоком защитного газа, прогоранием проволоки, индуктивностью и настройками многих других параметров сварки. Часто сварочные аппараты на инверторной основе включают цифровой дисплей, который помогает вам со всеми настройками, но некоторые современные аппараты на основе трансформатора имеют его. Как работает инверторный сварочный аппарат?Сварочные инверторы работают за счет увеличения частоты входной мощности с 50 Гц до 20 000–100 000 Гц. Для этого высокочастотного тока требуется значительно меньший сердечник трансформатора, чем у старых трансформаторных сварочных аппаратов. В старой технологии трансформатор был рассчитан на использование стандартной частоты переменного тока 50–60 Гц, доступной в настенной розетке. Поскольку в инверторных сварочных аппаратах используются электронные переключатели, которые включают и выключают питание до 1 миллиона раз в секунду, эта технология позволяет инвертору значительно увеличить частоту переменного тока. Таким образом, используя более высокую частоту, инверторные сварочные аппараты «заряжают» сердечник намного быстрее, 100 000 раз в секунду вместо 60 раз в секунду. Это позволяет использовать сердечник меньшего размера без потери выходной мощности, что делает инверторные сварочные аппараты намного более эффективными. Что такое технология IGBT?Биполярные транзисторы с изолированным затвором, или IGBT, представляют собой полупроводниковую технологию с тремя выводами, используемую для высокоэффективного переключения электроэнергии. БТИЗ были разработаны для удовлетворения потребности в синтезе сигналов сложной формы и используются не только в сварочных аппаратах. Вы можете найти системы IGBT в электромобилях, поездах, холодильниках, кондиционерах и т. д. Это второй наиболее широко используемый силовой транзистор в мире. БТИЗ имеют значительное преимущество по сравнению с предыдущими системами MOSFET, особенно в высоковольтных и сильноточных системах сварочных аппаратов. Таким образом, инверторные сварочные аппараты с технологией IGBT более долговечны, чем инверторные сварочные аппараты на основе MOSFET. Преимущества и недостатки сварщиков инверторовPros
Минусы
Инверторные и трансформаторные сварочные аппараты – что лучше?Хотя выбор технологии носит субъективный характер, кажется, что все больше сварщиков ежедневно присоединяются к клубу инверторных технологий. Да, инверторные машины первого поколения были не очень надежными. Но сегодня большинство инверторных сварочных аппаратов используют современные технологии. Итак, приобретя сварочный аппарат известного бренда, вы сможете воспользоваться преимуществами современной техники без особых недостатков. Производительность Сварочные аппараты с трансформатором обеспечивают достаточно приличную дугу, но аппараты с инвертором обеспечивают более стабильную дугу с большей консистенцией. Внутренний микроконтроллер управляет IGBT в инверторных сварочных аппаратах, позволяя контролировать дугу в реальном времени. Это обеспечивает надежное постоянное напряжение, более стабильную дугу и позволяет использовать значительно больше функций, о которых мы поговорим позже. Таким образом, инверторные машины обеспечивают более высокую производительность. Профессионалы выигрывают от меньшей очистки после сварки, равномерного провара и стабильного профиля валика. Новичкам выгодна более легкая в управлении дуга. Надежность и ожидаемый срок службы Несмотря на то, что за последние 30 лет инверторные сварочные аппараты значительно улучшились, трансформаторные аппараты по-прежнему более надежны. В настоящее время нет инверторного сварочного аппарата старше 30 лет, кроме как в музее. Но это не значит, что инверторные сварочные аппараты ненадежны. На качественные инверторные сварочные аппараты распространяется расширенная гарантия (3 года и более), и большинство из них переживает гарантийный срок. Но сварочные аппараты на основе трансформатора имеют более длительный срок службы. ЗатратыСварочные инверторы были дорогими, когда они только появились. Но сегодня IGBT-аппараты значительно дешевле, чем трансформаторные сварочные аппараты, если только вы не покупаете бывшее в употреблении оборудование. Инверторы сделали сварочное оборудование доступным для всех. То, что раньше стоило несколько тысяч долларов, теперь стоит всего несколько сотен долларов или даже меньше. Конечно, стоимость зависит от множества факторов, таких как марка машины и качество сборки. Но нельзя отрицать влияние инверторов на рынок. Сварочные средыАппараты на основе трансформаторов лучше справляются с запыленными и влажными средами, чем сварочные аппараты на основе инверторов. Они заслужили свою надежную репутацию. Тем не менее, вы должны соблюдать рейтинг безопасности вашего устройства и руководство по эксплуатации. Многие инверторные сварочные аппараты лучше подходят для сомнительных условий, чем трансформаторные. Кроме того, многие старые аппараты на основе трансформаторов не имеют устройства снижения напряжения («VRD»), в то время как качественные инверторные сварочные аппараты MMA имеют его. VRD является важным элементом безопасности при сварке электродом. Он снижает напряжение холостого хода («OCV») до безопасного уровня, чтобы предотвратить случайное поражение оператора электрическим током. Таким образом, вы можете выполнять сварку в неблагоприятных условиях, таких как тесные пространства, высокая влажность и влажные помещения, без риска поражения электрическим током. ЭнергияИнверторные сварочные аппараты намного эффективнее старых трансформаторных агрегатов. Они могут выдавать такое же количество энергии, но требуют на 50% меньше входной мощности. Вот почему многие инверторные машины поддерживают стандартную домашнюю розетку 110 В. Например, трансформаторный сварочный аппарат Hobart Ironman 240 требует входа 50 А и 240 В для выхода 200 А. Напротив, для инверторного устройства Eastwood MIG 250 требуется вход 46 А и 240 В для выхода 250 А. Но тот же блок Eastwood выдает 140 А при подключении к розетке 120 В с цепью 20 А. Итак, инверторы намного превосходят по энергоэффективности, обеспечивая большую мощность и часто позволяя использовать 110/115/120В. Портативность и вес Благодаря своему огромному весу трансформаторные сварочные аппараты лучше всего использовать в качестве стационарных машин в сварочных цехах и на производственных предприятиях. Машины на базе инвертора мобильны, легки и портативны. Кроме того, портативность инверторов позволяет быстро перемещаться на новое рабочее место. Вы можете сваривать в своем гараже или загрузить машину в кузов грузовика, чтобы работать в другом месте. Рабочий циклОбычные сварочные трансформаторы имеют массивный сердечник, который аккумулирует тепло из-за электрического сопротивления. Небольшие трансформаторы в инверторных машинах также нагреваются от сопротивления, но они могут быстро рассеивать это тепло благодаря значительно меньшей массе. Вот почему инверторные сварочные аппараты часто имеют более длительный рабочий цикл, чем старые трансформаторные блоки. Кроме того, небольшие электрические компоненты, такие как печатные платы в инверторных сварочных аппаратах, быстро нагреваются, но их легко охладить. Итак, вы часто увидите инверторные машины с системами вентиляторов и решетками для потока воздуха. На генератореНекоторые генераторы имеют тенденцию выдавать «грязную» мощность, что является причудливым способом сказать, что их выходное напряжение может колебаться. Иногда выходное напряжение генератора может быть достаточно высоким, чтобы повредить чувствительные детали инверторных сварочных аппаратов. Однако вам не о чем беспокоиться, если вы используете качественный генератор. Ищите генератор с суммарным коэффициентом гармонических искажений («THD») ниже 6%. Чем ниже THD, тем меньше возникновение непредсказуемых скачков напряжения от генератора. Таким образом, трансформаторные сварочные аппараты более неприхотливы и не выдерживают никаких повреждений на большинстве современных генераторов. Например, коррекция коэффициента мощности («PFC») автоматически компенсирует скачки напряжения и обеспечивает необходимое напряжение для инвертора. Кроме того, многие производители используют высоковольтные конденсаторы для предотвращения повреждений и позиционируют эти инверторы как безопасные для генераторов. ХарактеристикиМодели на основе трансформатора не могут сравниться с многочисленными функциями, доступными на инверторных сварочных аппаратах. Таким образом, хотя у старых трансформаторных сварочных аппаратов есть свои способы обеспечения основных полезных функций с помощью механических методов, они не могут сравниться с универсальностью инверторов с цифровым управлением. Например, инверторные аппараты для сварки TIG на переменном токе могут выводить сигналы различной формы, такие как прямоугольные, треугольные и мягкие волны. Сварщики трансформаторов ограничены простой синусоидой. Но MIG, FCAW и дуговая сварка также не лишены улучшений. Инверторная технология позволяет выполнять импульсную сварку MIG, что снижает тепловложение и разбрызгивание, обеспечивая при этом высокую скорость наплавки и визуально ошеломляющие сварные швы. Многие инверторные сварочные аппараты имеют «синергический» или «автоматический» режим, который автоматически обновляет скорость подачи проволоки и напряжение в режиме реального времени, что упрощает работу для новичков. Инверторная технология также позволила объединить несколько сварочных процессов в одной машине. Таким образом, вы можете носить с собой сварочный аппарат размером с чемодан, не вспотев, и иметь возможность сварки TIG, MIG, сварки с флюсовой проволокой и MMA на переменном/постоянном токе с двумя входами напряжения. Прекрасным примером этого является аппарат для сварки и плазменной резки Yeswelder MP200 5-в-1. Известные проблемыНе все сварочные аппараты с инвертором могут работать со штучным электродом E6010. Этот целлюлозный электрод используется для сварки труб, сварки в нерабочем положении и соединения ржавой стали. Сварщики трансформаторов не испытывают затруднений с электродом E6010, потому что он имеет высокое OCV, обеспечивая достаточное напряжение для поддержания дуги. Однако большинство инверторных сварочных аппаратов не имеют достаточно высокого OCV или необходимых алгоритмов для эффективного управления дугой с помощью электрода E6010. Итак, если вам нужно использовать этот электрод, ищите инверторные сварочные аппараты, где производитель специально указывает, что сварочный аппарат поддерживает его. Сварочные аппараты на основе трансформатора также имеют одну менее известную оговорку. Так как это в первую очередь стационарные машины, для маневрирования на работе необходимо использовать очень длинные тросы. Это не проблема, если вы используете выход переменного тока. Но поскольку в большинстве сварочных процессов используется выходная мощность постоянного тока (за исключением TIG переменного тока), напряжение будет падать в длинных проводах и ухудшать результаты сварки. Wrapping ItСварочные аппараты на основе инвертора намного проще сваривать благодаря многочисленным полезным функциям. Кроме того, они легкие и портативные. Благодаря низкой стоимости и лучшей стабильности дуги домашние мастера и сварщики-любители получают наибольшую выгоду от инверторных аппаратов. Но профессионалы также получают большую выгоду от более дорогих, высококачественных инверторных машин. Итак, инверторные сварочные аппараты имеют значительное преимущество перед старыми трансформаторными агрегатами. Только вы можете решить, что лучше для вас, исходя из ваших потребностей. Надеемся, что информация в этой статье предоставила вам полезную информацию, которая поможет вам с выбором. Спасибо за чтение! Ссылки https://edisontechcenter.org/Transformers.html Схема Бармалея на 160 ампер. Инверторный сварочный аппарат своими руками. Как я сделал сварочный аппарат своими руками Сварочный инвертор своими руками собрали сотни мастеров. Как показывает практика, ничего сверхсложного в этом процессе нет. Для изготовления устройства необходимо запастись всеми необходимыми деталями и аксессуарами. Сварочный аппарат трансформаторного типа был настолько громоздким и проблемным в эксплуатации, что пришедшие ему на смену инверторы на тиристорах быстро завоевали всеобщую популярность. Дальнейшее развитие технологий изготовления полупроводниковых компонентов позволило создать мощные полевые транзисторы. С их появлением инверторы стали еще легче и компактнее. Улучшенные условия регулирования и стабилизации сварочного тока позволяют легко работать даже новичкам. Выбор конструкции инвертораВ качестве корпуса можно использовать старый компьютерный блок. Схема самодельного сварочного инвертора неоригинальна и похожа на большинство других конструкций. Большинство деталей можно заменить аналогами. Необходимо определить размеры устройства и приступить к изготовлению корпуса при наличии всех основных элементов. Можно использовать готовые радиаторы (от старых компьютерных блоков питания или других устройств). Если у вас есть алюминиевая шина толщиной 2-4 мм и шириной более 30 мм, вы можете изготовить их самостоятельно. Можно использовать любой вентилятор от старых устройств. Все габаритные детали должны располагаться на ровной поверхности, возможности подключения посмотреть согласно принципиальной схеме. Затем определите место установки вентилятора, чтобы горячий воздух с одних частей не нагревал другие. В сложной ситуации можно использовать два вентилятора, работающих на вытяжку. Стоимость кулеров невысока, вес также незначителен, а надежность всего устройства значительно повысится. Самые большие и тяжелые детали — это трансформатор и дроссель для сглаживания пульсаций. Их желательно размещать по центру или симметрично по краям, чтобы их вес не перетаскивал устройство набок. Крайне неудобно работать с устройством, носимым на плече и постоянно сползающим набок во время сварки. Если все детали расположены удовлетворительно, необходимо определить размеры нижней части устройства и вырезать ее из доступного материала. Материал должен быть неэлектропроводным, обычно используют гетинакс, стекловолокно. При отсутствии этих материалов можно использовать древесину, обработанную антипиренами и для защиты от влаги. Последний вариант имеет свои преимущества в некотором роде. Для крепления деталей можно использовать винты, а не резьбовые соединения. Это несколько упростит и удешевит процесс изготовления. Схема подключения инвертораВсе инверторы имеют аналогичную блок-схему:
Схема, выбранная для самоделки, устроена по классической методике. Блок питания логических элементов схемы и низковольтной аппаратуры выполнен на базе ШИМ-контроллера TNY264. Принципиальная схема, несмотря на большое количество элементов, достаточно проста в изготовлении. Вся система управления выполнена на нескольких платах:
выпрямитель На плате силовых элементов расположены выпрямительные диоды с защитными цепями, силовые транзисторы, трансформатор, измеритель сопротивления. Для инверторного устройства требуется плата управления питанием. На плате выпрямителя имеются мостовые элементы, сглаживающие конденсаторы, реле плавного пуска, сопротивления, компенсирующие изменение параметров от температуры (термисторы). Платы управления питанием содержат следующие схемы:
цифровой индикатор Микроконтроллер Перед сборкой плат дорожки для установки силовых элементов необходимо армировать медной проволокой сечением 2,5-4 мм. Для лужения дорожек желательно использовать тугоплавкий припой. Трансформатор и дроссель для инвертора При изготовлении сердечника для трансформатора сварочного инвертора можно использовать строчные трансформаторы от старых телевизоров. Трансформеры можно позаимствовать из старого телевизора.
Размеры окна Сечение и количество витков обмоток необходимо рассчитывать исходя из максимально допустимого рабочего тока для устройства. Обмотки должны располагаться по всей ширине окна, чтобы уменьшить потери на накладные расходы. В качестве материала обмоток для устранения скин-эффекта может использоваться медная фольга или многожильный провод нужного сечения. Изоляционным материалом между слоями и обмотками может быть вощеная бумага, лакоткань, лента ФУМ. При необходимости регулирования сварочного тока можно изготовить трансформатор тока. Для его изготовления вам потребуются два кольца типа К30х18х7. Им нужно намотать 85 витков медного провода в лаковой изоляции сечением 0,2-0,5 мм. Кольцо надевается на любой из выходных проводов устройства. Использование инвертора в трехфазной сетиИногда при перегрузке сети не хватает мощности для нормальной работы инвертора. При возможности однофазный инвертор можно преобразовать в трехфазный. При подключении к однофазной сети (вилка вставлена в розетку) включается пускатель К1. Пускатель К1 должен иметь контакты с максимально допустимым током не менее 25 А. Для подключения напряжения от трехфазного выпрямителя используется пускатель К2. Максимально допустимый ток его контактов должен быть не менее 10А. Для подключения к трехфазной сети целесообразно использовать розетку 3p+N+E (три фазных провода, нейтраль и земля). Устройство может быть встроено в инвертор или изготовлено как отдельный блок. Производство как отдельное подразделение оптимально при работе в одном месте. При частых перемещениях таскать два устройства не удобно. Заключение по темеСделать сварочный инвертор своими руками не так уж и сложно. При недостатке опыта всегда можно проконсультироваться со специалистами.
Ремонт самодельного устройства не создаст особых проблем, а использование инструмента в работе доставит удовольствие. Сегодня широко используемым сварочным аппаратом является сварочный инвертор. Его преимущества – функциональность и производительность. Сделать мини сварочный аппарат своими руками можно без особых денег (тратя только на расходники), если иметь представление о том, как устроена и работает электроника. Хорошие инверторы сегодня дороги, а дешевые могут разочаровать низким качеством сварки. Прежде чем сконструировать такой инструмент самостоятельно, необходимо внимательно изучить схему. Все компоненты устройства должны быть установлены на базу. Для его изготовления подойдет пластина гетинакса толщиной ½ см. Вырежьте в центре пластины круглое отверстие для вентилятора, который нужно будет защитить решеткой. Сам процесс сборки не так уж и сложен. Важнейшим этапом является настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
Трансформатор не должен создавать шумовых эффектов. Если они присутствуют, то стоит проверить полярность. Тестовое питание можно подключить к мосту через какой-нибудь бытовой прибор. Можно использовать чайник мощностью 2200 Вт. Проводники от ШИМ должны быть короткими, скрученными и вдали от источников помех. Сборка самодельного сварочного инвертора своими руками на видеоСделать инвертор самостоятельно реально, даже при отсутствии глубоких знаний в области электротехники и электроники. Для этого нужно всего лишь разобрать принцип работы такого устройства, строго придерживаться готовой схемы. Если заняться изготовлением самодельного сварочного аппарата, который по техническим характеристикам практически не будет уступать заводскому аналогу, можно неплохо сэкономить. В том, что самодельный сварочный агрегат будет работать эффективно, можно не сомневаться. Аппарат, собранный по простейшей схеме, позволит готовить электродами 3,0-5,0 мм, при длине дуги 1 см.
Самодельная сварка: материалы для изготовления, основные характеристикиСобрав сварочный полуавтомат инвертор по стандартной простой электрической схеме, вы станете обладателем работоспособной установки со следующими ТТХ:
Схема сварочного оборудования с аналогичными техническими показателями включает следующие детали:
блок питания Перед сборкой самодельного сварочного аппарата рекомендуется подготовить все комплектующие по схеме, инструмент для сборки. Для такой самоделки вам понадобится:
провод паяльник компоненты резьбового соединения текстолит термобумага Для домашнего использования часто изготавливают инверторы, работающие от стандартной электросети (220В). Если есть необходимость, то можно собрать и устройство, которое будет работать от трехфазной сети питания (380В). Обмотка трансформатораДля намотки трансформатора потребуется медная полоса: толщина — 0,3 мм, ширина — 40 мм. Медная проволока подходит для высоких температур. Термослой может быть изготовлен из бумаги, используемой для кассовых аппаратов или копировальной техники. А вот второй вариант хуже, бумага недостаточно прочная, может порваться. Лак является лучшим изоляционным материалом; желательно использовать минимальный слой. Для электробезопасности устройство можно разместить в обмотке платы платы. Напряжение зависит от качества изоляции между обмотками. Длины полосок бумаги должно хватить, чтобы полностью покрыть периметр обмотки, и еще должен быть запас не менее 2 см. Запрещается использовать толстую проволоку, так как работа инверторного сварочного аппарата основана на токах высокой частоты. Если взять такой провод, то его жила при работе использоваться не будет. Для предотвращения этого эффекта рекомендуется брать провод минимальной толщины и большей площади. Поверхность такого типа не перегревается, является эффективным проводником. При выполнении вторичной обмотки рекомендуется использовать 3 медные полосы, разделенные пластиной из фторопласта. И снова из бумажной кассовой ленты делается термопрослойка. Недостатком этой бумаги является то, что она темнеет после нагревания, но остается прочной на разрыв. Вместо медной полосы также можно использовать провод ПЭВ — диаметром не более 0,7 мм. Такой провод имеет большое количество жил – в этом его главное преимущество. Но этот вариант обмотки гораздо хуже медной, провода такого типа имеют значительные воздушные зазоры, из-за чего плохо стыкуются. При использовании СЭВ конструкция полуавтомата из инвертора имеет четыре обмотки (используется СЭВ диаметром 0,3 мм):
Для трансформатора и всей конструкции требуется охлаждающий вентилятор. Для этих целей отлично подойдет кулер системного блока (220В, 0,15А). ОхлаждениеСиловые компоненты самодельной схемы сварочного инвертора, изготовленной своими руками, значительно нагреваются. Это может привести к быстрым поломкам. Чтобы они не перегревались, помимо радиаторов охлаждения блоков, нужно дополнительно установить вентиляторы. Если у вас есть мощный вентилятор, вы можете сделать только это. При этом поток холодного воздуха должен быть направлен на силовой трансформатор. При использовании маломощных вентиляторов, например, от старых ПК, их потребуется около шести штук, три из которых будут охлаждать трансформатор. Также для предотвращения перегрева сварочного аппарата своими руками рекомендуется на самый горячий радиатор установить датчик температуры, который при достижении максимально допустимой температуры будет сигнализировать об автоматическом отключении. Для эффективной работы системы вентиляции необходимо правильно установить воздухозаборники в корпусе сварочного агрегата, решетки которых не должны загораживаться. КастомизацияСамодельный сварочный инвертор прост в сборке и не требует значительных капиталовложений. Но без привлечения специалиста настроить его проблематично. Как сделать и настроить самодельный инвертор самостоятельно? Инструкция
Важно — при подключении сварки без токоограничивающего резистора возможен взрыв!
Инвертор для сварки – достаточно популярный агрегат в любой сфере деятельности: на производстве, в быту. А благодаря использованию встроенного регулятора, выпрямителя тока, сварочный аппарат инверторного типа позволит добиться наиболее эффективных результатов сварки, если сравнивать с результатами аналогичных работ с использованием стандартных сварочных аппаратов, на которых установлены трансформаторы из электротехнической стали. ВыводСобрать самоделку не представляет особой сложности. Если для этого недостаточно опыта, то всегда можно обратиться к специалистам за дополнительной консультацией. Зато в результате можно собрать агрегат с дополнительными функциями, которых лишены заводские аналоги, и существенно сэкономить. Инверторные сварочные аппараты широко используются в строительной отрасли благодаря их высокой производительности и малому весу. Однако не каждый может себе позволить такой инструмент. Единственный выход – сделать сварочный инвертор своими руками. Общие сведения о сварочном инвертореТрадиционные сварочные аппараты имеют достаточно низкую цену, простую ремонтопригодность, однако весьма существенным недостатком является не только их вес, но и зависимость от напряжения. Вход электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работы становится невозможным. На смену им пришли инверторные сварочные аппараты. Назначение и особенности функционированияПрименяется для сварки в домашних условиях, а также на предприятиях, о обеспечивает стабильное горение и поддержание сварочной дуги с помощью тока высокой частоты (отличной от 50 Гц). Сварочный инвертор представляет собой обычный импульсный источник питания, работа которого основана на следующих принципах:
Благодаря этим моментам вес и габариты аппарата снижены. Для того чтобы собрать инверторную сварку своими руками, необходимо знать принцип работы этого аппарата. Принцип работы оборудованияВ предыдущих моделях основным элементом был огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварки. Для получения такого тока необходимо использовать проволоку большого диаметра, что влияет на вес сварочного аппарата. С изобретением импульсного блока питания решить проблему с массой и габаритами оказалось проще, т. к. габариты и масса самого трансформатора уменьшаются в несколько десятков и сотен раз. Например, если увеличить частоту в 6 раз, можно уменьшить габариты трансформатора но в 3 раза. Благодаря мощным ключевым транзисторам, использованным в схеме инвертора, переключение происходит с частотой от 50 до 80 кГц. Эти транзисторы работают только при постоянном напряжении. Как известно из курса физики, для получения постоянного напряжения используется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные синусоидальные напряжения. Но использование одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом. На выходе диодного моста получается постоянное пульсирующее напряжение. Конденсаторный фильтр используется для получения нормального постоянного напряжения. После этих преобразований на выходе фильтра появляется постоянное напряжение выше 220 В. Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП). Блок питания служит источником питания для схемы инвертора. Модернизация такого аппарата становится легче, так как благодаря своим габаритам и массе появляются дополнительные возможности для повышения устойчивости сварочного аппарата. Существует огромное количество самодельных сварочных инверторов, схемы которых разнообразны по функционалу и способам установки. Разберем подробно каждую из самодельных моделей. Изготовление резонансного инвертораЗа основу необходимо взять компьютерный блок питания форм-фактора АТ, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, иначе, если их нет, покупаются на рынке. Все компоненты имеют низкую стоимость. Тогда вам необходимо определиться с параметрами инверторной сварки своими руками. Схема оборудованияОсновная часть — задающий генератор собран на микросхеме SG3524, которая используется во всех источниках бесперебойного питания. Инвертор имеет низкое энергопотребление около 2,5 кВт, что позволяет использовать его в квартире. Трансформатор должен быть в сборе и сердечники типа Е42, который используется в старых ламповых мониторах. Для изготовления нужно около 5 штук таких трансформаторов. Для дросселя следует использовать другой трансформатор. Остальные элементы индуктивности собраны из сердечника 2000HM. Диоды и транзисторы необходимо устанавливать на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода составляет примерно 36 В при длине дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели должны быть обмотаны ферритовыми трубками или ферритовыми кольцами от блока питания. Конструктивной особенностью схемы является возникновение максимального тока в обмотке I при резонансе. Схема 1 — Схема сварки резонансного инвертора Благодаря небольшому весу и габаритам появляется возможность модернизировать устройство. Предотвращение прилипания электродаВ этом случае используется транзистор IRF510, который представляет собой полевой эффект. Кроме того, он также обеспечивает плавный пуск и прерывание входа на микросхеме SG3524:
Простой сварочный аппаратДанная модель рассчитана на напряжение 220 В и силу тока 32А, после переделки ее значение достигнет 280А. Этого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметров. Схема и комплектующиеОсновным элементом является трансформер, сделать который достаточно сложно, но вполне реально. Основные данные:
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов. Рисунок 1 — Блок-схема инверторного сварочного аппарата Пояснение к схеме: Блок питания и силовая частьБлок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров), выполнен отдельно от блока силовая секция. Схема 2 — Принципиальная схема блока питания Проводники (длиной не более 15 см) для управления затворами транзисторов необходимо припаивать ближе к последним, причем проводники соединяются попарно друг с другом, их сечение роли не играет. Основу блока питания составляет понижающий трансформатор с сердечником Ш20×208 2000 нм, а II обмотка намотана в несколько слоев провода, изоляция которого не повреждена. На вторичку надо мотать следующим образом, изолируя слои: 3 слоя, а потом фторопластовая прокладка, потом снова 3 слоя и снова фторопластовая прокладка. Это делается для увеличения перегрузочного сопротивления . Затем на II обмотке поставить конденсатор не менее 1000 В. Для обеспечения циркуляции воздуха между слоями обмоток необходимо трансформатор тока, подключенный к плюсу, собрать на ферритовом сердечнике, а его сердечник обернуть термобумагой (кассовой лентой). Прикрепите выпрямительные диоды к радиатору. Схема 3 — Силовая часть инвертора Инверторный блок и охлаждение Основным назначением инверторного блока является процесс преобразования постоянного тока в переменный ток высокой частоты. Для этого используются мощные транзисторы, хотя в ряде случаев можно заменить более мощный на 2 и более транзисторов средней мощности. Достаточно хорошее охлаждение — важный элемент всего устройства. Для этого следует использовать кулеры от компьютерной техники, но не стоит ограничиваться одним, т. к. необходимо обеспечить достаточное охлаждение цепи питания, радиаторы которой служат для отвода тепла, но это тепло необходимо отводить. Для полной защиты необходимо установить датчик температуры (устанавливается на ТЭН), из-за чего подача питания от сети будет отключена. Пайка, регулировка и проверка работоспособностиПайка является ключевой, так как при правильном расположении деталей от нее зависят размеры всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливаются встречно друг к другу. Входная цепь рассчитана с запасом около 300 В. Для настройки функции необходимо подключить широтно-импульсный модулятор к 15 В для питания кулера. Реле включается вместе с резистором R11 и должно давать 150мА. После проделанных манипуляций необходимо перейти непосредственно к проверке работоспособности устройства: Если эта схема показалась очень сложной, то рассмотрим схему очень простого устройства. Простейший инверторный сварочный аппаратМодель данного аппарата очень простая и бюджетная. Его легко собрать благодаря простой электрической схеме. Весь процесс сборки можно разделить на этапы, кроме того необходимо собрать все детали, материалы: Схема 4 — Схема простейшего сварочного инвертора своими руками После сборки устройство необходимо настроить и продиагностировать при первом запуске для выявления ошибок в работе. Установка инвертора: Таким образом можно собрать инвертор для сварки своими руками. Не обязательно использовать сложные схемы, ведь радиолюбители нашли лучшее решение в бюджетном варианте. Причем уровень сложности схем варьируется от довольно сложных до простых. Чтобы собрать сварочный инвертор своими руками, не обязательно покупать дорогие детали, а можно использовать подручные средства. Инверторная сварка быстро вошла в рабочее пространство мобильных групп и отдельных рабочих мест по вызову. Принимая решение о создании аппарата из подручных деталей, доступных по цене и пригодных для сварки в домашних условиях или по мелким заказам, следует отдавать себе отчет в реальности результата. Самодельный инверторный сварочный аппарат значительно уступает по внешнему виду магазинным аналогам. Для солидного частного предпринимателя, специализирующегося на монтаже отопления, установке заборов, металлических дверей и других услугах, такое подразделение не будет выглядеть авторитетно. А вот простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работы в гараже. Такое устройство сможет потреблять из сети 220В, преобразовывать их в 30В, увеличивать силу тока до 200А. Этого вполне достаточно для работы с электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, так как переменный ток преобразуется в постоянный, а потом обратно в переменный, но с высокой частотой. Такие инверторы подходят для сварки забора, ворот, собственного отопления, дверей. С ним удобно носить, и даже готовить, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать накладывать швы на практике, то сваривать тонкие листы стали станет возможным. Впоследствии можно усовершенствовать схемы сварочных инверторов, добавив к ним механизм подачи проволоки, крепление барабана и газовые краны своими руками, чтобы получился полуавтомат. Также возможна переделка под аргоновую сварку. Необходимые детали и инструменты Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок.
плоскогубцы паяльник дрель ножовка болты и винты медная шина Прежде чем приступить к созданию своими руками сварочного инвертора, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет вам наглядно увидеть, с чем вам придется столкнуться, и сравнить результат. ТрансформаторЭлектрическая часть инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышение силы тока до величины, способной расплавить металл. В первую очередь необходимо выбрать материал для сердцевины. Это могут быть заводские стандартные пластины или самодельный каркас из листового металла. Видео в сети помогает увидеть главный принцип этой конструкции вне зависимости от используемых вариантов. Сварочные трансформаторы лучше мотать из медной шины, так как оптимальные характеристики достаточная ширина и малое сечение. Такие параметры позволят использовать все физические ресурсы материала. Но если такой шины нет, то можно использовать провод другого сечения. Трансформатор намотан вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подходит:
Рама Когда основной элемент инвертора создан своими руками, можно приступать к изготовлению корпуса. При создании корпуса стоит предусмотреть удобную разборку и доступ к основным элементам в случае ремонта. На лицевой стороне необходимо сделать отверстия для:
кнопка питания Разъемы Цеховые сварочные инверторы с порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционные цвета сварочных аппаратов — красный, оранжевый и синий. Охлаждение В корпусе должно быть просверлено достаточное количество вентиляционных отверстий. Преобразующий токВ схему сварочного инвертора обязательно входит диодный мост. Он отвечает за изменение напряжения на постоянное. Диоды припаяны по схеме «косой мост». Эти элементы также подвержены нагреву, поэтому их следует монтировать на радиаторы, которые имеются в старых системных блоках. Чтобы найти их, вы можете обратиться в мастерские по ремонту компьютеров. Два радиатора расположены по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направлены на контактные провода транзисторов, отвечающие за возврат тока в переменный, но с повышенной частотой. В схеме инвертора требуются конденсаторы с последовательным соединением. Они отвечают за снижение резонанса трансформатора и минимизацию потерь в транзисторах. Последние быстро открываются и медленно закрываются. При этом появляются потери тока, которые компенсируют конденсаторы. Сборка и комплектацияПосле создания всех компонентов устройства можно переходить к сборке. К основанию крепятся трансформатор, диодный мост и электронная схема управления. Все провода подключены. К внешней панели крепятся:
кнопка питания Разъемы Держатель и зажим для массы лучше покупать в готовом виде, так как они надежнее и удобнее. Но можно изготовить держатель самостоятельно, из стальной проволоки диаметром 6 мм. Самостоятельный ремонтПравильное техническое обслуживание инвертора необходимо для его долгой и бесперебойной работы. Для этого раз в два месяца следует проводить чистку от пыли, предварительно сняв кожух. Если устройство перестало работать, вы можете произвести ремонт самостоятельно, посмотрев видео в сети об основных поломках и способах их устранения. Что проверяется в первую очередь:
Изучив схемы обычных инверторов, и закупив необходимые детали, а также посмотрев обучающие видео, вы сможете собрать качественный сварочный аппарат, который будет очень полезен хорошему хозяину. 4 различных типа сварки, которые должен знать каждый домашний мастерФото: istockphoto.com Сварка может быть интересным хобби сама по себе или полезным навыком для домашних мастеров, реставраторов автомобилей, домашних инженеров, мастеров и художников. К сожалению, не один вид сварки подходит для всех задач. Различные типы сварщиков могут ввести в заблуждение как тех, кто только начинает, так и тех, кто хочет улучшить свои навыки или обновить свое оборудование. Если вам интересно, какие бывают виды сварки и как их использовать, продолжайте читать. В этой статье мы рассмотрим каждый из четырех различных типов сварки, которые могут понравиться пользователям, работающим в режиме «сделай сам», обсудим их достоинства и рассмотрим некоторые из лучших аппаратов в каждой категории. 1. Дуговая сварка металлическим электродом в среде защитного газа – также известная как сварка MIG Фото: homedepot.com Сварка MIG, несомненно, является самым популярным видом сварки среди домашних мастеров, а также среди профессионалов. Сварочная проволока подается с катушки к сварочному пистолету. Скорость подачи регулируется, что обеспечивает превосходный контроль, и сварщик может сосредоточиться на самом сварном шве. Это самый простой из методов сварки для изучения, и новички вскоре могут производить стабильно прочные сварные швы, которые не требуют особых усилий для очистки. Единственным реальным недостатком сварки MIG является то, что для создания защитного «экрана» вокруг сварного шва и предотвращения загрязнения требуется подача баллонного газа. Его несложно настроить, но сварка MIG менее портативна, чем некоторые альтернативы. Подходит для: Универсальная сварка стали или алюминия в мастерских. Наша рекомендация: Lincoln Electric Weld Pak 140 Amp — можно приобрести в магазине Home Depot за 649,00 долларов США 2. Дуговая сварка вольфрамовым электродом в среде защитного газа – она же сварка TIG приводная катушка со сварочной проволокой. Сварка выполняется вольфрамовым электродом, защищенным газом так же, как и MIG. Часто используется присадочная проволока, но «автогенные» сварные швы просто сплавляют два куска металла вместе. Сварка ВИГ предлагает большую гибкость. Его можно использовать для стали, нержавеющей стали и алюминия, так называемых «мягких» металлов, таких как латунь и медь, и более экзотических материалов, таких как магний и титан. Некоторые сварочные аппараты TIG оснащены ножным управлением, позволяющим точно регулировать температуру. Однако одновременная работа с пистолетом, присадочной проволокой, горелкой и, возможно, ножным управлением делает сварку TIG более трудной для освоения, чем сварку MIG. Это также гораздо более медленный процесс. Не рекомендуется для начинающих. Подходит для: Прецизионная сварка различных металлов. Наша рекомендация: Сварочный аппарат Primeweld TIG225X 225 Amp – Приобретите на Amazon за 825,00 долларов США Связано: Решено! Лучшая краска для металла 3. Дуговая сварка в защитном металле – она же сварка электродом Фото: amazon.com Сварка электродом существует с конца 19 века. До того, как MIG стал доступным, это был любимый метод сварки многих домашних мастеров. По сути, это расплавляет металлическую палочку (стержень) в сустав. Стержень содержит необходимые для экрана элементы, поэтому отдельного газоснабжения не требуется, и он хорошо работает на открытом воздухе. Этот тип сварочного аппарата часто рекомендуется для сварки чугуна и хорошо подходит для стали. Он сваривает грязные, ржавые или окрашенные поверхности. Хотя его можно использовать и для других металлов, генерируемая высокая мощность затрудняет сварку тонкого материала. Реклама Зажигание дуги (начало сварки) может быть сложной задачей. Использование стержней, а не непрерывной катушки проволоки, означает, что это процесс с остановкой и запуском. Это также создает много брызг (брызги расплавленного металла), которые делают сварной шов неопрятным, что требует значительной работы, если требуется аккуратная отделка. Подходит для: Грязный или ржавый металл, где аккуратная сварка не особенно важна. Наша рекомендация: LOTOS LTPDC2000D Сварочный аппарат для сварки электродами, аппарат для сварки TIG и плазменный резак — приобретите на Amazon за 489,00 долларов США Связанный: Лучшие угловые шлифовальные машины для вашего дома Магазин 4. Дуговая сварка порошковой проволокой Фото: amazon.com сварка. Отличие заключается в самой проволоке, которая имеет флюс снаружи. Это твердое тело, пока оно не нагреется от контакта со сварным швом, после чего оно выделяет инертный газ, который создает экран, аналогичный сварке MIG. Однако для этого не нужен газ в баллонах, шланг и регулятор. Это делает его гораздо более портативным решением. Экран меньше подвержен влиянию ветра, что делает его хорошим выбором для сварки на открытом воздухе. Подобно сварке стержнем, она сваривает металлы в плохом состоянии, поэтому требуется небольшая подготовка или вообще не требуется никакой подготовки. Недостатком является то, что проволока более дорогая, а брызги сложно удалить. Кроме того, сварка с флюсовой сердцевиной обеспечивает быстрое проплавление, что отлично подходит для толстого материала, но неопытные пользователи могут прожечь тонкий лист насквозь. Объявления Подходит для: Наружный ремонт и строительство. Наши рекомендации: Сварочный аппарат Goplus MIG 130 – Приобретите на Amazon за 149,99 долларов США Реклама Можете ли вы запустить сварочный аппарат на солнечной энергии? (Да, вот как)Будучи партнером Amazon, этот сайт получает комиссионные за соответствующие покупки. Для получения более подробной информации нажмите здесь. Сварочные аппараты больше не ограничиваются фабриками, так как энтузиасты-сделай сам, любители и почти каждый может купить сварочный аппарат для своей домашней мастерской. Но можно ли запустить сварочный аппарат на солнечной энергии? Или этот инструмент будет потреблять слишком много энергии? Сварочному аппарату на 24 В, 150 ампер требуется не менее 2 кВт/ч солнечной энергии для работы в течение 30 минут. Как рассчитать потребность сварщика в солнечной энергииФормула требуемой мощности сварщика: Напряжение x Ампер / КПД = Вт / киловатт 4235 Вт или 4,3 кВт/ч округленно. Сварщику требуется 4235 Вт для работы в течение 1 часа. На 30 минут нужно около 2200 Вт и так далее. Отсюда легко понять, какой размер солнечного генератора или количество солнечных панелей необходимы. Чтобы использовать сварочный аппарат в течение 30 минут, вам понадобится примерно 8 солнечных панелей по 300 Вт или солнечный генератор на 3000 Вт. Чтобы сварить в течение часа, вам нужно удвоить мощность до 600 Вт для генератора или 16 солнечных панелей по 300 Вт. Кажется, что это много, и это так. Но имейте в виду, что эти цифры предполагают, что сварочный аппарат работает непрерывно. На самом деле сварка часто останавливается и продолжается (подробнее об этом чуть позже). Вы, вероятно, будете использовать сварочный аппарат от 15 до 20 минут в час, поэтому потребляемая мощность, вероятно, будет находиться в диапазоне от 2000 Вт до 2500 Вт. Это также будет зависеть от напряжения, силы тока и эффективности. Чем выше вольт и ампер, тем больше ватт потребляет сварочный аппарат. Рейтинг эффективности говорит сам за себя. Как и солнечные батареи, сварочные аппараты не на 100% эффективны, поэтому вы должны учитывать это в своих расчетах. Это тот случай, когда инверторы используются с солнечными батареями. Какой процесс сварки лучше всего подходит для солнечной энергии?Наиболее популярными типами сварки являются MIG, TIG и дуговая сварка. Но не существует единственной наилучшей сварки для солнечной энергии, потому что это зависит от выполняемой вами работы. Сварка MIG является самой простой в освоении, и для нее используются недорогие проволоки. Требования к питанию для каждого из них различаются. Вы найдете сварочные аппараты TIG, MIG и аппараты для сварки электродами с различными характеристиками, поэтому выбор действительно зависит от типа работы, которую вам предстоит выполнять. Вот общее руководство о том, что вы можете делать с каждым типом сварочного аппарата.
Как запустить сварочный аппарат на солнечном генераторе Солнечный генератор удобнее использовать для сварки, чем солнечную панель, так как одна электростанция может генерировать до 5000 Вт. Существует множество различных сварочных процессов, поэтому их энергопотребление будет разным. То же самое можно сказать и о солнечных генераторах, потому что мощность зависит от их заряда и характеристик. Но есть некоторые общие рекомендации, которым вы можете следовать. При поиске солнечного генератора для сварки проверьте, как его сила тока и напряжение поддерживаются. Генератор мощностью 5000 Вт может выдерживать 20 А при 240 В или 40 А при 120 В. Это всего лишь пример, так как числа зависят от системы. Некоторые генераторы и сварочные аппараты измеряются в кВА (киловольт-ампер). Умножьте это на 800, чтобы найти его эквивалент в ваттах. Электростанция мощностью 8 кВА имеет мощность 6400 Вт (8 x 800 = 6400). Пусковая и рабочая мощность Прежде чем купить солнечный генератор, проверьте мощность и рабочую мощность. Солнечный генератор может обеспечить импульсную мощность всего на несколько минут. У сварщика нет требований к импульсной мощности, но рабочая мощность генератора должна быть равна или больше, чем требуется сварщику. Солнечный генератор импульсной мощностью 2500 Вт и рабочей мощностью 1000 Вт не может питать сварочный аппарат мощностью 2000 Вт. Но генератор с импульсной мощностью 2500 Вт и рабочей мощностью 2000 Вт может. Лучше всего, если генератор имеет рабочую мощность более 2000 Вт, но если вы не будете запускать сварочный аппарат постоянно, он подойдет. Но если вы используете много сварочных инструментов и работаете над крупными проектами, вам может понадобиться что-то вроде Blueetti AC200P с максимальной пиковой мощностью 4800 Вт. Но если вы свариваете только изредка, есть портативная электростанция TPE с мощностью 1000 рабочих ватт и мощностью импульса 2000 ватт. Это хороший вариант, если вы также новичок в сварке и хотите узнать, подходит ли вам солнечная энергия. Сколько солнечной энергии действительно нужно сварщику?Перед покупкой сварочного аппарата ознакомьтесь со спецификацией и убедитесь, что ваша система солнечной энергии соответствует требованиям. Наиболее важными являются минимальный размер цепи, оптимальный размер цепи и первичное напряжение. Помимо приведенной выше формулы преобразования, следует помнить еще несколько важных моментов.
Чем толще металл, который вы хотите сварить, тем больший ток потребуется сварщику. Для каждой толщины стали 0,001 дюйма требуется один ампер мощности. Некоторые общие рекомендации.
250307 Сварочные аппараты свариваемая сталь толщиной до 1/2″ В качестве примера: если вам нужно сварить сталь диаметром 3/8″, вам понадобится сварочный аппарат 24 В 180 А, который потребляет 4320 Вт в час (больше или меньше, в зависимости от эффективности). Но, как вы вскоре прочтете, рабочий цикл и мощность сварки определяют, сколько энергии вы действительно будете использовать Как рабочие циклы сварки влияют на требуемую мощность Ранее мы указывали, что сварочные аппараты не используются постоянно, поэтому они не будут расходоваться. Рабочие циклы указаны в 10-минутных циклах. Сварочный аппарат 23 В 180 А с рабочим циклом 20% может работать в течение 2 минут, а затем должен остыть в течение 8 минут. Рабочий цикл 30 % означает, что сварочный аппарат может работать в течение 3 минут и остывать в течение 7 минут, прежде чем возобновить работу. Это не то же самое, что запустить телевизор на солнечной энергии, который можно держать включенным часами. Рабочий цикл определяется мощностью сварки. Более низкая мощность сварки увеличивает рабочий цикл и наоборот. Если вместо 23В 180А процесс сварки 19В 110А, рабочий цикл увеличивается до 60%. Вы видите, насколько сильно эти факторы влияют на его потребность в солнечной энергии. Чем ниже мощность сварки, тем меньше потребляемая мощность. Можете ли вы запустить сварочный аппарат на солнечных батареях?Можно, но только на короткое время. Вы также должны иметь банк батарей и чистый синусоидальный инвертор, потому что полагаться только на солнечные панели нецелесообразно. Без аккумуляторной батареи вы будете полностью полагаться на солнечный свет. Если небо становится пасмурным или внезапно идет дождь, у вас нет энергии. Комбинация из 4 солнечных панелей мощностью 100 Вт, аккумулятора емкостью 200 Ач и инвертора с чистой синусоидой мощностью 1800 Вт может обеспечить работу небольшого сварочного аппарата на короткое время. Солнечные батареи заряжают аккумулятор, так что вы будете запускать сварочный аппарат через инвертор. Однако эта установка очень ограничена. Рассмотрите возможность удвоения количества солнечных панелей и использования вместо них батареи емкостью 300 А·ч. Технически вы можете использовать сварочный аппарат любого размера, если у вас достаточно солнечной энергии. Мощные солнечные батареи и аккумуляторы — это само собой разумеющееся, но сварочный аппарат будет работать только в том случае, если инвертор может справиться с мощностью, подаваемой аккумулятором. Помните, что солнечные батареи заряжают аккумулятор, а аккумулятор подает питание на инвертор, который поступает в сварочный аппарат. Не забудьте также контроллер заряда. Это устройство, которое регулирует ток, протекающий в батарее, и очень важно. Все эти компоненты должны быть правильно установлены. Прежде чем использовать его, убедитесь, что нет никаких признаков проблем, и они готовы к сварке. Заключение Сварочные аппараты — это тяжелые инструменты, поэтому следует ожидать, что они будут потреблять много энергии. Но это свидетельство того, насколько развита солнечная энергия, что теперь вы можете использовать их без электричества. Связанные сообщения:Изготовитель — инверторное и трансформаторное оборудованиеТехнический директор Forney Industries Джейсон Махью, представленный в журнале The Fabricator’s Practical Welding Today, прочтите отрывок ниже:
Если вы хотите начать гражданская война в сварке, просто спросите у группы специалистов по сварке, что лучше, инвертор или трансформатор. Короткий ответ на этот вопрос: «Это зависит». Однако длинный ответ — это оживленные дебаты о плюсах, минусах и конкретных областях применения машин. Первые трансформаторы были разработаны, когда электричество стало обычным явлением в конце 1800-х годов. Вскоре после этого, в начале 1900-х годов, было обнаружено, что трансформаторы можно использовать в процессе дуговой сварки, который в то время находился в зачаточном состоянии. Потребовалось несколько лет, чтобы проработать различные электрические конструкции, чтобы иметь возможность управлять дугой, что также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, процесса, который обычно называют дуговой сваркой защищенным металлом. Во время Первой мировой войны сварка подверглась значительным исследованиям и разработкам из-за того, что она широко использовалась при строительстве стальных кораблей и танков. Учтите, что перед сваркой сталь соединяли заклепками, ковкой, газовой сваркой. В течение 1920-х и 1930-х годов дуговая сварка и источники питания для трансформаторной сварки стали обычным явлением, а по мере роста электросети росла и дуговая сварка. К концу Второй мировой войны в США наблюдался бум сварки и производства. С 19С 30-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки. 1980-е годы открыли новую эру технологий, сосредоточенную на электронике, что совпало с растущей популярностью персональных компьютеров. По мере роста индустрии электроники и программного обеспечения инженеры вскоре поняли, что инверторы с программным управлением можно использовать для сварки, открыв новый мир возможностей. Итак, чем отличаются друг от друга трансформаторы и инверторы? Конечно, в настоящее время инверторы считаются отраслевым стандартом, но некоторые сварщики по-прежнему предпочитают трансформаторы. Давайте сравним. Надежность. Это горячо спорный вопрос для тех, кто участвует в дебатах между трансформатором и инвертором. В течение почти столетия трансформаторные машины подвергались обширным исследованиям и разработкам для создания надежных и прочных машин. Универсальность. Было время, когда трансформаторная технология сочеталась с инверторной технологией, чтобы создать то, что считалось совершенным сварочным аппаратом. Однако эта технология была слишком сложной и дорогой. Вскоре инженерам стало очевидно, что достижения в области программного обеспечения и электроники открывают новые возможности в мире сварки. Если у вас есть сомнения по этому поводу, вспомните свой первый компьютер или мобильный телефон и сравните его с тем, что у вас есть сегодня. Такой же переход произошел в эволюции сварочных аппаратов. Теперь вы можете купить инверторные сварочные аппараты, на которых вы можете настроить практически любую электрическую переменную, которую только можно вообразить, с помощью программного обеспечения, чтобы создать непревзойденную универсальность. Качество дуги. При обсуждении сварочных аппаратов мы не можем игнорировать характеристики дуги и производимые сварные швы. Если вы относитесь к тому типу сварщиков, которые целыми днями сваривают только мягкую сталь, каждый день, вам не нужно смотреть дальше трансформаторного аппарата. Однако мы живем в мире сварки, который требует безупречной сварки в любом положении и на любом материале. В этом требовательном мире инверторы действительно блестят. Поскольку инверторы можно запрограммировать практически на все, мы теперь видим усовершенствованную импульсную дуговую сварку металлическим электродом (GMAW), а также высококвалифицированную дуговую сварку вольфрамовым электродом (GTAW). Перед нами открывается мир с программным обеспечением и передовой электроникой, которые действительно изменили возможности сварочного аппарата. Иногда даже такой посредственный сварщик, как я, выглядит неплохо. Стоимость. Последняя переменная, которую обычно обсуждают, — это цена. В прошлом инверторные машины были невероятно дорогими. Высокая цена была обусловлена стоимостью компонентов, затратами на специализированное производство и инженерными затратами. Эти затраты сильно изменились за последние 15 лет, когда инверторы вошли в мир крупносерийного производства электроники. Инверторы становятся менее дорогими, чем машины на основе трансформаторов, хотя они значительно сложнее. При рассмотрении стоимости машины обязательно учитывайте следующее:
Все это сводится к тому, какие трансформаторные или инверторные машины больше подходят для конкретного применения. Следующая диаграмма представляет собой обобщенное мнение, основанное на опыте и большом количестве дискуссий. Инверторные сварочные аппараты сильно изменились за последние 15 лет. Они продолжают улучшаться как по производительности, так и по стоимости, но это не означает, что нам нужно рыть могилу для трансформаторных сварочных аппаратов, поскольку они по-прежнему занимают важное место в нашей отрасли. |



 Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки.
Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки.
 Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.
Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.
 количество цифровых функций для управления дугой
количество цифровых функций для управления дугой Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой.
Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой.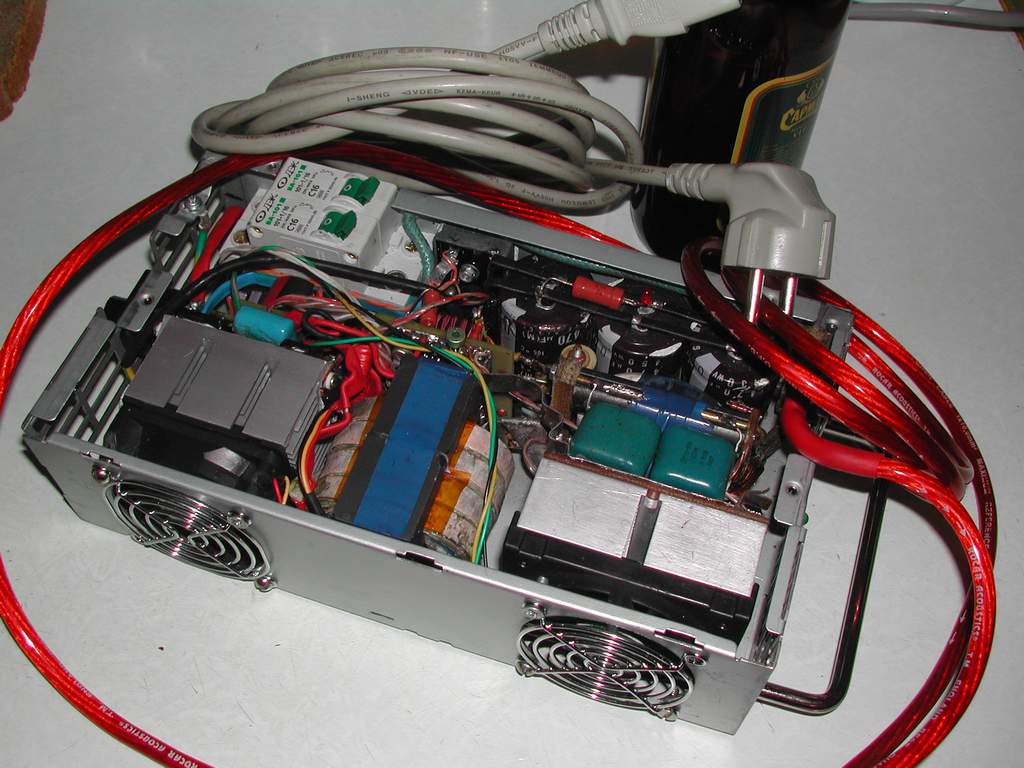 Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии.
Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии. Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок.
Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок. К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности.
К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности. Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности.
Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности. Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов.
Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов. Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность.
Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность. Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла.
Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла. Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие.
Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие. Эта информация обычно включается в рекламную брошюру или лист спецификаций.
Эта информация обычно включается в рекламную брошюру или лист спецификаций. Но старая трансформаторная технология заслужила репутацию долговечности. Машины на основе трансформаторов могут работать десятилетиями, поскольку они имеют простую и надежную конструкцию без каких-либо цифровых элементов.
Но старая трансформаторная технология заслужила репутацию долговечности. Машины на основе трансформаторов могут работать десятилетиями, поскольку они имеют простую и надежную конструкцию без каких-либо цифровых элементов. При наличии опыта и желания можно обзавестись необходимыми деталями и потратить некоторое время на работу.
При наличии опыта и желания можно обзавестись необходимыми деталями и потратить некоторое время на работу.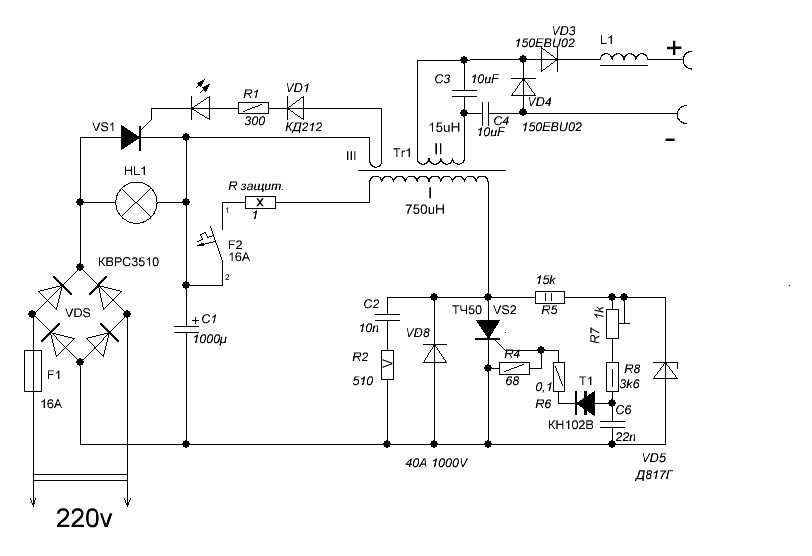

 Сердцем схемы является косой мост, обеспечивающий наилучшие характеристики при максимальной простоте и стоимости. Цепь питания управляется TL49.4 контроллер. Функции управления и регулирования сварочного тока осуществляет микроконтроллер PIC16F628. Через него также реализована защита устройства от перегрева. В зависимости от максимального тока и используемых деталей возможно несколько версий прошивки аппарата с разным максимально допустимым сварочным током.
Сердцем схемы является косой мост, обеспечивающий наилучшие характеристики при максимальной простоте и стоимости. Цепь питания управляется TL49.4 контроллер. Функции управления и регулирования сварочного тока осуществляет микроконтроллер PIC16F628. Через него также реализована защита устройства от перегрева. В зависимости от максимального тока и используемых деталей возможно несколько версий прошивки аппарата с разным максимально допустимым сварочным током. Требуемый вариант платы необходимо выбирать в соответствии с имеющимися комплектующими для сварочного инвертора.
Требуемый вариант платы необходимо выбирать в соответствии с имеющимися комплектующими для сварочного инвертора.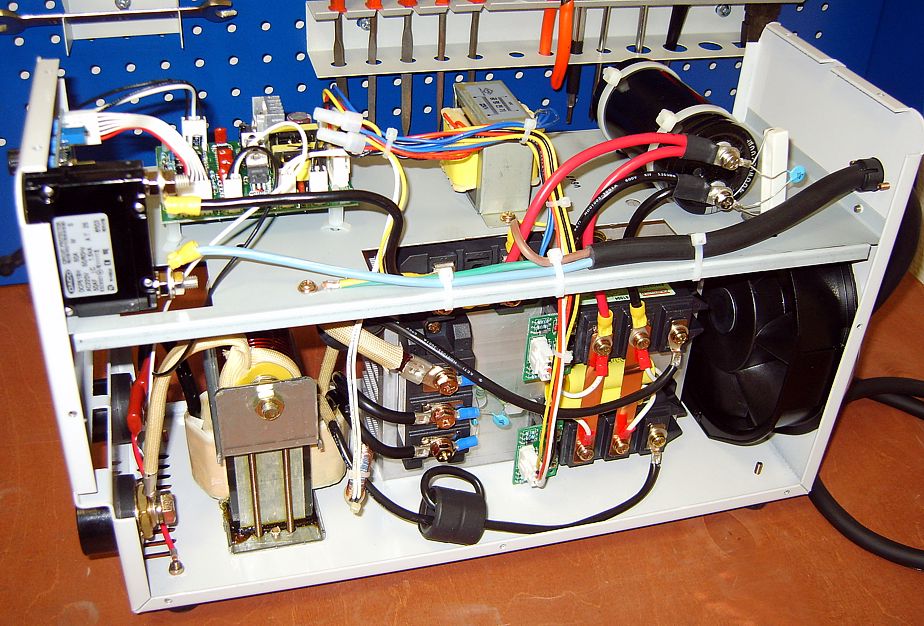 Потребуется шесть трансформаторов типа ТВС110ПЦ15.У. Снимите прижимную скобу с трансформаторов (отверните две гайки М3 и снимите скобу). Обмотку можно разрезать с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после снятия обмотки сердечник не раскололся на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей необходимо очистить от эпоксидной смолы. После подготовки магнитопроводов нужно сделать каркас. Оптимальным материалом для каркаса будет стекловолокно толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики магнитопровода в сборе:
Потребуется шесть трансформаторов типа ТВС110ПЦ15.У. Снимите прижимную скобу с трансформаторов (отверните две гайки М3 и снимите скобу). Обмотку можно разрезать с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после снятия обмотки сердечник не раскололся на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей необходимо очистить от эпоксидной смолы. После подготовки магнитопроводов нужно сделать каркас. Оптимальным материалом для каркаса будет стекловолокно толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики магнитопровода в сборе:
 Одна пара его контактов соединяет провода, идущие от вилки, к штатному выключателю (вкл/выкл) инвертора. Другая пара будет соединять обрезанные дорожки печатной платы от автоматического выключателя к стационарному выпрямителю.
Одна пара его контактов соединяет провода, идущие от вилки, к штатному выключателю (вкл/выкл) инвертора. Другая пара будет соединять обрезанные дорожки печатной платы от автоматического выключателя к стационарному выпрямителю.