Самодельные сварочные аппараты, полуавтоматы, схемы. Сварочный полуавтомат схема подачи проволоки своими руками
Схема сварочного полуавтомата
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
Регулятор скорости подачи проволоки сварочного полуавтомата
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя а/ м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана, проходя через вращающиеся ролики, поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземленным изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки. Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматика и телемеханика» Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских- наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щеток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Характеристика устройства:
- напряжение питания, В — 12…16;
- мощность электродвигателя, Вт — до 100;
- время торможения, сек — 0,2;
- время пуска, сек — 0,6;
- регулировка
- оборотов, % — 80;
- ток пусковой, А — до 20.
Шаг 1. Описание схемы регулятора сварочного полуавтомата
Схема электрическая принципиальная устройства приведена на рис. 1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.Полевой транзистор VT1 оснащен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щеток электродвигателя, в схему введен конденсатор С2.К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора СЗ, С4, С5. Цепь, состоящая из диода VD2 с нагрузочным резистором R7, устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: при зеленом свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Емкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R11. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора Т1 напряжением 12…15 В и ток 8…12 А, диодный мост VD4 выбран на двухкратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от нее.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Полевой транзистор аналог IRFP250 с током 20…30 А и напряжением выше 200 В. Резисторы типа МЛТ 0,125; резисторы R9, R11, R12 — проволочные. Резисторы R3, R5 установить типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 В.
Шаг 3. Наладка схемы регулятора сварочного полуавтомата
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3; если этого не происходит, минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора R5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12…13 В из схемы можно исключить.Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами: включения HL1 и двухцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12… 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5…4 мм2.
Пусковая схема сварочного полуавтомата
Характеристики сварочного полуавтомата:
- напряжение питания, В — 3 фазы * 380;
- первичный ток фазы, А — 8…12;
- вторичное напряжение холостого хода, В — 36…42;
- ток холостого хода, А — 2…3;
- напряжение холостого хода дуги, В — 56;
- ток сварки, А — 40…120;
- регулирование напряжения, % — ±20;
- продолжительность включения, % — 0.
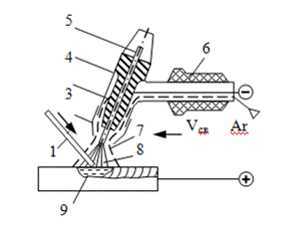
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма, состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащен редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата [1]. В зону сварки также подается инертный газ — аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трехфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Шаг 1. Работа схемы пуска сварочного полуавтомата
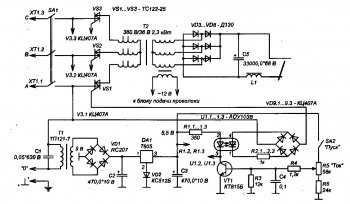
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1 …VS3 (рис. 3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому симисторы необходимо снабдить бюджетными радиаторами 50*50 мм.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 В, подключение его — параллельно сетевой обмотке трансформатора Т1.Трехфазный трансформатор Т2 можно использовать готовый, на мощность 2…2,5 кВт или купить три трансформатора 220*36 В 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме «звезда-звезда». При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5… 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 В.Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт — подходящий к розетке провод выдерживает ток до 25 А, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трехфазным исполнением следует увеличить в 2…2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на кремневом транзисторе VT1 при нажатой кнопке SA2 «Пуск» — регулировкой резистора R5 «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 «Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы, и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симисторов через автоматический трехфазный автомат SA1 к линии подключается трансформатор Т1 питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2, СЗ сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1.1 … U1.3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах 20 В. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более 20 В, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1.1…U1.3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.Напряжение на управляющие электроды симисторов поступает с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети. Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали, что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 В.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтиро-вать на катод через сопротивление 3…5 кОм.На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 В, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трехфазному выпрямителю постоянного тока на диодах VD3…VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Шаг 2. Монтаж схемы пуска сварочного полуавтомата
Пусковая схема (рис. 3) смонтирована на монтажной плате (рис. 4) размером 156*55 мм, кроме элементов: VD3…VD8, Т2, С5, SA1, R5, SA2 и L1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки: индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4…6 мм2, сварочные — медной или алюминиевой шиной, остальное — проводом в виниловой изоляции диаметром 2 мм.
Полярность подключения держака следует выбрать, исходя из условий сварки или наплавки при работе с металлом толщиной 0,3…0,8 мм.
Шаг 3. Наладка схемы пуска сварочного полуавтомата
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 В. При нажатии кнопки «Пуск» на конденсаторе С5 напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой — не менее 34 В.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2…5 В от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Скачать печатные платы:
[attachment=8][attachment=9]
Источник: Радиолюбитель 7’2008
Читайте также
rukikryki.ru
Как сделать сварочный полуавтомат?.. нет ни чего проще
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.Итак начнем.
Для начала определимся с типом и мощностью сварочного трансформатора применяемого в сварочных полуавтоматах.
Как нам известно при использовании сварочной проволокой диаметром 0,8 мм сварочный ток достигает ~160 ампер. Отсюда следует, что трансформатор должен быть мощностью от 3000 вт.
Далее определяемся с типом трансформатора. Самыми лучшими характеристика обладают сварочные трансформаторы намотанные на тороидальном сердечнике (кольцо, бублик, тор)
Выбираем этот тип сварочного трансформатора, в отличии от П и Ш образных трансформаторов при одинаковой мощности они имеют меньший вес, что важно для такой конструкции, как сварочный полуавтомат.
Далее определяемся с регулированием сварочного тока. Есть два способа регулирования, по первичной и вторичной обмотке сварочного трансформатора.
Регулирование сварочного тока по первичной обмотке трансформатора с использованием тиристорной схемы регулирования имеет ряд недостатков, такие как повышенная пульсация сварочного напряжения в момент перехода фаз через тиристоры в первичной обмотке. (лечится установкой дросселя и конденсатора большой емкости в цепь сварочного тока)
Регулирование тока по первичной обмотке с использованием коммутирующих элементов (реле, галетные переключатели) не имеет таких недостатков, как тиристорная схема управления, и предпочтительней для использования в подобных схемах сварочных аппаратов.
Регулирование тока по вторичной обмотке сварочного трансформатора имеет также повышенную пульсацию сварочного напряжения в схемах с применением тиристоров. Применение коммутирующих схем (переключатели, мощные реле) ведет к дороговизне элементов и утяжелении конструкции сварочного аппарата в целом.
Отсюда следует, что регулировку тока нужно реализовывать по первичной обмотке (какую именно, решать вам)
В цепи питания сварочной дуги (вторичная обмотка) нужно обязательно устанавливать сглаживающий сварочный дроссель и конденсатор повышенной емкости от 50000 Мкф. для сглаживания пульсаций сварочного тока, не зависимо от применяемой схемы регулирования сварочного напряжения.
Дальше определяемся с регулятором подачи сварочной проволоки. Для сварочного полуавтомата рекомендуется использовать ШИМ регулятор с обратной связью.
Для чего нужен ШИМ? Во первых он стабилизирует скорость проволоки(на заданном уровне) в зависимости от нагрузки оказываемой трением проволоки в рукаве и реагирует на просадку (уменьшение) сетевого напряжения во время сварки.
Откуда запитать ШИМ регулятор, от отдельного трансформатора или намотать дополнительную обмотку на сварочный трансформатор? Тут разницы особой нет, если запитывать от отдельного трансформатора, то это увеличит вес аппарата. А если намотать дополнительную обмотку на сварочный трансформатор, то вы выиграете в весе и немного с экономите.
Возьмем к примеру такую ситуацию, вы варите на самом маленьком токе, значит и скорость проволоки тоже маленькая и напряжение нужное для регулирования двигателя подачи проволоки тоже незначительное, если варите на максимальном токе, то и напряжение нужное для двигателя максимальное, тем самым намотав обмотку запитывающую цепь регулятора подачи проволоки на сварочном трансформаторе, мы обеспечим нужный режим работы для регулятора. И отсюда следует, что потребности в дополнительном трансформаторе для двигателя подачи сварочной проволоки нет.
Какой выбрать редуктор для подачи сварочной проволоки? Вариантов много, самый распространенный это редуктор стеклоочистителя от автомобилей семейства ВАЗ.
Расчет диаметра ведущего колеса механизма подачи сварочной проволоки. Как нам известно, что скорость подачи сварочной проволоки в сварочном аппарате должна быть в пределах 0,7…11 метров в минуту при сварке проволокой 0.8 мм.
Так как передаточное отношение выбранного редуктора и скорость вращения якоря двигателя нам не известна, нужно рассчитать диаметр ведущего колеса механизма подачи проволоки, что бы он обеспечивал необходимую скорость подачи проволоки.
Делается это опытным путем. На вал редуктора с помощью пластилина прикрепляется спичка. Потом на двигатель редуктора подается максимальное напряжение, которое выдает ШИМ регулятор, например 20 вольт. . Подсчитываем количество оборотов, которые сделал двигатель за 1 минуту.
Например двигатель сделал 100 оборотов, подставив в формулу, мы рассчитаем нужный размер (радиус) ведомого колеса механизма подачи проволоки:
100 – количество оборотов двигателя, сделанных за 1 минуту.
1100 – 11 метров переведенные в см.
Или упрощенная формула для скорости 11 м/мин:
где N количество оборотов двигателя, сделанных за 1 минуту.
Таким образом у нас получилось, что радиус ведомого колеса равен 1.75 см или диаметр равен 3,5 см, при котором обеспечивается нужная максимальная скорость подачи проволоки (11 метров в минуту) при данном напряжении (20 вольт).
В качестве клапана газа для нашего сварочного аппарата, рекомендуем использовать клапан подачи воды на омыватель заднего стекла ВАЗ2108, так как он зарекомендовал себя очень надежным.
Каким должен быть функционал сварочного полуавтомата? Сварочный полуавтомат должен обязательно иметь самый минимум функций, а именно:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки и сварочный ток (одновременно).
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании.
Как видите, из выше изложенного видно, что сварочный полуавтомат – это просто, было бы желание и возможность реализовать все это в домашних условиях.
P.S. На нашем сайте опубликовано много схем сварочных полуавтоматов. Все они разные и различаются по принципу регулирования сварочного тока, функциональности, простоте (сложности) повторения.В связи с этим хотелось бы добавить, что каждый сам для себя может выбрать, что ему действительно нужно, и сделать, что то свое на основе приведенных здесь схем сварочных аппаратов.
********************************************
Ответ на комментарий:
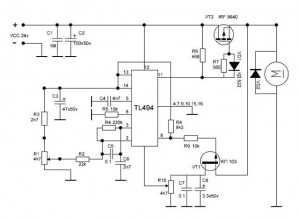
Регулятор подачи сварочной проволоки на TL494
Схема из журнала «Радиоаматор-Электрик» №3 2006 г. стр 28-29 Схема похоже не рабочая!!!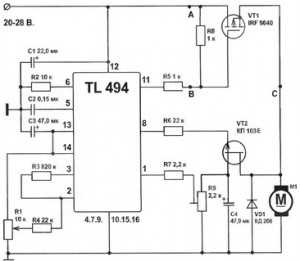
Схема торможения двигателя.
 Реле К1 подключаем в цепь коммутации подачи проволоки.
Реле К1 подключаем в цепь коммутации подачи проволоки.
Еще одна схема регулятора подачи проволоки на TL494 (доработанный вариант схемы из журнала «Радиоаматор-Электрик»)
Повторил эту схему.. не работает!!!! © Admin
У кого работает, пишите в комментарии.
Ссылка на статью: Как сделать сварочный полуавтомат?.. нет ни чего проще
Статью написал Admin: Svapka.Ru
svapka.ru
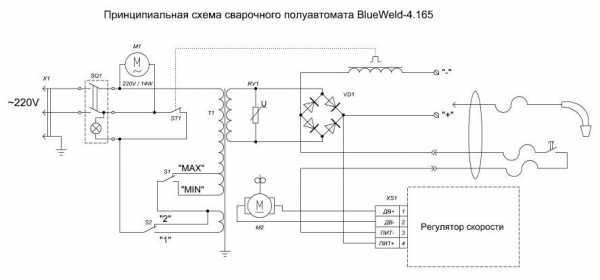
Сварочный полуавтомат своими руками: схемы сварочного полуавтомата (видео)
Сварочный полуавтомат, своими руками созданный, необходим в любом домашнем хозяйстве. Качественная работа такого устройства обеспечивается электронной компонентой и использованием углекислого газа в качестве сварочной среды. Незаменимым такой аппарат является при проведении ремонта и выполнении соединений из тонкого листового металла, когда велика вероятность прожигания заготовки при использовании обычной электродуговой сварки электродами.

Устройство полуавтомата для сварки.
Самодельный сварочный полуавтомат сделать своими руками достаточно непросто в силу сложности его конструкции. Перед тем как приступать к конструированию сварочного полуавтомата требуется подготовить все необходимые элементы оборудования. Для осуществления сварки потребуется подготовить следующие элементы и материалы:
- инвертор, который будет способен выдавать рабочий ток величиной до 150 А;
- подающий механизм;
- горелка;
- гибкий шланг подачи углекислого газа;
- катушка сварочной проволоки;
- блок управления сварочным процессом.
Конструкция сварочного полуавтомата
Полуавтомат для сварки работает с применением углекислого газа, который обеспечивает защиту расплавленного металла от взаимодействия с кислородом и азотом воздуха.
Под воздействием высокой температуры углекислый газ разлагается на угарный газ и кислород, окисляющий свариваемый металл. Для предотвращения процесса окисления в сварочном полуавтомате используется специальная сварочная проволока, которая имеет омедненную поверхность. В состав омеднения проволоки входит кремний и марганец, которые препятствуют процессу окисления. Подача сварочной проволоки осуществляется специальным механизмом подачи, обеспечивающим равномерное продвижение проволоки к зоне проведения сварочных работ.
Вернуться к оглавлению
Подающий механизм сварочного полуавтомата
Схема питания сварочного полуавтомата.
Подающий механизм аппарата для полуавтоматического сваривания требует особого внимания. Это устройство служит для равномерной подачи проволоки в зону плавления. Подача материала осуществляется посредством использования гибкого шланга. В идеальном случае скорость подачи материала соответствует скорости плавления.
Скорость подачи материала является одним из важнейших критериев, обеспечивающих качество шва свариваемых заготовок. При конструировании этого механизма требуется предусмотреть возможность регулирования скорости подачи расходного материала.
Такая функция требуется для того, чтобы была возможность работы расходным материалом различного диаметра. Сварочная проволока наматывается на специальные катушки, устанавливаемые в механизм подачи материала.
Для того чтобы сконструировать механизм, потребуется наличие двух подшипников и электродвигатель от автомобильных дворников. Чем меньше двигатель, тем лучше для механизма. При осуществлении выбора двигателя требуется проверить, чтобы он осуществлял вращение в одном направлении, а не вращался с определенной периодичностью из стороны в сторону. Помимо этого, понадобится изготовить ролик с диаметром 25 мм. Этот элемент конструкции устанавливается поверх резьбы на вал электродвигателя.
Вернуться к оглавлению
Конструкция подающего механизма
Схема намотки сварочного трансформатора.
Конструкция механизма включает в своем составе две пластины, на которых закрепляются подшипники, прижимающиеся к ролику на валу электромотора.
Сжатие металлических пластин и прижим подшипников осуществляется с помощью специально установленной пружины. Протяжка проволоки осуществляется путем прохождения ее по направляющим и между роликом и подшипниками.
Механизм монтируется на поверхности текстолитовой пластины, толщина которой должна быть не менее 5 мм. Монтаж осуществляется таким образом, чтобы проволока осуществляла выход в том месте, где будет установлен разъем для подключения сварочного рукава.
На пластине монтируется крепление для установки бобины, на которую осуществляется намотка сварочной проволоки.
Крепление для бобины представляет собой вал, закрепленный под углом в 90° к пластине из текстолита. На конце вала нарезается резьба для навинчивания гайки.
Вернуться к оглавлению
Устройство контроля подачи сварочной проволоки
Внешнее устройство сварочного полуавтомата.
В качестве корпуса для механизма подачи можно использовать корпус от компьютерного блока, который усиливается для предания ему большей жесткости несколькими металлическими уголками. В корпусе монтируется электронная часть прибора.
В состав компьютерного корпуса входит блок питания, который можно использовать для запитки электромотора привода, помимо этого блок питания содержит элементы, используемые при создании механизма контроля подачи расходного материала в зону проведения сварочных работ.
Наиболее простым и надежным способом контроля скорости подачи расходного материала является схема, собранная на основе тиристоров. Самая простая схема управления не обладает сглаживающим конденсатором. Диодный мост можно использовать любой конструкции, которая способна давать ток, превышающий 10 А.
Трансформатор, используемый для подачи напряжения на электродвигатель привода механизма должен обладать мощностью, превышающей 100 ВТ. В схеме механизма регулировки используется тиристор ВТВ16, имеющий плоский корпус, или тиристор с маркировкой КУ202, который в своей маркировке может иметь различные буквы, они не влияют на технические качества элемента, используемые в работе схемы контроля подачи расходного материала в зону проведения сварочных работ.
Вернуться к оглавлению
Тонкости создания трансформаторного блока и настройка инвертора
Основные режимы сварки полуавтоматом.
Для работы сварочного аппарата инверторного типы лучше всего подходит трансформатор тороидального типа. Дело в том, что КПД трансформатора тороидального типа является значительно более высокой, а степень рассеивания магнитного поля минимальная.
Стоит отметить, что у этого типа трансформатора есть один недостаток — сложность намотки. Первичная обмотка делается при помощи медного провода. Вторичная оболочка наматывается при помощи алюминиевой шины с размерами 16х2 мм. Перед проведением намотки первичной и вторичной требуется провести расчет необходимого количества проволоки. При установке трансформатора требуется предусмотреть место для установки вентилятора для его обдува, так как в процессе работы этого компонента сварочного аппарата под нагрузкой выделяется большое количество тепла, требующего отвода из района размещения компонента устройства во избежание перегрева и перегорания.
Для входных и выходных выпрямителей, для силовых ключей, припаянных к медным подложкам силовой части, нужно обеспечить качественное охлаждение. Это достигается путем установки хороших радиаторов. В корпусе наиболее греющегося радиатора располагается термодатчик. После проведения всех сборочных работ силовая часть подключается к управляющему блоку. Подключив силовой блок к блоку управления, аппарат включают в сеть.
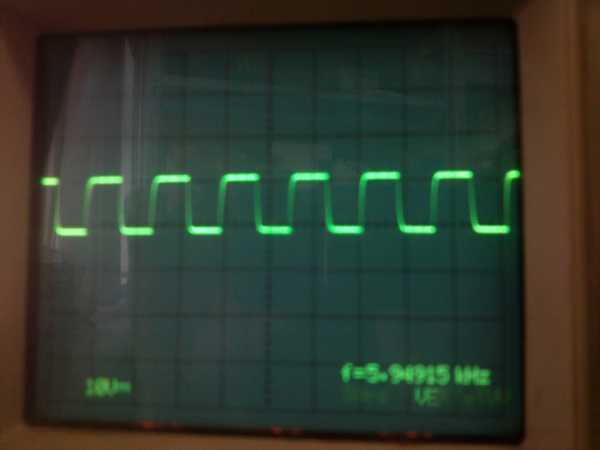
Работа сварочного полуавтомата.
После запуска прибора к нему подключается осциллограф. При помощи осциллографа находятся двухполярные импульсы, частота которых составляет 40-50 кГЦ. Корректировка времени между импульсами осуществляется путем изменения напряжения на входе. Время между импульсами должно составлять 15 мкс.
Импульсы на экране осциллографа должны иметь прямоугольные фронты, длительность которых составляет 500 нс. Индикатор сварочного аппарата после его включения в сеть должен показать ток в 120 А. В случае если этот показатель не достигнут, требуется устранить причину низкого напряжения в сварочных проводах. Это часто бывает в том случае, если входное напряжение составляет меньше 100 В. При достижении необходимых параметров, требуется протестировать устройство путем изменения тока при постоянном контроле напряжения. После проведения тестирования осуществляется проверка температуры.
После проведения первого этапа тестирования сварочный аппарат инверторного типа тестируется в нагруженном состоянии. Для этой цели используется в качестве нагрузки реостат 0,5 Ом, который должен выдерживать ток силой 60 А.
Вернуться к оглавлению
Периферийное оборудование сварочного полуавтомата
Схема сварочного полуавтомата.
В качестве периферийного оборудования при конструировании полуавтоматического аппарата на основе инвертора понадобится специальный пистолет, который при включении замыкает цеп и обеспечивает открытие подачи углекислого газа.
Для контролируемой подачи углекислого газа в зону проведения сварки потребуется электроклапан от автомобиля Жигули. Клапан имеет две клеммы, к этим клеммам подключается пистолет для подачи напряжения на электромагнит для отпирания клапана при подаче углекислоты.
В качестве резервуара для хранения углекислого газа можно использовать баллон от углекислотного огнетушителя или стандартный баллон, предназначенный для хранения углекислоты.
При использовании в качестве резервуара для углекислого газа баллона огнетушителя с него требуется снять рупор. На вход огнетушителя устанавливается переходник для монтажа редуктора. Переходник требуется вследствие того, что резьба редуктора не соответствует резьбе на горловине огнетушителя.
Баллон через редуктор посредством резиновых шланг соединяется с электрическим клапаном, обеспечивающим подачу углекислого газа в зону проведения сварочных работ. Все элементы аппаратуры монтируются в небольшом металлическом корпусе, который оснащается для удобства транспортировки небольшими колесиками.
expertsvarki.ru
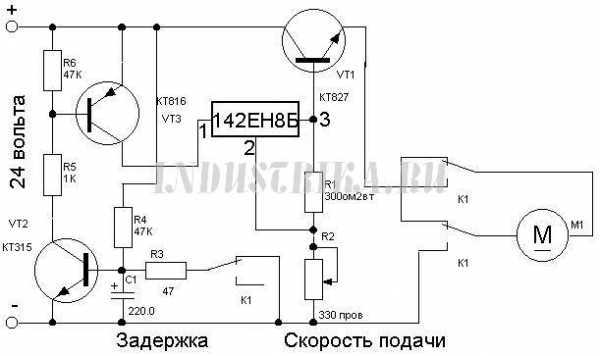
| индустрия » Электротехника » Сварочные аппараты » Сварочный полуавтомат Надежность современных полуавтоматов часто подводит регулятор скорости подачи проволоки сварочного полуавтомата схема не всегда надежна и механическая
Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки. Неисправность наблюдается при любом диаметре применяемой сварочной проволоки. Либо может происходить большая подача, когда проволока при нажатии на клавишу включения выходит большими порциями. Неисправности вызваны часто и самой механической частью регулятора подачи проволоки. Схематично механизм состоит из прижимного ролика с регулируемой степенью прижима проволоки, подающий ролик с двумя канавками для проволоки 0.8 и 1.0 мм. За регулятором смонтирован соленоид, отвечающий за перекрытие подачи газа с задержкой 2 секунды. Сам регулятор подачи очень массивный и часто просто закреплен на передней панели полуавтомата на 3-4 болтиках, по сути вися в воздухе. Это приводит к перекосам всей конструкции и частым сбоям в работе. Собственно «вылечить» этот недостаток довольно просто, установив под регулятором подачи проволоки какую-либо подставку, тем самым зафиксировав его в рабочем положении. На полуавтоматах заводского изготовления в большинстве случаев (не зависимо от производителя) углекислый газ подается к соленоиду по сомнительному тонкому шлангу в виде кембрика, который от холодного газа просто «дубеет» и затем трескается. Это также вызывает остановку работы и требует ремонта. Мастера исходя из своего опыта советуют заменять этот шланг подачи, автомобильным шлангом, применяемым для подачи тормозной жидкости от бачка к главному цилиндру тормозов. Шланг прекрасно выдерживает давление и будет служить неограниченное время. Промышленность выпускает полуавтоматы со сварочным током порядка 160 А. Этого бывает достаточно при работе с автомобильным железом, которое достаточно тонкое – 0,8-1.0мм. Если же приходится сваривать, например элементы из 4 мм стали, то этого тока недостаточно и провар деталей не полный. Многие мастера для этих целей приобретают инвертор, который вкупе с полуавтоматом может выдавать до 180А, чего вполне достаточно для гарантированного сварного шва деталей. Многие пытаются своими руками, путем экспериментов, устранить эти недостатки и сделать работу полуавтомата более стабильной. Предложено достаточно много схем и возможных доработок механической части. Одно из таких предложений. Это, доработанный и проверенный в работе регулятор скорости подачи проволоки сварочного полуавтомата схема предложена на интегральном стабилизаторе 142ЕН8Б. Благодаря предложенной схеме работы регулятора подачи проволоки выполняет задержку подачи на 1-2 секунды после срабатывания клапана газа и максимально возможное по быстроте срабатывания ее торможение в момент отпускания кнопки включения. Минусом схемы является приличная мощность отдаваемая транзистором, разогревая радиатор охлаждения в работе до 70 градусов. Но все это плюсуется надежной работой как самого регулятора скорости подачи проволоки, так и всего полуавтомата в целом. Читайте также
|
 Сварочный инверторный полуавтомат
Сварочный инверторный полуавтомат





www.samsvar.ru
Аппарат для полуавтоматической сварки – своими руками. Механизм протяжки проволоки и источник питания для него | ProElectrika.com
Как выбрать сварочный полуавтомат – собрать своими руками. Вот и загорелся идеей собрать полуавтоматический сварочный аппарат (сварка проволокой в газовой среде) инверторного типа. Все элементы должны разместиться в корпусе от компьютера.Начитавшись теории (на одном отличном форуме сайта electrik.org), решил начать.
Первым делом хочу сказать, чем отличается сварочный аппарат полуавтомат от агрегата для дуговой сварки (электродами): для ручной сварки важно постоянство тока в нагрузке, для автоматической же важно стабильное напряжение. Это так, грубо говоря. Мой будущий аппарат должен быть универсальным, т.е. автомат + дуговая сварка ( MAG/MMA).
Механика “лентопротяжки”
Сборку решил начать с “проволоко-протяжного” механизма. Для сборки механических частей протяжки проволоки потребовались 2 подшипника типоразмера 6202, электродвигатель от стеклоочистителя автомобиля (любой, желательно как можно меньших габаритов), также нужно проверить, что бы он вращался в одну сторону, а не “туда-сюда”. Ну и знакомый токарь выточил ролик диаметром 25мм, накручиваемый на резьбу вала электродвигателя. Все нестандартные детали самодельные, особой сложности их изготовление не вызывает.
 Механизм подачи проволоки представляет собой две пластины с закрепленными на них подшипниками, между которыми находится ролик вала двигателя. Пластины сжимаются пружиной, тем самым прижимая подшипники к ролику. Между одним из них и вращающимся роликом будет протягиваться проволока, продетая в “направляющие” по обе стороны роликов (уголки с отверстиями 2 мм). Всё это дело смонтировано на пластина текстолита толщиной 5 мм. и расположено так, что бы выход проволоки был точно напротив разъема для подключения сварочного рукава, закрепленного на передней стенке корпуса.На этом же текстолите будет располагаться и бобина с проволокой. Для этого был выточен вал под внутреннее отверстие катушки, установленный перпендикулярно пластине с резьбой на краю для фиксации последней.Конструкция в принципе проста и надежна, примерно такая же применяется в промышленных аппаратах. Размеры деталей механизма рассчитывались для обычной катушки, но варить наверное буду без газа, благо в продаже достаточный выбор специальной сварочной проволоки.
Механизм подачи проволоки представляет собой две пластины с закрепленными на них подшипниками, между которыми находится ролик вала двигателя. Пластины сжимаются пружиной, тем самым прижимая подшипники к ролику. Между одним из них и вращающимся роликом будет протягиваться проволока, продетая в “направляющие” по обе стороны роликов (уголки с отверстиями 2 мм). Всё это дело смонтировано на пластина текстолита толщиной 5 мм. и расположено так, что бы выход проволоки был точно напротив разъема для подключения сварочного рукава, закрепленного на передней стенке корпуса.На этом же текстолите будет располагаться и бобина с проволокой. Для этого был выточен вал под внутреннее отверстие катушки, установленный перпендикулярно пластине с резьбой на краю для фиксации последней.Конструкция в принципе проста и надежна, примерно такая же применяется в промышленных аппаратах. Размеры деталей механизма рассчитывались для обычной катушки, но варить наверное буду без газа, благо в продаже достаточный выбор специальной сварочной проволоки.

Общий вид конструкции на данный момент представлен на рисунках ниже. Компьютерный корпус усилен двумя уголками по сторонам, на которых будет монтироваться электронная часть аппарата. На задней стенке корпуса смонтированы блок питания и регулятор частоты вращения электродвигателя.

Выбор источника питания для схемы подачи сварочного инвертора-полуавтомата
В качестве для запитки протяжного механизма самодельного сварочного аппарата было решено выбрать импульсный источник питания. Во первых, габариты компьютерного корпуса не такие большие, что бы размещать там трансформатор (он должен быть не менее 100Вт), во вторых – вес изделия также играет немаловажную роль.
Итак, импульсный блок питания собирался по стандартной схеме с задающим генератором на UC3844.
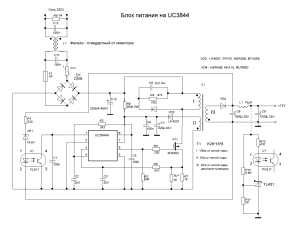
Данный источник обеспечивает в нагрузке ток 3А при напряжении 15B. Транзистор VT1 и диод VD4 установлены на пластинчатые радиаторы размером 100*40 мм. В качестве микросхемы лучше использовать UC 3844, а не 3842 или 3845 – с этими элементами в один прекрасный момент почему то происходит пробой транзистора. Скорее всего дело в том, что у 3844 амплитуда импульсов на выходе стабилизирована, а у других МС – нет. Стабилизация выходного напряжения выполнена на стабилитроне VD1, но для более стабильного напряжения на выходе вместо VD1 можно собрать узел на TL431. Резистор R7 ограничивает выходной ток.
Печатная плата источника питания выполнена в программе Sprint Layout 6 и изготовлена по так называемой “лазерно-утюжной” технологии.
После интенсивного прогона под нагрузкой выяснилось, что элементы VT1, VD4 и трансформатор T1 просто “закипают”. Наверное, придется вернуться к простой и надежной трансформаторной схеме питания… А этот БП можно с успехом задействовать в качестве “дежурки” основной схемы полуавтомата
Регулятор оборотов электродвигателя протяжного механизма
Для выбора оптимального режима сварки необходима регулировка скорости движения проволоки, т.е. регулятор оборотов электродвигателя. Была выбрана схема на таймере МС 555 (ВИ1).
Транзистор VT1 установлен на пластину 20*60*2 мм. Его можно заменить любым аналогичным, например 520, 630 … но при этом возможно придется увеличить радиатор. При использовании транзистора IRFP3710 радиатор не требуется. Резистор регулировки R4 должен быть нелинейным (группа “В”). Питание на реле K2 будет подаваться с платы управления. Печатная плата устройства выполнена так же, как и на импульсный источник питания.
Альтернатива
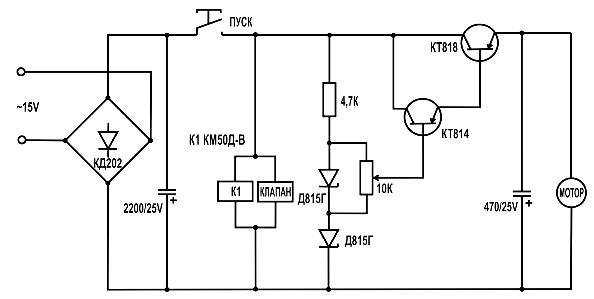
В качестве источника питания протяжки вполне возможно использование трансформатора. В принципе, это самый простой и надежный вариант питания электродвигателя. При этом оптимальнее всего применить тиристорную схему управления скоростью движения проволоки. Ниже приведена электросхема управления двигателем подачи, которым должен быть оборудован наш самодельный сварочный полуавтомат своими руками.
Заметим, что в этой схеме нет сглаживающего конденсатора, это особенность управления тиристором. В качестве диодного моста применим любой с током не менее 10А, или собранный из диодов Д242, 243, 248 с любой буквой. Вместо КТ361 – КТ315 применимы пары КТ502 – КТ503, КТ814 – КТ815. В качестве тиристора применен BTB16 в плоском корпусе, вместо него можно использовать КУ202 с любой буквой. Трансформатор должен иметь мощность не менее 100Вт.
Все статьи по сборке этой сварики:
proelectrika.com
Простой сварочный полуавтомат своими руками
Читать все новости ➔
Как сделать самостоятельно сварочный полуавтомат. Этот вопрос волнует многих, поскольку стоимость сварочного полуавтомата для бытовых целей от 300$ и до 800$. Промышленные сварочный полуавтоматы еще дороже. Остается только один вариант - собрать полуавтомат самостоятельно, своими руками. Рассмотрим, из каких основных узлов и деталей состоит сварочный полуавтомат. Основой сварочного полуавтомата, является сварочный силовой трансформатор. Трансформатор желательно иметь готовый, но можно и самому изготовить. Основные требования к трансформатору - при напряжение на выходе 10 - 20В обеспечение номинального выходного тока до 60А. Для регулировки выходного напряжения, при намотки первичной обмотки необходимо делать отводы и предусмотреть вариант переключения.
Конечно, самым сложным в домашнем изготовлении узлом является механизм подачи проволоки. От его работы напрямую будет зависеть качество сварного шва и равномерность подачи проволоки. Наиболее подходящим вариантом изготовления механизма подачи - это редуктор от автомобильного стеклоочистителя в комплекте с электродвигателем.
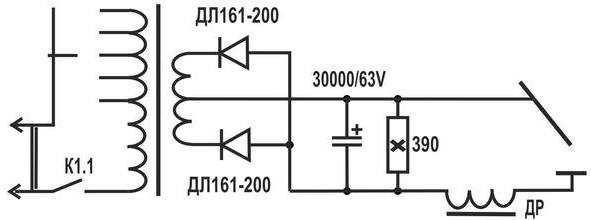
Т.к. сварка полуавтоматом производится постоянным током, необходимо использовать выпрямитель. Тип выпрямителя зависит от способа намотки сварочного трансформатора. Для нашего варианта, с двумя обмотками, используют два выпрямительных диода ДЛ161-200. Для мостовой схемы выпрямителя - используют четыре выпрямительных диода. Конденсатор 30000х63В предназначен для сглаживания пульсаций напряжения после выпрямителя.
В цепи постоянного тока, после выпрямительных диодов, для улучшения стабильности горения дуги устанавливается дроссель, намотанный на трансформаторный сердечник сечением не менее 35 мм х 35 мм, около 20 витков проводом, диаметр которого не менее диаметра провода на вторичной обмотке сварочного трансформатора.
Питание электродвигателя приводного механизма подачи проволоки от блока питания с выходным напряжением 12 - 15В и током около 5А.
Еще в в сварочном полуавтомате имеются:
электроклапан газа;
электромагнитный пускатель включения сварочного полуавтомата;
рукав для подачи проволоки
и другие мелочи.
Схема сварочного полуавтомата указана ниже:
 Переменный резистор используется для регулировки скорости подачи проволоки в процессе работы полуавтомата. При нажатии на кнопку пуск, синхронно включается клапан подачи газа и с помощью реле К1 включается сварочный трансформатор.
Переменный резистор используется для регулировки скорости подачи проволоки в процессе работы полуавтомата. При нажатии на кнопку пуск, синхронно включается клапан подачи газа и с помощью реле К1 включается сварочный трансформатор.
 Эта схема сварочного полуавтомата является лишь примером. При самостоятельном изготовлении схему полуавтомата можно изменить исходя из имеющимися в наличии комплектующих.
Эта схема сварочного полуавтомата является лишь примером. При самостоятельном изготовлении схему полуавтомата можно изменить исходя из имеющимися в наличии комплектующих.
Возможно, Вам это будет интересно:
meandr.org
Сварочный полуавтомат своими руками.
Подробности Категория: Электроника в бытуКак сделать самостоятельно сварочный полуавтомат. Этот вопрос волнует многих, поскольку стоимость сварочного полуавтомата для бытовых целей от 300$ и до 800$. Промышленные сварочный полуавтоматы еще дороже. Остается только один вариант - собрать полуавтомат самостоятельно, своими руками. Рассмотрим, из каких основных узлов и деталей состоит сварочный полуавтомат. Основой сварочного полуавтомата, является сварочный силовой трансформатор. Трансформатор желательно иметь готовый, но можно и самому изготовить. Основные требования к трансформатору - при напряжение на выходе 10 - 20В обеспечение номинального выходного тока до 60А. Для регулировки выходного напряжения, при намотки первичной обмотки необходимо делать отводы и предусмотреть вариант переключения.
Конечно, самым сложным в домашнем изготовлении узлом является механизм подачи проволоки. От его работы напрямую будет зависеть качество сварного шва и равномерность подачи проволоки . Найболее подходящим вариантом изготовления механизма подачи - это редуктор от автомобильного стеклоочистителя в комплекте с электродвигателем.
Т.к. сварка полуавтоматом производится постоянным током, необходимо использовать выпрямитель. Тип выпрямителя зависит от способа намотки сварочного трансформатора. Для нашего варианта, с двумя обмотками, используют два выпрямительных диода ДЛ161-200. Для мостовой схемы выпрямителя - используют четыре выпрямительных диода. Конденсатор 30000 х 63В предназначен для сглаживания пульсаций напряжения после выпрямителя.
В цепи постоянного тока, после выпрямительных диодов, для улучшения стабильности горения дуги устанавливается дроссель, намотанный на трансформаторный сердечник сечением не менее 35 мм х 35 мм, около 20 витков проводом, диаметр которого не менее диаметра провода на вторичной обмотке сварочного трансформатора.
Питание электродвигателя приводного механизма подачи проволоки от блока питания с выходным напряжением 12 - 15В и током около 5А.
Еще в в сварочном полуавтомате имеются:
электроклапан газа;
электромагнитный пускатель включения сварочного полуавтомата;
рукав для подачи проволоки
и другие мелочи.
Схема сварочного полуавтомата указана ниже:

Переменный резистор используется для регулировки скорости подачи проволоки в процессе работы полуавтомата. При нажатии на кнопку пуск, синхронно включается клапан подачи газа и с помощью реле К1 включается сварочный трансформатор.
Эта схема сварочного полуавтомата является лишь примером. При самостоятельном изготовлении схему полуавтомата можно изменить исходя из имеющимися в наличии комплектующих.
Добавить комментарий
radiofanatic.ru