Содержание
Как настроить сварочный полуавтомат
Главная
Сварочные полуавтоматы MIG/MAG
Как настроить сварочный полуавтомат
Отличительной чертой работы сварочного полуавтомата является автоматическая подача электрода (проволоки) в сварочную зону. Передвижение горелки, розжиг дуги, поддержание определенного режима сварщик выполняет вручную. Самый распространенный способ использования данного оборудования — сварка в среде защитных газов.
В качестве присадки может применяться порошок. Он входит в конструкцию сварочной порошковой проволоки — полой трубки, заполненной флюсом. Сгорая, порошок превращается в газ и защищает соединительный шов от окисления. При этом не требуется использование громоздких баллонов с газом, что положительным образом влияет на скорость процесса и упрощает работу.
Сварочные полуавтоматы используются:
- в быту. Такие аппараты выдают ток до 200А, работают непродолжительное время, подключаются к однофазной сети, имеют небольшую мощность, достаточную для сварки тонких листов и используют проволоку до 1мм;
-
на строительных площадках и станциях технического обслуживания автомобилей. Используются полупрофессиональные устройства с силой тока до 300А;
Используются полупрофессиональные устройства с силой тока до 300А; -
в промышленности. Применяются профессиональные (сила ток свыше 300А) аппараты с высоким рабочим ресурсом и напряжением 380В.
 Используются полупрофессиональные устройства с силой тока до 300А;
Используются полупрофессиональные устройства с силой тока до 300А;
Для лучшего понимания, как настроить сварочный полуавтомат следует разобраться с его конструктивными особенностями. Также компетентная оценка основных характеристик данного оборудования поможет правильно определиться с покупкой нового аппарата.
Комплектация полуавтоматов
Основными составными элементами полуавтоматов являются:
- Источник тока. Для профессионального использования применяются модели с высокой мощностью, высокочастотной стабилизацией тока и цифровым дисплеем. В зависимости от источника питания полуавтоматы подразделяются на следующие типы:
- трансформаторы с выпрямителем;
- инверторы.
-
Механизм для подачи проволоки. В зависимости от способов перемещения они бывают: -
толкающими. Метод основан на проталкивании проволоки из корпуса по рукаву, сквозь механизм подачи; -
тянущими. Данный способ организуется путем притягивания проволоки в ручку горелки, где располагается рабочий механизм и направлением ее на горелку; -
толкающе-тянущими. Такая модель передвижения проволоки основана на одновременной работе двух механизмов — в корпусе и ручке. Используется при очень длинном рукаве. -
Горелка с рукавом. Модель зависит от типа сварки — MIG или MAG. Правильный выбор данных элементов влияет на удобство использования аппарата и производительность процесса. Горелки различаются характеристиками: -
нагрузкой напряжения; -
средой охлаждения; -
способом управления; -
подключением.
 Метод основан на проталкивании проволоки из корпуса по рукаву, сквозь механизм подачи;
Метод основан на проталкивании проволоки из корпуса по рукаву, сквозь механизм подачи;
Важно. Выбор горелки должен соответствовать силе тока. При длительной работе несоответствие показателей может привести к перегреву и поломке слишком легкого узла. Для кратковременных работ лучше приобретать горелку, рассчитанную на низкие токи.
Для кратковременных работ лучше приобретать горелку, рассчитанную на низкие токи.
- Кабель для замыкания сварочной цепи. Сварочные кабеля относится к силовым проводам подвижного соединения, и различаются в зависимости от числа жил в кабеле (от 1-й до 4-х) и их сечения.
- Трубка для подачи газа к штуцеру.
- Баллон в комплекте с редуктором.
- Пульт управления пуском, движением проволоки, состоянием дуги.
Основные параметры настройки полуавтоматов
Регулировка параметров аппарата проводится непосредственно перед началом сварки, а более точная — в процессе работы.
Перед началом работы линию подключения полуавтомата необходимо выделить дифференцированным предохранителем и розеткой с заземлением. Газовый баллон к аппарату подключается посредством редуктора и газового шланга. Рабочее давление должно быть не меньше 1-3 атм в зависимости от расхода проволоки. При обмерзании редуктора необходимо установить обогрев. Проверяется кабельное соединение и его полярность — «+» на горелке, «-» на детали. Затем устанавливается катушка с проволокой и регулируется прижимной ролик механизма подачи. Проволока должна быть ровной без изломов, узлов и очагов коррозии. Следующий шаг заправка проволоки, при этом выворачивается наконечник и снимается сопло. При включении аппарата необходимо нажать кнопку горелки для того, чтобы проволока вышла на 10-15 см, после чего кнопка отпускается. После установки сопла и наконечника регулируется скорость подачи проволоки.
Затем устанавливается катушка с проволокой и регулируется прижимной ролик механизма подачи. Проволока должна быть ровной без изломов, узлов и очагов коррозии. Следующий шаг заправка проволоки, при этом выворачивается наконечник и снимается сопло. При включении аппарата необходимо нажать кнопку горелки для того, чтобы проволока вышла на 10-15 см, после чего кнопка отпускается. После установки сопла и наконечника регулируется скорость подачи проволоки.
Чтобы качественно сваривать поверхности необходимо настроить:
- Силу тока. Его показатели настраиваются в зависимости от толщины металла и диаметра проволоки. Регулировка силы тока может производиться механическим или электронным способом. Механическая регулировка производится по первичной обмотке соединением галетным переключателем определенного количества витков. Электронная регулировка осуществляется с применением тиристоров. Регулировка по первичной обмотке чаще всего применяется в аппаратах бытового исполнения.

Важно. Чем больше толщина металла, тем выше сила тока.
- Скорость подачи проволоки. Этот процесс зависит от узла — регулятора скорости. Его неполадки приводят к сбоям в работе сварочного полуавтомата. При этом медленно подающаяся проволока прихватывается к наконечнику и без постоянной чистки контактной части работа становится невозможной. Также неисправность регулятора может привести к повышенной скорости подачи проволоки. Она выходит большими порциями, не позволяющими приступить к сварке. Для нормального сварочного процесса необходимо отрегулировать скорость подачи проволоки.
- Давление газа. При работе на полуавтомате используются баллоны с углекислым или другим газом в соответствии с металлом соединяемых поверхностей. Необходимое для работы давление устанавливается редуктором.
Регулирующий узел может сдвинуться со своего места. Это влияет на частые сбои в работе. Для ликвидации проблемы устраняется нарушение положения устройства.

Защитный газ к соленоиду подается по шлангу, который в процессе эксплуатации грубеет и трескается, в результате чего работа останавливается. Для возобновления работы износившуюся трубку необходимо заменить новой.
Что необходимо знать при покупке полуавтомата?
Чтобы избежать ошибок при работе с полуавтоматом, прежде всего, необходимо ознакомиться с характеристикой аппарата и инструкцией по его эксплуатации. При этом нужно знать:
- напряжение в электросети;
- какие металлы предстоит соединять;
- где приобрести запасные детали в случае ремонта.
Использование сварочного оборудования предполагает определенную теоретическую и практическую подготовку.
Важно. Для хранения проволоки необходимо защищенное от сырости место. Влага способствует появлению коррозии и ухудшению сварочного процесса.
Не допускайте ошибку, приобретая морально устаревшее оборудование. Новые технологии позволяют работать быстрее, удобнее и качественней. Своевременное профилактическое обслуживание, замена расходных частей и использование материалов в соответствии с требованиями модели, поможет длительное время наслаждаться качественной работой полуавтомата и значительно сократить средства на ремонт.
Новые технологии позволяют работать быстрее, удобнее и качественней. Своевременное профилактическое обслуживание, замена расходных частей и использование материалов в соответствии с требованиями модели, поможет длительное время наслаждаться качественной работой полуавтомата и значительно сократить средства на ремонт.
Вернуться в раздел
Регулировка полуавтомата сварочного
Главная » Статьи » Регулировка полуавтомата сварочного
Регулировка сварочного полуавтомата
В видео и статье вы узнаете о регулировке полуавтомата, а также полезную информацию о выборе маски. Регулировать аппарат каждый, конечно, будет под себя. Однако есть определённые каноны, которых стоит придерживаться.
Шов после сварки должен получаться примерно таким:
Сперва может показаться, что он сплошной, однако варился он не сплошной линией.
В видео вы сможете увидеть процесс сварки при правильной регулировке. При уменьшении скорости аппарат может не проваривать металл. Если же скорость больше положенной, то получаются бугорки на металле. Почему? Потому что подача проволоки большая, она не успевает расплавляться и отталкивается от металла.
Скорость подачи нужно регулировать до тех пор, пока не начнёт получаться красивый шов. Не старайтесь добавлять много скорости, регулируйте по чуть-чуть. На регулировку можно потратить более получаса, но результат будет отличный.
Обратите внимание, что поверхность металла всегда должна быть зачищена до блестящего. На ржавчине и краске аппараты не варят! Качественная зачистка подарит вам приятные впечатления от работы и красивый шов.
Даже по звуку можно понять, что аппарат не варит так, как надо. Если он «поёт», то всё прекрасно. Если же он начинает щёлкать – это не к добру. Нужно обратить внимание на регулировки и ток.
При выборе аппарата обратите внимание на силу тока. Чем больше – тем лучше. 160 А – это маловато. Есть 180, 210 А и так далее. Однако многие привыкают и к слабым аппаратам, варят достаточно хорошо. Нужно отметить, что для варки, к примеру, лонжерона 160 А может просто не хватить.
Чем больше – тем лучше. 160 А – это маловато. Есть 180, 210 А и так далее. Однако многие привыкают и к слабым аппаратам, варят достаточно хорошо. Нужно отметить, что для варки, к примеру, лонжерона 160 А может просто не хватить.
Маска для сварки
Категорически рекомендуется к приобретению маска-хамелеон:
В них можно совершенно спокойно смотреть и всё видеть. Она реагирует за тысячные доли секунды, «зайца» вы точно поймать не успеете. Но вот стоит такая маска порядка $80-100. Но зрение гораздо дороже.
Как избавиться от «зайцев» от сварки?
Возьмите полотенце, смочите его холодной водой и просто завяжите вокруг глаз. Можно ложиться спать. Утром просыпаетесь – всё в порядке. Кто-то рекомендует использовать заварку или картошку.
Несколько советов
Не забывайте, что варить правильно с первого раза далеко не у всех получается. К аппарату нужно привыкнуть. Если вы долго варите своим аппаратом и делаете красивые швы, то на другом оборудовании наверняка всё начнётся с кропотливой регулировки.
Через некоторое время вы начнёте действительно чувствовать аппарат. Вы будете слушать его и знать, как правильно на нём варить. Не забывайте, что варить нужно точками, а не сплошным швом, предварительно подхватить по всему периметру, сокращая расстояния между точками. Давайте металлу остыть.
Не бойтесь что-нибудь испортить. Возьмите старую дверь, отрежьте от неё кусок и приварите обратно. Потратьте хотя бы день на то, чтобы привыкнуть к аппарату.
autoremka.ru
Как правильно настроить сварочный полуавтомат?
Оглавление: [скрыть]
- Особенности и функции сварочного полуавтомата
- Разнообразие агрегатов, обеспечивающих осуществление процесса полуавтоматической сварки
- Преимущества и недостатки полуавтоматического сварочного агрегата
- Основные этапы настройки оборудования
- Особенности, которые требуется соблюдать при проведении настройки аппарата
Большое количество домовладельцев, которые приобрели сварочный полуавтомат, задумываются над вопросом о том, как настроить сварочный полуавтомат правильно. Не каждый человек знакомый с процессом сваривания металлов знает, как правильно проводится настройка сварочных полуавтоматов. Для того чтобы качественно провести настройку агрегата следует выполнить все рекомендации и требования, которые описаны в инструкции по эксплуатации.
Не каждый человек знакомый с процессом сваривания металлов знает, как правильно проводится настройка сварочных полуавтоматов. Для того чтобы качественно провести настройку агрегата следует выполнить все рекомендации и требования, которые описаны в инструкции по эксплуатации.
Для качественной настройки агрегата необходимо придерживаться инструкцией по эксплуатации.
Особенности и функции сварочного полуавтомата
Сварочные полуавтоматы являются наиболее распространенными и наиболее популярными устройствами для осуществления сварочных операций.
Полуавтомат в процессе функционирования выдает сварочный ток большой плотности. Процесс проведения сваривания с использованием полуавтомата осуществляется значительно легче, так как подача электродной проволоки в зону проведения сварочных операций осуществляется автоматически. Основное отличие между сварочным полуавтоматом и автоматом заключается в том, что сварочный автомат осуществляет все процессы, связанные со свариванием металлов в автоматическом режиме, а человеку отведена роль контроллера процесса.
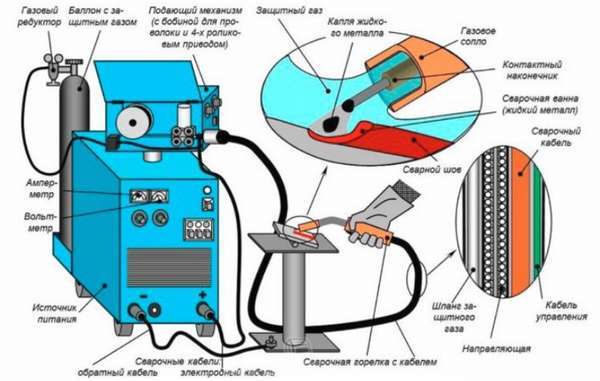
Устройство сварочного полуавтомата.
Для питания сварочного полуавтомата используется ток бытовой электрической сети с напряжением в 220 вольт. Основными компонентами полуавтоматического сварочного агрегата являются:
- механизм, обеспечивающий автоподачу электродной проволоки в зону проведения сваривания;
- источник электропитания;
- горелка.
Горелка устройства является одним из основных компонентов конструкции. Использование этого элемента конструкции позволяет осуществлять подачу защитного газа, флюса и специальной проволоки в зону проведения сварки.
Подающие проволоку механизмы могут быть нескольких типов:
- толкающие;
- тянущие;
- тянуще-толкающие.
Тянуще-толкающие устройства являются универсальными.
Современными производителями выпускаются различные варианты агрегатов, которые можно применять при выполнении операций. Такими агрегатами можно проводить дуговую сварку алюминия, стали и изделий из других металлов. Сварочные полуавтоматы являются популярным оборудованием, применяемым при проведении ремонтных операций с автотранспортом.
Сварочные полуавтоматы являются популярным оборудованием, применяемым при проведении ремонтных операций с автотранспортом.
Вернуться к оглавлению
Функции сварочного полуавтомата.
Классификация полуавтоматических сварочных агрегатов осуществляется в соответствии с имеющимися у них техническими характеристиками. В зависимости от того какой используется тип перемещения, какой тип защиты применяется для сварного шва и какая разновидность проволоки применяется в процессе работы, существует несколько различных классификаций агрегатов.
В зависимости от характера перемещения специалистами выделяются полуавтоматы стационарного типа и полуавтоматы переносные. В зависимости от типа защиты области сваривания специалисты выделяют три типа агрегатов. Современная промышленность выпускает оборудование обеспечивающее защиту сварочного шва при помощи инертного газа, флюса или при помощи применения порошковой проволоки.
В различных моделях оборудования могут использоваться разнообразные типы сварочной проволоки. Если имеется у агрегата возможность использования в работе проволоку из различных материалов, то такое оборудование носит название универсального сварочного аппарата. Помимо стальной проволоки в сварочных устройствах полуавтоматического действия может применяться также проволока, изготовленная из алюминия.
Если имеется у агрегата возможность использования в работе проволоку из различных материалов, то такое оборудование носит название универсального сварочного аппарата. Помимо стальной проволоки в сварочных устройствах полуавтоматического действия может применяться также проволока, изготовленная из алюминия.
Вернуться к оглавлению
Подготовка к работе сварочного полуавтомата.
Как и каждое техническое устройство, полуавтоматические агрегаты для проведения сварных операций обладают целым рядом преимуществ и недостатков. К основным преимуществам и достоинствам этого типа приспособлений можно отнести следующие:
- при помощи оборудования можно работать с тонколистовой сталью, осуществляя сваривание элементов конструкции, толщина которых может составлять 0,5 мм;
- полуавтоматическое оборудование обладает низким порогом чувствительности к коррозионным процессам, ржавчине и иным загрязнениям или вредным процессам для основного металла заготовки;
- установки для осуществления процесса полуавтоматического сваривания имеют относительно невысокую стоимость, она значительно ниже, чем у оборудования другого типа;
- при помощи использования этих аппаратов можно проводить технические операции с металлическими изделиями, обладающими внешним покрытием.

Использование оборудования позволяет работать с оцинкованными деталями, не повреждая оцинкованного покрытия.
Настроечная таблица для сварочного полуавтомата.
Помимо приведенных достоинств и преимуществ, оборудование этого типа имеет и некоторые недостатки. Основным недостатком использования является возникновение эффекта разбрызгивания капель расплавленного металла при отсутствии защитной среды из инертного газа. Еще одним недостатком применения агрегата является высокая степень излучения, возникающая при формировании электрической дуги.
Несмотря на наличие недостатков, этот тип оборудования широко применяется в промышленности, автосервисе и домашнем хозяйстве. Чаще всего эта разновидность оборудования применяется при проведении сварных работ с черным металлом, нержавейкой и алюминием.
Вернуться к оглавлению
На начальном этапе настройка полуавтомата заключается в подборе силы сварочного тока с учетом толщины используемого в работе металла. Перед проведением настройки нужно хорошо изучить инструкцию по эксплуатации. Настройка оборудования должна проводиться в соответствии с настроечными таблицами, которые прилагаются к инструкции. При настройке оборудования следует учитывать тот факт, что сваривание металлов при низкой рабочей силе тока будет некачественным, а в некоторых случаях даже невозможным. Некоторые модели выпускаемых аппаратов имеют регулировки не силы рабочего тока, а его напряжения, что не влияет на принципы проведения настройки агрегата для нормальной работы. Принцип настройки должен отвечать одному правилу: чем толще свариваемый металл, тем выше должно быть используемое в процессе работы рабочее напряжение или сила рабочего тока.
Перед проведением настройки нужно хорошо изучить инструкцию по эксплуатации. Настройка оборудования должна проводиться в соответствии с настроечными таблицами, которые прилагаются к инструкции. При настройке оборудования следует учитывать тот факт, что сваривание металлов при низкой рабочей силе тока будет некачественным, а в некоторых случаях даже невозможным. Некоторые модели выпускаемых аппаратов имеют регулировки не силы рабочего тока, а его напряжения, что не влияет на принципы проведения настройки агрегата для нормальной работы. Принцип настройки должен отвечать одному правилу: чем толще свариваемый металл, тем выше должно быть используемое в процессе работы рабочее напряжение или сила рабочего тока.
https://www.parnikiteplicy.ru/www.youtube.com/watch?v=sILz3pZgYDs
После того, как проведена настройка силы тока или напряжения, проводится настраивание скорости подачи рабочей проволоки. Скорость подачи должна соответствовать табличным показателям. Для изменения скорости подачи рабочей проволоки можно использовать сменные шестерни, которые имеются в комплекте оборудования, поставляемого совместно со сварочным аппаратом. Имеются модели оборудования, оснащенные специальными коробками переключения скоростей подачи проволоки. Подача проволоки осуществляется по спецшлангу в мундштук. Включение подачи проволоки осуществляется путем переключения рычага.
Имеются модели оборудования, оснащенные специальными коробками переключения скоростей подачи проволоки. Подача проволоки осуществляется по спецшлангу в мундштук. Включение подачи проволоки осуществляется путем переключения рычага.
Вернуться к оглавлению
Режим сварки, который используется в процессе работы, зависит от большого количества факторов. Все эти факторы, влияющие на качество работы, должны учитываться при проведении подготовки оборудования к работе.
https://www.parnikiteplicy.ru/www.youtube.com/watch?v=uNIF5YuJP8M
Если планируется в процессе проведения работ использование газа или смеси газов для создания защитной среды, то перед включением аппарата следует открыть вентиль подачи газовой смеси. Перед использованием газа на редукторе следует выставить рабочее давление, которое необходимо в процессе работы. Перед использованием газового баллона его следует проверить на целостность и исправность. Перед использованием требуется рассчитать оптимальный расход газа, так как за счет его подачи формируется защитная атмосфера вокруг области проведения сварочных работ. Перед работой следует выбирать тот защитный газ или смесь газов, которые максимально соответствуют металлу, входящему в состав заготовки. Перед тем как проводить работы, следует надежно зафиксировать газовый баллон, который используется в работе. В качестве защитной среды используются такие газы как гелий, аргон или углекислый газ.
Перед работой следует выбирать тот защитный газ или смесь газов, которые максимально соответствуют металлу, входящему в состав заготовки. Перед тем как проводить работы, следует надежно зафиксировать газовый баллон, который используется в работе. В качестве защитной среды используются такие газы как гелий, аргон или углекислый газ.
В процессе работы не следует перегружать аппарат и непрерывно использовать его.
www.parnikiteplicy.ru
Как отрегулировать сварочный полуавтомат. — DRIVE2
Привет всем драйвовчанам:))Привет други мои:)) не даю вам последние время соскучиться:)) А хотел я сегодня вам немного показать как настроить сварочный аппарат.
Да не секрет, что многие покупают сварочный аппарат ещё не умея толком варить и учатся приобретая опыт по ходу. Очень много времени можно убить на то , что бы разобраться почему же этот чудо дивайс никак вам не поддаётся он словно не объезженная лошадь, то стреляет, то прожигает дыры:(( и всякая такая мура.
А секретов здесь нет нужно просто его настроить под себя и будет счастье вам. Так же многие поискав газовый баллон, либо не могут его найти, либо цена их немного пугает.Здесь начинается самое интересное мы ищем инфу по форумам Как же можно варить без углекислоты да есть такая чудо проволока (
Так же многие поискав газовый баллон, либо не могут его найти, либо цена их немного пугает.Здесь начинается самое интересное мы ищем инфу по форумам Как же можно варить без углекислоты да есть такая чудо проволока (
) и о ней мы поговорим в видео, стоит ли её применять Да совсем забыл в видео заглючил кадр где я говорил про подачу газа и я его вырезал. Что бы не было данного вопроса скажу так.Подача газа в среднем ставится 0.2-0.4 или 0.8 атм максимум не стоит увлекаться во первых это большой расход углекислоты, а во вторых это просто не к чему. Некоторые моменты если вы прожгли дыру в детали я тоже покажу в видеоЕсли что то упустил или не очень понятно объяснил, пишите постараюсь ответить и помочь.Ну и как всегда предлагаю вам запастись попкорном и провести 19 минут сидя у экрана :))надеюсь видео вас сильно не оторвёт от ваших дел и вы не сочтёте его без полезным:))
Всем добра и бабла!
www. drive2.ru
drive2.ru
Сварка кузовного металла (часть 1): выбор оборудования и настройка сварочного полуавтомата | Тиберис
Многие автолюбители согласятся, что необходимость прибегать к сварочным работам при ремонте кузова просто неоспорима. И наравне с жестяными работами применяется сварка и в ежедневной работе автомехаников в сервисах авто обслуживания. Т.к. со многими проблемами кузовного металла можно справиться, только если есть в наличии отвечающее требованиям сварочное оборудование. Поэтому мы раскроем вопрос- какое же сварочное оборудование подходит для работ со сваркой кузова.
Специалисты, которые разбираются в сварочном оборудовании, на вопрос, какой из сварочных аппаратов и метод сварки подойдет для описываемой нами цели, наперво зададут ряд важных встречных вопросов. А именно: какие требования предъявляются к оборудованию (напряжение сети, сварочный ток и т.п.), требования к сварным соединениям, какая квалификация у работника, который будет осуществлять сварочный процесс, а главное какой металл будет свариваться и его толщина.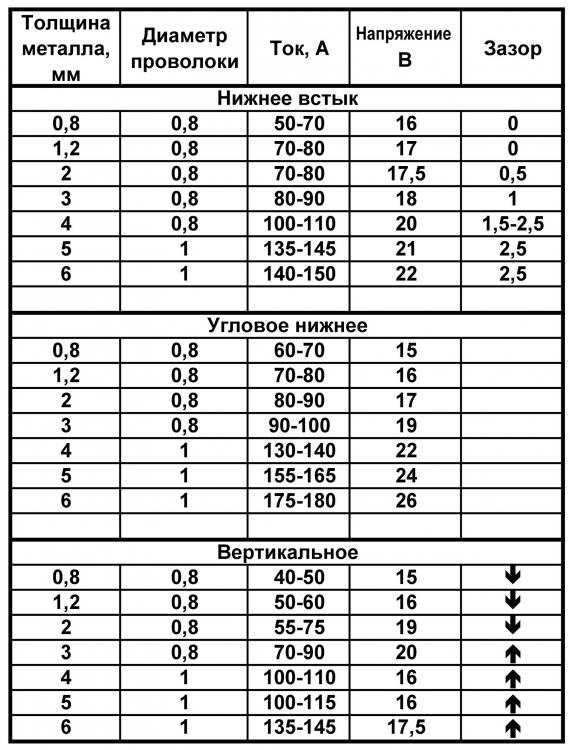 Такая информация необходима специалисту для того, что бы помочь Вам подобрать (посоветовать) нужный метод сварки и необходимое для него оборудование.
Такая информация необходима специалисту для того, что бы помочь Вам подобрать (посоветовать) нужный метод сварки и необходимое для него оборудование.
И так, сразу же определим, что для выполнения кузовного ремонта подойдет два самых распространенных и доступных способа сварки в этой специфике работ, а именно такие, как полуавтоматическая сварка (MIG больше всего подойдут для хорошего качества соединений сталей (низкоуглеродистых), которые применяются в автомобилестроении.
В данной статье мы будем рассматривать более подробно универсальный способ сварки, который в большинстве случаев уже вытеснил газовую и ручную дуговую сварку из отрасли авто-ремонта, а именно полуавтоматическую сварку. Минусами ручной дуговой сварки здесь будет выступать ряд моментов:
- Неудобство варить соединения кузова электродом, т.к. не везде получится «подлезть»
- Очистка от шлака поверхности
- Большой риск прожечь в металле отверстие
Про вид контактной сварки Вы сможете узнать из наших следующих статей, т. к. он более специфический, но используется не намного реже в СТО, чем полуавтоматический, в основном из-за отсутствия расходных материалов.
к. он более специфический, но используется не намного реже в СТО, чем полуавтоматический, в основном из-за отсутствия расходных материалов.
Оборудование для ремонта кузовного металла методом полуавтоматической сварки
Для выбранного нами типа полуавтоматической сварки в среде низкоуглеродистых сталей (MIG/MAG) необходимо использовать устройства для полуавтоматической сварки металла, именуемые в народе- сварочные полуавтоматы.
Подробнее со сварочными полуавтоматами и выбором сварочных полуавтоматов Вы можете ознакомиться в статье по ссылке, где будет подробно расписано, как подобрать сварочный полуавтомат, который будет подходить Вашим требованиям.
Если вы ознакомились со статьей по выбору сварочного полуавтомата, то Вы уже знаете, что полуавтомат сварочный может сваривать металл диаметров 0,5-0,8мм (тонкий) и достаточно крупный от 4мм и толще. А это может означать, что данный тип оборудования отлично подойдет для сварки конструкций кузова автомобиля- лонжеронов, порогов, крыльев и т. п.
п.
Подготовка оборудования к сварке кузовного металла
Первое, что необходимо проверить при использовании сварочного оборудования, это сеть на её нагрузочную способность. Проще говоря, выяснить потянет ли используемая сеть нагрузку сварочного полуавтомата. Для этого можно использовать специализированный тестер для вычисления нагрузки мощности. Подключите к сети электрообогреватель или подобные электрические приборы с нагрузкой в 2-3кВт и если напряжение сети под нагрузкой будет меньше 200 -215 Вольт, то работа, зачастую, сварочного полуавтомата будет проблематична. Инверторные полуавтоматы будут более надежными в эксплуатации, т.к. расположены к работе в просаженных сетях. Если Ваша сеть под нагрузкой выдает меньше 150 вольт, то вряд ли Вам удастся провести сварочный процесс с помощью полуавтомата. Данную проблему можно будет разрешить с помощью электростанции или генератора. Важно, что при этом генератор необходимо использовать мощностью большей, чем мощность полуавтомата.
Второе, если питающая сеть дает Вам возможность использовать сварочный полуавтомат, то необходимо подключить устройство к сети и проверить его перед сваркой на признаки неисправностей и неполадок (несвойственный шум, треск) и если таковые есть устранить их.
После этих процедур следует правильно подготовить сварочный полуавтомат к работе.
Информация по подготовке сварочного полуавтомата к работе обычно идет в руководстве (паспорте) от производителя устройства. Но если, таковая у Вас отсутствует, то не беспокойтесь! Мы составили достаточно подробную инструкцию по подключению ПА для Вас!
Подготовка полуавтомата к работе
Приступим к детальному рассмотрению процесса подготовки ПА к работе. Многие производители указывают эту информацию в паспортах аппаратов, но все, же есть варианты, что Ваш ПА был куплен б/у, с рук, утеряна инструкция или возможно у Вас возникли дополнительные вопросы.
Опишем основные моменты более подробно.:
- Для начала «заряжаем» наш ПА сварочной проволокой. Для этого нужно:
- Отвинтить (или снять) сопло со сварочной горелки.
- Скрутить наконечник горелки. Это можно сделать, как пассатижами, так и ключом
- Отвести ролик или ролики (если несколько) подающего механизма
 Для этого нужно:
Для этого нужно:- Установить бобину (катушку) со сварочной проволокой.
- Далее устанавливаем необходимую полярность тока, здесь проясним: если сварка будет производиться с углекислым газом и будет использоваться обычная проволока, то полярность ставим обратную- минус на зажиме, плюс на горелке. Так большее тепловыделение будет задерживаться на свариваемой поверхности металла. Если же вы будете использовать флюсовую проволоку (защитную), то минус на сварочной горелке, плюс на зажиме. При этом будет большее тепловыделение на проволоке, из-за этого активируется флюс содержащийся на проволоке.
- После установки полярности тока, необходимо вручную завести окончание сварочной проволоки в подающий канал аппарата примерно на 10-20 см. Делать, это необходимо аккуратно, проволока должны быть без всяких изгибов и максимально ровной. Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.
- Придерживайте сварочную проволоку так, что бы она не провисала, и приведите её конец к прижимному ролику. Обязательно проверьте, что бы проволока точно попала в выемку расположенную на ведущем ролике.
- Наконец подключаем наш ПА к сети, и нажимаем кнопку на рукоятке сварочной горелки. Сварочная проволока должна прийти в движение, и через несколько секунд появится на выходе из горелки. Что бы ускорить этот процесс, можно выставить на ПА максимально допустимую скорость подачи сварочной проволоки. Чаще всего для этого нужно повернуть регулятор, который отвечает за скорость подачи вправо до упора.
- Продолжим. После всех описанных выше операций необходимо надеть на сварочную проволоку медный наконечник, и завинтить его пассатижами или специальным ключом. Важно, помнить о диаметре отверстия у наконечника, он должен соответствовать диаметру сварочной проволоки.
- Теперь можем установить сопло для газа.
 Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.
Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.Итак, теперь наш аппарат на половину готов к работе, осталось только подключить газовый баллон с углекислым газом и отрегулировать аппарат.
Подключаем газ (углекислый) к ПА
- Устанавливаем редуктор на баллон с углекислотой, лучше всего подойдет техническая углекислота, т.к. в ней меньшее содержание водных паров.
- Редуктор подключается к баллону чаще всего гайкой на 32, обязательно установите под гайку прокладку, для того, что бы избежать «протекания».
- Далее присоединяем редуктор специальным шлангом к полуавтомату. Чаще всего на современных ПА расположен специальный штуцер через который подключают шланг. Главное, что бы штуцер на редукторе соответствовал диаметру шланга. Затем, шланг крепят на штуцер при помощи специальных хомутов.
Теперь подходим к завершающему этапу подготовки сварочного полуавтомата к работе- регулировке.
Регулировки сварочного полуавтомата.
Для того, что бы обеспечить надежную и качественную сварку полуавтоматом, обязательно проведите регулировку аппарата.
- Наперво отрегулируйте натяжение проволоки. Осуществить это можно при помощи специальной гайки из пластика, которая установления на бобине катушки. Если Вы прикручиваете гайку, то тем, самым вы повышаете трение между опорой и бобиной. Результат- сварочная проволока автоматом натягивается прямо пропорционально установленной силе трения. Главное добиться результат, что бы натяжение сварочной проволоки слишком не затрудняло протяжку, но при этом и не провисала с бобины.
- Далее необходимо настроить силу ролика, который прижимает проволоку в механизме подачи. Здесь, нужно добиться, что бы сварочная проволока проходила в канал от подводящего шланга даже при изгибах.
- Обязательно отрегулируйте расход газа. Вы можете установить расход газа с помощью вентиля на газовом баллоне, который следует приоткрыть на один – два оборота. Предварительно выставите давление на редукторе примерно на 2кг/см.
- После, нажмите на кнопку сварочной горелки. Старайтесь нажать так, что бы проволока сперва «стала», а клапан газа открылся. При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.
 При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.
При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.Теперь осталось отрегулировать самую главную настройку для ПА, а именно напряжение сварочного тока. Но с ней разбираться придется только при процессе сварки.
После того, как вы ознакомились с подготовкой сварочного полуавтомата к работе, Вы сможете перейти к азам и методом сварки кузовного металла, о которых мы расскажем Вам во второй части нашего обзора.
www.tiberis.ru
Советы новичкам по правильной сварке проволокой
Сварка металлов в среде инертного газа (МИГ) — один из самых известных и популярных методов соединения деталей.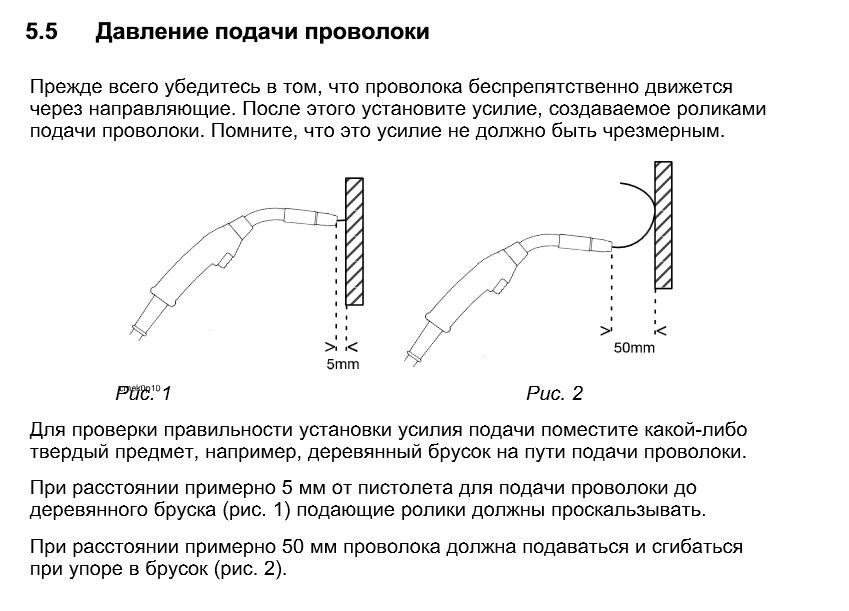 Технология не сложная даже для новичка, главное правильно подобрать расходный материал и придерживаться инструкции при настройке и эксплуатации сварочного полуавтомата. Также возможно пройти онлайн-обучение, после которого новичок сможет изучить все нюансы работы.
Технология не сложная даже для новичка, главное правильно подобрать расходный материал и придерживаться инструкции при настройке и эксплуатации сварочного полуавтомата. Также возможно пройти онлайн-обучение, после которого новичок сможет изучить все нюансы работы.
Сварка металла полуавтоматом значительно облегчает работу оператора, проволока подается автоматически, остальные процессы выполняет мастер.
Итак, как правильно выполнять сварку полуавтоматом? Как настроить установку для сварочных работ, и какие способы полуавтоматической сварки существуют? Читайте в нашей статье.
Содержание
- Что нужно для сварки MIG
- Как настроить сварочный аппарат MIG
- Как выполнять сварку MIG
- Как выбрать сварочный аппарат MIG
- Как выполнять сварку MIG: различные типы сварки
- 2
- 2
- 2
- 2 сварка
- Сварка тонкого металла
- Сварка толстых металлов
Что необходимо для сварки МИГ
Полуавтоматическая сварка выполняется газовой и медной, алюминиевой проволокой, толщина которой зависит от марки металла.
Существует три основных вида сварки с использованием полуавтомата. Классифицируются по использованию расходных материалов:
- в среде инертного газа;
- с использованием защитного газа;
- С использованием порошковой проволоки.
Полуавтоматическая сварка в среде инертного газа – это сварка MIG/MAG, которая выполняется металлической проволокой. Скорость автоматической подачи проволоки должна быть установлена в зависимости от силы тока. Лучшим способом выполнения сварки в среде инертного газа является аргон, обеспечивающий надежность, прочность, долговечность сварного шва.
Углекислый газ, смесь аргона и гелия используются в качестве защитного газа. Принцип работы сварочного полуавтомата достаточно прост: проволока подается с определенной скоростью, при этом в само устройство поступает газ через специальное отверстие (сопло). За счет углекислого газа легко обрабатывается тонкий металл, толщина которого не превышает 0,2 дюйма, а также более толстый металл. Аргон с гелием применяется для сварки толстого низколегированного металла, алюминия, отлично подходит для сварки чугуна.
Аргон с гелием применяется для сварки толстого низколегированного металла, алюминия, отлично подходит для сварки чугуна.
Как настроить сварочный аппарат МИГ
Прежде чем приступить к работе на сварочном полуавтомате, желательно пройти теоретическое обучение. Многие люди также спрашивают, как настроить аппарат для сварки металла.
Настройка происходит в несколько этапов:
- Регулировка силы сварочного тока, и регулировка давления газа, подача которого зависит от толщины обрабатываемого металла. Убедиться, что эти два значения соответствуют норме, очень легко — в инструкции к каждому устройству есть пункты, содержащие всю необходимую информацию. Стоит отметить, что не стоит выбирать слишком низкое давление, это может привести к медленной работе машины и ухудшению качества сварки.
- Настройка подачи проволоки. Также это зависит от силы тока и толщины свариваемого металла. Чем толще металл и выше сила тока, тем выше должна быть скорость подачи проволоки. В инструкции к каждому полуавтомату также есть таблица с установкой ориентировочных режимов.
- Регулировка силы и напряжения тока. Эти два параметра зависят от мощности машины.
- Выбор режимов для каждого типа металла. На пробном образце необходимо подобрать режимы, при необходимости скорректировать полярность и силу тока. Если аппарат настроить правильно, с учетом всех нюансов, вы получите стабильную, сварочную дугу. В инструкции есть таблица режимов сварки полуавтоматом, которая поможет новичку в подготовке аппарата к работе.

Как сваривать MIG
После настройки аппарата, выбора силы тока, скорости подачи проволочного электрода сварщик может приступать к работе.
Сначала нужно отрегулировать держатель мундштука, кончик которого должен находиться в зоне сварки. Нажав на спусковой крючок, наконечник следует зачистить в области, где будет происходить процесс сварки. Необходимо сделать два действия, нажать на курок и одновременно сжать металлическую заготовку.
Сварщик выполняет весь процесс, кроме подачи проволоки, и он должен внимательно следить за скоростью жала, которое должно находиться в правильном положении и под правильным наклоном.
Как выбрать сварочный аппарат МИГ
Прежде чем выбрать сварочный аппарат, необходимо проверить параметры электросети, а затем выбрать аппарат, ориентируясь на силу тока. Также необходимо определиться, для каких целей вы покупаете станок и какие металлы нужно будет сваривать.
Кроме того, вы можете посмотреть различные обучающие видео, которые помогут вам научиться пользоваться полуавтоматом, изучить основы полуавтоматической сварки. Также необходимую информацию можно найти в Интернете, на YouTube-канале, на специальных сайтах, где размещена инструкция по эксплуатации сварочного аппарата.
Поскольку в интернет-магазинах представлено большое разнообразие сварочных полуавтоматов, для правильного и быстрого выбора можно ориентироваться на топовые модели.
Как выполнять сварку MIG: различные виды сварки
Различные типы сварных швов отличаются своими настройками. Вид сварного шва различают по типу соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
- потолок;
- дно.
По типу соединения:
- стыковое соединение;
- Тройник;
- внахлест;
- угловой.
Простейшие соединения заготовок — внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы в полной мере использовать сварку, необходимо знать, как сварить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Заготовки толщиной до 0,1 дюйма – направление сверху вниз.
- Толщина более 0,1 дюйма – направление снизу вверх.
- Резак расположен под углом 45 градусов к заготовке. Как правило, нужно уменьшить сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.

Чтобы получить качественный шов, сварщик должен соблюдать три условия:
- Равномерная скорость горелки.
- Расстояние от резака до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал. Все остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сварке деталей толщиной до 1 мм нет ничего сложного. Наоборот, сварить тонкий листовой металл сварочным полуавтоматом не сложнее, чем толстый.
Тонколистовой металл сваривают двумя способами:
- обычный – все виды соединений;
- клепаные – заготовки укладываются внахлест и привариваются через предварительно проделанные в верхнем листе отверстия.

Для такой сварки есть несколько правил:
- сила тока и скорость подачи проволоки снижены;
- не держите горелку на одном месте – получите либо сварочный шов, либо прожжете заготовку;
- метод клепки – сварка начинается от центра нижней заготовки. Если начать сварку с краев верхней заготовки – металл просто заполнит отверстие, т.е. плохо сварится
- Если вы не хотите делать герметичное соединение, сплошной шов сваривать не нужно. Для тонких деталей достаточно точек с зазором 0,4-2,0 дюйма.
Сварка толстых металлов
При сварке заготовок тоньше 0,16 дюйма кромки скошены. Это делается для получения глубокого проникновения. Факел ведут не прямолинейно, а небольшими колебательными движениями. Например, зигзаг, спираль, вперед-назад и т. д. Так шов получится глубже и шире.
Правила:
- Между деталями делается зазор 0,4-0,8 дюйма;
- Ширина шва должна быть равна толщине заготовки (примерно), например, если сваривать две детали толщиной 6 мм, то шов должен заходить на каждую из них на 0,1 дюйма
- Если толщина заготовок более 0,2 дюйма, может потребоваться сварка в несколько проходов. Первый шов делают по центру, второй и третий – вверху и внизу первого шва.
 Первый шов делают по центру, второй и третий – вверху и внизу первого шва.
Первый шов делают по центру, второй и третий – вверху и внизу первого шва.На практике понять, как работать с полуавтоматом, несложно. Получить приемлемые результаты можно уже в первый день тренировок. Главное не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Самодельная полуавтоматическая установка TIG.
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Самодельная полуавтоматическая установка TIG.
28.08.2016
#1
Самодельная полуавтоматическая установка Tig.
Не знаю, как это началось, но мы просто болтали глупости в местном хакерском пространстве. Мы нашли старый портал от большого чертежного плоттера или что-то в этом роде, привязали к нему горелку Tig. После пары прогонов, набирая скорость со старым блоком питания, мы получили неплохие результаты. Смотрите видео. Как вы можете видеть на видео, очевидно, что он все еще нуждается в дозвоне, тем не менее мы задались вопросом, что еще мы могли бы сделать.
С этой текущей настройкой угол, высота и скорость горелки TIG были определены за нас, так как нам все еще нужно было использовать педаль управления и подающий стержень. Мы провели мозговой штурм идей и хотим включить: автоматическую подачу присадочной проволоки, регулируемый контроль высоты и, надеюсь, контроль силы тока, а. Ардуино.
Это позволит нам контролировать скорость, уровень наполнения и управление псевдо-педалями.
Пожалуйста, вернитесь к этому для получения дополнительных обновлений.
Скоро будут фото.Ответить с цитатой
28.08.2016
#2
Re: Самодельный полуавтоматический Tig.
отлично подходит для плоской пластины в горизонтальном положении!
1-е место на WeldingWeb с прокручивающимся знаком!
Ответить с цитатой
28.
08.2016#3
Re: Самодельный полуавтоматический Tig.
Спасибо. Сегодня вечером поработаю еще над этим. Мы собираемся отказаться от рамы принтера и использовать алюминий с Т-образными пазами для новой рамы с регулируемым креплением горелки TIG. Как упоминалось выше, мы используем механизм подачи проволоки MIG в качестве двойного держателя стержня TIG/держателя проволоки MIG. Вечером должно быть новое видео с фотками.
Ответить с цитатой
28.
08.2016#4
Re: Самодельный полуавтоматический Tig.
вот фото результатов. это все еще подается с наполнителем вручную… следующее обновление будет с автоматической подачей….
Прикрепленные изображения
Ответить с цитатой
08-29-2016
#5
Re: Самодельный полуавтоматический Tig.
Интересный проект!
На прошлой работе я участвовал в сборке аппарата для автоматической сварки TIG.
Деталь вращалась под резаком ходовым винтом/серводвигателем.
Наполнитель подавался с помощью механизма подачи проволоки. Серводвигатель, механизм подачи проволоки, усилители
и газовый клапан контролировались с ПК. Машина сделала
красивых сварных швов, но по-прежнему требовался опытный оператор
(сварщик TIG).
Удачи и держите нас в курсе!Miller a/c-d/c Thunderbolt XL
Миллерматик 180
Пурокс О/А
Смит Литтлторч O/A
Хобарт Чемпион ЭлитаОтветить с цитатой
29.08.2016
#6
Re: Самодельный полуавтоматический Tig.
Вот видео моего приятеля, описывающего нашу импровизированную машину.
Видео показывает хороший крупный план результатов, но я загружу картинку завтра или когда получу рабочий стол.
Еще не все, и, пожалуйста, оставьте комментарий, если у вас есть какие-либо идеи..
Спасибо .Ответить с цитатой
29.08.2016
#7
Re: Самодельный полуавтоматический Tig.
Очень круто. Мне нравится видеть творческие способы использования оборудования и других ресурсов.
2016 AHP AlphaTIG 200X
Dave’s Astro Shop
Dave’s Telescopes PageОтветить с цитатой
08-29-2016
#8
Re: Самодельный полуавтоматический Tig.
Прошу прощения за мой шум..
..Но вы не на пути создания автоматизированной установки MIG (GMAW)? Что-то вроде роботов-сварщиков, которые продаются уже много лет.
Продолжайте экспериментировать! Веселиться. Взломайте сколько душе угодно. Но имейте в виду, что вы можете заново изобретать велосипед.
Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 «игрушка» GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
29.08.2016
#9
Re: Самодельный полуавтоматический Tig.
Круто, я помню, как пару месяцев назад впервые попробовал аргонодуговую сварку, думая, как было бы неплохо иметь моторизованный ручной механизм подачи прутков.
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
29.08.2016
#10
Re: Самодельный полуавтоматический Tig.
Первоначально Послано N2 Welding
Круто, я помню, как пару месяцев назад впервые попробовал сварку TIG, думая, как было бы неплохо иметь моторизованный ручной механизм подачи прутков.
вы имеете ввиду вот так: https://www.arc-zone.com/index.php?m…1354_2182_1356 ?
Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 «игрушка» GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
29.08.2016
#11
Re: Самодельный полуавтоматический Tig.
Не совсем то, что я имел в виду, но тем не менее это круто и, вероятно, намного дороже, чем то, что я имел в виду. Представьте себе, что приводные ролики MIG или шпульного пистолета находятся в вашей руке, как шпульный пистолет, но вместо того, чтобы подавать проволоку из колеса проволоки, он будет подавать проволоку для тиг-прутка. Хотя теперь, когда я думаю об этом, он был бы довольно тяжелым и довольно громоздким в использовании, если бы устройство не было сделано из очень легких материалов, включая приводной двигатель, что в тот момент сделало бы его непомерно дорогим.
Мозговой штурм. Если бы моторизованную часть устройства можно было привязать к предплечью над запястьем, а трубку для кормления можно было бы держать как карандаш, то оно могло бы быть не таким тяжелым и громоздким в руке.
На самом деле его можно надеть как перчатку и бандаж для запястья со встроенной в него металлической опорой, которая помогает выдерживать вес и предохраняет запястье и руку от усталости.
Наконец, его можно настроить с помощью выключателя, как у механического карандаша, а также с опцией скорости подачи 2T и 4T с синхронизацией.
Извините, оп, я не пытаюсь отвлечь вас от вашей идеи. Просто у меня была мысль, которой я думал поделиться.
Последний раз редактировалось N2 Welding; 29.08.2016 в 12:53.
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
08-29-2016
#12
Re: Самодельный полуавтоматический Tig.
N2, есть механическое устройство, похожее на карандаш, которое будет индексировать стержень в вашей руке нажатием кнопки.
Но если вы не можете повернуть стержень, удерживая горелку, поддерживать постоянный зазор при перемещении резака, а затем погружать стержень почти непрерывными движениями, удерживая сварочную ванну в движении… Тогда вас вряд ли можно назвать сварщиком TIG.
Я снова влюбился в сварку, когда открыл для себя TIG и стал неотъемлемой частью процесса!
Да, я GTAW Snob. И горжусь этим!
Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 «игрушка» GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
08-29-2016
№13
Re: Самодельный полуавтоматический Tig.
SqWave 200
Миллерматик 190
Airco 200 AC
Hypertherm PM45
Ленточная пила Boice-Crane
Виктор О/АОтветить с цитатой
08-29-2016
№14
Re: Самодельный полуавтоматический Tig.
Ну сварщиком я пока не очень. Я учусь. Я думаю, что самым большим препятствием для меня с Тигом будет стать обеими руками и быть в состоянии равномерно подавать удочку и держать горелку обеими руками. Я правша, поэтому держать горелку в правой руке для меня легко, но кормить tig проволокой левой — это то, в чем я плохо разбираюсь. А теперь представьте, сколько раз я окунаю вольфрам, пытаясь поджечь левой рукой… :/
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.
Ответить с цитатой
29.08.2016
№15
Re: Самодельный полуавтоматический Tig.
Первоначально Послано N2 Сварка
Ну я еще не сварщик. Я учусь. Я думаю, что самым большим препятствием для меня с Тигом будет стать обеими руками и быть в состоянии равномерно подавать удочку и держать горелку обеими руками. Я правша, поэтому держать горелку в правой руке для меня легко, но кормить tig проволокой левой — это то, в чем я плохо разбираюсь. А теперь представьте, сколько раз я окунаю вольфрам, пытаясь поджечь левой рукой… :/
Попрактикуйтесь в соединениях внахлестку без наполнителя или попробуйте укладку проволоки, чтобы почувствовать работу горелки TIG. ТОГДА добавь замешательство от координации своей небрежной руки.
Вы когда-нибудь завинчивали гайку и болт трещоткой и гаечным ключом? Если да; ты уже на полпути!
Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 «игрушка» GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
29.
08.2016№16
Re: Самодельный полуавтоматический Tig.
Спасибо, Майк, надо будет попробовать.
Да, и да, я затянул и ослабил множество комбинаций гаек и болтов, используя обе руки либо с помощью двух комбинированных ключей, либо с помощью комбинации гаечного ключа и храповика
Последний раз редактировалось N2 Welding; 29.08.2016 в 14:07.
Lincoln, ESAB, Thermal Dynamics, Victor, Miller, Dewalt, Makita, Kalamzoo. Ручной инструмент, электроинструмент, сварочный и режущий инструмент.


 08.2016
08.2016 08.2016
08.2016


 ..
..







 08.2016
08.2016