Сверло центровочное - ГОСТ, типы и применение. Сверло центрирующее
Сверло центровочное - ГОСТ, типы и применение
Сверло центровочное – это специальный металлорежущий инструмент с двухсторонней режущей частью и, как правило, большим по диаметру хвостовиком для зажима в патрон. Сверло имеет основную тонкую режущую часть, а также конусные режущие кромки для раззенковки отверстия под сверла больших диаметров. Из всех видов сверл именно сверло центровочное ГОСТ 14952-75 обеспечивает максимальное качество и точность сверления и строгую перпендикулярность, исключает скольжение по поверхности, что свойственно обычным сверлам.
Основные параметры центровочного сверла
Для правильного выбора центровочного сверла описание его характеристик играет важную роль. Ведь это точный профессиональный инструмент преимущественно для станочного оборудования, применение которого позволяет снять проблемы с накоплением неточностей при сверлении. Стандартны на центровочные сверла комбинированные определены в ГОСТ 14952-75 с указанием типоразмеров, правил маркировки и требований к продукции. Так, определены следующие типы центровочных сверл:
- Тип А – для раззенковки отверстий с углом конуса 60° и предохранительным конусом.
- Тип В - для раззенковки отверстий с углом конуса 60° без предохранительного конуса.
- Тип С - для отверстий с углом конуса 75° без предохранительного конуса.
- Тип R – для отверстий с образующей дугообразной формы.
Диаметр сверл составляет от 0,5 до 10 мм. Каждый из типов имеет два варианта исполнения с параметром d менее или равно 0,8 и d более 0,8 мм. Выбор исполнения зависит от требований к шероховатости стенок. При d менее или равно 0,8 она меньше, при d более 0,8 мм – немного больше. В качестве материала используется инструментальная сталь Р6М5, зарубежный аналог HSS, или быстрорежущая сталь Р9.
Частой ошибкой при выборе центровочного сверла является неправильное определение диаметра. В отличие от обычного сверла, где диаметр определяется по диаметру хвостовика, в данном инструменте он определяется по диаметру основной режущей части.
Возможности применения центровочных сверл
Центровочные сверла – это высокоточный профессиональный инструмент, который необходим для токарных и сверлильных станков. Они востребованы механическими мастерскими, цехами, мебельными мастерскими, СТО и др. предприятиями. Он необходим в тех случаях, когда технология требует полной перпендикулярности сверления, отсутствия скосов и других неточностей. Центровочные сверла применяются и в деревообработке, так, например, они отлично подходят для подготовки конусов под потайные головки.
Помимо профессионального применения центровочные сверла используются и в быту. К примеру, это идеальный способ для высверливания срезанного заподлицо болта благодаря высокой точности и перпендикулярности сверления. Востребован данный инструмент и радиолюбителями для точного сверления печатных плат и во многих других целях. Обращаем ваше внимание, что, как и любой точный инструмент, сверла требуют бережного хранения, желательно в закрытых ящиках или футлярах, а также своевременной очистки от загрязнений.
mekkain.ru
Центровочные сверла | Сверла по металлу
Для изготовления центровочных отверстий применяются центровочные сверла (ГОСТ 6694-53). Они встречаются трех типовё: а) простые, комбинированные; в) комбинированные с предохранительным конусом.
Конструкция
Простые сверла но конструкции не отличаются от спиральных сверл.
Рис. 182. Комбинированные центровочные сверла
Комбинированные сверла (рис. 182) изготовляются двусторонними для лучшего использования материала. Канавки делаются или прямыми или косыми (реже винтовыми) с углом наклона ω = 5÷8°.
Геометрия центровочных сверл
Угол при вершине режущей части ω = 50÷60°, угол поперечной кромки ψ = 50÷55°. Величина утонения принята 0,05-0,10 на всю длину сверла. Толщина сердцевины d0 - (0,25÷0,17)D и увеличивается по направлению к хвосту под углом 3°. Передний угол у=5÷6°. Заточка комбинированного сверла производится таким же образом, как и спирального. Задний угол а на периферии режущей части равен 8°. Калибрующая часть и коническая для зенкования снабжается затылованием без оставления ленточки. С целью получения равномерного снятия затылка и избежания трения об обрабатываемую поверхность переходной частью (от цилиндра к конусу) затылование производится под углом 10-12° к оси сверла.
Кулачки для затылования рассчитываются из условия получения заднего угла не свыше 2-2°30'.
Радиус закругления канавки (выход фрезы) 15÷23 мм. Радиус на дне канавки 0,2÷1,3 мм.
Коническая часть делается под углом 60°, предохранительный конус равен 120°. Его назначение - предохранять центровочное отверстие от забивания и засорения.
Наиболее слабым местом центровочного сверла является переход от цилиндра к конусу. Для упрочнения рекомендуется переход очерчивать по радиусу 0,5-1,0 мм или снабжать его пояском. Поясок способствует также и удержанию смазки центре благодаря углублению на заготовке.
Похожие материалы
www.metalcutting.ru
Центровочные сверла гост 14952 75
Центровочное сверло представляет собой очень короткое сверло с толстым хвостовиком. Диаметр хвостовика в 2.5…3 раза превышает диаметр рабочего кончика сверла. Такое сверло обладает очень высокой жёсткостью, что предотвращает его изгиб при начальном засверливании и позволяет приложить большие усилия подачи.
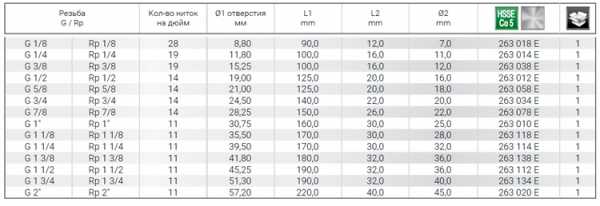
В начальный момент засверливания образуется отверстие небольшого диаметра, которое затем расширяется режущими кромками конической части сверла. Самые ходовые размеры цсентровочных свёрл приведены в таблице на рис.1.
Предназначение центровочных сверл
Предназначены центровочные свёрла прежде всего для сверления центровочных отверстий в деталях для их последующей обработки в «центрах». Однако на самом деле спектр применения центровочных свёрл намного шире. Их используют для предварительного засверливания отверстий на токарных, сверлильных, фрезерных и других станках. Но и этот перечень далеко не исчерпывает всех их возможностей. Не менее эффективно центровочные свёрла можно применять и в домашней мастерской. Попробую показать это на нескольких примерах.
Применение сверл
Так, очень полезными будут центровочные свёрла для радиолюбителей, которым приходится сверлить множество отверстий в печатных платах. В силу своей геометрии центровочные свёрла обладают значительно большей жёсткостью, чем обычные свёрла малого диаметра. Поэтому работать ими гораздо удобнее. Справедливости ради надо заметить, что приведенные на рис.1 наиболее ходовые и часто встречающиеся диаметры центровочных свёрл вряд ли заинтересуют радиолюбителей. Однако ГОСТом предусмотрены и выпускаются центровочные сверла диаметром 0,5; 0,6 и 0,8 мм. Правда, найти их несколько сложнее.
Практически любому домашнему мастеру приходилось сталкиваться с ситуацией, когда винт или шуруп не «поддаётся». Я в таких случаях аккуратно высверливаю головку шурупа, после чего соединение более или менее легко разбирается. Особенно удобно это делать с винтами и шурупами со шлицем под крестовую отвёртку, так как характерное углубление в центре головки облегчает выбор точного направления сверления.
Размеры и доступы
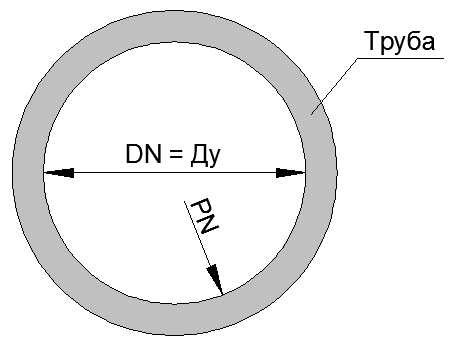
Размеры сверла я выбираю исходя из размеров винта или шурупа, головку которого надо высверлить. Диаметр хвостовика центровочного сверла должен быть равен или чуть больше диаметра «тела» винта или шурупа (рис.2). Конец сверла устанавливают в центр головки винта и сверлят до тех пор, пока конусная часть сверла не углубится до «тела». При этом головка винта отламывается и начинает проворачиваться вместе со сверлом. Именно в этот момент надо прекратить подачу и остановить дрель. По своему опыту могу сказать, что дальнейшее сверление обычно не требуется — винтовое соединение более или менее легко разбирается.
Аналогичным образом высверливаются винтовые соединения с «потайными» и «полупотайными» головками. Так же легко можно высверлить винты со шлицем под плоскую отвёртку и заклепки, но их надо сначала накернить, а потом приступать к сверлению. Несколько раз мне приходилось использовать центровочное сверло прямо на автомобиле, причём в самых неудобных и труднодоступных местах. Обычно я действовал в следующей последовательности. Из-за невозможности накернить центр на обломке шпильки начинал сверлить сразу центровочным сверлом. При необходимости, отклоняя сверло в том или ином направлении, старался направить его так, чтобы центр сверления как можно точнее совпал с центром шпильки. Затем продолжал сверление на необходимую глубину обычным спиральным сверлом и пытался вывинтить обломок шпильки с помощью специального инструмента — экстрактора.
Хитрости при работе
Если же извлечь обломок шпильки экстрактором не удавалось, то удалял его с помощью метчика. Для этого отверстие, высверленное по оси шпильки, рассверливал ещё чуть больше и восстанавливал резьбу метчиком. Если диаметр высверленного по оси шпильки отверстия был выбран правильно, то при прохождении метчика остатки резьбовой части старой шпильки выкрашиваются и удаляются. Главное — правильно рассчитать диаметр отверстия. Это легко сделать, зная диаметр и шаг резьбы.
Так, например, для резьбы М8×1,5 мм из диаметра резьбы надо вычесть величину шага (8 — 1,5 = 6,5 мм) и уменьшить ещё на 0,5…0,6 мм. То есть сверло должно иметь диаметр примерно 6 мм, чтобы при сверлении оно не затронуло гребни и впадины резьбы на обломке шпильки и оставило минимум металла, который метчик легко выкрошит и удалит. Можно ещё долго перечислять различные примеры «нецелевого» использования центровочного сверла — их множество. Мой совет домашним мастерам: заведите этот полезный инструмент у себя в мастерской и вы об этом не пожалеете. Приобрести такие свёрла в специализированных инструментальных магазинах и на рынке не так уж сложно, в продаже они бывают довольно часто.
Видео использование центровочного сверла
Читаем дальше - узнаём больше!
Оценка: 2.2 из 5Голосов: 101Центровочные приспособления для сверления различных размеров отверстий для крепежа в количестве 10 шт
Давно надо было заказать данные приспособления, ибо при изготовлении различных поделок и в ходе различного мелкого ремонта в квартире возникает необходимость сверлить более-менее точные отверстия для саморезов в отверстиях крепежа.Я не стал мелочиться и заказал сразу комплект из 10 свёрл.
Упаковка
Приехало все в обычном бумажном пакете: Внутри «пупырка» и прозрачный мягкий пакет на замке:
Внутри «пупырка» и прозрачный мягкий пакет на замке:

Все приспособления:
Заявленные характеристики: Материал сверл: быстрорежущая сталь Материал корпуса: сталь Размеры хвостовика: 1/4" Диаметр сверл: 5/64" (1,98 мм), 2 мм, 7/64"(2,78 мм), 2.8 мм, 9/64" (3,57 мм), 3.6 мм, 11/64" (4,4 мм), 5 мм, 13/64 (5,15 мм) ", 1/4" (6,35 мм).Некоторые значения диаметров сверл в дюймах почти совпадают с теми, которые метрические, но внешний диаметр центрирующей трубки у них отличается.

Все приспособления различаются не только по диаметру, но и по длине.
Длина самого-самого:
 Далее немного увеличенные фотографии:
Далее немного увеличенные фотографии: Устройство довольно простое, на подпружиненной трубке имеется прорезь для отвода стружки при сверлении:
Устройство довольно простое, на подпружиненной трубке имеется прорезь для отвода стружки при сверлении:
Сверло держится на хвостовике благодаря винту с внутренним шестигранником:
Разбирается легко, гильза просто выкручивается с хвостовика:
В разобранном виде:

Сверло на хвостовике:
Сверло, снятое с хвостовика:
Подвижная трубка имеет стопорное кольцо:
Принцип работы устройства: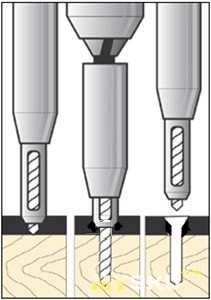
Для проверки сверл я использовал дрель makita 6501 с оборотами 4500 и патроном до 6,5 мм.
Все приспособления немного вибрируют при вращении и это понятно, так как есть зазоры и подвижные части, но это все не критично:
Пробую крепить петлю, выбрал приспособление с наиболее подходящими диаметрами сверла и трубки:

 Самое главное при работе держать сверло перпендикулярно к поверхности, дабы отверстие не ушло вкось. Правда сделать брак сложнее вследствие конструкции сверл, но все же нужно следить за этим.
Попробовал прикрепить стальную полосу с отверстиями чуть меньшего диаметра с двух сторон, использовал уже другое сверло:
Самое главное при работе держать сверло перпендикулярно к поверхности, дабы отверстие не ушло вкось. Правда сделать брак сложнее вследствие конструкции сверл, но все же нужно следить за этим.
Попробовал прикрепить стальную полосу с отверстиями чуть меньшего диаметра с двух сторон, использовал уже другое сверло:
 Все просверлилось четко по центру:
Все просверлилось четко по центру: Ну и не забываем, что для каждого типа и диаметра крепежа — свое отверстие, меньшего диаметра.
Ну и не забываем, что для каждого типа и диаметра крепежа — свое отверстие, меньшего диаметра.
Insum.
Сверла мне понравились, не жалею что заказал. Очень нужная вещь для разного рода задач. Не жалею и по тому поводу, что заказал сразу 10, есть наборы по 3-4 шт., но лучше иметь на все случаи. По качеству изготовления претензий никаких-все элементы сталь, довольно просто и надежно сделаны, ничего не заедает.
Дополнительная информация
Оп!=)
mysku.ru
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
www.inpo.ru