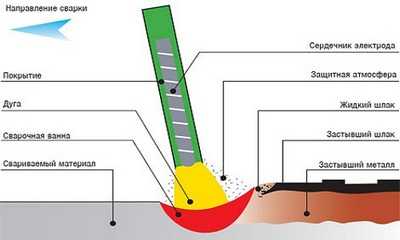
Сварочный аппарат для сварки мелких деталей своими руками. Своими руками сварочный
Сварочные работы своими руками: инверторная сварка
Введите ваш запрос для начала поиска.
Сварочные работы на даче своими руками довольно редки, тем не менее, они все же требуются. И тут возникает вопрос – приглашать профессионального сварщика, либо попробовать выполнить сварочные работы своими руками? Тут вы конечно же скажете, что для этого необходимо получить соответствующее обучение и опыт, и будете отчасти правы.
Дело в том, что для выполнения простых (бытовых) сварочных работ не требуются глубокие знания и опыт, поскольку здесь электродуговая сварка просто заменяет крепеж – болты, винты и т.д. Сварщик-новичок не сможет качественно сварить водопроводную или газовую трубу, но там, где качество сварного шва не первостепенно, у него все получится.

Инверторная сварка своими руками
Разумеется, новичку не нужно покупать какое-то сложное и профессиональное оборудование, для дачных нужд вполне достаточно купить недорогой сварочный инвертор, с помощью которого можно выполнить самый распространенный вид сварки – ручной электродуговой (MMA). Этот вид применяется для сварки деталей из углеродистой конструкционной стали. Для инверторной сварки своими руками используются штучные покрытые электроды.

Что необходимо для работы сварщика
Сварочные работы являются достаточно вредным видом производства, поэтому стоит позаботиться о защите глаз и рук в первую очередь. Для глаз используют маску со светофильтрами, которые защищают зрение от вредного излучения и при этом позволяют видеть место сварки. Светофильтры имеют разную степень затененности и делятся по номерам, в зависимости от интенсивности дуги. Более подробно о маске мы писали в статье «как выбрать сварочную маску».
Для защиты рук используют краги – специальные рукавицы или перчатки, которые можно купить в любом строительном магазине. Кроме того, можно также купить сварочный костюм или фартук, а также обувь, которая выдержит попадание искр.
Электрододержатель (держак) и масса
Провод электрододержателя или в простонародье держака должен быть из меди большого сечения, и чем выше ток, тем больше сечение. Бытовые инверторы не обладают большой мощностью, поэтому для них пойдут провода, рассчитанные на ток до 200 А. В большинстве случаев покупать провода не требуется, так как они идут в комплекте с инвертором.

Какие нужны электроды
Марок и типов электродов великое множество, но для бытовой сварки достаточно марки ОЗС, либо АНО и МР. Диаметр электрода – «двойка» или «тройка», в зависимости от толщины свариваемых деталей, чем толще детали, тем большим должен быть диаметр электрода и ток для инвертора.

Материал толщиной до трех миллиметров сварит электрод «двойка», от 3 до 5 мм – «тройка», четырех миллиметровый стержень вряд ли пригодиться, так как домашняя электросеть просто не выдержит такой нагрузки, да и задач таких, как правило не стоит. Ну а о «пятерке» в нашем случае и говорить не стоит.
Готовим свариваемые элементы
Прежде чем приступать к сварке, места стыковки деталей необходимо очистить от грязи и ржавчины, удалить влагу. Если толщина детали более 3 мм, то лучше с кромок снять фаску, это позволит более качественно сварить элементы, что важно, особенно для новичка. Рекомендуем не экономить на времени и хорошо подготовить свариваемые детали.

Положения при сварочных работах своими руками
Конечно же, наиболее удобное положение для производства ручной дуговой сварки – сварка «в нижнем положении», то есть когда сварочный шов проходит по горизонтальной плоскости. Так процесс сварки проходит с полным контролем сварочной ванны, расплав и присадочный металл электрода ровно ложиться в сварочный шов. Именно поэтому опытные сварщики советуют новичка начинать свою сварочную «карьеру» с варки на столе, а не пытаться сразу варить конструкцию на месте из неудобных положений.
Часто приходится варить в вертикальном положении, либо горизонтально на вертикальной поверхности, это не очень удобно и в целом сложнее горизонтального положения. Вести шов лучше с верху вниз короткой дугой, при этом сварочную ванну делают небольшой, чтобы расплав и металл не стекал. Иногда возникает необходимость варить снизу, то есть потолочная сварка, но она очень сложна, поэтому новичку за нее лучше не браться.
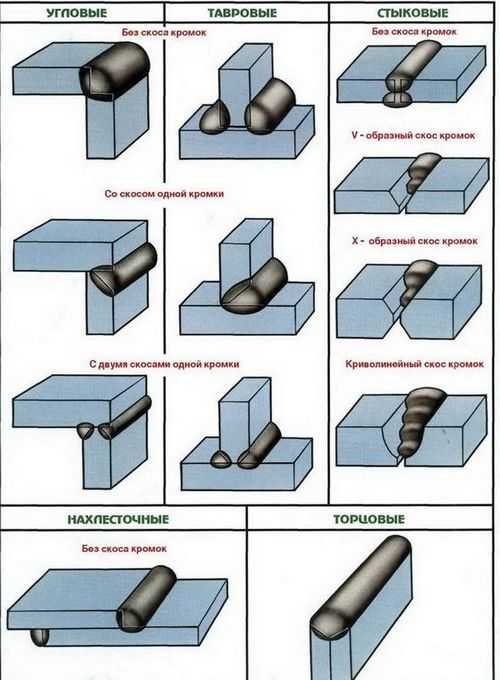
Способы сварки: внахлест, встык, тавровая и угловая
Работа сварщика предполагает несколько способов сварки деталей: внахлест, встык, тавровая и угловая. Шов ведется наклоненным электродом, кроме сварки встык, когда электрод держат практически прямо. При угловой сварке новичку рекомендуется разместить свариваемые детали «в лодочку», а не латинской буквой L, в этом случае проще добиться качественного шва с хорошо проваренными краями.
Настройка сварочного инвертора
В первую очередь необходимо выставить сварочный ток, сила которого определяется исходя из толщины электрода. Для наших целей мы используем «двойку» и «тройку», для первого рекомендуется выставить ток в 70-80 ампер, для второго типа – 100-140 ампер. Опытные сварщики довольно точно выставляют ток с первого раза, новичку же следует уделить больше времени, начиная с минимального тока и при необходимости его поднятия. В помощь придет звук сварки – булькает или гудит – сила тока выставлена не правильно, слышится потрескивание – сила тока угадана точно.
Остается еще вопрос – какую полярность выбрать для держателя электрода (держака) и массы. Поскольку инвертор использует постоянный ток, то на держак и массу можно подать как «плюс», так и «минус», что влияет на сварочный процесс. Для нас важно на держатель подать «плюс», а на массу «минус», то есть подключение обратной полярностью. В этом случае электрод греется сильнее свариваемой поверхности, что позволяет получить качественный шов. Прямая полярность (когда на электроде «минус», а на массе «плюс») применяется для сварки стальных листов, причем специальными для этих работ электродами.
Начинаем сварочные работы своими руками
Итак, все что надо для работы мы подготовили, самое время начать варить. Для первого раза лучше всего максимально упростить задачу: варим на столе в нижнем положении, детали - пластины (листовой металл) без фасок с прямыми кромками. Сварочный шов будет прямой в один слой, детали располагаем встык, используемые электроды – «двойка». Для простоты понимания сварочные работы мы разделили на этапы:
Этап первый. Все начинается с поджига дуги, для чего просто чиркаем электродом по свариваемым деталям. Данное движение напоминает поджиг спички, при этом чиркать следует с наклоном электрода к горизонту около 30-ти градусов и по направлению сварочного шва.

Этап второй. Разожженной дугой начинаем варить шов, для чего перемещаем ее к началу шва и ждем несколько секунд до расплавления металла. Определить, что металл расплавился просто, пятно на месте сварки приобретает желто-оранжевый цвет и покрывается рябью. Теперь остается формировать сварочную ванну, для чего электрод держим немного наклоненным в направлении шва.
Этап третий. Сварочная ванна формируется путем постепенного перемещения электрода от начала шва к его окончанию, то есть, как говорили выше, дожидаемся расплава металла и перемещаем на несколько миллиметров дальше, и так до конца шва.
Что надо знать, формируя сварочную ванну
При формировании сварочной ванны есть несколько важных деталей, которые необходимо учитывать:
Дуговой промежуток, то есть контроль расстояния между электродом и швом. Если промежуток будет большой, то мы получим нестабильную дугу и отсутствие металла для создания сварочного шва, если электрод будет «клевать» детали – получим замыкание и отключение инвертора (сработает защита аппарата). Лучше всего подобрать высоту наклоненного электрода, при котором будет происходить касание обмазки электрода с деталями.
Высота шва зависит от наклона электрода, чем более вертикально его держать, тем ниже он будет. Сварщики, как правило, стараются сделать шов вровень со свариваемыми деталями, однако новичку лучше делать шов выше, это позволит лучше контролировать его качество. Впоследствии вы сможете снизить высоту или даже выйти на профессиональный уровень, но начинать с него не рекомендуем.

Движение электрода для новичка – прямолинейное, что позволит формировать наплывы, то есть «чешуйки», которые перекрывают друг друга. В идеале должен получиться шов с мелкими чешуйками, но если это сразу не получиться – не отчаивайтесь, вы пока новичок.
Еще одна «мелочь» - скорость перемещения электрода по шву. Это действие определяется на глаз, и никак по-другому. Необходимо внимательно следить за цветом пятна под дугой, передвигаясь плавно и без спешки. Важно не передержать – чревато прожигом, и не додержать – получим не проваренный участок. Интенсивность передвижение зависит от толщины электрода, чем он тоньше, тем медленнее прогревает металл, соответственно, тем медленней его ведут по шву. В любом случае, новичку настоятельно советуем останавливаться и осматривать шов, не пытайтесь с ходу варить одной дугой (то есть выполнить шов без остановок).

Наконец, последний этап сварочных работ своими руками – завершение сварки. Для этого необходимо сделать малый круг на месте, не убирая резко электрод. Оставшийся шлак на шву отбивают молотком и зачищают металлической щеткой (после остывания, разумеется). В качественном шве не должно быть включений шлака, и к этому надо стремиться новичку.
В целом это все, что необходимо знать начинающему сварщику, остальное придет вместе с опытом.
Сварочные работы своими руками ВИДЕО
stroy-masterden.ru
Сварочный аппарат для сварки мелких деталей своими руками
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор — использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
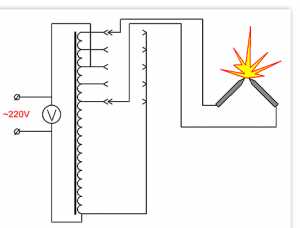
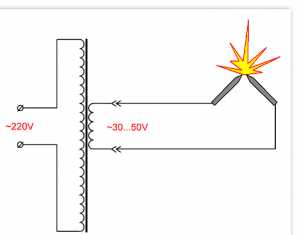
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами

В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Ремонт термопары своими руками
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
Нагревание высокоуглеродистой стали
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Как получить Вольтовую дугу?
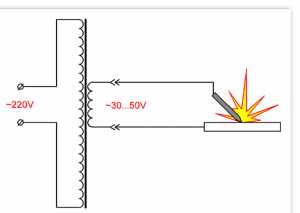
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.

В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.

В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.

В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
volt-index.ru
Сварка своими руками | Сварка своими руками
Cегодня поговорим о сварочных аппаратах. Кто-то уже практикуется и занимается сваркой вовсю, а кто-то еще только собирает деньги, чтобы ее приобрести. Хотя есть еще один вариант – собрать сварку своими руками.Что нужно для элементарного сварочника: как минимум трансформатор. Задача состоит в том, чтобы подать напряжение на первичную обмотку и получить на вторичной многократно увеличенный ток и меньшее напряжение.Рассмотрим схему простого сварочного аппарата постоянного тока. Рис.1.
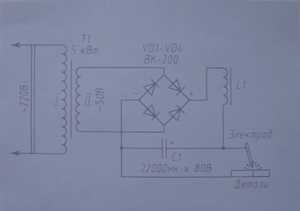
Рис.1
Схема имеет свои достоинства и недостатки, но она очень проста в отличие от схемы современного инвертора Чтобы собрать последний необходимы серьезные знания и оборудование, а чтобы собрать сварочник по приведенному рисунку – достаточно просто желания и возможность купить элементы.На рис.1 показаны• сердечник, на который мотается первичная и вторичная обмотки;• диодный мост из четырех диодов;• дроссель;• конденсатор (на любителя) подключен параллельно с дугой. Так делать не следует, потому что конденсатор накапливает энергию и в процессе поджига дуги, она будет «клацать». Если в схему ввести резистор на 10 W сопротивлением 1-2 Ом, это позволит уменьшить ток зарядки/разрядки. В результате и конденсатор останется цел и электрод залипать не будет.
Какие бывают трансформаторы для сварочных аппаратов:

- Можно взять тор. Такой вот «бублик» как показано на фото. КПД у него 100%, габариты небольшие, на первый взгляд одни плюсы, но не все так просто. Тороид мотать сложнее, чем Ш-образный трансформатор, который имеет всего одну катушку, на которую мотаются все обмотки. Или двухкатушечный трансформатор, который правда имеет КПД поменьше.
Итак, допустим, Вы собрали трансформатор и получили 50В на его выходе (см рис.1), подсоединили диодный мост, дроссель, конденсатор и т.д. по схеме. «Чиркаем» электродом, зажигаем дугу – и получаем ток 150 … 200А. И хорошо, скажете Вы, но не так все просто! Берет-то наш трансформатор из розетки слишком много… Например, при токе 100А на вторичной обмотке мы будем тянуть 5кВт (≈25А) из домашней розетки. Если утром и даже днем такой вариант может и пройти, то вечером будут сюрпризы, потому что к вечеру напряжение начинает просаживаться, соответственно, свет начинает «моргать» — и ждите недовольных соседей к себе в гости.
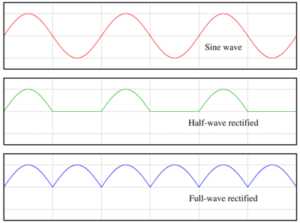
50В на выходе мы получили переменного тока, чтобы его выпрямить, подключается диодный мост, который срезает отрицательную кривую тока и перебрасывает его в положительную систему ординат без потери мощности.
Дроссель служит для подавления пульсаций (сглаживания «рывков» тока). Он накапливает энергию и делает ток более «постоянным», соответственно дуга будет гореть более плавно, без рывков. Он накапливает энергию и превращает ток в более «постоянный», что позволит дуге гореть более плавно, без рывков. У данного дросселя, кроме R индукции есть активное сопротивление, благодаря чему наблюдается некоторое падение напряжения. «На холостом ходу» конденсатор заряжается «на корень из двух»: если на вторичной обмотке 50В, на конденсаторе будет около 70в. В сварке он не участвует, но зато облегчает поджиг дуги, тем более если попался ржавый металл, который нужно «пробить».
Теперь о том, как разгрузить электрическую систему дома. Можно поставить балластный резистор (сопротивление), что уменьшит ток, который проходит по цепи, но на нем выделится тепло, которое будет греть улицу. Нам такое не выгодно. При токе 100А получится двухкилловатный обогреватель.
Для того, чтобы потери были меньше, и соседи не ругались, нужно уменьшить потребление. Как этого добиться?
При жесткой ВАХ наматывается первичная обмотка как это показано на рис.2. (две половинки образуют полную обмотку 220В.) Сверху на нее наматывается вторичная и соединяется с предыдущей параллельно или последовательно.
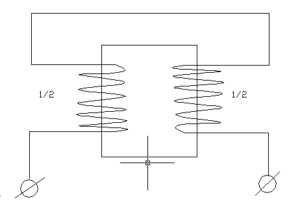
Рис.2
Либо мы наматываем обмотки тонким проводом и соединяем их параллельно, но с большим числом витков, либо толстым проводом и соединяем последовательно. (Рис.3).По сути, получаем одно и тоже в обоих случаях: жесткую ВАХ, когда на одной катушке у нас намотана половинка первички и половинка вторички. Для сварочного аппарата такой транс НЕ ГОДИТСЯ!
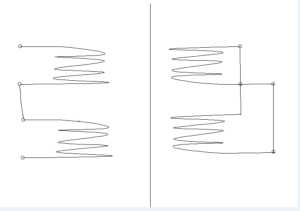
Рис.3
Можно установить дроссель на выходе, но это как «костыль».
Лучше возьмите двухкатушечный трансформатор. Чем больше расстояние между его обмотками (насколько они сильно разнесены), тем меньше получаемый ток. Но можно пойти еще на одну «хитрость»: накрутить часть вторичной обмотки поверх первичной – за счет этого снизятся потери и увеличится ток на выходе. Понятно, что потери на катушках будут разными и один участок будет жестко связан по напряжению, а 2-й получится «плавающий». По этому принципу можно построить регулировку сварного тока. Накручивается первичная обмотка как есть, потом вторичная 60-65%, а остаток ее доматывается на «первичку». Такой аппарат имеет пологопадающую ВАХ. Чем она хороша. Так как варить Вы будете не самим трансформатором, а подключив к нему выпрямитель и дроссель, нужно компенсировать потери. Если характеристика крутопадающая то, например, со 100А на выходе получится 60А, если пологопадающая – потери компенсируются (можно выбирать из более широкого ассортимента электродов, использовать прямую и обратную полярность).
При поиске элементов учитывайте, что диоды нужно использовать на ток минимум 100А, но лучше 200А, поставьте их на радиаторы. Опыт показывает, что «привинчивание» дешевых китайских мостиков на 50А оправдано. Только если на выходе нужно получить 200А, таких мостов нужно цеплять не 4 шт, а не менее 8шт. Если вы возьмете с запасом, только тогда все будет хорошо работать.
Дроссель можно накрутить практически на любом подходящем магнитопроводе, главное чтобы у него была площадь поперечного сечения не менее 10 кв. см. Если взять 20 кв. см – это будет даже лучше имеди мотать нужно будет меньше. Нужно так же выполнить следующее условие: сердечник не должен быть полностью замкнутым.
Величиной зазора дросселя определяется его индуктивность. С малым зазором он хорошо будет работать на малых токах, если увеличивать – получится легкая сварка на больших токах. Поэтому нужно искать компромисс.
Рассмотрим еще несколько схем для «пытливых умов»
Рис.4
На рис.4 используется трансформатор с жесткой характеристикой. Выходное напряжение у него 36В. Здесь устанавливается конденсатор, который увеличивает напряжение до 45В и позволяет зажечь дугу. В обязательном порядке должен стоять резистор. На схеме не показан дроссель, но поставить его нужно в любом случае, потому что с ним варить гораздо приятней и удобней.
На рис. 5 показана схема продвинутого сварАппа. Здесь используется свойство резонанса. То есть получаем «LC-контур»: индуктивность вторичной обмотки и емкость последовательно включенных конденсаторов. А замыкается это все на дуге. Получается трансформатор относительно малых габаритов и высокая мощность.
Рис.6
Зверя этого собрать – задача интересная, но очень затратная! Конденсаторы С1-С20 дорогие. Если поставить какой-нибудь шлак, такой как Chang он вылетит сразу же, а хороший кондер типа JAMICON или JAVA — стоят денег. Обращайте внимание на наличие жестких выводов.
Если на вторичной обмотке трансформатора напряжение будет, допустим 30-40В, то нужно брать кондеры по схеме на U в 1,5 -2 раза больше. Если не соблюдать это условие конденсаторы пробъет и они сгорят.
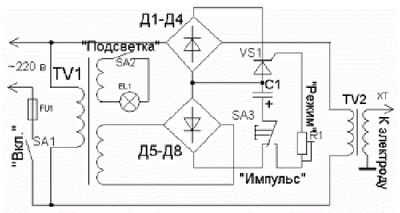
Есть схема тиристорного регулятора (Рис. 7), у него наматывается первичная обмотка, вторичная и обмотка управления. Так же используется по паре мощных тиристоров и диодов. Обмотка III рассчитана на U от 30В до 40В, ток около 1 А.
Рис.7 Щелкните по картинке , чтобы открыть
Резистор R1 предназначен подстройки сварочного тока, т.е. если нужно задать минимальный диапазон. R2 работает как основной (тоесть R1 можно убрать).
R3 ограничивает ток управления тиристорами.
Стабилитрон V06 можно ставить как отечественного, так и импортного производства.
Вместо тиристора КУ101 можно брать 202-й, начинающийся практически с любой буквы.
Диоды КД209 можно заменить на любые на ток до 1 А
Управление углом открытия тиристора регулируется мощность: чем меньше он открыт, тем меньше ток на выходе. Если открыть тиристоры полностью, они будут работать как диоды и получится полноценный диодный мост – сварка при таком условии будет проходить хорошо, но если мощность уменьшить больше чем на половину – пульсации тока увеличатся, и варить будет довольно трудно. Поэтому в схему лучше добавить дроссель.
svarka-master.ru
Самодельный сварочный аппарат своими руками | Своими руками
» Своими руками
Собираем сварочный инвертор своими руками из подручных материалов
Сегодня широко востребованным аппаратом для сварки является сварочный инвертор. Его достоинствами является функциональность и производительность. Изготовить мини сварочный аппарат своими руками можно без особых денежных вложений (потратившись только на расходные материалы), если есть понимание, как устроена и работает электроника. Сегодня хорошие инверторы стоят дорого, а дешевые могут разочаровать плохим качеством сварки. Прежде, чем сконструировать такой инструмент самостоятельно, необходимо скрупулезно изучить схему.
Первый этап сборки намотка трансформатора
 Для намотки трансформатора подойдет медная жесть шириной 4см и толщиной 0,3 мм. Медный провод может работать при высоком нагреве. В качестве термопрослойки можно взять бумагу для кассового аппарата. Можно взять бумагу для ксерокса, но она менее прочная и может порваться при намотке.
Для намотки трансформатора подойдет медная жесть шириной 4см и толщиной 0,3 мм. Медный провод может работать при высоком нагреве. В качестве термопрослойки можно взять бумагу для кассового аппарата. Можно взять бумагу для ксерокса, но она менее прочная и может порваться при намотке.
Лучшим изолятором считается лакоткань. Всегда желателен хотя бы один ее слой для изоляции. В обмотки можно заложить текстолитовые пластины для электробезопасности прибора. Чем лучше изоляция между обмотками, тем выше напряжение. Длина бумажных полосок должна быть такой, чтобы перекрыть периметр обмотки с запасом в конце на 2-3 см.
Использовать толстый провод для намотки нельзя, поскольку инвертор работает на высокочастотных токах. Сердцевина толстого провода будет не задействована, что может привести к перегреву трансформатора. Он не проработает и 5 минут.
Чтобы избежать такого «скин»-эффекта, нужно использовать проводник с большей площадью и минимальной толщиной. Такая поверхность хорошо проводит ток и не перегревается.
При повторной обмотке желательно использовать 3 медные полоски, которые нужно отделить друг от друга пластинкой из фторопласта. Все снова нужно обмотать лентой для кассового аппарата в качестве термической прослойки. У данной бумаги есть недостаток – при нагревании она темнеет. Но при всем этом, она не рвется.
Вместо медной жести, можно применить провод ПЭВ до 0.7мм. Он состоит из множества жил, что является его главным преимуществом. Однако этот способ обмотки хуже медного, так как такие провода имеют большие воздушные просеки и плохо стыкуются друг с другом. Уменьшается общая площадь сечения и замедляется теплообмен. При работе с ПЭВ конструкция самодельного сварочного аппарата своими руками может иметь 4 обмотки:
- первичная, состоящая из ста витков (толщина ПЭВ 0,3мм)
- три вторичные обмотки: первая включает 15 витков, вторая –15, третья –20.
Трансформатор и весь механизм должны быть оборудованы вентилятором. Подойдет кулер от системного блока силой тока 220 вольт 0.15А или более.
Схема сварочного инвертора своими руками: особенности конструирования
Необходимо для начала подумать о вентиляции механизма инвертора, которая защитит систему от перегревания. Для этого хорошо воспользоваться радиаторами от системных блоков Pentium 4 и Athlon 64. Сегодня их можно приобрести достаточно дешево.
После обмотки трансформатора его присоединяют к основе аппарата для сварки. Для этого потребуется несколько скоб, которые можно изготовить из проволоки (медь диаметром не меньше 3 мм).
Для изготовления плат понадобится фольгированный текстолит (около 1мм толщины). В каждой из плат нужно сделать маленькие прорези. Они будут способствовать снижению нагрузки на диодные выводы. Их необходимо прикрепить навстречу выводам транзисторов. В качестве прослойки между радиаторами и выводами поставить плату, которая будет соединять механизм моста с вереницами питания. Каждый шаг сборки устройства можно сверять по примерной схеме самодельного сварочного инвертора:
На плату обязательно нужно припаять конденсаторы. Их может быть около 14. Благодаря им трансформаторные выбросы будут уходить в цепь питания.
Для ликвидации резонансных выбросов тока от трансформатора, необходимо вмонтировать снабберы, в которых будут содержаться конденсаторы С15, С16. Нужно использовать исключительно высококачественные проверенные устройства, поскольку функция снабберов очень значительная в инверторе – они уменьшают резонансные выбросы трансформатора и сокращают утраты IGBT при отключении. Лучшими являются модели СВВ-81, К78-2. Вся мощность переносится на снаббер, уменьшая выделение тепла в несколько раз.
В случае, когда в процессе пайки необходимо проконтролировать и отрегулировать температуру или другие параметры, возникает потребность не в простом паяльнике, а более сложном инструменте. Для этого совсем не обязательно идти в магазин, можно собрать паяльную станцию своими руками в домашних условиях.
Как изготовить самостоятельно основной инструмент паяльной станции паяльник, можно научиться здесь.
Все составляющие прибора нужно установить на основание. Для его производства подойдет пластина гетинакса толщиной ½ см. По центру пластины вырезать круглое отверстие для вентилятора, который нужно будет оградить решеткой.
Между проводами обязательно должно присутствовать воздушное пространство.
Сварочный аппарат своими руками
Если мы хотим собрать сварочный аппарат своими руками, нам потребуется очень мощный источник питания для создания и поддержания дуги, который будет преобразовывать сетевое напряжение обеспечения номинальной величины и качества сварочного тока
Сварочный аппарат своими руками структурная схема для домашней мастерской
Блок питания заключается в корпус и оборудуется всеми необходимыми мелочами: соединительными разъемами и клеммами, специальными выключателями и регуляторами. Корпус сварочника можно оборудовать ручками для переноски и колесиками.
Подобную конструкцию достаточно хорошего качества сварки можно изготовить самостоятельно и своими руками. Главный секрет самодельного аппарата это небольшое понимание процесса сварки, правильный выбор материала, ну и вложить в процесс изготовления устройства кусочек своей души, мастерства и терпения.
Однако, если вы решились на самостоятельную сборку аппарата, вам будет гораздо легче, если свы поймете основные базовые теоретические навыки, касающиеся момента горения сварочной дуги и плавления электрода, характеристик трансформаторов, магнитопроводов.
Самодельный простой сварочный аппарат
Основным элементом сварочного аппарата является трансформатор, предназначенный для питания сварочной дуги, собственно преобразующий сетевое переменное напряжение и обеспечивающий необходимую величину и качество сварочного тока. В простейшем случае, наиболее распространенном среди самодельных конструкций, источником питания сварочной дуги является только один трансформатор, без каких-либо дополнительных элементов. Заключенный в корпус источник питания, оборудованный всем необходимым дополнительным оборудованием: соединительными проводами и клемами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию — сварочный аппарат, сделанный своими руками.
Сварочный трансформатор понижает сетевое, как правило, однофазное напряжение 220 В до необходимого для сварки значения — 50. 80 В. Работает сварочный трансформатор в специфических условиях — дуговом режиме — режиме практически максимальной отдачи мощности. Поэтому сварочные трансформаторы должны быть построены таким образом, чтобы могли безболезненно переносить протекание больших токов, в бытовых конструкциях до 200 А. Сюда же следует приобщить вибрации и возможность перегрева — тоже следствие высокой развиваемой мощности.
Конструкции типовых сварочных трансформаторов весьма разнообразны, часто в их устройство заложены нераздельные элементы, предназначенные для регулирования тока. Разнообразие самодельных сварочных трансформаторов еще большее, так как в их конструкциях часто встречаются решения нестандартные, а то и уникальные вообще — приемы, не нашедшие применения в трансформаторах больше нигде. С другой стороны, самодельные конструкции трансформаторов максимально просты: практически никогда не содержат в себе дополнительных элементов для регулирования тока, свойственных промышленным образцам, таких как использование части магнитопровода трансформатора с дополнительным регулируемым реактивным сопротивлением и передвигающихся обмоток. Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70. 75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения
Мощность сварочного трансформатора в ваттах рассчитывается как
Ртр=25* Iсв. где Iсв - сварочный ток в амперах.
Далее определяют сечение магнитопровода в кв. см:
S 0,015P где Р - в ваттах.
Для магнитопроводов, отличных от тороидального, следует увеличить сечение в 1,3 - 1,5 раза.
Затем вычисляют в мм диаметр провода первичной обмотки:
d1 1,13(P/2000)2
Диаметр провода вторичной обмотки в мм вычисляют по формуле:
d2 1,13(I/j)2 где j - плотность тока в А/мм2.
При токе I, меньшем 100А, принимают j равной 10 А/мм2 при токе менее 150А - 8 А/мм2 при токе менее 200А - 6 А/мм2. Если используют некруглый провод, его площадь сечения должна быть равна площади сечения круглого. В рассчёте принято, что среднее суммарное время горения дуги не превышает 20% от среднего суммарного времени пауз между периодами горения дуги(ПВ 20%).
Количество витков на вольт можно рассчитать по формуле :
W=S/50 где S - площадь сечения магнитопровода ,см2.
Далее делится своими наработками инженер В. Котлер
Речь пойдет о самостоятельной постройке сварочного трансформатора. Сам я их построил несколько десятков, и думаю что мои советы могут оказаться полезными, в особенности тем, кто взялся за это в первый раз.
Начнем с самого простого варианта - использования готовых деталей. Вообще, считается высоким классом инженерного мастерства, если ваш проект был сконструирован из всех деталей с полки . т.е. тех, которые имеются в наличии и их не надо производить. Если у Вас есть возможность найти какой нибудь достаточно крупный трансформатор или несколько одинаковых помельче - это может быть хорошим заделом. Совершенно ясно. что такой трансформатор сходу варить не будет и его придется доработать до приемлемых характеристик. Начнем с того. что трансформатор должен весить хотя бы 12-15 килограмм, никак не меньше. единственным исключением может оказаться тороидальный трансформатор, например ЛАТР. но все равно менее 9 кг - ничего хорошего ждать не приходится. Если вес найденного Вами трофея меньше чем упоминалось - то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Начнем с определения характеристик найденного Вами трансформатора. Во-первых давайте убедимся, что он может быть напрямую включен в сеть. Если на нем есть надпись или наклейка 220(230) Вольт - это уже пол дела - трансформатор явно сетевой и следовательно можно попытаться включить его означенными выводами в сеть. Если такой наклейки нет, то можно попробовать поискать при помощи омметра обмотку сделанную самым тонким проводом и с самым большим количеством витков, скорее всего она и есть сетевая или может быть рассчитана на более высокое напряжение (например 380 Вольт). В любом случае следует включить неизвестную обмотку на выход ЛАТРа и постепенно поднимая напряжение измерять ток в этой обмотке (лучше клещами). Если удалось поднять напряжение до 220 (230) Вольт и ток в обмотке не превысил 2 Ампера - это очень хорошо, обмотка расчитана на сетевое напряжение и у трансформатора нет коротких витков. Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия - проверим сечение провода найденной нами обмотки, для этого. если это возможно лучше всего замерить его диаметр штангель - циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров - это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата. но т.к. намотана она прямо на массивный бублик в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается - не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось. но тем не менее ее реально сделать в домашних условиях - поговорим об этом чуть позже. а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Давайте посмотрим, какие еще обмотки есть у нашего трансформатора, будем помечать все вторичные обмотки напряжение которых в пределах от 30 до 70 Вольт и при этом смотреть на толщину провода. которым они намотаны. Если обмотки медные - нам нужно получить сечение не менее 15 квадратных миллиметров при означенных напряжениях. если алюминиевые - не менее 20 квадратных миллиметров. Вообще, в трансформаторах закладывают сечение обмоток из расчета 3 Ампера на квадратный миллиметр медного провода, для сварочного аппарата можно несколько форсировать это значение и принять его 5 Ампер на квадратный миллиметр, тогда аппарат с сечением вторичной обмотки 15 квадратных миллиметров будет хорошо, комфортно тянуть ток 75-80 Ампер. почти без перекуров (электрод 2.5 мм) и 110-120 Ампер с низким ПВ. т.е. можно будет варить электродом 3.25. но с перекурами на остывание аппарата. Если Вы твердо уверены. что варить электродами 3.25 Вам не придется и 2-2.5 мм это Ваши ходовые электроды. а работа не объемная. тут там прихватить, можно сказать что 12 квадратных миллиметров по меди хватит (Для алюминия нужно примерно в полтора раза больше, я не люблю алюминиевые обмотки - они дают очень уж мягкую характеристику, тем не менее дело вкуса). Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Источники: http://elektrik24.net/instrumentyi/svarochnyj-invertor/svoimi-rukami-4.html, http://www.texnic.ru/konstr/elsvarka/elsvarka003.htm, http://bazila.net/energetika-i-radioelektronika/svarka-svoimi-rukami.html
Комментариев пока нет!restart24.ru
Сварка своими руками: точечная контактная сварка (видео)
Зачастую бывает так, что требуется сварка своими руками двух железных элементов, а на даче имеется сварочный прибор, но способностей к его применению можно и не иметь. С этой целью можно рассмотреть общие принципы процесса сварки самостоятельно. Не стоит углубляться во все тонкости работы специалистов-разрядников, можно обучиться использовать сварочный прибор для собственных нужд в домашних или дачных условиях, но в согласовании с требованиями безопасности и характеристики сварных соединений.

Сварочные водородные аппараты отличаются легкостью в эксплуатации, но стоят дорого.
Особенности проведения сварочных работ самостоятельно
Качественная сварка может отличаться присутствием дефектов в малом количестве, что должно предусматривать соответствие техническим требованиям. Если работу выполняют грамотные сварщики, то газовые поры не образуются. Любому мужчине, взявшемуся за сварочные работы самостоятельно, можно легко овладеть навыком, позволяющим грамотно выполнить сварку.
Принцип работы электродуговой сварки.
Основным фактором является выполнение беспрестанных тренировок. Пользующимися наибольшей популярностью видами сварки могут быть электродуговая и газовая. Их применяют для соединения различных деталей, сделанных из определенного вида металла.
Горючим является водород, если используют газовую сварку, а также бензиновые пары, ацетилен или природный газ. Шов заранее подготавливают, очищая от загрязнений. Имеющиеся кромки, которые уже отработаны, следует установить без зазора. После проведения сварочных работ шов определенного изделия сначала прихватывают в нескольких точках и только по окончании этого сваривают целиком.
Инструменты для проведения сварки
Какие инструменты понадобятся:
- Свариваемые элементы.
- Сварочный прибор.
- Наждачная бумага
- Маска.
- Перчатки.
- Сварочные электроды.
Применяемым сварочным прибором может служить обычный аппарат для сварки, возможно, его старая модель. Можно воспользоваться и инвертором небольших размеров, что не играет важной роли. Обычный аппарат для сварки является трансформатором переменного тока.
Следующий момент — это использование защитных средств.
Перчатки позволят обезопасить руки от металла, летящего в расплавленном состоянии в разные стороны, а использование маски должно уберечь глаза.
Это поможет безопасно следить за созданием электрической дуги.
Варианты движения электрода.
Например, если требуется сварить котел с трубой из стали, которая будет являться дымопроводом, то ее подгоняют так, чтобы она своими краями могла касаться сопла данного котла, используемого для выхлопов. Можно обрезать избыток материала с помощью болгарки, зачистив наждачкой сварные части.
Обычный прибор для сварки имеет следующее устройство. Наличие двух контактов с отходящим проводом, имеющим на конце крюк, что обозначает отрицательное электрическое поле. От другого отводится провод, имеющий электрод в держателе на его конце, что определяет положительное электрическое поле. Крючок надежно фиксируется на одну из двух деталей, требующих сварки.
В основе схемы работы прибора лежит короткое замыкание, в результате полярность свариваемых деталей будет иметь отрицательное значение, а электрода — положительное. Его зажимают в специальном держателе. Если толщина свариваемого металла не превосходит 3-4 мм, можно иметь электрод диаметром не более 2,5 мм. Металлический элемент должен быть идеально проварен, но он не должен выгореть.
Как правильно сваривать детали
Технология шовной сварки.
Удерживая наконечник и электрод в одной руке, другой включают прибор, нажав на кнопку. В одну руку следует взять маску, а затем опустить ее на лицо, прикрыв глаза. При подведении электрода к соединению металла не касаются. Потом осуществляют сварку, подводя электрод к стыку плавным движением, электрическую дугу при этом видно через окошко маски из стекла. Сначала дуга освещает зону сварки, а затем появляется плавящийся электрод вместе с двумя кромками свариваемых деталей.
Затем плавно ведут электрод по стыку свариваемых элементов, чтобы сделать шов. Если не слишком надавливать, работая электродом, то можно ощутить, что он затягивается в месте сварки. Следует попытаться водить электродом умеренно, без задержек на месте на долгое время, иначе может возникнуть большое количество шлака, что вызвано прогоранием металлических деталей.
Если требуется вторично пройтись по месту соединения, то следует вначале сбить шлак с помощью молотка, то есть нагар, образуемый после сварки. В результате получают ровные швы без слишком большого объема наростов шлаков.
Некоторые трансформаторы не имеют регулятора мощности, но у многих приборов он есть. Если используемый электрод станет залипать, намагничиваясь к элементам, которые следует сварить между собой, то можно отрегулировать мощность прибора для сварки, сделав ее меньше или больше. Когда наблюдается залипание электрода, следует разжимать держатель, отключая прибор, а потом в него снова вставить электрод, продолжив сварку.
Требуется производить сварку в проветренном помещении, чтобы не происходило поступления дыма в легкие. Полураспад металлов происходит с выделением продуктов, которые могут навредить здоровью и отравить организм. Если придерживаться этих рекомендаций, то можно без посторонней помощи сварить несколько железных частей, главное — не забыть правила безопасности.
Проведение контактной сварки самостоятельно
Нагрев мест для соединения за счет прибора, работающего от электрической сети, связан с проведением контактной сварки. Ток при этом проходит под давлением через все соединение. Режим осуществления контактной сварки имеет свои параметры, связанные с силами электрического тока, сжатия и периодом ее продолжительности. Характеристики электрического тока предусматривают использование двух различных типов сварки, которые делят ее на мягкую и жесткую. Можно выделить 3 вида сварки:
- Точечная.
- Шовная.
- Стыковая.
Располагать электроды относительно элементов сварки можно с разделением способа осуществления сварки. Одностороннюю и двухстороннюю сварку применяют для создания стыковых швов арматурных стержней и железных узлов, железных труб, дюралевых проводов, а также медных. При этом соединение может обладать и крестообразным видом.
Влияние режима сварки на форму шва.
Можно самостоятельно создать прибор для сварки деталей, чтобы выполнять сварочные соединения деталей из листового металла, имеющего толщину менее 1 мм, из прутьев с проволокой не более 4 мм в поперечнике. Прибор, позволяющий проводить контактную сварку, состоит из электронной и механической части. Повышенное внимание уделяется сварочным соединениям, что позволяет сводить к минимуму все расходы, связанные с сопротивлением на контактах, которое является переходным.
Традиционно контактная сварка производится на основе точечного типа соединением заготовок из металлических листов, которые располагают внахлест. Данные соединения деталей можно отметить в необходимых точках, находящихся близко друг от друга. Приготовленные к сварке детали придавливают за счет электродов для пропуска тока, который является высокоамперным.
Разогрев каналов происходит сильнее, чем на оставшейся поверхности, что связано с ростом площади электрического тока, это помогает расплавить контактирующие точки, расположенные в центральной части. Способ нагрева металла помогает увеличить пластичность, связанную с появляющейся пластической деформацией, снять каждый недочет.
Для создания равномерного нагрева по общей площади сечения путем сварки ее следует провести после проведения всех необходимых этапов, связанных с подготовкой поверхности. Если во время сварки возникает давление, то это вызывает уплотнение металла, что способствует увеличению прочности шва. Когда ток отключен, давление может оставаться на прошлом уровне или повышенном, после чего можно наблюдать процесс полной кристаллизации соединения.
Учитывая мощность прибора для сварки и необходимое давление, уровень электропроводности материалов, которые необходимо сваривать, должен соответствовать режиму, установленному для проведения сварки. Процесс нагрева связан с широким спектром значений.
Долгий нагрев помогает возрастанию времени остывания, что препятствует появлению трещинок шва. Этот режим наиболее мягкий, он используется для любого металла, который имеет склонность к закалке, например, высокоуглеродистой стали. Если применяется сталь аустенитная, то для нее требуется соответствующий режим сварки, который будет жестким, что должно исключать перегрев площади поверхности. Иначе это приведет к нарушению структуры металла и понижению его противокоррозийных свойств.
moyasvarka.ru
Мини сварочный аппарат 12 В
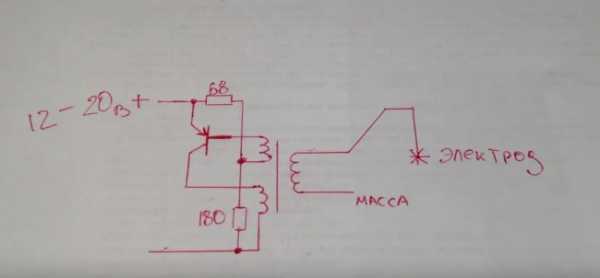
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.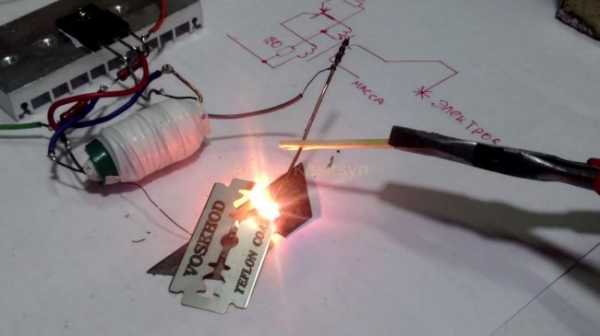 В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!Схема мини сварочного аппарата
 Необходимые детали:
Необходимые детали:- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
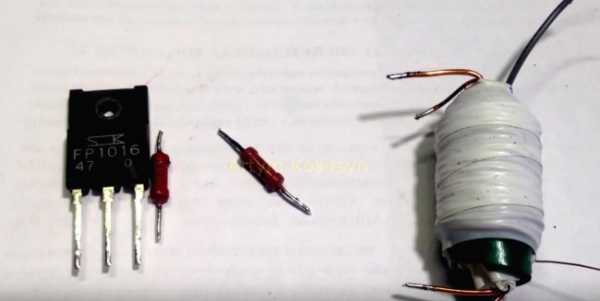
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
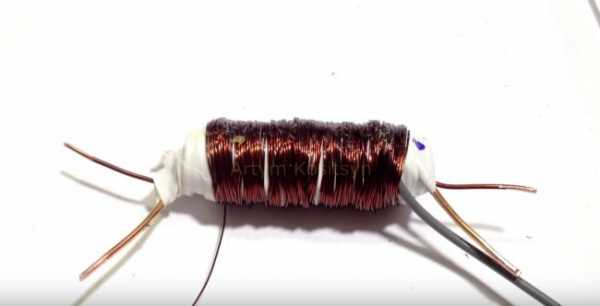
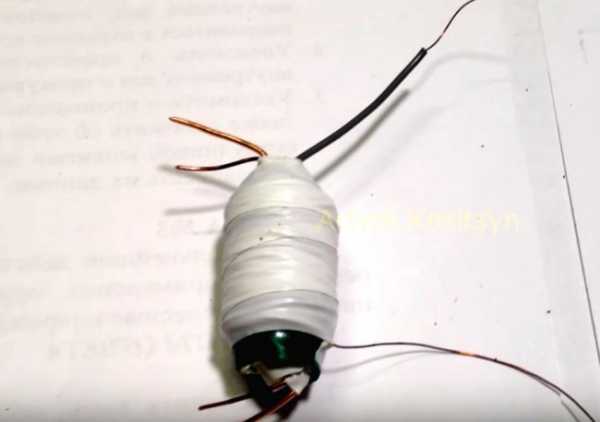
Изготовление трансформатора
Трансформатор намотан на куске ферритового стержня от радиоприемника.- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.





 Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.
Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.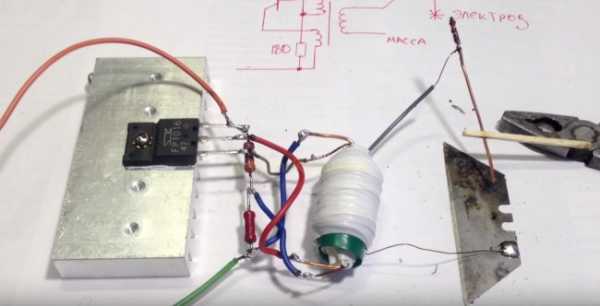 Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.Испытания сварочного аппарата резкой и сваркой
Режем дугой лезвие от бритвы.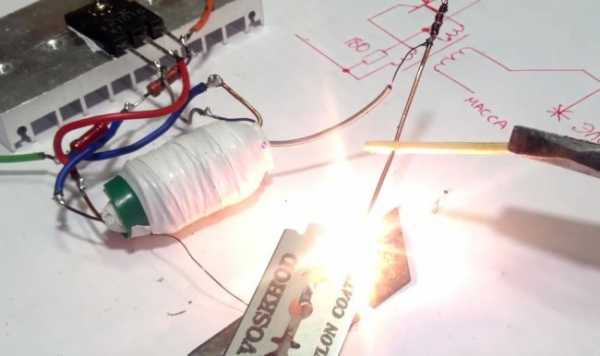 Сплавляем медные провода, толщиной до 1 мм.
Сплавляем медные провода, толщиной до 1 мм.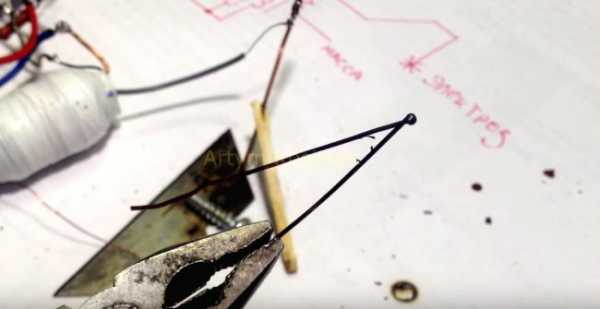 В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.
В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.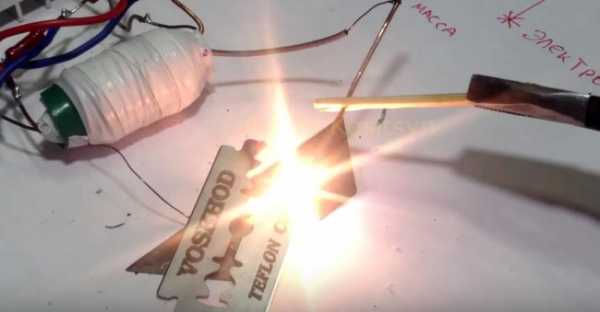 Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – Простой индукционный нагреватель 12 В. В этом случае мощность будет порядочная.Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – Простой индукционный нагреватель 12 В. В этом случае мощность будет порядочная.Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
sdelaysam-svoimirukami.ru
Как сделать сварочный аппарат своими руками (видео)
Чтобы знать, как сделать сварочный аппарат своими руками, достаточно разобраться в основных этапах. Многие работы по дому могут быть выполнены умелым хозяином самостоятельно. Главное, иметь необходимые инструменты.
Схема устройства сварочного аппарата.
Но некоторые приспособления необязательно приобретать, переплачивая большие суммы. Их вполне можно сделать самостоятельно. Это относится и к сварке, и к необходимому для нее аппарату.
Изготовление сварочного аппарата — не такой сложный процесс, как может показаться изначально. Самодельные сварочные аппараты изготавливаются по большей части из таких материалов и деталей, которые доступны для большинства мастеров.
Сварочный аппарат, в котором используются электроды с диаметром 4 мм, может сварить металл, толщина которого колеблется в диапазоне от 1 до 20 мм.
Переделывание трансформатора
Сварочные инверторы, своими руками изготовленные, могут потреблять напряжение как 220 В, так и 380 В. Начинать следует с самого основного — трансформатора. Для самодельного сварочного аппарата наилучшим вариантом станет трехфазный понижающий трансформатор. Мощность его должна быть 1-2 кВт.
Электрическая схема сварочного аппарата.
Для таких целей можно использовать даже тот трансформатор, в котором перегорела обмотка.
Самодельные сварочные трансформаторы разрабатываются в несколько этапов.Первое, что необходимо сделать, это снять вторичные обмотки со всех имеющихся катушек. При этом не следует разбирать сердечник трансформатора. Совершить такую процедуру можно, если перекусить шину из меди в двух-трех местах.
Первичные же обмотки, которые расположены на крайних катушках, трогать не стоит.Среднюю обмотку перемотайте тем же самым проводом. По ходу делайте отводы с периодичностью в 30 витков. В итоге должно получиться от 8 до 10 отводов, которые необходимо пронумеровать любым доступным способом. Две крайние катушки должны быть полностью обвиты вторичной обмоткой. Для этих целей подойдет трехфазный силовой многожильный кабель. В его состав должны входить четыре провода. Обязательная толщина для трех из них — 6 — 8 мм, а для одного — меньше 6 мм.
К преимуществам такого кабеля можно отнести способность выдерживать сильный ток, обеспечение надежной изоляции и плотной намотки, которая возможна вследствие его высокой степени гибкости. Более того, при обмотке таким кабелем нет необходимости в разборке трансформатора. Расход подобного кабеля будет колебаться в пределах 20 метров.
Чтобы работа шла быстро,самодельные сварочные трансформаторы имеет смысл выполнять вдвоем: один человек будет формировать витки, а второй протягивать провод.
Вернуться к оглавлению
Вывод первичной и вторичной обмоток
Для вывода вторичной обмотки трансформатора сварочного аппарата понадобятся клеммы, изготовить которые можно из проволоки, выполненной из меди. Ориентируйтесь на такие их размеры: диаметр от 10 до 12 мм и длина от 30 до 40 мм.
Схема обмотки трансформатора.
Изготовить клеммы можно следующим образом. Заранее подготовленную медную трубку оговоренных размеров необходимо расклепать. Получится своеобразная пластина, в которой нужно сделать отверстия 10 мм в диаметре. С другой стороны пластины необходимо вставить заранее зачищенные провода. С помощью молотка их нужно обжать.
Чтобы обеспечить лучший контакт, на внешней стороне трубки с помощью керна делаются насечки. Винты и гайки, которые располагаются на панели сверху трансформатора, необходимо устранить. Вместо них устанавливаются два новых медных винта с резьбой М10. Нужны они для подключения клеммы вторичной обмотки.
Что касается первичной обмотки, то для ее вывода необходимо изготовить еще одну плату, толщина которой должна равняться 3 мм. Для ее изготовления лучше всего использовать текстолит. После изготовления в плате делаются около 10 отверстий примерно 6 мм в диаметре. Эти отверстия необходимы для размещения винтов с шайбами и двумя гайками.
Готовую плату необходимо прикрепить к трансформатору. Соединение обмоток напрямую зависит от мощности сети, к которой планируется подключение.
Для сети в 220 В нужно соединить две крайние обмотки параллельно. К ним последовательно подключается средняя. Для сети в 380 В первичные обмотки должны быть соединены в последовательном порядке. То есть две крайние в первую очередь, а средняя — после них.
Подключаются выводы крайних обмоток к общей клемме. Оставшиеся выводы необходимо подключить к клемме-резке. Остальные клеммы нужны для подсоединения к ним отводов средней обмотки.
Вернуться к оглавлению
Изготовление электрододержателя
Для изготовления электрододержателя понадобится труба с сечением в ¾ и длиной в 2,5 см.Необходимо сделать с помощью ножовки два углубления в этой трубе: одно на расстоянии около 40 мм от края и второе на расстоянии 30 мм от противоположного края.
Небольшой отрез проволоки диаметром 6 мм приварите к трубе около того углубления, которое больше. Это необходимо для того, чтобы можно было прижать электрод к самому держателю.
На другой части трубы выполняется отверстие 8,2 мм в диаметре. Сюда подсоединяется небольшой кусок того кабеля, который использовался для вторичной обмотки. Сделать это можно, используя клемму, выполненную из меди и винта М8 в паре с гайкой. На эту трубу надевается подходящего размера и диаметра шланг, выполненный из капрона или резины.
Для подключения самодельного сварочного аппарата к общей сети используется рубильник. Такое подключение выполняется с помощью проводов, сечение которых должно быть не менее 1,5 мм.
Провода подключаются к разным клеммам: первый — к общей клемме, а второй — к одной из пронумерованных клемм.
Не стоит забывать, что самодельный сварочный аппарат способен выполнять относительно небольшие объемы работ; это значит, что ему необходимо время для остывания.
При использовании электродов с диаметром от 3 мм на время прекратите работу после непрерывного расхода около 15 штук. Если сократить диаметр используемых электродов, тогда можно осуществлять работу совершенно без перерывов.
expertsvarki.ru