| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Поиск на сайте DPVA Поставщики оборудования Полезные ссылки О проекте Обратная связь Ответы на вопросы. Оглавление
| Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Поделиться:
Поиск в инженерном справочнике DPVA. Введите свой запрос: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Коды баннеров проекта DPVA.ru Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Таблицы соответствия резьб. / / Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI
Таблицы соответствия резьб. / / Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI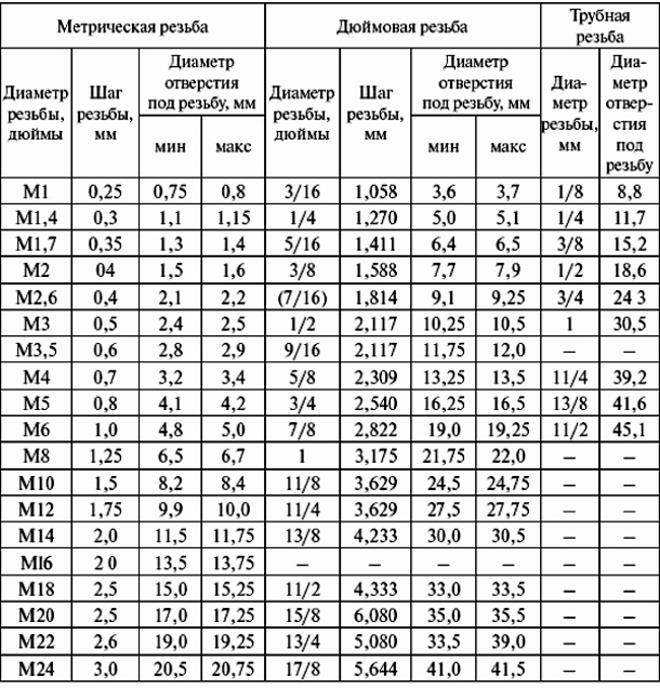
 20.1 (США)
20.1 (США) Введите свой запрос:
Введите свой запрос:Дюймовая резьба: таблица соответствия размеров в мм, шаг, обозначения, ГОСТ и маркировки
Распечатать
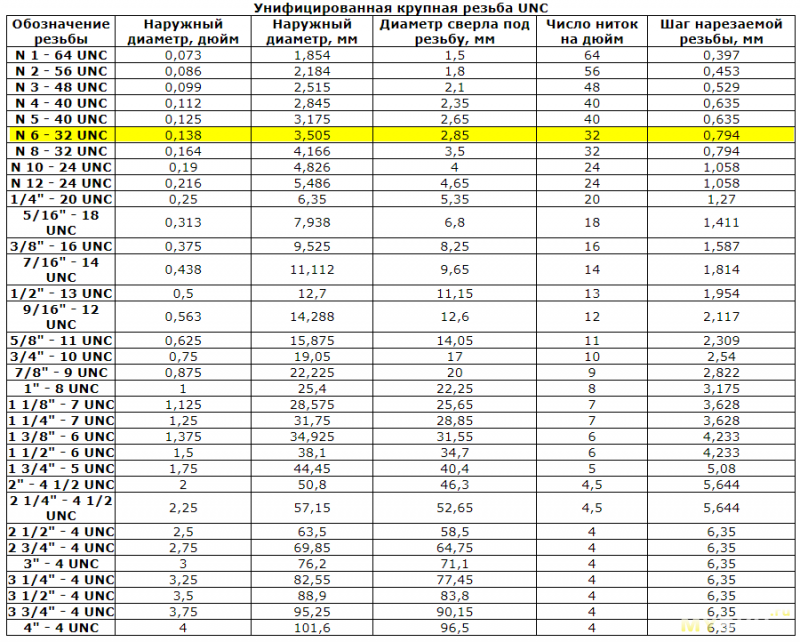
Унифицированные дюймовые резьбы стандарта UN (UNC, UNF и UNEF) широко распространены в Америке и Канаде, где действует дюймовая система измерений. Здесь этот стандарт является основным для болтов, винтов, гаек и многих других крепежных деталей, используемых в машиностроении. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
Американская резьба имеет тот же профиль с углом при вершине
60°
, что и метрическая стандарта ISO, но ее основные параметры выражены не в миллиметрах, а в дюймах. В зависимости от частоты витков она также бывает крупная (основная) UNC, мелкая UNF и супермелкая UNEF. Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм).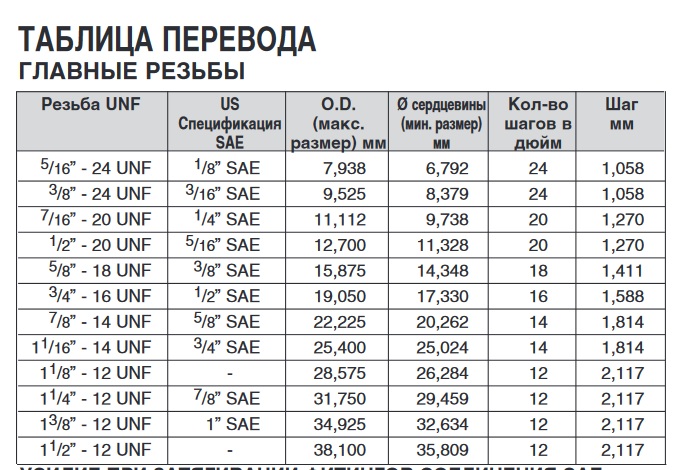 Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Условные обозначения
В обозначении резьбы указывается ее наружный диаметр – D
, за которым следует шаг –
TPI
(количестве ниток на дюйм) и ее тип –
UNC
или
UNF
. Для диаметров
менее 1/4″
размер обозначается целым числом от
0 до 12
, которое стоит после символа
#
или
№
. Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Основные моменты
Небольшая историческая справка, чтобы понять, почему так важны стандарты, и почему весь мир производит продукцию, которая им соответствует. До второй половины 16 века еще не было изобретено резьбонарезного станочного оборудования, поэтому все винты, которые применялись в редких конструкциях, были созданы вручную. Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил. Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется. С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.
Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил. Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется. С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.
| Цилиндрическая |
| Коническая |
И только в 18 веке, который назван индустриальным, крепежные инструменты получили такое распространение и многообразие, что нельзя было допускать разнокалиберного производства, нужно было все унифицировать.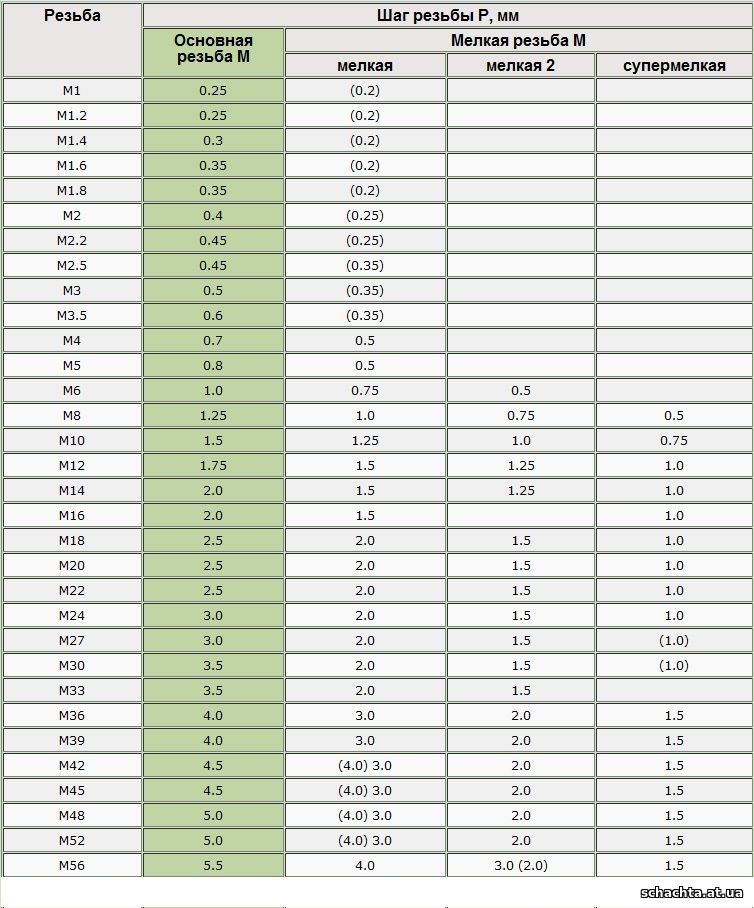 Потребность исходила именно из нужд строительства, поэтому производители постепенно сошлись на одних принятых стандартах. Но несмотря на различия в двух системах исчисления есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это:
Потребность исходила именно из нужд строительства, поэтому производители постепенно сошлись на одних принятых стандартах. Но несмотря на различия в двух системах исчисления есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это:
- Длина болта (шурупа и пр.) и расстояние нанесения витков.
- Количество спиралей – устройство может быть однозаходным и многозаходным.
- Внутренний диаметр под дюймовую резьбу. Берутся две самые глубокие точки (это дно канавок), которые расположены напротив, например, в гайке или в трубе, других деталях для соединения. Это и будет d (стандартное обозначение в формулах).
- Внешний, или D. Он же – наружный. Для его измерения нужно зафиксировать отрезок, который образуется между двумя наиболее выпирающими ступенями, которые расположены параллельно.
- Направление – здесь все просто, бывает правосторонняя и левосторонняя нарезка. Правый вариант распространен, используется намного чаще как при машиностроении, так и в быту, например, при обычном завинчивании пробки на горлышко бутылки.
 К слову, на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках.
К слову, на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках. - Профиль. Это геометрическая форма, которую имеет нарезка. Концы гребней могут быть острые, тогда получается треугольник в сечении, или с усеченным конусом, прямоугольником. Чтобы наиболее наглядно это увидеть, если есть желание, можно взять болт и разрезать его вдоль, затем посмотреть на разрез или сделать его отпечаток. Но так как стандарты дюймовых резьб представлены в маркировках, достаточно найти обозначение в дюймах в сопроводительной документации. А мы покажем это на схематическом изображении.
- Шаг. Одна из часто используемых характеристик, объясняет то, на каком расстоянии находятся одинаково удаленные от центра ближайшие точки. Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.
- Ход. Это то, как пройдет один виток при обороте на 360 градусов. Он в формулах представлен как Ph. Полностью зависит от двух параметров: от промежутков и количества заходов. Чаще всего встречаются двухзаходные болты, поэтому в них ход равен двум. Формула для вычисления: Ph = Р*n, где n – это количество заходов.
 К слову, на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках.
К слову, на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках. Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.
Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.Посмотрим для наглядности на схематическое изображение:
На схеме видим ось. Это визуальная срединная линия, представляющая собой центр и находящаяся на одинаковом удалении от всех верхних точек гребней и внутренних – от дна канавок. Мы привели основные аргументы и рассказали о происхождении всей системы измерений. Но при маркировке используются дополнительные характеристики. Вот как еще можно определить дюймовую резьбу:
- По углу подъема. Это то, насколько круто происходит врезка. Обычно, чем больше шаг и количество заходов, тем острее угол. Также этот показатель влияет на эксплуатационные качества, в том числе на то, насколько сложно спираль сбить, срезать.
- По длине свинчивания – это то расстояние, где соприкасаются внутренняя и внешняя нарезка парного крепежного соединения.
- По сбегу. Это промежуток с неполным неглубоким профилем, поскольку на этом небольшом участке происходит плавный, постепенный переход к гладкой части метиза.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.

Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Таблицы размеров дюймовых и метрических мелких и крупных резьб
Теперь мы представим сравнительные табличные данные. Сразу укажем, что невозможно и нецелесообразно в рамках одной статьи предоставлять все нормативные документы, поскольку узнать исчерпывающую информацию по всем типоразмерам можно в соответствующих ГОСТах. Мы представим самые распространенные. Сначала отметим, что шаг бывает:
- более 68 мм;
- до 68 мм включительно.
Отсюда приведем два списка с рассматриваемой маркировкой и указанием в миллиметрах:
| Обозначение | Укрупненная спираль, мм |
| М1 | 0. 25 25 |
| М1.2 | 0.25 |
| М1.4 | 0.3 |
| М1.6 | 0.35 |
| m1.8 | 0.35 |
| m2 | 0.4 |
| М2.2 | 0.45 |
| М2.5 | 0.45 |
| М3 | 0.5 |
| М3.5 | 0.6 |
| М4 | 0.7 |
| М5 | 0.8 |
| М6 | 1.0 |
| М8 | 1.25 |
| М10 | 1.5 |
| М12 | 1.75 |
| М14, 16 | 2.0 |
| М18, 20, 22 | 2.5 |
| М24, 27 | 3.0 |
| М30, 33 | 3.5 |
| М36, 39 | 4.0 |
| М42, 45 | 4.5 |
| М48, 52 | 5.0 |
| М56, 60 | 5.5 |
| М64, 68 | 6.0 |
Отличия от метрической
И так как все развитие резьбового инструмента пришлось преимущественно на Великобританию и ее колонии, то использовалась дюймовая система исчисления.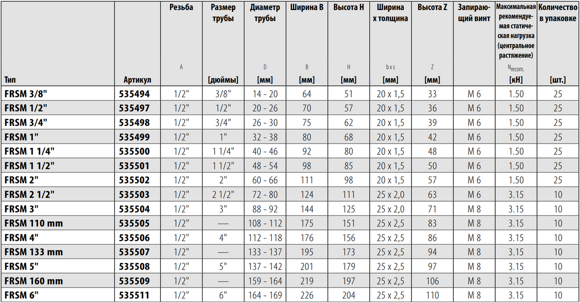 Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это не что иное, как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы. Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению. Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена. Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами.
Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это не что иное, как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы. Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению. Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена. Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами.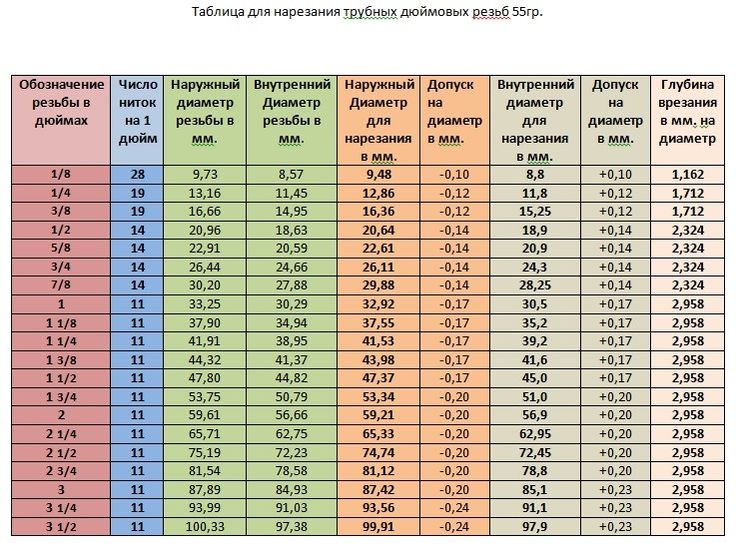 Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал 1 готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других. Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами. Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии.
Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал 1 готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других. Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами. Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии. К слову, сами американцы и англичане называют ее имперской. Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
К слову, сами американцы и англичане называют ее имперской. Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
- профиль;
- порядок вычисления шага и хода.
Также может меняться угол нарезки – он обычно составляет 55 градусов, а в более привычной нам метрической – все 60. На самом деле на уровне небольших гаек и болтов этот наклон фактически незначительный, но все же для крепкого стыка рекомендовано подбирать крепежную пару соответствующих координат.
Выше мы сказали, что с конвертацией из одного исчисления в другое математики уже определились, соотношение составляет 1 к 2,54 сантиметрам. Опять вдаваться в историю производства метизов не будем, а просто упомянем как факт, что при переделке маркировок с английской на французскую манеру используется не стандартный параметр, а специальный – трубный. Один такой дюйм (международное сокращение и то, как обозначается дюймовая резьба, – двойной апостроф – ?) равен 3,324 см. Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
| значение | наружный d, мм | внутренний d, мм |
| 3/16 | 4,762 | 3,408 |
| 1/4 | 6,35 | 4,724 |
| 3/8 | 9,525 | 7,492 |
| 1/2 | 12,7 | 9,989 |
| 3/5 | 19,05 | 15,798 |
| 1 | 22,225 | 21,334 |
| 1; 1/2 | 38,1 | 32,679 |
Хочется отметить, что такая маркировка смотрится лаконичнее.
Технологии нарезки
Есть два распространенных способа:
- Вручную. Для этого используется метчик и плашка. Первый инструмент делает резьбу в заранее подготовленном отверстии, будучи установлен в специальную рукоятку. Второй механизм предназначен для внешнего нарезания. Это круглое устройство с внутренними острыми лепестками, которое завинчивается на заготовку с помощью держателя.
- С помощью токарного или сверлильного станка. Для этого нужны специальные резьбонарезные резцы. Сначала выбирается отверстие. Следует сделать несколько проходов – от чернового к финишному этапу. Чтобы не перегревать сплав, на место ввинчивания наносят машинное масло.
Как определить вес трубы
Существует несколько способов, с помощью которых можно узнать массу трубы. Самый простой и быстрый метод – воспользоваться справочником или получить информацию на тематическом сайте. В профильных таблицах указывается расчетная масса 1 п.м. для различных размеров.
В Интернете есть сайты, на которых можно вычислить вес трубы, воспользовавшись онлайн-калькулятором. Для этого необходимо знать толщину стенки, внутренний или наружный диаметр. Еще один вариант – рассчитать вес по формуле. Эта формула прописана в документе ГОСТ № 8732. Она подходит для расчета массы труб любого типа. Поэтому данные, полученные в результате таких вычислений, будут только приблизительными. Но в большинстве случаев необходимость в получении максимально точной массы не возникает. Кроме того, показатели, полученные в результате вычислений по формуле, находятся в пределах допустимой погрешности. Поэтому такими значениями можно оперировать.
Кроме того, показатели, полученные в результате вычислений по формуле, находятся в пределах допустимой погрешности. Поэтому такими значениями можно оперировать.
Источники
- https://Avto-bolt.ru/dyuymovaya-rezba/
- https://traiv-komplekt.ru/articles/dyuymovaya-rezba-tablitsy-razmery-kharakteristiki/
- https://ooo-asteko.ru/sootvetstvie-rezby-v-dyuymah-i-millimetrah/
- https://domxoloda.ru/table-sizes/
- https://gidro.tech-group.pro/tablicy_perevoda_dyuymovyh_razmerov
- https://met-all.org/metalloprokat/metizy/dyujmovaya-rezba-razmery-tablitsa-gost.html
- https://www.rinscom.com/articles/dyuymovaya-rezba-osnovnye-otlichiya-ot-metricheskoy-parametry-i-markirovka/
- https://KanalizaciyaLite.ru/tr/diametr-trub-32-mm-skolko-eto-v-dyujmax
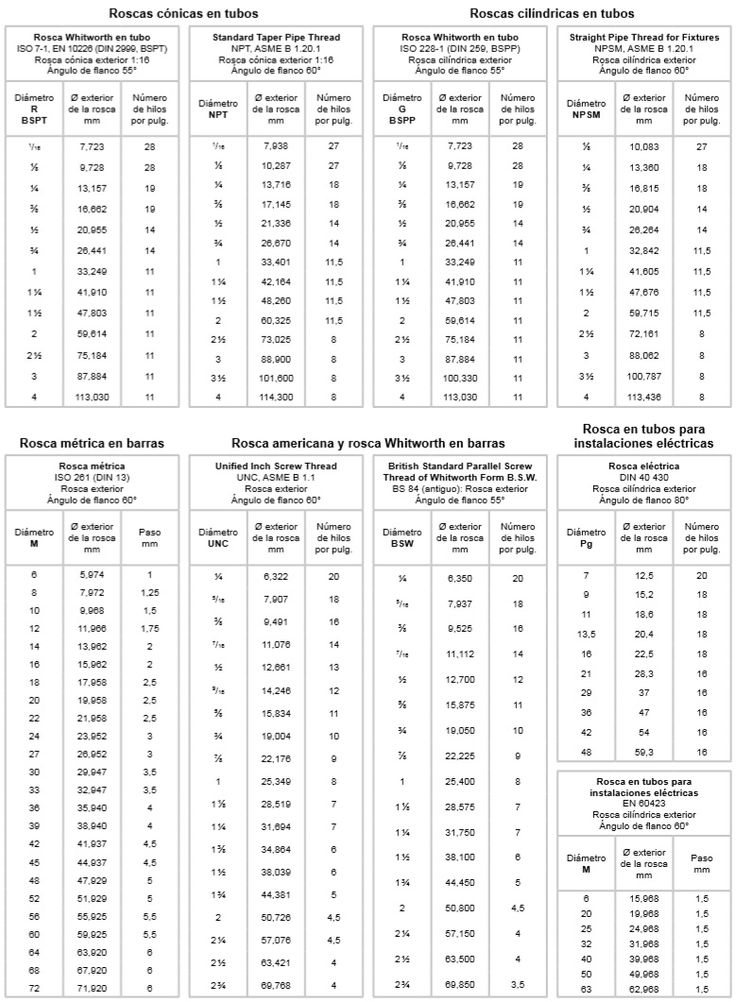
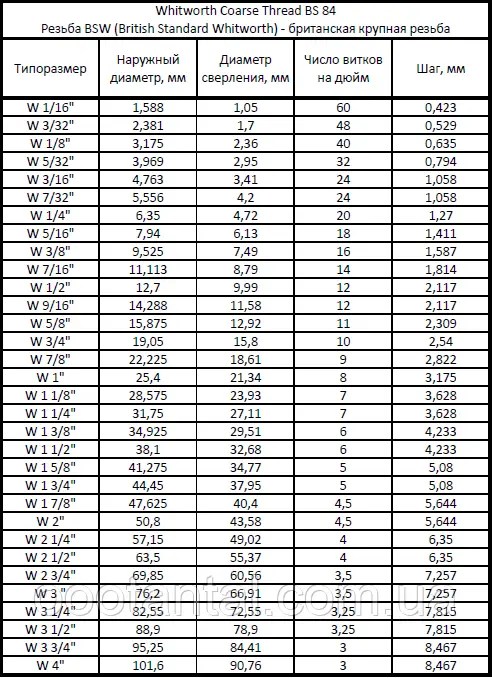
Виды дюймовых резьб
В основном разделяют две разновидности:
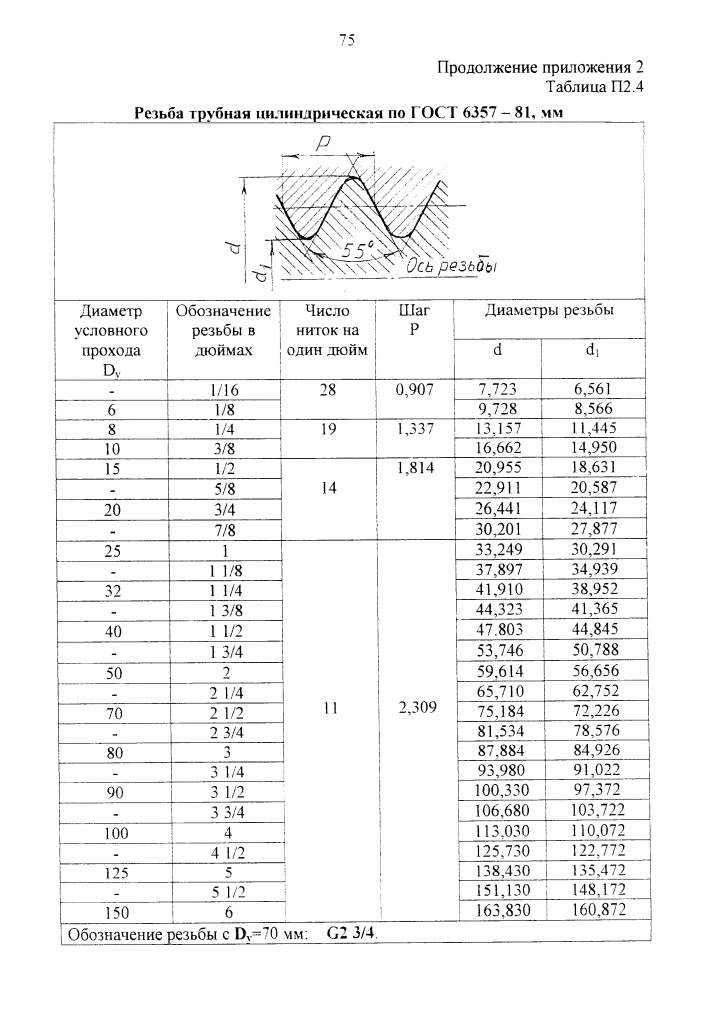
- Цилиндрическая. Более распространенная. Она регулируется в России нормативным документом ГОСТ 6357-81. Их отличие в том, что они имеют более мелкую и, соответственно, частые витки. Они находятся близко. Также они более округлые, что положительно влияет на сцепление, делая связь более герметичной для жидкостей и газов.
- Коническая. У нее есть два подвида углов профиля – в 55 и 60 градусов, поэтому в два раза больше разновидностей. К тому же напоминает конус, что делает пару самоуплотняемой. Это приводит к тому, что зона крепежа не требует использования герметизирующих средств.
 Они находятся близко. Также они более округлые, что положительно влияет на сцепление, делая связь более герметичной для жидкостей и газов.
Они находятся близко. Также они более округлые, что положительно влияет на сцепление, делая связь более герметичной для жидкостей и газов.Моменты затяжки крепежной дюймовой резьбы
Этот показатель является рекомендуемым при работе с резьбовыми соединениями. Он обозначает максимальное усилие, которое можно оказывать на деталь. Если оно будет превышено, то могут быть срезаны (свинчены) витки, элемент испортится и потеряет свое функциональное значение. А если, напротив, будет допущено минимальное, недостаточное усилие, то во время эксплуатации под воздействием вибрации и других факторов случится самопроизвольное раскручивание, что также чревато поломкой или аварией. Приведем небольшую таблицу с рекомендациями, силу будем по стандарту измерять в Нм, то есть в Ньютон-метрах. К слову, 1 Нм приблизительно равен 0,1 кГм.
К слову, 1 Нм приблизительно равен 0,1 кГм.
| диаметр, в дюймах | момент затяжки, в нм |
| 1/4 | 12± 3 |
| 3/8 | 47± 9 |
| 7/16 | 70± 15 |
| 1/2 | 105± 20 |
| 5/8 | 215± 40 |
| 3/4 | 370 ± 50 |
| 7/8 | 620± 80 |
| 1 | 900 ± 100 |
| 1; 1/2 | 3100 ± 350 |
Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу, разобрали ее размеры, привели таблицы соответствия диаметров в дюймах и миллиметрах (мм), а также рассмотрели перевод метрической системы. Мы привели таблицы, а также способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
В качестве завершения есть видеозапись:
После того как ознакомитесь со статьей, можете прочитать про наши товары. уже 15 лет на российском рынке – мы занимаемся продажей ленточнопильных станков. За это время мы охватили практически все города страны.
Где какая используется?
Метрические резьбы используются по всему миру в разных сферах деятельности. Они применяются при производстве крепежных элементов, бытовых приборов, промышленной техники, автомобилей, сантехнических изделий.
Интересное: Виды резьбы по металлу и их классификация
Дюймовые резьбы активно применяются в США, Канаде, некоторых странах Европы. Единственное направление деятельности, где ими замещают метрические соединения — сантехника.
Дюймовые резьбовые соединения имеют одну важную особенность, которой лишены метрические резьбы. При измерении десятых долей миллиметра могут возникать разные трудности, снижаться точность измерения. В процессе измерения дюймовых соединений используется шаг в ¼ дюйма.
 Благодаря этому повышается точность измерений, упрощается обозначение.
Благодаря этому повышается точность измерений, упрощается обозначение.Все, что вам нужно знать о размерах трубной резьбы
Меню
Счет
Найдите правильный размер трубной резьбы
Размеры трубной резьбы и размеров фитингов относятся к физическим размерам фитингов, но не обязательно указывают размеры трубы. В сантехнической промышленности измерение размера резьбы называется «номинальным» размером трубной резьбы, который указывает внутренний диаметр размера трубы. Это различие может сбивать с толку, поскольку в отрасли существует несколько различных терминов, которые можно использовать, и если вы не уверены, что измерять и где вы можете получить фитинги неправильного размера.
Давайте начнем с пары трубных фитингов с нормальной трубной резьбой. NPT относится к национальной трубной резьбе, термин, определенный ANSI (Американским национальным институтом стандартов). Фитинги с резьбой NPT являются наиболее распространенной резьбой, используемой для общих целей, и имеют коническую резьбу, используемую для соединения и герметизации фитингов для использования с такими жидкостями, как воздух или газ.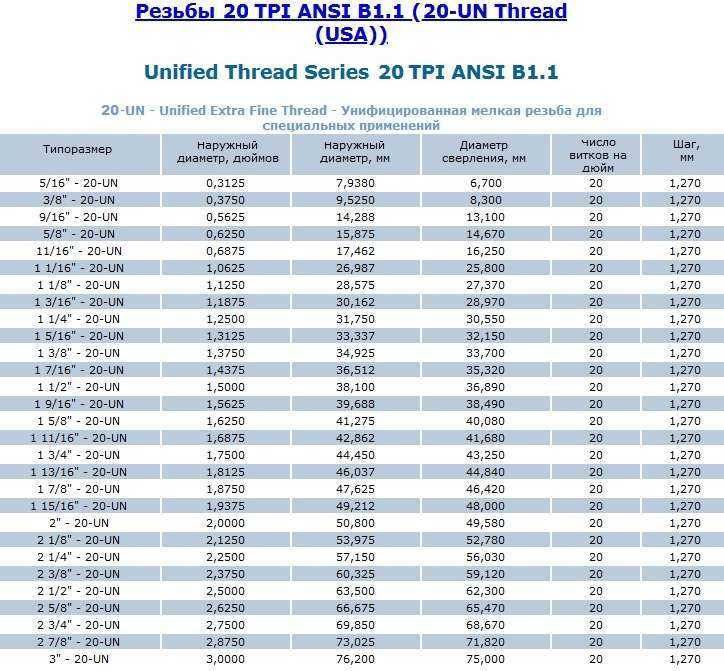
Резьба NPT
Измерение A показывает внешний диаметр (или наружный диаметр) фитинга с наружной резьбой, а измерение B показывает верхний диаметр фитинга с внутренней резьбой. Это измерение указывает фактический физический размер фитинга — с помощью этого измерения мы можем соотнести этот размер с его номинальным размером трубы (или NPS), который используется более широко. В приведенной ниже таблице вы можете найти физические размеры размера резьбы (столбец 1 и столбец 2 — одинаковые размеры) и сопоставить его с размером трубной резьбы в столбце 3. Чаще всего, когда мы говорим 1/2 дюйма применительно к размеру трубы или размера фитинга он относится к номинальному размеру, а не к фактическому диаметру, указанному в измерениях A и B.
Информация о размере трубной резьбы США
| COL 1 (размер A) | COL 2 (размер A) | COL 3 (Dimension B) | Col 4 | OD Decimal Inch | Pipe Thread Size (Nominal Pipe Size) | Threads per Inch | |
| 5/16 | 0.3125 | 1/16 | 27 | ||||
| 13/32 | 0.405 | 1/8 | 27 | ||||
| 35/64 | 0.540 | 1/4 | 18 | ||||
| 43/64 | 0.675 | 3/8 | 18 | ||||
| 27/32 | 0.840 | 1/2 | 14 | ||||
| 1-3/64 | 1.050 | 3/4 | 14 | ||||
| 1-5/16 | 1.315 | 1 | 11-1/2 | ||||
| 1-21/32 | 1,660 | 1-1/4 | 11-1/2 | ||||
| 1-29/32 | 1,900 | 1-1/2 | 11-11-21-21.900 | 1-1/2 | 110011-1900 | 1-1/2 | 110023 |
| 2-3/8 | 2.375 | 2 | 11-1/2 | ||||
| 2-7/8 | 2. 875 875 | 2-1/2 | 8 | ||||
| 3- 1/2 | 3,5 | 3 | 8 | ||||
| 4 | 4,0 | 3-1/2 | 8 | ||||
| 4-1/2 | 4.5 | 4 | 8 | ||||
| 5-5/8 | 5.563 | 5 | 8 | ||||
| 6-5/8 | 6.625 | 6 | 8 | ||||
| 8-5/8 | 8.625 | 8 | 8 | ||||
| 10-3/4 | 10.75 | 10 | 8 | ||||
| 12-3/4 | 12,75 | 12 | 8 |
 Inch
Inch
Спецификация труб
То, что вызывает недоумение у многих людей, как в отрасли, так и вне ее, — это толщина трубы, которая может варьироваться, даже если NPS остается неизменным. Толщина трубы, называемая в отрасли спецификацией, указывает, насколько толсты стенки трубы на самом деле, в то время как внутренний диаметр (или внутренний диаметр) по-прежнему является наиболее распространенным различием для соединения двух фитингов.
Число витков на дюйм или шаг резьбы
Измерение С показывает длину самих витков резьбы. При более внимательном рассмотрении этих витков мы можем фактически измерить количество пиков и впадин, чтобы вычислить число витков на дюйм ( TPI) или шаг резьбы. Резьба NPT имеет угол резьбы 60°, основания и гребни плоские, а скорость конусности составляет 1 дюйм 16 дюймов (что означает, что размер трубы уменьшится на 3/4 дюйма по сравнению с 12 дюймами). Слева находится диаграмма, иллюстрирующая наиболее распространенные числа TPI или шаг резьбы — шаг можно измерить с помощью этой диаграммы (распечатайте до фактического размера) или с помощью калибра резьбы для большей ясности.
Другие примечания о размерах резьбы
В дополнение к этим трем основным различиям резьбы в отрасли используется множество сокращений, многие из которых неверны, и ваше свободное владение терминами может помочь избежать путаницы. Как упоминалось ранее, NPT указывает на определенный стандарт ANSI, но многие люди используют MPT/MIP и FPT/FIP взаимозаменяемо. MPT обозначает наружную трубную резьбу, а MIP обозначает наружную железную трубу, что означает наружный фитинг с резьбой NPT. FPT означает внутреннюю трубную резьбу, а FIP означает внутреннюю железную трубу, что означает внутренний фитинг с резьбой NPT. Помните, что не следует путать NPS (опять же номинальный размер трубы) с Национальным размером трубы, который НЕ является реальным обозначением. Кроме того, важно помнить, что если вы не чувствуете себя комфортно при измерении фитингов или труб, вам следует проконсультироваться с профессионалом и всегда помнить о том, что все ваши проекты соответствуют местным нормам и стандартам.
MPT обозначает наружную трубную резьбу, а MIP обозначает наружную железную трубу, что означает наружный фитинг с резьбой NPT. FPT означает внутреннюю трубную резьбу, а FIP означает внутреннюю железную трубу, что означает внутренний фитинг с резьбой NPT. Помните, что не следует путать NPS (опять же номинальный размер трубы) с Национальным размером трубы, который НЕ является реальным обозначением. Кроме того, важно помнить, что если вы не чувствуете себя комфортно при измерении фитингов или труб, вам следует проконсультироваться с профессионалом и всегда помнить о том, что все ваши проекты соответствуют местным нормам и стандартам.
Категории: Советы и консультации
Теги: Компоненты пожарной ямы
Опубликовано по адресу: 7 октября 2016 г.
Опубликовано: Adam S
© Spotix, Inc. Reserded Resight . Карта сайта
Таблица шагов резьбы
Серии резьб охватывают обозначения комбинаций диаметр/шаг, которые измеряются количеством витков резьбы на дюйм (TPI) для одного диаметра.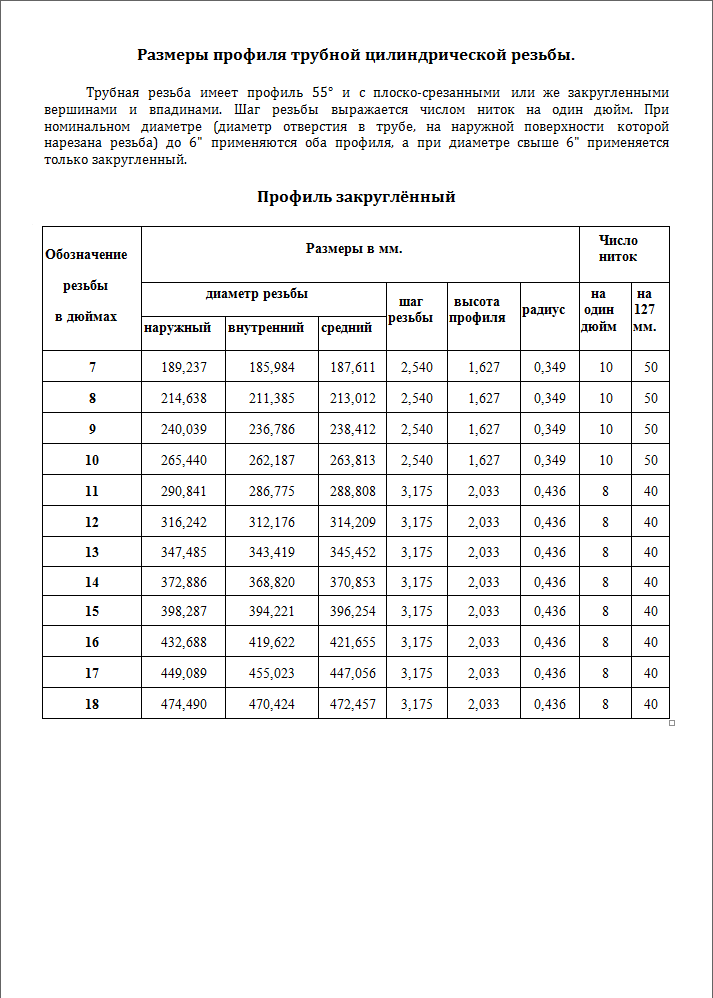 Серия
Серия
с крупной резьбой (UNC/UNRC) является наиболее распространенным обозначением болтов и гаек общего назначения. Крупная резьба выгодна, потому что она реже перекрещивается, более устойчива к неблагоприятным условиям и облегчает быструю сборку.
Серия с мелкой резьбой (UNF/UNRF) обычно используется в точных приложениях. Из-за больших областей растягивающих напряжений они обладают высокой прочностью на растяжение. Однако для мелкой резьбы требуется более длительное зацепление, чем для крупносерийной резьбы, чтобы предотвратить зачистку.
Серия с 8 резьбами (8UN) — это указанный метод формирования резьбы для нескольких стандартов ASTM, включая A193 B7, A193 B8/B8M и A320. Эта серия используется для диаметров один дюйм и выше.
| Серия с крупной резьбой — UNC | |||
| Номинальный размер и резьба на дюйм | Диаметр базового шага. | Разрез на малом диам. | Зона растягивающих напряжений |
В. | кв. дюйм | кв. дюйм | |
| 3/8 — 16 | 0,3344 | 0,0678 | 0,0775 |
| 7/16 — 14 | 0,3911 | 0,0933 | 0,1063 |
| 1/2 — 13 | 0,4500 | 0,1257 | 0,1419 |
| 16 сентября — 12 | 0,5084 | 0,162 | 0,182 |
| 5/8 — 11 | 0,5660 | 0,202 | 0,226 |
| 3/4 — 10 | 0,6850 | 0,302 | 0,334 |
| 7/8 — 9 | 0,8028 | 0,419 | 0,462 |
| 1 — 8 | 0,9188 | 0,551 | 0,606 |
| 1,1/8 — 7 | 1.0322 | 0,693 | 0,763 |
| 1,1/4 — 7 | 1.1572 | 0,890 | 0,969 |
| 1,3/8 — 6 | 1,2667 | 1,054 | 1,155 |
| 1,1/2 — 6 | 1.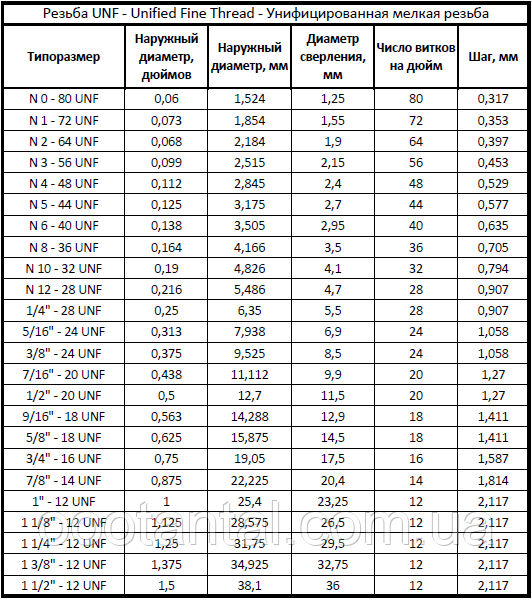 3917 3917 | 1,294 | 1.405 |
| 1,3/4 — 5 | 1.6201 | 1,74 | 1,90 |
| 2 — 4,1/2 | 1,8557 | 2,30 | 2,50 |
| 2,1/4 — 4,1/2 | 2.1057 | 3,02 | 3,25 |
| 2,1/2 — 4 | 2,3376 | 3,72 | 4,00 |
| 2,3/4 — 4 | 2,5876 | 4,62 | 4,93 |
| 3 — 4 | 2,8376 | 5,62 | 5,97 |
| 3,1/4 — 4 | 3.0876 | 6,72 | 7.10 |
| 3,1/2 — 4 | 3,3376 | 7,92 | 8,33 |
| 3,3/4 — 4 | 3,5876 | 9.21 | 9,66 |
| 4 — 4 | 3,8376 | 10,61 | 11.08 |
| Серия с мелкой резьбой — UNF | |||
Номинальный размер и резьба на дюйм. | Диаметр базового шага. | Разрез на малом диам. | Зона растягивающих напряжений |
| В. | кв. дюйм | кв. дюйм | |
| 3/8 — 24 | 0,3479 | 0,0809 | 0,0878 |
| 16.07 — 20 | 0,4050 | 0,1090 | 0,1187 |
| 1/2 — 20 | 0,4675 | 0,1486 | 0,1599 |
| 16-18 сентября | 0,5264 | 0,189 | 0,203 |
| 5/8 — 18 | 0,5889 | 0,240 | 0,256 |
| 3/4 — 16 | 0,7094 | 0,351 | 0,373 |
| 7/8 — 14 | 0,8286 | 0,480 | 0,509 |
| 1 — 12 | 0,9459 | 0,625 | 0,663 |
| 1,1/8 — 12 | 1.0709 | 0,812 | 0,856 |
| 1,1/4 — 12 | 1.
| ||