Содержание
Технология дуговой сварки. Виды электродуговой сварки.
Содержание
- Виды электродуговой сварки.
- Технология ручной дуговой сварки.
- Преимущества и недостатки сварки постоянным и переменным током.
- Преимущества и недостатки постоянного тока.
- Преимущества переменного тока.
- Недостатки переменного тока.
- Сварка угольным электродом.
- Процесс сварки угольным электродом.
Самый распространенный способ электродуговой сварки является способ сварки с помощью металлических электродов.
Схематический процесс электродуговой сварки и её виды изображены на рис. 1.
Виды электродуговой сварки.
Рис. 1. Виды дуговой электросварки:
а – сварка металлическим электродом:
1 – генератор; 2,3 – провод; 4 – металл; 5 – электрододержатель; 6 – электрод; 7 электрическая дуга.
б – сварка угольным электродом:
1 – электрическая дуга; 2 – электрод угольный; 3 – металл; 4 – присадочный пруток; 5 – держатель.
Технология ручной дуговой сварки.
Ток от генератора или трансформатора 1 по проводу 2 подводится к свариваемому металлу 4, а по проводу 3—к электрододержателю 5, в который зажимается электрод 6. Сварщик, приближая электрод к свариваемому металлу, замыкает цепь, возникает электрическая дуга 7. От тепла электрической дуги металл нагревается до температуры плавления и происходит слияние двух металлов. Расплавленный металл электрода служит присадочным материалом. Оказывать механические усилия на свариваемые детали при этом способе электросварки не требуется.
Преимущества и недостатки сварки постоянным и переменным током.
Электродуговая сварка выполняется как при переменном, так и постоянном токе.
Преимущества и недостатки постоянного тока.
Постоянный ток дает более устойчивую электрическую дугу и, благодаря неодинаковому выделению тепла на положительном и отрицательном полюсах, допускает более гибкую регулировку распределения тепла, применяя прямую (отрицательный полюс на электроде) или обратную (отрицательный полюс на детали) полярности. Это имеет большое значение при сварке цветных металлов, тонких листов металлов и некоторых марок специальных сталей. Оборудование для сварки на постоянном токе в 1,5 раза дороже оборудования для сварки на переменном токе.
Это имеет большое значение при сварке цветных металлов, тонких листов металлов и некоторых марок специальных сталей. Оборудование для сварки на постоянном токе в 1,5 раза дороже оборудования для сварки на переменном токе.
Преимущества переменного тока.
Преимуществом сварки на переменном токе служат небольшие габариты, малый вес и сравнительно невысокая стоимость электросварочных трансформаторов, а также простота их эксплуатации и значительная экономичность.
Недостатки переменного тока.
К недостаткам сварки на переменном токе относятся трудность выполнения потолочной и вертикальной сварки и необходимость употребления более дорогих обмазных электродов. Качество сварки при использовании переменного и постоянного тока равноценно.
Сварка угольным электродом.
Другим способом электросварки является сварка угольным электродом.
Процесс сварки угольным электродом.
Процесс электросварки угольными электродами следующий (см. рис. 1, б). При сварке электрическая дуга 1 возникает между угольным или графитовым электродом 2 и свариваемой деталью 3. Шов получается при плавлении прутка 4, который называется присадочным прутком, он вводится со стороны в электрическую дугу. Для начала сварки электроды графитовые или угольные зажимаются в держатель 5. Одновременно происходит плавление электрической дугой кромок свариваемого металла. Такой способ сварки в промышленности применяется очень редко.
Значит, для угольного электрода присадочным материалом для заполнения шва будет пруток, который вводится со стороны в электрическую дугу, а при сварке металлическим электродом присадочным материалом будет металл самого электрода.
Преимущества электродуговой сварки перед газовой заключаются в том, что она в три-четыре раза дешевле газовой и безопасна от взрыва горючих газов.
 Вес. Прочность пенькового каната.
Вес. Прочность пенькового каната.
Дуговая сварка плавящимся электродом в защитных газах: оборудование и технология процесса
Главная » Технология
Дуговая сварка плавящимся электродом — это метод, при котором между свариваемым изделием и концом электрода возникает электрическая дуга, под действием которой основной металл и электрод начинают плавиться, образуя сварочную ванну, а обмазочный материал электрода при этом создает газовую защитную среду, необходимую для качественного шва.
Содержание
- 1 Плюсы и минусы метода
- 2 Оборудование для ручной дуговой сварки
- 3 Перенос электродного металла: виды и характеристики
- 4 Сварочный процесс
- 5 Сварка плавящимся электродом в защитных газах
Плюсы и минусы метода
Плюсами этого способа сваривания всегда считались:
- простота эксплуатации и низкая цена оборудования для сварного процесса;
- возможность сваривания большого количества разновидностей металлов при широком спектре выбора электродного материала;
- возможность выполнять сварные работы в труднодоступных местах;
- уместно сваривание в любых пространственных положениях.
Из недостатков стоит выделить:
- в процессе выделяется большое количество веществ, вредных как для самого сварщика, так и для окружающих;
- качество сварного шва во многом зависит от опыта и квалификации сварщика;
- скорость выполнения работ зачастую ниже, чем при иных методах;
- при выполнении сварки на постоянном токе магнитные поля сильно влияют на отклонение дуги, что затрудняет процесс.


Оборудование для ручной дуговой сварки
Оборудование, необходимое для ручного дугового сваривания, состоит:
- из источника питания, который может быть как переносным, так и стационарным в зависимости от вида выполняемых сварщиком работ;
- из кабеля с электродержателем, в котором фиксируется покрытый специальной обмазкой электрод;
- из кабеля обратного заземления для соединения свариваемого изделия с источником питания.
Также не стоит забывать о дополнительных средствах, таких, как: защитная маска, перчатки сварщика, разнообразные приспособления для удаления шлака и другие вещи, необходимые для удобства специалиста.
Перенос электродного металла: виды и характеристики
Перенос электродного металла делится на три типа:
- крупнокапельный перенос. Случается, если процесс происходит с высоким напряжением на электрической дуге и невысокими параметрами тока при сваривании. Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать.
- мелкокапельный перенос. При данном виде переноса металла капли расплавленного электродного материала равны или меньше по диаметру, чем сам электрод. Процесс сварки проходит с высоким напряжением на дуге и высокими параметрами тока. При мелкокапельном переносе увеличивается скорость выполнения работ, шов имеет более аккуратный вид. Такой тип переноса наиболее подходит для сваривания толстостенных металлов.
- струйный перенос. Струйный перенос металла обычно происходит при высокой силе тока и использовании электрода с прямой полярностью. При данном переносе очень мелкие капли металла идут одна за другой непрерывной цепочкой, обеспечивая ровную и гладкую на ощупь поверхность шва. Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа.
 Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать.
Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать. Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа.
Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа.Сварочный процесс
От источника сварочного тока к электроду поступает электроэнергия. Во время контакта электрода со свариваемым металлом образуется электрическая дуга, которая расплавляет изделие и электрод, вследствие чего возникает сварочная ванна. Электродный материал, поступая в эту ванну, сплавляет кромки металла, который нужно сварить, а обмазка обеспечивает защиту в области формирования шва и образует защитный слой по окончании процесса сваривания.
Схема сварки плавящимся электродом
Сварка плавящимся электродом в защитных газах
Этот тип сварки подразумевает собой сварку с помощью автоматических или полуавтоматических сварочных аппаратов, в процессе сварочная проволока подается в зону формирования шва. В роли защитного газа чаще всего выступают аргон либо углекислый газ, которые подаются в зону действия электрической дуги для обеспечения хорошего соединения металлов и отсутствия дефектов сварочного шва. Высокие сварочные токи и малый диаметр сварочной проволоки делают необходимой большую скорость подачи проволоки в сварочную ванну, скорость сваривания при этом составляет 15-80 м/ч.
Высокие сварочные токи и малый диаметр сварочной проволоки делают необходимой большую скорость подачи проволоки в сварочную ванну, скорость сваривания при этом составляет 15-80 м/ч.
Этот способ отличается высокой производительностью и большой скоростью процесса, что способствует его распространению в сфере промышленного производства металлоконструкций, машиностроении.
Из-за отсутствия шлаковых включений и возможности аккуратного выполнения сварки при очень малых толщинах материала данный метод получил широкое распространение на разнообразных СТО и других предприятиях по обслуживанию и ремонту автомобилей.
Рейтинг
( 1 оценка, среднее 5 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
ДУГОВАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА
ДУГОВАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА
| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ УКАЗАТЕЛЬНУЮ СТРАНИЦУ | ||
| ДУГОВАЯ СВАРКА | ||
В.Райан © 2019 | ||
| PDF-ФАЙЛ — НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ РАБОЧИЙ ЛИСТ | ||
| АЛЬТЕРНАТИВНЫЕ НАЗВАНИЯ: дуговая сварка металлическим электродом в среде защитного газа (SMAW), ручная дуговая сварка металлическим электродом (MMAW) | ||
Электродуговая сварка – это метод изготовления, при котором металлы соединяются на постоянной основе. Электрод должен быть примерно того же диаметра, что и свариваемый металл. Ток выбирается в соответствии с таблицей рекомендуемых настроек, которая обычно напечатана на верхней или боковой стороне сварочного аппарата. Защитное оборудование: Соответствующий защитный козырек для сварки, для защиты от УФ-излучения дуги, сварочные рукавицы, защитный фартук и перчатки/рукавицы. | ||
| ОБРАЗЕЦ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ | ||
| Электрод должен быть того же состава, что и свариваемый металл (основной металл). Электрод покрыт «флюсом», который выделяет облако защитного газа во время сварки. Это защищает зону сварки от атмосферных загрязнений, которые могут помешать процессу сварки. | ||
| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ИНДЕКС ОБОРУДОВАНИЯ И ПРОЦЕССОВ | ||
| ||
 Свариваемый металл зажимается в заземляющем зажиме. Электрод зажат в электрододержателе. Подходящий «ток» выбирается путем поворота маховичка выбора тока. Когда электрод вступает в контакт с металлом, образуется «электрическая дуга», выделяющая огромное количество тепла. Затем «сварщик» должен поддерживать небольшой зазор между электродом и металлом (ток продолжает течь через зазор, создавая высокие температуры). В этот момент и электрод, и металлическая поверхность расплавляются и сплавляются вместе, образуя сварное соединение. Это кажется простым процессом, но он требует профессионального обучения и часов практики.
Свариваемый металл зажимается в заземляющем зажиме. Электрод зажат в электрододержателе. Подходящий «ток» выбирается путем поворота маховичка выбора тока. Когда электрод вступает в контакт с металлом, образуется «электрическая дуга», выделяющая огромное количество тепла. Затем «сварщик» должен поддерживать небольшой зазор между электродом и металлом (ток продолжает течь через зазор, создавая высокие температуры). В этот момент и электрод, и металлическая поверхность расплавляются и сплавляются вместе, образуя сварное соединение. Это кажется простым процессом, но он требует профессионального обучения и часов практики.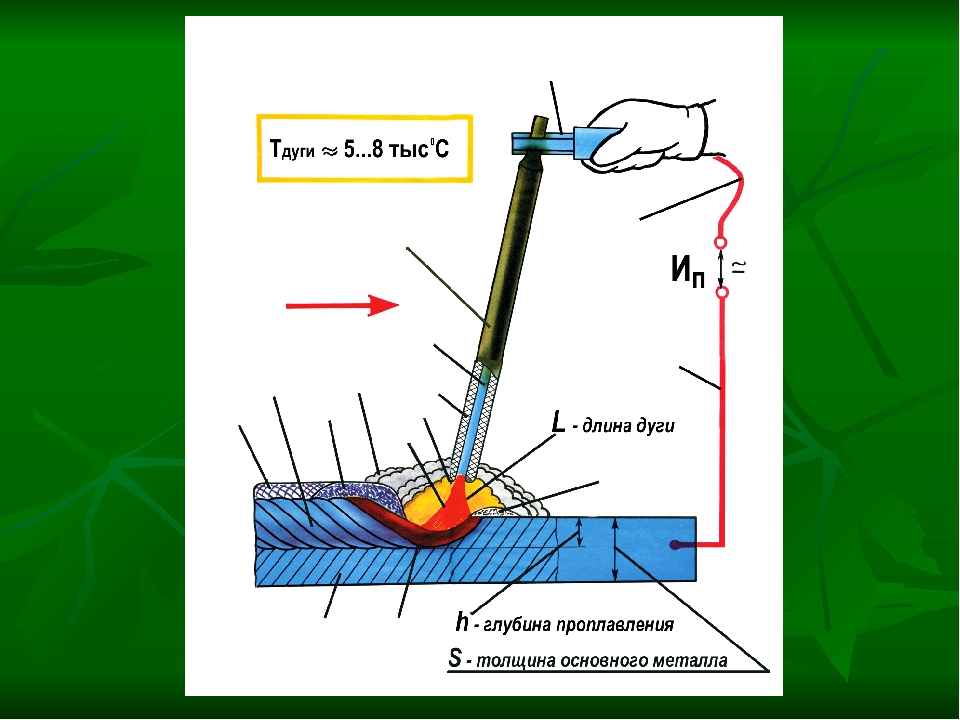 Сварочные шторы должны быть установлены вокруг зоны сварки, чтобы защитить людей, работающих в окружающем пространстве, от воздействия УФ-излучения дуги.
Сварочные шторы должны быть установлены вокруг зоны сварки, чтобы защитить людей, работающих в окружающем пространстве, от воздействия УФ-излучения дуги.Что такое дуговая сварка? | Процессы дуговой сварки
Готовы строить свое будущее?
Заполните форму ниже и начнем.
Имя
Фамилия
Телефон
Адрес электронной почты
Почтовый индекс
Средняя школа или GED выпускной год
High School or GED Graduation Year…19601961196219631964196519661967196819691970197119721973197419751976197719781979198019811982198319841985198619871988198919
11992199319941995199619971998199920002001200220032004200520062007200820092010201120122013201420152016201720182019202020212022202320242025
Кампус выбора
Лучший кампус… Чарльстон, Южная КаролинаКолумбия, SCPiedmont, Южная Каролина, Техас
Чтобы запросить дополнительную информацию, вам должно быть не менее 13 лет. Заполняя эту форму, вы предоставляете школе сварки Arclabs прямое письменное согласие на использование этой информации для связи с вами наиболее удобным способом (телефон, электронная почта, почта и текстовые сообщения). Посещая наш сайт и используя наши формы, вы соглашаетесь с нашей политикой конфиденциальности.
Посещая наш сайт и используя наши формы, вы соглашаетесь с нашей политикой конфиденциальности.
Что такое дуговая сварка?
Дуговая сварка известна как процесс сварки плавлением. Это один из наиболее распространенных сварочных процессов, который широко используется в различных отраслях промышленности благодаря получению прочных высококачественных сварных швов.
Дуговая сварка в теории
В процессе дуговой сварки используется электрическая дуга, которая образуется между электродом и основным металлом для создания температуры около 6500 градусов по Фаренгейту. Это заставляет металлы плавиться там, где они должны быть соединены, при этом расплавленный металл плавится по мере его охлаждения и затвердевания, создавая металлургическую связь между металлами.
Дуговая сварка на практике
Дуговая сварка — это процесс, при котором электродный стержень присоединяется к сварочной горелке, которая подключается к портативному сварочному аппарату. При включении источника питания электрод становится активным. При прикосновении стержня к основному металлу ток будет проходить через стержень и замыкать электрическую цепь. Когда стержень отводится назад, возникает электрическая дуга, необходимая для расплавления металла. Стержни часто предназначены для плавления во время процесса, чтобы добавить наполнитель в сварной шов.
При включении источника питания электрод становится активным. При прикосновении стержня к основному металлу ток будет проходить через стержень и замыкать электрическую цепь. Когда стержень отводится назад, возникает электрическая дуга, необходимая для расплавления металла. Стержни часто предназначены для плавления во время процесса, чтобы добавить наполнитель в сварной шов.
По мере приобретения опыта сварщик начнет понимать, что существует несколько факторов и приемов, влияющих на сварной шов, его прочность и качество, в том числе сила тока (переменный или постоянный), размер электрода, длина дуги и угол хода.
Промышленное использование
Дуговая сварка является популярным выбором, поскольку она успешно используется для сварки различных металлов, включая сталь, железо, медь и никель. Портативное оборудование, используемое для дуговой сварки, добавило ей универсальности и сделало ее популярным выбором в нескольких промышленных условиях.
Производители автомобилей, судоходства и аэрокосмической отрасли полагаются на электродуговую сварку в своих производственных процессах. Точно так же строительная отрасль обращается к дуговым сварщикам при строительстве зданий, мостов и других стальных конструкций, в то время как горнодобывающая, нефтегазовая и энергетическая отрасли также используют их навыки.
Точно так же строительная отрасль обращается к дуговым сварщикам при строительстве зданий, мостов и других стальных конструкций, в то время как горнодобывающая, нефтегазовая и энергетическая отрасли также используют их навыки.
Плюсы и минусы
Оборудование, используемое для дуговой сварки, доступно по цене. Он портативный, что упрощает его транспортировку, а поскольку дуга не зависит от ветра или температуры, он идеально адаптируется к внешним условиям.
Несмотря на простоту процесса, дуговая сварка обеспечивает невероятно прочный шов, который в равной степени эффективен для толстых металлов, создавая окончательный сварной шов с высокой коррозионной стойкостью. Кроме того, это быстрый процесс, который часто позволяет сэкономить время по сравнению с другими методами сварки.
Несмотря на то, что это один из самых простых процессов сварки, требуется время и практика, чтобы освоить технику и создать эффективные сварные швы. Он также менее эффективен при использовании с тонкими и химически активными металлами, такими как титан.