Как правильно сделать сварочный трансформатор своими руками? Трансформаторы сварочные самодельные
Делаем тороидальный сварочный трансформатор | Самодельные сварочные аппараты, полуавтоматы, схемы.
По всем характеристикам тороидальные трансформаторы превосходят П и Ш образные трансформаторы примерно в 1.5.. 2 раза. Также по весу торы в намного легче.
В связи с этим лучше делать тороидальный трансформатор для сварочных аппаратов.
О изготовлении тороидального трансформатора в домашних условиях пойдет речь в нашей статье.
В наличии имелось железо от какого то трансформатора размерами 7 см х 65 см.
![]()
Берем пластины и обкатываем их круглым предметом, например бутылкой.
![]()
![]()
![]()
Берем одну пластину сворачиваем ее в кольцо и закрепляем саморезами. Это будет оправка для набора пластин.
![]()
Начинаем укладывать пластины начиная от края во внутрь. Так как внутренний диаметр самом начале большой, то сначала укладываем ровные пластины, не обкатанные бутылкой.
![]()
Набрав небольшое количество пластин, обязательно поджимаем их.
![]()
Примерно вот что должно получится. Так как внутренний диаметр кольца уменьшается, то далее применяем пластины, которые обкатывали бутылкой.
![]()
Первое кольцо магнитопровода тороидального трансформатора готово. Выглядит оно вот так.
![]()
Далее подготавливаем вторую оправку для второго кольца магнитопровода нашего трансформатора.
![]()
Продолжаем укладывать пластины от края во внутрь. Процесс повторяется, делать нужно то же самое, что и для первого кольца.
![]()
Стремитесь укладывать пластины без зазорно, то есть стык в стык. Конечно в начале будет получаться хорошо, но в конце все равно не получится.
![]()
Не забываем обжимать пластины. Делаем это постоянно. От этого зависит качество сборки тора. Лишние зазоры нам ни к чему.
![]()
Вот собственно оба кольца. Фотка получилась не резкой.
![]()
Далее обстукиваем торцы получившихся колец молотком.
![]()
Берем эпоксидный клей, разводим его растворителем.
![]()
Пропитываем клеем оба кольца магнитопровода. Клей не жалеем.
![]()
Затем склеиваем оба кольца.
![]()
Вот такой вот сердечник тороидального трансформатора у нас получился. Высота сердечника получилась 14 см и набор пластин 4 см. Площадь сердечника 56 см.кв. Учитывая небольшие зазоры, которые образовались при сборке, принимаем площадь сердечника 50 см.кв.
![]()
Теперь необходимо за изолировать сердечник. Для этого вырезаем из картона куги и накладываем на сердечник.
![]()
Далее берем тряпочную черную изоляционную ленту и обматываем сердечник.
![]()
Вот что получилось.
![]()
Обматываем еще раз сердечник молярным скотчем.
![]()
![]()
Все готово для намотки обмоток трансформатора. Провод для первичной обмотки наматываем на самодельный челнок, сделанный из куска ДСП.
![]()
Обматываем конец провода филенкой.
![]()
Начинаем мотать. Просовываем челнок через отверстие в торе и аккуратно прижимаем каждый виток, равномерно распределяя по поверхности сердечника.
![]()
Намотав первый ряд обмотки, обматываем обмотку изоляционной лентой.
![]()
Далее мотаем второй ряд первичной обмотки, делая отводы для регулирования тока по первичной обмотке.
После того как первичная обмотка намотана, проверяем ток холостого тока трансформатора. Он должен быть в пределах от 0,2 А до 1,2 А.
На изображениях показаны замеры тока в в нормальном и форсированном режиме работы трансформатора. Цифровым мультиметром производился замер напряжения вторичной обмотки (для дальнейшего точного расчета количества витков вторичной обмотки), в качестве которой был намотан кусок провода из 4 витков.
![]()
![]()
Обматываем второй конец первичной обмотки филенкой и изолируем первичную обмотку.
![]()
Далее мотаем вторичную обмотку точно так же как первичную, только без применения челнока.
![]()
После намотки изолируем ее.
![]()
Далее вырезаем из текстолита или подобного материала два круга, сверлим отверстия под крепление обмоток.
![]()
В результате мы получаем вот такой вот сварочный трансформатор.
![]()
Данный тороидальный трансформатор был установлен в сварочный полуавтомат. При интенсивном использовании сварочного полуавтомата, температура трансформатора не повышалась выше 60 градусов. Трансформатор работает тихо без потрескиваний и гула.
Вес данного экземпляра в собранном виде равен 16 кг.
***********************************************************
Ответы на комментарии:
Изолирование проводов.
![]()
Пропитка сердечника эпоксидным клеем.
![]()
Расчет площади сердечника
![]()
Площадь сердечника равна S=А*Б
Шпильки для тора
![]()
Автор: Самодельные сварочные аппараты
svapka.ru
Сварка - своими руками | Мастер
Сварка в домашнем хозяйстве дело нужное, а иногда просто необходимое. Но необходимость эта может возникать редко, а все равно - без сварки никак. Можно просто купить сварочный аппарат, сейчас всего в продаже навалом, только не всегда это финансово целесообразно. Хорошая сварка стоит хороших денег. Второй путь - сделать сварку самостоятельно. Конструкция классической сварки несложная и не требуется экзотических деталей и больших навыков при изготовлении. Самостоятельно сделать можно и инверторный сварочный аппарат, но это далеко не всем под силу, дорого, трудоемко и наверное нецелесообразно. Никто не разрабатывает и не изготавливал сварочный инвертор ради экономии средств. Все что предлагают на различных сайтах силовой электроники, не говоря уже о сайтах сварщиков, это все не более чем чьи-то амбиции...
Там народ делится на тех кто пытается удовлетворить собственные амбиции и изготовить инвертор, и на тех, кто им мешает своими советами, так как вторые вообще ни чего ни когда не строили, и не собираются строить, в большинстве своем. Те кто строит, конечно-же это творческие люди и заслуживают внимания. Но не один из них не сможет создать инверторный сварочный аппарат дешевле, чем сможет купить в магазине. Имеется ввиду все временные и прямые материальные затраты. А вот сделав самостоятельно обычную сварку, экономия получаеся солидная.
Вначале кратко рассмотрим принцип и теорию сварочного аппарата.
Основным элементом сварочного аппарата является трансформатор, предназначенный для питания сварочной дуги, собственно преобразующий сетевое переменное напряжение и обеспечивающий необходимую величину и качество сварочного тока. В простейшем случае, наиболее распространенном среди самодельных конструкций, источником питания сварочной дуги является только один трансформатор, без каких-либо дополнительных элементов. Заключенный в корпус источник питания, оборудованный всем необходимым дополнительным оборудованием: соединительными проводами и клемами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию — сварочный аппарат, сделанный своими руками.
Сварочный трансформатор понижает сетевое, как правило, однофазное напряжение 220 В до необходимого для сварки значения — 50.. .80 В. Работает сварочный трансформатор в специфических условиях — дуговом режиме — режиме практически максимальной отдачи мощности. Поэтому сварочные трансформаторы должны быть построены таким образом, чтобы могли безболезненно переносить протекание больших токов, в бытовых конструкциях до 200 А. Сюда же следует приобщить вибрации и возможность перегрева — тоже следствие высокой развиваемой мощности.
Конструкции типовых сварочных трансформаторов весьма разнообразны, часто в их устройство заложены нераздельные элементы, предназначенные для регулирования тока. Разнообразие самодельных сварочных трансформаторов еще большее, так как в их конструкциях часто встречаются решения нестандартные, а то и уникальные вообще — приемы, не нашедшие применения в трансформаторах больше нигде. С другой стороны, самодельные конструкции трансформаторов максимально просты: практически никогда не содержат в себе дополнительных элементов для регулирования тока, свойственных промышленным образцам, таких как использование части магнитопровода трансформатора с дополнительным регулируемым реактивным сопротивлением и передвигающихся обмоток. Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70...75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения
Мощность сварочного трансформатора в ваттах рассчитывается как
Ртр=25* Iсв , где Iсв - сварочный ток в амперах.
Далее определяют сечение магнитопровода в кв. см:
S>0,015P где Р - в ваттах.
Для магнитопроводов, отличных от тороидального, следует увеличить сечение в 1,3 - 1,5 раза.
Затем вычисляют в мм диаметр провода первичной обмотки:
d1>1,13(P/2000)2
Диаметр провода вторичной обмотки в мм вычисляют по формуле:
d2>1,13(I/j)2 где j - плотность тока в А/мм2.
При токе I, меньшем 100А, принимают j равной 10 А/мм2; при токе менее 150А - 8 А/мм2; при токе менее 200А - 6 А/мм2. Если используют некруглый провод, его площадь сечения должна быть равна площади сечения круглого. В рассчёте принято, что среднее суммарное время горения дуги не превышает 20% от среднего суммарного времени пауз между периодами горения дуги(ПВ<20%).
Количество витков на вольт можно рассчитать по формуле :
W=S/50 где S - площадь сечения магнитопровода ,см2.
Далее делится своими наработками инженер В. КотлерРечь пойдет о самостоятельной постройке сварочного трансформатора. Сам я их построил несколько десятков, и думаю что мои советы могут оказаться полезными, в особенности тем, кто взялся за это в первый раз.Начнем с самого простого варианта - использования готовых деталей. Вообще, считается высоким классом инженерного мастерства, если ваш проект был сконструирован из всех деталей "с полки" , т.е. тех, которые имеются в наличии и их не надо производить. Если у Вас есть возможность найти какой нибудь достаточно крупный трансформатор или несколько одинаковых помельче - это может быть хорошим заделом. Совершенно ясно , что такой трансформатор сходу варить не будет и его придется доработать до приемлемых характеристик. Начнем с того , что трансформатор должен весить хотя бы 12-15 килограмм, никак не меньше , единственным исключением может оказаться тороидальный трансформатор, например ЛАТР , но все равно менее 9 кг - ничего хорошего ждать не приходится. Если вес найденного Вами трофея меньше чем упоминалось - то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Начнем с определения характеристик найденного Вами трансформатора. Во-первых давайте убедимся, что он может быть напрямую включен в сеть. Если на нем есть надпись или наклейка 220(230) Вольт - это уже пол дела - трансформатор явно сетевой и следовательно можно попытаться включить его означенными выводами в сеть. Если такой наклейки нет, то можно попробовать поискать при помощи омметра обмотку сделанную самым тонким проводом и с самым большим количеством витков, скорее всего она и есть сетевая или может быть рассчитана на более высокое напряжение (например 380 Вольт). В любом случае следует включить неизвестную обмотку на выход ЛАТРа и постепенно поднимая напряжение измерять ток в этой обмотке (лучше клещами). Если удалось поднять напряжение до 220 (230) Вольт и ток в обмотке не превысил 2 Ампера - это очень хорошо, обмотка расчитана на сетевое напряжение и у трансформатора нет коротких витков. Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия - проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель - циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров - это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный "бублик" в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается - не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях - поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Давайте посмотрим, какие еще обмотки есть у нашего трансформатора, будем помечать все вторичные обмотки напряжение которых в пределах от 30 до 70 Вольт и при этом смотреть на толщину провода , которым они намотаны. Если обмотки медные - нам нужно получить сечение не менее 15 квадратных миллиметров при означенных напряжениях , если алюминиевые - не менее 20 квадратных миллиметров. Вообще, в трансформаторах закладывают сечение обмоток из расчета 3 Ампера на квадратный миллиметр медного провода, для сварочного аппарата можно несколько форсировать это значение и принять его 5 Ампер на квадратный миллиметр, тогда аппарат с сечением вторичной обмотки 15 квадратных миллиметров будет хорошо, "комфортно" тянуть ток 75-80 Ампер , почти без перекуров (электрод 2.5 мм) и 110-120 Ампер с низким ПВ , т.е. можно будет варить электродом 3.25 , но с перекурами на остывание аппарата. Если Вы твердо уверены , что варить электродами 3.25 Вам не придется и 2-2.5 мм это Ваши ходовые электроды , а работа не объемная , тут там прихватить, можно сказать что 12 квадратных миллиметров по меди хватит (Для алюминия нужно примерно в полтора раза больше, я не люблю алюминиевые обмотки - они дают очень уж мягкую характеристику, тем не менее дело вкуса). Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
![]()
Итак, у нас есть трансформатор у которого на выходе худо бедно имеется 40-70 Вольт , первичная обмотка имеет 3 квадратных миллиметра сечения и вторичная более 15 квадратных миллиметров. Если нет, и имеется только подходящая первичная - ничего, чуть позже мы обсудим как это поправить (ее придется намотать и об этом речь еще пойдет. Кстати если вышло все кроме напряжения на вторичной и есть место куда домотать провод - то можно попробовать это сделать в части, где будет обсуждаться наматывание вторичной обмотки упомянем и этот вариант). Надо отметить , что напряжения даны предельные, ниже 40 Вольт будет довольно трудно разжигать дугу , а выше 70 будет довольно трудно достигнуть хороших токов , да и вырастает опасность поражения электрическим током. Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка - обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух - двух с половиной метров , а лучше и подлиннее( у меня 4 метра).
Прищепку взять потуже - ее можно купить , она не дорогая, если нет , то можно использовать от автомобильных "прикуривателей" , но лучше взять специализированную, держатель надо купить и не выдумывать глупостей с "вилками" из арматуры и уголков. Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.
Аккуратно приматываем провода к вторичной обмотке, ничего не паяем - нам их сразу после пробы отсоединять. Берем кусок железки (толщиной миллиметра три, это может быть уголок , обрезок профиля, или водопроводной трубы), цепляем на него прищепку зажимаем в держатель электрод 2.5 мм и пробуем варить. Как правило промышленно исполненные трансформаторы имеют жесткую или пологопадающую вольт амперную характеристику, которая для сварки не подходит, это значит , что при возгорании дуги выходное напряжение не упадет до положенных 25-27 Вольт а будет пытаться удерживаться таким как оно было вами замерено и процесс горения будет проходить при большом токе сопровождаться характерным гулом и сильным разбрызгиванием, шов будет получаться с глубоким проваром или будут прожоги, реже случается что при касании электродом сразу падает пробка - ничего страшного, это тоже результат - он нас устраивает (излишне отмечать , что пробка должна быть хотя бы Ампер на 15). Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком - то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости - о регулировке таким способом еще поговорим.
Итак у нас трансформатор с жесткой характеристикой (их еще называют с нормальным рассеянием), который для сварки без дополнительных переделок не пригоден , только для резки - это мы только что проверили. Для того, чтобы смягчить характеристику нашего трансформатора надо ввести в одну из его цепей сопротивление , активное или реактивное. Начнем с того , что ввод сопротивления в первичную цепь неизбежно понизит выходное напряжение на вторичной обмотке , и если до этого оно было 40-50 Вольт то после ввода сопротивления в первичную обмотку, разжигать дугу будет тяжело и следовательно такой вариант не рекомендуется , если же напряжение было 60-70 Вольт то это вполне работоспособный вариант. Активное сопротивление - это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую - введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Что такое индуктивное сопротивление? - Не станем углубляться в объяснения о комплексных величинах, импедансах и т.д. - это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
Как и из чего делать такую регулирующую обмотку? (ее называют выносной дроссель). Каждый будет исходить из своих возможностей я же предлагаю свой вариант испытанный уже не один раз - Нам придется найти еще один трансформатор - не пугайтесь он небольшой и не такой тяжелый как первый, нас так же не будут интересовать его обмотки - мы их удалим. Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет - можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены - получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя - она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный). Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
Теперь самый главный вопрос сколько витков мотать и где делать отводы. Чтобы ответить на этот вопрос лучше всего опять провести эксперимент. Я обычно поступаю так, сразу наматываю пятнадцать витков и не отрезая провода включаю полученную катушку в сварочную цепь (благо кабели у нас уже есть, один кабель подсоединяется прямо к трансформатору , а второй к длинному необрезанному проводу нашей регулировочной обмотки). Вставляем в держатель электрод 3.25 (ну или самый толстый , которым вы собираетесь пользоваться) и пробуем , если дуга по прежнему гудит и жжет дыры - доматываем виточков пять и опять пробуем , если электрод липнет - отматываем витки , если все устраивает - фиксируем петельку провода - это будет отвод , меняем электрод на потоньше , доматываем виточки и опять пробуем. Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов - этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет. Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
![]()
Теперь о компоновке самодельной сварки. Вы удивитесь , но это самая сложная часть аппарата , от которой зависит будет ли удобно пользоваться аппаратом и на сколько , будет ли он надежно работать и т.д. Начнем с самых простых и важных вещей. Аппарат тяжелый и следовательно ему потребуется ручка или ручки для переноски (когда по лестнице поднять , когда в багажник машины положить). Аппарат при работе будет нагреваться и следовательно ему нужен хорошо вентилируемый корпус (возможно даже придется снабдить его вентилятором , хотя я не приверженец - мне мешает его монотонный шум). К аппарату подсоединяются разные провода и лучше складывать их так чтобы они не болтались и не мешались. Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию:
Костяком конструкции являются две горизонтальные пластины выполненные из толстой фанеры или ДСП (лучше фанеры), пойдет доска или как сделано в моем случае остаток полированной дверцы от старого шкафа (клеенная доска). Нижняя пластина снабжена ножками - это удобно , особенно если аппарат хранится в помещении где случаются лужи. На нижней пластине закреплен основной трансформатор и регулировочный дроссель - я крепил просто шурупами. по углам обеих пластин просверлены отверстия через которые продеты резьбовые прутки бна прутках имеются гайки и шайбы , которыми обжимаются обе пластины , ими же и регулируется расстояние между пластинами. Выступающие части прутков служат основами для ручек , в свою очередь ручки являются местом укладки проводов. Сами ручки выполняются из черенка для лопаты или карниза для занавесей. В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны - их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора - у меня они вырезаны из задних крышки старого телевизора - просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 - у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось - пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант - вполне пригодно. Теперь вернемся к тем счастливчикам у которых не сложилось с обмотками на найденном трансформаторе. Как в принципе , рассчитать количество витков обмотки, если она должна быть на каком то неизвестном железе и должна быть рассчитана на сетевое напряжение? Не стану предлагать никакие сложные расчеты - ими завален весь интернет. Предложу опять эксперимент - делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть - стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера - останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети - получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше). Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Прочтя все мои изыскания кто то скажет "что же мне делать если ни ЛАТРа ни подходящего трансформатора не нашлось?". Есть ответ и на этот вопрос. Если все так туга - могу предложить два варианта, первый - вместо латра воспользоваться статором электродвигателя - описывать я не буду - достаточно набрать в поисковике "сварочник из электродвигателя" - результатов будет море. Я предложу другой вариант, который не так затерт и многим неизвестен. Для исполнения этого варианта нам понадобятся старые микроволновки. Их нужно две или больше. Точнее, нам понадобятся трансформаторы из этих микроволновок. Просто так этот трансформатор включать не стоит - у него на выходе два киловольта - может закончится неприятностями. Итак у нас в руках два (три, четыре и т.д.) трансформатора от микроволновки. На каждом таком трансформаторе две отдельные обмотки, одна намотана проводом потолще , а вторая - тонким. Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить - она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) - их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. - потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть - меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 - тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные - последовательно - мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи. С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора "упакованы" в корпус от старого пылесоса. - Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.
![]()
Отдельно пару слов о корпусах - тут, конечно каждый волен выдумывать и моя конструкция лишь пример, тем не менее я настоятельно не рекомендую использовать металлические корпуса - трансформатор во время работы создает сильные магнитные поля , а уж регулировочный дроссель - тем более , у него ведь отрезаны боковушки , т.е. магнитные линии замыкаются в воздухе - металлический корпус будет сильно вибрировать.
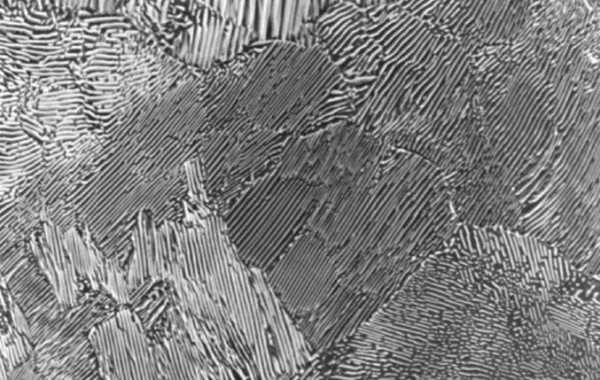
Следует заметить, что самодельные сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4...5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
bazila.net
Сварочный трансформатор своими руками: устройство, принцип действия, схема
Любой домашний мастер мечтает иметь в своем хозяйстве самый разный инструмент, в том числе и сварочный трансформатор, который станет незаменимым помощником при необходимости собрать какую-либо конструкцию из металла или выполнить сварное соединение.
Данное устройство подходит как для ручной дуговой, так и для точечной сварки различных типов металла.
Автомобилисты могут из сварочного трансформатора сделать споттер, который даст возможность проводить ремонтные работы с кузовом машины в любое удобное время.
Принцип работы всех сварочных агрегатов, которые сделаны на базе обыкновенного трансформатора, один и тот же, различия носит конструктивный характер.
![]()
Следует отметить и то, что устройство сварочного трансформатора полуавтомата достаточно простое и собрать его можно даже из обычной микроволновки.
Такие устройства могут работать как от переменного, так и от постоянного тока, при этом качество сварного соединения всегда остается на высочайшем уровне.
Схема сварочного трансформатора полуавтомата состоит из нескольких обязательных элементов, которые можно найти в хозяйстве у каждого домашнего мастера.
Конечно, можно для домашних целей приобрести современный инвертор, однако его цена доступна далеко не всем.
В любом случае, трансформатор, сделанный своими руками, при правильном подходе к делу и выполнении всех основных рекомендаций, сможет собрать каждый.
Особенности трансформаторов
В настоящее время существует большое количество самых разнообразных сварочных агрегатов, которые можно использовать, в том числе и дома.
Наиболее функциональным считается ручной инвертор, область применения которого достаточно широкая. Он получает питание от сети переменного тока и имеет высокие технические характеристики своей работы.
Инвертор удобен в использовании и обладает большим потенциалом работы. Следует отметить то, что цена инвертора достаточно высокая, и не каждый сможет позволить себе такой универсальный аппарат.
Видео:
Некоторые для дуговой и точечной сварки используют полуавтоматы. Дело в том, что у полуавтомата, как правило, есть отвод специально для дуговой или точечной сварки.
Вообще, полуавтоматы используются при сварке с газом, однако если модель такого полуавтомата предусматривает отвод для точечной или дуговой сварки, то его можно смело использовать и для этих целей.
Между всеми устройствами для данного вида сварки существенное отличие состоит непосредственно в конструктивных особенностях.
В большинстве случаев от постоянного тока питание получают промышленные агрегаты. Бытовые ручные аппараты, в том числе инверторы и полуавтоматы, получают питание от переменного тока.
Если нет денег на инвертор, а для работы по дому постоянно требуется сварочный аппарат, то следует подумать о том, как собрать трансформатор для сварки.
Принцип работы сварочного трансформатора позволяет с легкостью выполнять высококачественные соединения металлов.
Его основные эксплуатационные и технические характеристики практически ни в чем не будут уступать заводским изделиям, если все действия будут выполняться в заданной последовательности.
Любой трансформатор состоит, главным образом, из медных проводов, которые образуют катушки с определенным количеством витков.
Такой самодельный аппарат должен иметь регулятор, при помощи которого будет производиться регулировка всех основных параметров работы, и выполняться технические условия.
Если планируется, что трансформатор будет использоваться, главным образом, для ремонта автомобиля, то внимание следует обратить на споттер.
Споттер отличается от обычного сварочного трансформатора температурой нагрева рабочей области на поверхности металла, что становится возможным за счет некоторых конструктивных особенностей.
Также своими руками можно собрать трансформатор для контактной сварки, и в этом случае можно будет соединять между собой крупногабаритные технические детали.
Виды и типы
Сварочная область активно развивается и постоянно совершенствуется.
Регулярно появляются все новые устройства для сварки, технические характеристики которых в несколько раз превосходят предыдущие изделия.
Как правило, в условиях дома чаще всего используют ручной аппарат, который получает питание от переменного тока и подходит для точечной и дуговой сварки металла.
Видео:
В настоящее время для дома наиболее совершенным считается ручной инвертор, технические характеристики которого отличаются высокими показателями работы, однако его цена доступна далеко не для всех домашних мастеров.
В этом случае многие мастера стараются своими силами собрать трансформатор широкого спектра действия, который можно использовать как для дуговой, так и для точечной сварки.
В настоящий момент есть разные виды трансформаторов для сварки. Для дома чаще всего используется аппарат для дуговой сварки.
Его основным преимуществом является простая и при этом надежная конструкция, а также широкая область применения.
Некоторые технические показатели его работы можно отнести к недостаткам, например низки КПД. Данный самодельный аппарат можно изготовить даже из микроволновки.
Также большой популярностью среди домашних умельцев пользуется самодельный аппарат, предназначенный для точечной или контактной сварки.
Он имеет высокие технические характеристики своей работы и нашел широкое применение в условиях дома. Такой аппарат служит, главным образом, для проведения ремонтных работ в гараже.
Его трансформатор имеет более низкие показатели мощности, однако функциональные возможности достаточно большие. В его схему работы обязательно включаются конденсаторы.
А кроме этого, есть и другие небольшие конструктивные различия. Известны и другие виды устройств для сварки, созданные на основе трансформаторов.
Так, у автолюбителей большой популярностью пользуется споттер. Споттер позволяет качественно ремонтировать кузов машины за счет некоторых конструктивных особенностей.
Какой лучше аппарат собрать свои руками для дома, каждый мастер решает сам. В этом случае, в первую очередь, необходимо определиться, для чего конкретно и какой он нужен.
Непосредственно перед тем, как перейти к сборке такого устройства, в обязательном порядке проводится расчет сварочного трансформатора, который позволяет определить все его основные параметры работы.
Основные характеристики
Все характеристики работы устройства в обязательном порядке необходимы для того, чтобы провести расчет сварочного трансформатора.
В первую очередь, следует обращать внимание на напряжение. В большинстве случаев в условиях дома трансформаторы для точечной, а также дуговой сварки получают питание от переменного тока.
На промышленных предприятиях, как правило, стоит аппарат постоянного тока, который имеет более высокие показатели мощности.
От переменного тока получает питание и инвертор, а также споттер. Большое значение, как для обычного трансформатора, так и для инвертора играет номинальный сварочный ток.
Этот показатель указывает на все возможности сварки, равно как и резки металлических заготовок.
Споттер и самодельный трансформатор, как правило, имеют величину в пределах двухсот ампер, что более чем достаточно для дома.
В процессе выполнения соответствующих работ, в зависимости от характеристики металла осуществляется регулировка силы тока.
Если соответствующий регулятор будет выставлен неправильно, то металл можно расплавить. Такой регулятор имеет и инвертор, а также споттер.
Видео:
Определенные технические характеристики имеет и используемый для сварки электрод.
Сегодня в специализированных магазинах предлагаются различные виды электродов, в том числе и с разным диаметром.
При работе с материалом, который имеет различную толщину, производится регулировка сварочного тока, а также подбирается соответствующий размер электрода.
Для трансформаторов, предназначенных для сварки металлов, должно учитываться и номинальное напряжение, которое замеряется на входе в аппарат.
Его регулировка ручным способом не предусмотрена, а поэтому этот параметр закладывают еще на этап конструирования устройства.
Для трансформатора большое значение играет номинальный режим работы. Это параметр указывает на то, в течение какого постоянного времени самодельный аппарат сможет функционировать в непрерывном режиме.
Также, для того чтобы произвести расчет сварочного трансформатора, необходимо обязательно знать показатели мощности, как потребляемой, так и выходной, а также напряжение холостого хода.
Как инвертор, так и самодельный споттер с трансформатором на корпусе в обязательном порядке имеют специальный регулятор исключительно для регулировки силы тока.
Все остальные параметры в большинстве случаев закладываются в устройстве при его конструировании.
Схема и расчет
Собирая собственноручно для дома трансформатор или споттер, в обязательном порядке придется выполнять расчет сварочного трансформатора.
Как известно, любой трансформатор или споттер состоит из медных проводов, которые в виде витков уложены на сердечник.
Количество медных проводов в одном трансформаторе, предназначенном для сварки, особого значения не играет, так как такое устройство можно собрать даже из микроволновки.
![]()
В общую схему устройства необходимо будет правильно интегрировать диодный мост. Если собирается трансформатор для выполнения точечной сварки, то его принципиальная схема будет несколько сложней.
В этом случае помимо проводов и диодного моста, в нее необходимо будет включить в обязательном порядке тиристоры, диоды, а также конденсаторы.
При помощи данных элементов регулировка тока будет более точной, а значит, и качество сварного шва увеличится.
Вообще трансформатор, предназначенный для точечной сварки, имеет более сложное устройство не только в конструктивном плане, но и в схеме сборки.
Какой лучше собрать трансформатор для дома, каждый решает сам, для чего необходимо в точности знать его основное предназначение.
Любой тип трансформатора в обязательном порядке состоит из сердечника плюс обмоток проводов. Оба этих конструктивных элемента и отвечают за технические характеристики сварочного устройства.
Для того чтобы правильно провести необходимый расчет, следует, прежде всего, определиться с такими параметрами, как номинальная сила тока, а также, естественно, напряжение на обмотках.
Видео:
На основании этих показателей и выполняется расчет сечения проводов, и также для обмоток проводов и самого сердечника.
Все расчеты в отношении проводов и сердечника проводятся по соответствующим формулам, и для этого необходимо обладать хотя бы школьными познаниями в физике.
Расчет проводов и сердечника трансформатора одинаков, как для контактной, так и для дуговой видов сварки.
Следует отметить, что расчет проводов необходимо проводить даже в том случае, когда агрегат собирается из обыкновенной микроволновки.
Все технические характеристики, полученные при проведении расчета, потребуются и при эксплуатации сварочного трансформатора.
Этапы сборки
После того, как на руках окажутся все необходимые расчеты, а также схема устройства, можно смело приступать к сборке своими руками.
Собирая самодельный сварочный трансформатор своими руками, придется много считать, в частности количество витков.
Для домашнего применения подойдет агрегат с П-образным сердечником, кроме этого, его легче и проще собрать самостоятельно.
Все действия начинаются с создания каркасов, на которые впоследствии будут смонтированы сердечники. Для этих целей лучше всего использовать специальные текстолитовые пластины.
Видео:
Данные пластины необходимо будет в обязательном порядке изолировать и только после этого можно начинать мотать сами обмотки.
В качестве обмоток лучше использовать провода, которые имеют стеклянную изоляцию, даже не смотря на то, что цена на них несколько выше, чем на обычный тип обмотки.
На концах каждого отвода от обмоток следует закрепить специальные медные болты. Далее следует сформировать и правильно отрихтовать магнитопровод.
При проведении работ следует постоянно контролировать при помощи тестера правильность сборки.
После того, как основная часть сварочного трансформатора будет готова, необходимо сделать диодный мост. Он подключается совместно с дросселем параллельно обмоточным отводам.
После этого устройство следует поместить в корпус и проверить на работоспособность.
Цена такого самодельного устройства будет значительно ниже заводских аппаратов, притом, что качество сварного соединения при правильном выполнении всех работ будет отвечать стандартам.
Для многих мастеров именно цена является определяющим фактором при выборе сварного оборудования и в этом случае такой самодельный аппарат будет отличным выходом из положения.
rezhemmetall.ru
Сварочный аппарат своими руками - 110 фото создания всех необходимых блоков
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.
![]()
Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.
![]()
При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.
![]()
Краткое содержимое статьи:
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.
![]()
В комплектацию представленного аппарата включены следующие компоненты:
Блок питания
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.
![]()
Дополнительная обмотка подвергается удалению и переделке. Расчёт числа витков и объема проводов из меди рассчитывается с учётом заранее подобранной мощности изготавливаемого аппарата.
![]()
Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.
![]()
При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.
![]()
Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:
![]()
Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления.
![]()
С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.
Применяя многожильный кабель силового типа с тремя фазами на две, расположенные по краям катушки до полноценного их наполнения требуется намотать дополнительную обмотку.
![]()
Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.
![]()
С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.
![]()
Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.
Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.
![]()
С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.
![]()
Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.
![]()
Фото сварочного аппарата своими руками
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Инструменты из раздела:
zdesinstrument.ru
Самодельный сварочный аппарат на постоянном токе: технические характеристики, схемы. видео
Для создания самодельного сварочного аппарата постоянного тока потребуется наличие источника электротока высокой мощности, который преобразовывает стандартное напряжение бытовой сети и обеспечивает постоянство величины значения электротока для розжига и поддержания электродуги.
Сварочный аппарат постоянного тока имеет ряд достоинств: мягкое зажигание дуги и возможность соединять тонкостенные детали.
Блок-схема аппарата для проведения сварочных работ
Блок питания устанавливается в корпус из пластической массы или листового метала. Блок питания агрегата оснащается всеми необходимыми для работы компонентами: разъемами, выключателями, клеммами и регуляторами. Корпус агрегата для осуществления сварных работ оборудуется специальными держателями и колесиками для транспортировки.
Главным условием при конструировании агрегата, используемого для сваривания, является понимание принципа работы аппарата и сути самого сварочного процесса. Для того чтобы сконструировать самостоятельно сварочный аппарат, требуется понимать принципы розжига и горения электродуги и основы принципов плавления электрода для сварки.
Порядок подключения элементов сварочного аппарата постоянного тока.
В источник питания высокой мощности входят такие компоненты, как:
- выпрямитель;
- инверторы;
- трансформатор тока и напряжения;
- регуляторы, которые способствуют улучшению качественных характеристик образующейся электродуги;
- допустройства.
Основным компонентом любого сварочного агрегата является трансформатор. Вспомогательные устройства могут иметь различную схему организации в зависимости от конструкции аппарата.
Вернуться к оглавлению
Трансформатор для сварки
Сварочный аппарат постоянного тока в своей конструкции включает в качестве основного элемента трансформатор, обеспечивающий понижение нормального сетевого напряжения с 220 В до 45-80 В.
Схема устройства трансформатора для сварки.
Этот элемент конструкции функционирует в дуговом режиме с максимальной мощностью.
Трансформаторы, используемые в конструкции, должны выдерживать при работе большие значения токов, номинальная сила которых составляет 200 А. Вольтамперные показатели трансформатора должны полностью соответствовать спецтребованиям, которые обеспечивают режимы работы дуговой сварки.Некоторые самодельные трансформаторные сварочные аппараты являются простыми в своей конструкции. В них отсутствуют допустройства регулировки параметров токов. Регулировка технических параметров такого устройства осуществляется несколькими способами:
- при помощи узкоспециализированного регулятора;
- путем переключения числа витков катушки.
Трансформатор сварочного агрегата состоит из следующих конструктивных элементов:
- магнитопровод, изготовленный из пластин трансформаторной стали;
- две обмотки — первичная и вторичная, этот компонент трансформатора имеет выводы для подключения устройств регулировки параметров рабочего тока.
Схема обмотки трансформатора.
Трансформатор, используемый в сварочном аппарате, не имеет регулировочных устройств, обеспечивающих регулировку тока и его ограничение на рабочей обмотке. Первичная обмотка сварочного трансформатора оснащается выводами для подключения регулирующих схем и устройств, позволяющих осуществлять настройку сварочного устройства в зависимости от условий эксплуатации и параметров входящего тока.
Основная часть трансформатора — магнитопровод. Чаще всего при конструировании самодельных сварочных аппаратов используются магнитопроводы от списанного двигателя, старого силового трансформатора. Каждая конструкция магнитопровода имеет свои нюансы в конструкции. Основными параметрами, характеризующими магнитопровод, являются следующие:
- размер магнитопровода;
- количество витков обмоток на магнитопроводе;
- уровень напряжения тока на входе и на выходе устройства;
- уровень потребляемого тока;
- максимальный ток, получаемый на выходе устройства.
Эти основные характеристики определяют пригодность трансформатора для использования в качестве устройства, способствующего формированию дуги, а также приспособления, способствующего образованию качественного сварного шва.
Вернуться к оглавлению
Возможные детали при создании аппарата для сварки
Схема сварочного выпрямителя.
При создании аппарата для сварки своими руками стабильность электродуги достигается постоянством потенциала. Стабильность дуги обеспечивает качество образующихся швов. Постоянство потенциала достигается путем применения высокомощных выпрямителей, выполнение которых осуществляется на диодах, выдерживающих токи до 200 А, таких, например, как В-200.
Эти диоды имеют большие размеры и требуют обязательного использования для организации качественного теплоотведения массивных радиаторов. Это обстоятельство требуется учитывать при изготовлении корпуса конструкции. Лучшим вариантом при создании конструкции будет использование диодного спецмоста. Диоды можно смонтировать параллельно, что позволяет в значительной мере повысить выходной ток.
Собирая своими руками конструкцию, требуется подстраивать все его компоненты. При некачественном подборе или неправильном расчете конструкция может оказывать влияние на качество сварки.
Иногда при соответствующем подборе деталей и комплектующих может получиться по-настоящему уникальный прибор, который имеет мягкое и легкое зажигание электродуги, а сваривание деталей можно осуществлять даже с очень тонкими стенками, при практически полном отсутствии разбрызгивания жидкого металла.
Вернуться к оглавлению
Принципиальная схема самодельного сварочного агрегата
Можно изготовить самодельный сварочный аппарат на основе транзисторного или тиристорного управления. Более надежными являются тиристоры. Эти элементы конструкции управления способны выдерживать замыкание на выходе и достаточно быстро способны выходить из этого состояния. Эти компоненты системы управления не требуют монтажа мощных радиаторов охлаждения. Это связано с тем, что конструктивные элементы имеют низкое тепловыделение.
Принципиальная схема самодельного аппарата для сварки.
Система управления, созданная на транзисторах, способна значительно быстрее выйти из рабочего состояния, так как транзисторы существенно быстрее перегорают при возникновении перегрузок и являются более капризными в эксплуатации. Схема, созданная на основе тиристоров, отличается простотой и высокой надежностью.
Блок управления, основанный на этих элементах, обладает следующими преимуществами:
- плавная регулировка;
- наличие постоянного тока.
При осуществлении сваривания стали толщиной 3 мм потребляемый ток около 10 А. Ток сваривания подается путем нажатия специального рычага на вилке, которая удерживает электрод.
Такая конструкция позволяет повысить безопасность в процессе осуществления работ, работать с высоким напряжением, которое обеспечивает стабильность горения дуги. В случае использования в работе обратной полярности имеется возможность проведения сварочных работ с очень тонким листовым металлом.
Вернуться к оглавлению
Конструкция аппарата для сваривания
Устройство самодельной сварки.
Выпрямитель устройства представляет собой своеобразную этажерку, изготовленную из алюминиевых пластин, которая стягивается шпильками. Каждая пара диодов, входящих в конструкцию выпрямителя, зажимается между пластинами толщиной в 1 мм и размерами 44 х42 мм.
Транзистор, конденсаторы, тиристоры, стабилитроны, диоды и резисторы монтируются на стеклотекстолитовой плате.
В конструкцию сварочного агрегата входят следующие элементы:
- переключатель пакетный, рассчитанный на 16 и более ампер;
- вентилятор;
- диоды, рассчитанные на работу при токе в 16 и более ампер;
- конденсаторы, рассчитанные на работу при напряжении 400 и более вольт;
- конденсаторы, рассчитанные на работу при напряжении 1000 и более вольт;
- тиристоры КУ221 А, устанавливаемые для их охлаждения на радиатор;
- диоды КД13А или КД2997А, монтируемые на радиаторах с тиристорами;
- резисторы марки С5-16 или более мощные;
- винты, шайбы необходимые для сборки аппарата;
- пластины алюминия.
Для проведения монтажных работ потребуются следующие инструменты:
- паяльник;
- плоскогубцы;
- отвертка, нож, ножовка;
- молоток;
- дрель.
Сварочный агрегат, изготовленный с помощью этих элементов можно использовать для проведения сварочных работ в домашнем хозяйстве. Он с легкостью осуществляет сваривание большинства металлических изделий.
expertsvarki.ru
Сварочный трансформатор своими руками: расчеты и процедура
Вряд ли кого-нибудь удивит наличие сварочного трансформатора в доме. Этот аппарат активно используют в быту, поэтому каждый хозяин просто обязан иметь его. Электрическая сварка, дрель и болгарка являются обязательными элементами стандартного «джентльменского» набора настоящего мастера. Если два последних пункта можно найти только в специализированных торговых точках, то аппарат для сварки можно сделать самостоятельно, ведь это не настолько сложно, как может показаться.
Сварочный трансформатор представляет собой аппарат, который переменное напряжение сети преобразует в переменное напряжение для сварки.
Подготовка материалов для работы
Существует несколько разновидностей конструкций сварочных аппаратов, которые можно соорудить собственноручно:
- трансформаторные;
- автоматические;
- полуавтоматические;
- инверторные;
- на переменном или постоянном токе;
- импульсные и много других.
Устройство сварочного трансформатора.
Наиболее популярными считаются трансформаторные устройства, поэтому рассмотрим простейший сварочный трансформатор, который работает на переменном токе. Такого устройства хватит для простых бытовых работ, а при необходимости возможно сделать дополнительную приставку, чтобы была возможность качественнее варить тонкий металл.
Прежде всего, чтобы сделать самодельный сварочный трансформатор, стоит подготовить трансформаторное железо для сердечника. Желательно, чтобы оно обладало высоким уровнем магнитной проницаемости. Также надо раздобыть толстый провод, лучше всего из меди. Его можно поискать у знакомых или в специальных пунктах, принимающих металлолом. Удобнее всего сделать трансформатор с П-образным стержневым сердечником, однако это не обязательно, ведь сердечник может быть круглым, тороидальным, к примеру, из литора либо статора с электромотора.
Вернуться к оглавлению
Методика изготовления трансформатора для сварки
Рассмотрим способ изготовления классического сварочного трансформатора с сердечником, имеющим П-образную форму. На такой аппарат будет гораздо легче наматывать обмотку, нежели на тороидальный, потому что его легче разбирать, если понадобится снять либо поставить новые катушки.
Чтобы можно было использовать трансформатор для бытовых потребностей, нужно, чтобы он смог «варить» металл с помощью электродов, диаметр которых составляет 3-4 миллиметра. Все расчеты надо делать с учетом данных требований.
Вид сверху сварочного трансформатора.
Прежде всего, нужно набрать сердечник. При этом его поперечное сечение должно составлять 25-35 квадратных сантиметров, хотя лучше, если оно равно 45 или 55 сантиметрам. Больше не надо, ведь аппарат получится слишком тяжелым, а от подобного утяжеления все равно не будет никакого эффекта. Если площадь будет составлять 45-55 квадратных сантиметров, тогда трансформатор получит необходимый запас мощности, однако не будет перегреваться. Чтобы рассчитать площадь поперечного сердечника, нужно использовать такую формулу:
S=a*b, см²
Затем надо выбрать разновидность провода, рассчитав его сечение и длину обеих обмоток. Для первичной желательно использовать специализированный обмоточный термостойкий провод из меди с хлопчатобумажной либо стеклотканевой изоляцией, имеющей сечение квадратной формы.
Надо уделить особенное внимание первичной обмотке, ведь ее очень сложно перематывать (известно, что в процессе сварки она может разогреваться до 100 градусов или даже больше). Именно поэтому категорически нельзя использовать провода с обычной ПВХ изоляцией. В худшем случае можно взять провода с резинотканевой либо резиновой изоляцией. Нужно, чтобы аппарат нормально выдерживал среднюю сварку, не слишком перегреваясь во время сжигания семи электродов.
Принцип работы сварочного трансформатора.
Если нет провода с необходимой изоляцией, однако есть провод с нужным сечением, тогда можно самостоятельно сделать изоляцию, сняв ненужную. Чтобы это сделать, надо подготовить несколько полосок из хлопчатобумажной ткани либо стеклоткани шириной 2 сантиметра, а затем обмотать ими провод. Потом все надо пропитать с помощью электротехнического лака.
Чтобы сварочный трансформатор хорошо «варил», необходимо обеспечить правильный уровень выходного напряжения без нагрузки (при холостом ходе). Оно должно составлять 60-65В. В процессе сварки напряжение должно составлять 18-24В, зависимо от диаметра электрода.
Вернуться к оглавлению
Особенности проведения расчетов
Делая самодельные сварочные трансформаторы, нужно рассчитать площадь сечения провода вторичной и первичной обмотки. При этом надо обязательно учитывать максимальную мощность, которой будет обладать трансформатор. Получается, что во время сварки электродом, диаметр которого составляет 4 миллиметра, а ток Iсв=130-160 А. Это можно вычесть с помощью формулы P2=Iсв*Uсв, следовательно, мощность вторичной обмотки составляет Р2=160*24=3,5.4 кВт. Учитывая все потери, получается, что первичная обмотка потребляет примерно 5 кВт, поэтому ток может достигать 25 А.
Расчет площади сечения провода вторичной и первичной обмотки.
Нужно, чтобы плотность тока достигала не больше 5 А/мм², поэтому площадь сечения провода первичной обмотки 25/5=5 мм². Конечно, лучше взять с небольшим запасом — 6-7 мм². Во вторичной площадь сечения должна составлять около 30 мм², не учитывая изоляцию.
Надо определить количество витков, а также длину провода. В первичной обмотке должно быть меньшее напряжение, нежели во всей сети — 210В. Оно будет уменьшаться под нагрузкой. Для начала нужно определить количество витков для 1 вольта, пользуясь формулой:
n=48/Sм
Sм является площадью сечения сердечника в квадратных сантиметрах. Она должна находиться в пределах 55 см².
Если магнитопровод достаточно хорош, то n будет составлять 0,9-1.
Затем надо определить количество витков W1=U1/n, разделить 210/0,9 и в результате получится 200-300 витков зависимо от сечения магнитопроводов. Вторичную обмотку нужно рассчитать аналогичным принципом: W2=U2/n. Длина провода для вторичной и первичной обмотки измеряется таким образом: надо сначала измерить длину витка на катушечном каркасе, а затем умножить на количество витков, оставив небольшой запас.
Вернуться к оглавлению
Процедура намотки катушек
Схема обмотки сварочного трансформатора: 1 — первичная, 2 — вторичная.
Закончив со всеми расчетами надо начинать наматывать катушки. Нужно сделать каркас катушки согласно размерам магнитопровода, дабы его можно было легко надеть на сердечник, сделанный из текстолита либо электротехнического картона. Сначала надо намотать 50% первичной обмотки, а затем 50% вторичной. Следующую катушку наматывают аналогичным принципом. Между слоями желательно проложить электротехнический картон, стеклоткань, бумагу либо специальные картонные полоски, это необходимо для того, чтобы обеспечить лучшую изоляцию.
Прежде чем начинать наматывать катушку, рекомендуют вставить пару клиньев из дерева, которые будут иметь форму сердечника. Такая катушка не будет покарежена, кроме того, ее будет легче надевать на магнитопровод.
Делая трансформатор своими руками надо учитывать, что все расчеты являются примерными. Чтобы получить более точные цифры, необходимо учитывать огромное количество разных вещей. На практике оказывается, что большинство расчетов отличаются от настоящих показателей. Именно поэтому самодельные трансформаторы всегда приходится подстраивать после их сборки.
Сварочный трансформатор для дуговой сварки.
Надо включить аппарат, а затем замерить напряжение, которое есть на вторичной обмотке. Нужно, чтобы оно находилось в пределах 65В. Затем необходимо домотать либо смотать обмотку, чтобы добиться такого значения.
Что же насчет первичной обмотки, стоит предусмотреть несколько ответвлений для разного напряжения сети. Это пригодится, если придется использовать трансформатор в разных местах. Практика показывает, что напряжение сети может сильно колебаться, начиная с 210В (такое часто наблюдается в деревнях) и заканчивая 240В.
Если расчеты неверны, например, неправильно определена магнитная проницаемость, значит необходимо просто перемотать обмотку либо переключиться на больше витков. Это просто исправить, ведь трансформатор не магазинный, нужно последить за диском счетчика, ведь в таком случае он будет крутиться гораздо быстрее, нежели от 2-киловаттного аппарата. Поэтому пока трансформаторы не буду настроены, не стоит откусывать лишние обмотки.
Если нет необходимого сечения провода, можно просто намотать на катушку параллельно два провода (для алюминиевого провода нужно увеличить сечение в полтора раза).
Вернуться к оглавлению
Особенности работы с аппаратом
Все материалы, из которых делают сварочные трансформаторы, можно купить в обычном магазине. Если человек хоть немного знаком с особенностями электротехники, он сможет легко сделать подобный аппарат.
Чтобы избежать ожогов, делая трансформатор, нужно обязательно пользоваться фибровым защитным щитком со светофильтром Э-2 либо Э-2. Также обязательной считается спецодежда, рукавицы и головной убор. Сварочные трансформаторы надо хранить подальше от сырости, не допуская их перегрева. Аппарат надо периодически выключать из сети на несколько минут.
Нельзя забывать о том, что такие трансформаторы подходят исключительно для выполнения незначительных объемов работ. Именно поэтому, используя до 15 электродов, диаметр которых составляет около 3 миллиметров, надо дать ему немного остыть.
Соответственно если диаметр электродов составляет 4 миллиметра, то время непрерывной работы устройства надо дополнительно сократить. Зато поставив в трансформатор 2-миллиметровые электроды, можно долго работать с ним без обязательных перерывов, ведь температура нагрева аппарата не превысит 70 градусов.
Простой трансформатор быстрее всего будет нагреваться в режиме резки, поэтому нужно давать ему больше «отдыхать». Аппарат можно использовать для нарезки практически любого металла, используемого в быту. Нужно обязательно отключать сетевой рубильник, переходя в другой режим сварки.
moiinstrumenty.ru
Сварочные трансформаторы — устройство и схема работы
Апрель 1, 2017
Сварочный трансформатор для выполнения дуговой ручной сварки, а также некоторых типов промышленной сварки считается незаменимым инструментом. Такие аппараты преобразовывают необходимое для них напряжение из общегородской электросети.
Такое оборудование способно понижать напряжение под напряжение холостого хода сварочного трансформатора, обеспечивая тем самым его бесперебойную эксплуатацию.
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.
![]()
Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.
Сварочный трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент сварочного аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).
![]()
Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
Конструкция
Каждый домашний мастер старается обеспечить себя самым разнообразным инструментом, в особенности сварочным агрегатом, который является просто незаменимым помощником в хозяйственной деятельности. При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
Автолюбители из сварочного трансформатора ТД 500 могут соорудить споттер, который позволит осуществлять в любое время ремонт автомобильного кузова.
У всех сварочных устройств, изготовленных на основе стандартного трансформатора принцип работы идентичный, они отличаются только конструктивными характеристиками. Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают.
Схема сварочного полуавтомата включает несколько обязательных деталей, которые точно есть на хозяйстве любого бытового мастера.
Схема трансформатора
Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Общая схема сварочного трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.
![]()
Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
В любом варианте трансформатора постоянного тока обязательно предусмотрен сердечник, проволочная обмотка. Эти компоненты несут ответственность за технические характеристики инструмента.
Чтобы верно выполнить требуемые расчеты, нужно первое что сделать – это определиться с показателями: напряжения обмоток, сварного тока.
Расчет трансформатора
Как выполняется расчет сварочного трансформатора?
Как говорилось ранее, сварочные трансформаторы переменного тока включают две обмотки, сердечник, которые несут ответственность за ключевые технические характеристики инструмента. Заранее предполагая напряжение обмоток, силу тока, прочие дополнительные параметры, производятся расчеты сердечника, обмоток, сечения медной проволоки.
При произведении расчетов основанием являются такие параметры:
- U1 – напряжение первичной обмотки, в качестве которого выступает сетевое напряжение, от какого сварка и будет работать (220В/380В).
- U2 – напряжение вторичной обмотки (не более 80В). Напряжение электричества, создаваемое после понижения. Оно необходимо для возбуждения сварочной дуги;
- I – сила тока вторичной обмотки (рассчитывается в зависимости от предполагаемых для выполнения работ электродов, толщины свариваемого металла).
- Sс – площадь сечения сердечника (берется в пределах 45-55 см²). Этот параметр влияет на качество и надежность работы инструмента.
- So – площадь окна сердечника (берется в пределах 80-110 см²). Параметр берется из расчета отвода избыточного тепла, качественного магнитного рассеяния, удобства намотки медной проволоки.
- Рт – плотность тока обмотки (2,5-3A/мм2 – для самодельных трансформаторов). довольно значимый параметр, который отвечает за электрические потери на обмотках инструмента.
Сварочный инструмент своими руками
Чем отличается самодельный сварочный трансформатор?
Первичную обмотку самодельных сварочных инструментов обычно изготавливают из медной проволоки, специально для этого предназначенной. К вторичной обмотке требования минимальные, поэтому чаще используется кабель многожильный (берется сечение в пределах 2,5-3,5 см).
На самодельном бытовом агрегате для сварки обмотка выводится стандартно – на медные клеммы, варианты заводского производства, конечно же, имеют более надежные переключатели. Детальная схема сварки постоянного тока, предназначенного для ручной сварки, зависит от разновидности сердечника (тороидальный, стержневой), наличия у домашнего мастера подручных деталей.
Трансформаторы для инвертора отличаются сложностью сборки. В данном случае используется несколько преобразователей для преобразования тока сначала в переменный ток, далее в постоянный ток, но установленного напряжения. Также устройство инструмента усложнено наличием электроники, которая предоставляет возможность намного точнее контролировать сварочный процесс.
Масса трансформатора для сварки переменного тока будет зависеть от марки. Минимальная масса такого инструмента может составлять 3 кг, но на рынке электротехники чаще всего можно встретить аппараты массой не менее 10 кг.
electrod.biz