Большая Энциклопедия Нефти и Газа. Трубы изгиб
Гибы труб. Радиусы изгиба труб
Труба является просто незаменимым изобретением человека. Без нее не обходится ни одна техника, строительство и комфортное проживание. Трубы несут в наш дом воду и газ, отводя при этом все ненужные стоки. На производстве они также являются неотъемлемыми элементами для полноценного функционирования. Но при применении труб не всегда обходятся простым прямым прокладыванием. Они имеют изгибы и повороты. Все это делается для того, чтобы максимально комфортно расположить их для потребителя, и создать коммуникации со всеми удобствами. Для сгибания труб применяют специальные приспособления, и делать это можно даже вручную. Применяемый метод зависит от материала и диаметра. Рассмотрим, какой же бывает радиус гиба труб, и все особенности этого процесса.
Стандарты и приспособления
Естественно, для каждой трубы применяют свои стандартные углы. Этот показатель, как уже говорилось, зависит от материала и диаметра. Чаще всего встречаются изделия с поворотами и гибкой при строительстве домов. Для этого применяют специальные приспособления – трубогибы. Рассмотрим самые часто применяемые. Итак, трубогибы бывают:
- ручные;
- гидравлические;
- электромеханические;
- плоскопараллельные пластины;
- стальная пружина.
Ручные трубогибы
Ручной трубогиб применяется при гибке материалов небольшого диаметра. В данном устройстве можно легко из цветных металлов и нержавейки. Принцип работы этого устройства заключается в том, что вставив один конец в специальный зажим, нужно начинать крутить ручку. Проводя эту процедуру, труба будет проходить между вальцами, и таким образом создается нужный поворот. При проведении этой процедуры рекомендуется придерживаться ГОСТ, в котором указано, что минимальные радиусы из чистых цветных металлов и нержавейки обязательно должен составлять:
- если диаметр меньше 20мм – не менее 2,5D;
- если диаметр больше 20мм – 3,5D и больше.
D – это показатель наружного .
Гидравлические трубогибы
Эти устройства также применяются для сгибания труб небольшого диаметра. Здесь приложение небольшой силы компенсируется за счет специального гидроцилиндра. Использование этого приспособления заключается в определении места сгиба и дальнейшем проведении этой процедуры, предварительно вставив один край в приспособление. Далее при помощи рычага просто нужно выполнять поступательные движения. Здесь также обязательно нужно учитывать минимальный радиус гиба трубы.
Электромеханические трубогибы
Эти приспособления используются в случае, когда трубы имеют разное поперечное сечение. Они отличаются от своих собратьев очень высокой точностью радиуса сгиба и ненадобностью применять физическую силу человека. Данные устройства также отличаются очень высокой стоимостью, что говорит об их профессиональном назначении.
Электромеханические трубогибы могут гнуть изделия больших диаметров, и этот показатель ограничивается лишь размерами самого приспособления, усилием, которое создается при гибке. Радиус гиба стальных труб должен полностью соответствовать стандартам. Соблюдать их можно при помощи специальных шаблонов, которые легко заменить в процессе гибки.
Плоскопараллельные пластины
Очень часто трубы нужно выгнуть «прямо сейчас», а трубогиба под рукой, как назло, нет. В этом случае используются плоскопараллельные пластины. Они представляют собой обычные заготовки из металлических листов, которые вырезаны с таким радиусом, который нам нужен при гибке.
Принцип работы этого приспособления заключается в следующих этапах:
- зажимание края трубы в хомуте;
- изгибание до нужного показателя поворота;
- изъятие ее из приспособления.
Этот метод гибки довольно примитивный, но надежный. Единственным недостатком плоскопараллельных пластин является небольшая длина труб, которые будут гнуться.
Стальная пружина
Стальную пружину используют при гибке трубопроводных элементов, которые изготовлены из мягких и очень податливых металлов. Они при сгибании могут лопнуть или создать переход внутреннего диаметра к меньшему значению, что значит
heatingportal.ru
способы сгибания и ограничения применения
Даже при точном планировании траектории прокладки наружного или внутреннего канализационного трубопровода, не всегда удается обойтись без резких поворотов и изгибов. Чаще всего приходится решать вопрос, как согнуть канализационную трубу, при установке в труднодоступных местах: в нишах и под сифонами сантехники, при выходе из стены или перекрытия, необходимости обойти выступ или угол. Вариантов решения проблемы – два:
- Использовать специальные готовые изгибы – фитинги и переходники, установив их в точке изменения направления на специальный герметик или уплотнитель.

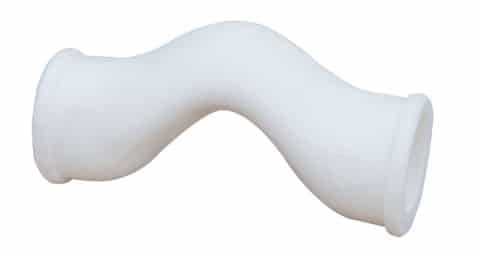
Готовые решения для формирования любой сложной формы
- Попытаться согнуть изделие в точке запланированного изгиба – метод ненадежный, трудоемкий и требующий времени на подготовку.
Механическое сгибание выполняют только тогда, когда нет возможности изменить траекторию; или трубопровод – нестандартного диаметра, и подобрать подходящий переходник нельзя; если необходимо оставить цельный гнутый кусок из эстетических соображений. Не все материалы можно гнуть без риска повреждений, а результат манипуляций зависит от наличия опыта, навыков и корректного применения специальных инструментов.

Сложный изгиб металлического изделия
Перед принятием решения анализируют характеристики:
- Диаметр изделия и материал изготовления.
- Толщина стенки.
- Необходимый радиус и угол поворота.
Пластиковый трубопровод: характеристика полимерных материалов ↑
Большинство канализационных систем собирают из легких пластиковых конструкций. Полимерные изделия выпускают во всех возможных типоразмерах, с разными характеристиками для установки внутри и снаружи помещений. Повороты, углы и изгибы можно собрать самостоятельно за пару минут из готовых вспомогательных деталей: переходников, колен, тройников и фитингов. Возможность механического сгибания – ограничена.
Трубопроводы из оранжевых полимеров, предназначенные для укладки в грунт, – из морозостойкого толстостенного материала. Такие изделия нельзя деформировать. Второй фактор, влияющий на способ выполнения поворота, – диаметр. При изменении радиуса происходит деформация формы внутреннего сечения: вместо круга создается овал. Чтобы труба не повредилась, объем деформации не должен превышать 8% от внутреннего диаметра. Вручную, или с помощью механических устройств, можно изменить форму только погонажных изделий для внутренней разводки (серого или белого цвета) небольшого диаметра – до 50 – 60 мм.
Как согнуть пластиковую канализационную трубу? Выбор способа зависит от особенностей основных полимерных составов, которые применяют в производстве:
- Полиэтилен. Самый податливый для придания сложной формы материал. Используется в изготовлении канализационных деталей редко, поскольку обладает существенными недостатками: недостаточно гладкой поверхностью, низкой прочностью и слабой термостойкостью. Сформировать необходимый радиус изгиба можно 2 способами: холодным и горячим.

Ненадежный, но легко поддающийся сгибанию, полиэтилен
- ПВХ. Изделия из поливинилхлорида, которые используются для канализации, имеют разную толщину стенок в зависимости от диаметра. Материал достаточно хрупкий, поэтому без нагрева изменить форму нельзя. Гнут только канализационные трубы из ПВХ малого диаметра, применяя горячий метод – ПВХ имеет достаточно низкую температуру плавления. Для изменения формы изделий большого диаметра применяют специальное электромеханическое промышленное оборудование.
Изгиб участка из ПВХ
- Полипропилен. Самый твердый и прочный материал для канализации. Высокая температура плавления – одна из причин, по которой согнуть такую канализационную трубу сложно. Мастера используют метод жидкостного нагрева. Холодным способом механического гнутья можно придать форму изгибу с небольшим радиусом.

Изгиб полипропиленовой трубы
Важно! Независимо от выбранного способа сгибания и материала изготовления трубы, следует помнить, что в процессе деформации материал по верхнему краю истончается, растягиваясь, а по нижнему – уплотняется. Гарантировать герметичность изделия в месте деформации невозможно. Поэтому следует избегать слишком большого радиуса сгиба.
Металлические трубы: можно ли и как сформировать изгиб ↑
Для домашней канализационной разводки металл в качестве основного материала для труб применяют редко из-за высокой стоимости и сложного процесса соединений и монтажа. Металлические участки устанавливают только в качестве дизайнерских решений для подключения сантехники открытым способом без декоративных экранов.

Металлические трубы с изгибом
Основные материалы:
- Нержавеющая сталь.
- Сплавы из стали.
- Комбинация из внутреннего металлического слоя и полимерного покрытия
Металл гнется легче, чем пластик
Домашние металлические трубы можно согнуть холодным и горячим методом. Металл легче поддается сгибанию, не теряет герметичности, не трескается в месте деформации.
Изменить форму трубы цельнометаллической или с основанием из сплава можно 2 способами:
- Холодным механическим.
- Комбинированным: механическим, с кратковременным нагревом.
Если необходимо сделать поворот на длинном отрезке, придется использовать сварку: формируют изгиб на коротком отрезке нужного диаметра из идентичного материала, и вваривают поворот в разрезанную в месте поворота трубу.
Ручной холодный способ гнутья подходит для изменения формы металлических и металлопластиковых тонкостенных труб диаметром до 32 мм. Чтобы согнуть такую внутреннюю канализационную трубу, понадобится:
- Специальная пружина, подобранная по внутреннему диаметру.

Пружина: позволяет минимально деформировать внутренний просвет
- Если времени на поиски и покупку пружины нет, можно использовать песок. Дополнительно придется сделать заглушки для концов – из пластика, дерева, пробки.
- В качестве шаблона для создания необходимого радиуса используют заводские заготовки, или применяют склеенные из вырезанных ДСП листов конусы.
Тонкие канализационные трубы можно согнуть без специальных зажимов. Для изделий из твердых сплавов или толстостенных труб используют специальное оборудование: гидравлические станки (гнутье изделий до 60 мм), электромеханические (для деталей диаметром от 60 мм).

Профессиональный станок для создания сложных форм
Пружину помещают внутрь отрезка трубы. Оба конца пружины должны быть свободными. Если диаметр пружины меньше, чем диаметр трубы, концы можно зафиксировать хомутами. После установки трубогиба начинают медленно сгибать изделие.
Ручное гнутье
Гнуть трубу нужно постепенно – материал (особенно металлопластик и полиэтилен) возвращается в прежнее положение, поэтому создают больший радиус. Тонкие отрезки сгибают руками, для изделий большего диаметра используют зажим или шаблон.

Прокатка радиуса на шаблоне
Чтобы придать нужную форму нестандартной пластиковой трубе, следует подготовить:
- Пружину для сохранения внутреннего диаметра, или песок.
- Строительный фен: желательно купить оборудование с многоступенчатой регулировкой температуры, чтобы не перегреть пластик.
- Формировочный станок: доска или кусок панели из ДСП с закрепленными хомутами по ходу запланированной формы трубы.

Самодельный станок
- Заготовки по радиусу из брусков.

Бруски для шаблона сгиба
Инструкция: сгиб трубы шаг за шагом ↑
Как согнуть без повреждений стенок канализационную ПВХ трубу? Прежде чем начать, следует заполнить внутренний просвет. Внутрь трубы вставляют пружину, или толстостенную металлическую трубу. Некоторые мастера советуют засыпать песок и запаять или заглушить края.

Засыпка песка
Но во время нагревания крупинки песка могут прилипнуть к внутренним стенкам, из-за чего в месте изгиба будет постоянно скапливаться грязь.
После заполнения трубу фиксируют на станке хомутами. Если есть возможность, нужно надеть формировочную муфту из силикона, чтобы стенки не поцарапались во время работы.
После крепления к станку, в запланированных местах устанавливают радиусные шаблоны.

Зафиксированный отрезок
По всему диаметру осторожно нагревают стенки феном, сгибая трубу по шаблону. Очень важно не перегреть поверхность – ПВХ плавится уже при 130о, полипропилен – при 150о. Проводить гнутье нужно очень медленно, чтобы на нижнем крае изгиба не сформировались наплывы и складки.

Согнутая горячая труба
Согнутую трубу необходимо оставить в фиксированном состоянии до полного остывания. Только после этого можно проверить, соответствует ли полученный изгиб запланированному.
Результат: как проверить качество и целостность сгиба ↑
Качество работы можно оценить сразу: если полученный изгиб визуально не изменил форму сечения, стенки – ровные, без складок и трещин, то все сделано правильно.

Идеальный радиус ПВХ трубы
Если стенки от разогрева расплавились, существенно истончились, на нижнем крае – ярко выраженные складки, то такую трубу придется выбросить. Неровности на внутренней поверхности и сильная деформация сечения – это причина того, что внутри сгиба будет накапливаться налет, который приведет к засорению.

Неудачная попытка
Проверить герметичность участка можно, наполнив водой трубу. Но точно спрогнозировать, как долго согнутая пластиковая канализационная труба будет герметичной, нельзя. При повышении напора внутри системы истонченные стенки могут треснуть, со временем появятся микротрещины.
Сложные участки лучше собрать из заводских деталей. Готовые изделия – герметичны, идеально подходят по диаметру, укомплектованы изоляционными прокладками. Собрать изгиб самой сложной формы под силу даже человеку без подготовки.

Готовые детали для сборки трубопровода сложной формы
Альтернатива механическому сгибанию:
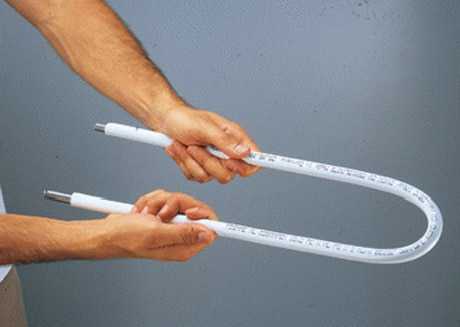
- Гофрированные гибкие шланги.
Гибкие канализационные трубы: применение ↑
Установка гофрированного шланга оправдана, если нужно провести монтаж в тесных нишах – под ванной, умывальником. Также целесообразно смонтировать из гофры сливы для бытовой техники в местах, где нет возможности проложить жесткий трубопровод. Преимущества – низкая стоимость и простота установки. Основной материал изготовления – ПВХ.

Гофра под чашей ванны
Недостаток гибких канализационных шлангов – в наличии ребер на стенках. На складках гофры быстро скапливается налет, за выступы цепляются нитки. Гофрированные участки – самые частые места образования засоров и главная причина неприятного запаха.

Сгибы большого диаметра
Чтобы избежать проблем с гибкой разводкой, мастера рекомендуют устанавливать съемные крепления – хомуты вместо герметика. В этом случае можно легко отсоединить шланг для промывки или замены.
Соединения и изгибы для толстостенных канализационных труб ↑

Сложная разводка сборного трубопровода
При планировке домашней канализационной разводки лучше предусмотреть альтернативные варианты обхода выступов. Для формирования сложных конструкций трубопроводов подбирают:
- Колена со стандартным значением угла наклона, обеспечивающим правильную скорость течения внутри изгиба.
- Переходники и повороты – для обустройства точек изменения направления.
- Фитинги и ревизии – устанавливают в точках с наибольшим риском засорения.

Пример обустройства нестандартного трубопровода в сложных условиях
Однозначно, если есть малейшая возможность избежать сгибания канализационных труб, стоит ей воспользоваться. Разнообразие заводских изделий позволяет найти оптимальное решение даже в сложных ситуациях. Если жесткий трубопровод установить невозможно, лучше поставить гофру с возможностью регулярной замены. Категорически не рекомендуется сгибать пластиковые изделия большого диаметра, особенно если планируется установка ветки в стяжку или под панель из гипсокартона – найти и устранить течь будет сложно. Согнутую пластиковую трубу отремонтировать или герметизировать невозможно, придется менять весь отрезок. Если обойтись без сгибания нельзя, то лучше доверить процесс формирования сгиба и монтаж специалисту.
stroy-aqua.com
Плоскость - изгиб - труба
Плоскость - изгиб - труба
Cтраница 1
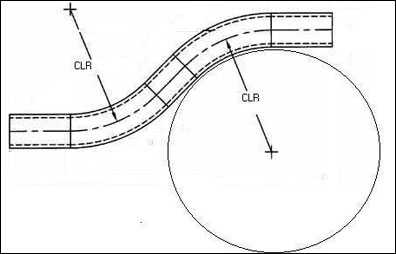
Плоскость изгиба труб совпадает с фронтальной плоскостью пучка. Для получения данных по теплообмену и гидравлическому сопротивлению воздушного потока внутри волнистой трубы отрезок ее длиной 850 мм был исследован на установке, обогреваемой снаружи кипящей водой. [2]
Трос, который идет от трубы к лебедке, должен во время гибки находиться в плоскости изгиба трубы, чтобы конец трубы не опускался ч не поднимался. Необходимо следить также за тем, чтобы во время изгиба угол между направлением троса и трубой сохранялся близким к 90, так как при угле больше 90 будет вытягиваться затылочная часть погиба ( или трос будет стягиваться с трубы), а при остром угле могут образоваться складки на внутренней части погиба. Кроме того, при угле между тросом и трубой, близком к 90, исключается возможность сдвига трубы с плиты. Для предотвращения такого сдвига применяют направляющие блоки, которые устанавливаются на пути троса от лебедки к трубе. [3]
В результате действия этих напряжений сечение трубы в процессе гнутья стремится изменить свою круглую форму и принимает форму эллипса; при этом меньшая ось эллипса располагается в плоскости изгиба трубы ( фиг. [4]
Изгибающий момент вызывает искривление первоначально прямолинейной оси трубы, что обусловливает в сечении трубы удлинение одних волокон и сжатие других. При изгибе труб принимается, что нейтральные волокна лежат в диаметральной плоскости, перпендикулярной плоскости изгиба трубы. Насколько точно это допущение, будет разобрано ниже. Поскольку напряжения от изгиба вызывают изменения длины, эти напряжения являются нормальными. [6]
Из всего сказанного следует вывод, что для возможности точного измерения расхода с помощью центробежного расходомера без индивидуальной градуировки его надо прежде всего обеспечить точное измерение и особенно D. Если труба не вполне круглого сечения, то значение диаметра D, лежащего в плоскости изгиба трубы и находящегося в знаменателе под корнем в формуле расхода, может не совпасть со средним диаметром D, который стоит в числителе в формуле расхода. [8]
На отводах не должно быть вмятин, складок ( на гладких отводах) и прожогов; пригоревший к внутренней поверхности отвода песок должен быть удален. При гибке шовных труб во избежание разрыва шов следует располагать с наружной стороны отвода под углом 45 к плоскости изгиба трубы. Отводы должны быть изготовлены из таких же труб, что и прямые участки трубопровода. Если же для компенсатора требуется труба длиной более 7 - 8 м, то его сваривают из двух-трех частей, при этом сварные стыки следует располагать в местах, менее напряженных при работе компенсатора, - на боковых его сторонах. [9]
Необходимо учитывать, что при изгибе труб по наружной образующей происходит растяжение металла и, наоборот, по внутренней образующей - сжатие. Поэтому в процессе изгибания сварных труб шов как менее надежное место следует располагать примерно под углом 45 к плоскости изгиба трубы. Чем меньше радиус кривизны, тем больше растягивается металл на выпуклой стороне трубы. Утонение стенки трубы при изгибе больше чем на 15 % номинальной толщины не допускается. [11]
Таким образом, если применять колено как приемный преобразователь расхода без индивидуальной градуировки, то точное определение размеров R0, и особенно D, следует считать необходимым. При этом вследствие не строго круглого сечения трубы вполне возможно получение разных значений для D, являющегося средним диаметром, определяющим площадь мерного сечения и для D, лежащего в плоскости изгиба трубы. [12]
Непрерывно движущаяся фасонная шестерня 3, имеющая форму звеевика, жестко соединена с оправкой 9 такой же формы. Криволинейные ( полукруглые) участки 10 оправки 9 являются съемными, они соединены с оправкой 9 направляющими в форме ласточкина хвоста. В момент поворота шестерни 3 вместе с оправкой 9 около оси цапфы 4 кулачок 2 прижимает ролик 1 к трубе 7 и сплющивает ее в плоскости, перпендикулярной плоскости изгиба трубы, на такую же величину, на какую труба сплющивается в плоскости изгиба в процессе навивки. Благодаря такой компенсации величины сплющивания форма трубы остается круглой, без искажения. [13]
Страницы: 1
www.ngpedia.ru