Большая Энциклопедия Нефти и Газа. Твердосплавные развертки
Твердосплавные развёртки высокого качества в Москве
Ручной вариант имеет цилиндрическую форму с острыми гранями, а хвостовик представляет собой квадратную конструкцию для надевания воротка. Количество зубьев варьируется от 6 до 12, они могут быть прямыми или винтовыми. Последний вид применяется, когда в детали присутствуют отверстия.
Машинная развёртка по металлу имеет конический или цилиндрический хвостовик для его зажима в станке и изготавливается в основном из быстрорежущей стали. Коническая развёртка имеет конусную форму и не так часто применяется в быту, с её помощью осуществляется обработка отверстий соответствующей формы. Разжимной вариант имеет универсальную конструкцию: внутри присутствует шарик, а снизу — винт, при закручивании которого шарик начинает двигаться вверх, тем самым распирая грани развёртки. В результате её диаметр становится больше на 0,15–0,5 мм.
По способу крепления различают следующие типы развёрток:
- составные,
- напайные,
- с механическим креплением (выполняются из углеродистой или быстрорежущей стали),
- твердосплавные.
Преимущества покупки наборов развёрток в ООО Мир Станочника
В продаже имеется огромный ассортимент сверлильного, токарного и фрезерного оборудования, режущего инструмента и многого другого. У нас можно по оптимальным ценам купить наборы развёрток любых размеров для обработки различных металлов, сплавов и для выполнения практически любых задач на предприятии.
Наши преимущества:
- Индивидуальный подход к каждому клиенту.
- Подготовка коммерческого предложения в течение 1–2 часов.
- Широкая номенклатура инструментов собственного производства и мировых брендов.
- Наличие демонстрационного зала, оборудования и инструмента на складе.
- Бесплатная доставка.
- Оперативная доставка по России.
Узнайте стоимость металлорежущего инструмента и условия работы с нашей компанией по телефону в Москве 8 (495) 118-21-61 или отправьте заявку на электронную почту.
Твердосплавные развёртки | Страница 2 из 6 |. Страница 2
Showing 21–40 of 119 results
Исходная сортировкаПо популярностиПо новизнеЦены: по возрастаниюЦены: по убыванию- Переходник от цилиндрического хвостовика к CoroReamer™ 830 830-S14A20070F Подробнее
- Переходник от цилиндрического хвостовика к CoroReamer™ 830 830-S14A20070F Подробнее
- Переходник от цилиндрического хвостовика к CoroReamer™ 830 830-S14A20131F Подробнее
- Переходник от цилиндрического хвостовика к CoroReamer™ 830 830-S14A20131F Подробнее
- Переходник от цилиндрического хвостовика к CoroReamer™ 830 830-S16A25090F Подробнее
- Переходник от цилиндрического хвостовика к CoroReamer™ 830 830-S16A25090F Подробнее
- Переходник от цилиндрического хвостовика к CoroReamer™ 830 830-S16A25151F Подробнее
- Переходник от цилиндрического хвостовика к CoroReamer™ 830 830-S16A25151F Подробнее
- Переходник от цилиндрического хвостовика к CoroReamer™ 830 830-S20A25089F Подробнее
- Переходник от цилиндрического хвостовика к CoroReamer™ 830 830-S20A25089F Подробнее
www.mirstan.ru
Развертки твердосплавные по металлу — Инструментальные материалы
Для обработки отверстий диаметром 50 — 70 мм могут применяться сборные резцы-сверла с поворотными четырехгранными пластинками (рис. 1).
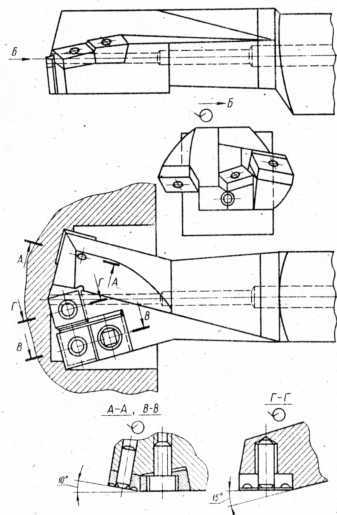 Рисунок 1. Резец-сверло
Рисунок 1. Резец-сверлоРазвертки твердосплавные малых диаметров с вышлифованными канавками предназначены для развертывания отверстий деталей из труднообрабатываемых сталей и сплавов (рис. 3). 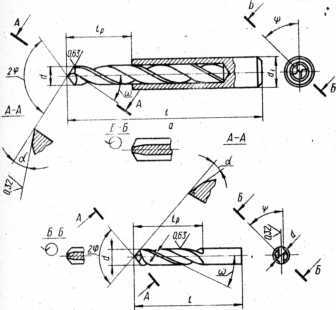 Рисунок 2. Цельные твердосплавные сверла
Рисунок 2. Цельные твердосплавные сверла
Развертки изготавливают двух видов: цельные и сборные (с припаянным стальным хвостовиком). Развертки цельные (короткие) и сборные (удлиненные) выполняют с учетом обрабатываемого материала с углом заборного конуса = 5; 15; 45°. Они могут иметь прямые или спиральные канавки с углом подъема винтовой канавки 5 — 30°; число зубьев разверток – 4, 5 или 6. Развертки имеют высокую точность.
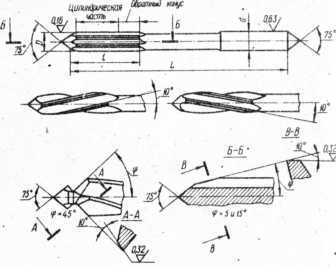 Рисунок 3. Цельные твердосплавные развертки
Рисунок 3. Цельные твердосплавные разверткиПрименение твердосплавных разверток дает увеличение стойкости в 12 — 50 раз по сравнению с применением разверток из стали Р18.
Рис. 5. Зенкер с круглой твердосплавной пластинкойДля обработки деталей из стали и цветных металлов применяются деформирующие протяжки с твердосплавными кольцами.
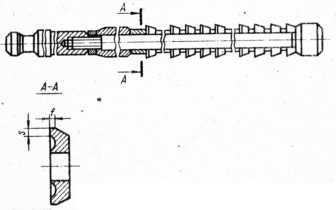 Рисунок 6. Сборная круглая твердосплавная протяжка
Рисунок 6. Сборная круглая твердосплавная протяжка arxipedia.ru
Твердосплавная развертка - Большая Энциклопедия Нефти и Газа, статья, страница 3
Твердосплавная развертка
Cтраница 3
В диапазоне рассматриваемых размеров от диаметра 5 мм и выше наиболее эффективной конструкцией при резании труднообрабатываемых материалов являются однолезвийные твердосплавные развертки. Эти развертки предназначены для обработки особо точных отверстий 6 - 7-го квалитетов прежде всего на автоматизированном оборудовании и станках с ЧПУ. Погрешность геометрической формы обработанных отверстий в поперечном сечении выдерживается в пределах 3 - 8 мкм, увод оси 0 005 - 0 2 мм на 100 мм длины. В табл. 33 даны припуски и режимы обработки этими развертками. [31]
При развертывании сплавов 2 - й группы применяются, в основном, быстрорежущие развертки, сплавов 3 - й группы - твердосплавные развертки, обеспечивающие значительное повышение стойкости инструмента. [32]
Дальнейшие операции: прорезка канавок, заточка и доводка по передней и задней поверхностям, методика контроля аналогична методике контроля на операциях изготовления твердосплавных разверток и ее выполняют на том же оборудовании. [33]
Форма режущей части, показанная на рис. 110 6 ив, применяется для обработки отверстий 6 - 9-го квалите-тов точности и выше и рекомендована как основная для твердосплавных разверток при обработке труднообрабатываемых материалов. Длина переходной режущей кромки / 2 принимается в пределах 1 - 1 5 мм. Для повышения качества обработки рекомендуется переходной участок от режущей части к калибрующей закруглять. [34]
Показательно также увеличение разбивки отверстий в зоне низких скоростей резания ( 3 - 16 м / мин) при обработке с водными СОЖ: до 10 - 20 мкм твердосплавными развертками и до 12 - 14 мкм быстрорежущими. Разбивка при работе с масляными СОЖ несколько возрастает с увеличением скорости фезания и становится больше, чем при работе с водными жидкостями. [35]
После обработки на агрегатном станке заготовки поступают на двухсторонний горизонтальный восьмишпиндельный агрегат, где левой головкой производят растачивание кольцевой канавки в отверстии, а правой головкой - чистовое развертывание отверстия твердосплавными развертками. [36]
Цельные машинные развертки и ножи сборных разверток изготовляют из стали Р18, Р9, РК5, ручные развертки - из стали 9ХС, Р9 и Р18, корпусы сборных разверток и хвостовики сварных разверток - из стали 45 и МСтб. Твердосплавные развертки оснащают пластинками из твердого сплава типа ВК и ТК. [37]
Доводку цилиндрической части производят разрезными чугунными притирами с пастами ГОИ 10 мк. Твердосплавные развертки доводят карбидом бора. [38]
Замена быстрорежущего инструмента на твердосплавный ( ВК. При работе твердосплавными развертками с масляными СОЖ были получены диаграммы крутящих моментов с составляющей момента трения значительной величины, превышающей момент резания в 2 раза. [41]
Обычно технологию изготовления твердосплавных разверток строят таким образом, что канавки шлифуют на прошлифованной в размер рабочей части инструмента. Однако при этом могут возникнуть сколы на режущей кромке, которые трудно устранить доводкой по передней поверхности. В связи с этим в описанной технологии предусмотрен припуск на чистовое шлифование. [42]
Режимы резания для твердосплавных разверток: t 0 05 0 15 мм; s - 0 2 - 0 3 мм / об; v 10 - i - 15 м / мин. [43]
При обработке труднообрабатываемых материалов допустимый износ следует принимать в пределах 0 2 - 0 3 мм. Особенно внимательно необходимо следить за износом цельных твердосплавных разверток. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Твердосплавные развёртки | Страница 3 из 6 |. Страница 3
Showing 41–60 of 119 results
Исходная сортировкаПо популярностиПо новизнеЦены: по возрастаниюЦены: по убыванию- Твердосплавная головка для развертывания CoroReamer™ 830 830A-E06D2100H7S12 Подробнее
- Твердосплавная головка для развертывания CoroReamer™ 830 830A-E06D2200H7S14 Подробнее
- Твердосплавная головка для развертывания CoroReamer™ 830 830A-E06D2300H7S14 Подробнее
- Твердосплавная головка для развертывания CoroReamer™ 830 830A-E06D2400H7S16 Подробнее
- Твердосплавная головка для развертывания CoroReamer™ 830 830A-E06D2400H7S16 Подробнее
- Твердосплавная головка для развертывания CoroReamer™ 830 830A-E06D2500H7S16 Подробнее
- Твердосплавная головка для развертывания CoroReamer™ 830 830A-E06D2500H7S16 Подробнее
- Твердосплавная головка для развертывания CoroReamer™ 830 830A-E06D2540H7S16 Подробнее
- Твердосплавная головка для развертывания CoroReamer™ 830 830A-E06D2540H7S16 Подробнее
- Твердосплавная головка для развертывания CoroReamer™ 830 830A-E06D2600H7S16 Подробнее
- Твердосплавная головка для развертывания CoroReamer™ 830 830A-E06D2700H7S16 Подробнее
www.mirstan.ru
Развертки | ВСЕ ОБ ИНСТРУМЕНТЕ
Друзья мои сегодня я решил рассказать Вам о развертках.
Развертки бывают конические, ступенчатые и цилиндрические. Ручная цилиндрическая развертка показана на рисунке. Давайте разберем из чего же она состоит:
1. Рабочая часть.2. Шейка3. Хвостовик.
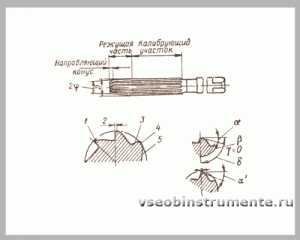
Части и элементы развертки
1 – главная режущая кромка; 2 – ленточка; 3 – передняя поверхность; 4 – затыловочная поверхность; 5 — задняя поверхность.
Помимо всего в рабочей части развертки можно выделить заборную (режущую) часть, калибрирующая часть и задний конус.
Канавки, находящиеся между зубьями развертки образуют режущие кромки и предназначены для размещения и отвода стружки.Чтобы повысить качество обрабатываемой поверхности при обработке в ручную, зубья разверток располагаются по окружности с нepaвнoмepным шагом.
машинные изготовляют с равномерным шагом, при этом число зубьев у них должно быть четным. Рабочая часть машинных разверток короткая в отличие от ручных. Машинные развертки чаще всего изготавливают насадными и регулируемыми.
Развертки ручные как правило изготавливаются из стали 9ХС; машинные цельные и ножи сборных разверток изготавливаются из быстрорежущей стали Р18 или Р9.Основные детали сборных разверток (регулируемых и разжимных, за исключением ножей) выполняют: сам корпус из 40, 45 стали или стали 40Х; установочные кольца и контргайки — из стали 35 или 45; клинья из стали 40Х.Твердость рабочей части разверток (в зависимости от стали) должна быть HRC 62-66, корпус насадных разверток – НRС 30-40, клинья – НRС 45-50, лапки и квадраты хвостовиков – HRC 30-45.
Зная отклонения и допуски на развертки, можно легко выбрать инструмент нужного размера. При отсутствии такового берется развертка, размер которой близок к заданному, и путем шлифования или доводки обрабатывается да требуемого размера.По техническим требованиям в качестве режущей части разверток должны при меняться пластики из твердого сплава марки ВК6, ВК6М, Т15К6, Т14К8 или Т14КI0. Корпуса разверток изготовляют из стали 40Х, а корпуса ножей – из стали 40Х, У7 или У8.Твердосплавные развертки выпускаются с допусками по А, А2а, А3 и Н с припуском под доводку отвертстия.
Развертки конические с цилиндрическим хвостовиком выполняются из стали 9ХС (так же на заказ могут быть изготовлены развертки из стали РI8). Развертки диаметром больше 13 мм делают сварными.Развертки конические с коническим хвостовиком по техническим требованиям изготовляются из стали Р18 или Р9. Развертки диаметром больше 10 мм делают сварными.
Читайте еще по теме:
ЗенкерыМетчикиПлашкиРезцыСверла
P.S. Внимание!!! Просьба ко всем кому моя статья понравилась или оказалась полезной . Поставьте “мне нравиться”, а также расскажите своим друзьям Вконтакте, Facebook, Мой мир, Одноклассники, Твиттер и других социальных сетях. Это будет лучшей Вашей благодарностью.
_____________________________________________________________________________________
Развертки из стали Р6м5 и Р18 можно заказать на сайте mekkain.ru. Лучшее соотношение цена/качество.
Расскажите друзьям:
vseobinstrumente.ru
Твердосплавная развертка - Большая Энциклопедия Нефти и Газа, статья, страница 2
Твердосплавная развертка
Cтраница 2
При использовании твердосплавных разверток скорость резания 15 м / мин для разверток D 20 мм, и 10 м / мин для разверток с D 20 мм. [16]
При изготовлении твердосплавных разверток шлифование и заточку осуществляют после напайки пластинок. Первой операцией является заточка передней поверхности. Если пластинки твердого сплава перед пайкой шлифуются химико-механическим способом, то эта операция не выполняется. Она также не выполняется и при переточках. Задние поверхности затачивают на универсально-заточных станках в центровых бабках. Установка развертки для заточки задних поверхностей осуществляется при помощи штангенрейсмуса. Ширину ленточки проверяют с помощью лупы на станке без снятия развертки с центров. Для предварительного контроля заднего угла применяется угломер, укрепленный в штангенрейс мусе. [17]
При изготовлении твердосплавных разверток операции шлифования и заточки производятся после напайки пластинок. Первой операцией является заточка передней поверхности. [19]
При обработке твердосплавными развертками закаленных сталей на величину относительного размерного износа и0 основное влияние оказывает скорость резания. [20]
При развертывании быстрорежущими и твердосплавными развертками необходимо применять смазывающе-охлаждающую жидкость, например, состоящую из 40 % олеиновой кислоты, 30 % сульфофрезола и 30 % скипидара. [21]
Для обработки закаленных сталей используют твердосплавные развертки ( ф 15) с переходным режущим лезвием ( фб 1 30 - 2) длиной 1 5 - 2 0 мм. Для регулируемых разверток ф 45 при обрабо. [22]
При определении профиля канавки для твердосплавных разверток ( рис. 6.20) необходимо учитывать толщину s пластины из твердого сплава и необходимость создания достаточно жесткой опорной поверхности под пластину. [24]
Ниже приведены значения параметров режущей части быстрорежущих и твердосплавных разверток. [25]
В табл. 66 приведен технологический процесс заточки твердосплавной развертки. [27]
Развертывание глухих отверстий под зубки прои з-водится твердосплавной разверткой с получением шероховатости поверхности Ral25-25. Процесс запрессовки зубков происходит в две стадии: наживление и запрессовка. Наживление выполняется вручную на глубину 3 - 5 мм, запрессовка - гидравлическим прессом до упора зубка в торцовую часть глухого отверстия. Закрепленный таким образом зубок удерживается в гнезде за счет созданного контактного давления на посадочную поверхность. [28]
Это сделано из-за того, что обычный для больших размеров твердосплавных разверток профиль с двумя задними углами получать весьма трудно, а для самых мелких размеров практически невозможно. [30]
Страницы: 1 2 3 4
www.ngpedia.ru