Как применяют сварочный инвертор: электрическая принципиальная схема. Uc2845 в сварочных инверторах схема днипро 205 саб
Схема простого сварочного инвертора - электросхема инверторного сварочного аппарата
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
По какому принципу работает электросхема инверторного сварочного аппарата?
Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах.
В работе прослеживаются несколько четких этапов:
- Напряжение в розетке составляет 220V, поэтому сначала происходит выпрямление переменного напряжения.
- Вступает в работу преобразователь, постоянное напряжение переводится в переменные высокие частоты.
- Напряжение высокой частоты постепенно понижается до нужных значений.
- В свою очередь, на этом этапе, уже пониженное напряжение нуждается в выпрямлении.
Весь процесс кажется немного нелогичным, но у этого есть свои причины.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении.
Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше.

Схема инвертора
Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения. Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V.

Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора.
Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты. Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V.
Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер.
Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя.
Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме.
Самостоятельный подход к ремонту и эксплуатации
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.

swarka-rezka.ru
Сварочный инвертор "ММА 200", устройство, ремонт.
 Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
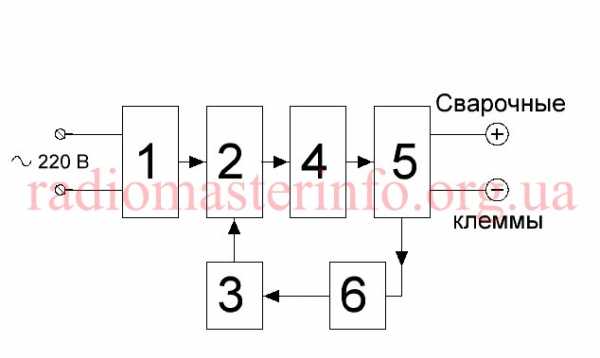
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
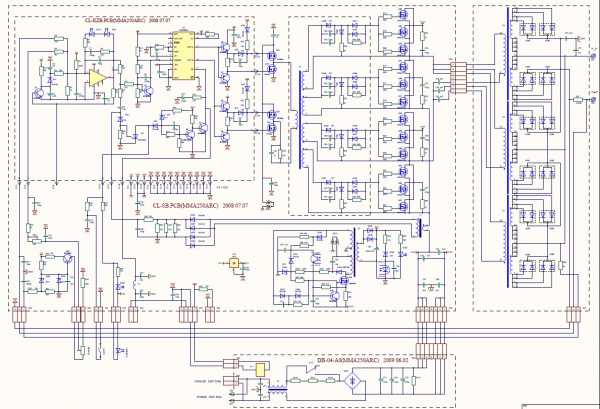
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»

Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
Коротко о самой схеме.
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
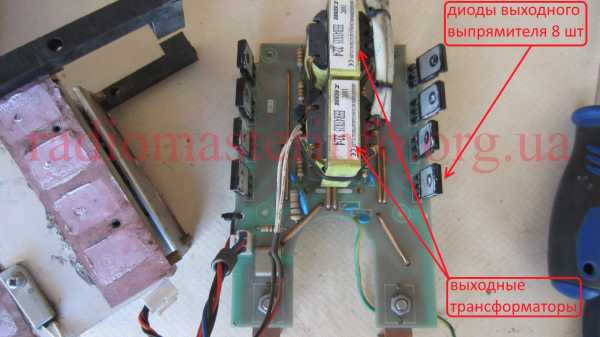
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.

Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
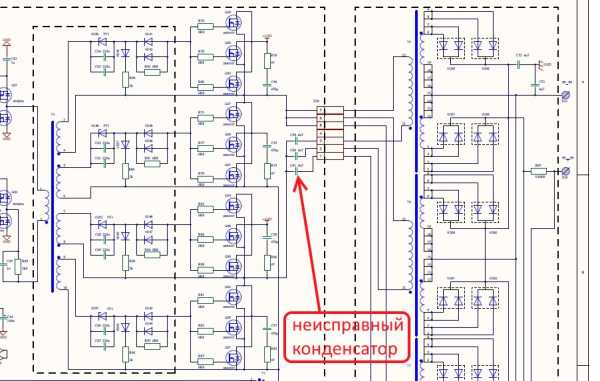
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.

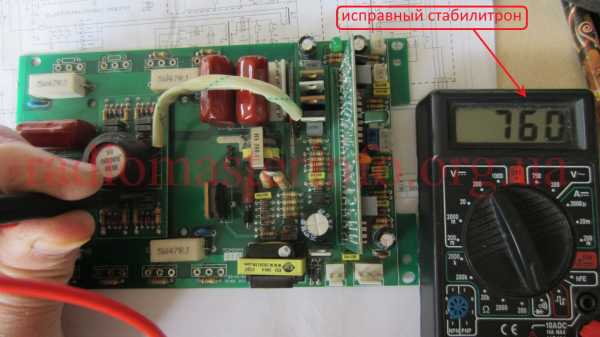
Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.

Проверка производилась без выпаивания деталей путем сравнения сопротивлений между одинаковыми точками всех четырех формирователей импульсов.
Также были проверены все остальные цепи вплоть до выходных клемм.
При проверке выходных полевиков все они были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
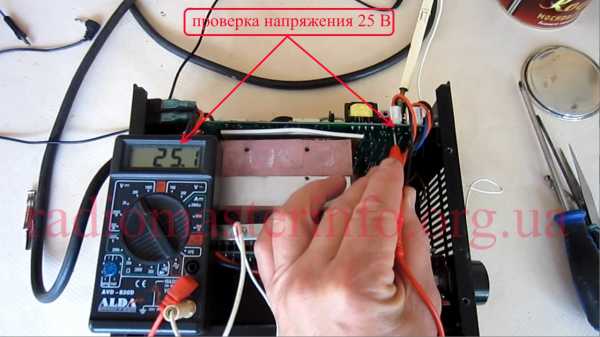
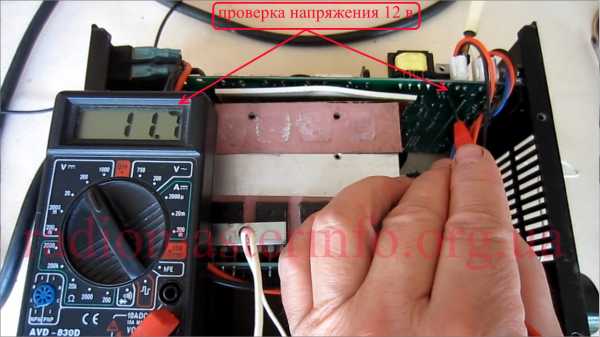
Первое включение делалось вообще без мощных полевых транзисторов. При этом включении была проверена исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
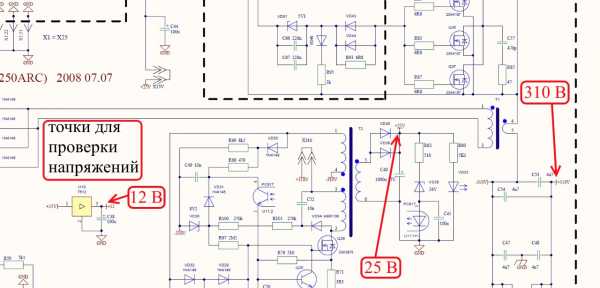
Точки проверки напряжений на схеме:
Проверка напряжения 25 В на плате:
Проверка напряжения 12 В на плате:
После этого были проверены импульсы на выходах генератора импульсов и на выходах формирователей.

Импульсы на выходе формирователей, перед мощными полевыми транзисторами:

Затем были проверены на утечку все выпрямительные диоды. Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм. При проверке каждого отдельно взятого диода утечка более 1 мОм.
Далее было принято решение собрать выходной каскад на четырех полевых транзисторах, поставив в каждое плечо не по два, а по одному транзистору. Во-первых, риск выхода из строя выходных транзисторов хотя и минимизирован проверкой всех остальных цепей и работой источников питания, но все же после такой неисправности остается. К тому же, можно предположить, что если в плече по два транзистора, то выходной ток до 200 А (ММА 200), если по три транзистора, то выходной ток до 250 А, а если будет по одному транзистору, то ток вполне сможет достигать 80 А. Это значит, что при установке по одному транзистору в плечо, можно варить электродами до 2мм.

Первое контрольное кратковременное включение в режиме ХХ решено сделать через кипятильник на 2,2 кВт. Это может минимизировать последствия аварии, если все-таки какая-то неисправность была пропущена. При этом измерялось напряжение на клеммах:

Все работает нормально. Не проверенными оказались только цепи обратной связи и защиты. Но сигналы этих цепей появляются только при наличии выходного тока значительной величины.
Так как включение прошло нормально, напряжение на выходе также в пределах нормы, убираем последовательно включенный кипятильник и включаем сварку в сеть напрямую. Снова проверяем выходное напряжение. Оно немного выше и в пределах 55 В. Это вполне нормально.
Пробуем кратковременно варить, наблюдая при этом за работой схемы обратной связи. Результатом работы схемы обратной связи будет изменение длительности импульсов генератора, за которыми мы будем наблюдать на входах транзисторов выходных каскадов.
При изменении тока нагрузки они изменяются. Значит схема работает правильно.
 А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:
А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:

Можно покупать недостающие выходные транзисторы и устанавливать на место.
Материал статьи продублирован на видео:
radiomasterinfo.org.ua
схема электрическая принципиальная и ее особенности
Использование инверторных источников сварочного тока (ИИСТ) в наши дни практически полностью заменяет применение трансформаторных источников, которые являлись их предшественниками. В основе их принципа действия был заложен понижающий трансформатор, работающий от сети частотой 50-65 Гц. Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов.

При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА.
Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Электрическая дуга должна держаться долго, чтобы шов получился очень ровным, поэтому сама принципиальная электрическая схема позволяет выпускать сварочные инверторы с легким весом, чтобы их было удобно держать и перемещать.
Виды инверторных источников сварочного тока
Вернуться к оглавлению
Дуговая, автоматическая и полуавтоматическая сварка
Рынок аппаратов для сварки снабжает приборами не только промышленность, но и бытовую сферу, причем ИИСТ больше всего используют в быту. Производители ежегодно поставляют новейшее сварочное оборудование данного типа. Высокий уровень спроса на инверторные устройства обусловлен применением электрической схемы, основанной на широтно-импульсной модуляции. Повсеместным спросом пользуются ИИСТ, которые применяются для:
Схема устройства сварочного инвертора.
- Дуговой сварки с помощью неплавящихся штучных электродов.
- Полуавтоматической или автоматической сварки.
- Плазменной резки или иных видов сварки, например, алюминиевых деталей.
Широко применяемая дуговая ручная сварка (MMA) с помощью ручного электрода монолит не требует слишком большого расхода электроэнергии. Аппарат, имеющий достаточно сниженный вес, позволяет сварщику с легкостью его перемещать ближе к необходимой точке подключения. Прибор ручной дуговой сварки совместим с генератором, который служит для выработки переменного напряжения 220 В.
Используемая электрическая схема аргонодуговой сварки (TIG) переменного либо постоянного тока связана с расширенными возможностями, позволяющими осуществлять точное регулирование различных параметров установленного режима. Для сварки используется вольфрамовый электрод, которым можно точно выполнять все работы. Это позволяет сделать внешний вид шва и его качество соответствующим. Вместе с тем особыми преимуществами обладают и габариты прибора, его вес, а также энергопотребление.
Полуавтоматическая сварка (MIG/MAG) связана с использованием схемы устройства, обеспечивающего выбор подходящего способа переноски металла. Варианты могут быть связаны с капельной, струйной переноской и пр. Данный способ не предполагает разбрызгивание капель металла.
Вернуться к оглавлению
Инверторы для плазменно-дуговой резки
Схема панели сварочного инвертора.
Новый вид передовых технологий обеспечивается за счет плазменно-дуговой резки (PAC). Сварочный процесс и паузы происходят при высокой стабильности дуги инверторного аппарата. Процесс резки должен происходить на высокой скорости для получения ровной и аккуратной кромки, которая не требует обработки.
Для некоторых инверторов характерно самоограничение мощности, поскольку их действие основано на резонансных инверторах. Если настроить прибор в режим максимального тока, то короткое замыкание не случится. В целом ИИСТ — это сварочный аппарат, принцип работы которого напоминает действие блока питания компьютера. В этом и состоит отличие ИИСТ от классического трансформаторного источника питания.
Меньшие размеры инвертора отличают его от трансформаторного прибора. Вместе с тем для ИИСТ характерен высокий уровень частот, превосходящий частоту работы трансформаторного аппарата в 50 Гц. Принципиальная электрическая схема сварочного инвертора предусматривает работу на частотах от 55 до 75 кГц.
Вернуться к оглавлению
Особенности принципиальной электрической схемы сварочного аппарата
Инвертор, принципиальная схема которого основана на действии блока транзисторов высокой частоты (от 55 до 75 кГц), предусматривает процесс коммутирования входного тока высокой мощности, поступающего с диодного моста.
Схема работы сварочного инвертора.
Элемент одновременно служит для выпрямления входного напряжения. После его выравнивания за счет фильтрующих конденсаторов можно получить постоянный ток при напряжении более 220 В.
Выход первоначального этапа связан с наличием первичного выпрямителя напряжения сети (220 В) с частотой переменного тока, равной 50 Гц. Сборка данного источника производится на основе диодного моста, а конденсатор служит простым фильтром. Лимитирование тока после включения устройства связано с наличием нелинейной зарядной цепи. Ее основными элементами являются шунтирующий тиристор и токоограничивающий резистор.
В целом принципиальная электрическая схема инверторного сварочного аппарата связана с выполнением функции источника питания, обеспечивающего работу транзисторному блоку ИИСТ. Действие данного блока происходит при частоте 60-80 кГц, поэтому потребуется понижающий трансформатор, работающий на требуемых частотах. Эта возможность позволяет выпускать сварочные инверторы меньших размеров, чем трансформаторные аппараты.
При наименьших размерах современного ИИСТ, в отличие от трансформаторного аппарата, мощность прибора имеет постоянный уровень. Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. Ее представляют составляющим элементом принципиальной электрической схемы любого профессионального инвертора. Построить силовую часть можно на основе топологии, предусматривающей использование мостового конвертера, однотактного прямоходового мостового и полумостового конвертера.
Вернуться к оглавлению
Описание принципа работы схемы сварочных инверторов
Принципиальную схему сварочного инвертора можно проследить, опираясь на порядок выполнения действий данным устройством. Первоначально включенный в сеть прибор для сварки ИИСТ получает переменный ток с напряжением 220 В, выпрямление которого происходит при наличии в схеме диодного моста. Для устранения лишних помех с целью защиты высококачественного конденсатора устанавливают специальные помеховые фильтры, которые являются препятствием.
Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора. Через конденсаторы проходит ток, имеющий напряжение выше, чем на выходе диодных мостов. Понижающий трансформатор имеет обмотку, где должна присутствовать частота, с которой происходит прохождение постоянного тока, в несколько раз превышающую ее первоначальную величину. В результате на выходе происходит получение высокочастотного переменного сварочного тока.
Далее ток проходит через цепь понижающего высокочастотного трансформатора, который имеет вторичную обмотку с большим сечением. При этом могут быть использованы разные виды обмоточных материалов. Трансформатор понижает ток до уровня напряжения, равного 50-70 В. Одновременно происходит возрастание силы сварочного тока, которая превышает 130 А.
Вернуться к оглавлению
Принцип функционирования выходного диода
Если сборка кустарная, то используют трансформатор со вторичной обмоткой, изготовленной с применением меди (размер толщины — 0,3, ширины — 40 мм). Условия данного подхода заключаются в вытеснении тока высоких частот на поверхность проводников, сердцевина которых не задействуется, поэтому происходит нагревание прибора. Далее полученный ток выпрямляется за счет выходных диодов.
Рисунок 1. Электрическая схема, по которой действует инвертор.
Особенностью действия выходного диода является его функционирование при высокочастотном токе, с чем справляются не все виды диодов. Поэтому следует применять те диоды, которые являются быстродействующими. Они имеют время восстановления не более 50 наносекунд.
В одинаковых условиях обычным диодом нельзя будет воспользоваться по причине отсутствия его срабатывания при установленной высокой частоте тока. Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким.
Вернуться к оглавлению
Универсальность принципиальной схемы сварочного инвертора
Электрическая схема, по которой действует инвертор, приведена на рис. 1. Производители предусматривают для любой модели определенные характеристики, позволяющие увеличить надежность эксплуатации прибора и обеспечить меры безопасности при работе с ним. Электрическая схема прибора предполагает наличие блока термоконтроля, служащего защитой агрегата от сильного нагревания и перегрева. Блок регулирует и работу системы охлаждения.
Рисунок 2. Принципиальная электрическая схема сварочного инвертора.
Присутствие различий в деталях сварочных инверторов определенных типов не влияет на принципиальные схемы их работы, которые сводятся к описанному ранее принципу. Рассматриваемое оборудование имеет электрическую схему, включающую несколько важных элементов. Блок температурного контроля позволяет схеме управлять работой системы вентиляции, обеспечивающей принудительное охлаждение всего агрегата.
Силовой трансформатор электрической схемы оснащен температурным датчиком, тип которого является биметаллическим и имеет фиксированную температуру срабатывания, если она достигает 75° в цепи. Радиатор охлаждения силового транзистора контролируется интегральным датчиком, отвечающим за его температуру.
Вернуться к оглавлению
Возможности изготовления инверторов на основе принципиальной схемы
Варка тонкого металла инвертором.
Принципиальная электрическая схема инвертора, выпускаемого отечественным производителем Ресанта, позволяет фирме поставлять на рынок компактные агрегаты, помещающиеся в кейс не очень больших размеров. Несмотря на различную мощность выпускаемых фирмой приборов, им свойственна определенная электрическая схема (рис. 2). Она объединяет принцип работы плазменных резаков и аргонодуговых сварочных аппаратов Ресанта.
Немецкой компанией FUBAG выпускается сварочное оборудование иностранного производства. Оно отличается особой надежностью, многофункциональностью, являясь одновременно узкоспециализированным. Для сварочных инверторов немецкого производства характерно наличие большого количества функций, которые являются дополнительными. Они включают принудительное охлаждение, работу в режиме пониженной мощности, микропроцессорное управление и др.
Есть мастера, для которых сборка сварочного инвертора не отнимает большого количества времени. Следует просто иметь начальные знания по электротехнике. Принципиальные схемы сварочных инверторов являются доступными, если для самостоятельного изготовления потребуется чертеж или инструкция. Важно создавать сварочные инвертора, принципиальные электрические схемы, которых сводятся к получению высокой стабильности сварочной дуги.
moiinstrumenty.ru
Электрическая схема сварочного инвертора
В статье представлен обзор схемотехники силовой части источников сварочного тока инверторного типа, рассмотрены общие принципы работы, недостатки и преимущества каждой из схем. Приведены несколько запатентованных способов стимулирования зажигания дуги, представлена синтезированная типовая структурная схема инверторного сварочного аппарата. Инверторные преобразователи напряжения на мощности от единиц ватт до десятков киловатт давно и успешно применяются при построении источников питания различного назначения. Особенностью этого класса преобразователей является работа на статическую нагрузку. В последнее десятилетие прошлого века инверторные преобразователи стали применяться при построении электросварочных аппаратов, где нагрузкой является сварочная дуга. Если первые модели таких инверторов выполнялись на тиристорах, то сейчас в качестве коммутирующих активных элементов применяются исключительно силовые МДП транзисторы. Абсолютное большинство сварочных инверторов предназначено для осуществления сварки на постоянном токе. Их структурная схема представлена на рис. 1 Рис. 1. Структура электросварочного аппарата инверторного типа.1 – входной выпрямитель с емкостным накопителем энергии;2 – инверторный модуль;3 – выходной выпрямитель. При питании от однофазной сети бестрансформаторный входной выпрямитель заряжает накопительную емкость до напряжения величиной около 300В. Инверторный модуль, выполненный на ключевых активных элементах, осуществляет преобразование энергии постоянного тока в энергию тока высокой частоты с последующим его выпрямлением для питания сварочной дуги. Причем частота преобразования составляет несколько десятков килогерц. Инверторный модуль кроме ключевых элементов и системы управления ими обязательно содержит высокочастотный импульсный трансформатор. Понятно, что схемотехническое построение нверторного модуля во многом определяет качественные и количественные параметры всего сварочного аппарата. Анализ схемотехнического построения (топологии) сварочных инверторов зарубежных и отечественных производителей дает основание полагать, что число вариантов таких решений весьма ограниченно и все их можно разделить на однотактные и двухтактные. Однотактные схемы формируют импульсы одной полярности, двухтактные - двухполярные импульсы. Во всех схемах транзисторы работают в ключевом режиме, причем время включенного состояния может регулироваться, что дает возможность изменять величину нагрузочного тока. Наиболее распространенные схемотехнические решения инверторных модулей представлены на рис. 2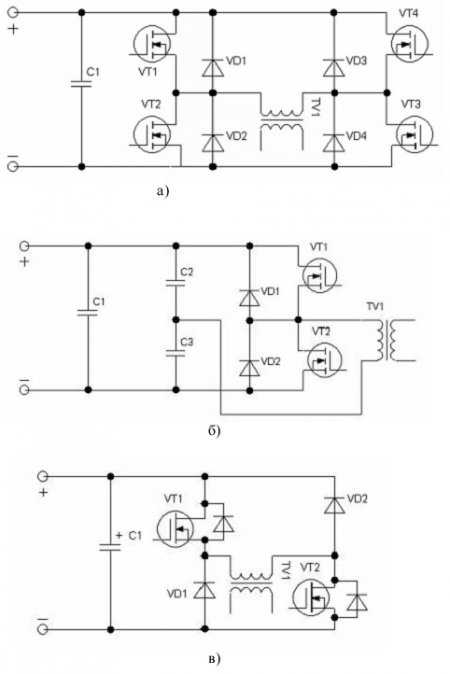 Рис. 2. Схемы инверторных модулей сварочных аппаратова) Двухтактная схема – «полный мост»б) Двухтактная схема – «полумостовая схема»в) Однотактная схема – «косой полумост» В двухтактной мостовой схеме формирование двухполярных импульсов происходит за счет попарного отпирания транзисторов (VT1 и VT3), (VT2 и VT4). При номинальной мощности нагрузки через транзисторы протекает лишь половина полного тока моста, а напряжение на каждом из них составляет половину напряжения на емкости С. Однако здесь требуется обеспечить полную симметрию плеча моста для исключения возможности протекания через первичную обмотку трансформаторе тока подмагничивания. Кроме того, для предотвращения опасности сквозного короткого замыкания через транзисторы необходимо задать некоторое «мертвое время», т.е. паузу между началом процесса отключения одной пары транзисторов и включения другой. В полумостовой схеме за счет наличия емкостного делителя (С2, С3) напряжение на каждом из транзисторов и на первичной обмотке трансформатора составляет 0.5Uвх т.е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети. В такой схеме так же необходимо задавать «мертвое время». Косой полумост является однотактным инвертором. Транзисторы VT1 VT2 открываются и закрываются одновременно и здесь нет опасности сквозного КЗ. На транзисторах в запертом состоянии напряжение не превышает 0,5 Uвх. Энергия выбросов, возникающих при запирании транзисторов, сбрасывается во входную емкость С через диоды VD1 и VD2. Недостатком схемы является подмагничивание сердечника трансформатора постоянной составляющей выходного тока. Эту проблему можно решить, например, путем изготовления сердечника с зазором или выбором магнитного материала сердечника с большими значениями индукции насыщения. Схема позволяет без увеличения напряжения на транзисторах и при приемлемом значении потребляемого из сети тока за счет увеличения коэффициента трансформации получить требуемое значение выходного тока. Схема проста в управлении, не требовательна к жесткому симметрированию плеч, исключает возможность возникновения «сквозного тока», обеспечивает высокий КПД за счет рекуперации энергии. Поэтому она нашла широкое применение в сварочных инверторах. Проектирование сварочных инверторов имеет ряд особенностей. Одна из них заключается в необходимости надежного возбуждения электрической дуги. Известно, что при ручной сварке в воздушной среде на постоянном токе или на токе промышленной частоты напряжение холостого хода должно быть порядка 60-90В. В сварочных аппаратах максимальное значение напряжения холостого хода и номинальное значение сварочного тока связаны между собой и обусловлены свойствами силового контура инвертора. Учитывая, что при питании инвертора от бестранформаторного выпрямителя входное напряжение не может быть больше 310В, при Uхх порядка 70В – 80В коэффициент трансформации по напряжению (и по току) не может быть больше 4,5. При таком коэффициенте трансформации и сварочном токе 150-160А потребляемый из сети ток будет порядка 40А, что при использовании бытовой сети недопустимо. Поэтому разработчики сварочных аппаратов ищут различные способы стимулирования зажигания дуги при высоком значении коэффициента трансформации сварочного трансформатора. Для зажигания дуги необходимо осуществить ионизацию разрядного промежутка. Сделать это можно повышением напряжения холостого хода, стимулированием промежутка высоковольтными импульсами от отдельного генератора, воздействием маломощного лазерного луча, применением вольтодобавочных схем и др. Так, предложено ввести в схему полумостового инвертора дополнительную ёмкость С4 и диод VD1 (рис. 3). При работе инвертора на холостом ходу за счёт добротности первичного контура трансформатора ёмкость С4 заряжается до напряжения, превышающего выходное напряжение сетевого выпрямителя. При зажигании дуги добротность силового контура падает, подзаряд ёмкости С4 прекращается, и напряжение на ней определяется только выходным напряжением выпрямителя. Авторы изобретения утверждают, что такое решение позволяет при питании от однофазной цепи получать токи сварки для использования электродов с диаметром до 4 мм при напряжении холостого хода 70-75 В.
Рис. 2. Схемы инверторных модулей сварочных аппаратова) Двухтактная схема – «полный мост»б) Двухтактная схема – «полумостовая схема»в) Однотактная схема – «косой полумост» В двухтактной мостовой схеме формирование двухполярных импульсов происходит за счет попарного отпирания транзисторов (VT1 и VT3), (VT2 и VT4). При номинальной мощности нагрузки через транзисторы протекает лишь половина полного тока моста, а напряжение на каждом из них составляет половину напряжения на емкости С. Однако здесь требуется обеспечить полную симметрию плеча моста для исключения возможности протекания через первичную обмотку трансформаторе тока подмагничивания. Кроме того, для предотвращения опасности сквозного короткого замыкания через транзисторы необходимо задать некоторое «мертвое время», т.е. паузу между началом процесса отключения одной пары транзисторов и включения другой. В полумостовой схеме за счет наличия емкостного делителя (С2, С3) напряжение на каждом из транзисторов и на первичной обмотке трансформатора составляет 0.5Uвх т.е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети. В такой схеме так же необходимо задавать «мертвое время». Косой полумост является однотактным инвертором. Транзисторы VT1 VT2 открываются и закрываются одновременно и здесь нет опасности сквозного КЗ. На транзисторах в запертом состоянии напряжение не превышает 0,5 Uвх. Энергия выбросов, возникающих при запирании транзисторов, сбрасывается во входную емкость С через диоды VD1 и VD2. Недостатком схемы является подмагничивание сердечника трансформатора постоянной составляющей выходного тока. Эту проблему можно решить, например, путем изготовления сердечника с зазором или выбором магнитного материала сердечника с большими значениями индукции насыщения. Схема позволяет без увеличения напряжения на транзисторах и при приемлемом значении потребляемого из сети тока за счет увеличения коэффициента трансформации получить требуемое значение выходного тока. Схема проста в управлении, не требовательна к жесткому симметрированию плеч, исключает возможность возникновения «сквозного тока», обеспечивает высокий КПД за счет рекуперации энергии. Поэтому она нашла широкое применение в сварочных инверторах. Проектирование сварочных инверторов имеет ряд особенностей. Одна из них заключается в необходимости надежного возбуждения электрической дуги. Известно, что при ручной сварке в воздушной среде на постоянном токе или на токе промышленной частоты напряжение холостого хода должно быть порядка 60-90В. В сварочных аппаратах максимальное значение напряжения холостого хода и номинальное значение сварочного тока связаны между собой и обусловлены свойствами силового контура инвертора. Учитывая, что при питании инвертора от бестранформаторного выпрямителя входное напряжение не может быть больше 310В, при Uхх порядка 70В – 80В коэффициент трансформации по напряжению (и по току) не может быть больше 4,5. При таком коэффициенте трансформации и сварочном токе 150-160А потребляемый из сети ток будет порядка 40А, что при использовании бытовой сети недопустимо. Поэтому разработчики сварочных аппаратов ищут различные способы стимулирования зажигания дуги при высоком значении коэффициента трансформации сварочного трансформатора. Для зажигания дуги необходимо осуществить ионизацию разрядного промежутка. Сделать это можно повышением напряжения холостого хода, стимулированием промежутка высоковольтными импульсами от отдельного генератора, воздействием маломощного лазерного луча, применением вольтодобавочных схем и др. Так, предложено ввести в схему полумостового инвертора дополнительную ёмкость С4 и диод VD1 (рис. 3). При работе инвертора на холостом ходу за счёт добротности первичного контура трансформатора ёмкость С4 заряжается до напряжения, превышающего выходное напряжение сетевого выпрямителя. При зажигании дуги добротность силового контура падает, подзаряд ёмкости С4 прекращается, и напряжение на ней определяется только выходным напряжением выпрямителя. Авторы изобретения утверждают, что такое решение позволяет при питании от однофазной цепи получать токи сварки для использования электродов с диаметром до 4 мм при напряжении холостого хода 70-75 В. 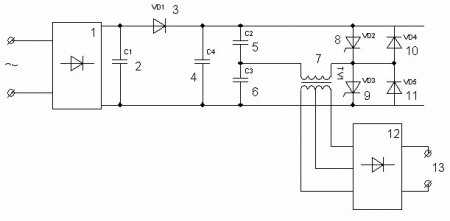 Рис.3 Сварочный источник питания по патенту № 2053069 Интересное решение для стимулирования зажигания дуги путем ионизации разрядного промежутка предложено в [2]. Сварочный ток здесь представляет собой последовательность однополярных прямоугольных импульсов следующих с частотой ультразвукового частотного диапазона. На переднем и заднем фронтах этих импульсов за счет имеющих место в сварочном трансформаторе паразитных резонансных контуров формируются высокочастотные затухающие колебания достаточно большой амплитуды (рис. 4).
Рис.3 Сварочный источник питания по патенту № 2053069 Интересное решение для стимулирования зажигания дуги путем ионизации разрядного промежутка предложено в [2]. Сварочный ток здесь представляет собой последовательность однополярных прямоугольных импульсов следующих с частотой ультразвукового частотного диапазона. На переднем и заднем фронтах этих импульсов за счет имеющих место в сварочном трансформаторе паразитных резонансных контуров формируются высокочастотные затухающие колебания достаточно большой амплитуды (рис. 4). 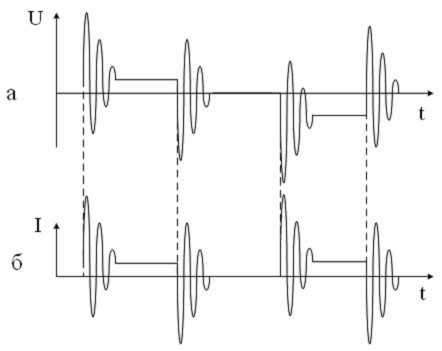 Рис. 4. Эпюры напряжения и тока в схеме по патенту № 2253551 [2].а – напряжение на первичной обмотке трансформатора инвертораб –форма сварочного тока Авторы утверждают, что за счет такой формы сварочного тока обеспечивается непрерывная ионизация газового промежутка между электродами, поэтому достигается «чрезвычайно высокая стабильность горения дуги». Такой процесс сварки авторы назвали электро-импульсным. При всей заманчивости этого способа, на наш взгляд, он имеет ряд недостатков. Во-первых, из-за большой частоты следования импульсов (50-70кГц) сварка фактически осуществляется на квазипостоянном токе со всеми присущими ему недостатками. Во-вторых значительная амплитуда напряжения ударного возбуждения создает опасность повреждения ключевых транзисторов, которые и так работают в предельных режимах по току и напряжению. Поэтому к такому способу возбуждения дуги следует относится с осторожностью. В сварочных инверторах ключевые элементы работают в импульсном режиме с ШИМ регулированием. Спектр тока такой последовательности импульсов весьма широк и достигает по разным оценкам 20 МГц. А поскольку токи в сварочном источнике и сварочных кабелях значительны, амплитуда высокочастотных так же может быть значительной, что создает опасность передачи радиопомех в питающую сеть и окружающую среду. Поэтому в большинстве импульсных источников на входе устанавливаются сетевые фильтры, задача которых – предотвращение попадания помех в питающую сеть. Менее проработаны вопросы снижения радиоизлучения сварочных кабелей. Почему-то считается, что если на выходе импульсного источника стоит диодный выпрямитель, то никаких высокочастотных составляющих в сварочном токе быть не должно. Однако у диодов существует время обратного восстановления, поэтому утверждение, что сварочные кабели (до и сама дуга) не являются источниками высокочастотных помех, преждевременно. Кроме того, в моменты зажигания дуги, изменении её длины и обрыве, нагрузка на инверторный преобразователь изменяется в широких пределах. Поэтому режим работы сварочного инвертора является в принципе нестационарным, что создает опасность перегрузки и повреждения транзисторов. Классический прием снижения уровня перенапряжений на транзисторах путем подключения различных демпфирующих цепей далеко не всегда дает нужный эффект. Значительным разнообразием отличаются схемы управления сварочными инверторами. К основным их функциям следует отнести: • формирование импульсов, обеспечивающих надежное отпирание и запирание ключевых транзисторов; • обеспечение возможности регулирования длительности импульсов (ШИМ) при заданной частоте их следования; • возможность задания требуемой величины сварочного тока и его поддержание на заданном уровне в процессе сварки; • защита аппарата от перегрева, перегрузки по току, «залипания» электрода; • исключение токовой перегрузки питающей сети переменного тока при запуске сварочного аппарата. С учетом всех этих требований типовую структурную схему инверторного сварочного аппарата можно представить в виде рис. 5. Сетевой фильтр (1) служит для исключения прохождения помех, возникающих в процессе работы сварочного инвертора, в питающую сеть. Входной выпрямитель с емкостным накопителем (2) необходим для питания инверторного модуля и исключения импульсной нагрузки на питающую сеть. Поскольку емкость накопителя достаточно велика (до 1500 мкФ), чтобы исключить появление пика зарядного тока, первичный заряд осуществляют через управляемый токовый ограничитель, который в процессе нормальной работы аппарата отключается блоком управления зарядом (БУЗ). Инвертор (3) преобразует энергию постоянного напряжения накопителя в энергию импульсов килогерцового диапазона путём использования широтно-импульсной модуляции (ШИМ). Формирование отпирающих импульсов для транзисторов инвертора осуществляется в системе управления состоящей из тактового генератора (10), ШИМ – котроллера (11) и драйвера (12). Требуемая величина сварочного тока задается в блоке задания режима (13) путем установления определенной ширины отпирающих импульсов. Поддержание заданной величины сварочного тока осуществляется по сигналу датчика тока (9). В ряде схем сварочных аппаратов путем задания соответствующего алгоритма управления обеспечивается стабилизация режима сварки за счет поддержания определенного соотношения между сварочным током и напряжением на дуге. Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7).
Рис. 4. Эпюры напряжения и тока в схеме по патенту № 2253551 [2].а – напряжение на первичной обмотке трансформатора инвертораб –форма сварочного тока Авторы утверждают, что за счет такой формы сварочного тока обеспечивается непрерывная ионизация газового промежутка между электродами, поэтому достигается «чрезвычайно высокая стабильность горения дуги». Такой процесс сварки авторы назвали электро-импульсным. При всей заманчивости этого способа, на наш взгляд, он имеет ряд недостатков. Во-первых, из-за большой частоты следования импульсов (50-70кГц) сварка фактически осуществляется на квазипостоянном токе со всеми присущими ему недостатками. Во-вторых значительная амплитуда напряжения ударного возбуждения создает опасность повреждения ключевых транзисторов, которые и так работают в предельных режимах по току и напряжению. Поэтому к такому способу возбуждения дуги следует относится с осторожностью. В сварочных инверторах ключевые элементы работают в импульсном режиме с ШИМ регулированием. Спектр тока такой последовательности импульсов весьма широк и достигает по разным оценкам 20 МГц. А поскольку токи в сварочном источнике и сварочных кабелях значительны, амплитуда высокочастотных так же может быть значительной, что создает опасность передачи радиопомех в питающую сеть и окружающую среду. Поэтому в большинстве импульсных источников на входе устанавливаются сетевые фильтры, задача которых – предотвращение попадания помех в питающую сеть. Менее проработаны вопросы снижения радиоизлучения сварочных кабелей. Почему-то считается, что если на выходе импульсного источника стоит диодный выпрямитель, то никаких высокочастотных составляющих в сварочном токе быть не должно. Однако у диодов существует время обратного восстановления, поэтому утверждение, что сварочные кабели (до и сама дуга) не являются источниками высокочастотных помех, преждевременно. Кроме того, в моменты зажигания дуги, изменении её длины и обрыве, нагрузка на инверторный преобразователь изменяется в широких пределах. Поэтому режим работы сварочного инвертора является в принципе нестационарным, что создает опасность перегрузки и повреждения транзисторов. Классический прием снижения уровня перенапряжений на транзисторах путем подключения различных демпфирующих цепей далеко не всегда дает нужный эффект. Значительным разнообразием отличаются схемы управления сварочными инверторами. К основным их функциям следует отнести: • формирование импульсов, обеспечивающих надежное отпирание и запирание ключевых транзисторов; • обеспечение возможности регулирования длительности импульсов (ШИМ) при заданной частоте их следования; • возможность задания требуемой величины сварочного тока и его поддержание на заданном уровне в процессе сварки; • защита аппарата от перегрева, перегрузки по току, «залипания» электрода; • исключение токовой перегрузки питающей сети переменного тока при запуске сварочного аппарата. С учетом всех этих требований типовую структурную схему инверторного сварочного аппарата можно представить в виде рис. 5. Сетевой фильтр (1) служит для исключения прохождения помех, возникающих в процессе работы сварочного инвертора, в питающую сеть. Входной выпрямитель с емкостным накопителем (2) необходим для питания инверторного модуля и исключения импульсной нагрузки на питающую сеть. Поскольку емкость накопителя достаточно велика (до 1500 мкФ), чтобы исключить появление пика зарядного тока, первичный заряд осуществляют через управляемый токовый ограничитель, который в процессе нормальной работы аппарата отключается блоком управления зарядом (БУЗ). Инвертор (3) преобразует энергию постоянного напряжения накопителя в энергию импульсов килогерцового диапазона путём использования широтно-импульсной модуляции (ШИМ). Формирование отпирающих импульсов для транзисторов инвертора осуществляется в системе управления состоящей из тактового генератора (10), ШИМ – котроллера (11) и драйвера (12). Требуемая величина сварочного тока задается в блоке задания режима (13) путем установления определенной ширины отпирающих импульсов. Поддержание заданной величины сварочного тока осуществляется по сигналу датчика тока (9). В ряде схем сварочных аппаратов путем задания соответствующего алгоритма управления обеспечивается стабилизация режима сварки за счет поддержания определенного соотношения между сварочным током и напряжением на дуге. Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7). 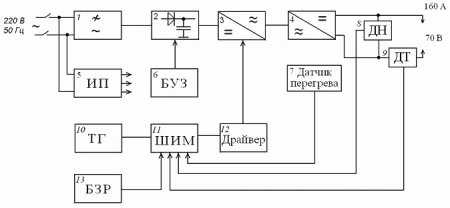 Рис. 5. Типовая структурная схема инверторного сварочного аппарата Путём соответствующего программирования микроконтроллера ряд фирм обеспечивает реализацию дополнительных результатов: форсирование тока при пуске, предотвращение «залипания» сварочных электродов и ряд других функций. Таким образом, повышение уровня «интеллектуальности» схемотехнических решений позволяет создавать сварочную технику с широкими функциональными возможностями.
Рис. 5. Типовая структурная схема инверторного сварочного аппарата Путём соответствующего программирования микроконтроллера ряд фирм обеспечивает реализацию дополнительных результатов: форсирование тока при пуске, предотвращение «залипания» сварочных электродов и ряд других функций. Таким образом, повышение уровня «интеллектуальности» схемотехнических решений позволяет создавать сварочную технику с широкими функциональными возможностями.
Автор: Борисов Д.А., ГОУВПО «Мордовский государственный университет им. Н. П. Огарева», г. Саранск
Кроме статьи "Электрическая схема сварочного инвертора" смотрите также:
nanolife.info
Ремонт сварочного инвертора КАЛИБР СВИ 205 АП - Статьи о ремонте
Ремонтируем сетевую плату.
Сварочный инвертор Калибр СВИ-205АП не включался, он вообще не подавал никаких признаков жизни, полная тишина.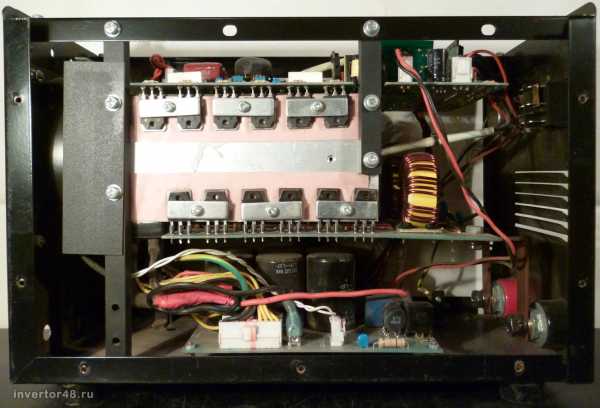 После вскрытия инвертора и измерения питания выяснилось, что на выходе моста напряжения нет. Да собственно и на входе моста никакого напряжения не было. Похоже неисправность где-то в сетевой плате. Сетевая плата инвертора Калибр СВИ-205АП Вытаскиваем ее и при внимательном осмотре обнаруживаем следы перегрева на небольшой черненькой коробочке. Надписи, указующие на принадлежность этой коробочки к какому либо классу электронных компонентов, отсутствовали. Но коробочка эта - позистор или термосопротивление.
После вскрытия инвертора и измерения питания выяснилось, что на выходе моста напряжения нет. Да собственно и на входе моста никакого напряжения не было. Похоже неисправность где-то в сетевой плате. Сетевая плата инвертора Калибр СВИ-205АП Вытаскиваем ее и при внимательном осмотре обнаруживаем следы перегрева на небольшой черненькой коробочке. Надписи, указующие на принадлежность этой коробочки к какому либо классу электронных компонентов, отсутствовали. Но коробочка эта - позистор или термосопротивление.Выпаиваем и вскрываем.
Останки усопшего терморезистора Таблетка полностью развалилась, а контакты оплавились. Сей электронный компонент окончательно умер. А элемент, кстати сказать, очень полезный - через него собственно и идет напряжение в момент запуска. Поможет только замена.Ввиду отсутствия каких либо надписей на корпусе элемента, возник вопрос, на что же собственно менять. Схема в данном случае не помогла, на ней данный элемент был нарисован как терморезистор, ни тип ни номинал обозначены не били.
Однако в некоторых сварочных инверторах стоят подобные элементы по схеме имеющие номинал 18 ом. Поэтому сюда вполне подойдет 18 омный терморезистор применяемый в схемах размагничивания телевизоров и мониторов.
Здесь даташит MZ7 TYPE THERMISTOR for Degaussing
А так он выглядит в натуре.
Запаиваем новый термистор вместо погибшего старого. Теперь устанавливаем плату на место, соединяем все как было и пробуем включить аппарат. Скачать видео (1280x720) Все замечательно включается и выключается. Сварочный инвертор Калибр СВИ-205АП снова в строю.Скачать схему на сварочный инвертор Калибр СВИ-205АП.
Внимание!Принимаясь за ремонт сварочных инверторов вы осознанно принимаете риск на себя.
Ремонт сварочных инверторов Калибр и других производителей.
Если у вас есть такой сварочный инвертор отзывы о нем можете оставить в комментариях.
invertor48.ru
Сварочный инвертор Micro СВИ-205 | Ремонт торговой электронной техники
 Сварочный инвертор Micro СВИ-205, передняя панель
Сварочный инвертор Micro СВИ-205, передняя панель
Введение. Прошел почти месяц, как мы отремонтировали первый раз взялись за ремонт стиральной машины и выяснился удивительный факт, стиральные машины стали появляться в ремонте, а учитывая, что мы являемся ЦТО ККМ, этот факт нас абсолютно не радует. С одной стороны такие ремонты дают некоторое разнообразие ремонтной практики, с другой стороны выяснилось, поломки стиральных машин довольно однообразны и порой имеют малое отношение к интересным ремонтам. Аналогичная ситуация сложилась и со сварочными инверторами, стоило только принять подобное оборудование в ремонт, как тут же в ремонте появляется аналогичное оборудование. Объяснение этом у феномену мы дать не можем, то ли в городе миллионнике закрылись все мастерские по ремонту НЕ торговой техники, то ли эти мастерские не справляются с потоком оборудования поступающего в ремонт. Как бы то ни было рассмотрим ремонт еще одного сварочного инвертора и на этом прекратим заниматься этим «грязным» делом, да и ремонты получаются все какие-то однообразные и типовые, не требующих особых знаний от ремонтника. Этот ремонт мы рассматриваем только потому, что остались ремонтные зарисовки схемы и их жалко выкидывать. Дело в том, что схема на сварочный инвертор Micro СВИ-205 хоть и есть, но нарисована она так неудачно, что разобраться в ней хоть и можно, но пользоваться неудобно.Неисправность со слов заказчика. Сварочный инвертор Micro СВИ-205 не включается.
 Сварочный инвертор Micro СВИ-205, со снятым кожухом.
Сварочный инвертор Micro СВИ-205, со снятым кожухом.
Первичная диагностика. Как всегда проверяем выходной выпрямитель и входной диодный мост, все это делается не разбирая аппарат. Показания выходного выпрямителя, падение напряжения 0.240В в одну сторону и обрыв в другую, отсутствие конденсаторов фильтра во вторичной цепи позволяет померять сопротивление на клеммах 3,2кОм в одну сторону и 5,1кОм в другую, порядок замеров соответствуют замерам падения напряжения. Честно говоря нас подобные показания смутили, мы ожидали здесь увидеть гораздо большее сопротивление. Проверка входного диодного моста показала неисправность во входных цепях (посудите сами 6,4 МОм в одну сторону и 6,6МОм в другую, а падение напряжения 1,101В в одну сторону и 1,095В в другую, соответственно).
 Силовой ключ Q1(K3878) блока питания +15В, -15В, +24в, при первичной проверке показался неисправным.
Силовой ключ Q1(K3878) блока питания +15В, -15В, +24в, при первичной проверке показался неисправным.
В разобранном состоянии у силового ключа Q1 (K3878) блока питания (+15В, -15В, +24в) был замкнут сток исток. Однако используемая схема мостового инвертора допускает исправность силового ключа Q1 (K3878) так как может быть замкнуто плечо инвертора, при отключении платы ключей от платы блока питания силовой ключ Q1 (K3878) действительно стал звонится нормально.Ремонт. Заменяем силовые ключи инвертора I1-I4 (GW45HF60WD 45А, 600В), при мостовой схеме включения требуется обязательная проверка драйвера ключа особое внимание на R17,19,21,23(10 Ом), но в нашем случае все оказалось проще обрыв токового датчика в силовых ключах I1-I4 выполненного на трансформаторе тока DLH, как результат пропадание сигнала СТ, который формируется в свою очередь с сигналов СТ1, СТ2 снимаемых с трансформатора тока DLH.
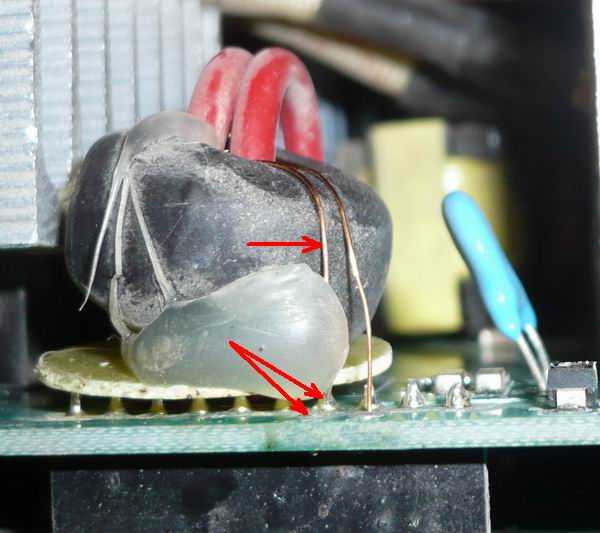 Датчик тока в цепи силовых ключей инвертора I1-I4, выполнен на трансформаторе тока DLH. На фото отмечен оборванный вывод.
Датчик тока в цепи силовых ключей инвертора I1-I4, выполнен на трансформаторе тока DLH. На фото отмечен оборванный вывод.
Тут стоит заметить крепление на термоклей тяжелого трансформатора тока верх легкомыслия, и мы даже сказали – это заводской брак, клей отвалился и трансформатор стал болтаться на двух тонких проводках, как результат эти проводки оборвались.Совсем немного теории. Мостовая схема работает в два такта и заметно отличается от обратноходовых инверторов. Тут работает принцип прямой передачи энергии во вторичную цепь, с одной стороны позволяет упростить схему по минимуму, с другой схема хоть и простая, но так же зависит от насыщения сердечника трансформатора.
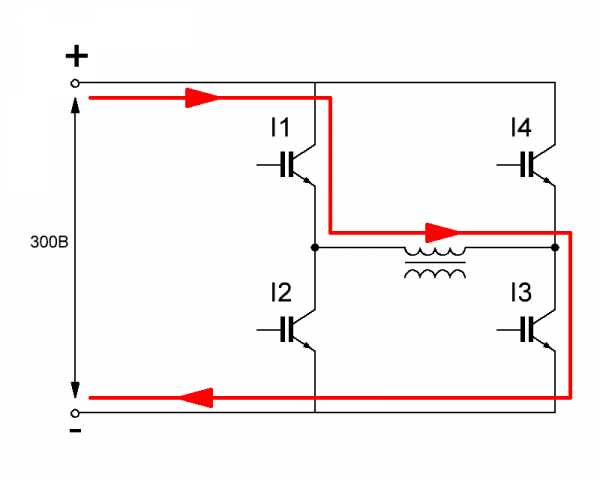 Такт №1. Открыты IGBT транзисторы I1, I3(GW45HF60WD 45А, 600В), ток течет по обмотке трансформатора, происходит прямая передача энергии во вторичную обмотку.
Такт №1. Открыты IGBT транзисторы I1, I3(GW45HF60WD 45А, 600В), ток течет по обмотке трансформатора, происходит прямая передача энергии во вторичную обмотку.
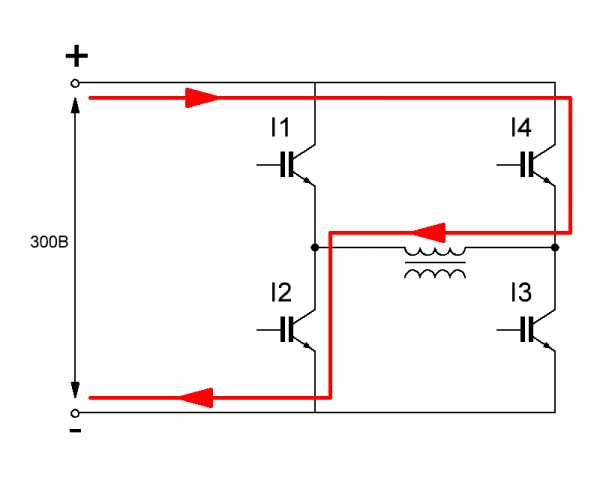 Такт №2. Открыты IGBT транзисторы I2, I4(GW45HF60WD 45А, 600В), ток течет по обмотке трансформатора в обратном направлении, происходит прямая передача энергии во вторичную обмотку.
Такт №2. Открыты IGBT транзисторы I2, I4(GW45HF60WD 45А, 600В), ток течет по обмотке трансформатора в обратном направлении, происходит прямая передача энергии во вторичную обмотку.
Заключение. Диодная сборка MUR3020WT (30А, 200В) стоит по две сборки в одном плече, однофазного выпрямителя с выводом средней точки, итого 60А на плечо, а значит нагрузочная способность выпрямителя 120А, что как то не укладывается в регулятор тока на передней панели – с максимальным значением 205А. Откуда берутся еще 85А мы не знаем, но можем предположить, что мы упускаем какой-то аспект работы сварочного инвертора. Еще одним занятным моментом оказалась схема на сварочный инвертор Micro СВИ-205, с одной стороны схема есть, с другой прочитать ее довольно затруднительно, поэтому мы перерисовали силовую часть схемы в вариант доступный для понимания нашими механиками.
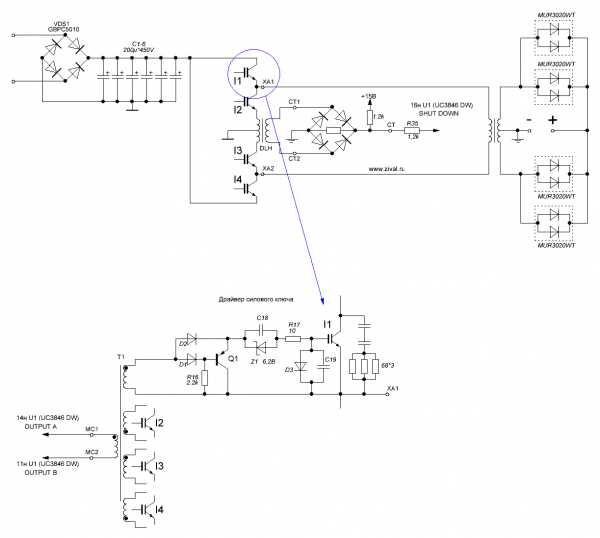 Принципиальная схема сварочного инвертора Micro СВИ-205, силовая часть, сильно упрощенная.
Принципиальная схема сварочного инвертора Micro СВИ-205, силовая часть, сильно упрощенная.
zival.ru
РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА ММА-250
Здравствуйте читатели сайта Elwo.ru! Много читал тут про ремонт различных СА, а теперь хочу и сам поделиться опытом. Принесли на той неделе на ремонт сварочный инвертор для дуговой сварки "Герой МMA MINI-250".

Выполнен аппарат по технологии IGBT или (полу-мостовой).

С жалобой от хозяина на то, что электрод залипает, и не хочет сваривать. После включения в сеть и попыток сварить деталь, ничего не получалось. И после изменения тока сварки на более высокое, сварка задымилась и услышал электрический треск. Владелец сказал что причиной поломки, был вызван не правильный выбор сварочного тока для электрода.
Внимание: все работы по ремонту, и восстановлению сварочного инвертора, вы выполняете на свой страх и риск.
После разборки было решено открутить и проверить БП.

Был найден сгоревший резистор на 150 Ом на 10W.


Диодный мост на 100V 35A и реле на 24 35А оказались рабочими.

А в БП был найден вздувшийся конденсатор 470 мкФ х 450 В который был заменён.


Далее проверяем верхнюю плату.

На этой плате установлен:
- Драйвер силовых ключей. (проверяется всё что можно на этой платке сопротивление должно быть не более 10 Ом).
- Силовые ключи.
- Блок питания 24 В. (проверяется транзистор К2611 или его аналог и его обвес см фото).
- Задающий генератор. (проверяются все полевые транзисторы можно проверить включив сварку при включении и выключении должен появиться писк генератора).
Как проверить силовые ключи
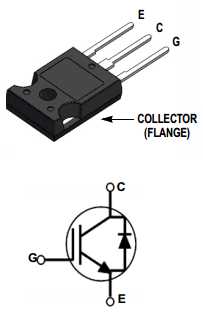
Здесь установлены ключи IRG4PC50UD или его аналоги. Мультиметром в режиме проверки диодов нужно прозвонить ножки транзистора "E" и "C" в одну сторону они должны прозваниваться, а в другую сторону они не должны прозваниваться транзистор нужно разрядить (замкнуть все ножки). На ножках "G" и "E" сопротивление должно быть бесконечное, не зависимо от полярности.

Далее нужно подать на ножку "G"-"+" а на "E" "-" 12 вольт постоянного тока. и прозвонить ножки "C" и "E" они должны звониться. Далее нужно снять заряд с транзистора (замкнуть ножки ). Ножки "C" и "E" должно быть сопротивление бесконечное. Если все эти условия соблюдаются то транзистор работает, и так нужно проверить все транзисторы.
Диоды ломаются крайне редко, но если ломается один то за собой он ломает все остальные. Примерная схема этой сварки ММА-250 находится тут (не полная). После того как заменили все неисправные детали, собираем сварочник в обратной последовательности и проверяем на работоспособность. Автор статьи 4ei3
Форум по ремонту СА
Ремонт электроники
elwo.ru