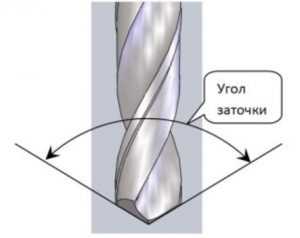
Как правильно заточить сверло в домашних условиях. Углы заточки сверла
Виды и углы заточки сверл для стали и алюминия
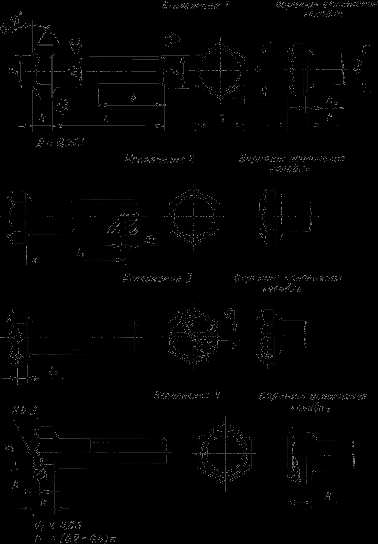
Для сверления отверстий применяют спиральные сверла. Спиральное сверло (рис. 64) состоит из рабочей части, хвостовика, шейки, лапки, или поводка. Хвостовик сверла закрепляется в патроне пневматической или электрической машины или в шпинделе станка.
Рис. 64. Спиральное сверло и его частиСверла изготовляют с обыкновенной и двойной заточкой. Сверла с обыкновенной заточкой имеют на режущей части одну поперечную и две режущие кромки. Сверла с двойной заточкой отличаются тем, что имеют двойной угол при вершине; их режущие кромки выполнены в виде ломаной линии. Сверла с обыкновенной заточкой диаметром от 0,25 до 12 мм применяют для сверления стали, чугуна, цветных металлов и их сплавов. Сверла с обыкновенной заточкой диаметром свыше 12 до 80 мм применяют для сверления сталей, имеющих предел прочности при растяжении до 50 кг/мм2. Сверла с двойной заточкой диаметром от 12 до 80 мм применяют для сверления сталей, имеющих предел прочности при растяжении более 50 кг/мм2.
Рис. 65. Заточка и проверка спиральных сверл: а, в — сверло заточено неправильно, б — сверло заточено правильно, г, д — проверка угла наклона и длины режущей кромки, е — проверка угла наклона к оси поперечной кромки, ж — проверка величины угла снятии затылка
Для нормальной работы спирального сверла с обыкновенной заточкой необходимо, чтобы угол при вершине был равен 118° (рис. 65,6).
Если угол при вершине будет больше 118° (рис. 65,а), сверло, имея укороченные размеры режущих кромок, станет неустойчивым, легко будет смещаться и разбивать отверстия или сломается, так как оно не может быстро углубляться в металл, когда на него действует усилие подачи. Если, наоборот, угол при вершине будет меньше 118° (рис. 65,б), получится слишком большое давление острия на обрабатываемый материал, что также часто приводит к поломке сверла.
Обе режущие кромки затачивают строго под одинаковым углом к оси сверла, кромки должны быть равными по длине, в противном случае сверло будет бить и отверстие получится неправильным, т. е. больше диаметра сверла. Кроме того, одностороннее заточенное сверло быстрее тупится, так как работает одной кромкой.
Угол при вершине сверла, равный 118°, до известной степени является универсальным — пригодным для сверления стали и чугуна. При сверлении отверстий в других металлах и сплавах сверла затачивают под следующими углами: латуни и бронзы — 130—140°, красной меди — 125°, алюминия и дюралюминия — 140°.
Вручную заточить правильно сверло трудно, поэтому сверла затачивают на специальных станках.
Для проверки заточки сверл пользуются специальными шаблонами (рис. 65, г, д, е, ж), позволяющими с достаточной точностью определить заточку.
www.stroitelstvo-new.ru
Как заточить сверло по металу, дереву и бетону в домашних условиях
Заточить сверло в домашних условиях несложно, если знать как. Главная трудность в этом деле – выдерживать правильные углы. Ведь дома, как правило, нет специальных оправок и кондукторов. Есть только точильный станочек. По крайней мере, будем исходить из таких условий.

Требования к оснастке
Если диск сильно сточен, его лучше заменить на новый или поправить специальным эльборовым «карандашом», если он есть в хозяйстве. Очень хорошо, если диск сбалансирован, не дает биений и вибраций (вообще-то, это обязательная норма). В работе участвует только периферийная, поверхность диска, не его торцы.
Есть соблазн воспользоваться ровной боковой поверхностью диска. Но она после нескольких заточек потеряет форму и исправить камень после этого будет намного труднее.
Заточка бура для бетона
Бур для перфоратора в качестве режущей части имеет пластину из твердого сплава, вставленную в прорезь на рабочем конце и закрепленную припоем. Нормально заточенный бур имеет четкие режущие кромки с углом заточки около 900 и углом между кромками при вершине – 130–1400.
При стандартной заточке передняя грань режущей кромки (направленная в сторону вращения) наклонена к оси бура под углом 300, а задняя – под углом 600. При ручной заточке, не имея специальных приспособлений, можно ориентироваться на целую, неизношенную часть граней и воспроизводить их углы наклона.
Процесс затачивания
Заточку начинаем с передних граней. Выставляем бур возле периферийной поверхности камня так, чтобы режущая кромка была параллельна оси точила и направлена вверх, а грань параллельна поверхности, и на короткое время несильно прижимаем бур к точилу. На металле остается ясно различимый след, который показывает, правильно ли было выбрано его положение. Плоскость пробного шлифа должна совпадать с плоскостью грани, а пятно шлифа располагаться по центру его неизношенной части, без существенного смещения. Найдя опытным путем правильное положение, запоминаем его и приступаем к заточке.
Параллельности достичь нетрудно, если поднести режущую кромку к поверхности камня и ориентироваться по зазору, оставшемуся до контакта.
Не следует сразу добиваться остроты кромки. Помните, что еще предстоит сточить заднюю грань, и тогда кромка «станет на место».
Сначала одна за другой затачиваются передние грани. Затем нужно проверить их симметричность. Это делается визуально, на просвет, поместив головку бура возле края какого-либо предмета. Край должен быть ровным или вогнутым, но симметричным. Можно изготовить специальный шаблон для проверки. При несимметричности дополнительно стачивается более короткая грань.
После этого, так же, поочередно, стачиваются задние грани кромок, с последующей проверкой симметричности. Симметричность расположения кромок проверяется и при взгляде с торца, вдоль оси бура. При правильной заточке они параллельны, а между ними остается перемычка длиной около 0,2–3 мм в зависимости от диаметра.
Если в результате обработки режущие кромки не стали острыми, на них остались видимые скругления или каверны, весь цикл заточки нужно повторить.

Дополнения
При затачивании важно не перегреть инструмент. Для охлаждения его периодически макают в воду. Емкость с водой нужно держать у станка. Не следует прижимать бур к точилу длительное время. Лучше работать короткими касаниями, около 2–4 с, с перерывами на такое же время. В этом случае лишнее тепло успевает отводиться телом бура и снижается риск перекаливания кромки.
Для работы по мягким материалам без удара, например по кирпичу или кафельной плитке, режущие кромки сводят «в ноль», без перемычки, а угол их заточки уменьшают до 30–350.
Как держать сверло при обработке
Поскольку у нас по условиям задачи нет приспособлений для четкого позиционирования сверл, вся надежда на собственные руки. Есть несколько простых приемов, как добиться «твердой руки».
Лучше всего, если при заточке сверла его можно опереть на подручник – специальный «столик» закрепленный перед точилом. Если при непосредственной опоре на подручник не удается добиться нужного положения, его можно держать обрабатываемую деталь в руках, но обязательно опираться:
- пальцами на подручник;
- запястьем или кистью на верстак, на колено, на любой стабильный и удобно расположенный предмет;
- локтем или предплечьем на верстак или на колено.
В самом крайнем случае можно просто локти прижать к бокам, образуя треугольник руками и туловищем. Но в любом случае нужно найти возможность для максимально жесткого удержания инструмента с минимальными усилиями.
При фиксации сверла во время работы следует запоминать его положение не только визуально, но и по ощущениям в руках. Мышечная, кинестетическая память может оказаться точнее, чем визуальный контроль.
Чтобы сохранить симметричность заточки, полезно переходить ко второй кромке поворотом сверла вокруг продольной оси, без смены положения рук и тела. Если не нужен перерыв на охлаждение.
Заточка сверла по металлу
При заточке сверл по металлу стачиваются только задние поверхности режущих кромок. Эти поверхности имеют скругленную форму (при диаметре сверла меньше 3 мм – плоскую) с понижением относительно кромки около 100. Режущие кромки сходятся к вершине сверла под углом 116 – 1200 (угол заточки). Для латуни, меди, мягкой бронзы этот угол увеличивают до 125–1300, для алюминия – до 1400.
Затачивание
При заточке сверло удерживается двумя руками. Одной возле точила, другой – за хвостовик. Пальцы ближней к точилу (ведущей) руки опираются на подручник. Если его нет, нужно найти любую опору, как описано выше.
Сверло располагается под углом к рабочей поверхности точильного камня: 600 по горизонтали (половина угла при вершине) и около 100 по вертикали. Затачиваемая режущая кромка направлена вверх и расположена горизонтально, параллельно оси камня. Подбор положения можно сделать при выключенном станке, по форме зазоров между кромкой и точилом при взгляде сверху, и между точилом и тыльной поверхностью при взгляде сбоку. Для более точной установки угла заточки, на подручнике можно нанести четко видимую линию под нужным углом.
При заточке сверло прижимается к точилу режущей кромкой, а затем, без изменения прижима и горизонтального угла, наклоняется хвостовиком вниз до полной обработки тыльной поверхности. При этом положение ведущей руки не меняется. После 1 – 3 таких проходов сверло поворачивается вокруг продольной оси на 1800, и операция повторяется для второй кромки. Поворот инструмента производится только пальцами, без изменения положения рук.
После заточки нужно проверить симметричность кромок – равенство их длин и углов наклона к оси сверла. Если одна из кромок оказалась короче, ее нужно проточить еще раз. Равенство углов проверяется визуально – на просвет или при помощи простого шаблона, длину кромок можно замерить штангенциркулем.
Дополнительная обработка
При правильной заточке режущие кромки не сходятся на вершине, между ними остается короткая перемычка. Для уменьшения сопротивления входу в материал, перемычка стачивается углом точильного камня или алмазным надфилем. Стачивание производится с двух сторон, симметрично, под острым углом к оси сверла, а край образующейся при этом канавки располагается под углом 300 к режущей кромке. Цель этой операции – укоротить перемычку, но не сточить ее полностью! Без нее сверло не будет центрироваться при входе.
Стачивание перемычки производится на сверлах диаметром более 3 мм. Но на практике, для простых работ без высоких нагрузок перемычку, как правило, не стачивают даже при диаметре 10 мм и более.

Проверка заточки
После затачивания нужно проверить инструмент в работе и при необходимости подправить. На ошибки заточки указывают несколько признаков.
- Плохая центровка при входе, при работе заметны биения – несимметричная заточка кромок или перемычки.
- При работе слышен визг металла, сверло сильно греется, стружка имеет вид мелких крупинок – большой угол заточки кромки, недостаточное понижение тыльной поверхности (тупые кромки).
- Повышенное усилие вращения, на режущих кромках быстро образуются сколы – слишком малый угол заточки кромок (чрезмерно острые кромки).
Признаки правильной заточки:
- четкая центровка при входе, стабильная работа, отсутствие биений;
- вход в материал легкий, стружка выходит в виде одинаковых «спиралек» из обеих канавок;
- нагрев сверла невелик.
Заточка сверла по дереву
Для сверления древесины и древесных материалов существует несколько видов сверл. Здесь рассмотрим самое универсальное и распространенное – спиральное.
Особенности сверления древесины
Спиральное сверло по дереву по конструкции мало отличается от его собрата для металла. Даже режущая часть может быть такой же. Но древесина имеет волокнистую структуру. При его сверлении резцы в разных направлениях по разному взаимодействует с материалом. Следствием этого могут быть задиры и сколы на поверхности обрабатываемой детали. Чтобы этого избежать и получить аккуратное ровное отверстие, применяют специальную заточку сверла, с центровиком и подрезателями.
Первым в контакт с материалом входит центровик – узкий шип, расположенный по оси сверла. Углубляясь, он центрует инструмент, удерживает его от боковых смещений. Затем в дело вступают подрезатели – боковые резцы, выступающие над режущими кромками. Они отсекают древесные волокна по контуру отверстия и предотвращают распространение отщепов за его пределы. Оконтуренный, фактически изолированный материал, извлекается основными лезвиями.
Геометрия рабочей части
Углы наклона граней центровика к оси сверла составляют 100, наклон внутренних кромок подрезателей – 300, внешние кромки подрезателей совпадают с боковой поверхностью сверла. Угол понижения задней поверхности режущих кромок составляет 250. Высота центровика и подрезателей над режущими кромками зависит от диаметра сверла, но подрезатели всегда ниже.
Например, сверло диаметром 10 мм должно иметь центровик высотой 3,5–4,5 мм, а подрезатели – 1 мм. Ширина основания центровика составляет около 1,5 мм. Рекомендованные параметры для разных диаметров смотрите в таблицах 1 и 2 приложения 1 к ГОСТ 22053-76.
Чем затачивать
Для выполнения такой сложной заточки нужен камень специальной формы. Если есть «карандаш» для правки абразивных дисков, можно стандартному точильному диску придать трапециевидный профиль (сточить один край на конус) и назначить этот камень для заточки только сверл по дереву.
Еще можно использовать диск для «болгарки», установив его на точильный станок. При разных посадочных диаметрах можно заказать переходник. Другой вариант – использовать «болгарку». Но ее нужно обязательно надежно закрепить.
Заточка – знакомая работа
Сам процесс заточки сверла по дереву в принципе не отличается от заточки других сверл. Используются те же приемы выбора нужных углов, фиксации инструмента и контроля симметричности. Если нужно просто подточить затупившееся сверло, то больших сложностей при хорошей оснастке возникнуть не должно. Если же нужно сделать сверло по дереву из стандартного, то стоит вначале потренироваться на старых сверлах, которые не жалко извести на обучение.
instrumentiks.ru
Как делается заточка сверл по металлу?
Довольно часто, пытаясь просверлить отверстие в любой металлической (и не только в металлической) детали, мы вдруг обнаруживаем, что сверло буксует на месте, дымится и не углубляется внутрь. Это признак того, что инструмент затупился. В условиях промышленного производства или дома при наличии достаточной суммы в бюджете инструмент просто выбрасывают и берут новый.
А если подойти к вопросу более рационально, как говорится, по-хозяйски? Можно ли восстановить сверло, подарив ему тем самым «вторую жизнь»? Разумеется, если все учесть и сделать правильно. Как вы уже догадались, в статье ниже речь пойдет о заточке сверл по металлу.
Как это делается?
Сразу скажем, что данная операция требует определенной последовательности действий, серьезного практического навыка, хорошего глазомера и определенных теоретических знаний. Начнем с последних.
Правильность заточки
Суть теории сводится к пониманию того, что:
- Во-первых, в зависимости от материала и диаметра инструмента используются разные точильные камни. Они могут быть крупноабразивными, мелкоабразивными, алмазными, карбидо-кремниевыми.
- Во-вторых, операция осуществляется под правильным углом, что новичкам с не очень хорошим глазомером выполнить бывает проблематично. Причем углы рабочей поверхности сверла для различных металлов не одинаковые. Ниже мы расскажем о нюансах и приспособлениях, облегчающих данную работу.
Наиболее удобно выполнять работу на электроточиле, оборудованном подставкой в виде карниза под обрабатываемую деталь и оснащенном плоским точильным камнем правильной формы, то есть с параллельными боковыми сторонами и плоской торцевой частью с углом 90 градусов относительно боковин. Именно торцевая часть камня используется в работе.

Вариант заточки для домашнего пользования
Далее необходимо помнить, что прижимать инструмент к камню нужно с определенным усилием (как правило, с небольшим), иначе металл перегреется и станет хрупким, что приведет к откалыванию его частиц в момент эксплуатации делали, а учитывая скорость вращения при сверлении, это крайне опасно.
Визуально определить перегрев очень просто: перекаленный металл синеет и затем сохраняет этот цвет. Если допущен такой дефект, но его размеры незначительны, инструмент можно дополнительно проточить, тем самым удалив повреждение.
Следующий параметр — угол заточки сверла по металлу и здесь нам поможет таблица.
| Бронза, чугун, сталь | 116 – 118 |
| Латунь, медь | 120 – 130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевый сплав | 90 |
| Силумин | 90 – 100 |
На практике в домашних условиях при обработке большинства материалов достаточно величины 120 градусов. Что это значит? Это значит, что угол каждой режущей поверхности относительно продольной оси сверла должен составлять 60 градусов, а 60х2=120, что наглядно видно на рисунке.
Какой должен быть угол заточки
С непривычки соблюсти это параметр довольно трудно, поэтому стоит изготовить дополнительную оснастку в виде шаблонов. В качестве материалов подойдут жесть, твердый пластик или даже фанера. Первый шаблон с углом 120о поможет определить правильность заточки, с помощью второго следует на подставке точила под обрабатываемые детали нанести полосу под углом 60о к переднему торцу камня.
Сделать это можно, к примеру, обычным маркером. Также важно соблюдать симметричность режущих сторон, то есть длина от центра до кромок сверла должна быть одинаковой. Измерить ее можно с помощью штангель-циркуля.
Перед тем, как приступить к работе, скажем о необходимых мерах безопасности:
- Не используйте перчатки или рукавицы. Летящие искры не причинят вашим рукам вреда, а вот если материал случайно зацепится за быстро вращающийся камень, последствия будут очень печальными.
- Защитите глаза специальными очками или маской из прозрачного оргстекла. Куда полетят искры в случае непредвиденного соскальзывания или наклона инструмента не знает никто.
- Держите затачиваемую деталь в руках крепко, чтобы в процессе обработки она не смещалась и не вибрировала.

Показан процесс заточки
Теперь приступаем к заточке. Специалисты рекомендуют отработать навыки на неподвижном камне в зафиксированном положении, используя окончательно испорченное сверло. Так проще почувствовать необходимую силу нажима, отработать угол наклона и правильные движения, а в случае неудачи деталь не жалко выбросить. Если не получилось с первого раза – не огорчайтесь, спокойно повторите операцию.
Как говорится, практика — дело наживное. Угол мы уже упоминали. Соблюдая его, подводим рабочую кромку детали к торцевой части камня строго параллельно, затем прижимаем и двигаем инструмент немного вверх, после чего отводим его от камня, проворачиваем вокруг своей оси на пол-оборота и повторяем операцию.
Вы спросите, зачем нужно движение вверх? Так режущая поверхность приобретает коническую форму и необходимую остроту. В процессе воплощения теории в практику вы наверняка испортите не одну деталь, но, в конце концов, приобретете необходимые навыки.
Заточка сверла
Чтобы не подвел глазомер, есть масса заводских и самодельных фиксаторов, закрепляемых на подставку перед точильным камнем, позволяющих выполнить работу правильно, соблюдая необходимые параметры, но лучше всего это проделывать руками при условии, что диаметр затачиваемого инструмента не менее 4 мм.
При меньшем диаметре стоит прибегнуть к помощи простейших держателей, ибо маленькую деталь в руках удержать очень трудно.
Подробнее нюансы того, как осуществляется заточка сверла по металлу, продемонстрируем на видео ниже, но прежде расскажем о еще одной тонкости.
Дело в том, что в процессе обработки инструмента на нем могут образоваться сколы, зазубрины и чтобы избавиться от них, необходимо выполнить доводку, то есть ту же операцию, что и заточка, но на мелкозернистом камне. Так деталь окончательно приобретет свои рабочие характеристики.
А теперь предлагаем вашему вниманию обещанный видеоролик.
kvarremontnik.ru
Заточка сверла - Расходные материалы
Заточка сверла
- Перед сверлением материала следует подобрать угол заточки сверла. Дело в том, что для разных материалов (здесь главный параметр - это твердость обрабатываемого материала) следует применять отпимальный угол заточки сверла.
- При ручной заточке сверло держат левой рукой за рабочую часть, возможно ближе к режущей части, а правой рукой за хвостовик. Режущую кромку сверла прижимают к боковой поверхности заточного круга и плавным движением правой руки поворачивают сверло, добиваясь, чтобы режущие кромки приняли правильный наклон к оси и требуемую форму. Сильно нажимать на сверло не следует, так как это удлиняет процесс заточки.
При заточке сверло нагревается. Во избежание потери твердости заточку надо производить с охлаждением. Режущие кромки правильно заточенного сверла должны быть прямыми. Угол наклона их к поперечной кромке должен быть равным для сверла диаметром до 15 мм – 50°, свыше 15 мм – 55°, а длина поперечной кромки – в 10...20 раз меньше диаметра сверла.
При ручной заточке контроль заточки сверл производится визуально.
К примеру для твердых материалов, угол будет в районе 120 градусов, а для мягкого материала угол заточки может быть и 90 градусов.
- Для удобства, рекомендуемые углы заточки сверла сведены в список:
Материал, который будет сверлиться и угол заточки:
Чугун и сталь - 116…118Стальные поковки и закаленная сталь - 125Латунь и мягкая бронза - 130…140Мягкая медь - 125Алюминий, баббит - 130…140Силумин - 90…100Магниевые сплавы - 110…120Эбонит, целлулоид - 80…90Мрамор и другие хрупкие материалы - 90…100Органическое стекло - 70Пластмассы - 50…60
- Дефекты заточки
При ручной заточке сверла возможны следующие дефекты:
1. Длина режущих кромок неодинакова: середина поперечной кромки не совпадает с осью сверла.
При этом длинная режущая кромка будет больше нагружена, чем короткая кромка, и скорее затупится. Внешне это часто выражается в виде выкрашивания ее около угла длинной кромки. Кроме того, под влиянием большой нагрузки со стороны кромки длинной кромки сверло будет отжиматься в сторону от оси вращения и отверстие получится большего диаметра, чем диаметр сверла. Чем глубже отверстие, тем меньше будет его точность. Сверло будет «бить» и может поломаться.
2. Режущие кромки заточены под различными углами к оси сверла.
При этом середина поперечной кромки совпадает с осью сверла. Так как наклон одной режущей кромки больше, чем второй, то последняя работать не будет. Снимать стружку в этом случае будет только одна кромка. Под влиянием односторонней нагрузки режущей кромки сверло будет уводить в сторону и тем самым увеличивать диаметр отверстия.
3. Два дефекта одновременно.
Если после заточки сверла режущие кромки не равны по длине и наклонены к оси сверла под различными углами, то середина поперечной кромки сместится от оси сверла и при работе будет вращаться вокруг оси.
therepair.ru
Заточка сверла по металлу: как правильно, важные моменты
При сверлении металла, режущий инструмент теряет начальную остроту рабочей кромки. Не стоит его выкидывать, чтобы приобретать новый. Даже самая прочная марка стали, подверженная термической обработке, не может обеспечить выполнение сверлильных операций без восстановления режущей части. Вернуть прежние эксплуатационные свойства поможет заточка сверла по металлу. Приспособление своими руками в бытовых условиях изготовить несложно без использования специального оборудования. Рассмотрим, как вернуть инструменту первоначальные режущие свойства.
Как влияет угол заточки сверла по металлу на эффективность сверления
В домашних условиях часто производят работы по выполнению в металле отверстий требуемого размера. Не всегда при выполнении сверления имеется возможность оперативно заменить изношенный инструмент новым, имеющим необходимый размер. Домашние умельцы стараются подбирать необходимый диаметр, но если углы заточки сверл не выдержаны, то проблематично быстро и качественно выполнить поставленную задачу.
Несоответствие остроты режущей кромки и геометрических параметров можно определить по ряду признаков:
- повышенному уровню шума, издаваемому незаточенным хвостовиком;
- интенсивному повышению температуры заготовки при механической обработке;
- резкому нагреву рабочей части и тела, закрепленного в патроне;
- неудовлетворительному качеству формируемых отверстий;
- возрастанию осевого усилия, прикладываемого к электрической дрели;
- качеству стружки, которая крошится, а не имеет спиральную форму.
Кроме того, значительно возрастает нагрузка на электродвигатель при попытке приложить в осевом направлении усилие, достаточное для погружения режущей кромки в металл. Затупление фаски является источником дополнительного сопротивления между режущей частью и поверхностью обработки. Зная, как правильно заточить сверло по металлу, при обнаружении любого из указанных признаков необходимо немедленно прекратить сверление и приступить к восстановлению.
Изношенная рабочая часть не только снижает эффективность механической обработки, но также влияет на безопасность. При высоком нагреве и повышенной температуре, выполняя мехобработку на значительных скоростях, возможна поломка. Фрагменты металла могут разлететься во все стороны и нанести серьезные травмы.
Заточка сверл – подготовительные мероприятия
Домашних мастеров часто огорчает невозможность дальнейшей реализации замыслов из-за того, что затупилось сверло. Как заточить его самому? Ведь в условиях производственных предприятий для решения такой задачи применяется специальное оборудование. Оно позволяет обеспечить повышенную точность, надежно фиксирует режущий хвостовик и восстанавливает состояние режущей кромки за ограниченное время. Размышляя, как заточить сверло по металлу у себя дома, проверьте, какой имеется бытовой электроинструмент.
Подойдет следующее оборудование:
- шлифовальная машинка;
- точильный станок;
- электрическая дрель.
Следует тщательно продумать, что понадобится для выполнения работ, чем дополнительно укомплектовать электроинструмент.
Заточка сверла по металлу с помощью специального приспособления заметно упрощает задачуЗаточка сверл своими руками должна производиться с использованием дополнительных принадлежностей:
- точильных кругов, имеющих различную твердость. Зернистость круга подбирается в зависимости от твердости обрабатываемого материала;
- емкости, предназначенной для охлаждающей жидкости. По эффективности охлаждения машинное масло обеспечит больший эффект, чем обычная вода;
- фиксирующего приспособления, позволяющего гарантировать необходимый угол заострения. Важно обеспечить надежную фиксацию при обработке режущей части.
Для обеспечения неподвижности может использоваться сложное приспособление с регулируемым углом или простая точилка для сверл на дрель.
При выполнении работ необходимо использовать средства индивидуальной защиты для соблюдения требований техники безопасности.
Для заточных мероприятий понадобятся:
- защитные очки. Они предохранят слизистую оболочку глаз от засорения стружкой и пылью, а также попадания искр при механической обработке;
- рукавицы. Надежно защитят кожу рук от порезов при касании остро заточенной кромки и разлетающихся фрагментов металлической стружки.
Подготовив все необходимое для выполнения работ, следует изучить, как заточить сверло правильно в домашних условиях. Это позволит избежать ошибок и значительно ускорит выполнение заточных мероприятий.
Работа изношенным сверлом является не только неэффективной, но и небезопаснойКак правильно точить сверла по металлу
К сожалению, не все домашние умельцы имеют представления, как правильно заточить сверло. Некоторые тратят денежные средства на покупку нового, а затупившееся выбрасывают. Вместе с тем восстановление затупившейся поверхности является несложной операцией, позволяющей вернуть прежние эксплуатационные характеристики.
В зависимости от формы режущей части, применяются различные методы восстановления рабочей поверхности:
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтовой.
До начала работы следует:
- определиться с методом восстановительных работ;
- осмотреть состояние рабочей поверхности;
- проверить работоспособность заточного устройства;
- подготовить фиксирующее приспособление.
На примере наиболее распространенных методов – одноплоскостного и конического, рассмотрим алгоритм действий.
Чтобы заточка сверла была качественной, необходимо обеспечить его подачу в зону обработки под требуемым угломПри выполнении работ одноплоскостным методом необходимо подвести режущий инструмент к наждачному кругу, обеспечив параллельное расположение режущей кромки относительно плоскости круга. Затем необходимо прижать его к кругу, соблюдая задний угол в интервале 26–30 градусов. Это довольно несложный способ, применяемый для изделий диаметром не более 3 мм.
Обратите внимание на серьезные моменты:
- абразивный круг должен вращаться навстречу затачиваемой поверхности;
- соблюдайте постоянный угол и не допускайте смещения относительно оси;
- выполняйте работу по восстановлению рабочей кромки за один подход;
- охлаждайте нагретый хвостовик при смене положения.
При визуальном осмотре острия рабочие грани должны иметь одинаковый уклон и равную длину, что несложно проверить с помощью шаблона.
Конический метод восстановления – более сложный и требует определенной подготовки. Он имеет принципиальные отличия от одноплоскостного, и используется для инструмента диаметром свыше 4 мм. Затачиваемый инструмент следует держать обеими руками. Коснувшись рабочей частью абразивной поверхности, необходимо плавно выполнять поворот по задней стороне, придавая конусообразную форму. При этом запрещается открывать инструмент от наждачной поверхности. Необходимо каждый цикл начинать с рабочей кромки и завершать полным поворотом с последующим контролем углов.
После завершения работ по восстановлению режущей кромки помните, что необходимо довести инструмент.
При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественнымЗадача доводки:
- шлифовка рабочей части;
- удаление мельчайших шероховатостей.
Для этого можно использовать круг с мелким абразивом.
Правильная заточка сверла – важные моменты
Имеется общее правило при выполнении заточных работ – вначале следует заострить заднее основание, а затем подходить к обработке режущего элемента.
При этом важно соблюдать следующие рекомендации:
- удерживать инструмент, располагая режущую кромку параллельно абразивному кругу;
- применять специальное приспособление, обеспечивающее необходимый угол заострения.
При заточке обратите внимание на указанные моменты:
- соблюдение переднего угла рабочей части. Он замеряется в главной плоскости и располагается между рабочей частью инструмента и основанием кромки резания;
- правильность заточки заднего угла режущей кромки. Он контролируется аналогично переднему, но расположен в задней плоскости инструмента;
- соответствие углового положения двух кромок резания. Угол располагается при вершине рабочей поверхности и расположен между обеими режущими кромками.
Соблюдение рекомендаций по заточке позволит полностью восстановить рабочие характеристики.
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлуУгол заточки сверла – применяем контрольный шаблон
При самостоятельном выполнении заточных работ следует исключить вероятность ошибок. Для этого необходимо проконтролировать правильность обработки, используя специальный шаблон. Его можно купить в специализированных магазинах или изготовить самостоятельно, используя алюминиевый, медный или стальной лист с толщиной 1–1,5 мм. Желательно использовать стальной шаблон, отличающийся увеличенным ресурсом использования.
Контрольное приспособление позволяет проверить следующие параметры:
- длину режущей кромки;
- угол при вершине;
- взаимное положение режущей части и перемычки.
Контролируя угол заострения и другие параметры, можно добиться правильной геометрии рабочей части. После проверки с помощью контрольного шаблона можно произвести пробное сверление и, в случае необходимости повторно довести рабочую поверхность.
Сверла по металлу – заточка с помощью приспособления
Для восстановления режущего инструмента в домашних условиях удобно использовать самодельное приспособление. Заточка сверла по металлу – несложная операция, с которой можно справиться самостоятельно. Для обеспечения жесткости конструкции необходимо собирать приспособление на мощной опорной плите.
К основе крепятся следующие элементы:
- приводной двигатель с установленным на валу наждачным кругом;
- поворотная колонка с механизмом фиксации инструмента.
Использование поворотного приспособления позволит произвести заточку в различных пространственных положениях. При этом будет гарантирован угол расположения режущей части относительно абразивной поверхности круга.
Используя насадку с кругом, установленную в патрон обычной бытовой дрели, также можно восстановить режущую кромку.
Для этого необходимо выполнить следующие работы:
- Зафиксировать режущий инструмент в тисках или приспособлении.
- Задать требуемое угловое положение.
- Закрепить абразивный диск в патроне.
- Поднести дрель с насадкой, соблюдая необходимый угол.
Аналогичные задачи можно выполнять с помощью болгарки, на которой закреплен диск, предназначенный для обработки металла.
Подводим итоги
Разобравшись со всеми тонкостями заточных работ, следует определиться, какой электроинструмент лучше использовать. Домашними мастерами разработано множество различных приспособлений, обеспечивающих повышенную точность заточки. Важно тщательно изучить их конструкцию и выбрать оптимальный вариант. Желательно первый раз восстанавливать инструмент под контролем специалиста. Терпение и настойчивость – главные качества в этой работе.
pobetony.expert
Как наточить сверло по металлу: способы, советы
Если нужно сверлить древесину, то об остроте сверла можно не думать, так как подобное изделие может несколько лет использоваться без заточки. Однако когда нужно сверлить металл, то на остроту сверла следует обратить особое внимание. Следует понимать, что металл может сверлиться исключительно острым приспособлением. Чтобы ощутить разницу, можно взять новое изделие.
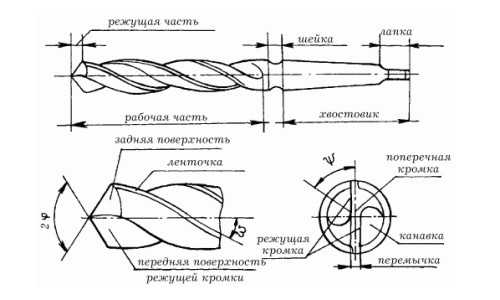
Схема устройства сверла по металлу.
С каждой минутой сверло погружается в заготовку все медленнее, при этом на него нужно будет с каждым разом больше давить. Скорость затупления данного приспособления будет зависеть от оборотов, охлаждения и других показателей. Если планируется произвести большой объем работы, то нужно будет купить достаточно большое количество сверл, что не всегда удобно. Чтобы этого избежать, нужно научиться правильно затачивать сверло по металлу.
Как правильно заточить спиральные сверла?
На периферии приспособления скорость резания будет минимальной, при этом режущие кромки будут нагреваться максимально. Обеспечить отвод тепла от угла кромки для резки достаточно сложно. Поэтому приспособление начинает затупляться с угла, после чего по всей режущей кромке. После этого начнет истираться задняя часть, на которой могут появиться штрихи и риски, идущие от кромки для резки. В процессе износа риски будут сливаться в единую полосу вдоль кромки. Риска будет сужаться к центральной части изделия. Поперечная кромка для резки в процессе износа сомнется.
При затуплении сверло начнет резко скрипеть. Если приспособление своевременно не заострить, будет выделяться достаточно большое количество тепла, в результате чего конструкция износится довольно быстро.
Рисунок 1. Таблица форм заточки сверл.
Для облегчения контроля геометрии сверла понадобится выполнить шаблон. При помощи подобного приспособления можно будет проверить, где надо дополнительно снять металл. Чтобы соблюдать симметрию, следует попытаться выполнять заточку всех участков с одинаковой силой нажима.
Элементы, которые будут нужны:
- круги для шлифования;
- втулки;
- вода;
- сода;
- алюминиевые, медные или стальные листы.
Вернуться к оглавлению
Существующие способы заточки
Точить изделие правильно по задним граням. Все зубцы должны быть заточены одинаково, однако следует знать, что достаточно сложно произвести подобную операцию вручную. Понадобится также создать необходимую форму грани и задать задний угол. Поэтому, для того чтобы наточить конструкцию, следует использовать специальные устройства. Если есть возможность, то следует затачивать подобные приспособления на специальном оборудовании. Однако в большинстве случаев в условиях мастерских на дому такой возможности нет. Чаще всего используется обыкновенное точило.
В зависимости от того, какую форму планируется придать заднему основанию, можно использовать разные виды заточки: с одной плоскостью, с двумя плоскостями, коническую, винтовую и в форме цилиндра.
Рисунок 2. Схема контроля правильности заточки сверла шаблоном.
Если использовать первый способ, то основание пера будет выполняться в виде плоскости. Задний угол в данном случае будет равен 29-30°. Достаточно часто кромки для резки выкрашиваются. Данный метод использовать проще всего, он предназначается в основном для изделий диаметром до 3 мм.
Чтобы заточить конструкции диаметром более 3 мм, следует использовать конический способ. Чтобы понять основные особенности заточки подобным способом, следует изучить схему конического метода на устройстве с углом 118°. На рис. 1 изображается круг для шлифования и прижатое к его торцевой части кромкой для резки и задним основанием сверло.
Следует представить конус, у которого образующая направляется вдоль кромки для резки и торцевой части круга для шлифования. Угол при вершине составляет 26°. Ось конструкции будет пересекаться с осью рассматриваемого конуса под углом 45°. Если прокручивать изделие вокруг оси представленного конуса, то на задней части сверла появится коническое основание. Если ось приспособления и представленного конуса будут в единой плоскости, то задний угол составит 0°. Чтобы получить задний угол, понадобится сместить ось затачиваемого приспособления по отношению к оси рассматриваемого конуса. В большинстве случаев смещение составляет 1/15 диаметра изделия. Вращение затачиваемого приспособления по оси рассматриваемого конуса при подобном смещении сможет обеспечить заднюю грань в форме конуса, задний угол при этом составит 12-14°. При увеличении смещения будет увеличиваться задний угол. Стоит помнить, что угол вдоль кромки для резки будет меняться и увеличиваться к центральной части конструкции.
Достаточно сложно выполнить все условия, если заточка производится вручную. Изделие, которое планируется заточить, нужно взять левой рукой за рабочую поверхность, а правой рукой нужно взяться за хвост.
Вернуться к оглавлению
Процесс заточки сверла по металлу
Рисунок 3. Схема заточки сверла.
Кромкой для резки и основанием изделие нужно прижать к торцевой части круга для шлифования и, начиная от кромки для резки, неспешными движениями руки, не относя сверла от круга, нужно начать его прокручивать, создавая на задней части пера конусное основание.
Далее понадобится повторить такую же процедуру для следующего пера.
В процессе заточки рекомендуется попытаться с максимальной точностью повторить форму заднего основания, которая была после заточки в заводских условиях.
В таком случае не будут утеряны задние углы.
Другой метод, который достаточно часто используется в мастерских, заключается в следующем. Сверло нужно взять одной рукой за рабочую поверхность рядом с конусом, а другой рукой следует взять приспособление за хвост. Кромкой для резки сверло понадобится прижать к торцевой части круга для шлифования. После этого неспешными движениями другой руки, не относя изделия от камня, нужно прокрутить его вокруг оси, затачивая основание. В процессе заточки нужно попытаться сохранить при прокручивании сверла необходимый угол наклона к торцевой части круга для шлифования. Для этого лучше всего использовать втулки.
В результате подобной заточки на основаниях всех перьев будет конусное основание, заднего угла при этом не будет. В процессе работы трение заднего основания и нагрев будут увеличиваться. Возникнет трение о круг для шлифования, в результате чего инструмент будет нагреваться в процессе заточки. Это может вызвать отпуск закаленной части приспособления. Металл размягчится и потеряет твердость. Неправильное затачивание может привести лезвие приспособления в негодность.
Виды износа сверл.
Следовательно, заточка должна производиться с постоянным охлаждением конструкции в воде или в растворе воды и соды. Охлаждение не понадобится производить в процессе заточки изделий из твердых сплавов. Для охлаждения не допускается использовать масло. Если по каким-то причинам изделие затачивают вручную, то:
- за один раз следует снимать небольшое количество металла;
- производить заточку нужно с минимальной скоростью движения круга для шлифования;
- конструкция не должна нагреваться так, чтобы этого не смогла терпеть рука.
Вернуться к оглавлению
Советы по заточке сверла по металлу, которые нужно знать
Инструмент должен затачиваться против движения круга для шлифования. В этом случае кромка для резки прослужит долгий период и не будет обламываться.
Для того чтобы произвести заточку, следует использовать круги для шлифования из электрокорунда, зернистость кругов должна составлять 30-40.
В производстве в большинстве случаев за заточкой следит доводка. Подобным образом основание можно сделать более гладким и убрать зазубринки небольших размеров. Сверло, которое подвергается доводке, меньше изнашивается.
Для доводки в большинстве случаев используются круги для шлифования из зеленого карбида, зернистость элементов должна быть 5-6.
При заточке достаточно важно сохранять симметричность осей сверла. Все кромки для резки должны быть прямолинейными и иметь одинаковую длину. Правильность заточки можно проверить шаблоном, который изображен на рис. 2. Подобное изделие можно сделать самостоятельно из медного, алюминиевого или стального листа толщиной примерно 1 мм. Самым надежным является стальной шаблон. С помощью шаблона можно проверить угол при вершине, длину элементов для резки, угол между перемычкой и кромкой для резки. Стоит знать, что задний угол измерить довольно сложно, потому путем использования шаблона следует определить угол заострения. Данное приспособление лучше всего изготовить перед началом эксплуатации сверла, чтобы можно было перенести необходимые углы с последнего.
Разная длина кромок для резки и их наклон к оси конструкции могут привести к неравномерной нагрузке. В таком случае конструкция достаточно быстро придет в негодность из-за износа перегруженной кромки для резки. Неправильную заточку кромок для резки можно увидеть на рис. 3.
Наточить сверло по металлу несложно, если знать технологию.
moiinstrumenty.ru
инженер поможет - Заточка сверл
При заточке сверла особое внимание нужно обращать на угол при вершине, осевой задний угол, длину поперечной режущей кромки, обратную конусность и передний угол подточки поперечной режущей кромки.
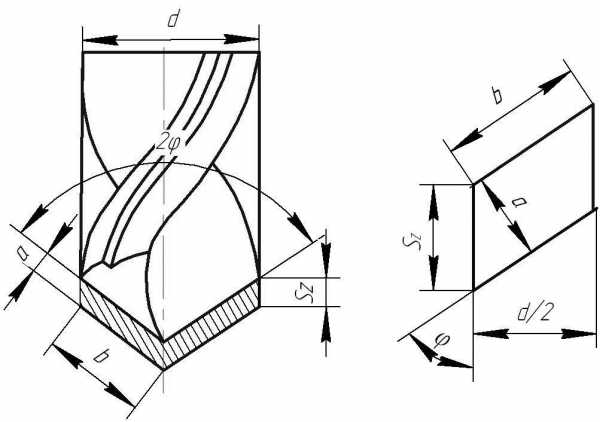
Влияние угла при вершине сверла 2φ при его заточке связано с изменением толщины a и ширины b среза при сверлении при увеличении угла 2φ увеличивается толщина и уменьшается ширина среза.
Задний угол α является важным элементом конструкции сверла на который следует обратить внимание при заточке сверла. Величина его в значительной степени влияет на работу сил трения, а, следовательно, и температуру в зоне резания. При повышении температуры в зоне резания обрабатываемый материал начинает активно поглощать атмосферные газы, что приводит к повышению характеристики прочности и снижению пластичности, изменяя процесс резания и приводя к неоднородности качества обработанной поверхности. Увеличение угла α при заточке сверла уменьшает силы трения, но снижает жесткость, что ведет к появлению вибраций сверла и уменьшению точности обработки сверлением.
Задний угол
Задний угол на вершине у сверл для обработки металлов образовывают на станке для заточки сверл конической или двухплоскостной заточкой. При конической заточкезадней поверхности происходит плавное уменьшение заднего угла. При двухплоскостной заточке сверла вершина инструмента шлифуется прямолинейной плоскостью, для уменьшения трения задней поверхности при сверлении об обрабатываемую поверхность дополнительно снимают слой материала под углом 20–25 º .
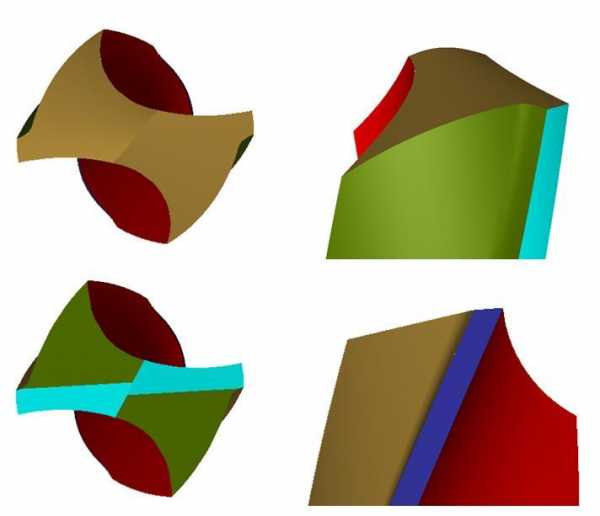
Поперечная режущая кромка
Поперечная режущая кромка ухудшает процесс врезания сверла в деталь, поэтому ее длину уменьшают с помощью подточки на станке для при заточке сверла. Уменьшение длины поперечной режущей кромки снижает составляющую осевой силы на 25% по сравнению со сверлом без подточки. Излишнее уменьшение длины поперечной режущей кромки приводит к увеличению вибраций сверла при резании. Подточка поперечной режущей кромки сверл бывает четырех видов.
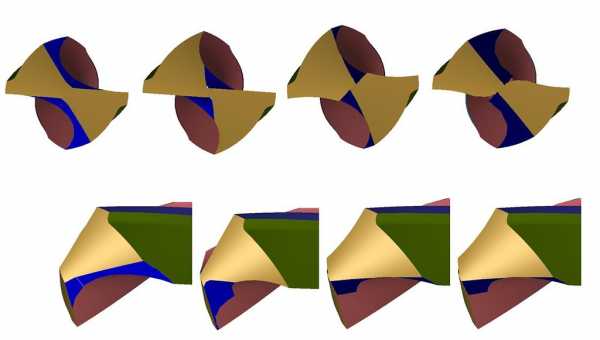
Форма подточки
При подточке формы А поперечная режущая кромка подтачивается при заточке сверла кругом с образованием вогнутой радиусной поверхности. Подточка формы В позволяет подтачивать поперечную режущую кромку со шлифованием передней поверхности по прямолинейной траектории, выравнивая режущую кромку сверла. Подточка формы С подтачивает поперечную режущую кромку с выходом под углом к передней поверхности инструмента. Круговая подточка подтачивает поперечную режущую кромку с образованием выпуклой радиусной поверхности.
Передний угол
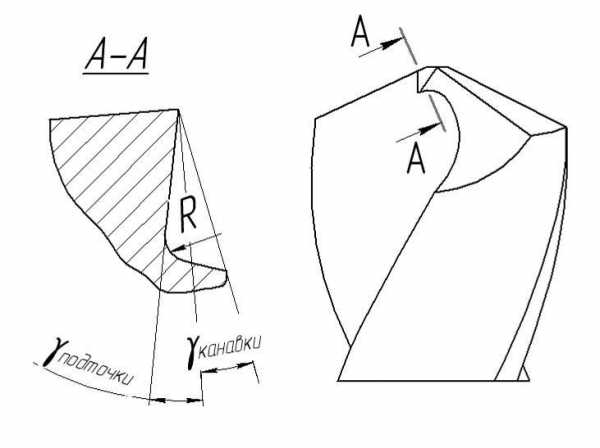
Спиральное сверло имеет малую величину переднего угла γ в точках у поперечной режущей кромки, что ухудшает процесс резания у центральной части сверла. Подточка позволяет получить передний угол у поперечной режущей кромки. Чрезмерное увеличение угла γ, больше чем угол наклона винтовой канавки, увеличивает зарезание поверхностью подточки передней поверхности сверла, при этом образуя лунку с радиусом R. Лунка препятствует сходу стружки и способствует ее налипанию на поверхность подточки, что приводит к уменьшению точности обработки при резании.
engcrafts.com