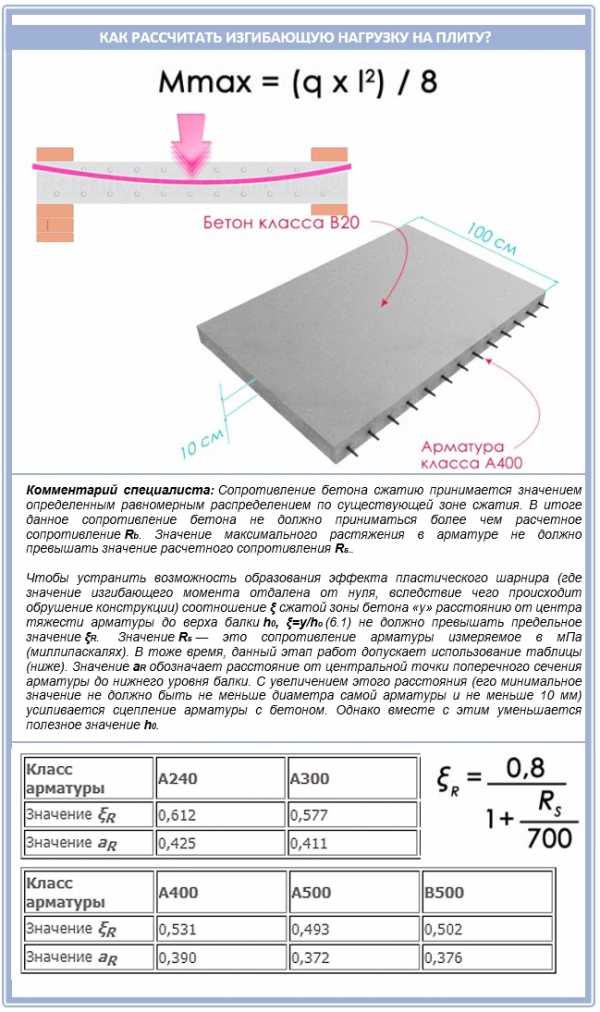
• Сварка угольным электродом - что это и зачем. Угольный электрод
Сварка угольным электродом
Угольные электроды для сварки применяются реже, чем аналоговые со стальным плавящимся стержнем. Но они в некоторых ситуациях просто незаменимы. К тому же с помощью угольного электрода можно проводить большой спектр работ: сварка, резка, плавка. Плюс им обрабатываются практически все виды современных металлов, от тугоплавких и тяжелых, до легких и пористых. Но вначале необходимо разобраться, что собой представляет угольный электрод.

Это стержень, в основе которого лежит уголь (кокс), плюс несколько добавок: в качестве связующего применяется смола, в качестве упрочняющего элемента металлический порошок. Размеры угольного электрода варьируются по диаметру от 1,5 до 25 мм, по длине от 25 до 300 мм. Процесс производства очень прост: изготовление смеси компонентов, формовка и сушка. Может возникнуть вопрос, почему такой большой разброс длины. Все дело в различных проблемах, которые решаются угольными электродами. К примеру, если свариваемые детали расположены в неудобном месте, то применение длинного стержня решает возникшую проблему.
Виды угольных электродов
Сегодня производители предлагают пять видов, которые отличаются друг от друга формой сечения.
- Круглые. Применение неограниченно. Диаметр стержня – 3,2-19 мм.
- Круглые бесконечные. Свое название получили за самый малый расход, то есть, это самые экономичные сварочные электроды этой категории. Диаметр – 8-25 мм. Обычно для проведения сварки применяется специальная машинка.
- Плоские. Сечение стержней прямоугольное (иногда квадратное) размером 8-25 мм. В основном используются для заделки дефектов на поверхностях стальных отливок.
- Полукруглые. Сечение – 10-19 мм. На сегодняшний день это самые востребованные электроды, с помощью которых можно решить любые проблемы, связанные с резкой металлических заготовок. При сварке шов получается необходимой формы. При формировании кромок им равных нет.
- Полые. Редко используются. Отличительная черта – с их помощью можно сформировать U-образную канавку. Диаметр стержня: 5-13 мм.

Чтобы увеличить прочностные характеристики расходников, в технологии их производства стал использоваться метод напыления на электроды медного порошка. Второй метод – электролитический. Это, когда в ванну с электролитов помещают и сам стержень, и медный порошок. Здесь под действием электрического поля медь оседает на плоскости расходника. То есть, получился подвид, который называется – электроды угольные омедненные. По типу разделения он точно такой же, как и обычные угольные электроды.
Режим сварки
Электрод угольного типа относится к категории неплавких элементов. Это и есть его основное отличие от основной категории металлических сварных стержней. Поэтому при сварке с его помощью используется только постоянный ток прямой полярности. То есть, минус присоединяется к электроду, плюс к металлической заготовке.
Получается так, что для сварки металлов с помощью угольного электрода потребуется присадочный элемент. Правда, не всегда. К примеру, по отбортовке тонких металлических заготовок или при некоторых вариантах сварки угловых стыков. Это и выгоднее, и удобнее. Необходимо добавить, что производительность сварочных работ при соединении листов толщиною 1-3 мм с использованием угольных электродов без применения присадочного материала в разы выше, чем при сварке обычными неугольными электродами.
Но тут есть один момент. При сварке две заготовки соединяются между собой путем расплавления самого металла. И такой шов очень прочным назвать нельзя. Поэтому данный вид сваривания лучше всего использовать для сборки неответственных конструкций.
Существует достаточно большая линейка присадочных материалов, которая применяется в этом виде сварки. Все будет зависеть от марки свариваемого металла. К примеру, для сварки меди лучше всего использовать бронзовый присадочный материал.
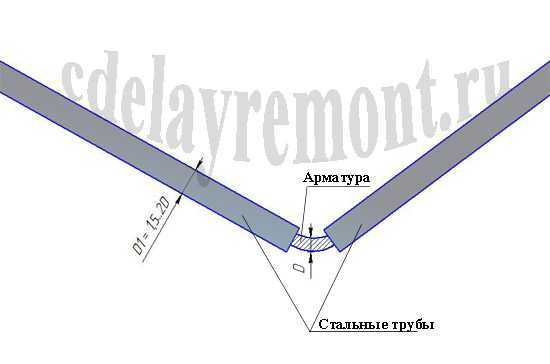
Очень важен и показатель сечения присадочной проволоки или пластины. Если оно будет большое, то есть вероятность, что сварочный шов будет не проварен, при небольшом сечении может произойти пережог. Поэтому выбор сечение производится в соответствии с толщиною соединяемых заготовок. Вот некоторые соотношения:
| Толщина свариваемых заготовок, мм | Диаметр присадочного прутка, мм |
| 1,5 | 1,5 |
| 1,5-2,5 | 2 |
| 2,5-4 | 3 |
| 4-8 | 5 |
| 8-15 | 8 |
| Больше 15 | 10 |
Конечно, качество шва будет зависеть от того, какой силой тока производится сварка угольным стержнем. Зависимость в нижней таблице.
| Толщина свариваемых заготовок, мм | Сварочный ток, А |
| 2 | 160-200 |
| 3 | 210-260 |
| 4 | 240-280 |
| 5 | 260-300 |
| 6 | 300-350 |
| 7 | 300-360 |
Сварочный режим также зависит и от диаметра используемого электрода. Зависимость в таблице ниже.
| Толщина свариваемых заготовок, мм | Диаметр угольного электрода, мм |
| 2-5 | 15 |
| 5-10 | 18 |
| 10-15 | 25 |
Особенности сварки
Существует два вида сварки.
- Правый. Это когда электрод перемещается слева направо, а присадка за ним следом.
- Левый. Стержень движется справа налево, а присадка перед ним.
Самое удивительное, что правая сварка угольным стержнем эффективнее в плане использования тепловой энергии в зоне сварки. При этом удобнее варить детали большой толщины. Да и скорость процесса больше на 20-25%. Но на практике чаще всего применяется именно левая технология.
И другие особенности.
- Электрическая дуга очень чувствительна к различным внешним воздействиям: к ветру, к потокам разных газов, к магнитному влиянию и так далее. Поэтому сварку угольными электродами нужно проводить в закрытых помещениях.
- КПД этого вида сварки ниже, чем у процессов, где используются металлические плавящиеся электроды.
- Плавку угольными стержнями провести невозможно, потому что температура плавления и температура их кипения практически одинаковы: Тпл=3800С, Ткип=4200С.
Использование угольных электродов для сварки медных проводов – один из основных вариантов применения. Особенно ими производится соединение электрических медных шин в трансформаторных подстанциях. Как показала практика, другие способы малоэффективны. В домашних же мастерских угольные электроды используются в основном для резки металлов. То есть, это происходит чаще, чем сваривание. Все дело в условии и возможностях мастерской.
Поделись с друзьями
1
0
1
0
svarkalegko.com
Угольные электроды: свойства и применение
Угольные электроды применяются для осуществления воздушной духовой резки металлов. Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля.  Готовые изделия имеют листово-черную поверхность и представляют собой круглые стержни, сечение которых варьирует от 6 до 18 миллиметров. Стандартная длина стержней составляет 25-70 сантиметров.
Готовые изделия имеют листово-черную поверхность и представляют собой круглые стержни, сечение которых варьирует от 6 до 18 миллиметров. Стандартная длина стержней составляет 25-70 сантиметров.
Для резки различных видов металла угольные электроды затачивают под разными углами. Так, для обработки черных металлов один конец стержня затачивают под углом около 65 градусов. Для выполнения сваривания материалов из цветных металлов, в том числе для наплавки твердых сплавов, производят заточку электрода под углом 30 градусов.
В процессе изготовления электродов используются технологии декструзии или формования и термообработки композиций. В основу изделий включаются кокс или уголь, а также добавляют различные связующие вещества (деготь, смолу и т.д.). В некоторых случаях в угольный электрод включают металлический порошок или стружку.
Изделия используются в различных отраслях. Их применяют для резки стальных материалов, выполнения отверстий в легированных, углеродистых и низколегированных сталях. Кроме этого с их помощью разрезают медь, нержавеющую или малоуглеродистую сталь, а также другие сплавы, используемые при производстве металлоконструкций, в машиностроении, судостроении, сталелитейной промышленности.
Сварка угольным электродом зарекомендовала себя как очень качественная. Она имеет по сравнению с другими распространенными видами резки множество преимуществ. При выполнении сварки с использованием угольных электродов используют углерод, сжатый воздух или электрический ток, позволяющий выполнить отличную резку металла с удалением. Сварочные работы производятся с применением сжатого воздуха или электродуги, которая не только расплавляет металл, но и самоудаляется с помощью воздушной струи.
Данный способ сварки металлических изделий имеет свои особенности. К примеру, вся работа может осуществляться только при постоянном токе, а длина дуги должна быть в диапазоне 6-15 миллиметров. 
Образуемая при сваривании материалов угольными электродами дуга проявляет высокую чувствительность к погодным условиям (дождю, магнитному дутью, потокам газов). Кроме этого при выполнении сварочных работ, где используются угольные электроды, получается меньший КПД дуги по сравнению с применением обычных металлических стержней. Однако ценность угольных стержней нельзя недооценить. Они позволяют сваривать цветной металл, тонколистовые материалы, выполнять наплавку электроприхватки и твердых сплавов при силе тока в пределах 1 кА.
fb.ru
Угольный электрод. Его отличительные особенности
Как показывает статистика и отзывы пользователей, на сегодняшний день более широким спросом пользуются электроды со стальным плавящимся стержнем. Однако, в отдельных случаях, для сварки просто необходим угольный электрод. При помощи такого стержня можно выполнять сварку, резку, плавку. О том, что такое угольные электроды и в чем их преимущества вы узнаете из этой статьи.

Содержание статьи
Свойства и предназначение
Сварочный угольный электрод — это такой стержень, ключевым компонентом которого является уголь (кокс). Помимо этого в его состав входят некоторые добавки, среди которых: смола, выступает объединяющим звеном, металлический порошок – придает изделию прочность. Габариты такого электрода по диаметру находятся в промежутке от 1,5 до 25 мм, а по длине – от 25 до 300 мм. Изготавливаются изделия очень легко: изначально создается состав из всех компонентов, затем происходит процесс формовки, и заключительный этап – сушка.
Нужно сказать, что применение описываемых изделий нашло себя во многих строительных работах.
Чаще всего применяется угольный электрод для сварки металлов, для выполнения воздушной духовой резки металлов и иных действий.
Специалисты, выполняющие сварку на профессиональном уровне, отмечают, что описываемые стержни могут применяться для работы не только с медью, но и с некоторыми другими изделиями:
- сталь разных сортов, сюда входит и нержавейка, низколегированная, в которой содержится небольшое количество углерода,
- тяжелые и легкие сплавы, например бронза, чугун. Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,
- всевозможные цветные металлы. Кстати следует знать, что здесь можно получить достаточно качественное и надежное соединение, чего нельзя достичь методом обычной пайки. И сам процесс работы по времени будет менее продолжительным.

Разновидности угольных электродов
Для повышения прочности расходных материалов, в процессе их изготовления начали применять технологию напыления на электроды медного порошка. Другой способ – электролитический. Он подразумевает собой помещение в ванну с электролитом и самого стержня и медного порошка. Под воздействием электрического поля медь оседает на плоскости расходника. Исходом данной процедуры является образование омедненного угольного электрода.
В настоящее время, электрод угольный омедненный выпускается в пяти основных модификациях, которые различаются между собой по форме сечения:
- круглые, у таких изделий диаметр стержня равен 3,2-19 мм;
- круглые бесконечные, за этим видом наименование закрепилось благодаря его экономичности. То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;
- плоские, здесь сечение стержней выполнено в прямоугольной форме (в редких случаях в квадратной), размер равен 8-25 мм. Чаще всего применяются для заделки дефектов на поверхностях отливок из стали;
- полукруглые, у данных изделий сечение составляет – 10-19 мм. В настоящее время они считаются самыми распространенными и пользуются наибольшим спросом. Посредством полукруглых электродов можно решить любые проблемы, которые касаются резки металлических заготовок. В процессе сварки вы получите шов, который приобретет нужную форму;

- полые, применяются нечасто. Характерная черта – используя данный вид электродов можно сформировать U-образную канаву. Диаметр стержня составляет 5-13 мм.
На заметку! Некоторые пользователи отмечают, что когда не было возможности приобрести угольный электрод, а сварку нужно было производить срочно, использовали угли из батарейки.
Однако, такая процедура скорее всего не обвенчается успехом. Если ваша цель — получение качественного и прочного шва, то лучше купить готовое изделие.
Режим сварки
Угольный электрод для сварки входит в категорию неплавких электродов, что и отличает его от других металлических стержней. Таким образом, осуществляя сварочные работы с таким изделием, можно применять исключительно постоянный ток прямой полярности. Это означает, что минус подсоединяется к электроду, а плюс к заготовке из металла.
В определенных ситуациях для сварки необходимо использовать присадочный элемент. Например, при отбортовке тонких металлических заготовок. Такая процедура будет более выгодной и простой. На рынке представлен большой выбор присадок, которые используются при таком виде сварки. Например, если вы работаете с медью, лучше отдать предпочтение бронзовому присадочному материалу.
Также следует обращать внимание на параметры сечения присадочной проволоки или пластины. Если оно больше, то существует риск того, что шов не проварится. При недостаточном сечении – наоборот можно его пережечь.
Совет! Выбирая для сварки электроды угольные омедненные, выбирайте присадочный материал, опираясь на толщину соединяемых заготовок.
Принцип сварки
Выделяется два метода сварки в процессе работы с угольным электродом:
- правый, он подразумевает собой перемещение электрода справа налево, а присадка идет сразу за ним$
- левый, в такой ситуации стержень движется слева направо, а присадка – перед ним.
Правая сварка считается более действенной, в плане применения тепловой энергии в участке сварки. Таким способом удобнее производить сварку деталей большой толщины. Да и скорость самого процесса выше примерно на 20-30%. Однако на практике сварщики отдают большее предпочтение левой технологии.
Подводя итог следует сказать, что чаще всего угольные электроды применяются для сварки медных проводов, в домашних условиях они нашли свое применение в резке металлов.
[Всего голосов: 0 Средний: 0/5]
svarkaed.ru
Угольный электрод для сварки медных проводов
Июнь 8, 2017
Не следует путать расходные материалы для сварки угольного и графитового типа, так как они серьезно отличаются друг от друга по составу обмазки, сфере применения. Сварку угольной продукцией используют не только для соединения различных элементов, выполненных из меди, но и для подготовки отверстий, наплавки металла и ряда других технологических процессов. Эти расходные материалы отличаются универсальностью использования.
С какими металлами используются электроды угольного типа?
Профессиональные сварщики говорят, что угольные расходники разрешается использовать не только с медью, но и с рядом других изделий.
- Сталь различных сортов, в том числе нержавеющая, низколегированная, с незначительным содержанием углерода и так далее.
- Сплавы тяжелого и легкого типа, например бронза, чугун и некоторые другие, однако в этом случае кончик электрода нужно будет заточить под углом 65 градусов.
- Различные цветные металлы, причем в этом случае получается довольно прочное соединение, гораздо лучше по сравнению с обыкновенной пайкой, к тому же сварочные работы занимают значительно меньше времени.
Сварка угольным электродом подразумевает использование переменного тока в наиболее редких случаях, в основном в промышленных условиях. Это связано с тем, что при такой подаче электричества дуга получается крайне нестабильной, соответственно, данный момент будет сильно сказываться на качестве сварных соединений. Избавиться от такого недостатка не представляется возможным — только в промышленных условиях, там применяют специальные соленоиды повышенной мощности, которые будут формировать сильное магнитное поле.Когда производится ручная сварка за счет данных расходников, иногда можно добиться стабильности дуги за счет нанесения вдоль линии формируемого сварного соединения флюса или паст.
При работе с угольными электродами нужно пользоваться устройствами постоянного тока, подключенными по прямой полярности, причем не придется использовать чересчур большую силу тока — достаточно всего лишь порядка 5 А, чтобы длина дуги составляла около 5 см.
Обратную полярность применять не рекомендуется, так как это вызывает перегрев расходного материала, который станет сильно выгорать, из-за чего качество работы будет значительно ниже, так как острый кончик стержня начнет затупляться, длина дуги получится не слишком большой — порядка 1.5 см, в металл будет попадать чрезмерное количество углерода.
Особенности проведения сварных работ
Угольные расходники для сварки медных проводов можно вести по одному из двух ключевых методов:
- правый, когда электрод начинают проводить слева направо, а присадочный материал перемещается сразу же за ним;
- левый — в этом случае электрод движется в обратном направлении, причем присадка перемещается перед ним.
Стоит отметить, что правый метод соединения медных проводов при помощи угольного электрода является наиболее эффективным в области применения тепловой энергии, которая будет подаваться в район сварки. Этой технологией удобно пользоваться, если требуется соединить между собой провода с крупным сечением, к тому же скорость выполнения работ будет значительно выше — примерно на 25 %. Однако на практике чаще всего используют вторую технологию, так как она позволяет получить более качественный шов.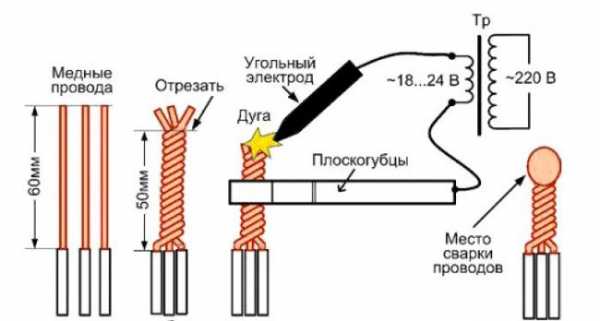 Есть еще ряд немаловажных особенностей, связанных с применением угольных расходных материалов для сварки.
Есть еще ряд немаловажных особенностей, связанных с применением угольных расходных материалов для сварки.
- Дуга весьма чувствительна по отношению к воздействиям разного рода: к ветру, газам разной природы, магнитному полю и так далее. В связи с этим опытные сварщики рекомендуют пользоваться данными материалами исключительно в закрытых помещениях, где воздействие внешних факторов сведено к минимуму.
- Коэффициент полезного действия в этом случае значительно ниже по сравнению с электродами, сделанными из обыкновенного металла с нанесенной обмазкой.
- Плавку при помощи угольных расходников осуществить не удастся. Это связано с тем, что температуры плавления и кипения угольного электрода находятся примерно на одинаковом уровне — 3 800 и 4 200 градусов соответственно.
Угольными расходниками зачастую сваривают шины из медных проводов, расположенные в трансформаторных будках. При этом, как выясняется на практике, использование других технологий не слишком эффективно. В домашних условиях данными электродами пользуются для того, чтобы качественно и точно разрезать металл.
Обычно материал самого электрода тратится на испарение, которое происходит при соединении с кислородом воздуха. Среднее напряжение, подающееся на электрическую дугу, составляет не больше 35 В. В связи с тем, что максимальная величина дуги составляет 5 см, ее незначительные изменения в плане длины не будут оказывать существенного влияния на качество формируемого соединения.Электрический ток подается на электрод при помощи так называемого скользящего контакта, то есть сам электрод идет по оси соленоида, который формирует магнитное поле, находящееся в параллельной плоскости к оси электрода. Это поле снижает диаметр дуги и увеличивает ее температуру, не допускает отклонений.
Чтобы защитить расплавленные элементы проводов от непосредственного контакта с кислородом воздуха и образования оксида меди (он не позволяет сформировать качественное соединение), берут различные флюсы, выполняемые в форме бумажного шнура, который пропитывается солевыми растворами различных типов.
Может использоваться и автоматическая технология, когда флюс постоянно подается в зону сварки. Не слишком давно была разработана технология сварки угольным электродом, когда сварная ванна помещается в среду из углекислого газа. Так соединение получается более качественным и надежным, к тому же в процессе применения такого метода не возникает большого количества отходов.
electrod.biz
• Сварка угольным электродом - что это и зачем | ImhoDom.Ru

В настоящее время сварка угольной дугой имеет второстепенное значение по сравнению со сваркой плавящимся металлическим электродом. Однако сварка угольной дугой все же имеет свое применение.
Использование угольного электрода имеет множество преимуществ над общепринятыми способами резки типа кислородной или пильным полотном. В этом простом и комфортном методе используются углерод, сжатый воздух и электрический ток, что позволяет осуществить поверхностную резку и удаление металла. Электрод позволяет работать с широким диапазоном материалов: от малоуглеродистых сталей до нержавеющей стали, чугуна, меди и легких сплавов. Способ резки угольным электродом основывается на взаимодействии электрической дуги и сжатого воздуха. Металл, расплавленный электрической дугой, удаляется при помощи воздушной струи.
Обычно применяются постоянный ток и прямая полярность (минус на угольном электроде). Угольный электрод не плавится в дуге, его конец разогревается до очень высокой температуры, создающей мощную термоэлектронную эмиссию. Теплопроводность материала угольных электродов мала, потому возможно поддерживать высокую температуру катода и получать вполне устойчивую дугу уже при токах 3—5 а. Угольная дуга горит очень устойчиво и может вытягиваться до значительной длины (30—50 мм). Электрод сгорает медленно и не прилипает к основному металлу, поэтому работать угольной дугой сравнительно легко и необходимые навыки для выполнения простейших работ приобретаются быстро.
Вид угольной дуги и ее свойства резко изменяются при обратной полярности, когда угольный стержень становится анодом, а основной металл — катодом. Электрод на большом протяжении разогревается до очень высокой температуры; наблюдается усиленное испарение его материала; заостренный конец электрода притупляется и становится плоским. Дуга обратной полярности имеет повышенное напряжение, малоустойчива и не может быть растянута более чем на 10—12 мм при питании от нормальных сварочных генераторов. Дуга прямой полярности практически не науглероживает основной металл, содержание углерода в наплавленном металле даже уменьшается, т. е. происходит выгорание углерода.
Угольная дуга переменного тока, питающаяся от нормальных сварочных трансформаторов, недостаточно устойчива и на практике редко применяется. Угольная дуга легко отклоняется от нормального положения магнитными полями, потоками воздуха, вследствие неоднородности поверхности металла. Для стабилизации положения дуги иногда применяют вспомогательное продольное магнитное поле, создаваемое соленоидом, ось которого совпадает с осью электрода. Этот прием используется главным образом в автоматах.
Для стабилизации положения дуги иногда по линии сварки наносят пасту или порошкообразный флюс, содержащие хорошие ионизаторы дугового разряда; этот способ успешно применяется как при автоматической, так и при ручной сварке. Угольная дуга обладает меньшим тепловым к. п. д., чем дуга металлическая с плавящимся электродом.
Химический состав, структура и механические свойства металла, наплавленного угольной дугой при сварке низкоуглеродистой стали, существенно не отличаются от металла, наплавленного металлическим электродом с тонкой ионизирующей обмазкой. Качество наплавленного металла сможет быть улучшено применением специальных флюсов, наносимых на основной или присадочный металл, но этот метод еще мало разработан. Сварка уголь-ной дугой может быть выполнена с подачей присадочного металла в Дугу (в этом случае у сварщика заняты обе руки) или же без подачи присадочного металла в дугу (у сварщика занята только одна рука). В обоих случаях сварщик работает в шлеме-маске.
Занятость обеих рук в процессе сварки создает неудобства Для сварщика и снижает производительность труда. Поэтому угольная дуга применяется почти исключительно в тех случаях, когда можно обойтись без подачи присадочного металла в дугу. Это возможно при образовании шва за счет расплавления кромок основного металла или же при помещении присадочного металла на кромки шва до сварки. В этом случае при сварке стали малых толщин (1—3 мм) сварщики достигают рекордной для ручной сварки производительности труда — до 50—70 м/ч сварного шва (рис. 1).
Для сварки угольной дугой применяются электроды из электротехнического угля и из синтетического графита. Нормальные электроды имеют форму стержней круглого сечения диаметром 6—25 мм и длиной 200—300 мм с концом, заточенным на конус. Графитные электроды во всех отношениях лучше угольных, и их следует предпочитать. Для угольных или графитных электродов требуются специальные держатели.
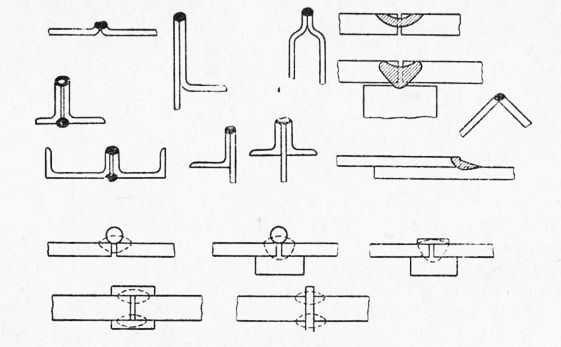
Рис. 1. Формы соединений для сварки угольной дугой
Материал электрода расходуется на испарение и сгорает под действием кислорода воздуха; сгорание идет на довольно значительной длине разогретого электрода. Примерные максимально допустимые токи для графитных электродов хорошего качества даны ниже.
Напряжение дуги 25—35 в. Небольшие изменения длины дуги не оказывают заметного влияния на качество сварки. Угольный электрод сгорает довольно медленно, не более 5 мм1мин\ дуга весьма устойчива, поэтому сварка угольным электродом очень удобна для механизации процесса. Ток к электроду подводится скользящим контактом; электрод проходит по оси соленоида, создающего магнитное поле, параллельное оси электрода. Магнитное поле обжимает дугу, уменьшает диаметр столба дуги, делает ее более жесткой и устраняет ее отклонения. Для защиты наплавленного металла применяются защитные флюсы в форме шнура, скрученного из бумаги и пропитанного растворами различных солей, или в форме пасты, в форме порошка, наносимых на металл до сварки. Шнур непрерывно подается в дугу. В автоматах часто применяется непрерывная подача присадочной проволоки в дугу. В полуавтоматах подача электрода чаще производится периодически вручную, механизируется же перемещение дуги по линии сварки.
Институт электросварки им. Е. О. Патона успешно применил углекислый газ С02 для защиты угольной дуги. Полученные удовлетворительные результаты могут быть объяснены образованием окиси углерода СО при взаимодействии углекислого газа с твердым углеродом. Окись углерода является весьма эффективным защитным газом, — она не растворима в металле, восстанавливает окислы и не влияет на углерод,‘содержащийся в металле. Достаточно небольшого содержания СО в газовой смеси, чтобы заметно улучшить качество наплавленного металла. Угольный электрод можно применять для сварки стали, чугуна, алюминия, меди, бронзы и других металлов.
Угольный электрод успешно используется для наплавки порошкообразных твердых сплавов. Он может найти применение для некоторых случаев пайки, резки, термообработки металлов.
http://pereosnastka.ru
www.imhodom.ru
130 лет в сварке: угольный электрод
Угольный электрод – вещь сугубо специализированная. Он не может похвастаться повсеместной популярностью и востребованностью среди мастеров сварочного дела, как, например, электроды с металлическими стержнями.
Но в некоторых случаях без угольного расходника не обойтись. Давайте разбираться, в чем его фишки, как он устроен, и для чего применяется угольный электрод.
Внутреннее устройство угольного электрода
Это расходники чаще с круглым сечением, диаметр которого может быть самым разным – от 5-ти до 25 мм. Длина угольников также разнообразна: от 25-ти до 300 мм. Виды с самой большой длиной используются для сварки в труднодоступных местах.
По форме они выпускаются в нескольких вариантах: с круглым, полукруглым, прямоугольной и полой формой сечения. Чаще применяются круглые и полукруглые расходники – с ними сварочный шов отвечает всем требованиям технических стандартов.
У прямоугольных стержней свои задачи: они отлично справляются с ремонтом самого разного рода дефектов стальных поверхностей. Что касается полых расходников, то их фишка – способность формировать в месте сварочного шва канавку в виде буквы U.
Выполнены эти электроды из довольно сложной смеси кокса и угля с различными добавками вяжущего характера типа смолы и специальных элементов типа металлического порошка или стружки для усиления состава.
Технология производства включает в себя отдельные этапы. Сначала формируется смесь, затем из нее формируются стержни. Третьим самым важным технологическим этапом является специальная термическая обработка вновь сформированных стержней. Именно от термического этапа производства зависит качество расходников.
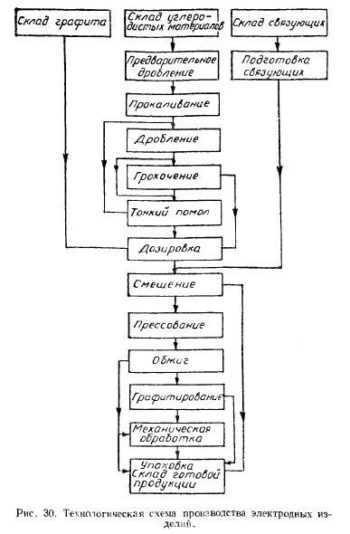
Технологическая схема производства угольных электродов.
Иногда путают две разновидности специализированных стержней: угольные и графитовые электроды. Путать их не нужно, это разные расходники как по своему составу, так и по сфере применения.
Есть еще один вид угольных электродов – так называемые омедненные. Это стержни, покрытые медным напылением. Это делает их более прочными при сохранении всех остальных характеристик в том же виде.
Где применяются?
Главная отличительная особенность угольных расходников – их универсальность. Область применения – разнообразнейшая: от резки металлов до наплавки и сварки. Заготовки могут быть какой угодно формы, сортамент соединяемых деталей намного шире, чем у электродов с металлическими стержнями.
Природа металлов также допускается практически любая:
Сталь
Могут быть сплавы любого направления: нержавеющая сталь, сплавы с низким содержанием углерода, низколегированные или высоколегированнее марки и т.д.
Чугун и бронза
Вполне по силам угольному электроду. Здесь есть технический нюанс: его конец нужно заточить под углом 65°.
Цветные металлы
Здесь тоже нужна заточка кончика расходника, угол в данном случае 30°. Понимающие и опытные сварщики предпочитают для сварки капризных цветных металлов угольные модели, а не традиционную пайку. Делается это из-за более высокого качества соединения – его прочности прежде всего.
Дополнительным преимуществом является экономия времени: сварка угольным электродом требует намного меньше, чем на манипуляции паяльником и припоем с кислотой.
Угольный электрод чаще применятся в промышленных сварочных работах на автоматическом оборудовании. Особенность – редкое подключение переменного тока. Дело в том, что дуга в данном случае весьма неустойчива, причем ее трудно нивелировать.
Если процесс идет на промышленном производстве, там применяются специальные соленоиды мощного калибра для формирования магнитного поля для компенсации. Если же сварка ручная, соленоиды применить невозможно.
Частичная стабилизация дуги может быть достигнута разве что флюсовыми пастами, нанесёнными вдоль линии шва или реза.
Главный источник питания – постоянный ток с подключением прямой полярности, когда плюсовой полюс приходится на заготовке, а минусовой – на угольном стержне. Сила тока нужна не бог весть какая, чтобы сформировать дугу длиной, к примеру, в пять сантиметров, вполне хватит 5 А.
Сварка с помощью угольного электрода.
Если же полярность подключена неправильно – по обратному типу, электрод сразу же целиком перегреется – по всей длине, в результате чего угольная масса выгорает и снижается качество сварочного процесса.
Значительным преимуществом угольных расходников – отсутствие весьма неприятного явления в сварке – прилипания стержня к свариваемой поверхности заготовки. Это происходит благодаря низкой скорости выгорания массы расходника.
Прилипание не происходит даже при нарушениях технологии сварки, что при других методах мгновенно приводит к этой беде. Поэтому угольные электроды являются любимым методом в начальных стадиях обучения сварочному делу.
Научившись работе с данными электродами, можно приступить к методам сварки посложнее, чтобы освоить навыки избегания прилипания электродов.
Как варить угольными электродами: особенности
Прежде всего нужно знать и помнить, что они относятся к неплавким расходникам. Это означает, что по ходу процесса они выполняют роль лишь электрического проводника, но не принимают участия в формировании сварочной ванны в отличие от своих металлических собратьев.
В это трудно поверить, но даже уголь может кипеть. Делает он это при температуре 4200°С, но перед кипением он плавится — также при заоблачных температурах. По ходу сварочных работ угольные стержни разогреваются, но не плавятся и, теме более, не кипят: температура обычной сварки для просто детская.
Здесь уже упоминалось, что при данном способе можно использовать лишь постоянный ток прямой полярности без каких-либо вариантов.
Варка проходит с помощью присадочных материалов двумя способами:
- справа налево, где в общем расположении деталей впереди всегда находится присадка;
- слева направо с присадкой, которая идет по след электрода.
Способ «слева-направо» считается более подвинутым, так как при нем возможна более высокая скорость сварки, благодаря эффективному использованию тепловой энергии. Тем не менее, способ «справа-налево» применяется чаще – он более традиционный, его знают лучше.
Если вид работы специальный и, к примеру, заключается в отбортовке металлических заготовок с тонкими краями, угольники можно использовать без присадки. В таком случае производительность сварки станет значительно выше. При одном, правда, условии: толщина соединяемых листов не должны превышать 3-х мм.
Угольные электроды в домашних мастерских
Схема сварки медной проволоки.
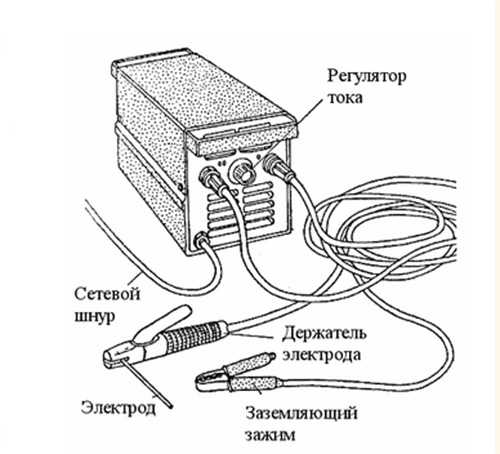
Для работы с ними кустарным образом вполне подойдет традиционный электродуговой сварочный аппарат. Одна из преимущественных сторон – очень скромная сила тока для создания электрической дуги благодаря низкой теплопроводности: вполне хватает 3 – 5 А.
Электрическая угольная дуга может быть протянута на длину до 50-ти мм, ее очень легко и комфортно вести вдоль будущего шва из-за медленного испарения электрода во время сварки и отсутствия эффекта прилипания.
Учиться сварке с угольными электродами на примерах соединения проводов, металлических заготовок с тонкими краями и т.д. – чудесная возможность освоить все навыки быстро и эффективно.
Важный совет: заниматься этим видом сварки нужно только в закрытых помещениях. Дело в том, что дуга в таких технологиях может потухнуть при малейшем дуновении ветра, не говоря уж о газовых потоках, магнитных полях и других факторах внешней среды.
Лучше всего заточить электрод с обоих концов: в этом случае не нужно будет тратить лишнего времени не перестановку расходника в держателе. Кроме того, снизится риск перегрева расходника при сварке.
А с заточенными концами держатель может разворачиваться на 180° при перегреве одного конца, чтобы продолжать работу другим концом. Это позволит в том числе сэкономить на расходных материалах.
Иногда применяют неплавящиеся угольные электроды для сварки шин из меди в трансформаторах на подстанциях. Варят и медные провода, но это главным образом в мелких мастерских кустарного характера.
В качестве присадочных материалов самым лучшим вариантом являются прутки из бронзового сплава. Они бывают с разными диаметрами, которые нужно подбирать, исходя из толщины соединяемых металлических заготовок, которая используется в расчетах по специальной формуле.
Еще одним видом работ, в которых используются угольники, является резка металлов.
Сварка угольными электродами алюминия
Алюминий и его сплавы – одни из самых сложных и капризных металлов для сварочных работ. Угольникам алюминий по силам.
У данного металла низкая плотность в сочетании с высокой теплопроводностью и стойкостью к коррозийным явлениям. Плавится алюминий при низкий температурах – всего 660°С. Трудностью является его интенсивное взаимодействие с кислородом, в результате чего заготовки покрываются оксидной пленкой в виде окиси алюминия.
Если к «оксидной» проблеме добавить высокий риск образования пор и трещин в сварочном шве, то сложится полный комплект «алюминиевых» сварочных проблем. Угольные расходники могут справиться с этим комплектом неприятностей. 
Именно поэтому данные электроды имеют широкое применение в специализированных цехах электролиза для сварки алюминиевых шин. Чаще применяют швы встык на подкладке из графита.
Если соединяются две алюминиевые поверхности, лучше использовать угольную электродуговую сварку с использованием присадочной проволоки или прутка тоже из алюминия.
Что же касается неприятности в виде оксидной пленки, то с ней без проблем справляются флюсовые смеси, которые добавляются прямо на кромки сварочного шва. Флюс в данном случае – однородная мелкодисперсная смесь.
tutsvarka.ru
Угольные электроды для сварки – характеристики и применение
Электроды этой группы используется реже, чем аналоги на основе металлических стержней. И все- таки в ряде случаев угольные электроды просто незаменимы. Когда ими лучше вести сварку, в чем специфика их применения – статья поможет детально разобраться со всеми особенности продукции.
Что представляет собой угольный электрод?
Это стержни круглого профиля, сечение которых варьируется в диапазоне (мм) 6 – 25, а длина – от 25 до 300. Исходным сырьем в производстве служат кокс, уголь, а также различные добавки в виде вяжущих (смолы, иногда деготь) и усиливающих компонентов (металлические стружка или порошок). Технология изготовления включает этапы подготовки исходной смеси, формовки стержней и последующей термической обработки заготовок.
Не стоит путать электроды угольные и графитовые. Разница между ними и по составу, и по стоимости, и по специфике использования.

Сфера применения угольных электродов отличается многообразием и операций, которые можно выполнять, и обрабатываемых материалов. С их помощью производится резка, подготовка отверстий, напайка (наплавка), а также сварка. Причем сортамент скрепляемых (раскраиваемых) образцов значительно больше, чем при использовании металлических аналогов одного типа. С этой точки зрения угольные электроды, безусловно, отличаются универсальностью применения.
С чем можно работать?
- Сталь. Причем самая разная – нержавейка, низколегированные сорта, малоуглеродистые и так далее.
- Тяжелые и легкие сплавы (к примеру, чугун, бронза). Для такой работы конец электрода затачивается на 65º.
- Цветные металлы. Профессионалы при скреплении медных проводников сварку угольными электродами (с углом заточки 30º) предпочитают традиционной пайке. Такая технология однозначно позволяет добиться большей прочности соединения. А если учесть, что времени понадобится значительно меньше, чем при работе паяльником, припоем и кислотой, то преимущество налицо.
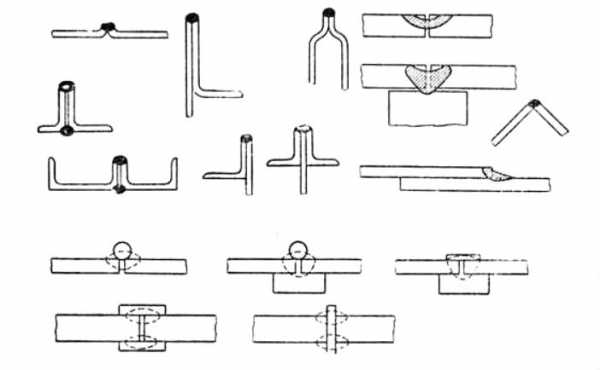
На рисунке показаны возможные типы соединений.
Особенность сварки угольными электродами состоит в том, что источник переменного тока подключается крайне редко. В основном, в промышленных сварочных установках-автоматах. Главная причина – неустойчивость дуги, которую нивелировать довольно сложно. На производстве для этого используются мощные соленоиды, создающие компенсирующее магнитное поле. При сварке ручной частично стабилизировать дугу можно нанесением вдоль линии реза специальных флюсов или паст.
При работе угольными электродами основным источником питания служит аппарат постоянного тока, причем способ подключения – прямая полярность («+» – на образце, «–» – на стержне). Достаточно 4±1 А, чтобы получить устойчивую электрическую дугу длиной до 5 см.
А вот полярность обратная (при неправильном подключении) приводит к тому, что температура электрода резко повышается, причем по всей его длине, происходит интенсивное выгорание угольной массы, снижается качество работы. Последнее объясняется тем, что изначально заточенный кончик стержня притупляется. Кроме того, длина дуги ограничена (не более 1,2 см), начинает «играть», а в металле образца повышается концентрация углерода.

Существенный плюс угольных электродов в том, что выгорание массы вещества (при прямом включении) происходит медленно, и стержень практически не прилипает к обрабатываемой поверхности даже при нарушении правил резки (сварки). Именно поэтому они рекомендуются к использованию как в процессе начального обучения, так и приобретения профессиональных навыков. Освоив все тонкости работы с ними, можно легко перейти на иные технологии.

Как правило, при возможности выбора методики сварка угольными стержнями ведется, если по местным условиям работать нужно лишь одной рукой, то есть без подачи в рабочую зону присадочной проволоки. Если производится сварка образцов толщиной не более 3 мм, то скорость работы резко повышается. Эта особенность технологии и учитывается при определении оптимального способа соединения заготовок в каждом конкретном случае.
ismith.ru