Большая Энциклопедия Нефти и Газа. Внутренняя резьба внешняя резьба
Внутренняя резьба - характеристики, обозначение на чертеже, нарезка
Самым распространенным способом разъемного соединения деталей можно смело считать резьбовое. В этом соединении, принимают участие детали на поверхность одной из них нанесена внешняя, в теле другой выполнена внутренняя резьба. Примеры такого типа соединений мы можем наблюдать ежедневно.

Геометрические параметры
Внутренняя резьба – это выполненная в форме винта определенной формы нарезка внутри отверстия. Форма определяет тип резьбы. В машиностроении применяют несколько типов. Чаще всего встречается метрическая. Кроме, нее применяют дюймовую, питчевую и другие виды. Перечисленные резьбы отличаются друг от друга профилем и применяемостью. Метрическая - имеет угол в плане 60 градусов, а дюймовая 50. Метрическая резьба применяется повсеместно, а дюймовую применяют для соединения трубопроводов и арматуры.
Номинальный размер внутренней резьбы обозначают буквой d. Для обозначения наружной - применяют букву D. Средний диаметр имеет обозначение d2, внутренний соответственно d1. Кстати, именно этот размер применяют для проведения расчетов силовых напряжений, которые создаются в детали.
Еще один параметр, характеризующий резьбу – шаг (P). Так, обозначают расстояние между впадинами соседних витков. В машиностроении применяют несколько типоразмеров шага. То есть, на детали с одним диаметром резьбы, может быть использовано несколько резьбовых шагов. То есть, отверстие с диаметром М12 может иметь шаг 1,25 мм или 1.
Диаметр, шаг определяет инженер – конструктор исходя из силовых параметров, воздействующих на резьбовое соединение.
Нормативная документация
ГОСТ 8724
В этом документе определены параметры шага и диаметра метрической резьбы. Его требования распространяются на изделия с диаметрами от 0,25 до 600 мм. На сегодня имеет силу ГОСТ 8724-2002. Проектировщики, занимающиеся подбором метрической резьбы для деталей и узлов в любой отрасти должны руководствоваться требованиями этого документа.
Кроме указанного нормативного документа, проектировщики и технологи должны знать и применять на практике следующие нормативные документы:
- ГОСТом 9150 2002 – определяет параметры профиля метрической резьбы и левой, и правой;
- ГОСТ 16093 – нормирует предельные размеры диаметров и шагов, устанавливает допуски на них действующие;
Надо понимать, что все применяемые резьбы стандартизированы. Кроме того, существуют резьбы, параметры, которых определены в заводских нормалях (стандартах предприятия). Такие нормали, применяют в автомобильной и авиационной отраслях промышленности.
Обозначение резьбы на чертежах рабочей документации
Внутренняя резьба обозначается в следующем порядке. Сплошной линией показывают внутренний диаметр, наружный показывают сплошной тонкой. На виде в плане, тонкую линию, обозначающую наружный диаметр показывают в виде дуги. Ее длина примерно равна ¾ от длины окружности. Саму резьбу на чертеже обозначают следующим образом – ØМ12х1,25 6H, где первый знак обозначает диаметр, буква и цифры показывают, что это метрическая резьба с номинальным диаметром 12 мм, последние обозначают допуск на изготовление нарезки.
При обозначении резьбы с нормальным шагом, размер последнего не указывают. Для обозначения многозаходной - обозначение будет записано следующим образом:
ØМ12х2(p1,25) 6H. Цифра перед скобками показывает количество заходов. Для указания левой резьбы в конце добавляют LH.
Отечественные стандарты определили и длину применяемой резьбы. Их всего три вида:
- длинная L;
- средняя N;
- короткая S.
Средняя, она же нормальная на чертежах и в рабочей документации не отображается. Индексы L и S проставляют за обозначением допуска и отделяют от него горизонтальной чертой.
Таблица значения диамеров метрической резьбы

Использование
Её нарезают в деталях, в которых будут останавливаться болты, шпильки и пр. Кроме этого, внутренняя - широко используется в сантехнике при прокладке трубопроводов подачи воды и тепла. Ее нарезают во внутренних полостях соединительных деталей типа муфта, тройник, крестовина. Для качества соединения резьбового соединения применяют вспомогательные материалы, например, фум-ленту.
Изготовление внутренней резьбы
Для производства внутренней нарезки - применяют инструмент (резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики), выпускаемый на серийных инструментальных заводах. Изготовление специального режущего инструмента осуществляют в инструментальных цехах крупных производственных объединений.
Самый распространенный способ это нарезание с помощью метчиков. Резьбу можно нарезать в ручную и на станках разного типа. В серийном производстве применяют автоматы для нарезания в гайках, примером такого оборудования может стать станок МН 63. Его применяют для нарезания резьбы от М12 до М20 с разными шагами. В качестве режущего инструмента применяют метчики с изогнутым хвостовиком. Мощность установленного двигателя позволяет обрабатывать и цветные металлы, и высоколегированные стали.
В условиях массового производства гаек применяют так называемые автоматы для накатки. Они сконструированы таким образом, что позволяют выполнять нарезку на гайках разного размера от М5 до М60 с разной производительностью, от нескольких до десятков штук в минуту, и назначения, например, предназначенных для фиксации анкеров.
Для нарезания в корпусных деталях применяют многошпиндельные агрегаты, позволяющие обрабатывать несколько отверстий сразу. Подобное оборудование применяют при обработке двигательных установок для автомобильной и тракторной техники.
Нарезание внутренней резьбы это довольно тяжелый процесс, во время которого и инструмент, заготовка испытывают серьезные нагрузки, приводящие к повышению температуры. Для этого применяют смазывающе – охлаждающие жидкости (СОЖ).
При ручном получении применяют, например, касторовое масло.
Особенности
Для производства стандартного крепежа применяют материалы общего назначения – стали типа Ст10, Ст35 и пр. Ответственные резьбовые соединения производят из легированных материалов типа 40Х, 30ХГСА и их аналогов. В зависимости от назначения, для защиты от коррозии, повышения износостойкости на резьбу может быть нанесено защитное покрытие, например, слой цинка, никеля и многие другие.
Между тем, во время эксплуатации резьбовое соединение может выйти из строя. Как правило, у происходит смятие профиля или ее срыв.
Причин тому может быть несколько:
- Использование в резьбовом соединении материалов, не предназначенных для передачи расчетных усилий.
- Несоблюдение технологического режима нарезания внутренней резьбы, в результате чего не происходит формирование полного профиля.
Во избежание подобных ошибок необходимо тщательно выполнять требуемые расчеты и при выборе размера использовать нормативы, регламентируемые в ГОСТ. При проведении работ по нарезанию необходимо строго соблюдать технологические нормативы.
Оцените статью:Рейтинг: 0/5 - 0 голосов
prompriem.ru
Как нарезать резьбу?
Технология нарезки резьбы зависит от того, какая резьба вам нужна — внутренняя или наружная. В статье мы приведем несколько способов, как нарезать резьбу в домашних условиях. Но сначала поговорим о различиях, ведь единого мирового стандарта резьбы до сих пор не существует. Также, чтобы правильно нарезать резьбу, нужно знать о таких характеристиках, как диаметр резьбы, ее шаг и, конечно же, тип резьбы.
Резьба метрическая и резьба дюймовая
Как вы уже, наверное, догадались из названия, существует два основных типа резьбы, которые применяются в разных странах. В англоязычных странах (Великобритания, США, Канада) действует дюймовая резьба, которая использовалась и в России до 1918 года. Метрическая резьба — наиболее прогрессивный тип резьбы — на данный момент действует более чем в 150 странах мира включая Россию.
Тем не менее, проблемы остаются. Так, например, вы можете купить вроде бы подходящий винт, но при этом, если вы не уверены, нужно обязательно уточнять, какого производства изделие. Если английского или канадского — лучше поискать другой подходящий по диаметру винт, так как на этом винте практически наверняка окажется дюймовая резьба. На таком винте будет не только некорректный диаметр и шаг резьбы, но и сам треугольный профиль резьбы выполнен под другим углом.
Внутренняя резьба и внешняя резьба
Различить резьбу внутреннюю и наружную очень просто. Наружная резьба нарезается на том изделии, которое надо ввинтить в отверстие — это может быть винт, шуруп, болт с резьбой или саморез. Внутренняя резьба — это, соответственно, резьба в отверстии, куда нужно закрутить винт или шуруп. Как правило, основным типом резьбы считается правая резьба, когда винт для того, чтобы завинтить, заворачивают в отверстие по часовой стрелке.
Однако бывают конструкции, где требуется применение и левой резьбы, при которой завинчивание происходит против часовой стрелки. Таким способ крепится, например, левая педаль велосипеда к оси вращения. Шаг и диаметр резьбы —
elhow.ru
Трубная коническая (NPT) резьба
Наиболее распространенным в США типом трубной резьбы является стандарт NPT, с которым можно столкнуться при покупке труб и сантехнической арматуры американского производства. Данный стандарт применяется в соединениях, от которых требуется повышенная герметичность при работе в условиях сильного давления циркулирующей по трубопроводу среды.
NPT резьба
В статье мы рассмотрим коническую NPT резьбу, изучим ее типоразмеры и параметры, а также подберем взаимозаменяемый отечественный стандарт.
Cодержание статьи
Общая информация, маркировка
Трубная коническая резьба класса NPT существует в двух конфигурациях — наружная и внутренняя. Штуцер трубы с такой резьбой имеет форму суженного конуса, за счет такой структуры обеспечивается повышенная прочность соединения двух элементов трубопровода между собой.
Конический стандарт практически не используется в системах водоснабжения, так как в данном случае его запас надежности является излишним. Основная сфера применения NPT — машиностроение, станкостроение, нефтяная и газовая промышленность, также такое соединение широко используется в гидравлических системах.
Для соединения двух труб коническая резьба формируется на штуцерах каждой из них, при этом на одной нарезается внутренний, а на другой — внешний конус. Угол наклона конуса унифицирован и составляет 3034’49», что равно конусности (С)1:16.
Существует два типа размерности конической резьбы — дюймовая и метрическая, в зависимости от которых отличается номенклатурное обозначение NPT соединения на схемах и чертежах. Если одна из сторон трубы либо фитинга, на которой нарезан конус, метрическая, используется аббревиатура NPT-E, если же обе стороны соединяемых конусов дюймовые дополнительная аббревиатура не используется и указывается просто NPT.
 Внешний вид конической NPT резьбы
Внешний вид конической NPT резьбы - ANSI/ASME B36.10M;
- BS 1600, 10255;
- DIN 2999.
Также существуют отечественные нормативные докумены на коническое соединение:
- ГОСТ №6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов»;
- ГОСТ №6211-81 «Основные нормы взаимозаменяемости — резьба трубная коническая».
На сегодняшний день в специализированных магазинах представлено широкое количество переходников и адаптеров, имеющих с одной стороны цилиндрическую, а с другой — коническую нарезку, что позволяет без проблем использовать трубы с штуцерами американского стандарта.
Трубная коническая NPT резьба (видео)
Схема и технические характеристики
Профиль конической резьбы представлен на нижеприведенной схеме, на которой обозначены:
- d (наружный тип резьбы), D (внутренний тип) — внешний диаметр;
- d1, D1 — внутренний диаметр;
- d2, D2 — средний (промежуточный) диаметр;
- p — шаг профиля;
- f — угол конуса;
- H- высота исходного треугольника;
- Н1 — рабочая высота профиля;
- R — радиус закругления впадины и вершины;
- C — срез впадины и вершины.
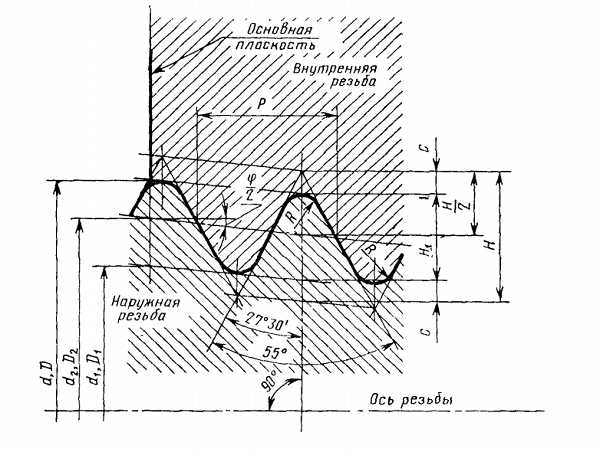
Схема NPT резьбы
Резьба NPT имеет стандартные размеры от 1/16 до 24″, при этом данное обозначение указывает не на внешний диаметр штуцера, а на пропускной диаметр трубы, на которой нарезается коническое соединение.
Рассмотрим основные параметры наиболее распространенных NPT соединений:
| Типоразмер («) | Количество витков профиля на дюйм (шт) | Длина (мм) | Диаметр (мм) | |||
| Рабочая | От торца до плоскости | D=d | D1=d1 | D2=d2 | ||
| 1/16 | 27 | 6.5 | 4.06 | 7.89 | 6.389 | 7.142 |
| 1/8 | 27 | 7 | 4.57 | 10.27 | 8.77 | 9.52 |
| 1/4 | 18 | 9.5 | 5.10 | 13.58 | 11.31 | 12.45 |
| 3/8 | 18 | 10.5 | 6.10 | 17.06 | 14.80 | 15.93 |
| 1/2 | 14 | 13.5 | 8.13 | 21.22 | 18.32 | 19.78 |
| 3/4 | 14 | 14.0 | 8.61 | 26.57 | 23.67 | 25.12 |
| 1 | 11.5 | 17.5 | 10.16 | 33.23 | 29.70 | 31.47 |
| 1 1/4 | 11.5 | 18 | 10.67 | 41.99 | 38.46 | 40.22 |
| 1 1/2 | 11.5 | 18.5 | 10.67 | 48.06 | 44.52 | 46.30 |
| 2 | 11.5 | 19 | 11.08 | 60.10 | 56.56 | 58.33 |
Независимо от типоразмера, угол вершины профиля всегда составляет 60 градусов, а его теоретическая высота — 0.86 мм.
Технология нарезки
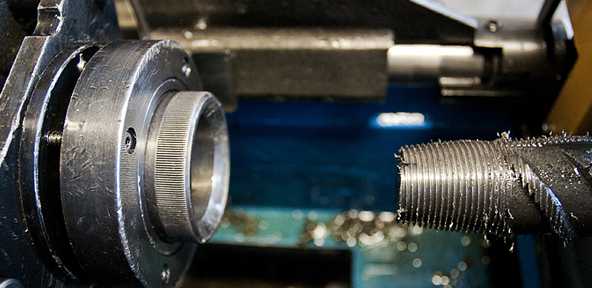
В промышленных условиях резьба NPT формируется на специальных резьборезных станках. Основным рабочим инструментом такого оборудования является метчик, который закреплен на вращающемся шпинделе, при этом обрабатываемая труба неподвижно фиксируется на столе станка.
Нарезка конической резьбы
Процесс нарезки состоит из следующих этапов:
- Устанавливается требуемое направление и скорость вращения шпинделя, в посадочном гнезде закрепляется заготовка.
- На шпиндель монтируется метчик требуемого типоразмера, его головка фиксируется поддерживающим зажимом.
- Включается электропривод станка.
- Посредством управляющего рычага резьбонарезная головка перемещается к обрабатываемой трубе.
- Автоматический ролик фиксирует и сопоставляет инструмент и заготовку, происходит автоматическая нарезка резьбы заданной конфигурации.
- По завершению хода метчика суппорт поднимается вверх, электропривод отключается и заготовка демонтируется со станка.
Далее выполняется проверка сформированной резьбы на предмет геометрической точности и при необходимости производится ее коррекция.
Другие похожие статьи по теме:
trubypro.ru
Внутренняя резьба - Большая Энциклопедия Нефти и Газа, статья, страница 1
Внутренняя резьба
Cтраница 1
Внутренняя резьба - образована на внутренней цилиндрической или конической поверхности. [1]
Внутренняя резьба служит для перемещения шпинделя, а наружная - для закрепления гайки в обойме. Гайки с внутренней трапецеидальной и наружной метрической резьбой применяются также в бугелях вентилей. [2]
Внутренние резьбы нарезают метчиками в просверленном отверстии. Иногда при изготовлении резьб большого диаметра отверстие дополнительно растачивают. Он должен быть несколько больше внутреннего диаметра резьбы. [4]
Внутренние резьбы нарезают метчиками в просверленном отверстии. [6]
Внутренние резьбы контролируют резьбовыми калибрами-пробками, причем в процессе их изготовления - рабочими калибрами, а готовые резьбы - приемными калибрами. [7]
Внутренние резьбы нарезаются метчиками и раздвижными головками. [8]
Внутренние резьбы обычно нарезают метчиками. Метчик представляет собой винт с продольными стружечными канавками. Канавки могут быть прямыми и винтовыми. Эти канавки образуют режущие кромки. [10]
Внутренние резьбы в изделиях из пластмасс нарезают специальными метчиками и резцами. Резь-бонарезание метчиками связано с определенными трудностями, обусловленными свойствами обрабатываемого материала: 1) наличием упругих деформаций, вызывающих защемление метчиков при свертывании; 2) высокими абразивными свойствами, способствующими интенсивному износу задних граней метчика; 3) неоднородностью и слоистостью структуры, не обеспечивающей высокого качества обработки резьбовых поверхностей; 4) недостатками смазочно-охлаждающих сред. [11]
Внутренние резьбы выполняются резцами и большей частью ( для малых диаметров) метчиками. [12]
Внутренняя резьба выполняется резцами типа, схематически изображенного на фиг. Тело резца или оправки должно быть настолько коротким и прочным, чтобы упругие деформации были в 5 - 10 раз меньше допусков, которые отвечают по ГОСТу заданной резьбе. [13]
Внутренние резьбы нарезают метчиками, наружные резьбы - самооткрывающимися головками с продольных суппортов. [14]
Внутренняя резьба в пластмассовых деталях нарезается стандартными метчиками из быстрорежущей стали с отрицательным передним углом у - ( 5 - 10), что уменьшает заедание при вывертывании метчика. Скорость резания при этом составляет 12 - 20 м / мин. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Внутренняя наружная резьба - Большая Энциклопедия Нефти и Газа, статья, страница 1
Внутренняя наружная резьба
Cтраница 1
Внутренние и наружные резьбы в пластмассовых деталях формуются со ответственно резьбовыми стержнями и резьбовыми кольцами. [1]
Внутренняя и наружная резьба целесообразна с крупным шагом без острых углов. Если применяются металлические винты, резьбу нарезают метчиками больших размеров для обеспечения зазора, необходимого из-за различных коэфициентов расширения полистирола и металла. [2]
Внутренние и наружные резьбы пластмассовых деталях формуются ответственно резьбовыми стержнями резьбовыми кольцами. [3]
Большие внутренние и наружные резьбы рекомендуется нарезать резцами на токарно-винторезных станках, при этом глубина резания за один проход не должна превышать 0 2 мм во избежание выкрашивания и появления трещин на деталях малой толщины. Для реактопластов, как правило, применяют резцы из твердых сплавов БК и алмазные резцы. В деталях из термопластов резьбу обычно нарезают быстрорежущими резцами со скоростью резания 10 - 20 м / мин. [4]
Большие внутренние и наружные резьбы рекомендуется нарезать резцами на токарно-винторезных станках при режимах, аналогичных режимам для цветных металлов, с глубиной резания не более 0 1 - 0 2 мм. При большей глубине резания возможно выкрашивание и появление трещин на деталях малой толщины. [5]
Внутренние и наружные резьбы общего назначения, а также большинство специальных резьб соединяются по боковым сторонам прафидя. [6]
Внутренние и наружные резьбы общего назначения, а также большинство специальных резьб контактируют по боковым сторонам профиля. [8]
Внутренние и наружные резьбы общего назначения, а также большинство специальных резьб - контактируют по боковым сторонам профиля. [10]
Внутренняя и наружная резьба больших диаметров выполняется обычно на токарно-винторезных станках с применением охлаждающих жидкостей, например смеси 60 % парафинового масла и 40 % керосина, а для водостойких термопластов - воды или водных эмульсий. [11]
Внутренняя и наружная резьба больших диаметров выполняется на токарно-винто-резных станках. [12]
Внутреннюю и наружную резьбу нарезают как в пластмассовых заготовках ( листовых, стержневых, блочных), так и в готовых деталях, изготовленных литьем или прессованием, после суточной выдержки их при комнатной температуре. Наружную резьбу нарезают плашками, фрезами, резцами; внутренние резьбы - азотированными или хромированными метчиками. В отверстиях под резьбу делается фаска шириной 1 5 мм. При нарезании резьбы метчиками или плашками рекомендуется их вывинчивать периодически и очищать от стружки. Следует применять комплект из двух или трех метчиков, а также метчики, нарезанные через шаг. Для получения чистой и гладкой резьбы необходимо резьбовой инструмент смазывать маслом. [13]
Внутреннюю и наружную резьбу нарезают как в пластмассовых заготовках ( листовых, стержневых, блочных), так и в готовых деталях, изготовленных литьем или прессованием, после суточной выдержки их при комнатной температуре. Наружную резьбу нарезают плашками, фрезами, резцами; внутренние резьбы - азотированными или хромированными метчиками. В отверстиях под резьбу делается фаска шириной 1 5 мм. При нарезании резьбы метчиками или плашками рекомендуется их вывинчивать периодически и очищать от стружки. Следует применять комплект из двух или трех метчиков а также метчики, напе. Для получения чистой и гладкой резьбы необходимо резьбовой инструмент смазывать маслом. [14]
Страницы: 1 2 3 4
www.ngpedia.ru
Резьба Википедия
Резьба в технике — чередующиеся выступы и впадины на поверхности тел вращения, расположенные по винтовой линии. Является основным элементом резьбового соединения, винтовой передачи[1], а также червячного зацепления зубчато-винтовой передачи.
Классификация и основные признаки резьб[ | код]
- Единица измерения диаметра (метрическая, дюймовая, модульная, питчевая резьба)
- Расположение на поверхности (наружная и внутренняя резьбы)
- Направление движения винтовой поверхности (правая, левая)
- Число заходов (одно- и многозаходная), например, двузаходная, трёхзаходная и т. д.
- Профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.)
- Образующая поверхность, на которой расположена резьба (цилиндрическая резьба и коническая резьба)
- Назначение (крепёжная, крепёжно-уплотнительная, ходовая и др.)
Основные параметры резьбы и единицы измерения[ | код]
Единицы измерения диаметра Схема цилиндрической резьбы. Схема конической резьбы.- Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
- Дюймовая резьба — все параметры резьбы выражены в дюймах (″), шаг резьбы в долях дюйма. Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр на самом деле существенно больше. Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
- Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах, достаточно модуль умножить на число пи (π{\displaystyle \pi }
ru-wiki.ru










