Содержание
Способ вязки арматурных сеток и каркасов и устройство для вязки арматурных сеток и каркасов
Продольные и поперечные арматурные стержни сеток и каркасов для железобетонных изделий раскладывают в проектное положение и затем вяжут вручную вязальной проволокой, предварительно намотанной на устройство для вязки арматурных сеток, выполненное в виде катушки с открытым кольцевым каналом, образованным по периметру. Устройство располагают между большим и указательным пальцами руки, вязальную проволоку укладывают вдоль продольного стержня, затем в месте пересечения с поперечным стержнем огибают оба стержня вязальной проволокой, накатывая ее на стержни, после чего укладывают вязальную проволоку вдоль продольного стержня к следующему пересечению стержней. В результате использования изобретения достигается технический результат, заключающийся в повышении скорости вязки арматурной сетки и снижении расхода вязальной проволоки. 2 с. и 4 з. п. ф-лы, 11 ил.
Изобретение относится к области строительства и может быть применено при изготовлении арматурных сеток и каркасов в построечных и заводских условиях.
Известный фиксатор для соединения арматурных стержней в сетке выполнен из отрезка пружинной проволоки, концы которой изогнуты в форме крюков, а в средней ее части образован выгиб [1]. Недостатком такого крепления арматуры в сетках является необходимость использовать пружинную сталь для изготовления фиксаторов.
Известен также способ соединения стержней арматурной сетки при помощи пружинистой проволоки, имеющей форму змейки, средняя часть которой охватывает один из стержней, а концы заводят за расположенный перпендикулярно первому стержню второй стержень [2] . Для закрепления описанного фиксатора в проектном положении на пересекающихся сетках разработано специальное устройство [3] . Однако описанный в аналогах фиксатор и устройство не позволяют надежно без проскальзывания соединять стержни сетки друг с другом, а устройство, кроме того, может быть применено только в заводских условиях.
Описанный в аналоге [4] фиксатор для соединения пересекающихся арматурных стержней выполнен из упругого пластичного материала и содержит соединительные перемычки, параллельные ветки с захватными проемами и опорами с ребрами жесткости. Средняя часть проемов образована упругими дугами. Недостатком этого фиксатора является его высокая материалоемкость.
Средняя часть проемов образована упругими дугами. Недостатком этого фиксатора является его высокая материалоемкость.
Наиболее близким аналогом, принимаемым за прототип заявленного способа, является способ вязки арматурной сетки проволочными скрутками с помощью специальных арматурных крюков: сложенную вдвое отожженную арматурную проволоку пропускают под перекрытие арматурных стержней, концы и перегиб проволоки загибают вокруг перекрестия, а затем, а затем, захватив их крюком, сворачивают в жгут, одновременно оттягивая от перекрестия стержней [5]. Недостатком этого способа является относительно низкая скорость вязки каркаса и высокий расход вязальной проволоки.
За прототип устройства для вязки арматурных сеток и каркасов принимается устройство для соединения арматурных стержней, включающее гибочные фаски, соединенные с зубчатыми рейками, которые через зубчатые колеса связаны с гибочными дисками, причем на дисках закреплены дополнительные гибочные элементы для окончательного закрепления концов проволоки [6].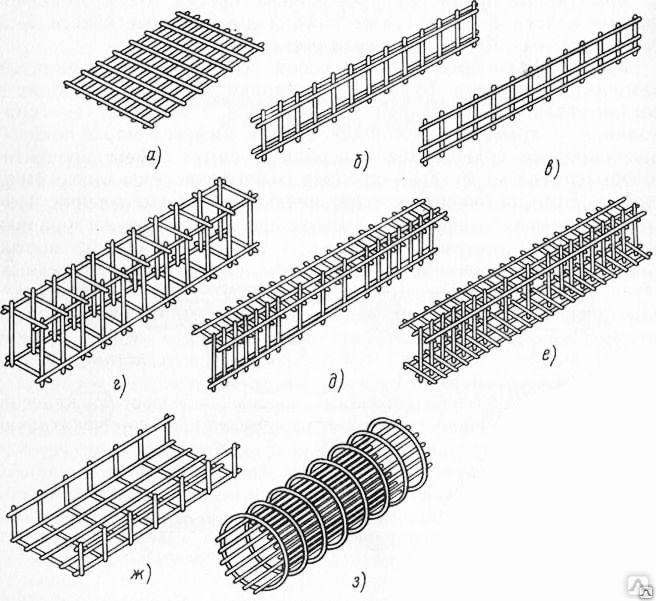 Этот аналог характеризуется сложностью его устройства и невозможностью применять его в построечных условиях.
Этот аналог характеризуется сложностью его устройства и невозможностью применять его в построечных условиях.
Задачей предлагаемого изобретения является повышение скорости вязки арматурной сетки и снижение расхода вязальной проволоки.
Эта задача решается тем, что вначале раскладывают продольные и поперечные арматурные стержни в проектное положение, а затем пропускают вязальную проволоку вдоль одного из продольных арматурных стержней и в месте пересечения с поперечным стержнем огибают ею оба стержня, накатывая проволоку на стержни, после чего укладывают вязальную проволоку вдоль того же продольного стрежня к следующему пересечению стержней. Вязальную проволоку могут пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею продольный стержень, располагая вдоль поперечного стержня, и охватывать опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o. Вязальную проволоку могут пропускать также с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею перекрестие продольного и поперечного стержней, снова охватывать поперечный стержень с внешней стороны и направлять вдоль продольного стержня к следующему пересечению стержней. Кроме того, вязальную проволоку могут пропускать с внутренней относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивать ею на 360o этот стержень, огибать продольный стержень, пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибать продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направлять ею вдоль продольного стержня к следующему пересечению стержней. Соединение арматурных стержней в местах их пересечения арматурной проволокой могут располагаться через одно пересечение в шахматном порядке.
Вязальную проволоку могут пропускать также с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею перекрестие продольного и поперечного стержней, снова охватывать поперечный стержень с внешней стороны и направлять вдоль продольного стержня к следующему пересечению стержней. Кроме того, вязальную проволоку могут пропускать с внутренней относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивать ею на 360o этот стержень, огибать продольный стержень, пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибать продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направлять ею вдоль продольного стержня к следующему пересечению стержней. Соединение арматурных стержней в местах их пересечения арматурной проволокой могут располагаться через одно пересечение в шахматном порядке. Устройство для вязки арматурных сеток имеет гибочные диски тарелкообразной формы, жестко соединенные своими основаниям друг с другом, образуя по периметру открытый кольцевой канал.
Устройство для вязки арматурных сеток имеет гибочные диски тарелкообразной формы, жестко соединенные своими основаниям друг с другом, образуя по периметру открытый кольцевой канал.
Сопоставительный анализ заявленных способа и устройства с прототипами показывает, что они имеют следующие отличия: при осуществлении способа вязальная проволока укладывается вдоль одного из продольных арматурных стержней, затем в месте пересечения продольного и поперечного арматурных стержней оба стержня огибаются проволокой, при этом проволока накатывается из стержня, после чего снова укладывается вдоль продольного стержня к следующему пересечению стержней. Отличия содержатся также в вариантах исполнения способа вязки арматурных сеток; в первом случае вязальная проволока пропускается с внешней стороны поперечного стержня, затем ею огибают продольный стержень и опять охватывают по1перечный стержень, обворачивая вокруг него на 360o. Во втором случае проволока пропускается с внешней стороны поперечного стержня, затем огибает перекрестие стержней и направляется вдоль продольного стержня к следующему пересечению стержней. В третьем случае проволока пропускается с внутренней стороны поперечного стержня, затем обворачивает на 360o этот стержень, огибает продольный стержень, снова пропускается под поперечным стержнем, после чего снова огибает продольный стержень и перекрестие стержней и, обогнув поперечный стержень, направляется вдоль продольного стержня к следующему пересечению стержней. Соединение пересекающихся арматурных стержней описываемыми приемами может располагаться в шахматном порядке. Отличие устройство для вязки арматуры от прототипа заключается в исполнении гибочных дисков тарелкообразной формы, жестко соединенных друг с другом своими основаниями, образуя по периметру открытый кольцевой канал. Этот анализ позволяет сделать вывод о наличии новизны в заявляемых способе и устройстве.
В третьем случае проволока пропускается с внутренней стороны поперечного стержня, затем обворачивает на 360o этот стержень, огибает продольный стержень, снова пропускается под поперечным стержнем, после чего снова огибает продольный стержень и перекрестие стержней и, обогнув поперечный стержень, направляется вдоль продольного стержня к следующему пересечению стержней. Соединение пересекающихся арматурных стержней описываемыми приемами может располагаться в шахматном порядке. Отличие устройство для вязки арматуры от прототипа заключается в исполнении гибочных дисков тарелкообразной формы, жестко соединенных друг с другом своими основаниями, образуя по периметру открытый кольцевой канал. Этот анализ позволяет сделать вывод о наличии новизны в заявляемых способе и устройстве.
Сравнение заявленных изобретений с другими известными техническими решениями той же задачи показывает, что с помощью описываемых приемов вязки арматурных сеток и каркасов можно, во-первых, сократить расход вязальной проволоки, во вторых, ускорить процесс вязки сеток и каркасов и, в-третьих, располагаясь вдоль стержней, вязальная проволока служит дополнительным армированием изделия. Все эти эффекты могут быть достигнуты известными технологическими приемами, что подтверждает осуществимость способа и устройства и возможность получения с их помощью нового положительного эффекта.
Все эти эффекты могут быть достигнуты известными технологическими приемами, что подтверждает осуществимость способа и устройства и возможность получения с их помощью нового положительного эффекта.
Изобретения поясняются примерами из выполнения. На чертежах изображено: на фиг. 1 — 7 — различные варианты расположения вязальной проволоки, на фиг. 8 — схемы размещения узлов вязки, на фиг. 9 — общий вид устройства для вязки сеток, на фиг. 10 — устройство в работе, на фиг. 11 — вариант выполнения устройства.
При осуществлении способа вязальная проволока 1 укладывается вдоль одного из продольных 2 арматурных стержней, предварительно разложенных в проектное положение. В месте пересечения стержней проволока пропускается под поперечным стержнем 3 на участке 4, как показано на фиг. 3 и 4, затем огибает сверху продольный стержень 2 на участке 5, охватывает под 360o поперечный стержень 3 на участке 6, но уже с противоположной относительно участка 4 стороны продольного стержня 2 и затем направляется вдоль продельного стержня 2 к следующему пересечению стержней. В отличие от прототипа в предлагаемом изобретении вязальная проволока применена неотожженной. Перед тем, как ее использовать при вязке арматурной сетки 7 она наматывается на устройство 8 для вязки арматуры, представляющее собой круглый гибочный диск, выполненный в виде жестко соединенных своими основаниями 9 тарелок, по периметру которых образован открытый кольцевой канал 10. В этот кольцевой канал 10 уложена вязальная проволока. При вязке сетки устройство 8 берется большим и указательным пальцем руки и пропускается сквозь ячею 11 сетки, обкатывая его вокруг собственной оси 12 и огибая нужный стержень или пересечение стержней. Вязальная проволока при таком движении не просто огибает стержень, а накатывается на него, причем усилие накатывания может субъективно регулировать, зажимая пальцами устройство 8. Благодаря некоторой упругости неотожженной вязальной проволоки они более плотно прижимает стержни, надежно фиксируя их в месте пересечения относительно друг друга.
В отличие от прототипа в предлагаемом изобретении вязальная проволока применена неотожженной. Перед тем, как ее использовать при вязке арматурной сетки 7 она наматывается на устройство 8 для вязки арматуры, представляющее собой круглый гибочный диск, выполненный в виде жестко соединенных своими основаниями 9 тарелок, по периметру которых образован открытый кольцевой канал 10. В этот кольцевой канал 10 уложена вязальная проволока. При вязке сетки устройство 8 берется большим и указательным пальцем руки и пропускается сквозь ячею 11 сетки, обкатывая его вокруг собственной оси 12 и огибая нужный стержень или пересечение стержней. Вязальная проволока при таком движении не просто огибает стержень, а накатывается на него, причем усилие накатывания может субъективно регулировать, зажимая пальцами устройство 8. Благодаря некоторой упругости неотожженной вязальной проволоки они более плотно прижимает стержни, надежно фиксируя их в месте пересечения относительно друг друга.
Арматурные стержни могут вязаться и в других вариантах: вязальная проволока 1 укладывается вдоль продольного стержня 2, в месте пересечения стержней они огибает на участке 13 поперечный стержень 3 с внешней стороны стержня относительно точки соприкосновения стержней (на чертежах не указана), затем охватывает на участке 14 перекрестие стержней, снова огибает на участке 15 поперечный стержень 3 и направляется вдоль продольного стержня 2 к следующему их пересечению.
Более сложной, но и более надежной является фиксация арматурных стержней, изображенная на фиг. 7: в этом случае вязальная проволока 1, уложенная вдоль продольного стержня 2, пропущена на участке 16 с внутренней относительно точки соприкосновения стержней стороны поперечного стержня 3, затем обворачивает ею на 360o на участке 17 этот стержень, огибают на участке 18 продольный стержень 2, пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня 3 на участке 19 с другой стороны продольного стержня 2, после чего снова огибают на участке 20 продольный стержень 2 и перекрестие стержней на участке 21 и, снова обогнув на участке 22 поперечный стержень 3, направляют ее вдоль продольного стержня к следующему пересечению стержней. Как видно из описания чертежа, в этом случае стержни притягиваются друг к другу в большем количестве точек, что обеспечивает их лучшую фиксацию.
В тех случаях, когда не выдвигаются повышенные требования к фиксации стержней сетки относительно друг друга, возможна их перевязка в местах пересечения в шахматном порядке, как показано на фиг. 8, или путем расположения вязальной проволоки в ячейках до диагонали. Однако в последнем случае расход вязальной проволоки возрастает.
8, или путем расположения вязальной проволоки в ячейках до диагонали. Однако в последнем случае расход вязальной проволоки возрастает.
Устройство для вязки арматурных сеток может быть изготовлено цельным, из единого куска материала: металла, дерева, пластмассы и т.п. Оно может иметь по торцам свободно насажанную на ось 23 подушку 24. В этом случае при вязке сеток устройство можно притормаживать пальцами для обеспечения необходимого натяжения проволоки. Размеры устройства выбираются исходя из минимальных размеров ячейки арматурной сетки или каркаса.
Описанными способом и устройство можно вязать также и объемные арматурные каркасы.
Источники информации: 1. Германия, патент 800332 от 1950 г. МКИ E 04 C 5/16.
2. СССР, авт. св. 697668 от 1972 г. МКИ E 04 C 5/16.
3. СССР, авт.св. 1502775 от 1989 г. МКИ E 04 C 21/12.
4. СССР, авт.св. 1486581 от 1989 г. МКИ E 04 C 5/16.
5. П. Юрмалайнен «Строим сами деревянный дом», Москва, Стройиздат, 1992 с. 73, рис. 81 — прототип способа.
6. СССР, авт. св. 1395784 от 1988 г., МКИ E 04 C 5/16 — прототип устройства.
Формула изобретения
1. Способ вязки арматурных сеток и каркасов, заключающийся в раскладке продольных и поперечных арматурных стержней в проектное положение и последующем соединении их друг с другом вязальной проволокой вручную в местах пересечения, отличающийся тем, что вязальную проволоку укладывают вдоль одного из стержней, например продольного, затем в месте пересечения с поперечным стержнем огибают оба стержня вязальной проволокой, накатывания ее на стержни, после чего укладывают вязальную проволоку вдоль продольного стержня к следующему пересечению стержней.
2. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею продольный стержень, располагая вдоль поперечного стержня, и охватывают опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o.
Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею продольный стержень, располагая вдоль поперечного стержня, и охватывают опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o.
3. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею перекрестие продольного и поперечного стержня, снова охватывают поперечный стержень с внешней стороны и направляют вдоль продольного стержня к следующему пересечению стержней.
4. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внутренней стороны относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивают ею на 360o этот стержень, огибают продольный стержень, пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибают продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направляют ее вдоль продольного стержня к следующему пересечению стержней.
5. Способ по любому из пп.1 — 4, отличающийся тем, что соединению арматурных стержней в местах их пересечения вязальной проволокой располагают через одно пересечение в шахматном порядке.
6. Устройство для вязки арматурных сеток и каркасов, включающее гибочные диски, отличающееся тем, что гибочные диски имеют тарелкообразную форму и жестко соединены своими основаниями друг с другом, образуя по периметру открытый кольцевой канал.
РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5, Рисунок 6, Рисунок 7, Рисунок 8, Рисунок 9, Рисунок 10, Рисунок 11
правила, способы и необходимый инструмент
Главная » Технологии бетонирования
Железобетон потому так и называется, что внутри бетонного блока находится стальной каркас. Особенностью такого композитного материала является то, что коэффициент расширения при изменении температуры окружающей среды и у бетонной смеси, и у стальных конструкций один и тот же. Поэтому главная задача при размещении армирующих конструкций в опалубку, куда будет заливаться бетон – правильное скрепление элементов арматурного каркаса.
Поэтому главная задача при размещении армирующих конструкций в опалубку, куда будет заливаться бетон – правильное скрепление элементов арматурного каркаса.
Содержание
- Нормы и правила вязки арматуры
- Способы вязки арматуры
- Как изготовить крючок своими руками
- Выбор вязальной проволоки
Нормы и правила вязки арматуры
Давайте разберёмся, для чего такие нормы нужны и какие последствия могут быть, если эти нормы и правила не соблюдаются. И как вязать арматуру, чтобы полученное железобетонное изделие получило проектную прочность.
Люфт, свободное перемещение (пусть даже в ограниченных пределах) арматурных сеток после заливки формы бетонной смесью вызовет напряжение в конструкции железобетонного изделия. Что рано или поздно скажется на его прочности. Поэтому элементы арматуры нужно надёжно фиксировать друг к дружке.
Для этой цели применяется
- Сварка элементов
- Вязка проволокой
- Скрепление пластиковыми хомутами.


Вязать или варить?
Иногда выбор: вязать арматуру или варить не совсем правомерен, т. к. сварку целесообразно применять при изготовлении каркасов, усиливающих фундаменты таких сооружений, как плотины, многоэтажные дома и габаритные коттеджи с углублениями под ледники, подземные гаражи и пр. Только в этих случаях оправдан найм сварщика – а это уже дополнительные расходы, увеличивающие затраты. При этом и сама арматура должна быть предназначена именно для сварочных работ – в противном случае любой другой металл в местах сварки приобретает повышенную хрупкость, что в дальнейшем может сказаться на качестве железобетонного изделия в целом. При этом руководствуются ГОСТ 14098-2014 «Соединения сварные арматуры и закладных изделий железобетонных конструкций», а сталь берётся с маркировкой «С». Например – А400С.
Пластиковые хомуты дороги сами по себе, не выдерживают отрицательных температур, поэтому применяют их в основном в летнее время и при частном строительстве с небольшими объёмами вязки арматуры.
Вязка арматуры под ленточный фундамент
При закладке ленточных фундаментов, которые в большинстве случаев применяют в частном строительстве, основным способом скрепления горизонтальных продольных и поперечных, а также вертикальных прутков арматурного каркаса является вязка крючком. Реже – пластиковыми хомутами. При этом рабочие горизонтальные пруты, несущие на себе основную нагрузку в фундаменте, укладывают вдоль фундаментной ленты, поперёк укладывают пруты, называемые «хомутами», а вертикальные стержни, почти равные высоте фундаментной ленты, крепятся, как видно из названия, строго вертикально, и должны иметь поперечное сечение не менее 8 мм. Вяжут обычно сначала верха и низа арматурного каркаса, а потом начинают связку с одним из них вертикальных составляющих.
При образовании прямого угла (стыке элементов фундамента под две стены, расположенные под углом друг к дружке) элементы конструкции укрепляются дополнительными диагональными прутками усиления с сечением не менее 10 мм. Вязание арматуры на угловых переходах осуществляется с большими нахлестами арматуры (делается Г-образное или Т-образное армирование, так как простая последовательная связка вызовет перекос конструкции и её внутреннее напряжение).
Вязание арматуры на угловых переходах осуществляется с большими нахлестами арматуры (делается Г-образное или Т-образное армирование, так как простая последовательная связка вызовет перекос конструкции и её внутреннее напряжение).
Угловое усиление диагональными прутками
Крючок очень удобен при вязке арматуры непосредственно в опалубке – в этом случае конструкция не будет подвергаться дополнительным деформациям и станет надёжной составляющей в ж/б изделии в целом.
Схема ленточного фундамента может быть представлена как врытая вертикальными стенками в землю бетонная конструкция, своими очертаниями повторяющая очертания стен будущего дома. Кроме того, заливаются бетоном на арматуре также части фундамента, на которые будут опираться и внутренние перегородки.
Вязка арматуры для монолитной плиты
В частном строительстве, когда не требуется обустройство подвалов, погребов и иных подсобных помещений под домом, применяют простой метод создания фундамента – опорная монолитная плита. Для её создания делают хорошо выровненную песчано-гравийную подушку, на которой вяжут объёмный арматурный каркас.
Для её создания делают хорошо выровненную песчано-гравийную подушку, на которой вяжут объёмный арматурный каркас.
Шаг между горизонтальными прутьями для такой плиты выбирают от 20 до 40 см, толщина плиты, а значит – и вертикальный размер опорных прутков – от 20 до 30 см. От диаметра прутка арматуры зависит и способ вязки арматуры для опорной монолитной плиты: мёртвыми узлами, простыми, когда делается одинарный нахлёст, или комбинированным способом.
Таблицы
Существуют таблицы нахлёста прутков, регламентирующие разные аспекты работы с арматурой. То есть по способам её соединения в зависимости от марок бетона (вязка, сварка), нагрузок, которые испытывают железобетонные изделия, длиной прямой анкеровки, сечения арматурного прутка и т. д. Кроме того, в современных таблицах приводятся расчёты использования двусторонней серповидной в сечении арматуры, изготавливаемой по европейским стандартам (взамен российской с кольцевым сечением), которая обходится дешевле традиционной. Учитывая, что вес арматуры и бетона обычно соотносится примерно как 1 : 1, использование арматуры новых стандартов оказывается на 20-30% выгоднее.
Учитывая, что вес арматуры и бетона обычно соотносится примерно как 1 : 1, использование арматуры новых стандартов оказывается на 20-30% выгоднее.
Длина нахлеста для сжатой зоны бетона:
| Сечение арматуры А400, мм | Длина нахлеста в зависимости от марки бетона, мм | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 340 | 550 | 500 | 445 |
| 22 | 795 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
Для растянутой зоны:
| Сечение арматуры А400, мм | Длина нахлеста в зависимости от марки бетона, мм | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 775 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1140 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Способы вязки арматуры
В большинстве случаев проще и дешевле (и не менее эффективно) скреплять элементы арматурного каркаса при помощи вязки проволокой. Приспособления для вязки арматуры могут выглядеть по-разному, вязать можно
Приспособления для вязки арматуры могут выглядеть по-разному, вязать можно
- Вручную, при помощи такого простого устройства, как стальной крючок с деревянной или пластиковой рукояткой. К плюсам работы крючком можно отнести его дешевизну и возможность изготовить инструмент «по руке», в соответствии со своими предпочтениями, да при том из подручных материалов (толстая, до 5 мм, в сечении проволока, сварочный электрод и т. д.) Кроме того, даже неопытный арматурщик быстро приобретает навыки вязки любыми узлами и за считанные дни значительно продвигается в производительности труда.
Из недостатков отмечают недостаточную жёсткость полученного каркаса. Но эта проблема решается вязкой арматуры непосредственно в опалубке, в этом случае каркас не нужно никуда переносить, и расшатывания конструкции не произойдёт.
- Вязка арматуры пластиковыми хомутами не требует даже того минимального обучения, которое нужно пройти арматурщику для вязки проволокой при помощи крючка. К недостаткам же можно отнести высокую по сравнению с проволокой стоимость пластиковых хомутов, невозможность исправления крепления после неверной обвязки, абсолютный запрет перемещения конструкции из арматуры, скреплённой такими хомутами. Плюс хрупкость такой сцепки при отрицательных температурах. Кроме пластиковых ленточных хомутов при массовом строительстве, когда из имеющегося размера арматуры делаются большие партии армирующих конструкций, применяются специальные полимерные элементы в размер используемой арматуры.
 К недостаткам же можно отнести высокую по сравнению с проволокой стоимость пластиковых хомутов, невозможность исправления крепления после неверной обвязки, абсолютный запрет перемещения конструкции из арматуры, скреплённой такими хомутами. Плюс хрупкость такой сцепки при отрицательных температурах. Кроме пластиковых ленточных хомутов при массовом строительстве, когда из имеющегося размера арматуры делаются большие партии армирующих конструкций, применяются специальные полимерные элементы в размер используемой арматуры.
К недостаткам же можно отнести высокую по сравнению с проволокой стоимость пластиковых хомутов, невозможность исправления крепления после неверной обвязки, абсолютный запрет перемещения конструкции из арматуры, скреплённой такими хомутами. Плюс хрупкость такой сцепки при отрицательных температурах. Кроме пластиковых ленточных хомутов при массовом строительстве, когда из имеющегося размера арматуры делаются большие партии армирующих конструкций, применяются специальные полимерные элементы в размер используемой арматуры.Пластиковые фиксаторы
- С помощью клещей (плоскогубцев), которыми откусывается излишки проволоки после завязывания проволочного узла, при этом скорость вязки клещами сопоставима со скоростью вязки крючком, но наблюдается значительная экономия проволоки, так как пользуются не заранее нарезанными кусками, а целой бухтой. В первую очередь из-за того, что допускается возможность вязки в одну проволоку и можно не делать петли. Из минусов – гораздо больше времени уходит на обучение по-настоящему производительной работе.
- С помощью шуруповёрта, в который вместо биты или сверла вставлен стержень, изогнутый особым образом (тот же ручной крючок, только без рукоятки). С помощью этого устройства в 2-3 раза ускоряется процесс вязки. Кроме того, если правильно отрегулировать скорость оборотов, при максимальном натяжении проволоки она не обрывается;
- С помощью специального вязального пистолета. Этот инструмент позволяет связывать элементы арматуры с максимальной скоростью, у опытных арматурщиков этот процесс занимает около секунды. Недостаток такого инструмента в его громоздкости, с ним не везде можно подступиться к соединяемым элементам арматурного каркаса. Кроме того, вязочный пистолет дорог и медленно окупается, применяют его только при промышленных объёмах изготовления железобетона. И им невозможно работать под дождём. Потом, для заправки в обойму требуется проволока строго определённой марки, которой может не оказаться на стройке, а проволоку, нужную по ГОСТам для обвязки арматуры толщиной свыше 2,5 мм, в такой пистолет тоже не заправить – конструктивно он для этого не рассчитан.


Узлы и скрутки
Прутки арматуры, из которых формируется горизонтальная её составляющая, или горизонтальный и вертикальный пруток, крепятся один к другому сложенной вдвое диагональной петлёй. При этом ушко, полученное путём сгиба проволоки вдвое, захватывается крючком, а сложенные вместе два свободных конца проволоки наматываются рукой парой оборотов на самый кончик крюка. Затем крюк проворачивают 2-3 раза, соединяя тем самым петлю проволоки и её свободный сдвоенный конец до того момента, пока прилегающие один к другому прутья полностью, без зазоров и люфтов, взаимно не прижмутся.
В случае связки двух горизонтальных и одного вертикального прутков арматуры петлю для связки делают крестообразной, то есть взаимно диагональной. И затягивают крючком также до полного притягивания всех трёх элементов арматурного каркаса друг к другу.
Как изготовить крючок своими руками
Чаще всего на рабочих местах сами арматурщики изготавливают крючки для вязки арматуры «под себя», в соответствии со своими предпочтениями и ориентируясь на привычную им форму инструмента или его размеры. Иногда выбор делается исходя из материала крючка: так, некоторых не устраивает излишняя мягкость электродной стали, и на крючок они пускают жало длинной отвёртки.
Иногда выбор делается исходя из материала крючка: так, некоторых не устраивает излишняя мягкость электродной стали, и на крючок они пускают жало длинной отвёртки.
Для самодельного крючка на выходе металлического стержня из рукоятки делается небольшой, под углом в 10-15 угловых градусов, изгиб, а затем после 12-15 см следующего прямого участка жала делается в той же плоскости ещё один изгиб, примерно под 90⁰. Затем идёт плавное искривление (закругление), уже после которого следует немного заострённый участок (сам крючок) длиной 1,5-2 см.
Пруток берётся гладкий, без рёбер (какие бывают у прутков разного диаметра по ГОСТ 34028-2016), желательно из арматуры, на которую шла легированная сталь, для избегания коррозии прутка, поперечным сечением не более 0,5 см.
Выбор вязальной проволоки
Обвязочная проволока для скрепления между собой элементов арматуры выпускается по ГОСТ 3282-74 под общим названием «Проволока стальная низкоуглеродистая». Стандарт регулирует все её технические характеристики, включая точность параметров, механические свойства, тип, размер, цвет и прочее.
Стандарт регулирует все её технические характеристики, включая точность параметров, механические свойства, тип, размер, цвет и прочее.
Бывает оцинкованная и без цинкового покрытия, тёмного цвета или светлая. Цвет зависит от условий отжига, снимающего с проволоки излишние напряжения в металле. Чёрная получается после простого отжига в условиях взаимодействия с кислородом воздуха на открытом пламени и появления на поверхности металла слоя оксидов и окалины. Светлая отжигается в среде инертных газов и не имеет на поверхности оксидной плёнки.
Диаметр выпускаемой по ГОСТ 3282-74 проволоки может быть от 0,16 до 10 мм без цинкового покрытия и от 0,2 до 6 мм – с покрытием.
Существует прямая зависимость диаметра проволоки для связывания арматуры с диаметром самой арматуры. Так, для прутков арматуры с диаметром не более 10 мм применяют обвязочный материал с диаметром не менее 0,8 мм. Самые же ходовые размеры сечений – от 0,8 до 1,2 мм. В многоэтажном строительстве и при возведении объёмных инженерных нежилых сооружений используют обвязочную проволоку с сечением от 1,4 до 2 мм.
Интересный факт: Опытные арматурщики предпочитают, однако, один «универсальный» размер – 1,2 мм. Просто если прутки арматуры по толщине превышают 16 мм, проволоку складывают вдвое.
Длина отрезков, которые готовят заранее, распиливая бухту обвязочной проволоки «болгаркой» — около 40 см. при сгибе вдвое получается двойной хомутик с петлёй на одной конце и двумя свободными кончиками на другом. Такая длина является самой комфортной для большинства видов и способов скрепления элементов арматурного каркаса между собой.
Рейтинг
( 6 оценок, среднее 5 из 5 )
0 7 901 просмотров
Понравилась статья? Поделиться с друзьями:
Опора из арматуры и проволочной сетки
Проверка отгрузки
Этот товар недоступен для доставки и не будет добавлен в вашу корзину.
Этот товар доступен для доставки и добавлен в вашу корзину.
Этот товар может быть доставлен только в некоторые места
Пожалуйста, введите почтовый индекс доставки ниже, чтобы определить право на доставку:
Неверный почтовый индекс. Пожалуйста, введите 5-значный почтовый индекс США.
.
Товар(ы) добавлен
Добавить продукт(ы) в список избранного
Товар(ы) добавлен(ы) в {{ listName }}
Список моих любимых{{ name }}
Болстеры
Подставки для стульев
Доби
Арматура
Защитные колпачки арматуры
Распорные колеса для арматуры
Сварочные аппараты и муфты для арматуры
Армирующая сетка
Натяжители стержней
вязальная проволока
Услуги по производству проволочных сеток
Хотите сделать свои бетонные проекты более долговечными и экономичными с помощью более быстрой установки и развертывания
? Не смотрите дальше. Компания White Cap предлагает листы из проволочной сетки различных весов и стилей
Компания White Cap предлагает листы из проволочной сетки различных весов и стилей
для удовлетворения потребностей вашего проекта.
Учить больше
Услуги по производству арматуры
White Cap хранит и производит больше арматуры, чем любой другой дистрибьютор строительных материалов
в Америке! White Cap — универсальный магазин арматуры
, от сварных каркасов до нестандартных изгибов! У нас есть все продукты и услуги для армирования бетона, соответствующие вашему плану
и бизнес-потребностям.
Учить больше
Откройте для себя лучшие цены и
Преимущества конкретного местоположения
Спасибо, не надо!
Спасибо, не надо!
Вязаная проволочная сетка — Методы вязания и применение
Главная > Продукция > Вязаная сетка > Вязаная проволочная сетка
Вязание — это метод обработки, который позволяет превращать металлические материалы в проволочную сетку или ткани. Вязаная проволочная сетка использует гораздо более широкий спектр материалов и может использоваться в различных областях применения и промышленности.
Вязаная проволочная сетка использует гораздо более широкий спектр материалов и может использоваться в различных областях применения и промышленности.
Материалы плетеной проволочной сетки
Вязаная проволочная сетка доступна для различных материалов. Они имеют разные преимущества и могут использоваться в различных приложениях.
- Проволока из нержавеющей стали . Обладает кислото- и щелочестойкостью, высокой термостойкостью и может использоваться в самых суровых условиях.
- Медная проволока . Хорошие защитные характеристики, устойчивость к коррозии и ржавчине. Могут использоваться в качестве экранирующих сеток.
- Латунная проволока . Подобно медному проводу, который имеет яркий цвет и хорошие характеристики экранирования.
- Оцинкованная проволока . Экономичные и прочные материалы. Коррозионная стойкость для обычных и тяжелых условий эксплуатации.
- Никелевая проволока .
- Проволока из другого сплава .
- Полипропилен . Пластиковый материал для легкого и экономичного. Низкая стоимость и коррозионная стойкость.

KWM-01: Вязаная сетка из нержавеющей стали.
KWM-02: Медная вязаная сетка.
Машина для изготовления вязаной сетки аналогична машине для изготовления свитеров и шарфов. Установка различных металлических проволок на кругловязальную машину, и тогда мы можем получить непрерывную круговую вязаную проволочную сетку.
Вязаная сетка может быть изготовлена из круглой или плоской проволоки. Круглая проволока является наиболее часто используемым типом, а плоская вязаная сетка обычно используется в специальных приложениях в соответствии с требованиями клиентов.
Вязаная проволочная сетка может быть изготовлена из мононити или из мультиволокна. Вязаная проволочная сетка из моноволокна имеет простую структуру и экономична, что широко используется в обычных областях. Трикотажная сетка из нескольких нитей имеет более высокую прочность, чем сетка из мононити. Многоволоконная вязаная проволочная сетка обычно используется в тяжелых условиях.
Трикотажная сетка из нескольких нитей имеет более высокую прочность, чем сетка из мононити. Многоволоконная вязаная проволочная сетка обычно используется в тяжелых условиях.
KWM-03: Вязаная проволочная сетка из мононити.
KWM-04: Многоволоконная вязаная проволочная сетка.
Круглая вязаная сетка прессуется в плоские типы, а иногда из них изгибается волокнистая вязаная проволочная сетка. Джиннинг имеет разную форму, ширину и глубину. Они могут использоваться в различных промышленных применениях для фильтрации.
KWM-05: Вязаная проволочная сетка уплощенного типа.
KWM-06: Трикотажная проволочная сетка джиннингового типа.
Сплющенная и волокнистая вязаная сетка может быть спрессована в прессованную вязаную сетку. Сжатая трикотажная сетка имеет лучшую фильтрующую способность, чем обычная трикотажная сетка. Он широко используется в промышленности для фильтрации газа и жидкости.
Он широко используется в промышленности для фильтрации газа и жидкости.
KWM-07: Плоская сжатая вязаная проволочная сетка.
KWM-08: Вязаная прессованная проволочная сетка джиннингового типа.
Особенности трикотажной сетки
- Высокая прочность.
- Стойкость к коррозии и ржавчине.
- Кислото- и щелочестойкость.
- Высокая термостойкость.
- Мягкий и не повреждает механические детали.
- Прочный и долговечный.
- Хорошее экранирование.
- Высокая эффективность фильтрации.
- Превосходная очищающая способность.
KWM-09: Вязаная проволочная сетка мягкая и не повредит машину
KWM-10: Вязаная проволочная сетка с высокой степенью фильтрации.
Применение трикотажной сетки
- Трикотажная сетка широко используется в качестве материалов для фильтрации жидкости и газа в различных областях промышленности.
- Сжатая трикотажная сетка широко используется в качестве фильтрующего материала в промышленности. Его можно использовать в качестве сапуна двигателя в транспортных средствах.
- может использоваться в качестве защитной сетки в электронике и других областях.
- Вязаная проволочная сетка может использоваться для удаления тумана в качестве вязального туманоуловителя или туманоуловителя.
- Из вязаной проволочной сетки можно сделать вязаные чистящие шарики для очистки кухонной посуды и других механических частей, требующих очистки.

Вязаная проволочная сетка
KWM-11: Вязаная проволочная сетка может использоваться в качестве туманоуловителя для туманоуловителя.
KWM-12: Из вязаной проволочной сетки можно сделать шарики для очистки посуды.
KWM-13: Вязаная проволочная сетка может быть установлена на выхлопную трубу для герметизации и фильтрации.