Самодельный сварочный выпрямитель своими руками. Выпрямитель для сварочного аппарата самодельный
Выпрямитель сварочного аппарата своими руками: элементы для схемы
Выпрямитель сварочного аппарата своими руками можно собрать по схеме.
Для этого понадобится подготовить электродетали с инструментами.
Своим названием прибор говорит о предназначении операции.
Смену переменного тока в постоянный проводят, чтобы получить непрерывную дугу. Её используют для скрепления друг с другом материалов.
Виды аппаратов, их особенности

Сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель нужен для эффективного питания бытовой конструкции или производственной с небольшими объёмами работ и рабочих циклов.
В промышленности применяют более мощную аппаратуру, действия с ней, не образуют пауз во время сварки.
В этот период происходит остывание раскалённых деталей, снижается скорость выполнения процедуры, что не мешает для домашних приспособлений.
Эти изделия состоят из элементов:
- трансформатора
- конденсаторного блока
- выпрямителя
Приступая к созданию сварочного прибора мастеру нужно определиться с направлением работ, их размерами.
От объема производства, количества соединений зависят:
- подбор нужных электродов
- системные параметры
- материальная характеристика
Сборщик, подобрав нужную схему и материалы, выполнив поэтапно сборку аппарата, добьётся необходимых показателей в системе.
Что хорошего в приборе и что мешает
Как переделать сварочный аппарат переменного тока в постоянный – на этот вопрос мастеру ответит нужная полупроводниковая схема с устройством выпрямителя:
- Лучшими показателями обладает трёхфазная система, она позволяет использовать мощность сети до 380 В.
- На подобном оборудовании работают там, где нужен большой непрерывный процесс, чтобы в этот временной промежуток, не прерываясь, сваривать крупные стальные детали. С помощью этих мощных аппаратов можно производить ворота, контейнеры, любые хозяйственные металлические сооружения.
- Такой инструмент пригодится в основном не на частном хоздворе, а для малого бизнеса и реализации изготовленных изделий. Все потому, что это громоздкие и тяжелые конструкции, в отличие от приспособлений с меньшим количеством фаз, нуждаются в дополнительных установках для перемещения аппарата.
В подобной системе трансформатор способен снизить массу, но его сердечник нужно уметь самостоятельно намотать или купить готовый с необходимыми параметрами.
Требования для конструктивной сборки
Схема для простого выпрямителя не представляет особой сложности, понадобятся проводники, пропускающие электрический поток и направленные в нужную сторону.

Схема сварочного выпрямителя
Электродетали следует подготовить из следующей комплектации:
- диодов – они позволяют работать схеме без управляющих блоков
- тиристоров, подающих сигналы на элементы для хорошего прохождения электрических
- потоков, при их уменьшении закрываются вентили
- транзисторов, управляющих всеми процессами с напряжением
- резисторов, позволяющих регулировать ток
Сборка сварочного выпрямителя происходит с помощью следующих предметов:
- трансформатора
- диода
- радиатора
- дросселя
- электрода
- конденсатора
- керамического сердечника
- никелиновой проволоки
Собранную полупроводниковую схему в виде диодного выпрямителя устанавливают с радиатором, обеспечивающим теплообмен и охлаждение. Дросселем снабжают падающую характеристику электротока, увеличенным сопротивлением или реостатом регулируют нужные параметры. Полюсы, положительный и отрицательный, подключают на электрод и объект.
Функция электролитического конденсатора в схеме служит осуществлению, сглаживающей фильтрации и снижению пульсации.
Многие специалисты самостоятельно справляются с намоткой реостатов на керамические сердечники. Используют проволоку нихромную или никелиновую. Их диаметральный подбор зависит от величины сварочных токовых потоков.
Реостатное сопротивление рассчитывают, основываясь на параметры проволоки:
- удельное сопротивление
- сечение
- длину
Регулировка сварочного тока зависит от количества витков.
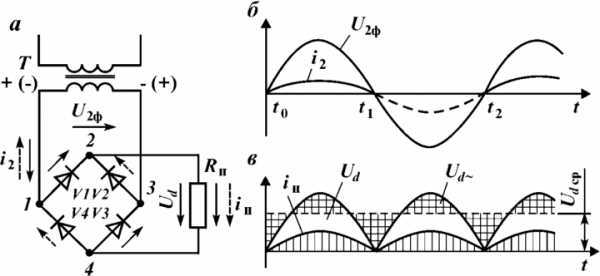
Принцип работы однофазной мостовой схемы
Процесс протекания переменного тока можно представить в виде волны, колеблющейся с определенной частотой. Это процедура очень быстрая, которую представить можно, как в один определенный момент, проходит ток сначала в одну сторону затем в другую.
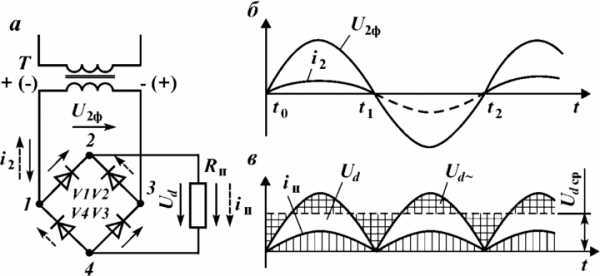
Однофазная мостовая схема выпрямления
В сварке специалисты добиваются, чтобы эти перемещения осуществлялись в одностороннем порядке:
- Во вторичную обмотку трансформатора впаивают полупроводник, он осуществляет электрический пропуск в нужном направлении, что и является постоянным током. Так как переменный ток с наличием частот, своими волнами создаст паузы, которые недопустимы в рабочем процессе.
- В схеме, припаивают электродетали в обратном направлении по отношению друг к другу, тогда, и электронный поток потечет в обратную сторону.
- Если создать схему с парами элементов, направленных один к другому, получат поток из волн с колебанием от нулевого значения до максимального. Этот предел рассчитывают на возможность вторичной трансформаторной обмотки.
- Таким же способом получают колебания, снижающиеся до минимума, с момента которого начинается новый подъём. При этом вырабатывается плюс полюсного напряжения, а его минус располагается в обмотке трансформатора.
- Эту схему применяют с наличием в устройстве вывода, чтобы не разбирать обмотку, его можно создать самостоятельной намоткой. Эта конструкция славится своей экономичностью по отношению к количеству полупроводниковых элементов.
- Разделение обмотки на несколько участков позволяет пользоваться только её частью.
- Наиболее удобной и применимой у электротехников является мостовое выпрямительное сооружение. Подобный план состоит из квадрата с полупроводниками по сторонам. Одни углы у него выдают постоянный ток, другие показывают выход напряжения от трансформатора.
Этот пример имеет преимущество, он не требует создавать вывод от второй обмотки, но понадобится много полупроводниковых вентилей. Сварка будет с небольшой мощностью, для них подбирают специальных размеров электроды, и сваривают детали ограниченные в параметрах. Следует учесть, уменьшает колебания волн, при работе сварочного аппарата, параллельное включение конденсаторного приспособления.
Отличительные черты трёхфазной аппаратуры
Принцип работы прибора, собранного по электросхеме для выпрямителя, питающегося тремя сетевыми фазами, основан на наличии небольшой пульсации выходного напряжения. Волны в процессе перекрывают одна другую, не давая напряжению снизиться до нулевого значения.
Сварочную установку сооружают, включая в фазы полупроводники за трансформаторными обмотками. Выводы соединяют, получая в итоге единственный выход. Через подобный мост пропускаются разделенные надвое волны, образующие учащенную пульсацию, но с меньшей силой. В подобной конструкции понадобится вывод нуля, а трансформатор соединяют с питанием по специальной схеме.
Мастера на практике знают, что наиболее качественная работа получается с применением аппаратов, работающих на постоянном токе, обеспечивающих дугу стабильным горением с прочным швом. Чтобы получить необходимые параметры, несмотря на рост технологических открытий, появлению новшеств в приборостроении, мастера своими руками производят и по-прежнему используют, простейшие выпрямители.
Переделка сварочного аппарата на постоянный ток – на видео:
foxremont.com
| индустрия » Электротехника » Сварочные аппараты » Сварочный выпрямитель Изготовить сварочный выпрямитель своими руками при наличии комплектующих деталей, материалы для радиатора крепление вентилей и основного составляющего,
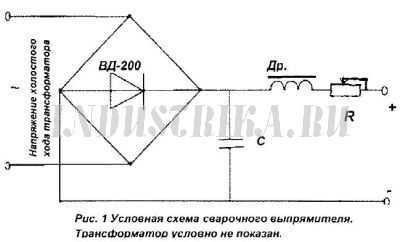
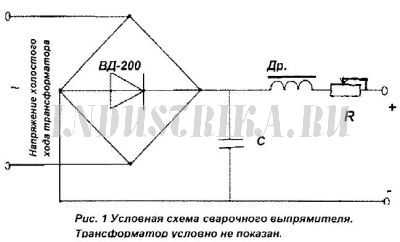
Простейший сварочный выпрямитель своими руками может быть выполнен по схеме, приведенной на Рис. 1. Диодный выпрямитель, собранный по мостиковой схеме монтируется на радиаторе для теплообмена и охлаждения. Мощные диоды типа ВД-200 выделяют при работе много тепла. Для обеспечения падающей характеристики тока (вольтамперной) последовательно в цепь включается дроссель. Активное переменное сопротивление (реостат) в последовательной цепи позволяет производить плавную регулировку сварочного тока. Один полюс подключается к сварочному электроду, а второй к свариваемому объекту. Электролитический конденсатор на схеме работает как сглаживающий фильтр для снижения пульсаций. Реостат вполне под силу намотать самому, для подобной работы необходим керамический сердечник (годится керамическая трубка изолятора) и проволока из никелина или нихрома. Диаметр проволоки зависит от величины регулируемого тока сварки. Расчет сопротивления реостата производится на основании удельного сопротивления проволоки, ее сечения и общей длины. От диаметра витков будет зависеть шаг (ступень) регулировки тока сварки. Таким образом, самодельный сварочный выпрямитель можно изготовить в домашних условиях, при наличии необходимых материалов, на 100%. Читайте также
| Если мы хотим собрать сварочный аппарат своими руками, нам потребуется очень мощный источник питания для создания и поддержания дуги, который будет преобразовывать сетевое напряжение обеспечения номинальной величины и качества сварочного тока
Под блоком питания дуги в общем случае подразумевается схема состоящая из силового трансформатора и регулирующих элементов, улучшающих характеристику дуги а также выпрямитель и другие устройства. В самом простом варианте, если рассматривать схемы изготовления сварочного аппарата своими руками, то источником питания для дуги является только один силовой трансформатор, без использования дополнительных блоков и узлов. 
Блок питания заключается в корпус и оборудуется всеми необходимыми мелочами: соединительными разъемами и клеммами, специальными выключателями и регуляторами. Корпус сварочника можно оборудовать ручками для переноски и колесиками. Подобную конструкцию достаточно хорошего качества сварки можно изготовить самостоятельно и своими руками. Главный секрет самодельного аппарата это небольшое понимание процесса сварки, правильный выбор материала, ну и вложить в процесс изготовления устройства кусочек своей души, мастерства и терпения. Однако, если вы решились на самостоятельную сборку аппарата, вам будет гораздо легче, если свы поймете основные базовые теоретические навыки, касающиеся момента горения сварочной дуги и плавления электрода, характеристик трансформаторов, магнитопроводов. Это главный элемент любой схемы сварочного устройства, он понижает сетевое напряжение до 50...80 В. Работает трансформатор в особых условиях, их называют дуговом режиме при этом происходит максимальная отдача мощности. Поэтому трансформаторы должны спокойно выдерживать протекание больших токов до 200 А. Силовые характеристики трансформаторов должны сочетаться с их динамическими - ВАХ трансформатора должна соответствовать определенным требованиям, иначе ее нельзя будет использовать для ручной сварки. Конструкции типовых трансформаторов сильно отличаются друг от друга. Разнообразие самодельных сварочных трансформаторов огромное, так как в их конструкциях много уникальных решений, но помимо этого самодельные конструкции трансформаторов очень просты: в них отсутствуют дополнительные элементы для регулировки тока, а регулировка происходит путем переключения витков катушек или с помощью других внешних специализированных устройств. 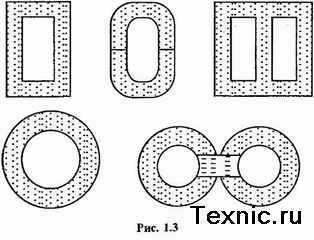 Трансформатор состоит из магнитопровода, состоящего из наборных пластин специальной трансформаторной стали, первичной и вторичной обмотки, часто собранных с отводами для регулировки или схемы устройства. Если трансформатор рассчитан на заданный ток, то варить можно сразу с выхода вторичной обмотки, без дополнительных схемных решений ограничения тока. Первичную обмотку рекомендуется изготавливать с отводами - это позволяет немного изменять сварочный ток, а при некоторых условиях поднастроить трансформатор под просевшее напряжение сети. Главной частью трансформатора является магнитопровод. В большинстве случаев при изготовлении своими руками применяют магнитопроводы со списанных силовых и старых телевизионных трансформаторов, а также статоров электродвигателей. Этим объясняется огромное разнообразие изготовленных народными умельцами различных типов магнитопроводов сварочных трансформаторов.
Кроме основных параметров трансформатора таких как геометрические размеры магнитопровода, число витков его обмоток, величина уровня входного и выходного напряжения, потребляемый и максимальный на выходе ток имеются еще ряд характеристик для электросварочной системы, которые трудно оценить в домашних условиях или измерить с помощью самодельных измерительных приборов, однако именно эти характеристики определяют степень годности сварочного трансформатора в качестве источника питания для ручной сварки, в том числе и для формирования качественного шва. Что напрямую зависит от способности трансформатора стабильно держать ток, что описывается таким тезническим параметром, как внешняя вольт амперная характеристика (ВАХ) источника питания. Внешней ВАХ называется зависимость напряжения на разъемах источника от величины сварочного тока.Сварочный ток зависит от нагрузочных свойств трансформатора и от электрической дуги. Для ручной сварки используется только крутопадающая характеристика (3), жесткая и пологопадающая используются только в автоматах. Характеристики сварочной дуги. Дуга это длительный электрический разряд на конце электрода и области дуговой зоны металла. При зажигании дуги сначала произойдет пробой газового промежутка электронами, а затем процесс стабилизируется и в дуговом промежутке появится также ионная проводимость. Помимо этого, стабилизатором горения дуги считается плавящаяся и испаряющаяся обмазка электродов. В процессе соединения металом плавящимся электродом, под воздействием высоких температур, осуществляется плавление металла и формирование капли, а затем ее отрыв от электрода и перенос на металл конструкцию. Диаметр формирующихся капель и скорость их появления зависят от силы тока, диаметра электрода, длины дуги. Если трансформатор работает хорошо, дуга горит стабильно, а наплавленный металл ложитсяровно - значит, все сделано правильно; если нет, то характеристика ВАХ трансформатора близка к жесткой. Тогда можно это исправить включив в цепь балластное сопротивление резистора номиналом в сотые доли ома, например кусочек проволоки из нихрома. Балластный резистор немного ограничит максимальный ток трансформатора, что подправит его внешнюю характеристику. Так можно получить хорошие результаты горения дуги при сварке в ручном режиме. Улучшения крутизны внешней характеристики трансформатора можно также добится увеличив его выходное напряжения холостого хода, хотя при этом снизится КПД трансформатора. Еще один полезный технический параметр, характеризующий работу устройства -Динамическая характеристика источника питания. Как известно, источник питания дуги должен обладать быстрой реакцией на изменения тока и напряжения в дуге. Это зависит от времени восстановления напряжения от нулевых показаний в режиме короткого замыкания до напряжения повторного появления дуги. Это время и считается динамической характеристикой источника питания. Оно не должно быть более 0,05 с на 25 Вольт. Эта особенно значимо при замыкании капель расплавленного металла дугового промежутка, то есть в момент перехода трансформатора в режим короткого замыкания. Сила тока короткого замыкании во вторичной обмотке может быть выше сварочного тока в два раза. Для режима ручной в самодельных сварочных аппаратах своими руками, малое отношение токов могут оказаться отрицательным фактором. Для устойчивого горения сварочной дуги важное свойство имеет так называемая эластичность дуги , т.е она продолжает гореть при увеличении ее длины. Эластичность дуги величина колличественная, ее критерием является ее максимальная длина, при которой дуга способна существовать. Дуга способна загореться только при достижении в начале полупериода необходимого напряжения. Дуга переменного тока может зажигатся и гаснуть по 100 раз за секунду и гореть отдельными вспышками. Это зависит от напряжение холостого хода и фазового сдвига между напряжением холостого хода и током дуги. Сократить паузы в горении дуги можно повысив напряжения холостого хода. Однако не следует повышать его выше уровня 80 В с точки зрения электробезопасности. Лучше это решить с помощью схемотехнических возможностей, включив в цепь дросселя, приводящие к фазовому сдвигу между током и напряжением. Сварочная дуга после этого может не иметь перерывов в горении вообще, так как она поддерживается ЭДС самоиндукцией. На постоянном токе дуга более стабильна, швы получаются более лучшими. Постоянный ток в сварочных аппаратах собранными своими руками появляется после выпрямления его переменным током с помощью мощных выпрямительных мостов. Например на основе мощных диодов типа В-200 с максимальным ток до 200 Ампер). Эти диоды обладают большими размерами, а их корпус необходимо установить на радиаторы. Лучше будет если вместо отдельных диодов использовать уже готовый диодный мост. Диодные мосты в случае необходимости можно соединить параллельно для увеличения предела максимального тока. Форму постоянного напряжения легко сгладить, использовав на выходе конденсатор емкостью от 10000 мкФ. При этом емкость подключается через сопротивление, который необходим, т.к в момент зажигания дуги происходит касание электрода к металлу и создается короткое замыкание.
Специфика расчета заключается в том, что при изготовлении самодельного аппарата параметры необходимо подстраивать под имеющийся магнитопровод. Часто трансформатор собирается не из самого лучшего материала для магнитопровода, и наматывается не лучшим проводом.
Достоинства аппаратов постоянного тока перед их «переменнотоковыми аналогами хорошо известны. Это мягкое и плавное зажигание дуги, возможность соединять тонкостенные детали, меньшее разбрызгивание металла, отсутствие непровариваемых участков.
Выходное переменное напряжение со вторичной обмотки силового трансформатора — 54 вольта. Использованы мощные тиристоры — Т161 — 160, управляемые оптотиристорами типа ТО125 — 12,5. Диоды мощные типа Д151 — 160. Это схема позволяет варить электродами до 3-4мм. После выпрямителя в схеме имеються три конденсатора по 15000 микрофарад на напряжение 80 вольт, и дроссель. Дроссель изготавливае5тся на ш-образном сердечнике с немагнитным зазором 0,5 — 1,0мм, площадь сечения которого 25 см2 . Намотка осуществляется толстым медным проводом до заполнения каркаса. 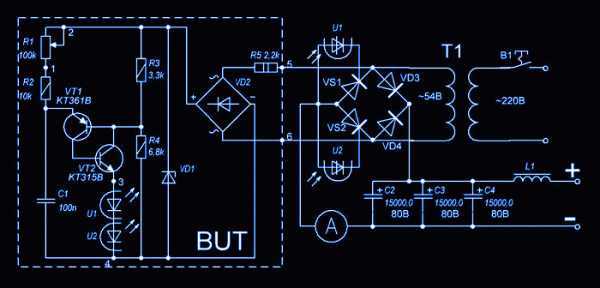 Блок управления тиристорами выполнен на двух биполярных транзисторах, это стандартный релаксационный генератор с аналогом динистора. Стабилитрон VD1 типа Д814Д. Выпрямительный мост КЦ405Е или его аналог. 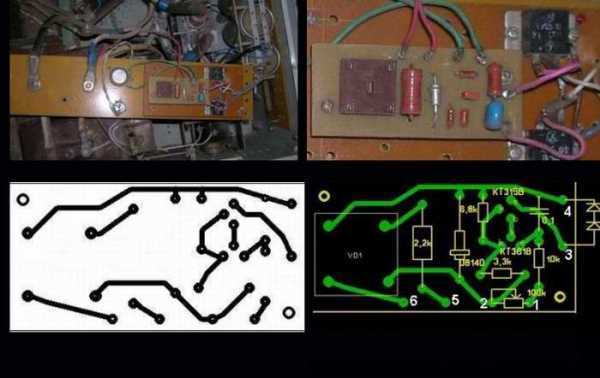 |    |
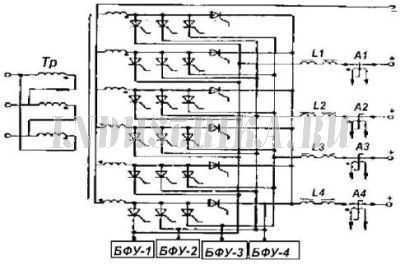 Многопостовые сварочные выпрямители
Многопостовые сварочные выпрямители


www.samsvar.ru
Самодельный сварочный аппарат | Все своими руками
Опубликовал admin | Дата 12 июля, 2012Здравствуйте уважаемые читатели. В этой статье хочу предложить схему самодельного сварочного аппарата.

Лет тридцать назад по случаю я приобрел трансформатор. По всем параметрам он подходил для сварки. Сперва варил просто переменным током, но при этом очень плохо. Потом добавил к трансу выпрямитель, стало лучше, но без регулировки сварочного тока сварка – не сварка. Испробовал много разных схем опубликованных в радиолитературе. Пробовал схемы и со стабилизацией сварочного тока и без нее. В принципе аппарат работал, но как только температура окружающей среды приближалась к нулю, начинались проблемы, то дугу не поймать, то электрод начинает прилипать, то вместо сварки аппарат начинает резать. Плюнул я на все эти дела и собрал свою простенькую схемку, которую и предлагаю вам. На фотографии общий вид аппарата с кучей лишних отверстий — следов бывших модификаций.
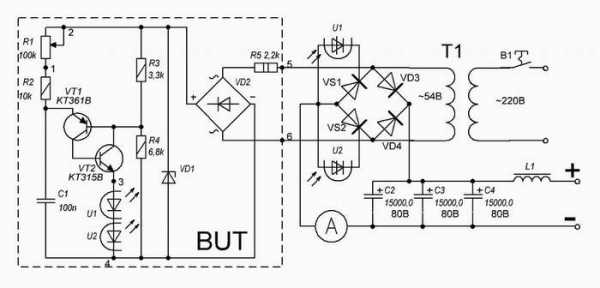
Выходное переменное напряжение со вторичной обмотки трансформатора – 54 вольта. Мощные тиристоры – Т161 – 160, которыми управляют оптотиристоры ТО125 – 12,5. В качестве мощных диодов использованы диоды Д151 – 160. Это позволяет варить электродами до 3?4мм. После управляемого выпрямителя в схеме стоят три конденсатора по 15000 микрофарад на рабочее напряжение 80 вольт, и дроссель. Дроссель намотан на ш-образном сердечнике с немагнитным зазором 0,5 — 1,0мм, площадь сечения среднего керна которого равна 25см2 . Намотка ведется медной шиной 7,5×2,5 до заполнения каркаса. После всех этих модификаций аппарат стал хорошо варить и нержавейку. Блок управления тиристорами собран на двух транзисторах, это обычный релаксационный генератор с аналогом динистора. Стабилитрон VD1 – Д814Д. Выпрямительный мост- КЦ405Е. Как сделать амперметр, вы можете прочитать в статье «Как сделать шунт для амперметра сварочного аппарата»
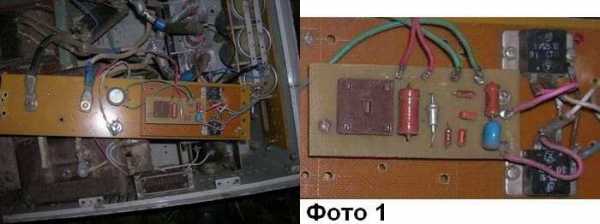 Размер платы 71×35мм.
Размер платы 71×35мм.
Обсудить эту статью на - форуме "Радиоэлектроника, вопросы и ответы".
Просмотров:86 592
www.kondratev-v.ru
принцип работы и самостоятельная сборка + Видео
Как работает?
Выпрямитель для сварочного аппарата – это устройство, которое преобразует переменный ток в постоянный. Устройство сварочного выпрямителя: силовой трансформатор, блок выпрямителя, измерительная, защитная и регулирующая пуск аппаратура. Трансформатор меняет энергию, подаваемую из сети в энергию, необходимую для сварочных работ, а также согласует значения сетевого напряжения с напряжением на выходе.
Однопостовые сварочные выпрямители используют трехфазные трансформаторы, поскольку это помогает уменьшать пульсацию напряжения, которое делает сварочные соединения менее качественными. Регулятор тока позволяет формировать жесткую или падающую внешнюю характеристику. Это дает возможность устанавливать режимы сварки и необходимое значение напряжения.
Схема сварочного выпрямителя достаточно простая: собирается он на трехфазной мостовой схеме, иногда на однофазной схеме двухполупериодного выпрямления. Трехфазная конструкция дает более равномерное напряжение и хорошие технико-экономические показатели. Проводниками служат кремневые или селеновые вентили.
Примечание! Для домашнего использования трехфазная схема также будет лучшим вариантом.
Семейство выпрямителей
Силовая конструкция бывает разная, и она влияет на формирование нескольких видов выпрямителей:
- Регулируемые трансформатором;
- Тиристорные;
- Регулируемые транзисторами;
- Инверторные;
- С дроссельным насыщением.
Также они делятся на виды по вольт-амперным характеристикам. Механизированная сварка под флюсом в аппаратах с саморегулированием дуги действует с однопостовыми выпрямителями с жесткими характеристиками. Реже применяются многопостовые сварочные выпрямители. Зачастую в них задействован трансформатор с нормальным магнитным рассеванием. Есть несколько способов регулирования напряжения:
- Регулирование витковое – используется в выпрямителе с секционированной обмоткой;
- Магнитное – применяется в аппаратах с магнитной коммуникацией и дроссельным насыщением;
- Фазовое – в выпрямителе тиристорном;
- Импульсное – таким методом обладает инверторный сварочный выпрямитель.
Примечание! Аппараты ручной сварки применяют выпрямители с падающими внешними характеристиками.
Выпрямитель сварочный в домашних условиях
Многие мастера смогут подтвердить, что самодельный сварочный выпрямитель, который сделанный качественно, ничем не будет уступать заводскому агрегату. Для его создания не нужно обладать глубокими познаниями в мире электроники и механики, достаточно лишь иметь в наличии все необходимые элементы. Конструкция его следующая. Выпрямитель объединяется с трансформатором и вентилятором охлаждения. Сам выпрямитель собирается на диодах, которые монтируются в центре на кронштейны-радиаторы.
Каждый диод со всех сторон продувается потоком воздуха через вентилятор и внутреннюю воронку. Однако, чтобы такое продувание было качественным, необходимо продумать компоновку аппарата. Так, отверстия большого диаметра должны быть на стяжной крышке и в основании, к которому монтируется вентилятор. Один диод требуется подключить к общей клемме, а другой – к одному из выводов трансформатора.
Важно! Если требуется напряжение в 6-18 Вольт, то оба диода делаются переходными.
Такой сварочный выпрямитель своими руками собирать несложно. С его помощью улучшается зажигание дуги за счет увеличения напряжения холостого хода. Также увеличивается количество тепла, что очень полезно для сварки тонких деталей.
ogodom.ru
Самодельный сварочный выпрямитель своими руками
Изготовить сварочный выпрямитель своими руками при наличии комплектующих деталей, материалы для радиатора крепление вентилей и основного составляющего,
 |
Первоначально необходимо подобрать готовый понижающий трансформатор с требуемыми параметрами. Обычно это не удается и его нужно намотать самостоятельно. Но предварительно должен быть сделан расчет его элементов, включая размеры магнитопровода (площадь сечения сердечников), количество витков и размер сечения шин и проводов. Расчет трансформатора выполняется по единой методике и не представляет трудностей со школьными знаниями электричества.
Простейший сварочный выпрямитель своими руками может быть выполнен по схеме, приведенной на Рис. 1.
Диодный выпрямитель, собранный по мостиковой схеме монтируется на радиаторе для теплообмена и охлаждения. Мощные диоды типа ВД-200 выделяют при работе много тепла. Для обеспечения падающей характеристики тока (вольтамперной) последовательно в цепь включается дроссель. Активное переменное сопротивление (реостат) в последовательной цепи позволяет производить плавную регулировку сварочного тока. Один полюс подключается к сварочному электроду, а второй к свариваемому объекту. Электролитический конденсатор на схеме работает как сглаживающий фильтр для снижения пульсаций.
Реостат вполне под силу намотать самому, для подобной работы необходим керамический сердечник (годится керамическая трубка изолятора) и проволока из никелина или нихрома. Диаметр проволоки зависит от величины регулируемого тока сварки. Расчет сопротивления реостата производится на основании удельного сопротивления проволоки, ее сечения и общей длины. От диаметра витков будет зависеть шаг (ступень) регулировки тока сварки.
Таким образом, самодельный сварочный выпрямитель можно изготовить в домашних условиях, при наличии необходимых материалов, на 100%.
Читайте также
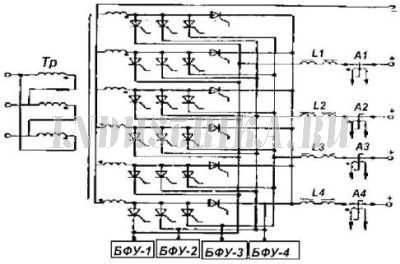 Многопостовые сварочные выпрямители
Многопостовые сварочные выпрямителиКакие сварочные аппараты используются для одновременных сварочных работ несколькими сварщиками одновременно, и какие параметры необходимо учитывать ...
industrika.ru
Сварочный выпрямитель своими руками схема
Популярные схемы и инструкции по сборке сварочных аппаратов
Оглавление: [скрыть]
- Пошаговая инструкция по сборке простейшего сварочного аппарата
- Подключение и использование самодельного аппарата
- Схема аппарата из автомобильных аккумуляторов
- Схема и сборка автомата для мягкой сварки
- Сборка полуавтомата своими руками
- Особенности работы самодельного полуавтомата
Сооружение вольеров для домашних животных, обустройство систем водопровода и канализации, создание красивых подставок для растений и множества других полезных вещей — все это позволяет сделать сварочный аппарат. При желании простой агрегат для домашней работы можно собрать своими руками. Схема сварочного аппарата будет различаться в зависимости от того, какую именно модель вы решите собрать. Далее представлены руководства по изготовлению самых распространенных вариантов. Изучите предложенные инструкции и приступайте к сборке наиболее подходящего под ваши требования агрегата.
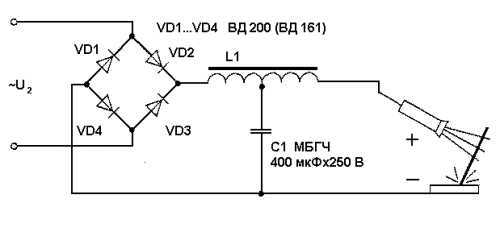
Схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла.
Пошаговая инструкция по сборке простейшего сварочного аппарата
Перечень материалов и инструментов, необходимых для сборки сварочного аппарата, будет меняться в зависимости от того, какой именно агрегат вы решите собрать. Следующие элементы являются основными. Обязательно подготовьте их, а все остальное добавляйте уже по мере необходимости. Вам понадобится:
Принципиальная схема сварочного аппарата работающего с электродами диаметром до 4 мм.
- Хлопчатобумажный материал.
- Текстолит.
- Электротехническая сталь.
- Стеклоткань.
- Медные провода.
- Несколько отверток.
- Молоток.
- Ножовка.
Рассматриваемый в данной инструкции сварочный аппарат будет работать с электродами диаметром до 4 мм. Он позволит варить металлические изделия толщиной до 2 см. Принципиальная схема такой установки показана на следующем изображении: Рис. 1. Сварочный аппарат питается от сети переменного тока. Подходят сети и на 220 В, и на 380 В.
В основе схемы этого сварочного аппарата лежит трехфазный понижающий трансформатор. Подойдет агрегат с характеристиками 380/36 В. Мощность устройства должна составлять 1-2 кВт. Особых требований к основе нет. Можно использовать даже экземпляр с одной сгоревшей обмоткой.
Сначала вам нужно взять трансформатор и снять вторичные обмотки с каждой катушки, не разбирая при этом сердечник. Далее, вы перекусываете медную шину в нескольких разных местах. Трогать первичные обмотки крайних катушек не надо. Среднюю следует перемотать тем же проводом. Через каждые 30 витков создавайте отводы. В сумме их получается в среднем 8-10 штук. Чтобы не запутаться, на каждый отвод рекомендуется надеть бирку с личным номером.
Далее, вам необходимо намотать вторичную обмотку на две крайние катушки до полного их заполнения. Для этого используйте силовой трехфазный многожильный кабель. Такое изделие должно содержать 3 провода диаметром порядка 7-8 мм и один немного меньшего диаметра. Подобный провод способен выдерживать высокое напряжение. Он характеризуется надежной изоляцией, а благодаря довольно большой гибкости у мастера появляется возможность сделать плотную намотку без необходимости предварительной разборки аппарата. Всего вы затратите примерно 25 м подобного кабеля. Вместо него можно использовать провод меньшего сечения, но в данном случае жилы необходимо будет сложить в 2 раза. Удобнее, если у вас будет помощник. Один сможет укладывать витки, а второй будет заниматься протягиванием провода.
Способы намотки обмоток на сердечнике стержневого типа.
Для изготовления клемм на выводы вторичной обмотки используйте медную трубку. Будет достаточно изделия длиной 3-4 см и диаметром 1-1,2 см. С одной стороны трубку нужно расклепать. В полученной пластине подготавливается отверстие 1 см в диаметре. С другой стороны нужно вставить предварительно зачищенные провода. Их следует обжать незначительными ударами молотка. На поверхности трубки делаются насечки керном. Это будет способствовать улучшению контакта.
Панель, которая находится наверху трансформатора, необходимо освободить от штатных винтов с гайками М6. Вместо них установите 2 новых винта М10. Лучше, если они будут медными. К этим винтам вы в дальнейшем подключите клеммы вторичной обмотки.
Под выводы первичной обмотки следует сделать дополнительную плату. Для ее создания используйте текстолит 3 мм в толщину. Плата прикрепляется к трансформатору. Перед креплением в ней необходимо просверлить 10 отверстий по 6 мм в диаметре каждое. В отверстия вставляются винты М6 с шайбами и гайками. В случае если вы будете подключать такой самодельный агрегат к 220 В, 2 крайние обмотки нужно соединять параллельно. Средняя последовательно подсоединяется к ним.
Оптимальной является схема, при которой сварочный аппарат питается от сети на 380 В. В данном случае вы сможете соединить все первичные обмотки последовательно. В соответствии с условиями схемы сначала надо соединить 2 крайние, а уже потом среднюю обмотку. Выводы крайних обмоток нужно подключить к общей клемме. Остальные подсоединяются на клемму «Резка».
Способы намотки обмоток для сварочного аппарата на тороидальном сердечнике.
Средняя обмотка нужна для уменьшения напряжения и тока во вторичной обмотке. Электродержатель изготавливается из трубы ¾ дюйма. Подойдет изделие длиной 25 см. На расстоянии в 3 и 4 см от краев трубы с ее обеих сторон нужно при помощи ножовки выпилить выемки. Глубина этих выемок должна составлять приблизительно половину диаметра трубы.
С целью обеспечения возможности прижатия электрода к держателю возьмите отрезок стальной проволоки и приварите его к трубе над выемкой большего размера. Проволока должна быть 6 мм в диаметре. С противоположной стороны вам нужно подготовить отверстие 8,2 мм в диаметре, взять винт М8 с гайкой и медную клемму, после чего подключить к держателю отрезок кабеля.
Кабель должен быть таким же, из которого была намотана вторичная обмотка. В завершение возьмите шланг из капрона или резины и наденьте его сверху на трубу. На этом сборка такого сварочного аппарата практически завершена. Нужно лишь разобраться, какие требования по условиям схемы предъявляются к подключению и работе с таким аппаратом.
Вернуться к оглавлению
Схемы подключения сварочных аппаратов.
Для подключения такого сварочного аппарата понадобятся провода сечением от 1,5 мм2. Подключается агрегат через рубильник. Один провод пойдет на вывод «1» — «8» (конкретный выбирайте в соответствии с величиной сварочного тока), а второй вы пустите на клемму «Общ.».
Наиболее мощный ток вы сможете получить на клемме «Резка». На первичной обмотке ток будет не больше 25 А. По вторичной обмотке идет ток 60-120 А. Помните о том, что схема такого сварочного аппарата не предполагает его использования для выполнения больших объемов работ. Израсходовав 10-15 электродов на 3 мм в диаметре, обязательно дайте агрегату остыть. Если же вы работаете с электродами на 4 мм, давать аппарату отдыхать нужно будет еще чаще. Работа с электродами на 2 мм таких вынужденных перерывов не потребует.
Быстрее всего сварочный аппарат нагревается при работе в режиме «Резка». В данном случае он потребует гораздо более частого отдыха. Вы можете резать практически любой металл. С изделиями «бытовой» толщины аппарат справляется безо всяких проблем. При изменении режимов сварки обязательно отключайте сетевой рубильник ради собственной безопасности и сохранности инструмента.
Вернуться к оглавлению
Рисунок 2. Схема сварочного аппарата из автомобильных аккумуляторов.
Народные умельцы придумали самые разнообразные схемы сварочных агрегатов. При желании вы можете собрать сварочный аппарат даже из автомобильных аккумуляторов. При проведении сварочных работ электросети под нагрузкой в 3,5 кВ просаживаются по напряжению на 30 В и больше. Конечно же, вы могли бы потратить деньги на покупку отдельной электростанции для проведения работ со сваркой, но куда удобнее и выгоднее пойти другой дорогой.
Вам достаточно взять 3-4 аккумулятора на 55-190 А/ч (лучше, чтобы этот показатель был выше). Аккумуляторы соединяются последовательно. Для соединения подходят подручные материалы типа проводов, зажимных пассатижей, проводов прикуривания и т.д. Схема позволяет использовать для сборки сварочного аппарата уже бывшие в употреблении аккумуляторы. Собрать агрегат своими руками вам поможет принципиальная схема, представленная на следующем изображении: Рис. 2.
Абсолютно ничего сложного в конструкции такого сварочного аппарата нет. Схема предельно проста и понятна. Однако даже несмотря на такую легкость сборки и незатейливость конструкции, варит данный аппарат прекрасно. Не реже чем раз в неделю обязательно проверяйте уровень электролита. В течение рабочего дня аккумуляторы довольно сильно нагреваются, в особенности если на улице лето, и вода испаряется стремительными темпами.
Существуют усовершенствованные схемы рассматриваемого сварочного аппарата. К примеру, вы можете дополнительно собрать зарядное устройство для аппарата, которое избавит вас от необходимости заряжать каждый аккумулятор в отдельности. Достаточно поставить агрегат заряжаться на ночь, и уже утром вы сможете спокойно с ним работать.
Рисунок 3. Схема сборки сварочного автомата для мягкой сварки.
При работе с электродом на 3 мм такой сварочный аппарат развивает ток в 90-120 А. Аккумуляторы без проблем выдерживают и в 2 раза большую нагрузку, так что никаких проблем возникнуть не должно, если все будет сделано по условиям приведенной ранее схемы.
На выходе напряжение будет меняться в соответствии с количеством аккумуляторов, использованных для сборки аппарата. Меняется оно в диапазоне 42-54 В. Сила тока аппарата равняется 1/10 от емкости 1 аккумулятора в блоке. К примеру, если вы берете 55 А/ч, то зарядный ток будет составлять не более 5 А.
Вернуться к оглавлению
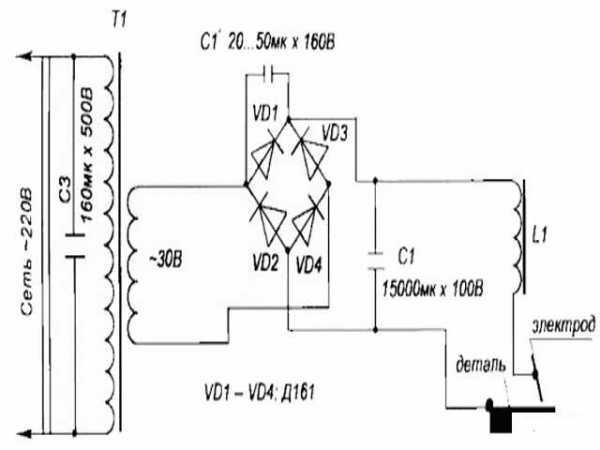
Существуют проверенные схемы аппаратов с выпрямителями. Такие модели работают на постоянном токе. Они характеризуются более высокими эксплуатационными качествами, чем «переменники». Но и их также необходимо настраивать и доводить. Схема агрегата была несколько усовершенствована. Внесенные в состав схемы изменения позволили сделать сварочный процесс более мягким. Непосредственно принципиальная схема такого агрегата показана на следующем изображении: Рис. 3.
В состав аппарата включен конденсатор С1. Он размещается между отрицательным и положительным проводом выпрямленного тока. Применяется электролитический конденсатор на 15000 мкФ. Используйте устройство, рассчитанное на работу при напряжении в 100 В.
Сварочный аппарат для мягкой сварки.
Благодаря такому конденсатору будет обеспечиваться надежный и одновременно плавный поджог дуги. В случае если вы ограничены в финансах или не можете найти подобный конденсатор, замените его на С1 = 50 мк х 160 В. Только в данном случае нужно устанавливать конденсатор уже в цепь положительного полупериода тока.
В первичную цепь рекомендуется установить бумажный конденсатор емкостью в 160 мкФ и рабочим напряжением 500 В. Подойдут конденсаторы МБГИ, МБГО и т.п. Благодаря этому элементу будут сглаживаться скачки напряжения электросети.
Вернуться к оглавлению
Сварочный полуавтомат с электроникой пригодится в любом хозяйстве. Работает он в защитной среде углекислого газа. Такой агрегат является незаменимым при сварке тонколистового металла, ремонте кузовов автотранспортных средств и прочих подобных работах.
Собирается из доступных материалов, узлов и деталей. Нужно иметь минимальные навыки слесарных и токарных работ.
При возникновении каких-либо сложностей с радио- и электротехникой лучше сразу обратиться к опытному радиолюбителю, чтобы сэкономить время и избежать трудностей.
Рисунок 4. Схема сварочного полуавтомата с электроникой.
Принципиальная схема такого агрегата показана на следующем изображении: Рис. 4.
На этой схеме присутствуют следующие обозначения:
- Позиция а — дроссель.
- Позиция б — сварочный трансформатор.
- Позиция в — выпрямитель.
- Под номером 1 указаны магнитопроводы.
- Позиция 2 — текстолит. В случае с трансформатором это изоляционная лента.
- Номер 3 — шина либо провод.
- Позиция 4 — диод ВЛ200. Понадобится 2 штуки.
- Номер 5 — диод В200. Тоже нужно 2 штуки.
- Под 6 номером указана секция из сдвоенных радиаторов в количестве 2 штук.
- Позиция номер 7 отведена шпилькам с шайбами и гайками. В общей сложности 4 комплекта.
http://moiinstrumenty.ru/youtu.be/LvIyLUOzS64
Вернуться к оглавлению
Принципиальная схема полуавтомата.
Каждый тиристор такого аппарата будет работать только при условии наличия соответствующего полупериода сетевого напряжения анода. Сварочный трансформатор в такой схеме не имеет особых отличий от других подобных устройств. Первичную обмотку делайте из 220 витков медного провода. Лучше всего подходит провод диаметром 1,9 мм. Желательно, чтобы он был в стеклотканевой изоляции. На вторичную обмотку хватит 56 витков шины либо многожильного кабеля сечением 60 мм2.
Каждый диод выпрямительного моста рекомендуется оснастить радиатором с площадью теплоотдачи 200 см2. Это улучшит охлаждение. Прежде чем приступать к работе с таким сварочным аппаратом, подведите направляющие на максимально возможное расстояние к роликам и затяните их гайками. Затем пропустите через направляющие, механизм, горелку и наконечник сварочную проволоку. Вверните наконечник в канал горелки, после чего наденьте защитный кожух. Последний нужно поджать винтом. Подключите шланг от баллона с углекислым газом с редуктором к пневмоклапану. При помощи редуктора выставьте давление газа на 1,5 атм. Включите питание, отрегулируйте скорость подачи проволоки при помощи резистора R7 и приступайте к работе. При работе с таким самодельным полуавтоматом следует использовать проволоку диаметром 0,8-1,2 мм.
http://moiinstrumenty.ru/youtu.be/UX81XigBgBY?t=6s
После нескольких небольших тренировок вы сможете получать сварные швы качеством не хуже, чем получали бы при работе с оборудованием заводской сборки. Зато самодельные агрегаты по стоимости получаются гораздо выгоднее готовых решений. Удачной работы!
moiinstrumenty.ru
Сборка сварочного аппарата постоянного тока своими руками
Как считают специалисты, изготовление сварочного аппарата постоянного и переменного тока своими руками не отнимет много времени и сил.
Главное условие его создания – четкое представление о том, какие именно сварочные работы оно должно выполнять и инструкция.
Особенности работы аппарата
Чтобы проводить сварку, необходимо устройство, которое работает от переменного и постоянного тока.
Аппаратом тока сваривают тонкие металлические листы. Этот метод сваривания не требует применения определенного вида электрода, а электродная проволока может быть и без керамической обмазки.
Схема сварочного аппарата состоит из 5 частей. Цепочка тока проходит через сварочный аппарат, сначала попадая в трансформатор.
Оттуда ток поступает в выпрямитель, диоды которого преобразуют переменный ток в постоянный, и дроссель. Последние элементы протекания тока – держак и электрод.
Присоединение держака электрода к выпрямителю осуществляется с помощью дросселя. Так сглаживается пульс напряжения.
Дроссель – это катушка с проводами из меди, наматываемая на сердечник. А выпрямитель – это деталь аппарата, соединенная с трансформатором через вторичную обмотку.
К сети подключается трансформатор — главная деталь аппарата. Его можно либо специально приобрести, либо воспользоваться ранее уже эксплуатируемым, но годным трансформатором.
Он по закону Ома преобразовывает напряжение переменного тока.
Так показатель напряжения, вырабатываемого на вторичной обмотке, понижается, но при этом в 10 раз увеличивается сила тока. Сваривание происходит при силе тока в 40 ампер.
Электрическая цепь замыкается в тот момент, как появляется дуга между электродом и свариваемыми кусками металла.
Дуга должна гореть стабильно, тогда сварной шов будет выполнен качественно. В установлении нужного характера горения поможет регулятор мощности электрической энергии.
Самая элементарная схема агрегата
Лучше, если электрическая схема агрегата будет самой элементарной.
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Видео:
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Видео:
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Видео:
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
rezhemmetall.ru
Выпрямитель сварочный и его устройство
Трудно представить себе строительную промышленность или машиностроение без применения сварки. Она делится на два вида: на постоянном и переменном токе.
Использование постоянного тока обеспечивает более качественный сварной шов. Это объясняется отсутствием нулевых значений тока, а значит, и горение дуги становится более стабильным, снижается разбрызгивание от горящего электрода, проплавление металла получается более глубоким, у сварного шва улучшаются прочностные характеристики.  Помимо этого, с такими материалами, как чугун, высоколегированные стали, сплавы на основе никеля и меди, титан, можно использовать сварку только на постоянном токе.
Помимо этого, с такими материалами, как чугун, высоколегированные стали, сплавы на основе никеля и меди, титан, можно использовать сварку только на постоянном токе.
Для преобразования переменного тока, имеющего частоту 50 Гц, в постоянный, используют выпрямитель сварочный. В нем применяются полупроводниковые вентили и специальные регулирующие устройства в трансформаторе. Существуют разнообразные виды таких изделий. Каждый из них имеет в своей конструкции выпрямительный блок, пускорегулирующий блок для защитной и измерительной аппаратуры и силовой трансформатор.
Выпрямитель сварочный используют для ручной дуговой сварки, когда происходит расплавление электродов, и импульсно-дуговой, при которой импульс способствует отделению от проволочного электрода капли металла.
Для удобства механической сварки создан специальный выпрямитель сварочный ВД трансформаторного типа, имеющий дистанционный переключатель режимов. Такие преобразователи характеризуются основными техническими решениями:
- в одном диапазоне регулировка тока для сварки происходит плавно;

- магнитный клиновой подвижный шунт, горизонтального исполнения, обеспечивает механическую регулировку сварного шва, имеет простую конструкцию;
- трансформаторные обмотки выполнены из меди;
- отсутствуют подвижные обмотки;
- охлаждение на воздухе;
- зажигание выполняется легко, дуга горит устойчиво;
- класс изоляции – Н;
- токовые разъемы безопасные и быстро размыкаются;
- в условиях монтажа выпрямитель сварочный такого типа легко перемещать.
Иногда в домашних условиях возникает необходимость выполнить сварочные работы. В этой ситуации существует два варианта – купить готовый аппарат или самостоятельно сделать сварочный выпрямитель своими руками.
Основным элементом самодельного выпрямителя является трансформатор, предназначенный для преобразования переменного напряжения в сети и обеспечения необходимой величины и качества сварного тока. Подключение его возможно к сети с напряжением 220 В, а на выходе он должен обеспечивать 40-70 В.
Далее к выводам трансформатора нужно припаять сетевой провод примерно 2.5 квадратных миллиметра диаметром и длиной примерно 5 метров, для удобного перемещения сварочного аппарата. Провод лучше использовать в двойной изоляции.
Следующий этап – подготовка кабелей для сварки. Для этой цели лучше использовать мягкие провода, имеющие резиновую изоляцию, длиной не менее двух метров. На конце одного кабеля крепим прищепку «массы» (иногда можно использовать автомобильный «прикуриватель»), на другом кабеле – держатель электрода.
Теперь выпрямитель сварочный нужно скомпоновать. От этого зависит, насколько аппарат будет удобен при эксплуатации. При работе он будет нагреваться, значит, корпус должен быть выполнен с вентиляционными отверстиями. Для удобства транспортировки на корпусе приделываем ручки и устанавливаем колесики. Можно для укладки проводов и кабелей установить дополнительные элементы в виде крючков, шайб, уголков.
fb.ru
Самодельный сварочный аппарат | Все своими руками
Здравствуйте уважаемые читатели. В этой статье хочу предложить схему самодельного сварочного аппарата.

Лет тридцать назад по случаю я приобрел трансформатор. По всем параметрам он подходил для сварки. Сперва варил просто переменным током, но при этом очень плохо. Потом добавил к трансу выпрямитель, стало лучше, но без регулировки сварочного тока сварка – не сварка. Испробовал много разных схем опубликованных в радиолитературе. Пробовал схемы и со стабилизацией сварочного тока и без нее. В принципе аппарат работал, но как только температура окружающей среды приближалась к нулю, начинались проблемы, то дугу не поймать, то электрод начинает прилипать, то вместо сварки аппарат начинает резать. Плюнул я на все эти дела и собрал свою простенькую схемку, которую и предлагаю вам. На фотографии общий вид аппарата с кучей лишних отверстий — следов бывших модификаций.
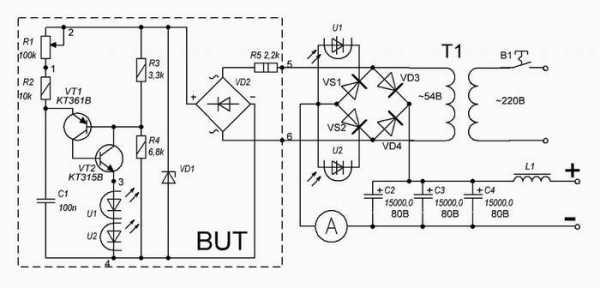
Выходное переменное напряжение со вторичной обмотки трансформатора – 54 вольта. Мощные тиристоры – Т161 – 160, которыми управляют оптотиристоры ТО125 – 12,5. В качестве мощных диодов использованы диоды Д151 – 160. Это позволяет варить электродами до 3?4мм. После управляемого выпрямителя в схеме стоят три конденсатора по 15000 микрофарад на рабочее напряжение 80 вольт, и дроссель. Дроссель намотан на ш-образном сердечнике с немагнитным зазором 0,5 — 1,0мм, площадь сечения среднего керна которого равна 25см2 . Намотка ведется медной шиной 7,5×2,5 до заполнения каркаса. После всех этих модификаций аппарат стал хорошо варить и нержавейку. Блок управления тиристорами собран на двух транзисторах, это обычный релаксационный генератор с аналогом динистора. Стабилитрон VD1 – Д814Д. Выпрямительный мост- КЦ405Е. Как сделать амперметр, вы можете прочитать в статье «Как сделать шунт для амперметра сварочного аппарата»
 Размер платы 71×35мм.
Размер платы 71×35мм.
Просмотров:85 225
www.kondratev-v.ru
www.samsvar.ru
Самодельный сварочный аппарат | Лаборатория сварки
Сварочным аппаратом в простейшем виде является один лишь трансформатор с подключенными к нему необходимыми проводами и зажимами. Для грубой работы этого вполне достаточно. И в принципе сделать сварочный аппарат своими руками несложно, но для его изготовления потребуются дорогостоящие материалы. Поэтому заниматься его изготовлением целесообразно, если уже есть в наличии часть материалов, или есть возможность их купить по ценам существенно ниже рыночных. Иначе себестоимость самодельного сварочного аппарата может оказаться близкой к стоимости фирменного аппарата с лучшими характеристиками.
 Самодельный сварочный аппарат
Самодельный сварочный аппарат Сварочные аппараты сделанные своими руками в основной своей массе обладают выраженной спецификой перед своими собратьями промышленного изготовления. На первое место здесь зачастую ставится не тщательность расчета параметров конструкции и соблюдение технологии изготовления, а возможность достать тот или иной компонент будущей конструкции самодельного сварочного аппарата. Делать трансформатор чаще всего приходится из того, что есть, а не из того, из чего хотелось бы. Многие конструкции отличаются особой оригинальностью компоновки, собираются из материалов, ничего общего до того со сварочным делом, а то и с трансформаторами вообще не имевшими. Параметры элементов конструкции некоторых образцов сварочных трансформаторов могут сильно выходить за рамки рекомендуемых стандартными методиками значений.
Тем не менее большинство самодельных сварочных аппаратов вполне оправдывают свое существование. Их сварочные характеристики находятся на приемлемом рабочем уровне, а в случае необходимости могут быть подправлены.
То, что разные трансформаторы по-разному варят, сварщикам известно хорошо. В одном случае дуга зажигается и горит стабильно, швы ложатся ровно, работать таким аппаратом легко - сварщики говорят: "варит мягко". В другом же случае наоборот: удерживать дугу тяжело, она часто гаснет, металл сильно разбрызгивается, и швы получаются какими-то рваными и размытыми, притом что трансформатор развивает необходимый ток, даже вроде бы обладает запасом по мощности и с выходным напряжением у него тоже все в порядке. В чем же дело? А причина как раз в способности трансформатора стабильно держать рабочий ток, что характеризуется таким показателем, как внешняя вольт-амперная характеристика (ВАХ) источника питания. Про неё подробно написано в статье Типы сварочных аппаратов. Если в двух словах - ток короткого замыкания не должен сильно отличаться от тока сварки. Ток должен быть ограничен либо увеличенным магнитным рассеянием трансформатора, либо балластным сопротивлением, либо дросселем, либо другим способом.
О качестве внешних характеристик сварочных трансформаторов судят на практике. Если с трансформатором работать легко, дуга горит стабильно, а наплавленный металл ложится равномерно - значит, все в порядке.
Надежность сварочного трансформатора
При эксплуатации сварочного аппарата, и тем более сделанного своими руками, работающий на пределе своих возможностей трансформатор постепенно изнашивается - действует перегрев, вибрация, влага, механические воздействия.
Злейшим врагом сварочных трансформаторов является перегрев. Самым действенным средством против перегрева являются надежные обмоточные провода с плотностью тока не более 5-7 А/мм2. Чтобы провод быстро охлаждался, он должен иметь хороший контакт с воздухом. Для этого в обмотках делаются щели. Сначала мотается первый слой и с внешних сторон вставляются деревянные или гетенаксовые планки толщиной 5-10 мм, потом планки вставляются через каждые два слоя провода: так каждый слой имеет контакт с воздухом с одной стороны.
 Катушка сварочного трансформатора с вентиляционными щелями
Катушка сварочного трансформатора с вентиляционными щелями Если трансформатор делается без вентилятора, то щели должны ориентироваться вертикально. Тогда через них постоянно будет циркулировать воздух: теплый поднимается вверх, а снизу засасывается холодный. Еще лучше, если трансформатор постоянно обдувается вентилятором. Вообще-то принудительный обдув мало влияет на скорость нагрева трансформатора, зато заметно ускоряет его охлаждение. Быстрее всего греются и хуже всего охлаждаются тороидальные трансформаторы. У сильно греющегося сварочного трансформатора с закрытыми обмотками даже мощный обдув не решит этой проблемы, и здесь придется удерживать температуру обмоток разве что очень умеренным режимом работы.
Если предстоит варить много и быстро, а ваш сварочный трансформатор намотан не ахти какими проводами и катастрофически быстро греется и т.д., здесь можно применить одно кардинальное средство борьбы с перегревом. Перегрева можно не так бояться, если весь трансформатор полностью погрузить в трансформаторное масло. Обладая значительной теплопроводностью, масло не только отводит тепло из обмоток, но и является дополнительным изолятором. В простейшем виде это просто ведро с маслом с утопленным в нем трансформатором, откуда выходят только четыре провода - такое "чудо" иногда можно увидеть на дворах в сельской местности.
 Самодельный сварочный трансформатор помещенный в емкость с трансформаторным маслом
Самодельный сварочный трансформатор помещенный в емкость с трансформаторным маслом В режиме сварки трансформатор создает мощное переменное магнитное поле, которое притягивает к нему стальные элементы, вызывая вибрацию. Вибрируют не только стальные корпуса сварочных аппаратов, но и вообще все детали, соединенные с трансформатором и находящиеся внутри магнитопровода. Особенно подвержены вибрациям подвижные части регулирующих устройств мощности, если таковые имеются. К подвижным элементам (большей частью промышленных аппаратов) могут относиться: сердечники, магнитные шунты, подвижные обмотки, т.е. элементы, с помощью передвижения которых изменяется рабочий ток трансформатора и которые невозможно закрепить совершенно жестко. Эти части связаны с неподвижными элементами трансформатора посредством винтов, направляющих и других элементов, деформирующихся под действием переменных сил. Вибрации подвержены и закрепленные жестко элементы конструкции. Амплитуды и действие вибрации зависят от множества конструктивных факторов, которыми во многом и определяется надежность сварочного трансформатора. Нередки случаи, когда из-за недоработки конструкции или некачественной сборки, вследствие вибрации быстро выходят из строя даже трансформаторы промышленного изготовления. Для самодельных конструкций эта проблема стоит еще более остро, особенно когда используются обмоточные провода в тонкой лаковой изоляции. От постоянной вибрации и трения друг о друга витков, лак на некоторых участках может разрушаться, что неизбежно приведет к межвитковому замыканию. Поэтому изоляция между слоями провода здесь обязательна. Также необходимо предусмотреть, чтобы под действием вибрации не произошло разрушение или продавливание на углах каркаса обмоток или (в тех конструкциях, где его вообще нет) слоя изоляции между катушками и железом магнитопровода. Можно без всякого, преувеличения сказать, что вибрация наравне с перегревом является одной из основных причин преждевременного выхода из строя сварочных трансформаторов.
При эксплуатации и тем более хранении сварочного аппарата, следует опасаться сырых подвалов и вообще мест с повышенной влажностью. Постепенно обмотки впитывают в себя влагу, которая, попадая в мельчайшие щели и трещины изоляции, долго не высыхает, становясь хорошим проводником тока.
Чаще всего проблемы бывают с первичной катушкой высокого напряжения. Первичная катушка содержит большее количество витков, обычно она сильнее греется, ее более тонкий провод больше подвержен влиянию разрушающих механических воздействий, нежели провод вторичной цепи. Эта катушка находится под опасным напряжением, и при повреждении изоляции ее провода высокое напряжение может попасть на корпус или магнитопровод трансформатора. Если сварочный трансформатор не имеет корпуса, то повреждения обмоток могут происходить от случайных ударов, а также опрокидываний и падений тяжелого трансформатора. Разрушающее воздействие на изоляцию оказывает вибрация, особенно для провода в лаке, перегрев обмоток и влага. Если произошел пробой на корпус или магнитопровод, которые не заземлены, или повреждена внешняя изоляция провода первичной обмотки, то при прикосновении человек попадет под высокое напряжение. От пробоя на корпус спасает заземляющий провод. Однако заземление на самодельных конструкциях делается нечасто.
Другой вариант пробоя первичной обмотки, когда она пробивает на вторичную катушку внутри трансформатора. В этом случае ничего не подозревающий сварщик и его помощники могут попасть под высокое напряжение сети со всеми вытекающими отсюда последствиями. Это может предотвратить надежная изоляция первичной и вторичной обмоток друг от друга. Напряжение вторичной катушки может повыситься, даже если ее изоляция не нарушена. Напряжение на выходе вторичной катушки зависит от количества витков первичной катушки. Так, при межвитковом замыкании первичной катушки достаточно большое количество ее витков может "вылететь" из работы: в результате напряжение на выходе сварочного трансформатора повысится.
Корпус для самодельного сварочного аппарата
Чтобы сварочный трансформатор не был подвержен влиянию всех атмосферных стихий и возможным механическим воздействиям, его желательно упрятать в корпус. Однако здесь не все так просто. Сварочный трансформатор - мощный источник электромагнитного излучения, и далеко не все материалы одинаково хорошо годятся для его наружной оболочки. Тем более что в некоторых случаях возможна еще и потеря мощности из-за индуцируемых в оболочках корпусов токов.
При установке сварочного трансформатора в корпус особое внимание надо уделять его материалу и возможности протока воздуха для охлаждения, при этом верх должен быть закрыт, предохраняя трансформатор от возможного дождя. Корпуса или хотя бы некоторые их части лучше делать из не магнитных материалов: латунь, дюраль, гетенакс, пластмассы. Если корпус сделан из жести или напротив оси первичной обмотки привинчены стальные панели, то при работе вся эта конструкция будет втягиваться внутрь и вибрировать. Звук при этом иногда бывает такой, что его можно сравнить разве что с работой пилы - мощной "циркулярки". Поэтому устанавливать сварочный трансформатор можно либо в цельновыгнутый жесткий стальной корпус, который не так поддается вибрациям, или делать панели напротив хотя бы первичной обмотки из немагнитных материалов.
Для практически всех существующих конструкций сварочных трансформаторов характерны очень сильные магнитные поля рассеивания вблизи обмоток. Эти поля вызывают не только сильные вибрации магнитных материалов, но и заметные потери энергии в кожухах и других конструктивных элементах трансформаторов. Потери энергии обусловлены возбуждением в кожухах вихревых токов. Присутствие вихревых токов, а следовательно, и потери энергии, будут тем меньшими, чем больше расстояние от обмоток трансформатора до стенок металлического корпуса. На потери энергии мало влияют магнитные свойства металлов. Если корпус сделать из немагнитных металлов - латунь, алюминий и т.д., то это мало повлияет на генерацию вихревых токов, ведь здесь важна токопроводимость материала, которая у металлов всегда высокая. Исследования показали, что несколько уменьшить потери в корпусе можно, сделав на нем продольные рассечки, типа вентиляционных щелей, которые, располагаясь на пути вихревых токов с наибольшей плотностью, увеличат сопротивление материала для них. Таким образом можно уменьшить потери на 30-50% в зависимости от конструкции кожуха и использованного на нем металла.
С другой стороны, потери такого рода вообще могут быть сведены на нет, если корпус выполнить из изоляционного материала, тем более что в этом случае сразу удастся избежать и вибраций, вызванных переменными магнитными полями. Однако корпус из диэлектрических материалов сложнее сделать или же подобрать уже готовый, также он имеет худшие показатели прочности. Конечно, проблемы с корпусом, его вибрациями, вихревыми токами и потерями энергии можно вообще избежать, отказавшись от цельного корпуса, как это и принято, наверное, у большинства самодельных сварок. Однако отсутствие корпуса добавит массу других, не менее важных проблем, а также отразится на безопасности и надежности в эксплуатации сварочного аппарата. Тем более что потери на уровне нескольких процентов практически неразличимы на фоне флуктуации напряжения в сети, а также присутствия некоторого сопротивления в линиях электропередачи.
В корпус сварочного аппарата можно установить вентилятор или сделать его герметичным и залить трансформаторным маслом.
laboratoria-svarki.ru