2А554 станок радиально-сверлильный Описание, характеристики, схемы. 2А554 станок
2А554 станок радиально-сверлильный. Паспорт, схемы, характеристики, описание
Сведения о производителе радиально-сверлильных станков 2А554
Производителем радиально-сверлильных станков 2А554 является Одесский Завод Радиально-Сверлильных Станков, основанный в 1884 году.
C 1928 года Государственный Машиностроительный завод им. В. И. Ленина начал специализироваться на выпуске металлорежущих станков . Был освоен выпуск вертикально-сверлильных станков диаметром сверления до 75 мм.
В ноябре 1946 года был выпущен первый радиально-сверлильный станок диаметром сверления 50 мм. Вслед за этими станками завод стал выпускать радиально-сверлильные станки диаметром сверления 75 и 100 мм, переносные сверлильные станки с поворотной головкой диаметром сверления до 75 мм, хонинговальные станки до диаметра 600 мм, станки глубокого сверления до диаметра 50 мм.
Станки производства ОЗРСС
2А554 радиально-сверлильный станок. Назначение и область применения
Радиально-сверлильный станок модели 2А554 заменил устаревшую модель станка этой же серии 2М55.
Радиально-сверлильный станок общего назначения 2А554 служит для сверления, рассверливания, зенкерования, подрезки торцов в обоих направлениях, развертывания, растачивания отверстий и нарезания резьбы метчиками в крупных деталях, перемещение которых по столу станка осуществлять тяжело, а в некоторых случаях и невозможно.
Радиальный сверлильный станок 2А554 предназначен для получения сквозных и глухих отверстий в деталях с помощью сверл, для развертывания и чистовой обработки отверстий, предварительно полученных литьем или штамповкой, и для выполнения других операций. Главное движение и движение подачи в сверлильном станке сообщаются инструменту.
Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяя производить на нем сверление квадратных отверстий, выточку внутренних канавок, вырезку круглых пластин из листа и т.д. При соответствующей оснастке на станке можно выполнять многие операции характерные для расточных станков.
Сосредоточение всех органов управления на сверлильной головке, наличие гидрозажима колонны, сблокированного с зажимом сверлильной головки, автоматизация зажима рукава, наличие системы предохранительных устройств, исключающих поломку станка вследствие перегрузок, позволяют максимально сократить вспомогательное время и достичь высокой производительности.
Компоновка станков традиционная для радиально-сверлильных станков и включает:
- Стационарную плиту с Т-образными пазами для зажима обрабатываемой детали, на которой неподвижно закреплена внутренняя колонна
- На внутренней колонне на подшипниках монтируется наружная, вращающаяся колонна, на которой размещается рукав со сверлильной головкой.
- Рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной
- Сверлильная головка с возможностью горизонтального перемещения по направляющим рукава
- Шпиндель, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки
- Подача обеспечивается гильзой шпинделя. Все остальные перемещения - позиционирующие
- Все части станков перемещаются с минимальным усилием и фиксируются в рабочем положении посредством гидравлических зажимов
- Все органы управления сосредоточены на панели управления сверлильной головки
- Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов
- Фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьб и предохраняет коробку скоростей от перегрузок
- Шпиндель станка уравновешен в любой точке его перемещения
- Штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления
Модификации радиально-сверлильного станка 2А554
2М55, 2М55-1, 2Н55, 2Ш55, - радиально-сверлильный станок диаметром сверления 50 мм
2А554-2 - радиально-сверлильный станок диаметром сверления 50 мм
2А554-1 - радиально-сверлильный станок диаметром сверления 63 мм
2Н55Ф2, 2М55Ф2 - радиально-сверлильный станок с ЧПУ
2Н554Ф1, 2М554Ф1-29 - радиально-сверлильный станок с УЦИ
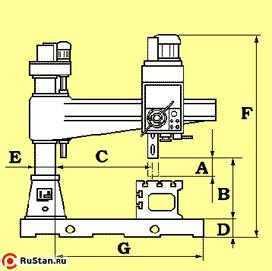
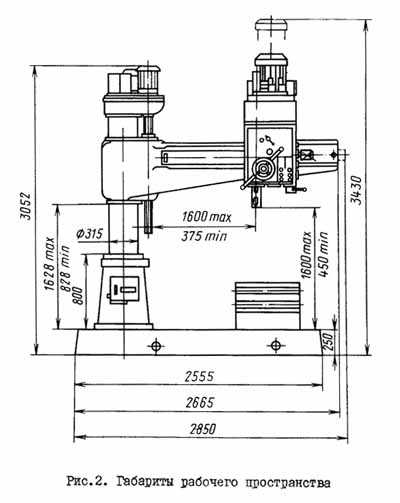
Габарит рабочего пространства радиально-сверлильного станка 2А554
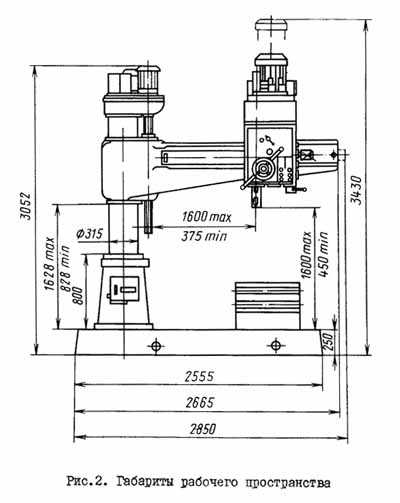
Габарит рабочего пространства сверлильного станка 2а554
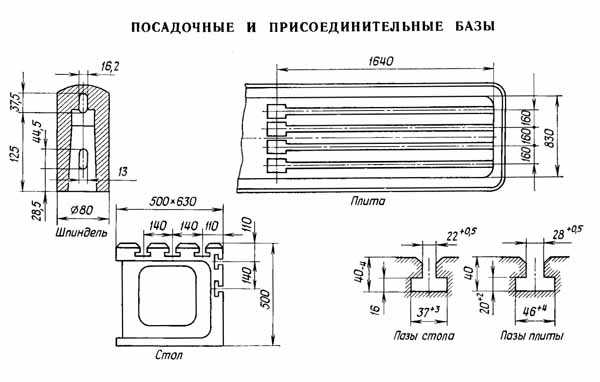
Посадочные и присоединительные базы радиально-сверлильного станка 2А554
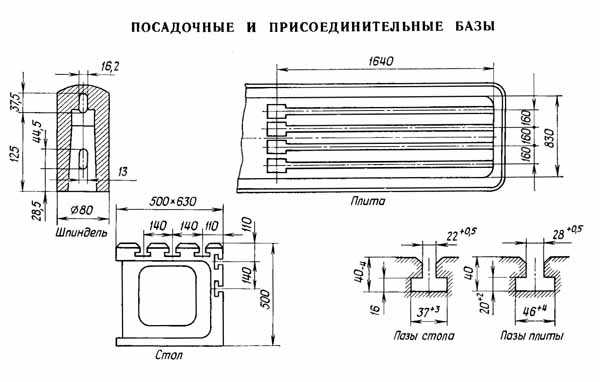
Посадочные и присоединительные базы сверлильного станка 2а554
Общий вид радиально-сверлильного станка 2А554

Фото радиально-сверлильного станка 2а554
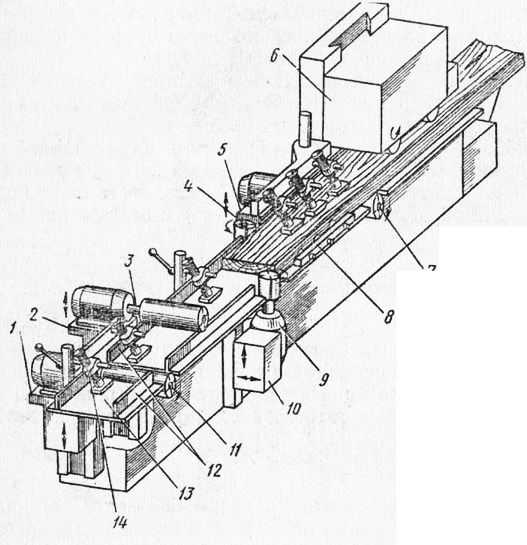
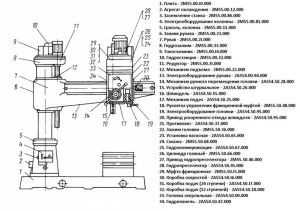
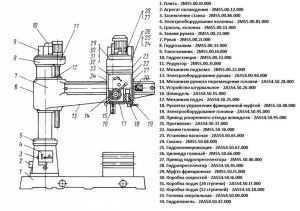
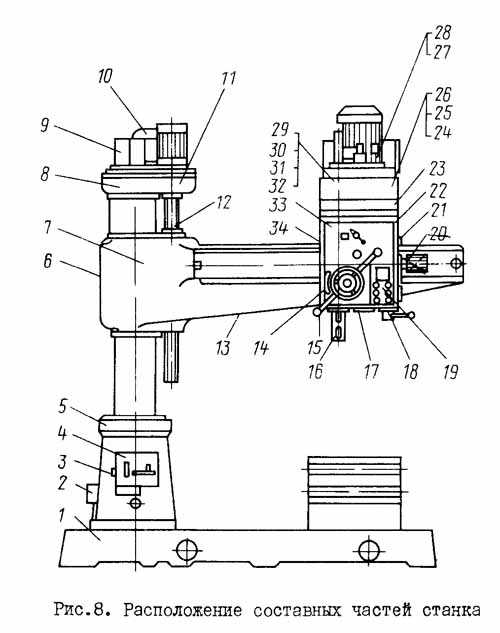
Расположение составных частей радиально-сверлильного станка 2А554
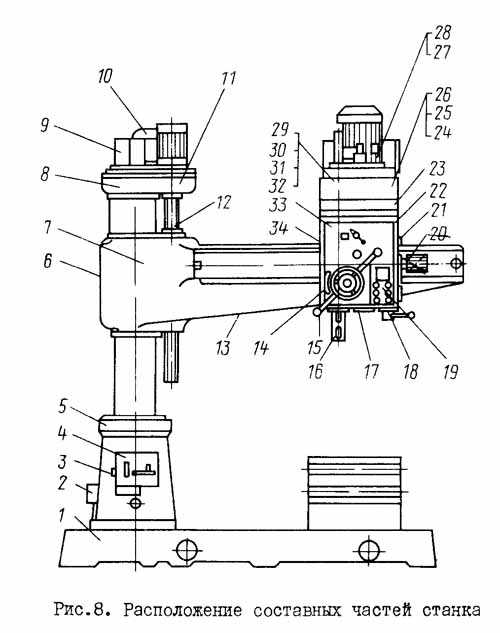
Расположение составных частей сверлильного станка 2а554
Спецификация составных частей радиально-сверлильного станка 2А554
- Плита - 2M55.00.I0.000
- Агрегат охлаждения - 2M55.00.12.000
- Заземление станка - 2М55.00.86.000
- Электрооборудование колонны - 2M55.00.81.000
- Цоколь, колонна - 2М55.00.11.000
- Зажим рукава - 2М55.00.23.000
- Рукав - 2M55.00.2I.000
- Гидрозажим - 2М55.00.33.000
- Токосъемник - 2M55.00.I4.000
- Гидростанция - 2М55.00.32.000
- Редуктор - 2M55.00.3I.000
- Механизм подъема - 2М55.00.22.000
- Электрооборудование рукава - 2А554.00.94.000
- Механизм ручного перемещения головки - 2А554.50.28.000
- Устройство штурвальное - 2А554.50.26.000
- Шпиндель - 2А554.50.55.000
- Механизм подач - 2А554.50.25.000
- Рукоятка управления фрикционной муфтой - 2М55.50.48.000
- Электрооборудование головки - 2А554.50.95.000
- Привод ускоренного отвода шпинделя - 2А554.50.95.000
- Противовес - 2А554.50.37.000
- Зажим головки - 2М55.50.36.000
- Установка насосная - 2А554.50.65.000
- Смазка - 2М55.50.68.000
- Гидрокоммуникация - 2А554.50.67.000
- Цилиндр главный - 2М55.50.66.000
- Привод гидропреселектора - 2М55.50.46.000
- Гидропреселектор - 2А554.50.45.000
- Муфта фрикционная - 2M55.50.I5.000
- Коробка скоростей - 2A554.50.I6.000
- Коробка подач (24 ступени) - 2A554.50.I7.000
- Коробка подач (12 ступеней) - 2А554.50.18.000
- Головка сверлильная - 2А554.50.00.000
- Гидропанель - 2А554.50.47.000
Расположение органов управления радиально-сверлильного станка 2А554
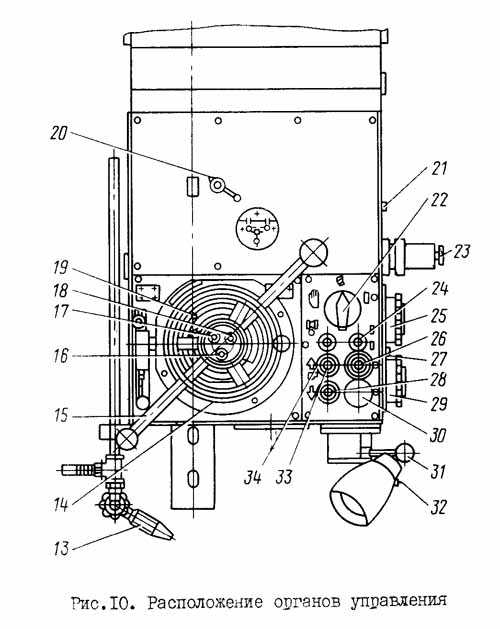
Расположение органов управления сверлильным станком 2а554
Перечень органов управления радиально-сверлильного станка 2А554
- Станок включен; станок выключен
- Заземление
- Выключатель вводной
- Выключатель электронасоса охлаждения
- Кран включения охлаждающей жидкости
- Маховик перемещения сверлильной головки
- Рукоятка ручного ускоренного подвода шпинделя и включения механической подачи
- Кнопка отжима сверлильной головки
- Кнопка отжима колонны и сверлильной головки
- Кнопка зажима колонны и сверлильной головки
- Кнопка зажима лимба для настройки глубины сверления
- Рукоятка переключения диапазона подач
- Рукоятка натяжения пружин противовеса
- Переключатель автоматизированных циклов
- Маховик тонкой ручной подачи шпинделя
- Кнопка отключения шпинделя от коробки скоростей
- Рукоятка предварительного набора скоростей
- 26. Кнопка пуска главного электродвигателя
- Лампа сигнальная фильтра гидросистемы
- Кнопка управления опусканием рукава
- Рукоятка предварительного набора подач
- Кнопка "Общий стоп"
- Рукоятка управления пусковой реверсивной муфтой и переключения скоростей и подач
- Включатель освещения
- Кнопка управления подъемом рукава
- Лампа сигнальная предварительного набора скоростей, подач
Устройство и работа радиально-сверлильного станка 2А554. Общая компоновка станка
Основанием станка является фундаментная плита, на которой неподвижно закреплен цоколь. В цоколе на подшипниках монтируется вращающаяся колонна, выполненная из стальной трубы. Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема, смонтированного в корпусе на верхнем торце колонны. В этом же корпусе расположено гидромеханическое устройство для зажима колонны и токопроводящее устройство для питания поворотных и подвижных частей станка. Механизм подъема связан с рукавом ходовым винтом.
Сверлильная головка выполнена в вице отдельного силового агрегата и состоит из коробки скоростей и подач, механизмов подачи и ускоренного етвода шпипделя, шпинделя с противовесом и других узлов. Она перемещается по направляющим рукава вручную. В нужном положении головка фиксируется установленным на ней механизмом зажима.
Все органы управления станком сосредоточены на сверлильной головке. На панели цоколя размещены только кнопки вводного выключателя, подключающего станок к внешней электросети, и выключателя управления насосом охлаждения. Для освещения рабочей зоны в нижней части сверлильной головки установлена электроарматура.
Электроаппаратура смонтирована в нише, выполненной с обратной стороны рукава.
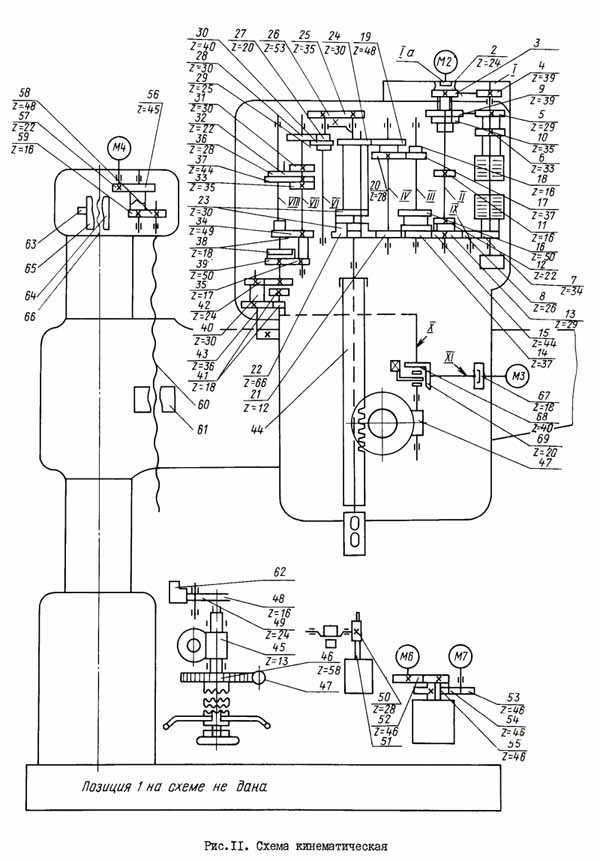
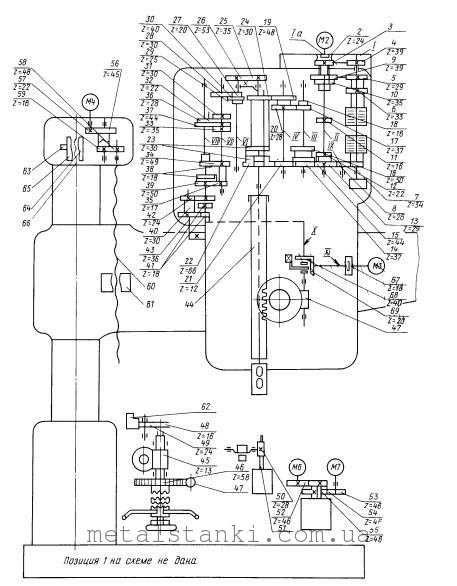
Кинематическая схема радиально-сверлильного станка 2А554
Кинематическая схемай сверлильного станка 2а554
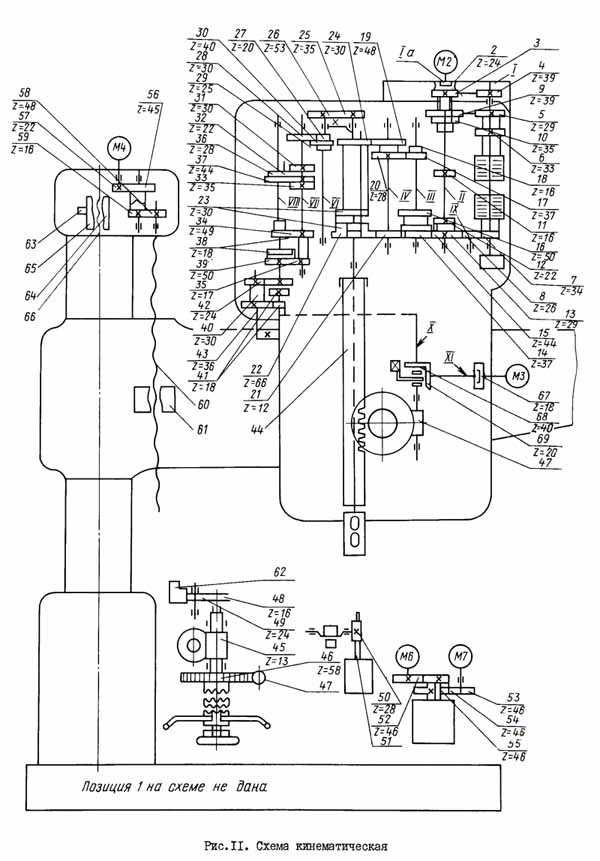
Кинематическая схема станка (рис.11) состоит из следующих кинематических цепей:
- вращения шпинделя;
- движения подач;
- вертикального перемещения рукава;
- перемещения сверлильной головки по рукаву;
- ускоренных перемещений шпинделя.
Шпиндель получает вращение от электродвигателя через промежуточную передачу, пусковую фрикционную муфту и коробку скоростей с четырьмя передвижными зубчатыми блоками. Промежуточная передача обеспечивает определенную частоту вращения вала фрикционной муфты в различных исполнениях станка (например, для частоты тока 60 Гц). Фрикционная муфта соединяется с коробкой скоростей либо зубчатыми колесами 9-10, либо через паразитное зубчатое колесо 8 и зубчатое колесо 13. В последнем случае коробка скоростей получает обратное вращение, т.е. шпиндель вращается против часовой стрелки. Таким образом, каждым двум ступеням частот вращения шпинделя в направлении по часовой стрелке соответствует одна ступень оборотов против часовой стрелки.
Передвижные блоки коробки скоростей (три двойных и один тройной) обеспечивают получение 24 ступеней частоты вращения шпинделя, в интервале 18...2000 мин-1.
Двойной блок на гильзе шпинделя имеет также третье положение, когда оба зубчатых колеса выведены из зацепления. При этом шпиндель легко проворачивается от руки.
Коробка подач получает вращение от шпинделя через зубчатые колеса 25-26. Один тройной и два двойных блока обеспечивают получение 12 ступеней подач в интервале 0,056...2,5 мм/об. Еще 12 ступеней подач получаются включением переборного зубчатого колеса 42.
Таким образом, коробка подач обеспечивает получение 24 ступеней подач в интервале 0,045... 5 мм/об. Предусмотрен вариант исполнения станка с 12 подачами в интервале 0,056...2,5 мм/об. Вал УШ коробки подач шлицевой муфтой связан с вертикальным валом механизма подач X, несущим на себе специальную регулируемую муфту, обеспечивающую размыкание цепи подач при достижении предельного усилия подачи при резании, размыкание цепи тонкой ручной подачи при включении механической подачи и включение тонкой ручной подачи при срабатывании перегрузочного устройства. Зубчатая муфта перегрузочного устройства соединена с червяком 47, который через червячное колесо 46 с помощью штурвального устройства соединяется с реечным зубчатым колесом 45, находящемся в зацеплении с рейкой 44 пиноли шпинделя.
Грубая ручная подача осуществляется вращением реечного вала с зубчатым колесом 45 с помощью штурвальных рукояток.
Ускоренное перемещение шпинделя осуществляется от электродвигателя через зубчатую муфту 67, - зубчатые колеса 69, 68 на червяк, червячное колесо зубчатое колесо и зубчатую рейку пиноли шпинделя.
Перемещение головки по рукаву осуществляется с помощью маховика, сидящего на валу, проходящем через отверстие реечного вала подачи. На другом конце вала имеется зубчатое колесо 48, которое через накидное зубчатое колесо 49 соединяется с рейкой 62, неподвижно укрепленной на рукаве.
Вертикальное перемещение рукава производится от отдельного электродвигателя через редуктор 57, 56, 59, 58,укрепленный на верхней части колонны, винт подъема 60 и гайку 61, расположенную в рукаве.
Изменение направления перемещения рукава производится реверсированием электродвигателя.
В табл.7 указан перечень зубчатых колес к кинематической схеме.
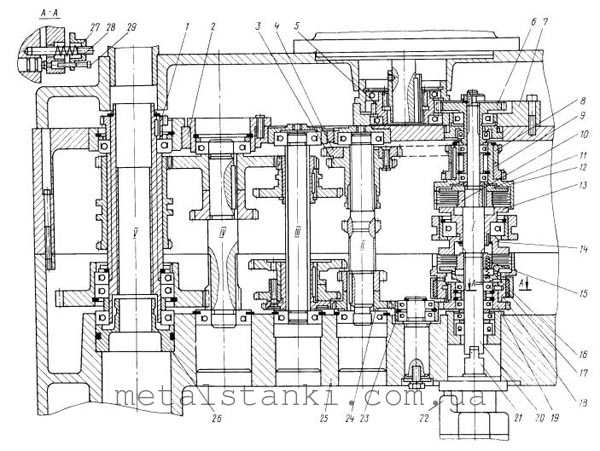
Коробка скоростей радиально-сверлильного станка 2А554
Коробка скоростей сверлильного станка 2а554
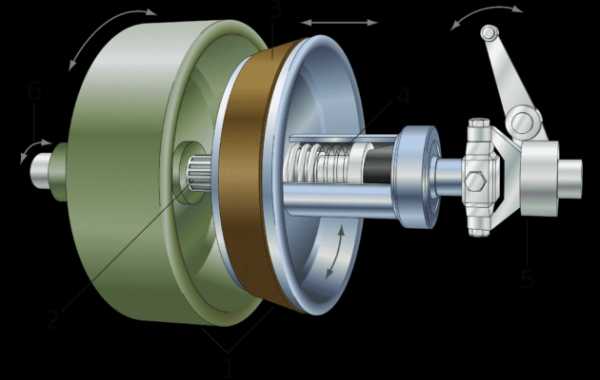
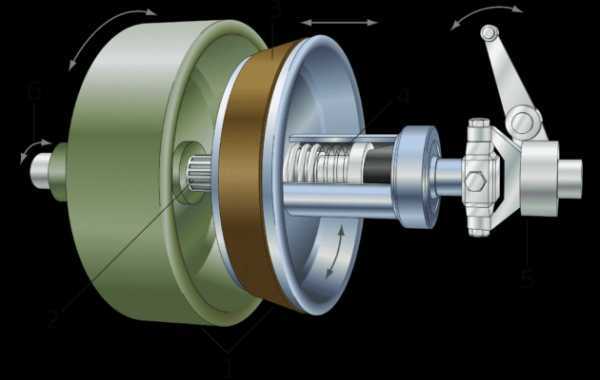
Муфта фрикционная и тормоз
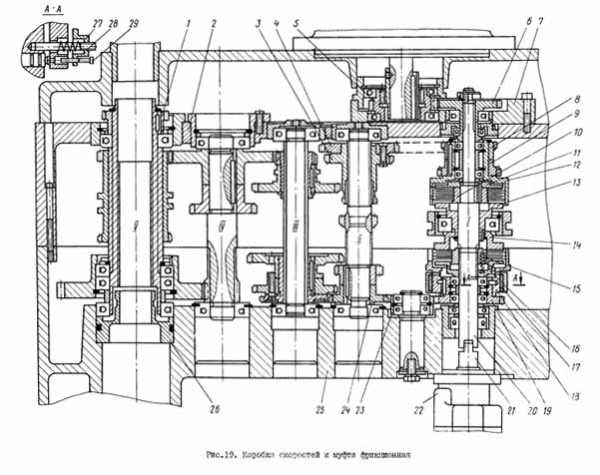
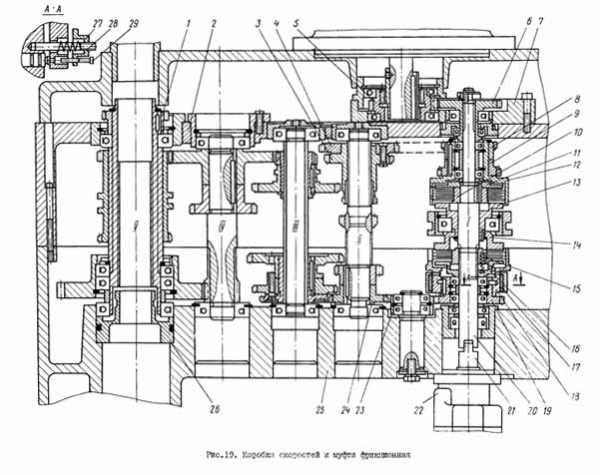
В цепи привода шпинделя между главным электродвигателем и коробкой скоростей расположена фрикционная муфта (рис. 19), которая предназначена для включения вращения и реверсирования шпинделя, а также для предохранения элементов привода от перегрузки. Муфта является, кроме того, важным звеном системы преселективного управления переключением частоты вращения и подач. Узел фрикционной муфты состоит из двух муфт - верхней, обеспечивающей прямое вращение шпинделя, и нижней - для вращения шпинделя в обратном направлении. Обе муфты собраны на одном валу 20.
Вращение от электродвигателя через зубчатую муфту сообщается зубчатому колесу 5. Зубчатое колесо 5, размещенное в корпусе 7, находится в постоянном зацеплении с зубчатым колесом 6, сидящем на валу 20 фрикционной муфты.
На шлицах вала 20 укреплены упорные шайбы 11 и 16 и ведущие элементы муфты 10 и 15, которые несут на себе ведущие диски. Особая конструкция элементов 10 и 15, а также ведущих дисков позволяет выдерживать в нейтральном положении муфты гарантированный зазор между каждой парой дисков.
Между ведущими дисками размещаются ведомые, тлеющие специальные выступы, которыми они заходят в пазы ведомых чашек 12 и 18. Ведомые диски, также как и ведущие, выполнены из закаленной легированной стали и шлифованы. Верхняя ведомая чашка 12 несет на себе зубчатые колеса 8 и 9, а нижняя ведомая чашка 18, являющаяся одновременно тормозным барабаном, неподвижно связана с зубчатым колесом обратного вращения 19.
На валу 20 перемещается нажимной элемент с чашками 13 и 14. При движении нажимного элемента вверх ведущие и ведомые диски сжижаются между чашками 11 и 13, вследствие чего ведомая чашка с зубчатыми колесами 8 и 9 начинает вращаться со скоростью ведущего элемента. При движении нажимного элемента вниз сжимаются диски между чашками 14 и 16 - зубчатое колесо 19 получает вращение со скоростью ведущего элемента.
Нажимной элемент приводится в движение вилкой гидроцилиндра (см. рис.23).
Чашку 18 (рис.19) охватывает разрезное тормозное кольцо I7 с капроновым вкладышем. Эффект торможения достигается за счет пружины 28, стягивающей тормозное кольцо. Растормаживание происходит гидравлически при поступлении масла в полость цилиндра тормоза. Управление тормозом и муфтой сблокировано таким образом, что в нейтральном положении муфты чашка 18 затормаживается, а в рабочем (включена верхняя или нижняя муфта) чашка 18 расторможена.
Под фрикционной муфтой размещен гидронасос 22 сверлильной головки, получающий вращение от вала 20 через муфту 21.
Коробка скоростей
Коробка скоростей (рис.19) расположена в верхней части сверлильной головки и предназначена для сообщения шпинделю 24-х ступеней частоты вращения. Различные скорости сообщаются шпинделю за счет включения соответствующих подвижных вдоль оси валов зубчатых блоков. На первом валу коробки скоростей смонтирована фрикционная муфта, служащая для замыкания кинематической цепи между приводным электродвигателем и шпинделем.
С верхней муфтой коробка скоростей соединяется подвижным блоком зубчатых колес 3 и 4. С нижней муфтой коробка скоростей связана зубчатым колесом 24, закрепленным на валу 10 на шпонке, черев паразитное зубчатое колесо 23.
Нижние опоры валов II,III,IV,V смонтированы непосредственно в расточках корпуса 25 сверлильной головки. Осевое положение этих опор определяется стопорными кольцами. Верхние опоры всех валов размещены в специальных стаканах, расположенных в расточках крышки 2 сверлильной головки.
Вал У представляет собой полую чугунную гильзу, во внутреннее шлицевое отверстие которой входит хвостовик шпинделя.
В нижней части гильзы установлен отражатель 26, предотвращающий вытекание масла из картера коробки скоростей. На гильзе закреплено зубчатое колесо I, служащее для передачи вращения валам коробки подач.
Все зубчатые колеса изготовлены из качественных сталей, их зубья закалены до высокой твердости и шлифованы, что обеспечивает бесшумную работу и передачу высоких нагрузок.
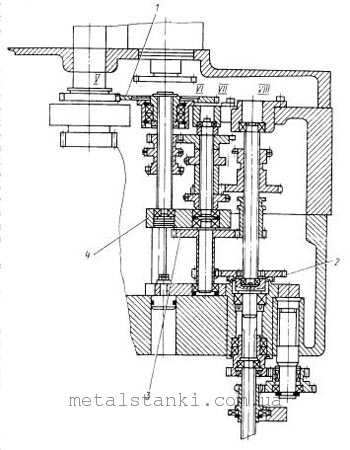
Коробка подач
Коробка подач (рис.20) расположена между шпинделем и механизмом подачи и получает вращение от шпинделя через зубчатое колесо I, сквозь шлицевое отверстие которой пропущен вал УI. Нижними опорами валов УI и УII служат гнезда, расположенные в промежуточной плите 4. Нижняя опора вала УШ расположена в расточке зубчатого колеса 2. Верхние опоры валов расположены в гнездах, установленных в отверстиях крышки сверлильной головки. На валу УП расположено переборное зубчатое колесо 3. В зоне механизма подачи (под коробкой подач (см. рис.21) располагается дополнительная переборная группа. Все зубчатые колеса коробки подач изготовлены из качественной стали, а их зубчатые венцы термически обработаны.
Механизм подачи
Механизмы подачи и включения подачи представлены на рис.21, 22.
Механизм подачи состоит из двух узлов: вертикального червячного вала (рис.21) и горизонтального вала подачи (рис. 22).
Вал I (рис.21) связан с последним зубчатым колесом коробки подач и передает вращение червяку 7 через соединительные муфты 5,6,8, имеющие зубья треугольного профиля. Муфта служит для предохранения цепи подачи от перегрузки и отключения механической подачи при достижении заданной глубины сверления.
Предохранительная муфта механизма подачи отрегулирована заводом-изготовителем на передачу шпинделем максимального осевого усилия 20000 Н. Муфта обеспечивает нормальную работу станка, поэтому регулировать ее пружину потребителем целесообразно только в случае ремонта.
Муфта 5 через рычажный механизм управляется гидроцилиндром 12, поршень которого воздействует на зубчатый рычаг 10. Последний, взаимодействуя с рейкой 9, переключает зубчатую муфту 5.
Дня осуществления быстрых перемещений при невращающемся шпинделе на боковой стенке сверлильной головки установлен электродвигатель 4, связанный с червяком 7 зубчатой передачей 2 и 3 зубчатыми муфтами 13; 14» Управление электродвигателем и цилиндром 12 сблокировано таким образом, что включение вращения электродвигателя может происходить только при разомкнутых муфтах подачи-5,-6 и включенных муфтах 13 и 14.
Червяк I (рис.22) находится в зацеплении с червячным колесом 25, свободно вращающимся на подшипниках, размещенных на неподвижно укрепленной ступице 19.
Сквозь ступицу 19 проходит полый реечный вал-шестерня 23. Задней опорой вала-шестерни служит игольчатый подшипник, расположенный в гнезде 24.
Реечный вал 23 входит в зацепление с зубьями,выполненными непосредственно на стакане шпинделя 18.
На шлицевую часть реечного вала 23 насажена втулка 3, имеющая два торцовых паза» в которых находятся ползушки 26. Зубья ползушек 26 тлеют специальный треугольный профиль, согласованный с профилем зубьев муфты 2. Внутри ползушек имеются пружины 28, под действием которых ползушки 26 всегда стремятся выйти из зацепления с внутренними зубьями муфты 2.
На подшипниках реечного вала смонтирована головка переключения 9, имеющая два паза, в которых на осях II закреплены рычагк штурвала 16. Зубчатые секторы штурвальных рычагов 16 входят в зацепление с реечной частью толкателя 8, находящегося в расточке реечного вала 23.
В положении штурвала "от себя" толкатель 8 выдвинут вперед. При этом левая часть толкателя 8 воздействует на ползушки 26 через ролики 27, заставляя ползушки своими зубьями войти во впадины зубьев муфты 2. Шпинделю сообщается механическая подача. Если перевести штурвал в положение "на себя", толкатель 8 уходит назад, и против роликов 27 оказываются углубления, куда ролики заталкиваются под воздействием пружин 28. При этом зубья ползушек выходят из зацепления с зубьями муфты 2. В таком положении при повороте штурвала 16 вращается реечный вал 23, сообщая шпинделю ручное перемещение (грубая ручная подача).
На втулке 5 свободно посажен лимб 6, После настройки глубины сверления он стопорится гайкой 7. На лимбе 6 укреплен кулачок 15, который воздействует на микропереключатель 17. Последний выключает механическую подачу при достижении заданной глубины.
В пазах втулки 13 перемещаются ползушки 14, которые служат для соединения головки переключения 99 с реечным валом. Пазы толкателя 8 выполнены таким образом, что в положении штурвала 16 "от себя" замыкается муфта 2, и одновременно размыкается муфта 4, а в положении штурвала 16 "на себя", наоборот, муфта 2 размыкается, а муфта 4 замыкается.
Таким образом, при механической подаче я ускоренном возврате шпинделя (муфта 2 разомкнута) исключена опасность травмирования оператора штурвальными рукоятками 16.
Совместно с механизмом подачи выполнен механизм ручного перемещения сверлильной головки, состоящий из маховика 10, полого вала - шестерни 22 и паразитного зубчатого колеса 20. Последняя находится в зацеплении с рейкой, закрепленной на рукаве.
Сквозь вал-шестерню проходит кабельная трубка 21, на переднем конце которой закреплена кнопочная станция II с кнопками зажима и отжима сверлильной головки и колонны.
Схема электрическая силовой части радиально-сверлильного станка 2А554
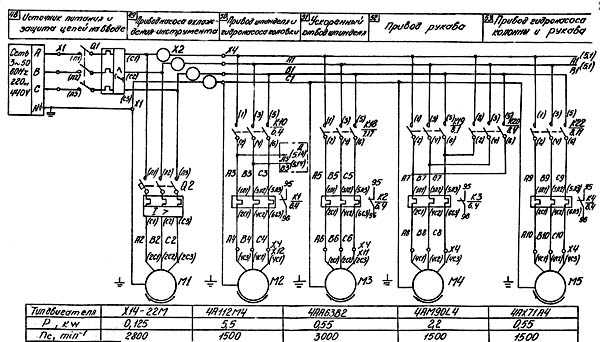
Электрическая схема сверлильного станка 2а554
Схема электрическая силовой части радиально-сверлильного станка 2А554. Смотреть в увеличенном масштабе
Электродвигатели радиально-сверлильного станка 2А554
- М1 - Привод насоса охлаждения инструмента - XI4-22M; 0,125 кВт; 3000 об/мин
- М2 - Привод шпинделя и гидронасоса головки - 4А112МЧУ3; 5,5 кВт; 1500 об/мин
- МЗ - Ускоренный отвод шпинделя - 4АА63В2У3; 0,55 кВт; 3000 об/мин
- М4 - Привод рукава - 4A90 4У3; 2,2 кВт; 1500 об/мин
- М5 - Привод гидронасоса колонии и рукава - 4АХ71А4У3; 0,55 кВт; 1500 об/мин
- М6 - Привод набора скоростей - РД-09; 0,015 кВт; 9 об/мин
- М7 - Привод набора подач - РД-09; 0,0I5 кВт; 9 об/мин
2А554 станок радиально-сверлильный. Видеоролик.
Технические характеристики сверлильного станка 2А554
| Основные параметры станка | ||||
| Класс точности станка | Н | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 50 | 50 | 50 | 50 |
| Наибольший условный диаметр сверления в чугуне, мм | 63 | 63 | 63 | 63 |
| Диапазон нарезаемой резьбы в стали 45, мм | М52 х 5 | |||
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 450...1500 | 400...1600 | 375...1600 | 375...1600 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 1050 | 1200 | 1225 | 1225 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 470...1500 | 450...1600 | 450...1600 | 450...1600 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 680 | 800 | 750 | 750 |
| Скорость вертикального перемещения рукава по колонне, м/мин | 1,4 | 1,4 | 1,4 | |
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 350 | 350 | 400 | 400 |
| Угол поворота рукава вокруг колонны, град | 360 | 360 | 360 | 360 |
| Рамер поверхности плиты (ширина длина), мм | 968 х 2430 | 1000 х 2530 | 1000 х 2555 | 1020 х 2555 |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | 15 | |||
| Шпиндель | ||||
| Диаметр гильзы шпинделя, мм | 90 | |||
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 АТ6 |
| Частота прямого вращения шпинделя, об/мин | 30...1900 | 20...2000 | 20...2000 | 18...2000 |
| Количество скоростей шпинделя прямого вращения | 19 | 21 | 21 | 24 |
| Частота обратного вращения шпинделя, об/мин | 37,4...1900 | |||
| Количество скоростей шпинделя обратного вращения | 18 | |||
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,05...2,2 | 0,056...2,5 | 0,056...2,5 | 0,045...5,0 |
| Число ступеней рабочих подач | 12 | 12 | 12 | 24 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | 1,0...5,0 | |||
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | 1 | 1 |
| Перемещение шпинделя на оборот лимба, мм | 122 | 122 | 120 | |
| Наибольший допустимый крутящий момент, кгс*см | 7500 | 7100 | 7100 | 7100 |
| Наибольшее усилие подачи, кН | 20 | 20 | 20 | 20 |
| Зажим вращения колонны | Гидр | Гидр | Гидр | Гидр |
| Зажим рукава на колонне | Электр | Электр | Электр | Электр |
| Зажим сверлильной головки на рукаве | Гидр | Гидр | Гидр | Гидр |
| Электрооборудование. Привод | ||||
| Количество электродвигателей на станке | 5 | 7 | 6 | 7 |
| Электродвигатель привода главного движения, кВт | 4,5 | 4 | 4,5 | 5,5 |
| Электродвигатель привода перемещения рукава, кВт | 1,7 | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода гидрозажима колонны, кВт | 0,5 | 0,5 | 0,55 | 0,55 |
| Электродвигатель привода гидрозажима сверлильной головки, кВт | 0,5 | 0,5 | - | - |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,125 |
| Электродвигатель набора скоростей, кВт | - | 0,15 | 0,15 | 0,15 |
| Электродвигатель набора подач, кВт | - | 0,15 | 0,15 | 0,15 |
| Электродвигатель привода ускоренного отвода шпинделя, кВт | - | - | - | 0,55 |
| Суммарная мощность установленных электродвигателей, кВт | 8,9 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2625 968 3265 | 2545 1000 3315 | 2665 1020 3430 | 2665 1030 3430 |
| Масса станка, кг | 4100 | 4100 | 4700 | 4700 |
Связанные ссылки
Каталог-справочник радиально-сверлильных станков
Паспорта к радиально-сверлильным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Радиально-сверлильный станок 2А554: устройство,схемы,характеристика
Кинематическая схема радиально-сверлильного станка 2А554
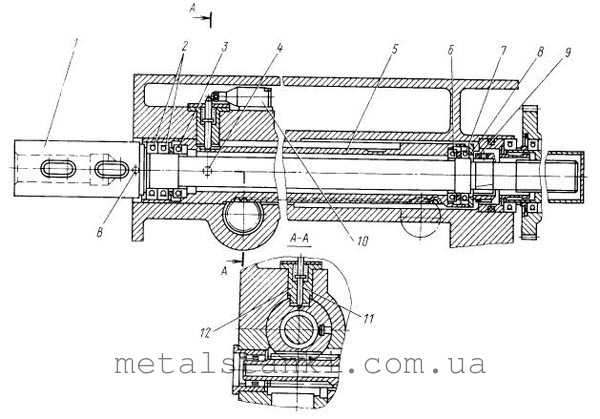
Шпиндель радиально-сверлильного станка
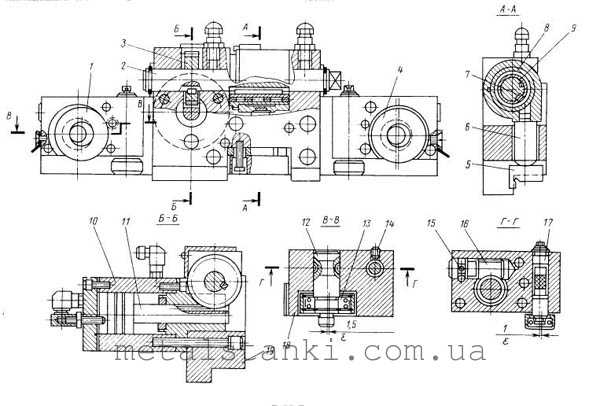
Шпиндель станка 1 расположен в выдвижной пиноли 5. В передней опоре, кроме двух радиальных шариковых подшипников, установлен также упорный подшипник 3, воспринимающий осевую нагрузку при сверлении.
В задней опоре расположенный радиальный и упорный подшипники 7 и 6 соответственно. Затяжка упорных подшипников выполняется через опорную шайбу 8 гайкой 9.
Передача вращательного движения от коробки скоростей к шпинделю выполняется через его хвостовую часть, которая шлицами входит в сопряжение с гильзой коробки скоростей.
Нижняя часть шпинделя имеет конус Морзе 5 для установки режущего инструмента.
На пиноли шпинделя 7 нарезана рейка, предназначенная для передачи движение подачи. Специальной шпонкой 12 обеспечивается ограничение хода шпинделя, конец которого заходит в паз пиноли.
Штырь 2 служить для остановки шпинделя в крайних положения, которые воздействует на микропереключатель 10, размыкая цепи питания электродвигателя.
Сверлильная головка станка
Сверлильная головка состоит из нескольких сборочных единиц. Коробка скоростей и подач расположены в верхней части головки. В задней плоскости прикреплена панель управления гидросистемой. Кроме этого, головка снабжена электрогидравлическими механизмами преднабора (преселекции). Позволяющие производить следующий технологический режим обработки еще до окончания предыдущего.
Размещается она на направляющих рукава, по которым с легкостью перемещается в радиальном направлении.
Легкость перемещения обеспечивается за счет применения комбинированных направляющих качения-скольжения. В отжатом состояние зазор между направляющими головки и рукава составляет 0,03-0,05 мм, а по верхним направляющим головка перемещается по роликам.
Ролики 1 и 4 установлены на шариковых подшипниках 13 на эксцентриковых осях 12.
Регулировка зазора между направляющими осуществляется за счет эксцентриковых осей 17.
Коробка скоростей радиально-сверлильного станка
Коробка скоростей сверлильного станка предназначена для передачи шпинделю 24-х скоростей вращения. Различные скорости вращения шпинделя обеспечиваются за счет переключение соответствующих подвижных блоков. На первом валу расположена фрикционная муфта, служащая для соединения кинематической цепи между приводом электродвигателя и шпинделем.
С верхней муфтой коробка скоростей станка соединяется зубчатым блоком 3 и 4, а с нижней муфтой – зубчатым колесом 24, закрепленным на валу 10, через паразитную шестерню 23.
Плавность и бесшумность работы, а также передача высоких нагрузок обеспечивается за счет изготовления всех зубчатых колес и шестерен из качественной стали, закалкой и последующей шлифовкой.
Коробка подач радиально-сверлильного станка
Коробка подач сверлильного станка расположена между шпинделем и механизмом подачи и получает вращательное движение от шпинделя через зубчатую передачу 1.
Нижними опорами валов 6 и 7 служат гнезда, расположенные в промежуточной плите 4.
На валу 7 расположена переборная шестерня 3. В механизме подачи располагается дополнительная переборная группа.
Техническая характеристика радиально-сверлильного станка 2А554
| Наибольший диаметр сверления,мм: | |
| в стали | 50 |
| в чугуне | 63 |
| нарезаемой резьбы: | |
| в стали | М52х5 |
| в чугуне | М54х4 |
| Расстояние от оси шпинделя до направляющих колоны,мм: | |
| наибольшее | 1600 |
| наименьшее | 375 |
| Перемещение шпинделя,мм: | |
| наибольшее | 400 |
| на один оборот лимба | 120 |
| на одно деления лимба | 1 |
| Наибольшее перемещение сверлильной головки по колонне,мм | 1225 |
| Наибольший угол поворота рукава вокруг оси колонны,град | 360 |
| Скорость вертикального перемещения рукава,м/с | 0,023 |
| Пределы частоты вращения шпинделя, об/мин | 18...2000 |
| Наибольший крутящий момент на шпинделе,Нм | 7100 |
| Габаритные размеры станка,мм: | |
| длина | 2850 |
| ширина | 1030 |
| высота | 3430 |
| Масса станка,кг | 4700 |
www.metalstanki.com.ua
Радиально-сверлильный станок 2А554: технические характеристики
Содержание статьи:
Изготовлением радиально-сверлильных станков серии 2А554 занимается Одесский завод РСТ. Этот тип оборудования предназначен для обработки крупногабаритных заготовок, перемещение которых по поверхности рабочего стола затруднительно. Конструкция станка обеспечивает максимальный доступ ко всем граням детали, позволяет выполнять широкий спектр операций.
Конструкция станка

Внешний вид станка
Основное назначение станка 2А554 – формирование отверстий методом сверления, зенкования и подрезки торцов. Шпиндельная головка имеет несколько степеней свободы и смещается относительно заготовки.
Главным отличием от аналогичных моделей является сосредоточение основных органов управления в конструкции сверлильной головки. Она располагается на рукаве, который закреплен на оси вертикальной колоны. При этом обеспечивается смещение сверлильного блока как по высоте, так и по горизонтали. Усовершенствованная система управления позволяет максимально автоматизировать процесс обработки.
Радиально-сверлильный станок 2А554 имеет следующие компоненты и узлы:
- плита-основа, которая имеет несколько Т-образных пазов для надежной фиксации детали;
- колонна, поворачивающаяся вокруг своей оси. Для выполнения этой функции в ней предусмотрено наличие подшипников;
- рукав, прикрепленный к колонне;
- сверлильная головка. Она перемещается по направляющим рукавам в горизонтальном направлении.
Для функционирования агрегатов и узлов в конструкции станка есть гидравлические зажимы, обеспечивающие достаточно легкое изменение положения. Элементы управления располагаются на боковой части сверлильной головки, что облегчает настройку оборудования. Также предусмотрена возможность предварительного набора режимов и частоты работы. Эта функция повышает производительность и точность обработки заготовок.
Независимо от местонахождения шпинделя он всегда будет уравновешен. Благодаря этому расширяется спектр выполняемых операций степеней обработки детали.
Технические параметры оборудования
Компоненты станка
Грамотная компоновка станка 2А554 позволила добиться оптимальных эксплуатационных качеств. Это же напрямую сказалось на характеристиках оборудования. Их обзор следует начать с основных параметров. Масса станка составляет 4700 кг, его габариты – 266,5*103*343 см.
Класс точности оборудования соответствует «Н». Максимально допустимый диаметр сверления для стали 45 равен 50 мм. Также предусмотрена возможность формирования отверстий в чугунных заготовках. Их диаметр не может превышать 63 мм. Шпиндель может смещаться по рукаву на расстояние от 35 до 160 см. Максимальная высота подъема рукава по колонне составляет 75 см. При этом максимальная скорость равна 1,4 м/мин.
Размеры рабочего стола составляют 102*255,5 см. Дополнительно предусмотрена возможность установки дополнительного инструмента для улучшения технических и функциональных возможностей оборудования. Его масса не может превышать 15 кг.
Для понимания эксплуатационных качеств станка 2А554 следует внимательно изучить параметры шпиндельной головки:
- диаметр гильзы – 9 см;
- границы частоты вращения — от 18 до 2000 об/мин;
- число скоростей составляет 24;
- пределы рабочих подач, которые возможны при одном обороте шпинделя – от 0,045 до 5 мм/об;
- параметры формирования резьбы. Пределы подач на один оборот — от 1 до 5 мм;
- максимальный крутящий момент, кгс*см – 7100;
- допустимое усилие подач, кН – 20.
Для управления положением рабочей головки в конструкции есть несколько типов зажимов. При вращении колонны и смещении сверлильной головки по рукаву применяются гидравлические устройства. Зажим рукава на стойке колоны осуществляется с помощью электрических зажимов.
Главный привод станка 2А554 выполняется при работе электродвигателя мощностью 5,5 кВт. Для перемещения по рукаву в конструкции предусмотрена электроустановка 2,2 кВт. Дополнительные устройства (5 шт) предназначены для подачи охлаждающей жидкости и обеспечения надежной фиксации компонентов станка относительно друг друга.
Для выключения шпинделя и изменения направления его вращения в станке есть фрикционная муфта. Она располагается между коробкой скоростей и главным электродвигателем.
Рекомендации по эксплуатации

Станок в составе производственной линии
Перед окончательной установкой станка 2А554 следует подготовить рабочую площадку для него. Лучше всего обустроить специальную платформу, которая будет способна выдержать вес оборудования. Затем необходимо проверить компоненты и узлы на отсутствие скрытых и явных дефектов.
После монтажа выполняется подключение к электросети. Она должна быть рассчитана на максимальную мощность оборудования. Поэтому важно изучить все характеристики станка, изменение параметров в зависимости от текущих режимов работы.
Кроме этого, во время эксплуатации оборудования следует учитывать такие факторы:
- при возникновении нештатных ситуаций (поломка или сбой в работе) сначала выполняется полное отключение и только затем проводятся ремонтные работы;
- во время работы оборудования запрещается выполнять его чистку, изменять положение заготовки, делать подтягивание болтов и гаек конструкции;
- если происходит формирование сливной стружки — следует вывести сверло из отверстия. В противном случае велика вероятность образования длинной стружки. Она может налипать на режущие кромки сверла или торцы обрабатываемых поверхностей;
- контролировать функциональность противовеса, который необходим для регулировки положения шпинделя.
С рабочим персоналом обязательно проводится инструктаж по технике безопасности, подробно изучаются характеристики станка.
В видеоматериале показан пример работы станка 2А554:
stanokgid.ru
Радиально-сверлильный станок 2А554: технические характеристики паспорт
Радиально-сверлильный станок 2А554 (далее – РСС) предназначен для обработки негабаритных поверхностей, просверливания сквозных отверстий в основах из дерева или металла. Изделие рекомендовано использовать в качестве вспомогательного оборудования при зенкеровании или растачивании резьбы.
В отличие от предыдущей модели 2К550, он известен улучшенной производительностью, компактным расположением органов управления, теперь они установлены по умолчанию на движущей платформе – шпинделе.
В любой негабаритной поверхности агрегат способен высверлить отверстие, будь то металл, дерево или чугун. Основное оборудование в РСС 2А554 – вращательный элемент – сверло и его возвратно-поступательная подача.
Функции, которые выполняет РСС
Улучшенная модель имеет максимальный перечень функций, который не могли совершить предыдущие версии:
- сверления;
- нарезания резьбы;
- подрезания торцов;
- зенкерования;
- растачивания;
- развертывания.
При осуществлении обработки детали, особенно негабаритных размеров, во внимание принимаются такие параметры:
- минимальный и максимальный диаметры высверливания;
- длина вылета шпинделя;
- размеры поверхности.
Некоторые конструктивные особенности
Сверлильная установка (радиальный станок), в зависимости от конструкции, бывает следующих видов:
- Универсальным – стационарным.
- Переносным – портативным для возможности обработки негабаритных заготовок, особенно если к ним необходимо подавать РСС с помощью крана.
- Самоходные установки – способны самостоятельно передвигаться по рельсовым установкам. Фиксация изделия происходит посредством башмаков.
Основные составляющие конструкции:
- основополагающая плита;
- центральная колонна;
- головка для протачивания;
- гильза;
- траверса;
- гидрозажим.

Гидрозажим
Принцип работы
Представленный вариант РСС делает возможным перемещение головки для высверливания на все 360 градусов. Это стало возможным благодаря вращению поворотной гильзы.
Деталь для обработки устанавливается или фиксируется на основной плите – рабочем столе. Центральная колонна по подъемному механизму перемещается вверх или вниз. Траверса перемещает сверлильную головку по шпинделю для выбора точности буравления отверстия.
Головка РСС имеет несколько скоростей вращения, она требует своевременной и полной смазки. Этого специалисты добились благодаря монтажу системы автоматической подачи смазки, а сам же резервуар с маслянистой основой размещен в основе плиты.
Крутящий момент на шпиндель передается через зубчатые колеса коробки скоростей. Приводом служат асинхронные моторы, количество которых определяется в каждой модели сугубо индивидуально. В представленной модели РСС их семь, радиальный агрегат является мощным.
Основные распространенные модели
Среди моделей, которые по своему функционалу наиболее похожи с РСС, являются:
- ГС535;
- 2К550;
- 2Л53;
- 2Н55.

Вышеуказанный перечень далеко не полный, имеются иные агрегаты с диаметром высверливания от 5 см и более для металла и 6,3 см для чугуна. Современные аналоги РСС это продукция Стерлитамакского завода, Гомельского узлового завода, Астраханского завода. Паспорт и показатели моделей могут видоизменяться, необходимо уточнять показатели в каждом конкретном случае.
Строение оборудования РСС
Полный перечень деталей и механизмов состоит из 35 пунктов, но наиболее важные из них:
- фундаментальная плита;
- охладительный механизм;
- заземление;
- электрическая развязка: кабеля, схема, прокладка, платы;
- зажим;
- рукав;
- шпиндель;
- редуктор;

Редуктор
- подъемный механизм;
- устройство ручного перемещения рукава;
- механизм подачи;
- главный цилиндр;
- муфта;
- гидроселектор;
- коробка передач;
- гидравлическая панель;
- сверлильная головка.
Изготовлением РСС занимается Одесский завод радиальных станков.
Гидравлические зажимы предназначены для простоты и легкости изменения положения обрабатываемой поверхности. Настройка РСС облегчена за счет монтажа блока механическо-электронного управления на боковой части. Повышена производительность и точность благодаря опции предварительной настройки и установки частоты работы.
Паспортные сведения РСС
Технические характеристики: общая масса равна 4,7 тонны, габариты 2,66×1,02×3,30 метра. Классификатор по точности соответствует параметру H. Максимально разрешенный диаметр просверливания отверстия для стали маркировки 45 равен 5,0 см.
Для чугунных изделий ограничения в размере 6,3 см. Максимальный вылет шпинделя равен 1,6 метра, минимальный – 0,3 метра. Наивысшая высота выстрела рукава составляет 0,75 метра, скорость вращения головки 1,4 м/мин.
Размер рабочей платформы РСС равен 1,0×2,5 метра. При этом допускается установка дополнительного оборудования для повышения точности и функциональности, но его вес не должен превышать 15 кг. Диаметр гильзы равен 90 мм, максимальное количество оборотов 2 тыс. об/мин, суммарное число скоростей – 24. Граничная подача на один оборот составляет до 5,0 мм.
Основной привод станка РСС приводится в движение за счет работы электрического мотора мощностью 5,5 кВт. Перемещение шпинделя по рукаву осуществляется за счет электрической установки мощностью 2,2 кВт. Срок гарантийного обслуживания равен 12 месяцам, так гласит паспорт.
Компоненты агрегата и их особенности
Несколько слов о компонентах.
Фрикционный тормоз, муфта – она расположена в области электромотора и коробки скоростей.
Фрикционный тормоз
Муфта имеет четкое назначение – активация движения шпинделя и предохранение привода от чрезмерной нагрузки. Сама муфта состоит из двух частей, верхней и нижней.
Коробка скоростей РСС – конструктивно расположена вверху головки. Задача – передача шпинделю точных показателей по скорости вращения. Всего 24 скорости. Зубчатые колеса изготавливаются из стали высокого качества, закалены и отшлифованы. Все вместе обеспечивает бесшумность в работе и точную передачу порционных нагрузок.
Основные рекомендации по эксплуатации оборудования РСС
Любая эксплуатация начинается с качественно подготовленного рабочего места. В этом случае – площадка. Основа должна быть изготовлена из такого материала, чтобы она смогла выдержать вес самого оборудования и материала для обработки.
Как показывает практика, следует использовать армированный бетон, который способен выдержать большой тоннаж и имеет длительный срок эксплуатации.
Второй момент: визуальная проверка изделия на присутствие дефектов и повреждений. При выявлении работником таковых принимается решение о степени их критичности и целесообразность дальнейшего использования агрегата.
После окончания монтажных работ подключается вся система к центральному каналу электричества. Кабель электропроводки обязан быть медным многожильным максимального сечения, так как сопротивление будет достигать критических отметок в период пиковых нагрузок.
Более подробно мастера могут ознакомиться в инструкции по эксплуатации, там имеется схема со штатным расположением электропроводки.
Если в процессе работы с оборудованием возникает нештатная ситуация, то первым делом нужно выдернуть шнур электрического питания, чтобы обесточить систему. Только после этого нужно приступать к диагностике или ремонту. Запрещено проводить чистку поверхности изделия в то время когда вращается головка. Высока вероятность получения травмы.
Во время обработки металлических поверхностей образовывается сливная металлическая стружка. Чрезмерное ее провисание чревато налипанием на кромки сверла, торцы поверхностей. Чтобы предотвратить подобное, нужно оперативно вывести сверло из обрабатываемого гнезда. С помощью щетки по металлу провести очистку, продолжить обработку.
Рекомендации по использованию РСС
С целью недопущения нарушения баланса, систематически проверять состояние противовеса станка.
Фиксация подвижных элементов осуществляется с помощью гидравлических и электрических зажимов. Первый тип используется для остановки колонны и смещения головки для высверливания по траверсе.
Второй тип для остановки траверсы и перемещения по колоне строго в вертикальном состоянии. При возникновении нестандартных ситуаций, читайте чертежи, просматривайте руководство по эксплуатации.
Видео по теме: Радиально сверлильный станок
promzn.ru
2А554 радиально сверлильный станок
Обзор сверлильного станка 2А554: конструкция, характеристики, рекомендации
Изготовлением радиально-сверлильных станков серии 2А554 занимается Одесский завод РСТ. Этот тип оборудования предназначен для обработки крупногабаритных заготовок, перемещение которых по поверхности рабочего стола затруднительно. Конструкция станка обеспечивает максимальный доступ ко всем граням детали, позволяет выполнять широкий спектр операций.
Конструкция станка

Основное назначение станка 2А554 – формирование отверстий методом сверления, зенкования и подрезки торцов. Шпиндельная головка имеет несколько степеней свободы и смещается относительно заготовки.
Главным отличием от аналогичных моделей является сосредоточение основных органов управления в конструкции сверлильной головки. Она располагается на рукаве, который закреплен на оси вертикальной колоны. При этом обеспечивается смещение сверлильного блока как по высоте, так и по горизонтали. Усовершенствованная система управления позволяет максимально автоматизировать процесс обработки.
Радиально-сверлильный станок 2А554 имеет следующие компоненты и узлы:
- плита-основа, которая имеет несколько Т-образных пазов для надежной фиксации детали;
- колонна, поворачивающаяся вокруг своей оси. Для выполнения этой функции в ней предусмотрено наличие подшипников;
- рукав, прикрепленный к колонне;
- сверлильная головка. Она перемещается по направляющим рукавам в горизонтальном направлении.
Для функционирования агрегатов и узлов в конструкции станка есть гидравлические зажимы, обеспечивающие достаточно легкое изменение положения. Элементы управления располагаются на боковой части сверлильной головки, что облегчает настройку оборудования. Также предусмотрена возможность предварительного набора режимов и частоты работы. Эта функция повышает производительность и точность обработки заготовок.
Независимо от местонахождения шпинделя он всегда будет уравновешен. Благодаря этому расширяется спектр выполняемых операций степеней обработки детали.
Технические параметры оборудования
Грамотная компоновка станка 2А554 позволила добиться оптимальных эксплуатационных качеств. Это же напрямую сказалось на характеристиках оборудования. Их обзор следует начать с основных параметров. Масса станка составляет 4700 кг, его габариты – 266,5*103*343 см.
Класс точности оборудования соответствует «Н». Максимально допустимый диаметр сверления для стали 45 равен 50 мм. Также предусмотрена возможность формирования отверстий в чугунных заготовках. Их диаметр не может превышать 63 мм. Шпиндель может смещаться по рукаву на расстояние от 35 до 160 см. Максимальная высота подъема рукава по колонне составляет 75 см. При этом максимальная скорость равна 1,4 м/мин.
Размеры рабочего стола составляют 102*255,5 см. Дополнительно предусмотрена возможность установки дополнительного инструмента для улучшения технических и функциональных возможностей оборудования. Его масса не может превышать 15 кг.
Для понимания эксплуатационных качеств станка 2А554 следует внимательно изучить параметры шпиндельной головки:
- диаметр гильзы – 9 см;
- границы частоты вращения — от 18 до 2000 об/мин;
- число скоростей составляет 24;
- пределы рабочих подач, которые возможны при одном обороте шпинделя – от 0,045 до 5 мм/об;
- параметры формирования резьбы. Пределы подач на один оборот — от 1 до 5 мм;
- максимальный крутящий момент, кгс*см – 7100;
- допустимое усилие подач, кН – 20.
Для управления положением рабочей головки в конструкции есть несколько типов зажимов. При вращении колонны и смещении сверлильной головки по рукаву применяются гидравлические устройства. Зажим рукава на стойке колоны осуществляется с помощью электрических зажимов.
Главный привод станка 2А554 выполняется при работе электродвигателя мощностью 5,5 кВт. Для перемещения по рукаву в конструкции предусмотрена электроустановка 2,2 кВт. Дополнительные устройства (5 шт) предназначены для подачи охлаждающей жидкости и обеспечения надежной фиксации компонентов станка относительно друг друга.
Для выключения шпинделя и изменения направления его вращения в станке есть фрикционная муфта. Она располагается между коробкой скоростей и главным электродвигателем.
Рекомендации по эксплуатации
 Станок в составе производственной линии
Станок в составе производственной линии Перед окончательной установкой станка 2А554 следует подготовить рабочую площадку для него. Лучше всего обустроить специальную платформу, которая будет способна выдержать вес оборудования. Затем необходимо проверить компоненты и узлы на отсутствие скрытых и явных дефектов.
После монтажа выполняется подключение к электросети. Она должна быть рассчитана на максимальную мощность оборудования. Поэтому важно изучить все характеристики станка, изменение параметров в зависимости от текущих режимов работы.
Кроме этого, во время эксплуатации оборудования следует учитывать такие факторы:
- при возникновении нештатных ситуаций (поломка или сбой в работе) сначала выполняется полное отключение и только затем проводятся ремонтные работы;
- во время работы оборудования запрещается выполнять его чистку, изменять положение заготовки, делать подтягивание болтов и гаек конструкции;
- если происходит формирование сливной стружки — следует вывести сверло из отверстия. В противном случае велика вероятность образования длинной стружки. Она может налипать на режущие кромки сверла или торцы обрабатываемых поверхностей;
- контролировать функциональность противовеса, который необходим для регулировки положения шпинделя.
С рабочим персоналом обязательно проводится инструктаж по технике безопасности, подробно изучаются характеристики станка.
В видеоматериале показан пример работы станка 2А554:
stanokgid.ru
Характеристика радиально-сверлильного станка 2А554

Радиально-сверлильный станок 2А554 (далее – РСС) предназначен для обработки негабаритных поверхностей, просверливания сквозных отверстий в основах из дерева или металла. Изделие рекомендовано использовать в качестве вспомогательного оборудования при зенкеровании или растачивании резьбы.
В отличие от предыдущей модели 2К550, он известен улучшенной производительностью, компактным расположением органов управления, теперь они установлены по умолчанию на движущей платформе – шпинделе.
В любой негабаритной поверхности агрегат способен высверлить отверстие, будь то металл, дерево или чугун. Основное оборудование в РСС 2А554 – вращательный элемент – сверло и его возвратно-поступательная подача.
Функции, которые выполняет РСС
Улучшенная модель имеет максимальный перечень функций, который не могли совершить предыдущие версии:
- сверления;
- нарезания резьбы;
- подрезания торцов;
- зенкерования;
- растачивания;
- развертывания.
При осуществлении обработки детали, особенно негабаритных размеров, во внимание принимаются такие параметры:
- минимальный и максимальный диаметры высверливания;
- длина вылета шпинделя;
- размеры поверхности.
Некоторые конструктивные особенности
Сверлильная установка (радиальный станок), в зависимости от конструкции, бывает следующих видов:
- Универсальным – стационарным.
- Переносным – портативным для возможности обработки негабаритных заготовок, особенно если к ним необходимо подавать РСС с помощью крана.
- Самоходные установки – способны самостоятельно передвигаться по рельсовым установкам. Фиксация изделия происходит посредством башмаков.
Основные составляющие конструкции:
- основополагающая плита;
- центральная колонна;
- головка для протачивания;
- гильза;
- траверса;
- гидрозажим.

Гидрозажим
Принцип работы
Представленный вариант РСС делает возможным перемещение головки для высверливания на все 360 градусов. Это стало возможным благодаря вращению поворотной гильзы.
Деталь для обработки устанавливается или фиксируется на основной плите – рабочем столе. Центральная колонна по подъемному механизму перемещается вверх или вниз. Траверса перемещает сверлильную головку по шпинделю для выбора точности буравления отверстия.
Головка РСС имеет несколько скоростей вращения, она требует своевременной и полной смазки. Этого специалисты добились благодаря монтажу системы автоматической подачи смазки, а сам же резервуар с маслянистой основой размещен в основе плиты.
Крутящий момент на шпиндель передается через зубчатые колеса коробки скоростей. Приводом служат асинхронные моторы, количество которых определяется в каждой модели сугубо индивидуально. В представленной модели РСС их семь, радиальный агрегат является мощным.
Основные распространенные модели
Среди моделей, которые по своему функционалу наиболее похожи с РСС, являются:
- ГС535;
- 2К550;
- 2Л53;
- 2Н55.

Вышеуказанный перечень далеко не полный, имеются иные агрегаты с диаметром высверливания от 5 см и более для металла и 6,3 см для чугуна. Современные аналоги РСС это продукция Стерлитамакского завода, Гомельского узлового завода, Астраханского завода. Паспорт и показатели моделей могут видоизменяться, необходимо уточнять показатели в каждом конкретном случае.
Строение оборудования РСС
Полный перечень деталей и механизмов состоит из 35 пунктов, но наиболее важные из них:
- фундаментальная плита;
- охладительный механизм;
- заземление;
- электрическая развязка: кабеля, схема, прокладка, платы;
- зажим;
- рукав;
- шпиндель;
- редуктор;

Редуктор
- подъемный механизм;
- устройство ручного перемещения рукава;
- механизм подачи;
- главный цилиндр;
- муфта;
- гидроселектор;
- коробка передач;
- гидравлическая панель;
- сверлильная головка.
Изготовлением РСС занимается Одесский завод радиальных станков.
Гидравлические зажимы предназначены для простоты и легкости изменения положения обрабатываемой поверхности. Настройка РСС облегчена за счет монтажа блока механическо-электронного управления на боковой части. Повышена производительность и точность благодаря опции предварительной настройки и установки частоты работы.
Паспортные сведения РСС
Технические характеристики: общая масса равна 4,7 тонны, габариты 2,66×1,02×3,30 метра. Классификатор по точности соответствует параметру H. Максимально разрешенный диаметр просверливания отверстия для стали маркировки 45 равен 5,0 см.
Для чугунных изделий ограничения в размере 6,3 см. Максимальный вылет шпинделя равен 1,6 метра, минимальный – 0,3 метра. Наивысшая высота выстрела рукава составляет 0,75 метра, скорость вращения головки 1,4 м/мин.
Размер рабочей платформы РСС равен 1,0×2,5 метра. При этом допускается установка дополнительного оборудования для повышения точности и функциональности, но его вес не должен превышать 15 кг. Диаметр гильзы равен 90 мм, максимальное количество оборотов 2 тыс. об/мин, суммарное число скоростей – 24. Граничная подача на один оборот составляет до 5,0 мм.
Основной привод станка РСС приводится в движение за счет работы электрического мотора мощностью 5,5 кВт. Перемещение шпинделя по рукаву осуществляется за счет электрической установки мощностью 2,2 кВт. Срок гарантийного обслуживания равен 12 месяцам, так гласит паспорт.
Компоненты агрегата и их особенности
Несколько слов о компонентах.
Фрикционный тормоз, муфта – она расположена в области электромотора и коробки скоростей.
Фрикционный тормоз
Муфта имеет четкое назначение – активация движения шпинделя и предохранение привода от чрезмерной нагрузки. Сама муфта состоит из двух частей, верхней и нижней.
Коробка скоростей РСС – конструктивно расположена вверху головки. Задача – передача шпинделю точных показателей по скорости вращения. Всего 24 скорости. Зубчатые колеса изготавливаются из стали высокого качества, закалены и отшлифованы. Все вместе обеспечивает бесшумность в работе и точную передачу порционных нагрузок.
Основные рекомендации по эксплуатации оборудования РСС
Любая эксплуатация начинается с качественно подготовленного рабочего места. В этом случае – площадка. Основа должна быть изготовлена из такого материала, чтобы она смогла выдержать вес самого оборудования и материала для обработки.
Как показывает практика, следует использовать армированный бетон, который способен выдержать большой тоннаж и имеет длительный срок эксплуатации.
Второй момент: визуальная проверка изделия на присутствие дефектов и повреждений. При выявлении работником таковых принимается решение о степени их критичности и целесообразность дальнейшего использования агрегата.
После окончания монтажных работ подключается вся система к центральному каналу электричества. Кабель электропроводки обязан быть медным многожильным максимального сечения, так как сопротивление будет достигать критических отметок в период пиковых нагрузок.
Более подробно мастера могут ознакомиться в инструкции по эксплуатации, там имеется схема со штатным расположением электропроводки.
Если в процессе работы с оборудованием возникает нештатная ситуация, то первым делом нужно выдернуть шнур электрического питания, чтобы обесточить систему. Только после этого нужно приступать к диагностике или ремонту. Запрещено проводить чистку поверхности изделия в то время когда вращается головка. Высока вероятность получения травмы.
Во время обработки металлических поверхностей образовывается сливная металлическая стружка. Чрезмерное ее провисание чревато налипанием на кромки сверла, торцы поверхностей. Чтобы предотвратить подобное, нужно оперативно вывести сверло из обрабатываемого гнезда. С помощью щетки по металлу провести очистку, продолжить обработку.
Рекомендации по использованию РСС
С целью недопущения нарушения баланса, систематически проверять состояние противовеса станка.
Фиксация подвижных элементов осуществляется с помощью гидравлических и электрических зажимов. Первый тип используется для остановки колонны и смещения головки для высверливания по траверсе.
Второй тип для остановки траверсы и перемещения по колоне строго в вертикальном состоянии. При возникновении нестандартных ситуаций, читайте чертежи, просматривайте руководство по эксплуатации.
Видео по теме: Радиально сверлильный станок
promzn.ru
2А554-1 характеристики станка
Купить этот станок без посредников:

Технические характеристики:
Станки модели 2а554-1 предназначены для сверления, рассверливания, зенкерования и нарезки резьб. Компоновка станков традиционная для радиально-сверлильных станков и включает: Стационарную плиту с Т-образными пазами для зажима обрабатываемой детали, закрепленную на фундаменте, на которой установлен цоколь либо внутренняя колонна (ОС2146А; ОС2567; 2А576 и 2А587).
Колонна, поворачивающаяся вокруг вертикальной оси на подшипниках цоколя (2А554; 2А554-1; 2A554-2) или наружная колонна, поворачивающаяся на подшипниках вокруг внутренней колонны (ОС2146A; ОС2567; 2А576 и 2А587).
Диаметр сверления в стали, мм 63 Диаметр сверления в чугуне, мм 80 Крутящий момент шпинделя, нм 800 Осевое усилие на шпинделе, н 22000 Мощность главного двигателя, кВт 7,5 Осевое перемещение шпинделя, мм 400 Перемещение головки по рукаву, мм 1225 Перемещение рукава по колонне, мм 750 Вращение рукава вокруг колонны, грд 360 Частота вращения шпинделя, об/мин 18—2000 К-во частот вращения шпинделя 24 Подачи шпинделя на оборот, мм/об 0,045—5,0 К-во подач шпинделя 24 Конус шпинделя МК5 Длина, мм 2665 Ширина, мм 1030 Высота, мм 3500 Вес, кг 4800Купить этот станок без посредников:
mashinform.ru
Станок радиально-сверлильный 2А554-2
Цена на 28.01.2018 г. - запросить цену

| Доставка: | Рассчитать | |
| Модель: | ||
| Отзывы(0) |
В настоящее время станок не поставляется , но мы попробуем подобрать для Вас аналог..
Станок радиально-сверлильный 2А554-2 используется для сверления, рассверливания, зенкерования и нарезки резьб. Компоновка станков традиционная для радиально-сверлильных станков и включает:- Стационарную плиту с Т-образными пазами для зажима обрабатываемой детали, закрепленную на фундаменте, на которой установлен цоколь либо внутренняя колонна (ОС2146А; ОС2567; 2А576 и 2А587).
- Колонна, поворачивающаяся вокруг вертикальной оси на подшипниках цоколя (2А554; 2А554-1; 2A554-2) или наружная колонна, поворачивающаяся на подшипниках вокруг внутренней колонны (ОС2146A; ОС2567; 2А576 и 2А587).
- Рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной.
- Сверлильная головка с возможностью горизонтального перемещения по направляющим рукава.
- Шпиндель, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки.
Особенности конструкции станка:
| Диаметр сверления в стали, мм Диаметр сверления в чугуне, мм Крутящий момент шпинделя, нм Осевое усилие на шпинделе, н Мощность главного двигателя, кВт Осевое перемещение шпинделя, мм Перемещение головки по рукаву, мм Перемещение рукава по колонне, мм Вращение рукава вокруг колонны, грд Частота вращения шпинделя, об/мин К-во частот вращения шпинделя Подачи шпинделя на оборот, мм/об Подачи шпинделя в минуту, мм/мин К-во подач шпинделя Конус шпинделя Длина, мм Ширина, мм Высота, мм Вес, кг | 50 63 710 20000 5,5 400 1225 750 360 18-2000 2 1 0,045-5,0 - 12 МК5 2665 1030 3430 4700 |
rustan.ru
i-perf.ru
Радиально-сверлильный станок 2А554 - Вега-Пром
Радиально-сверлильный станок 2А554

Артикул: 110336
- возможна установка УЦИ
- станок 2А554-1 (диаметр сверления до - 63 мм) - цена по запросу.
Радиально-сверлильный станок 2А554 предназначен для обработки отверстий в средних и крупных деталях. На станке можно выполнять следующие виды работ:
- сверление
- зенкерование
- развертывание
- подрезка торца
- нарезание резьбы
Станок радиально сверлильный 2А554 применяется в индивидуальном, мелкосерийном и серийном производстве. Компоновка станков 2А554 традиционная для радиально-сверлильных станков и включает: Колонну, поворачивающуюся вокруг вертикальной оси на подшипниках цоколя (2А554). Рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной. Сверлильную головку с возможностью горизонтального перемещения по направляющим рукава. Шпиндель 2А554, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки. Подача обеспечивается гильзой шпинделя. Все остальные перемещения — позиционирующие. Все части станков 2А554 перемещаются с минимальным усилием и фиксируются в рабочем положении посредством гидравлических зажимов. Все органы управления сосредоточены на панели управления сверлильной головки. Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов.Фрикционная муфта 2А554, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьб и предохраняет коробку скоростей от перегрузок. Шпиндель станка уравновешен в любой точке его перемещения. Штурвальное устройство управления сверлильной головкой радиально сверлильного станка 2А554, имеет возможность выключения механической подачи при достижении заданной глубины сверления. Стандартное напряжение электрической сети — 380В, 50Гц. За дополнительную плату возможна установка электроаппаратуры для других значений напряжения сети.
| Наименование параметра, единица измерения | 2А554 | 2А554-1 |
| Диаметр сверления в стали, мм | 50 | 63 |
| Диаметр сверления в чугуне, мм | 63 | 80 |
| Расстояние от оси шпинделя до направляющих колонны (вылет), мм | 375-1600 | 375-1600 |
| Расстояние от торца шпинделя до рабочей поверхности плиты, мм | 450-1600 | 450-1600 |
| Крутящий момент шпинделя, нм | 710 | 800 |
| Осевое усилие на шпинделе, Н | 20000 | 22000 |
| Мощность главного двигателя, кВт | 5,5 | 7,5 |
| Осевое перемещение шпинделя, мм | 400 | 400 |
| Перемещение головки по рукаву, мм | 1225 | 1225 |
| Перемещение рукава по колонне, мм | 750 | 750 |
| Вращение рукава вокруг колонны, градусов | 360 | 360 |
| Частота вращения шпинделя, оборотов/минуту | 18-2000 | 18-2000 |
| Количество частот вращения шпинделя | 24 | 24 |
| Подачи шпинделя на оборот, мм/оборот | 0,045-5,0 | 0,045-5,0 |
| Количество подач шпинделя | 24 | 24 |
| Конус шпинделя | МК5 | МК5 |
| Габариты, мм | 2665 x 1030 x 3430 | 2665 x 1030 x 3050 |
| Вес, кг | 4700 | 4800 |
Дополнительная комплектация (поставляется за отдельную плату):
- Стол коробчатый;
- Патрон сверлильный 6150-4029-03;
- Тиски 7200-0220-02;
- Патрон резьбонарезной 6162-4003-03 (М14 - М24)
- Патрон резьбонарезной 6162-4003-05 (М27 - М42)
- Комплект предохранительных головок для резьбонарезного патрона.
Габарит рабочего пространства радиально-сверлильного станка 2А554
Посадочные и присоединительные базы радиально-сверлильного станка 2А554
Расположение составных частей радиально-сверлильного станка 2А554
Спецификация составных частей радиально-сверлильного станка 2А554
- Плита - 2M55.00.I0.000
- Агрегат охлаждения - 2M55.00.12.000
- Заземление станка - 2М55.00.86.000
- Электрооборудование колонны - 2M55.00.81.000
- Цоколь, колонна - 2М55.00.11.000
- Зажим рукава - 2М55.00.23.000
- Рукав - 2M55.00.2I.000
- Гидрозажим - 2М55.00.33.000
- Токосъемник - 2M55.00.I4.000
- Гидростанция - 2М55.00.32.000
- Редуктор - 2M55.00.3I.000
- Механизм подъема - 2М55.00.22.000
- Электрооборудование рукава - 2А554.00.94.000
- Механизм ручного перемещения головки - 2А554.50.28.000
- Устройство штурвальное - 2А554.50.26.000
- Шпиндель - 2А554.50.55.000
- Механизм подач - 2А554.50.25.000
- Рукоятка управления фрикционной муфтой - 2М55.50.48.000
- Электрооборудование головки - 2А554.50.95.000
- Привод ускоренного отвода шпинделя - 2А554.50.95.000
- Противовес - 2А554.50.37.000
- Зажим головки - 2М55.50.36.000
- Установка насосная - 2А554.50.65.000
- Смазка - 2М55.50.68.000
- Гидрокоммуникация - 2А554.50.67.000
- Цилиндр главный - 2М55.50.66.000
- Привод гидропреселектора - 2М55.50.46.000
- Гидропреселектор - 2А554.50.45.000
- Муфта фрикционная - 2M55.50.I5.000
- Коробка скоростей - 2A554.50.I6.000
- Коробка подач (24 ступени) - 2A554.50.I7.000
- Коробка подач (12 ступеней) - 2А554.50.18.000
- Головка сверлильная - 2А554.50.00.000
- Гидропанель - 2А554.50.47.000
Расположение органов управления радиально-сверлильного станка 2А554
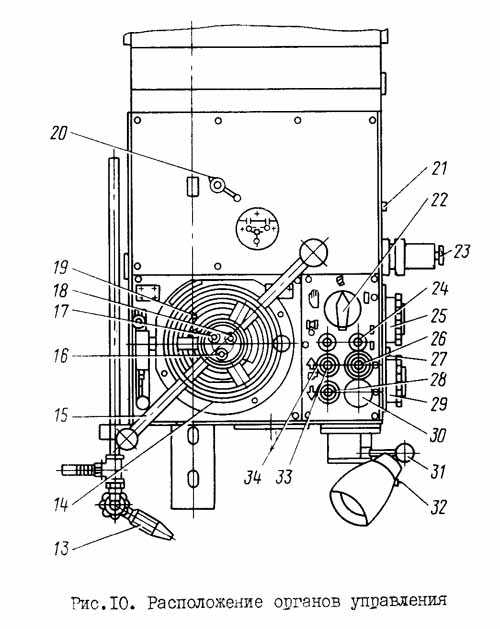
Перечень органов управления радиально-сверлильного станка 2А554
- Станок включен; станок выключен
- Заземление
- Выключатель вводной
- Выключатель электронасоса охлаждения
- Кран включения охлаждающей жидкости
- Маховик перемещения сверлильной головки
- Рукоятка ручного ускоренного подвода шпинделя и включения механической подачи
- Кнопка отжима сверлильной головки
- Кнопка отжима колонны и сверлильной головки
- Кнопка зажима колонны и сверлильной головки
- Кнопка зажима лимба для настройки глубины сверления
- Рукоятка переключения диапазона подач
- Рукоятка натяжения пружин противовеса
- Переключатель автоматизированных циклов
- Маховик тонкой ручной подачи шпинделя
- Кнопка отключения шпинделя от коробки скоростей
- Рукоятка предварительного набора скоростей
- 26. Кнопка пуска главного электродвигателя
- Лампа сигнальная фильтра гидросистемы
- Кнопка управления опусканием рукава
- Рукоятка предварительного набора подач
- Кнопка "Общий стоп"
- Рукоятка управления пусковой реверсивной муфтой и переключения скоростей и подач
- Включатель освещения
- Кнопка управления подъемом рукава
- Лампа сигнальная предварительного набора скоростей, подач
Устройство и работа радиально-сверлильного станка 2А554. Общая компоновка станка
Основанием станка является фундаментная плита, на которой неподвижно закреплен цоколь. В цоколе на подшипниках монтируется вращающаяся колонна, выполненная из стальной трубы. Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема, смонтированного в корпусе на верхнем торце колонны. В этом же корпусе расположено гидромеханическое устройство для зажима колонны и токопроводящее устройство для питания поворотных и подвижных частей станка. Механизм подъема связан с рукавом ходовым винтом.
Сверлильная головка выполнена в вице отдельного силового агрегата и состоит из коробки скоростей и подач, механизмов подачи и ускоренного етвода шпипделя, шпинделя с противовесом и других узлов. Она перемещается по направляющим рукава вручную. В нужном положении головка фиксируется установленным на ней механизмом зажима.
В фундаментной плите выполнен бак и закреплена насосная установка для подачи охлаждающей жидкости к инструменту. На плите устанавливается стол для обработки на нем деталей небольшого размера.
Все органы управления станком сосредоточены на сверлильной головке. На панели цоколя размещены только кнопки вводного выключателя, подключающего станок к внешней электросети, и выключателя управления насосом охлаждения. Для освещения рабочей зоны в нижней части сверлильной головки установлена электроарматура.
Электроаппаратура смонтирована в нише, выполненной с обратной стороны рукава.
Кинематическая схема радиально-сверлильного станка 2А554
Кинематическая схема станка (рис.11) состоит из следующих кинематических цепей:
- вращения шпинделя;
- движения подач;
- вертикального перемещения рукава;
- перемещения сверлильной головки по рукаву;
- ускоренных перемещений шпинделя.
Шпиндель получает вращение от электродвигателя через промежуточную передачу, пусковую фрикционную муфту и коробку скоростей с четырьмя передвижными зубчатыми блоками. Промежуточная передача обеспечивает определенную частоту вращения вала фрикционной муфты в различных исполнениях станка (например, для частоты тока 60 Гц). Фрикционная муфта соединяется с коробкой скоростей либо зубчатыми колесами 9-10, либо через паразитное зубчатое колесо 8 и зубчатое колесо 13. В последнем случае коробка скоростей получает обратное вращение, т.е. шпиндель вращается против часовой стрелки. Таким образом, каждым двум ступеням частот вращения шпинделя в направлении по часовой стрелке соответствует одна ступень оборотов против часовой стрелки.
Передвижные блоки коробки скоростей (три двойных и один тройной) обеспечивают получение 24 ступеней частоты вращения шпинделя, в интервале 18...2000 мин-1.
Двойной блок на гильзе шпинделя имеет также третье положение, когда оба зубчатых колеса выведены из зацепления. При этом шпиндель легко проворачивается от руки.
Коробка подач получает вращение от шпинделя через зубчатые колеса 25-26. Один тройной и два двойных блока обеспечивают получение 12 ступеней подач в интервале 0,056...2,5 мм/об. Еще 12 ступеней подач получаются включением переборного зубчатого колеса 42.
Таким образом, коробка подач обеспечивает получение 24 ступеней подач в интервале 0,045... 5 мм/об. Предусмотрен вариант исполнения станка с 12 подачами в интервале 0,056...2,5 мм/об. Вал УШ коробки подач шлицевой муфтой связан с вертикальным валом механизма подач X, несущим на себе специальную регулируемую муфту, обеспечивающую размыкание цепи подач при достижении предельного усилия подачи при резании, размыкание цепи тонкой ручной подачи при включении механической подачи и включение тонкой ручной подачи при срабатывании перегрузочного устройства. Зубчатая муфта перегрузочного устройства соединена с червяком 47, который через червячное колесо 46 с помощью штурвального устройства соединяется с реечным зубчатым колесом 45, находящемся в зацеплении с рейкой 44 пиноли шпинделя.
Грубая ручная подача осуществляется вращением реечного вала с зубчатым колесом 45 с помощью штурвальных рукояток.
Ускоренное перемещение шпинделя осуществляется от электродвигателя через зубчатую муфту 67, - зубчатые колеса 69, 68 на червяк, червячное колесо зубчатое колесо и зубчатую рейку пиноли шпинделя.
Перемещение головки по рукаву осуществляется с помощью маховика, сидящего на валу, проходящем через отверстие реечного вала подачи. На другом конце вала имеется зубчатое колесо 48, которое через накидное зубчатое колесо 49 соединяется с рейкой 62, неподвижно укрепленной на рукаве.
Вертикальное перемещение рукава производится от отдельного электродвигателя через редуктор 57, 56, 59, 58,укрепленный на верхней части колонны, винт подъема 60 и гайку 61, расположенную в рукаве.
Изменение направления перемещения рукава производится реверсированием электродвигателя.
В табл.7 указан перечень зубчатых колес к кинематической схеме.
Коробка скоростей радиально-сверлильного станка 2А554
Муфта фрикционная и тормоз
В цепи привода шпинделя между главным электродвигателем и коробкой скоростей расположена фрикционная муфта (рис. 19), которая предназначена для включения вращения и реверсирования шпинделя, а также для предохранения элементов привода от перегрузки. Муфта является, кроме того, важным звеном системы преселективного управления переключением частоты вращения и подач. Узел фрикционной муфты состоит из двух муфт - верхней, обеспечивающей прямое вращение шпинделя, и нижней - для вращения шпинделя в обратном направлении. Обе муфты собраны на одном валу 20.
Вращение от электродвигателя через зубчатую муфту сообщается зубчатому колесу 5. Зубчатое колесо 5, размещенное в корпусе 7, находится в постоянном зацеплении с зубчатым колесом 6, сидящем на валу 20 фрикционной муфты.
На шлицах вала 20 укреплены упорные шайбы 11 и 16 и ведущие элементы муфты 10 и 15, которые несут на себе ведущие диски. Особая конструкция элементов 10 и 15, а также ведущих дисков позволяет выдерживать в нейтральном положении муфты гарантированный зазор между каждой парой дисков.
Между ведущими дисками размещаются ведомые, тлеющие специальные выступы, которыми они заходят в пазы ведомых чашек 12 и 18. Ведомые диски, также как и ведущие, выполнены из закаленной легированной стали и шлифованы. Верхняя ведомая чашка 12 несет на себе зубчатые колеса 8 и 9, а нижняя ведомая чашка 18, являющаяся одновременно тормозным барабаном, неподвижно связана с зубчатым колесом обратного вращения 19.
На валу 20 перемещается нажимной элемент с чашками 13 и 14. При движении нажимного элемента вверх ведущие и ведомые диски сжижаются между чашками 11 и 13, вследствие чего ведомая чашка с зубчатыми колесами 8 и 9 начинает вращаться со скоростью ведущего элемента. При движении нажимного элемента вниз сжимаются диски между чашками 14 и 16 - зубчатое колесо 19 получает вращение со скоростью ведущего элемента.
Нажимной элемент приводится в движение вилкой гидроцилиндра (см. рис.23).
Чашку 18 (рис.19) охватывает разрезное тормозное кольцо I7 с капроновым вкладышем. Эффект торможения достигается за счет пружины 28, стягивающей тормозное кольцо. Растормаживание происходит гидравлически при поступлении масла в полость цилиндра тормоза. Управление тормозом и муфтой сблокировано таким образом, что в нейтральном положении муфты чашка 18 затормаживается, а в рабочем (включена верхняя или нижняя муфта) чашка 18 расторможена.
Под фрикционной муфтой размещен гидронасос 22 сверлильной головки, получающий вращение от вала 20 через муфту 21.
Коробка скоростей
Коробка скоростей (рис.19) расположена в верхней части сверлильной головки и предназначена для сообщения шпинделю 24-х ступеней частоты вращения. Различные скорости сообщаются шпинделю за счет включения соответствующих подвижных вдоль оси валов зубчатых блоков. На первом валу коробки скоростей смонтирована фрикционная муфта, служащая для замыкания кинематической цепи между приводным электродвигателем и шпинделем.
С верхней муфтой коробка скоростей соединяется подвижным блоком зубчатых колес 3 и 4. С нижней муфтой коробка скоростей связана зубчатым колесом 24, закрепленным на валу 10 на шпонке, черев паразитное зубчатое колесо 23.
Нижние опоры валов II,III,IV,V смонтированы непосредственно в расточках корпуса 25 сверлильной головки. Осевое положение этих опор определяется стопорными кольцами. Верхние опоры всех валов размещены в специальных стаканах, расположенных в расточках крышки 2 сверлильной головки.
Вал У представляет собой полую чугунную гильзу, во внутреннее шлицевое отверстие которой входит хвостовик шпинделя.
В нижней части гильзы установлен отражатель 26, предотвращающий вытекание масла из картера коробки скоростей. На гильзе закреплено зубчатое колесо I, служащее для передачи вращения валам коробки подач.
Все зубчатые колеса изготовлены из качественных сталей, их зубья закалены до высокой твердости и шлифованы, что обеспечивает бесшумную работу и передачу высоких нагрузок.
Коробка подач
Коробка подач (рис.20) расположена между шпинделем и механизмом подачи и получает вращение от шпинделя через зубчатое колесо I, сквозь шлицевое отверстие которой пропущен вал УI. Нижними опорами валов УI и УII служат гнезда, расположенные в промежуточной плите 4. Нижняя опора вала УШ расположена в расточке зубчатого колеса 2. Верхние опоры валов расположены в гнездах, установленных в отверстиях крышки сверлильной головки. На валу УП расположено переборное зубчатое колесо 3. В зоне механизма подачи (под коробкой подач (см. рис.21) располагается дополнительная переборная группа. Все зубчатые колеса коробки подач изготовлены из качественной стали, а их зубчатые венцы термически обработаны.
Механизм подачи
Механизмы подачи и включения подачи представлены на рис.21, 22.
Механизм подачи состоит из двух узлов: вертикального червячного вала (рис.21) и горизонтального вала подачи (рис. 22).
Вал I (рис.21) связан с последним зубчатым колесом коробки подач и передает вращение червяку 7 через соединительные муфты 5,6,8, имеющие зубья треугольного профиля. Муфта служит для предохранения цепи подачи от перегрузки и отключения механической подачи при достижении заданной глубины сверления.
Предохранительная муфта механизма подачи отрегулирована заводом-изготовителем на передачу шпинделем максимального осевого усилия 20000 Н. Муфта обеспечивает нормальную работу станка, поэтому регулировать ее пружину потребителем целесообразно только в случае ремонта.
Муфта 5 через рычажный механизм управляется гидроцилиндром 12, поршень которого воздействует на зубчатый рычаг 10. Последний, взаимодействуя с рейкой 9, переключает зубчатую муфту 5.
Дня осуществления быстрых перемещений при невращающемся шпинделе на боковой стенке сверлильной головки установлен электродвигатель 4, связанный с червяком 7 зубчатой передачей 2 и 3 зубчатыми муфтами 13; 14» Управление электродвигателем и цилиндром 12 сблокировано таким образом, что включение вращения электродвигателя может происходить только при разомкнутых муфтах подачи-5,-6 и включенных муфтах 13 и 14.
Червяк I (рис.22) находится в зацеплении с червячным колесом 25, свободно вращающимся на подшипниках, размещенных на неподвижно укрепленной ступице 19.
Сквозь ступицу 19 проходит полый реечный вал-шестерня 23. Задней опорой вала-шестерни служит игольчатый подшипник, расположенный в гнезде 24.
Реечный вал 23 входит в зацепление с зубьями,выполненными непосредственно на стакане шпинделя 18.
На шлицевую часть реечного вала 23 насажена втулка 3, имеющая два торцовых паза» в которых находятся ползушки 26. Зубья ползушек 26 тлеют специальный треугольный профиль, согласованный с профилем зубьев муфты 2. Внутри ползушек имеются пружины 28, под действием которых ползушки 26 всегда стремятся выйти из зацепления с внутренними зубьями муфты 2.
На подшипниках реечного вала смонтирована головка переключения 9, имеющая два паза, в которых на осях II закреплены рычагк штурвала 16. Зубчатые секторы штурвальных рычагов 16 входят в зацепление с реечной частью толкателя 8, находящегося в расточке реечного вала 23.
В положении штурвала "от себя" толкатель 8 выдвинут вперед. При этом левая часть толкателя 8 воздействует на ползушки 26 через ролики 27, заставляя ползушки своими зубьями войти во впадины зубьев муфты 2. Шпинделю сообщается механическая подача. Если перевести штурвал в положение "на себя", толкатель 8 уходит назад, и против роликов 27 оказываются углубления, куда ролики заталкиваются под воздействием пружин 28. При этом зубья ползушек выходят из зацепления с зубьями муфты 2. В таком положении при повороте штурвала 16 вращается реечный вал 23, сообщая шпинделю ручное перемещение (грубая ручная подача).
На втулке 5 свободно посажен лимб 6, После настройки глубины сверления он стопорится гайкой 7. На лимбе 6 укреплен кулачок 15, который воздействует на микропереключатель 17. Последний выключает механическую подачу при достижении заданной глубины.
В пазах втулки 13 перемещаются ползушки 14, которые служат для соединения головки переключения 99 с реечным валом. Пазы толкателя 8 выполнены таким образом, что в положении штурвала 16 "от себя" замыкается муфта 2, и одновременно размыкается муфта 4, а в положении штурвала 16 "на себя", наоборот, муфта 2 размыкается, а муфта 4 замыкается.
Таким образом, при механической подаче я ускоренном возврате шпинделя (муфта 2 разомкнута) исключена опасность травмирования оператора штурвальными рукоятками 16.
Совместно с механизмом подачи выполнен механизм ручного перемещения сверлильной головки, состоящий из маховика 10, полого вала - шестерни 22 и паразитного зубчатого колеса 20. Последняя находится в зацеплении с рейкой, закрепленной на рукаве.
Сквозь вал-шестерню проходит кабельная трубка 21, на переднем конце которой закреплена кнопочная станция II с кнопками зажима и отжима сверлильной головки и колонны.
Назад
Похожие товары
www.vegaprom.ru
Станок радиально-сверлильный 2А554-1
Промышленный радиально-сверлильный станок 2А554-1 считается модифицированной версией 2М55 и активно применяется при серийном производстве в сборочных цехах, крупных ремонтных мастерских и производственных предприятиях для выполнения таких технологических операций:
- сверление;
- зенкерование;
- рассверливание;
- подрезка торцов в обоих направлениях;
- растачивание отверстий;
- развертывание;
- нарезание резьбы.
С помощью 2А554-1 возможно создавать глухие и сквозные отверстия в крупногабаритных деталях, а также проводить чистовую обработку заготовок, в процессе которой достигается заданная точность размеров. Основной принцип функционирования станка – это подача движения на сверлильную головку, а соответственно на инструмент, благодаря чему осуществляется сверление и резные работы.
Комплектация
При дополнительном оснащении конструкции 2А554-1 возможно не только расширить возможности, но и увеличить производительность. За дополнительную оплату предлагается укомплектовать агрегат втулками, сверлами и резцами, рабочим столом, патронами, за счет чего оператор может производить такие работы:
- формирование квадратных отверстий;
- выточка канавок во внутренней части заготовки;
- вырезка круглых элементов и др.
Типовая комплектация оборудования помимо станка в сборе, включает руководство по эксплуатации, комплект втулок, клинья для демонтажа запчастей, запасные детали, рабочие инструменты для обслуживания станка.
Строение
Структура оборудования 2А554-1 достаточно традиционная для радиально-сверлильных станков:
- литая колонна, которая поворачивается вокруг вертикальной оси за счет подшипников, что крепятся на цоколе;
- горизонтально перемещающаяся на рукаве сверлильная головка;
- расположенный в цилиндрической гильзе шпиндель;
- рукав, вертикально передвигающийся на колонне;
- фрикционная муфта, которая обеспечивает защиту коробке скоростей и быстрый реверс;
- механизм подачи охлаждающей жидкости в зону резания;
- элементы управления (кнопки и рукоятки), находящиеся на панели сверлильной головки;
- электрооборудование, монтированное с обратной стороны рукава.
Преимущества и особенности
Части станка крепятся к основе с помощью гидравлических зажимов, которые способны выдерживать большие нагрузки при обработке деталей. Быстрые сверлильные и резные работы производятся за счет гидравлического управления коробками скоростей и подач.
Оборудование обладает жесткой конструкцией, благодаря чему технологические операции проводятся с высокой точностью. Использовать 2А554-01 можно для обработки крупногабаритных деталей, чего не могут себе позволить более ранние модели радиально-сверлильных устройств. Если необходимо выполнить манипуляции с мелкими и средними по размеру деталями, оператор может монтировать рабочий стол небольших габаритов.
За счет передвижных блоков коробки скоростей становится возможным работать на одной из 24 ступеней частоты вращения (от 18 до 2000 оборотов в минуту). В сравнении с более ранними станками 2А55, 2Н55, промышленный агрегат 2А554-01 имеет такие отличительные особенности:
- современный механизм способен нарезать резьбу в стали 45 диаметром М52-5 мм;
- можно устанавливать оснастку, масса которой не более 15 кг;
- количество электродвигателей в конструкции увеличено до 7;
- общая мощность установленных электродвигателей – 8,9 кВт.
2А554-01 – это выгодное сочетание цены и качества, при постоянно высоких показателях производительности. Радиально-сверлильное оборудование отличается долговечностью, бесперебойным и безаварийным функционированием на производственных площадях.
2А554-1 позволяет выполнять даже самые сложные операции за короткое время. Стоит обратить внимание на применение новой технологии покраски конструкции устройства, что обеспечивает защиту от механического воздействия.
stanew.ru