Токарно винторезный станок: характеристики, назначение. Назначение станок токарный станок
Назначение станков - токарно-винторезные, электроэрозионные, фрезерные
Токарно винторезный станок является оборудованием для обработки деталей при помощи резания (точения) при помощи специального инструмента – резцов с твердосплавными пластинами. Благодаря токарным станкам возможна обработка различных деталей и заготовок из металла (как черного, так и цветного).
На токарных станках выполняются такие операции: проточка или расточка конических, цилиндрических или фасонных поверхностей, нарезание резьб разной сложности, обработка торцов деталей и заготовок, зенкерование, развертка, а также сверловка отверстий и т.д.
Основная суть обработки на таком оборудовании как — токарно винторезный станок
Обрабатываемая на токарно винторезном станке деталь получает вращение благодаря шпинделю, при этом обработка непосредственно проводится режущим инструментом – резцом который передвигается вместе с салазками суппорта, от ходового винта или вала которые в свою очередь получают вращение от механизма подачи станка.
Следует отметить что токарные станки можно поделить на несколько групп которые могут выполнять самые разнообразные операции: снятие фасок, подрезание торцов, чистовая и черновая обработка заготовки (обдирка), расточка отверстий и т.д.
Основной задачей токарно-винторезных станков является выполнение различных операций с заготовками или деталями из металла: проточка конусных поверхностей, нарезка резьб (метрические, питчевые, дюймовые, червячные резьбы, модульные).
Токарно винторезный станок, а также такое оборудование и как фрезерный станок по металлу на сегодняшний день являются наиболее универсальным оборудованием и его, пожалуй, можно встретить практически на любой производственной площадке. Используется такое оборудование как токарный станок главным образом в условиях мелкосерийного или же единичного производства.
Такой тип оборудования как – электроэрозионный станок и токарно-карусельные станки, как правило принято использовать для качественной обработки заготовок или деталей, имеющих достаточно большие габариты.
На данном оборудовании можно выполнять такие операции: расточка и проточка конических и цилиндрических поверхностей, прорезка канавок, подрезка торцов деталей. Хотелось бы отметить, что данные токарные станки также возможно оснастить дополнительным специальным инструментарием и оснасткой, благодаря чему возможна проточка фасонных поверхностей при помощи копира, а также множества других операций по обработке изделий из металла, сплавов, пластмасс.
gifr.ru
Назначение токарных станков - Энциклопедия по машиностроению XXL
ОБЩИЕ СВЕДЕНИЯ О ТОКАРНЫХ СТАНКАХ 1. НАЗНАЧЕНИЕ ТОКАРНЫХ СТАНКОВ [c.4]По назначению токарные станки с программным управлением разделяют на центровые, патронные и патронно-центровые. Центровые предназначены для обработки валов в центрах, закрепляемых в передней и задней бабках. Патронные станки имеют токарный патрон, установленный в передней бабке, и не имеют задней бабки. У патронно-центровых станков заготовку закрепляют в патроне и могут поддерживать центром задней бабки, но они дают также возможность обрабатывать деталь, только в патроне. [c.116]
Каково назначение токарных станков с программным управлением [c.267]
Каково назначение токарного станка [c.72]
Н. А. Приходько, — первая в СССР автоматическая линия такого назначения. Токарные станки в этой линии имеют по два многорезцовых суппорта вертикальный, расположенный сверху, и горизонтальный, расположенный сзади, со стороны, противоположной загрузке деталей. [c.17]
Назначение и принцип действия. Задняя бабка токарного станка предназначена для создания дополнительной опоры длинной обрабатываемой детали со стороны свободного правого торца или для закрепления патрона с режущим инструментом, например сверлом. [c.324]
Разобраться в устройстве задней бабки токарного станка, ее назначении в целом и каждой детали в отдельности. [c.325]
В качестве примера, иллюстрирующего зависимость требования к жесткости вала от его функционального назначения, можно взять ходовой винт токарного станка. Учащиеся работали на токарных станках, понимают, каково назначение ходового винта и как связан шаг его резьбы с шагом той резьбы, которая нарезается на станке. Таким образом, им будет понятно, что возникшее в результате деформирования изменение шага резьбы ходового винта неизбежно скажется на шаге нарезаемой резьбы. В зависимости от требуемой точности шага нарезаемой резьбы можно допустить то или иное изменение шага резьбы ходового винта. Чем выше требование к точности, тем, следовательно, выше требование к жесткости ходового винта. [c.107]
Средние значения Дм для отдельных видов оборудования станки общего назначения (токарные, сверлильные, револьверные, фрезерные, шлифовальные и т. д.) равны 1 полуавтоматы — 1,5 2 автоматы — 2 4 зуборезные станки — 4 5, [c.641]
Система СПС-Т (система программирования токарных станков) в настоящее время находится на втором этапе разработки. Целью> первого этапа было выяснение возможности полной автоматизации процесса составления управляющих программ для обработки деталей класса валов, связанной с возложением на ЦВМ решения технологических задач по формообразованию деталей и назначению режимов резания. Опыт эксплуатации этой системы позволил сделать ряд выводов, на базе которых были уточнены принципы функционирования СПС-Т для широкого круга деталей. [c.40]
Представляет интерес модернизация станков для выполнения несвойственных им операций при сохранении основного технологического назначения, например модернизация строгальных и карусельных станков для выполнения шлифовальных работ, реконструкция токарных станков для выполнения работ по глубокому сверлению отверстий. [c.215]
Новые системы управления существенно повлияли на изменение конструкции токарных станков, что повлекло за собой высокую стоимость новых моделей этого оборудования и недостаточную их надежность. Более половины отказов у станков с числовым программным управлением (ЧПУ) связано с электронными и электрическими устройствами, 19% — с механическими, 11% — с гидравлическими, 12% —с ошибками в обслуживании и программировании. Наименее надежными являются устройства автоматической смены инструмента (револьверные головки, дисковые или цепные магазины). Важнейшей особенностью современных станков с ЧПУ является принцип агрегатирования как внутри определенной их группы, так и между станками различного технологического назначения. Автоматическая смена инструмента, встройка в шпиндельный узел датчиков при адаптивном управлении и автоматической диагностике предъявляют дополнительные требования к этим узлам. Основным видом тягового устройства в приводе подач станков с ЧПУ является передача винт—1 айка качения, обеспечивающая высокую долговечность, низкие потери [c.106]
Необоснованное назначение более высокого класса точности приводит к увеличению затрат труда и удорожанию всей машины. Так, при обточке на токарных станках деталей 2 класса точности требуется два чистовых прохода и три пробных стружки, для деталей 3 класса точности один чистовой проход и две пробных стружки и для деталей 4 класса один проход и одна пробная стружка. Взятие пробных стружек увеличивает расчетную длину прохода, которая определяется по формуле [c.64]
Карта проверки на точность Токарные станки общего назначения (нормы по ГОСТ 42-40) [c.710]
Оригинальным непрерывным процессом является также разработанная и осуществленная впервые в СССР прокатка круглых профилей переменного сечения на трехвалковых станах. Этот процесс используется для производства ступенчатых осей, валов и других тел вращения переменного диаметра по длине. Станы для прокатки круглых профилей по своему назначению аналогичны токарным станкам, обрабатывающим наружную поверхность детали, но без снятия стружки (рис. 3). Заготовки периодического проката используются как при штамповке, так и при окончательной обработке резанием. Трехвалковые станы созданы нескольких типоразмеров, 10 из них успешно эксплуатируются при прокатке круговых периодических профилей диаметром от 10 до 140 мм. В связи с непрерывностью процесса может быть полностью осуществлена автоматизация работы станов, включая подачу исходного материала, его нагрев, прокатку, резку на мерные длины, охлаждение готового проката, укладку и упаковку. [c.161]
Из станков токарной группы наиболее универсальным является токарный станок общего назначения, на котором можно выполнять наибольшее количество самых разнообразных операций. Однако его универсальность [c.150]
В единичном и мелкосерийном производстве механическая обработка ступенчатых валов производится на токарных станках общего назначения, оборудованных копировальными устройствами с гидросуппортом КСТ-1. [c.151]
Исходя из служебного назначения машины, ее исполнительные поверхности должны перемещаться в соответствии с требуемыми законами их движения и занимать требуемые относительные положения. Для этого исполнительные поверхности машины соединяются при помощи кинематических и размерных связей, представляющих собой замкнутые контуры из последовательно расположенных звеньев, принадлежащих деталям машины. На фиг. 2, а и б показан пример размерных связей токарного станка. [c.694]
Специализация станка позволяет приспособлять его для выполнения определенной технологической операции с сохранением его основного технологического назначения или с изменением его. К этому виду модернизации можно отнести, например, переделку устаревшего токарного станка для многошпиндельного растачивания двух отверстий шатуна, установленного на суппорте (стр. 614), автоматизацию устаревшего фрезерного станка для фрезерования шлицев клапанов (стр. 626) и др. [c.579]
Нормы жесткости токарных станков общего назначения (ГОСТ 7895-56). Жесткость токарных станков определяется при поочередном нагружении систем шпиндель-резцедержатель и пиноль—резце- [c.756]
Стержневые, дуговые и кольцевые каркасы с круглой, эллиптичной, прямоугольной или квадратной формой поперечного сечения изготовляют из толстого листового (более 5 мм) или круглого материала или из трубы на токарных станках как детали общего назначения в приборостроении. Допуск на общее сопротивление потенциометров с такими каркасами 5— 10%, а на линейность 1—2%. [c.816]
Автоматические [картотеки G 06 К 17/00 клапаны общего назначения F 16 К 21/04-21/12 муфты, выключаемые F 16 D 43/00-45/00 передачи F 16 Н 59/40 перемоточные устройства для кабелей, шлангов В 65 Н 75/48 приводы транспортных средств В 60 К 17/06, 20/00, 41/00 резьбонарезные станки В 23 G 1/00-1/52 станочные линии В 23 Q 39/00-41/00 токарные станки В 23 В 7/00-7/16 тормоза транспортных средствах В 60 Т 1112-1122)-, управляющие устройства для камер сгорания газовых турбин F 23 R 3/22] [c.43]
Факелы /( использование в пиротехнике F 42 В 4/26 осветительные F 21 L 17/00 пламенные в устройствах для сжигания топлива F 23 С 5/08-5/32) Фальцовка пластического материала В 29 С 53/(02-12)) трубчатых бумажных изделий В 31 С 3/04) Фанера (декоративная В 44 С 5/04 использование для изготовления тары В 65 D 6/14, 8/16 клееная, изготовление В 27 D 1/04-1/08 5/00) Фанерный шпон, производство Б 27 L 5/00-5/08 Фанеровочные прессы В 27 D 3/00-3/04 Фарфор трубы фарфоровые F 16 L 9/10 соединение с металлами пайкой В 23 К 1/00 шлифование кромок В 24 В 9/06) Фары велосипедов, мотоциклов и т. п. В 62 (J 6/00 крепление К 19/40) транспортных средств (F 21 М 3/00-3/30, 11/00 передние, их размещение и модификация В 60 Q 1/04-1/20)) Фаски, шлифование В 24 В 9/00 Фасонное литье, формы В 22 С 9/02-9/06 Фасонно-токарные станки В 23 В 5/36-5/48 Фасонные изделия прессы для изготовления В 30 В 9/28-9/32) Фенопласты как формовочный материал В 29 К 61 04 Фермы телескопические для подъемных кранов В 66 С 23/30 Физика, приборы и модели для обучения физике G 09 В 23/(06—22) Физико-химические процессы общего назначения и устройства для их проведения В 01 J (8—12)/00, (14—19)/00 Фиксаторы (для закрепления подвижного состава на ж.-д. путях В 61 К 7/16-7/22 осевые штифтов, валов и т. п. деталей машин и механизмов F 16 В 21/(00—20) Фиксация см. закрепление, соединение Филда трубы (в паровых котлах F 22 В 23/06 в теплообменниках F 28 D 7/12) Фильеры [изготовление В 23 Р 15/24, В 21 (С 3/18, 25/10, D 37/20) В 29 С (для литья под давлением 45/58 экструзионные для формования 47/(12—32)) пластических материалов] [c.202]
Футеровка из полимерных материалов применена также в направляющих суппортов токарных станков, используемых для обработки валов. Если не принимать во внимание относительно высокий нагрев, то эти направляющие достаточно хорошо выполняют свое назначение. [c.227]
Современные токарные станки с ЧПУ в основе конструкции имеют базовые модели универсальных станков с ручным управлением, схемы которых показаны на рис. 6.26. Назначение станков с ЧПУ осталось прежним, хотя их технологические возможности значительно расширились. [c.345]
В настоящее время большинство токарных станков оснащается системами ЧПУ. Токарные станки с ЧПУ классифицируют по нескольким признакам по технологическому назначению и типам обрабатываемых заготовок - на центровые, патронные, патронно-центровые, карусельные, прутковые по расположению направляющих станины - на горизонтальные, вертикальные и наклонные по способам закрепления используемых инструментов - на суппорте, в револьверной головке, в инструментальном магазине по [c.347]
Автоматизация подготовки управляющих программ (УП) для станков с ЧПУ. Автоматизация подготовки таких программ встречает определенные трудности в поиске рационального варианта из-за наличия труд-ноформализуемых правил и процедур. Дальнейшее развитие САПР привело к использованию режима диалога при подготовке управляющих программ. Процесс подготовки управляющих программ, например для токарных станков с ЧПУ, включает 1) анализ чертежа детали 2) выбор конструктивно-технологических параметров заготовки 3) назначение технологических баз 4) определение состава и последовательности технологических переходов 5) расчет припусков и технологических оазмеров 6) выбор режущих инструментов 7) расчет ежимов резания 8) определение последовательно--ти работы режущих инструментов 9) расчет и построение траектории перемещения режущих инструментов 10) кодирование и перфорацию управляющей програм- [c.129]
При подстановке в формулу (2.35) величин Л1- в н-л, G в н м и Jр ъ м значение [фо1 надо подставлять в рад м. [фо] зависит от назначения вала и условий его работы, но в отличие от допускаемого напряжения не зависит от материала вала. Очень малые значения [фо1 принимают, в частности, для ходовых винтов токарных станков эти винты должны обладать большой жесткостью на кручение, так как в противном случае нельзя будет обеспечить должную точность резьбы, нарезаемой на этом станке. Ориентировочно для различных машин величина допускаемого относительного угла закручивания колеблется в пределах [ф,,] = (4,0 -н 17)-10 рад1м. [c.234]
Определение элементов технологической оснастки заключается в назначении каждому элементу технологической оснастки его систем базирования. Элементы установки обрабатьшаемой заготовки детали (крепежного приспособления) закрепляют заготовку в шпинделе токарного станка. С каждым элементом установки заготовки связаны две системы базирования шгшнделя, которая определяет положение приспособления, и заготовки детали, которая указывает положение заготовки относительно приспособления. Определение всех элементов технологической оснастки на станке позволяет точно проконтролировать возможные столкновения при имитации процесса токарной обработки. [c.118]
Первые токарные станки-автоматы, полностью соответствующие йтому названию, были построены лишь в 80-е годы XIX в. Они были одношниндельными и по типу соответствовали современным автоматам фасоннопродольного точения. Революционизирующим фактором для автоматостроения послужило использование в качестве управляющего органа автомата распределительного вала с кулачками. Каждый кулачок управлял соответствующим механизмом (суппортом, механизмом подачи материала, зажима и т. д.), профиль кулачков определял величину, место и скорость любого перемещения, жесткая установка всех кулачков на едином валу обеспечивала необходимую синхронизацию всех элементов рабочего цикла любой сложности. На долгое время, вплоть до 30-х годов XX в., распределительный вал с кулачками стал важнейшим органом управления рабочим циклом автоматов самого различного технологического назначения (металлообработка, текстильная, легкая, пищевая промышленность и др.). [c.25]
Выбору конструктивных форм деталей машин даже одного и того же функционального назначения нужно уделять соответствующее внимание еще и потому, что они могут обусловливать применение совершенно различных типов оборудования. Так, например, цилиндрическая поверхность легко получается на простом токарном станке обычным резцом, в то время как для получения конической поверхности необходимы уже специальная настройка станка или другие устройства, обработка же фасонной поверхности требует станка с копировальным приспособлением или до- рогостоящего фасонного инструмента. [c.581]
Специальные нормали распространяются на детали и узлы, предопределяющие назначение и особенности устройства конкретных видов машин В ретена прядильных машин, челиоки ткацких станков или швейных машин, корпуса насосов, бабки токарных станков, лемеха и отвалы плугов и т. д. Лемех нужен только для плуга, а челноки — только для швейной машины или ткацкого станка. Но челноки, лемеха, бабки и т. п. также могут получить, если дать волю конструкторам, многообразие форм и размеров. Значит, и здесь необходима нормализация конструкций, чтобы удешевить производство машин и облегчить их эксплуатацию. Ведь чем меньше разнообразие форм и размеров деталей, тем меньше разных приспособлений, моделей, специального инструмента для обработки и контроля деталей потребуется при их изготовлении. А это связано с экономикой производства машин, с темпами технического прогресса машиностроения. [c.176]
Назначение — прокатка бандажей с гребнем и без гребня для паровозов, а также бандажей для колёс вагонов, тендеров и трамваев. Исходный материал — двенадцатигранные слитки весом до 3 т. Слитки надрезаются на токарных станках и разламываются по месту надрезов специальным слитколомателем. После этого заготовки нагреваются в печах, осаживаются, прошиваются, центрируются на прессе давлением ЗОоО т и поступают на бандажепрокатный стан, который состоит из двух клетей — черновой и чистовой. Черновая клеть имеет два вертикальных и два горизонтальных валка и четыре направляющих ролика привод валков — от электродвигателя мощностью 1200 л. с., имеющего 60— 300 об/мин. [c.873]
Вальцетокарные станки отличаются от тяжёлых токарных станков общего назначения более широкими станинами с вынесенными супортами и строятся двух типов а) с супор-тами, перемещающимися по продольным направляющим на станине (фиг 155) б) с супортами, перемещающимися по промежуточной постели, монтируемой на верхней плоскости станины (фиг. 154). [c.349]
Должен знать устройство токарных, карусельных и лобовых станков средней сложности и правила управления ими технологические свойства и маркировку обрабатываемых металлов назначение и способы применения различных контрольно-измерительных инструментов и присиособлений виды термообработки и правила затачивания резцов и режущие свойства инструмента из инструментальной стали и сплавов углы затачивания резцов для различных обрабатываемых металлов элементарные правила определения наивыгоднейших режимов резания назначение паспорта станка и правила пользования им назначение допусков и посадок и обозначения их на чертежах и калибрах причины возникновения брака и меры его предупреждения. [c.348]
Мастерской Пулковской обсерватории, оборудованной двумя делительными машинами, большими и малыми токарными станками, специальным станком для нарезки зубчатых колес и другими машинами, более 20 лет руководил Г. К. Брауэр. О его деятельности академик О. В. Струве написал Постоянное общение нашего механика с здешними астрономами, а равно с лицами, отправляющимися отсюда в экспедиции, познакомило его (Брауэра.—5. С.) со всеми требованиями практики в такой степени, что он, быть может, превосходит по этой части всех современных художников. Естественным последствием его обширной опытности является тот факт, что нет почти ни одного привезенного из-за границы инструмента, назначенного для географических работ, который бы не был дополнен или даже усовершенствован в заведении Брауэра перед употреблением в дело. Даже отличные произведения по всей справедливости высокочтимого заведения Ренсольдов в Гамбурге в этом отношении не составляют исключения [95]. После ухода Г. К. Брауэра из Пулкова на его место был назначен В. Ф. Гербст, руководивший мастерской около 18 лет. Это был, так же как и Брауэр, механик-ученый. Работы, выполненные за эти годы Гербстом самостоятельно и весьма искусно , перечислены в документе, выданном ему руководством обсерватории 12-дюймовая делительная машина для кругов.— 205 уровней.— 4 испытателя уровней.— 24 параллактические монтировки.— 13переносных пассажных инструментов (№ 1 — для Кембриджской обсерватории [c.399]
Типы и назначение токарных станкоа-полуавтоматов. Токарные станки-полуавтоматы предназначаются для токарной обработки штучных заготовок, обычно довольно крупных размеров. Установка заготовки, пуск станка и снятие обработанного изделия производятся вручную, а весь остальной цикл обработки и останов станка по окончании цикла производятся автоматически. [c.64]
В первом случае возможно расширение предельных размеров обрабатываемых на станке деталей (например, увеличение диаметра обточки установкой подкладок под переднюю и заднюю бабкп токарного станка, уменьшение минимального диаметра нарезаемой шестерни подкладкой под поворотным суппортом зубофрезерного станка) или расшпрение видов работ в пределах основного технологического назначения (замена неповоротных шпиндельных головок продольно-фрезерного станка поворотными, что позволяет фрезеровать поверхности, располо кенные под углом, устройство механизмов для нарезания резьбы на карусельном станке и др. — см. табл. 2). [c.500]
Специализация станка позволяет приспособлять его для выполнения определенной технологической операции с сохранением его основного технологического назначения или с изменением его. К этому виду медернизации можно отнести, например, переделку устаревшего токарного станка для многошпин-дельного растачивания, установку на сверлильных, расточных, фрезерных стан- [c.500]
Комплексные автоматизированные системы технологической подготовки производства (КАСТПП) в машиностроении представляют собой автоматизированную систему технологического проектирования, организации и управления процессом ТПП. На рис. 10, а — в показаны структуры КАСТПП с различными задачами проектирования Технолог (рис. 10, а) —для проектирования технологических процессов деталей класса тел вращения, обрабатываемых на универсальном оборудовании Т1 Автомат (рис. 10,6) — для обработки деталей на прутковых токарных станках А Штамп (рис. 10,в) — для деталей, обрабатываемых штамповкой (ШТ). Предусматривается, что КАСТПП — это типовой комплексный моду.ль, реализующий законченный этап проектирования определенной совокупности задач ТПП с многоуровневой структурой ряда подсистем. Первый уровень состоит из подсистем общего назначения код — кодирование, Д — документирование, БД — банк данных или ИС — информационная система. Второй уровень включает проектирование технологических процессов для деталей основного производства. Третий уровень содержит подсистемы конструирования специальной технологической оснастки П — приспособлений, И — режущих и измерительных инструментов, ШК — штампов и т. п. Четвертый уровень включает подсистемы проектирования технологических процессов изготовления для конструируемой в системе оснастки Технолог 2 (Т2). [c.212]
Рассолы, использование в качестве теплоносителей в системах центрального отопления F 24 D 7/00 Расстояние [измерение текучей среды 13/12) G 01 В элементы конструкции приборов для измерения расстояний G 01 С 3/02-3/08] Растворители ( газов, использование в сосудах высокого давления F 17 С 11 /00 использование (при очистке теплообменных аппаратов F 28 G 9/00 для очистки металлических поверхностей С 23 G 5/02-5/04 для чистки В 08 В 3/08 для экстракции веществ В 01 D 11/(00-04))) Растворомешалки В 28 С 5/00-5/46, Е 01 С 19/47 Растирание литейном производстве С 5/04) пластических материалов перед формованием В 29 В 13/10) Расточка древесины В 27 G 15/(00-02) камня В 28 D 1/14 В 23 В (способы и устройства 35/00-49/00 ультразвуком 37/00)) Расточные [головки токарных станков 29/(03-034) станки конструктивные элементы 47/(00-34) линии 39/28 специального назначения 41 (00-16) съемные устройства к металлорежущим станкам 43/(00-02))] В 23 В Раструбы керамические, изготовление В 28 В 21/54, 21/74 из пластических материалов В 29 L 31 24 изготовление С 57/(02-08)) Растяжение замкнутого профиля металлических полос путем прокатки В 5/00 проволоки F 9/00) как способ изготовления топливных элементов реакторов G 21 С 21/10) Растяжки для натягивания канатов, кабелей, проводов, тросов F 16 G 11/12 [c.160]
Строительные площадки, используемые для подъемных кранов особого назначения В 66 С 23/(26-34) элементы из пластических материалов В 29 L 31 10) Строны парашютов В 64 D 17/(24-28) подъемных кранов В 66 С 1/12-1/20 в устройствах для перемещения грузов В 65 G 7/12 в шлюпочных устройствах В 63 В 23/22 ) Струбцины (В 25 В 5/00-5/16 для лесопильных станков и т. п. В 27 В 3/38) Стружка [В 27 древесная (изготовление L 11/02-04) использование для изготовления (плоских изделий N 3/00 изделий прессованием N 3/08) удаление при обработке древесины G 3/00) ледяная, машина для получения F 25 С 5/12 В 23 (металлическая, устройства для дробления в токарных станках В 25/02 стальная, изготовление Р 17/06) распылители стружки В 05 В 7/14 снятие с поверхности изделий при резке В 26 D 3/06] Струйные [инжекторы, использование (в системах продувки топлива в ракетных двигательных установках F 02 К 9/54 в смесительных трубках горелок F 23 D 14/16) мельницы В 02 С 19/06 насосы (F 04 (F 5/00-5/54 заливочные D 9/06) F 02 (в газотурбинных установках С 3/32 в реактивных двигателях К 1 /36) паровые в системах подачи воздуха в топку F 23 L 5/04, 17/16 в паровых котлах F 22 (В 37/72, D 7/04) в холодильных машинах F 25 В 1/06) реле F 15 С 1/14-1/20 смесители В 01 F 5/00-5/26 элементы (в следящих гидравлических и пневматических сервоприводах В 9/06-9/07 для счетно-решающих и управляющих устройств С 1/14-1/20) F 15] Струны, устройства для шлифования В 24 В 5/50 Ступени (кузовов автомобилей В 60 R 3/00 на транспортных средствах В 60 R 3/02, В 61 D 23/(00-02)) Ступицы [колес Стыковая сварка давлением и оплавлением В 23 К 11/(02-04) [c.184]
Термореактивные материалы В 29 (способы и устройства для экструдирования С 47/(00-96) термореактивные смолы как формовочный материал К 101 10> Термостаты, использование для регулирования охлаждения двигателей F 01 Р 7/12 7/16 Термоформование изделий из пластических материалов В 29 С 51/(00-46) Термочувствительные [краски или лаки С 09 D 5/26 элементы (биметаллические G 12 В 1/02 тепловых реле Н 01 Н 61/(02-04))] Термоэлектрические [пирометры G 01 J 5/12 приборы (использование в термометрах G 01 К 7/00 работающие на основе эффекта Пельтье или Зеебека Н 01 L 35/(28-32))] Тигельные печи тепловой обработки 21/04 печей 14/(10-12)) лабораторные В 01 L 3/04 плавильные для литейного производства В 22 D 17/28] Тиски В 25 В (1/00-1/24 ручные 3/00) Тиснение бумаги В 31 F 1/07 картонажных изделий В 31 В 1/88 металлическое В 41 М 1/22 поверхности пластических материалов В 29 С 59/00 способы В 44 С 1/24) Титан [С 22 С (сплавы на его основе 14/00 стали, легированные титаном 38/(14-60)) С 25 (травление или полирование электролитическими способами F 3/08, 3/26 электроды на основе титана для электрофореза В 11/10)] Токарная обработка [древесины В 27 О Токарные станки [В 23 конструктивные элементы и вспО могательные устройства В 17/00-33/60 линии токарных станков В 3/36 для нарезания резьбы G 1/00 общего назначения В 3/00-3/34 отрезные В 5/14 резцы для них (В 27/(00-24) изготовление Р 15/30) для скашивания кромок, снятие фаски или грата с концов прутков и труб В 5/16 фрезерные съемные устройства к ним С 7/02)] [c.189]
Комплектом называется сборочная единица, имеющая самостоятельное значение для работы машины (станка), идущая на общую сборку полностью без отъема каких-либо деталей, например автодвигатель, передняя и задняя бабки токарного станка. Сборочный комплект является более цельным и законченным механизмом, а узел в машине имеет подсобное назначение. [c.7]
Протяжное кольцо (фиг. 147, в) является очень ответственной деталью штампа. Оно должно быть прочным, так как работает в условиях значительных растягивающих напряжений. Обычно кольцо (стальная отливка) обрабатывается на карусельном или токарном станке. По назначению внутренняя поверхность кольца делится на две части начальную или входную и конечную или калибрующую. Как видно из фиг. 147, входная часть кольца, в которой начинается процесс деформирования заготовки, выполняется по радиусу. Калибрующая же часть изготовляется в виде цилиндрического пояска назначение пояска — формирование цилиндрической части донышка (борта) и придание ему заданного чертежом диаметра. Кроме того, поясок способствует образованию сферической части донышка, так как создает натяжение заготовки и обусловливает плотное облегание ею пуансона. Так как в процессе образования донышка происходит скольжение заготовки по кольцу, внутренняя поверхность кольца должна быть гладкой. Практически достаточной является обработка кольца по 4-му классу чистоты. [c.212]
mash-xxl.info
Токарные станки Назначение токарных станков Токарные станки
 Токарные станки
Токарные станки
 Назначение токарных станков. Токарные станки предназначены для обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей, нарезания резьбы у деталей типа тел вращения с помощью разнообразных резцов, сверл, зенкеров, разверток, метчиков и плашек.
Назначение токарных станков. Токарные станки предназначены для обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей, нарезания резьбы у деталей типа тел вращения с помощью разнообразных резцов, сверл, зенкеров, разверток, метчиков и плашек.
 Станки токарной группы составляют значительную долю всего станочного парка и широко применяются во всех типах производства от единичного до массового. Их можно найти в равной степени как в маленькой ремонтной мастерской, так и на крупном машиностроительном предприятии.
Станки токарной группы составляют значительную долю всего станочного парка и широко применяются во всех типах производства от единичного до массового. Их можно найти в равной степени как в маленькой ремонтной мастерской, так и на крупном машиностроительном предприятии.
 Применение в токарных станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных и торцовых отверстий, а также для других видов обработки) значительно расширяет их технологические возможности. В зависимости от расположения шпинделя, несущего приспособление для установки заготовки, токарные станки подразделяют на горизонтальные и вертикальные.
Применение в токарных станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных и торцовых отверстий, а также для других видов обработки) значительно расширяет их технологические возможности. В зависимости от расположения шпинделя, несущего приспособление для установки заготовки, токарные станки подразделяют на горизонтальные и вертикальные.
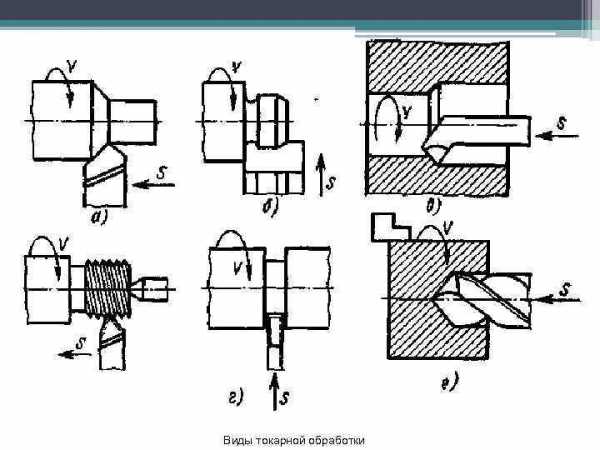 Виды токарной обработки
Виды токарной обработки
 Детали, изготавливаемые на токарных станках(вал, ось, ролик, шкив, колесо зубчатое)
Детали, изготавливаемые на токарных станках(вал, ось, ролик, шкив, колесо зубчатое)
 Типы токарных станков 1) Одношпиндельные автоматы и полуавтоматы; 2) Многошпиндельные автоматы и полуавтоматы; 3) Токарно-револьверные станки; 4) Сверлильно-отрезные станки; 5) Карусельные токарные станки; 6) Токарные, токарно-винторезные и лоботокарные станки; 7) Многорезцовые и копировальные станки; 8) Специализированные станки; 9) Разные токарные станки.
Типы токарных станков 1) Одношпиндельные автоматы и полуавтоматы; 2) Многошпиндельные автоматы и полуавтоматы; 3) Токарно-револьверные станки; 4) Сверлильно-отрезные станки; 5) Карусельные токарные станки; 6) Токарные, токарно-винторезные и лоботокарные станки; 7) Многорезцовые и копировальные станки; 8) Специализированные станки; 9) Разные токарные станки.
 Некоторые типы токарных станков
Некоторые типы токарных станков
 1) Одношпиндельные токарные автоматы и полуавтоматы • Автомат продольного точения • Предназначен для изготовления деталей из холоднотянутого калиброванного прутка в условиях серийного производства
1) Одношпиндельные токарные автоматы и полуавтоматы • Автомат продольного точения • Предназначен для изготовления деталей из холоднотянутого калиброванного прутка в условиях серийного производства
 Одношпиндельные прутковые токарные автоматы Используют в условиях крупносерийного производства для обработки сложных по форме деталей с применением нескольких последовательно или параллельно работающих инструментов. Одношпиндельные полуавтоматы, снабженные магазинным устройством, называются автоматическими станками.
Одношпиндельные прутковые токарные автоматы Используют в условиях крупносерийного производства для обработки сложных по форме деталей с применением нескольких последовательно или параллельно работающих инструментов. Одношпиндельные полуавтоматы, снабженные магазинным устройством, называются автоматическими станками.
 2) Многошпиндельные токарные автоматы и полуавтоматы • Применяются для изготовления из прутка деталей простых и сложных геометрических форм в крупносерийном и массовом производстве • На станке можно производить черновое, чистовое и фасонное обтачивание, подрезку торцов, сверление, растачивание, зенкерование, развертывание, нарезание внутренних и наружных резьб, накатывание резьб.
2) Многошпиндельные токарные автоматы и полуавтоматы • Применяются для изготовления из прутка деталей простых и сложных геометрических форм в крупносерийном и массовом производстве • На станке можно производить черновое, чистовое и фасонное обтачивание, подрезку торцов, сверление, растачивание, зенкерование, развертывание, нарезание внутренних и наружных резьб, накатывание резьб.
 Токарный шестишпиндельный автомат 1 Б 265 6 К. Применяется для изготовления деталей простых и сложных геометрических форм из прутка диаметром до 65 мм в условиях серийного и массового производства
Токарный шестишпиндельный автомат 1 Б 265 6 К. Применяется для изготовления деталей простых и сложных геометрических форм из прутка диаметром до 65 мм в условиях серийного и массового производства
 Вертикальный токарный двухшпиндельный автомат с ЧПУ Предназначен для высокопроизводительной токарной обработки деталей типа «фланец» , «муфта» , «втулка» , «шестерня» из различных конструкционных материалов в условиях серийного производства
Вертикальный токарный двухшпиндельный автомат с ЧПУ Предназначен для высокопроизводительной токарной обработки деталей типа «фланец» , «муфта» , «втулка» , «шестерня» из различных конструкционных материалов в условиях серийного производства
 3) Токарно-револьверные станки Универсальный токарно-револьверный станок модели 1 Е 365 БП Применяется для изготовления деталей сложных геометрических форм в условиях единичного и серийного производства
3) Токарно-револьверные станки Универсальный токарно-револьверный станок модели 1 Е 365 БП Применяется для изготовления деталей сложных геометрических форм в условиях единичного и серийного производства
 Револьверный станок Общий вид револьверного станка для патронных и прутковых работ. Револьверная шестигранная головка расположена на револьверном суппорте и перемещается вместе с ним вдоль станины. Резцовая головка, расположенная на другом суппорте, предназначена для выполнения как продольного, так и поперечного точения. Револьверные головки Цанги: а — затяжная; б — неподвижная; в —выдвижная
Револьверный станок Общий вид револьверного станка для патронных и прутковых работ. Револьверная шестигранная головка расположена на револьверном суппорте и перемещается вместе с ним вдоль станины. Резцовая головка, расположенная на другом суппорте, предназначена для выполнения как продольного, так и поперечного точения. Револьверные головки Цанги: а — затяжная; б — неподвижная; в —выдвижная
 4. Сверлильно-отрезные станки;
4. Сверлильно-отрезные станки;
 5. Карусельные станки; Для изготовления деталей больших диаметров, но имеющих небольшую толщину раньше использовали лобовые токарные станки. Более точными производительными, и удобными при обработке деталей диаметром от 1500 до 4000 мм. оказались токарные карусельные станки. Их применяют в серийном и массовом производстве.
5. Карусельные станки; Для изготовления деталей больших диаметров, но имеющих небольшую толщину раньше использовали лобовые токарные станки. Более точными производительными, и удобными при обработке деталей диаметром от 1500 до 4000 мм. оказались токарные карусельные станки. Их применяют в серийном и массовом производстве.
 Токарные карусельные станки О Д Н О С Т О Е Ч Н Ы Е
Токарные карусельные станки О Д Н О С Т О Е Ч Н Ы Е
 Токарные карусельные станки Д В У Х С Т О Е Ч Н Ы Е
Токарные карусельные станки Д В У Х С Т О Е Ч Н Ы Е
 Карусельные станки являются пятым типом станков токарной группы. Различают карусельные станки одностоечные и двухстоечные (портального типа). Характеризующим внешним признаком карусельных станков является вращающийся относительно вертикальной оси стол (планшайба, карусель) с заготовкой.
Карусельные станки являются пятым типом станков токарной группы. Различают карусельные станки одностоечные и двухстоечные (портального типа). Характеризующим внешним признаком карусельных станков является вращающийся относительно вертикальной оси стол (планшайба, карусель) с заготовкой.
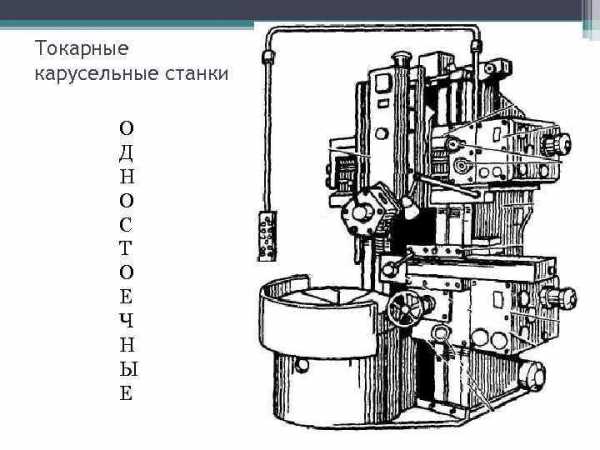
 Карусельные станки, предназначенные для обработки деталей диаметром до 1500 мм, имеют одну вертикальную стойку 1, несущую на себе траверсу (поперечину) 2, вдоль которой может перемещаться каретка 3 с поворотной резцовой головкой (револьверной головкой) 4. По вертикальным направляющим 6 стойки может перемещаться боковой суппорт с резцовой головкой 5.
Карусельные станки, предназначенные для обработки деталей диаметром до 1500 мм, имеют одну вертикальную стойку 1, несущую на себе траверсу (поперечину) 2, вдоль которой может перемещаться каретка 3 с поворотной резцовой головкой (револьверной головкой) 4. По вертикальным направляющим 6 стойки может перемещаться боковой суппорт с резцовой головкой 5.
 6. Токарные и лобо-токарные станки Лобовые станки - отличаются от токарных главным образом тем, что у них отсутствует задняя бабка. В передней бабке 1 находится коробка скоростей, на шпинделе которой закреплена планшайба 2. Поперечная станина 3 с двумя суппортами расположена на отдельной плите, изолированной от бабки. Суппорт состоит из каретки, перемещающейся в поперечном направлении по направляющим станины 3, средней (поворотной) части, которая может быть установлена параллельно или под углом к оси шпинделя, и верхней части 4 с резцедержателем 5.
6. Токарные и лобо-токарные станки Лобовые станки - отличаются от токарных главным образом тем, что у них отсутствует задняя бабка. В передней бабке 1 находится коробка скоростей, на шпинделе которой закреплена планшайба 2. Поперечная станина 3 с двумя суппортами расположена на отдельной плите, изолированной от бабки. Суппорт состоит из каретки, перемещающейся в поперечном направлении по направляющим станины 3, средней (поворотной) части, которая может быть установлена параллельно или под углом к оси шпинделя, и верхней части 4 с резцедержателем 5.
 7. Многорезцовые и копировальные станки
7. Многорезцовые и копировальные станки
 8. Специализированные станки Наибольшее распространение получили следующие специализированные токарные станки: 1. Многорезцовые 2. Вальцетокарные 3. Для обработки коленчатых валов 4. Слиткообдирочные 5. Колесотокарные и осетокарные для ж/д транспорта. 6. Трубо- и муфтообрабатывающие 7. Бесцентровообдирочные 8. Резьбообрабатывающие 9. Токарно-затыловочные
8. Специализированные станки Наибольшее распространение получили следующие специализированные токарные станки: 1. Многорезцовые 2. Вальцетокарные 3. Для обработки коленчатых валов 4. Слиткообдирочные 5. Колесотокарные и осетокарные для ж/д транспорта. 6. Трубо- и муфтообрабатывающие 7. Бесцентровообдирочные 8. Резьбообрабатывающие 9. Токарно-затыловочные
 Основные параметры токарных станков • наибольший диаметр заготовки, обрабатываемой над станиной; • максимальный диаметр обрабатываемого прутка; • наибольшее расстояние между центрами. Важным размером станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Основные параметры токарных станков • наибольший диаметр заготовки, обрабатываемой над станиной; • максимальный диаметр обрабатываемого прутка; • наибольшее расстояние между центрами. Важным размером станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
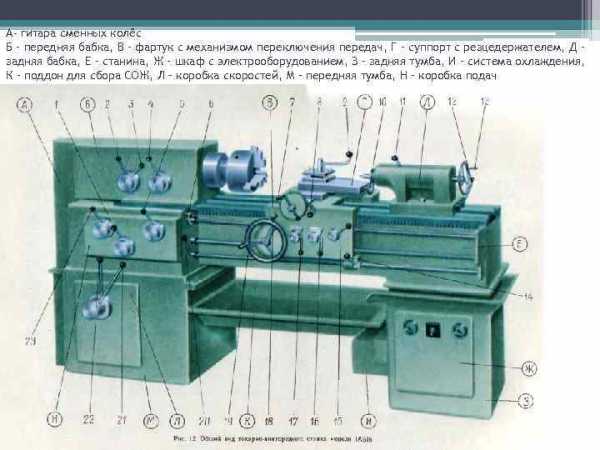 А- гитара сменных колёс Б – передняя бабка, В – фартук с механизмом переключения передач, Г – суппорт с резцедержателем, Д – задняя бабка, Е – станина, Ж – шкаф с электрооборудованием, З – задняя тумба, И – система охлаждения, К – поддон для сбора СОЖ, Л – коробка скоростей, М – передняя тумба, Н – коробка подач
А- гитара сменных колёс Б – передняя бабка, В – фартук с механизмом переключения передач, Г – суппорт с резцедержателем, Д – задняя бабка, Е – станина, Ж – шкаф с электрооборудованием, З – задняя тумба, И – система охлаждения, К – поддон для сбора СОЖ, Л – коробка скоростей, М – передняя тумба, Н – коробка подач
 Одношпиндельный автомат 1 А 136
Одношпиндельный автомат 1 А 136
 Токарный станок 163
Токарный станок 163
 Токарно – затыловочный станок К 96
Токарно – затыловочный станок К 96
 Токарно-револьверный станок 1336 М
Токарно-револьверный станок 1336 М
 Двухстоечный токарно-карусельный станок 1553
Двухстоечный токарно-карусельный станок 1553
 Многорезцовый полуавтомат 1730
Многорезцовый полуавтомат 1730
 Гидрокопировальный полуавтомат 1722
Гидрокопировальный полуавтомат 1722
 Кинематическая схема гидрокопировального полуавтомата 1722
Кинематическая схема гидрокопировального полуавтомата 1722
 Четырёхшпиндельный токарный автомат 1265 -4
Четырёхшпиндельный токарный автомат 1265 -4
 Токарный станок ИЖ 250 ИТВМФ 1 Токарный станок 1 М 63 Тяжелый токарный станок 1 А 680 (масса 330000 кг, мощность 160 к. Вт)
Токарный станок ИЖ 250 ИТВМФ 1 Токарный станок 1 М 63 Тяжелый токарный станок 1 А 680 (масса 330000 кг, мощность 160 к. Вт)
 Лоботокарный станок 1 М 692 Токарно-карусельный 1 Л 352 Токарный с ЧПУ РТ 755 Ф 3, масса 22000 кг, длина 8000 мм
Лоботокарный станок 1 М 692 Токарно-карусельный 1 Л 352 Токарный с ЧПУ РТ 755 Ф 3, масса 22000 кг, длина 8000 мм
 Токарный вертикальный многошпиндельный автомат 1282
Токарный вертикальный многошпиндельный автомат 1282
present5.com