Содержание
Станок для гибки профильной трубы своими руками: Обзор +Видео
Станок для гибки профильной трубы считается одним из оборудований для обработки металлических изделий. Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Данные станки можно приобрести в готовом заводском варианте, либо смастерить своими руками. Так как оборудование, которое используют в доме редко, значит, не следует тратить деньги на покупку серийного станка. Изучив доступные чертежи устройства, стоит создать станок самостоятельно.
Содержание
- Из чего состоит профилегиб
- Разновидности станков
- Разновидности устройств по приводным особенностям
- Как различается оборудование от разновидности установки
- Виды оборудования, которые отличаются методом изгиба профилей
- Устройство гидравлического типа своими руками
- Станок прокатный
- Станок прокатный трех роликовый
- Простейший способ для гибки профиля
- Станок, изготовленный на заводе
Из чего состоит профилегиб
Перед тем, как начать работы по созданию оборудования, рисуют чертеж изделия. Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Фронтальная разновидность оборудования включает такие элементы:
- валы три штуки, три штуки роликов.
- приводное цепное устройство.
- несколько осей.
- профильные детали, выполненные из металла, с помощью них выполняют раму-основание под станок.
Устройство принято оснащать деревянными либо полиуретановыми роликами. Выбирая элементы для изготовления, обращают внимание на прочность труб, чтобы профилегиб справился с нагрузкой.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
 youtube.com/embed/g_qZgcyXKbs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/g_qZgcyXKbs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы.
 В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.Справка! Качественный результат достигается с помощью равномерно нарастающего усилия, которое постоянно направлено к трубе под 90 градусами. Метод подходит для небольших работ.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
 В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время работ по изготовлению стоит придерживаться советов профессионалов. Толщина металла станины не должна быть менее одной шестой от ширины трубы. К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Устройство гидравлического типа своими руками
Конструкция с гидравликой работает посредством продавливания по центру профиля при помощи пуансона, который прикреплен к поднимающемуся штоку. Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Оси у отверстий, лежащих в промежутке, располагаются на линии пересечения наклонной оси с выполненными отметками. Отверстия на конструкции станка нужны, для регулирования радиуса сгиба изделий. Рабочая поверхность устройства представляет собой две детали, которые располагаются зеркально. Поэтому на второй детали делают те же отметки.
Размер домкрата, расстояние с обозначением «а» на схеме влияют на высоту оборудования.
Если надо изогнуть изделие, имеющее ширину 15 миллиметров, то зазор в статическом режиме домкрата должен равняться двадцати миллиметрам. Усилительные нагрузки данной конструкции, которое передает пуансон, сосредоточено сверху устройства.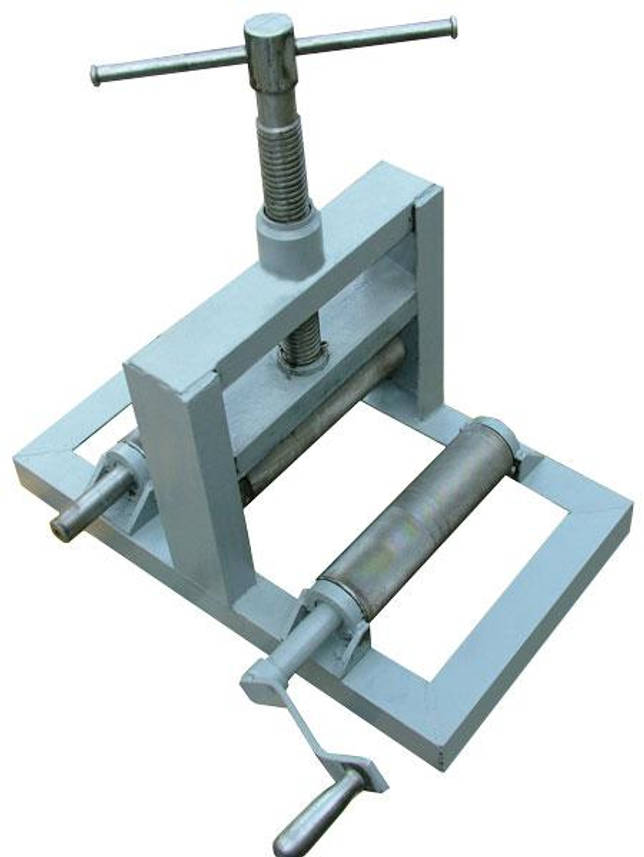 данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
Станок прокатный
Деформация деталей происходит с помощью прокатки. Самостоятельно можно смастерить оборудование, имеющее три ролика с ручным типом привода. Существуют два вида подобных устройств. Самодельный станок, имеющий поворотную платформу.
Подходит для деформации труб, у которых некруглая внутренняя полость, имеет следующие особенности конструкции:
- Угол сгиба детали выполняет поворотная платформа. Металлическую станину соединяют с платформой с помощью шарнирного соединения.
- Домкрат задает движение платформе, который упирается в корпус платформы штоком.
- Вращая рукоятку, осуществляют протяжку профильной трубы. Рукоятка расположена в промежуточном валу.
Стойки и основание оборудования изготавливают из трех швеллеров, которые имеют стеночную высоту в пределах от 150 до 200 миллиметров. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Для прочности конструкции стойки, ее изготавливают из двух отрезков. Опираясь на горизонтальную ось, устанавливают постоянную платформу, затем к ее корпусу монтируют стойку сзади оборудования с помощью сварки. Из одного отрезка профиля выполняют ограничители, высота их должна быть больше толщины трубы, которую будут деформировать с помощью станка.
Платформа, задающая направление, присоединяется к основной станине с помощью петель для дверей. Подшипники приваривают к ограничителям и краям двух платформ, снабжают конструкцию для прочности уголками. В подшипники устанавливают валы. К валу, находящему посередине, устанавливают ручку. Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Последовательность рабочего процесса:
- Подготовка материала, набора инструментов.
- Сборка основной платформы.
- Нарезка трубы под подшипники.
- Выполнение соединения вальцев с подшипниками.
- Присоединение катка с помощью сварки.
- Изготовление основы под каток.
- Сборка всех элементов конструкции.
- Проверка на качество работы устройства.
Станок прокатный трех роликовый
Изгиб трубы осуществляется с помощью роликов, которые находятся по бокам. Трубу кладут сверху на ролики. Двигающийся ролик сверху опускают и фиксируют изделие. Вращая ручку, с помощью цепи приводят в движение валы. Труба движется и меняет положение. Прижимной болт закручивается, усилие на трубу увеличивается, изделие продвигается и получается изгиб.
Внимание! Данный станок имеет три ролика.
 Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.
Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.Что необходимо для изготовления конструкции:
- полка
- профильный прокат из металла для изготовления каркаса.
- валы.
- пружины прочные, 4 шт.
- цепь, крепежные элементы, подшипники.
Чтобы прикрепить подшипники, нужно три вала, размер определяют по звездочкам и подшипникам. С боку устанавливают 2 вала, прижимной вал подвешивают сверху с помощью пружины. Данные детали необходимо заказать у специалистов, всю остальную работу можно сделать своими руками. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Затем подвешивают вал на пружинке, который соединен с полкой шпоночным соединением. Валы для опоры крепят с двух сторон основания, между опорами протягивают цепь, удерживая ее с помощью магнитного уголка. На вал для опоры прикрепляют ручку для поворота, монтируют на платформу домкрат с помощью болтов и сварки.
Подвесной вал требует правильной установки:
- установить вал на полку.
- к полке монтируют гайки для крепления пружины.
- площадку соединяют с пружинами, переворачивая площадку.
Важно! Если увеличить расстояние между роликами, то усилия, которые необходимы для создания изгиба, уменьшатся.

Поэтапный процесс сборки прокатного устройства:
- заказать валы у специалистов.
- сделать каркас под устройство.
- устанавливают прижимной вал.
- прикрепляют пружины.
- закрепляют валы.
- протягивают цепь.
- делают ручку.
- наносят краску на конструкцию.
Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Внимание! Практичнее изготавливать съемные шаблоны, потому что их можно заготовить в нескольких экземплярах разного радиуса. Для шаблона можно применять металлические крючки, расположив их на прорисованном контуре.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля.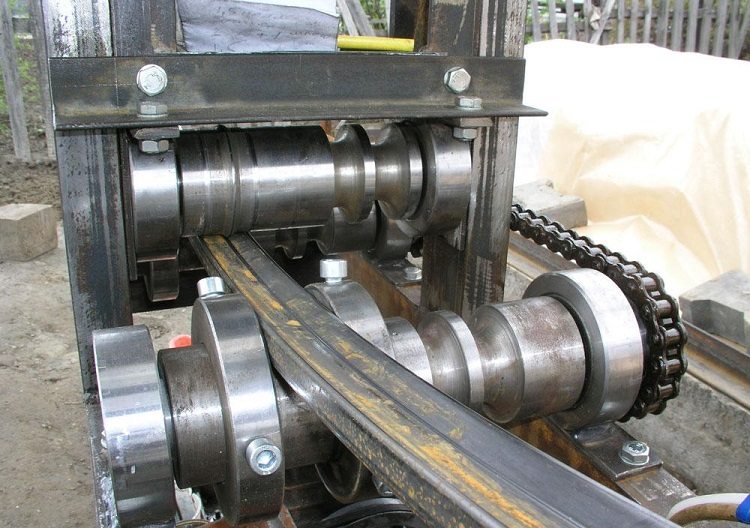 С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Начинать с центра нельзя, потому что это грозит сплющиванию всего изделия, так как материал слишком тонкий. Для облегчения процесса, внутрь трубы вставляют стержень из металла, диаметр его должен быть равен стольким, чтобы осуществлять проход сквозь трубу. Для сгиба более толстых труб станок усиливают лебедкой, закрепляя крепче профиль, чтоб не соскользнул.
Станок, изготовленный на заводе
Если профессиональная деятельность требует постоянного применения станка для гибки труб, то стоит приобрести серийный станок. Конструкции, изготовленные на заводе, обладают множеством функций, высокой мощностью и прочностью.
Ручное устройство компактного размера можно купить недорого.
Какими преимуществами обладает заводской станок:
- станки имеют автоматизированный процесс управления.
- станки оснащены сменными насадками, что расширяет спектр применения одного станка для разных профилей.
- некоторые станки имеют пульт управления на расстоянии.
- конструкции имеют небольшие размеры, из-за этого станки мобильны.
- серийное оборудование легко устанавливается на твердой гладкой поверхности.
- станки выполняют изгибы сложной конфигурации, к примеру, в виде N или П.

Работать за станком можно подготовленным людям, пройти обучение несложно по интернет-видео.
как сделать для профильной трубы своими руками, самодельный профилегиб, а также гибка изделий без станка
Домой Инструменты и оборудование Как сделать трубогиб для профильной трубы своими руками? Особенности гибки вручную и. ..
..
Содержание
- 1 Предназначение приспособления
- 2 Необходимые элементы конструкции
- 3 Конструктивные разновидности устройств
- 3.1 Приспособления с прижимным роликом
- 3.2 Устройства намоточного типа
- 3.3 Приспособления арболетного типа
- 4 Как сделать своими руками?
- 4.1 Как облегчить процесс?
- 5 Особенности гибки профильных труб
- 6 Возможности изгибания без станка
- 7 Полезные видео
Изгибание круглой или профильной трубы требует особого подхода, а неумелые действия приведут к повреждениям и деформациям. Трубогибы помогают решить данную проблему, обеспечивая изгибание по нужному радиусу с высоким качеством.
Это приспособление можно приобрести в готовом виде, но можно сделать и своими руками, избегая ненужных затрат (смотрите другие инструменты для строительства и ремонта).
Предназначение приспособления
Трубогиб – это приспособление, которое обеспечивает качественное изгибание по заданному диаметру (при изгибании профильной трубы – профелегиб). Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
При свободном изгибе возможны такие проблемы:
- верхняя часть подвергается значительному растяжению, вплоть до разрыва металла;
- нижняя часть сжимается с огромным усилием, что приводит к образованию «гармошки»;
- в поперечном сечении происходит сплющивание трубы, что существенно ухудшает проходимость внутреннего канала;
- изгиб очень трудно обеспечить строго по заданному диаметру – возникают разнонаправленные поперечные деформации.
Трубогиб (профлегиб) создает строгое направление деформации по окружности и равномерно перераспределяет нагрузки, что обеспечивает изгиб с заданными параметрами и без нарушения проходимости изделия.
Данное приспособление широко используется при монтаже любых конструкций из круглых и профильных труб (ангары и теплицы с арочным перекрытием, шпалеры, перголы, аттракционы, тренажеры, каркасы, ограждения и т. д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
[stextbox id=’warning’]Еще по теме: Как быстро и правильно возвести каркас из профильной трубы[/stextbox]
Необходимые элементы конструкции
Конструкция трубогиба должна удовлетворять следующим основным требованиям – исключение деформаций по сечению и в поперечном направлении, угол изгиба до 180 º, возможность изгиба стали и цветных металлов. Такие требования удовлетворяются только при наличии таких обязательных элементов в конструкции устройства:
- Цилиндрическая поверхность с необходимым диаметром снизу, по которой обеспечивается изгибание. Обычно устанавливается ролик соответствующего диаметра.
- Прижимное устройство вверху для исключения движения трубы при изгибании в вертикальном направлении.
- Направляющие элементы для исключения деформации в поперечном направлении. Данная проблема решается лузой на роликах непосредственно в месте изгиба и деталями, направляющими и фиксирующими изгибаемый элемент на определенном удалении.
- Механизм для создания необходимого усилия. Он может отсутствовать при ручном гибе за свободный конец. Конструкция механизма определяется видом привода трубогиба (механический, электрический, гидравлический).

[stextbox id=’info’ defcaption=»true»]Изгиб ограничивается минимально допустимым диаметром.[/stextbox]
Для стальных труб до 20 мм при стенке менее 2 мм он устанавливается 4D (где D – диаметр), свыше 2 мм — 3D; размером 20-35 мм – 5 и 3D, соответственно; труб 35-60 мм со стенкой более 2 мм — 4D; труб свыше 60 мм – 5D.
Конструктивные разновидности устройств
Работа любого трубогиба или профлегиба основана на одинаковом принципе — фиксация трубы в месте наибольшего напряжения и гнутие по определенному диаметру с допустимым усилием. Однако реализация его может осуществляться разными конструктивными решениями. Выделяются такие основные конструкции профлегибов – намоточного, вальцовочного и арболетного типа.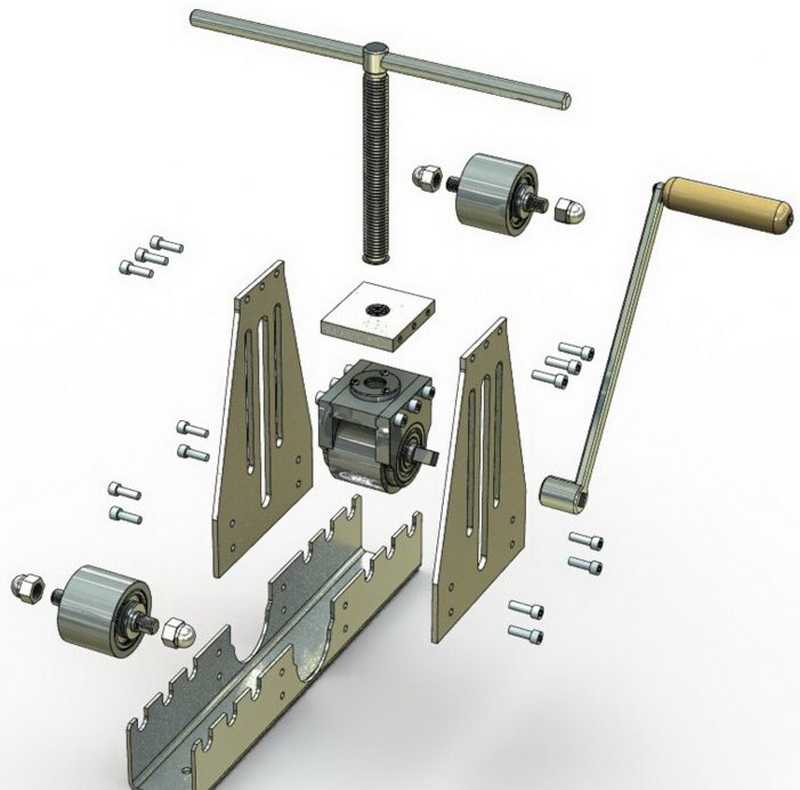
Приспособления с прижимным роликом
Приспособления с прижимными роликами или вальцовочного типа. Основу конструкции составляют 2 ролика – опорный и обкатывающий. Нижний опорный ролик устанавливается стационарно в металлическом каркасе. Он имеет лузу с размерами трубы, а его диаметр соответствует диаметру изгиба. Сверху в контакт с опорным роликом входит обкатывающий ролик, который имеет возможность двигаться по его поверхности с прижимающей нагрузкой.
Угол изгиба трубы зависит от расстояния, пройденного обкатывающим роликом. Например, для изгиба на 90 °, он должен пройти четверть длины окружности опоры, а на 180 ° – половину. Для создания нужного изгибающего усилия подвижный элемент соединен с рычагом, который управляется обычно вручную.
Устройства намоточного типа
Принцип намотки на цилиндр реализуется таким образом. Один конец трубы надежно фиксируется. В месте изгиба она зажимается между опорным роликом и стационарным прижимным устройством. Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Изгибание осуществляется за счет приложения нагрузки к свободному концу трубы. Она наматывается на опорный ролик. При изгибании трубы малого размера процесс можно обеспечить вручную, но для изгибания большой необходим гидравлический привод.
Приспособления арболетного типа
Арболетный трубогиб работает с использованием 3-х роликов. Труба в месте изгиба устанавливается на двух опорных роликах одинакового диаметра. Сверху на нее давит третий ролик, ось которого располагается строго посредине между осями опорных элементов.
Изгиб происходит по диаметру верхнего ролика, имеющего возможность вертикального перемещения, а фиксация обеспечивается опорными роликами. Технология изгибания не изменится, если перевернуть систему – опорные ролики сверху, а изгибающий ролик – снизу. В то же время, такой вариант позволяет создать усилие с помощью домкрата.
Как сделать своими руками?
Для бытовых условий можно изготовить наиболее простой ручной трубогиб, работающий по принципу намотки.
Он собирается в таком порядке:
- На ровной горизонтальной или вертикальной поверхности закрепляется шаблон в форме полукруга с диаметром, равным диаметру изгиба. Его проще сделать из дерева. Толщина этой детали должна превышать размер трубы на 1,5-2 см.
- В месте заведения трубы на торец шаблона надежно крепится упор в виде деревянного или металлического бруска, толщиной примерно равной или большей толщины шаблона. Расстояние между упором и шаблоном должно быть равно диаметру. Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.
- Труба пропускается в зазор между упором и шаблоном, а один из ее концов закрепляется в тисках.
- Изгибание производится вручную за счет усилия, прикладываемого к свободному концу трубы.
Как облегчить процесс?
При необходимости изгибания труб большого диаметра требуются значительные усилия, что осложняет работу. Существуют определенные хитрости для облегчения гибки:
- Наиболее распространенный вариант – удлинение рычага. Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
- При работе с трубой, имеющей сварной шов, его надо располагать сбоку. Если он окажется снизу или сверху, то вероятность разрушения велика.
- Нагревание намного облегчает процесс. Его можно осуществить с помощью газовой горелки. Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.
 Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.Особенности гибки профильных труб
Профильные трубы изгибаются аналогично круглым изделиям, но во время работы по выгибанию следует учитывать определенные нюансы:
- Профильное сечение более подвержено деформации, причем добавляется крутящее искажение и сплющивание боковых стенок. Для исключения этого луза роликов должна строго соответствовать форме и размерам профиля. В обычной круглой лузе вероятность деформации велика.
- Минимальный диаметр изгиба определяется по высоте профиля (h). Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.
- Особое внимание сварному шву. Он должен располагаться только сбоку.
 Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.
Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.Возможности изгибания без станка
Трубогиб или профлегиб необходим при строгом нормировании диаметра изгиба и при значительном размере трубы. Если диаметр изгиба не очень важен, а необходимо обеспечить определенный угол изгиба, то операцию можно осуществить вручную без специальных приспособлений.
Используются такие варианты:
- Заполнение полости трубы песком. Применяется мелкозернистый песок, который плотно засыпается внутрь. Торцы следует закрыть заглушками. Такое наполнение не позволит деформироваться материалу, а потому трубу можно гнуть по любому цилиндру вручную. Диаметр цилиндра, по которому производится гибка, не должен быть меньше минимально допустимого.
- Заполнение водой. Лучший вариант – заполнение полости с последующей заморозкой воды. Если концы трубы надежно загерметизированы, то ее можно смело гнуть по любому цилиндрическому шаблону.
- Роль амортизатора может эффективно исполнить пружина. Если надо согнуть трубу небольшой длины, то можно в ее внутренний канал ввести стальную пружину, которая будет плотно сидеть в полости. Такую пружину следует самостоятельно намотать из стальной проволоки.
- Изогнуть трубу без станка, по шаблону можно после предварительного нагрева с помощью газовой горелки.
Полезные видео
Размеры и чертежи самодельного трубогиба для профильной трубы:
[yvideo number=»eoWdXK1XdCI»]
Как сделать своими руками по чертежам, все элементы конструкции — свои, в том числе ролики, за исключением одной детали — протяжного вала, видео будет интересно тем, кто обустраивает домашнюю мастерскую, либо хочет сэкономить во время строительных работ:
[yvideo number=»vhUNvapJ4fQ»]
Самодельный гибочный станок из подручных материалов, цель — изготовление дуг для теплицы, смотрим:
[yvideo number=»uLPqia3Asv0″]
При изгибании необходимо помнить о том, что она склонна к деформации и повреждениям при такой операции. Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.
Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.
- ТЕГИ
- трубогиб
Предыдущая статьяКак выбрать хороший качественный пузырьковый уровень? Настройка и регулировка, как выставить уровень во время работы
Следующая статьяЧто такое строительный степлер? Виды и назначение, как правильно вставить скобы самому
ЭТО ПРИГОДИТСЯ
В ТОПЕ ПРОСМОТРОВ
схемы самодельных трубогибов
В хозяйстве профильный трубогиб используется не так часто, чтобы покупать дорогое оборудование заводского изготовления.
Когда возникает такая необходимость, простой трубогиб можно сделать в частном порядке, предварительно решив, какая именно эта конструкция подходит для поставленной задачи.
В данной статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы построения.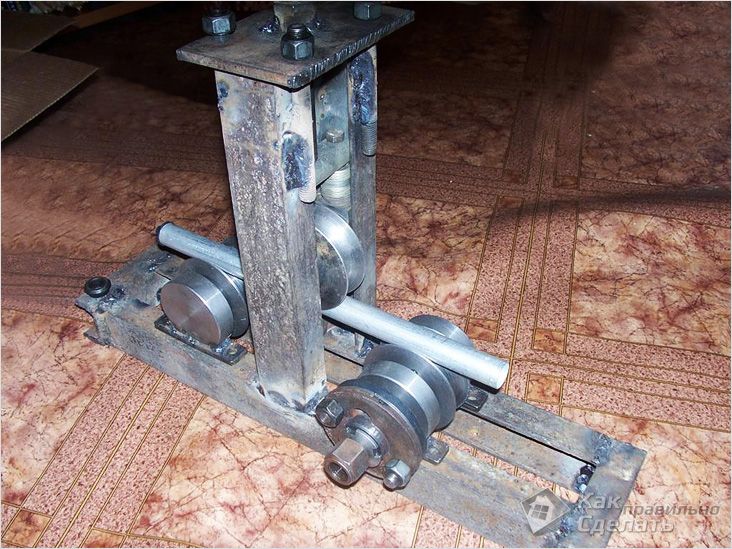
Содержание статьи:
- Типы машин для гибки профильной трубы
- Классификация гибочных машин по типу привода
- Типы гибочных машин по способу установки
- Классификация машин по способу гибки
- Мы изготовить гидравлический трубогиб
- Трубогиб своими руками
- Опция поворотной платформы
- Трехвалковый прокатный станок
- Как согнуть профильную трубу простым способом?
- Выводы и полезное видео по теме
Виды станков для гибки профильной трубы
Существует множество модификаций оборудования для изменения конфигурации профильных труб. Это связано с минимальным радиусом изгиба. При пренебрежении этим важным параметром в месте изгиба происходит изменение прочностных характеристик материала в худшую сторону. Также необходимо знать некоторые технологические тонкости. и учитывать их при работе.
При выборе конструкции учитывать материал заготовки, диаметр, толщину стенки.
Классификация гибочных машин по типу привода
В зависимости от типа привода машины, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Приручить. Это предельно простые механизмы, которые доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Станок для гибки профильной трубы своими руками — незаменимый помощник в изготовлении каркасов, декоративных элементов, самостоятельном монтаже вентиляционной системы
Электромеханический. Такая машина имеет привод в виде электродвигателя — шагового или обычного, подключаемого через понижающую передачу. Последнее решение обеспечивает качественный изгиб за счет правильного распределения напряжений.
Устройство непростое в изготовлении, требует специальных знаний и хотя бы немного профессионализма.
Электрическая гибочная машина в большинстве случаев имеет трехвальную конструкцию. Профильная труба пропускается между роликами. Элемент, расположенный в центре, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Профильная труба пропускается между роликами. Элемент, расположенный в центре, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлический. Привод в этой модели ручной. В отличие от простой ручной конструкции, в схему включен гидроцилиндр, что значительно снижает мышечное усилие, прилагаемое при сгибании.
Ролики дают возможность изгибать профильную трубу в любом необходимом направлении. Ручной профилегиб с гидравликой при своем небольшом весе может гнуть сортимент труб шириной до 10 см.
Гидравлический цилиндр гибочного станка оказывает давление на поверхность трубы за счет механического воздействия. Это приводит в движение шток цилиндра. В результате возникающей нагрузки изделие деформируется. Давление в поршне можно увеличить двумя способами — вручную и с помощью электронасоса
Виды отводов по способу установки
Существует деление отводов профиля и в зависимости от способа установки. Различают стационарное, портативное и носимое оборудование. Стационарные машины могут иметь форму простой бетонной плиты со стержнями или сплошного оборудования.
Компактные переносные трубогибы имеют опорную стойку, а у носимой модели опоры нет, она выбирается каждый раз при использовании оборудования.
Классификация машин по способу гибки
Конструкция профилегибочного станка и его производительность зависят от метода гибки. Существует 3 основных метода гибки. Первый – экструзия, когда геометрия профильной трубы изменяется с помощью деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции необходимы 2 прочные опоры с противоположных сторон изгиба, которые также служат матрицей. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, метод позволяет получить хороший конечный результат. Применяем метод только для работы в небольшом объеме.
Применяем метод только для работы в небольшом объеме.
Второй нажимается. Для получения изгиба используется принцип слесарных тисков – между плашкой и пуансоном помещается отрезок трубы.
Профили последних для получения качественной гибки должны точно повторять геометрию детали. А также в расчете необходимо учитывать остаточную деформацию металла. В домашних условиях этот метод применим, когда не требуется большой точности.
Станок для изменения формы профильной трубы прокаткой состоит из трех цилиндрических роликов, цепи, привода и основания. Диаметр роликов должен соответствовать параметрам деформируемой профильной трубы
Третий — прокатка — универсальный способ гибки как тонкостенных, так и толстостенных труб. Гибка получается протягиванием заготовки между роликами — одним вращающимся и двумя опорными.
Кроме вышеперечисленных, гибка труб также может осуществляться следующими способами:
Галерея изображений
Фото
Гибка трубы осуществляется с помощью трех вращающихся роликов. Причем радиус изгиба определяет их расположение по отношению друг к другу
Причем радиус изгиба определяет их расположение по отношению друг к другу
При гибке трубы арбалетным трубогибом она упирается в два ролика, а шаблон, который находится на штоке приспособления, изгибает ее между опорами
Принцип работы данного трубогиба заключается в гибке трубы в холодном состоянии путем обкатывания валиком вокруг гибочного блока
С помощью хомута труба плотно фиксируется на валике устройства. Проходя между роликом и шаблоном, труба принимает необходимую форму
Вальцовочный метод гибки труб
Арбалетный метод гибки труб
Трубогибка
Гибка труб навивкой
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб необходимо учитывать рекомендации специалистов. При выборе материала для станины необходимо исходить из того, что толщина металла должна быть не менее 1/6 ширины профилированной трубы.
Итак, если предстоит гнуть трубу, имеющую сечение прямоугольником с параметрами 50 х 25 мм, то во избежание деформации станины при гибке нужно брать швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей должны быть в 2 раза толще.
Опорная плита и пуансон с матрицей должны быть в 2 раза толще.
Оптимальный диаметр роликов — не менее трех размеров сечения. Полка швеллера и уголка, взятые для изготовления каркаса, должны быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, понадобится швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
Рассмотрим гидравлический станок, в котором изгиб происходит за счет проталкивания центральной трубы через центр пробойником, закрепленным на поднимающемся стержне. В результате тесного контакта заготовки, опирающейся на два неподвижных ролика, с подвижным пуансоном последний принимает свою форму.
Такой автомат называется арбалетом из-за схожести формы пробойника с формой арбалета. Его основными деталями являются основание (1), гидродомкрат (2), пуансон (3) и крепежные элементы в виде болтов. Компоновку узлов станка выполняют по эскизу
Для разметки рабочей поверхности откладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси отмечают расположение нижних отверстий. Затем отметьте расположение верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией с центром этих отверстий и откладывают на ней равные отрезки.
Затем отметьте расположение верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией с центром этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут на пересечении отметок, сделанных с наклонной осью. Отверстия на рабочей поверхности нужны для контроля радиуса изгиба заготовки профиля. Так как рабочая поверхность состоит из двух зеркальных частей, вторая размечается таким же образом.
Высота машины определяется параметрами домкрата и расстоянием, указанным на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм, этот зазор в нерабочем состоянии домкрата должен быть примерно равен 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сосредоточено в его верхней части. В результате этого воздействия внешний радиус трубы испытывает растяжение, что может вызвать истончение стенки, а в некоторых случаях и разрыв. Поэтому данный станок не рекомендуется использовать для деформации тонкостенных заготовок.
Трубогиб своими руками
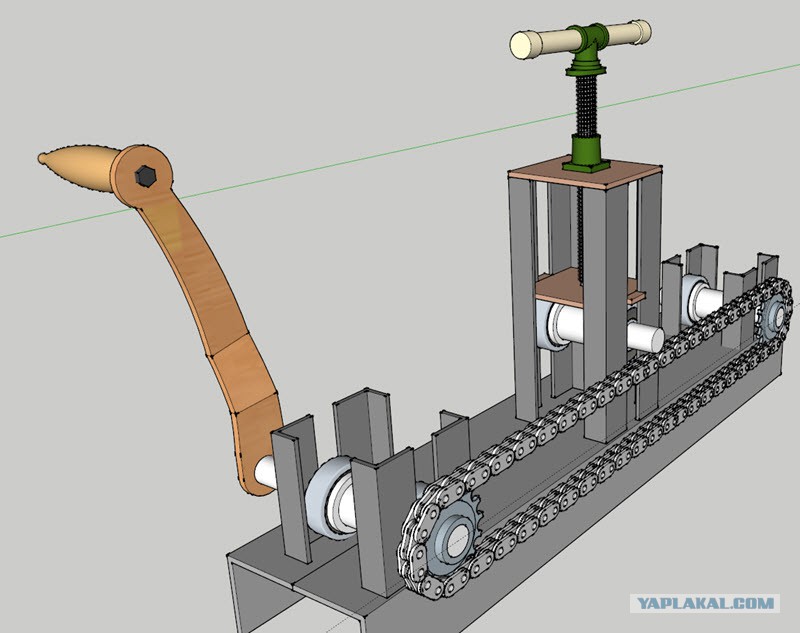
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В домашней мастерской проще сделать 3-х катковую конструкцию с ручным приводом. Рассмотрим два варианта таких машин.
Поворотная платформа Вариант
Принцип конструкции такого станка для гибки труб с поперечным сечением, отличным от круглого, следующий:
- Основная станина соединена через сочленение с поворотной платформой, которая задает угол изгиба.
- Платформа приводится в движение домкратом, опирающимся на нее рабочей штангой.
- Протяжка профиля осуществляется вращением рукоятки, расположенной на промежуточном валу.
Для изготовления основания станка и стоек необходим швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве опор для подшипников, основания роликов подойдет стальная труба с внутренним диаметром, равным наружному диаметру подшипников, которая разделена на 6 коротких отрезков.
Поворотный стол — не единственный вариант регулировки параметров изгиба профильной трубы, это можно сделать с помощью крайних роликов. Для этого в опорных плитах и швеллере делаются отверстия, чтобы элементы были подвижными. Поднять крайнюю площадку можно любым домкратом, найденным в хозяйстве
Из швеллера делается основание и две площадки. Отступив с одной стороны около 0,5 м, из того же швеллера сваривают вертикальную стойку. Для этого два сегмента соединяют в пары, чтобы сделать подставку прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее берут отрезок профильной трубы и наращивают ограничители высотой не менее толщины профильной трубы, деформацию которой предполагается выполнять на изготавливаемом станке.
Направляющая платформа соединяется с основной рамой дверными петлями. На удлиненные упоры и кромки обеих площадок с помощью сварки устанавливаются подшипники и усиливают конструкцию уголками. Валы вставляются в подшипники, а к середине крепится ручка.
Валы вставляются в подшипники, а к середине крепится ручка.
Домкрат устанавливается под край направляющей площадки и крепится к основанию с помощью болтового соединения.
Сборка трубогиба с поворотной платформой осуществляется в следующей последовательности:
Фотогалерея
Фото
Для изготовления трубогиба потребуются такие материалы: труба, швеллер — 2,5м, подшипники , домкрат, петли, ролики
Необходимо разрезать швеллер на две части — одна из них будет основной площадкой, а вторая — направляющей. Они соединяются с помощью металлических петель.
Следующим шагом отрежьте 6 отрезков трубы шириной 2 см и согните их для крепления подшипников
Отрезав ролики необходимой длины, их нужно соединить с подшипниками и приварить к рабочей площадке
центральный ролик необходимо приварить на высоте 8-9 см над площадкой. Это нужно для того, чтобы под ним прошла профильная труба
Далее сваркой делаем основу для нашего трубогиба.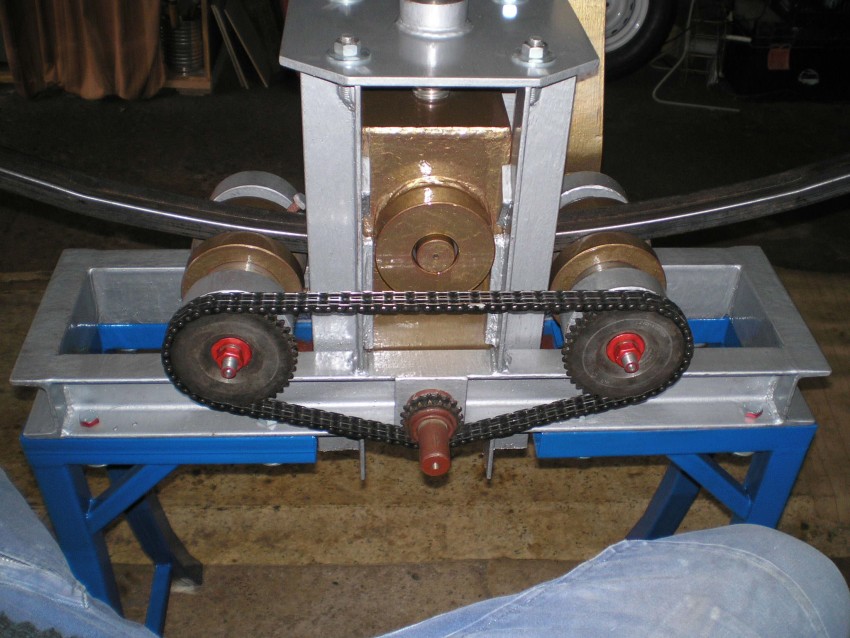 Она должна быть немного больше рабочей поверхности станка
Она должна быть немного больше рабочей поверхности станка
С помощью сварки соединяем рабочую площадку с основанием и проверяем надежность всех соединений
На последнем этапе окрашиваем изделие, ждем пока краска высохнет и проверяем нашу самоделку
Шаг 1 — подготовка инструментов и материалов
Этап 2 — построить рабочую платформу
Этап 3 — отрезать трубу для подшипников
Этап 4 — соединить ролики и подшипники
Этап 5 — приварить центральный ролик
Этап 6 — построить основу для катка
Этап 7 – соединение всех частей изделия
Этап 8 – проверка исправности станка
Трехвалковый прокатный станок
На данном станке труба укладывается на ролики, расположенные по бокам. Верхний подвижный валик опускают на изделие сверху и таким образом фиксируют его. Далее вращаем ручку и через цепь передаем движение на валы. Труба растягивается и меняет свою геометрию.
Постепенно увеличивая давление, затягивая прижимной болт, и вытягивая заготовку, добиваются изгиба трубы под необходимым углом.
Трехвалковая машина оснащена тремя роликами. Подключив к такому станку электродвигатель мощностью 1,5 кВт, можно за один раз сгибать трубы сечением до 8 см
Чтобы станок работал по этой схеме, необходимо подготовьте полку и фасонные металлические изделия для каркаса, валов, 4 крепких пружин, цепи, подшипников, крепежа и других деталей. Для монтажа подшипников требуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на рессорах. Эти предметы, скорее всего, придется заказывать в мастерской, а остальные можно сделать своими руками.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезана резьба под стяжные болты и сделаны канавки. В полках швеллера выполняют посадочные места под прижимной вал. На завершающем этапе производится сборка конструкции начиная с установки каркаса.
После подвешивается прижимной вал на пружинах, прикрепленных к полке с помощью шпоночного соединения. Опорные валы устанавливаются по бокам и между ними натягивается цепь, используя в качестве держателя магнитный уголок.
Опорные валы устанавливаются по бокам и между ними натягивается цепь, используя в качестве держателя магнитный уголок.
На одном из них, закрепляя ручку с вращающейся трубкой, затем выполняют установку домкрата. Прикрепите его к платформе с помощью болтов и сварки.
При установке вала подвески соблюдается определенная последовательность: сначала устанавливается на полку, к ней привариваются гайки под рессоры, площадка переворачивается и соединяется с рессорами. Следует отметить, что с увеличением расстояния между роликами усилия на изгиб уменьшаются.
Для сборки прокатного трубогиба вам потребуется:
Фотогалерея
Фото
Для начала необходимо приобрести или заказать валы необходимого размера в токарной мастерской. Для обеспечения подвижности этих элементов на них закреплены шестерни и подшипники.
Вооружившись болгаркой и сварочным аппаратом, каркас будущего трубогиба изготавливается из профильного металлопроката
На этом этапе необходимо прикрутить прижимной вал к каркасу изделия и приварить гайки крепления пружин
В самом верху конструкции приваривается с помощью сварочного аппарата кусок профиля для крепления пружин
Далее к раме будущего трубогиба необходимо прикрутить два нижних опорных вала
устройство приводится в движение цепью.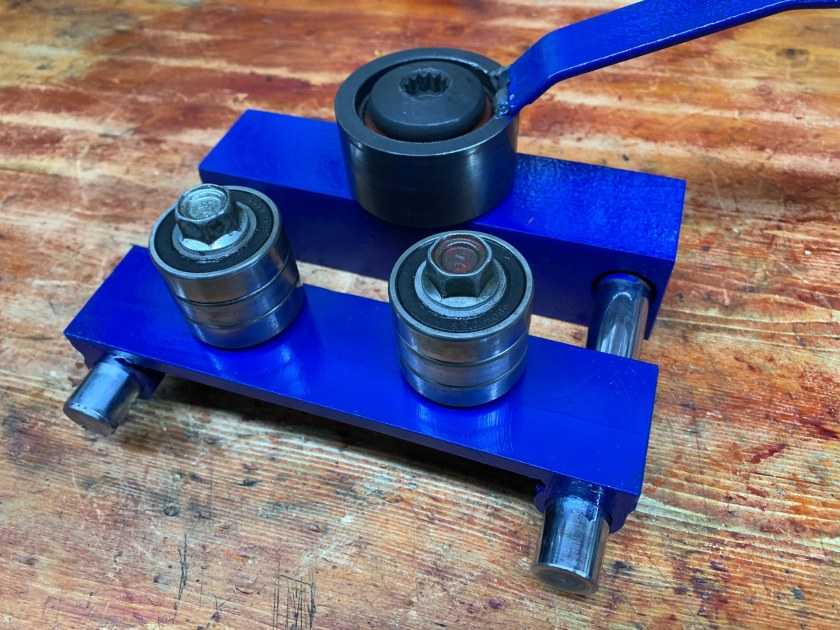 Протягивается между валами и закрепляется, чтобы не провисал
Протягивается между валами и закрепляется, чтобы не провисал
Для облегчения использования станка к нему приделана ручка для вращения вала — это защитит руки пользователя от образования мозолей
На последнем этапе трубогибочный станок рекомендуется покрасить, а после высыхания можно приступать к испытаниям устройства
1 этап — Изготовление вала
2 этап — строительство рамы будущего станка
Этап 3 – установка зажимного вала
Этап 4 – установка пружин
Этап 5 – крепление валов
Этап 6 – установка цепи
Этап 7 – установка ручки гибочного станка
Этап 8 — покраска изделия
На нашем сайте есть еще несколько статей, в которых подробно описаны варианты самодельных приспособлений для гибки профильных труб, рекомендуем прочитать:
Как согнуть профильную трубу в простой способ?
Самым примитивным приспособлением для изменения формы профильной трубы является использование деревянного шаблона. Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Шаблон лучше сделать съемным, тогда можно сделать их несколько с разным радиусом. Его не обязательно делать из дерева, его также можно заменить металлическими крючками, разместив их по начерченному контуру
В месте контакта с трубой толщина шаблона должна быть больше высоты поперечного сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с уклоном, иначе труба может соскользнуть.
Конструкция снабжена упором и крепится к какой-либо устойчивой основе. Трубу помещают между плоскостью шаблона и упором и начинают изгибать материал, начиная с края трубки. Если начать процесс гибки от центра, то тонкостенная труба может расплющиться.
В трубу можно вставить металлический стержень диаметром, равным проходному отверстию трубы, а можно просто взять кусок трубы и надеть на конь заготовки. В любом случае так будет удобнее.
В любом случае так будет удобнее.
Галерея изображений
Фото
Гибка труб песком
Горячая гибка профильных труб
Гибка труб пружиной
Гибка труб болгаркой
Подробнее о том, как согнуть профильную трубу без специального оборудования , читать .
По такому же принципу делают более мощные машины. В этом случае усилие создается с помощью лебедки, а труба закрепляется крепче, чтобы она не порвалась.
Выводы и полезное видео по теме
Основные правила изготовления станка для обработки профильных труб:
Трубогибочный станок, близкий к заводскому проекту:
Из всех вариантов профилегибочных станков , следует выбрать конструкцию, наиболее подходящую для целей его использования. Иногда достаточно простейшего механизма, чтобы без особых финансовых затрат обеспечить себя необходимым количеством гнутого профиля.
У вас есть личный опыт сборки трубогибочного станка? Возможно, вы сможете предоставить полезную информацию по теме статьи и выложить фото сделанного устройства? Пожалуйста, оставляйте комментарии, делитесь опытом, задавайте вопросы в блоке ниже.
Основы гибки труб — Серия Fabrication
Хотите знать, как сгибать трубы для вашего следующего проекта? Что ж, вам, возможно, потребуется знать основы измерения, расчета и настройки гибочного станка для изгибов, которые вам нужно выполнить.
Основы гибки труб были созданы, чтобы показать вам несколько различных типов гибки и методы, используемые для их достижения.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ Скоро!
Что вам нужно знать
Прежде чем приступить к гибке труб, необходимо знать и понимать множество важных моментов. Функции гибочного станка, инструментов и даже самих штампов имеют ключевые моменты, которые вы должны знать, прежде чем приступить к гибке.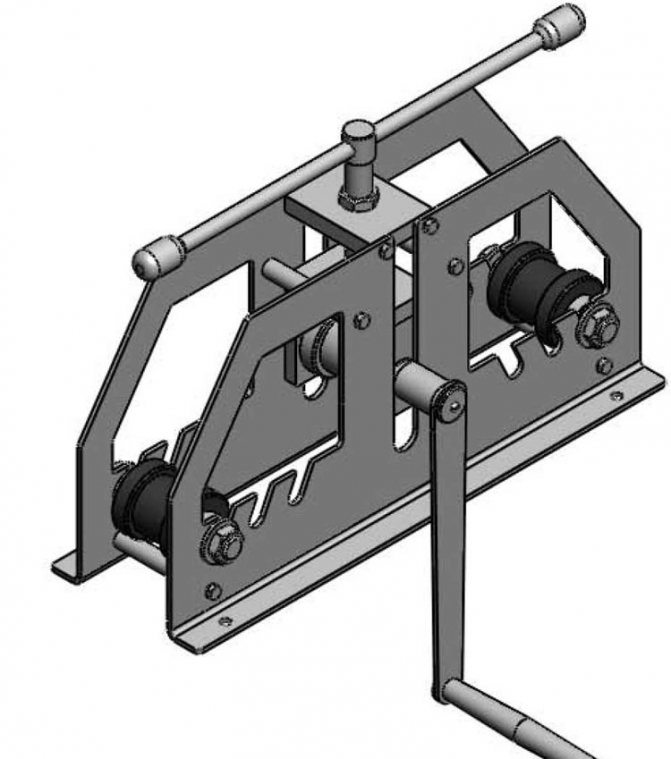
Труба и труба
Люди часто путают два материала. Трубка основана на ее фактических размерах. Измерение внешнего диаметра трубы — это размер трубы, а также фактическое измерение толщины стенки.
Труба измеряется по номинальному внутреннему диаметру. Каждая толщина стенки упоминается как «график» для ее идентификации. 1,5-дюймовая стена Schedule 80 имеет фактический внутренний диаметр 1,5 дюйма. Меньшие размеры графика будут иметь больший внешний диаметр.
Труба НЕ используется для изготовления каркаса безопасности или шасси.
Чаще всего трубы, используемые в автомобильной промышленности, можно увидеть на коллекторах турбонаддува. Большинство турбоколлекторов изготавливаются с использованием 1,5-дюймового диаметра Sch. 40 нержавеющая или черная труба. Предварительно изготовленные отводы для труб (обычно известные как «сварные отводы») обеспечивают превосходные изгибы с малым радиусом для строительства коллектора. Вы также можете увидеть отсылку к «коллектору паровой трубы» при поиске.
Вы также можете увидеть отсылку к «коллектору паровой трубы» при поиске.
Трубогиб и трубогиб
Хотя вы можете обнаружить, что производители трубогибов предлагают штампы размером с трубу, на самом деле эти два станка отличаются своей стандартной конструкцией.
Трубогибочные станки обычно протягивают трубу вокруг матрицы. Профиль штампа разработан и обрезан для обеспечения максимальной прочности стенки, а также предотвращения обрушения наружной стенки и предотвращения перекручивания внутреннего изгиба. Матрицы по размеру трубы предназначены для гибки труб. Труба не помещается внутри матрицы для труб.
Размер плашек для труб зависит от внешнего диаметра трубы. Типичная конструкция трубогиба имеет гидравлический цилиндр, расположенный в середине рамы, которая удерживает ролики. Матрица (иногда называемая «башмаком») упирается в верхнюю часть цилиндра. Когда труба помещается на матрицу, гидравлический цилиндр вдавливает трубу между роликами, заставляя ее изгибаться.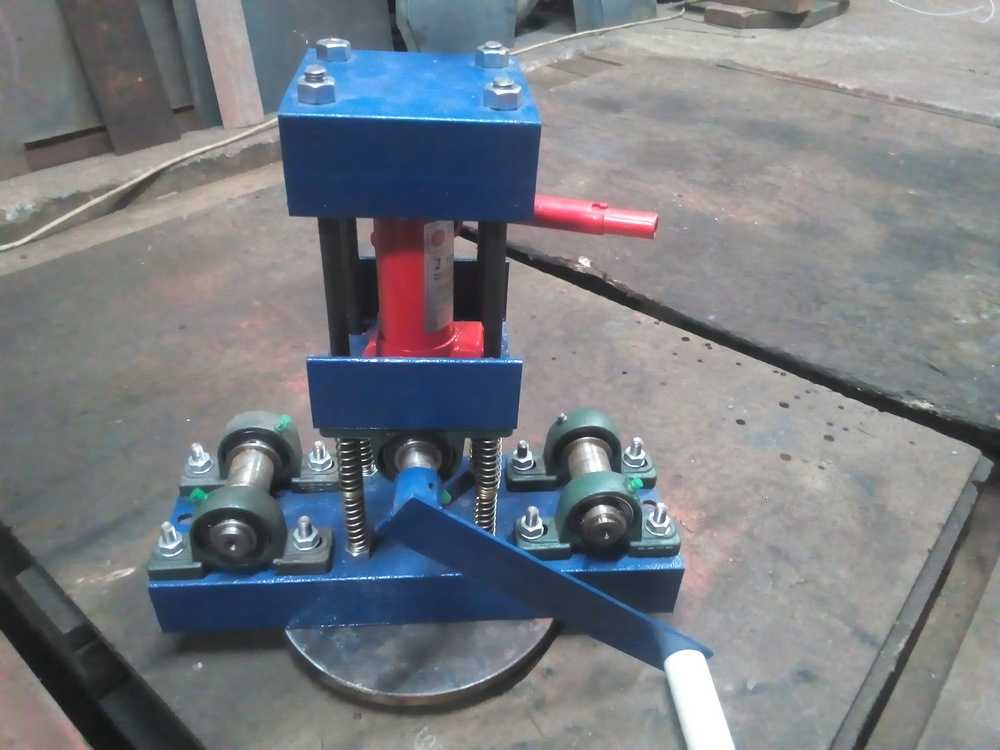
Профили трубы не поддерживают внутреннюю или внешнюю часть трубы. Если вы поместите трубу аналогичного размера в трубогиб, внутренняя часть перегнется, внешняя часть сплющится внутрь, а стенки расширятся.
Некоторые люди пошли на многое, пытаясь согнуть трубу с помощью трубогиба. Некоторые методы включают заполнение трубы песком, в то время как другие методы требуют покупки большего количества деталей. В конце концов, сумма денег, потраченная на потраченные впустую материалы и дополнительные компоненты, часто превышает стоимость приличного трубогиба. Результат также не так безопасен, как трубка, правильно согнутая в трубогибе.
НИКОГДА не ставьте под угрозу собственную безопасность ради экономии в несколько долларов. Правильным инструментом для гибки труб является трубогиб.
Радиус осевой линии (CLR)
Люди часто путаются в CLR кубика. Чтобы упростить его, CLR — это расстояние между центром или трубкой и центром матрицы, где она поворачивается. Другими словами, половина круга — это радиус. Расстояние между центром окружности (матрицей) и центром трубы в любой точке изгиба называется радиусом центральной линии.
Другими словами, половина круга — это радиус. Расстояние между центром окружности (матрицей) и центром трубы в любой точке изгиба называется радиусом центральной линии.
Чем больше CLR, тем более грациозным или постепенным будет ваш изгиб.
Чем меньше CLR, тем круче будет изгиб.
Какой штамп CLR следует приобрести?
Это очень распространенный вопрос, но ответ на него зависит от вас. Иногда вам нужен очень постепенный изгиб, чтобы соответствовать определенному профилю в пространстве, с которым вы должны работать. Иногда у вас очень ограниченное пространство для работы, и вам нужна очень тесная среда CLR.
В любом случае рассчитывается потребность и покупается соответствующий кубик. Однако вы, вероятно, не захотите покупать новый штамп каждый раз, когда хотите что-то согнуть. Ну так что ты делаешь?
Следуйте эмпирическому правилу
Диаметр X 3 = минимально допустимый CLR
Возьмите диаметр трубы, которую вы собираетесь сгибать, и умножьте его на 3. Результатом является минимальный размер CLR, который вы должны приобрести согнуть что-либо. Это будет «универсальный» размер штампа.
Результатом является минимальный размер CLR, который вы должны приобрести согнуть что-либо. Это будет «универсальный» размер штампа.
Пример:
1,5 дюйма (трубка) X 3 = 4,5 дюйма CLR
Во многих санкциях на участие в гонках с клетками указано эмпирическое правило как минимально допустимый CLR для использования при изготовлении рулонов. Иногда они указывают другой номер. Крайне важно, чтобы вы проверили книгу правил, написанную санкцией, в которой вы собираетесь участвовать. Помните, что правило, которому вы должны следовать, только в печатном виде. Всегда проверяйте требования к минимальной CLR.
Калибры и мошенники
A Измеритель гибки — полезный справочный инструмент, позволяющий визуально рассчитать количество материала, необходимого для создания изгиба. С каждым приращением материала и угла изгиба вы можете рассчитать необходимый материал. Вы должны создать калибр для гибки для каждого используемого размера штампа, а также отметить количество материала для каждого используемого эталона гибки.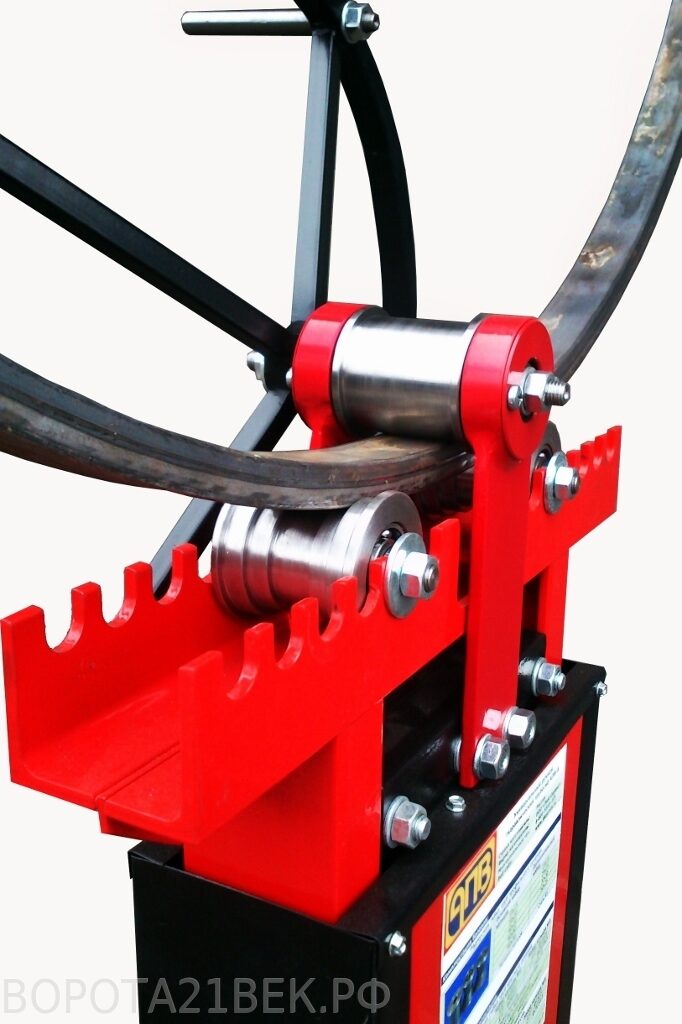
«Cheater Bending» — один из самых простых методов измерения и гибки материалов для создания вашего проекта. Самое главное, что нужно помнить, это то, что вам нужно создать читер для каждого используемого вами размера штампа, а также для каждой используемой ссылки на изгиб.
Вот еще один пример измерителя гибки в действии:
Вот хорошее видео, показывающее использование читера для измерения обруч:
Изгиб труб
Теперь, когда у нас есть четкое представление об инструментах и материалах сгибание некоторых трубок. Существует 3 основных стиля изгиба, которые вы должны знать и практиковать: изгиб в плоской плоскости (2D), изгиб со смещением (3D) и изгиб в пределах границ.
Что такое смещение?
Смещение в изгибе — это направление, определяемое углом изгиба, в котором труба будет поворачиваться (или изгибаться) от плоской плоскости X и Y к плоскости Z.
Изгиб в плоской плоскости (2D)
Любая конструкция изгиба, которая должна оставаться плоской на поверхности или не смещаться или изгибаться в другую плоскость, является изгибом в плоской плоскости. Отличный способ отличить изгиб Flat Plane от изгиба со смещением — положить его ровно на поверхность. Если ни одна часть трубы не поднимается или все поверхности не касаются поверхности, на которой она лежит, когда она лежит горизонтально, изгиб является плоским изгибом. Во многих основных обручах, боковых стержнях и трубчатых бамперах обычно используются изогнутые трубы в плоской плоскости.
Смещение (3D) Изгиб
Если плоский изгиб расположен на поверхности, и вы смотрите на него сверху, направления изгиба будут: влево, вправо, вверх или вниз. Изгибы со смещением будут учитываться внутрь или наружу, или они будут изгибаться в сторону вашей точки зрения или в сторону от нее. Изгиб, который поворачивает направление, называется изгибом со смещением. Изгиб со смещением является обычным явлением для трубчатых шасси, передних обручей каркасов безопасности, распорок стоек и второстепенных секций трубчатых бамперов и поперечных балок.
Изгиб со смещением является обычным явлением для трубчатых шасси, передних обручей каркасов безопасности, распорок стоек и второстепенных секций трубчатых бамперов и поперечных балок.
Понимание вашей точки зрения является ключом к пониманию направления изгиба изогнутой трубы. Это может немного запутать, когда вы измеряете вертикальную трубу, а затем загружаете ее в горизонтальный гибочный станок. Смещения часто меняются слева направо и даже вверх вниз в зависимости от того, какой тип гибочного станка вы используете. Просто не забудьте обратить внимание на направление изгиба и на то, как труба обтягивает матрицу при загрузке в трубогиб.
Изгиб в границах
Иногда это может быть очень сложно, когда вы хотите, чтобы окончание поворота приземлилось в пределах определенной границы или зоны. Один из самых простых способов — нарисовать фигуру на плоской поверхности, например на столе или полу. Вы можете изготовить специальные шулеры из обрезков труб, чтобы смоделировать определенные углы и их размещение на чертеже. Это позволит вам измерить начальную точку каждого изгиба, что гарантирует, что вы приземлитесь точно на свою метку после надреза или стыковки.
Это позволит вам измерить начальную точку каждого изгиба, что гарантирует, что вы приземлитесь точно на свою метку после надреза или стыковки.
Крайний изгиб очень часто встречается в конструкции каркаса безопасности, когда планка ремня безопасности утоплена, чтобы обеспечить больше места для сиденья водителя под основным обручем. Граничный изгиб также встречается в основных обручах (чтобы поместиться в шасси) и даже в примере, использованном в видео для создания миниатюрного Nerf Bar.
Вот отличная демонстрация плоскостного изгиба и того, как избежать смещения: Рюкзак
Вот полная противоположность на трубе Передняя часть шасси — изгиб со смещением
Это также отличное изображение изгиба со смещением, когда часть основного обруча нужно было сместить назад, но затем нужно было согнуть его обратно к переднее монтажное положение:
https://youtu.