Содержание
виды листогибов, как сделать своими руками
Стоимость фасонных деталей из металла бывает больше, чем основы конструкции, поэтому экономнее самостоятельно изготавливать углы, отливы, другие подобные изделия, причем необходимых размеров для конкретной задачи.
Заготовки сгибаются:
- радиусно,
- под определенным углом,
- по кривым фасонам.
Но производство изделий из алюминиевых, жестяных, латунных, стальных сплавов невозможно без специальных приспособлений. А для этого можно смастерить в свободное время своими руками простейший листогиб, используя минимальное количество инструментов.
Содержание
- 1 Что собой представляет листогибочный станок
- 2 Область применения
- 3 Виды листогибочных станков
- 3.1 Вальцовый
- 3.2 Листогибочный пресс
- 3.3 Траверсный
- 3.4 Роликовый
- 4 Рекомендации по выбору листогиба
- 5 Проще купить или сделать своими руками?
- 5.1 Временная конструкция по упрощенной схеме
- 5.
 2 Как сделать самодельный ручной листогиб
2 Как сделать самодельный ручной листогиб - 5.3 Пошаговое описание с чертежами
- 6 Ручной листогиб для толстых листов своими руками
- 6.1 Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
- 6.2 Порядок изготовления листогибочного станка своими руками по чертежам
- 7 Что такое зиг машина и как ее сделать
- 8 Преимущества самодельного листогиба
- 9 Меры предосторожности при работе
 2 Как сделать самодельный ручной листогиб
2 Как сделать самодельный ручной листогибЧто собой представляет листогибочный станок
Простые модели — пассивное оборудование. Основа – траверса. Она выполняет функции матрицы и представляет собой прочную балку, на которую кладется лист металла.
После этого заготовка прижимается деталью, которая оказывает давление по линии изгиба. В результате происходит деформация под задаваемым углом.
Есть станочные конструкции, где изгиб получается путем сгибания при повороте траверсы или под давлением сверху. Работа листогибов таких моделей часто контролируется оператором или уровень сгибания соблюдается с помощью ограничительных элементов, которые предотвращают увеличение заданного угла.
Конструктивно станки состоят из:
- станины,
- привода,
- вертикально движущейся траверсы,
- ножа для горизонтальной резки листового материала.
- пуансона,
- матрицы,
- механизмов управления, контроля и измерения,
- зажимов для удерживания заготовок.
Самодельный листогиб способен обеспечить угол изгиба до 180 градусов у металлической заготовки длиной до 4 м, толщиной до 1,5-2 мм. Простейшая конструкция ручной модели включает:
- основание,
- прижимное устройство,
- обжимной пуансон с рычагом.
Область применения
Купленный листогибочный станок или сделанный по чертежам своими руками позволяет изготавливать строительные детали, металлические изделия, бытовую технику или решать хозяйственные задачи в быту.
Для получения необходимого результата используются операции:
- свободной гибки,
- гибки с калибрующим ударом или растяжением,
- гибки роликовым приспособлением, часто совмещаемой с профилированием листов и отрезкой.

Самодельный листогибочный станок или предлагаемый разными производителями широко используется для изготовления и ремонта:
- кровельных элементов,
- вентиляционных шахт,
- воздуховодов,
- переплетов окон и дверей,
- карнизов,
- профнастила,
- мебельных коробов, цилиндров, фурнитуры,
- автомобильных кузовов, крыльев, подножек,
- корпусов стиральных машин, микроволновых печей, холодильников,
- авиастроении.
Виды листогибочных станков
Самодельный листогибочный пресс или изготовленный профессиональными мастерами может отличаться:
- видом привода,
- степенью механизации основного процесса,
- точностью выполнения операций,
- способом фиксации обрабатываемой заготовки.
Поэтому изготовление безопасной модели самодельного листогиба необходимо начинать с составления схемы и чертежей оборудования.
Вальцовый
Такие модели довольно широко распространены при производстве водостоков, баков, воздуховодов, других изделий круглой или овальной формы.
При изготовлении производители оснащают вальцы 2- 4 гибочными валами, электромеханическим или ручным приводом вращения, ручным, электрическим или гидравлическим прижимом валов. Приводной механизм для всех валов обеспечивает защиту листов заготовок от царапин, предотвращая ее проскальзывание.
Изготовление ручных или гидравлических листогибов проще, чем роликовых моделей.
Листогибочный пресс
Листогибочные прессы с гидравлическим приводом используют многие производственные предприятия для обработки толстых заготовок методом холодной деформации. Заготовка располагается между двумя шаблонами, которые смыкаются под большим давлением.
В результате выдавливается необходимая форма. Такая технология позволяет производить изделия, чья геометрия точно отвечает требуемым параметрам. В домашних условиях своими руками можно сделать листогиб с ручным или механическим приводом, но не ждать от него слишком высокого качества.
Траверсный
Чтобы сделать козырек, отлив для крыши, можно оцинкованный лист загнуть о кромку верстака или при помощи уголка. Если же нужна деталь с разнонаправленными гранями, без специального приспособления не обойтись.
Если же нужна деталь с разнонаправленными гранями, без специального приспособления не обойтись.
Смастерив простейшую конструкцию самодельного листогиба для работ с жестью, можно с легкостью заготовку зажимать линейкой-фиксатором, а края под нужным углом до 180 градусов загибать подвижной траверсой. Ширину заготовок определяет длина траверсы, что необходимо учитывать при изготовлении приспособления.
Роликовый
Роликовые модели оборудования отличаются не только конструктивно, но методами работы. Они используются меньше, но при необходимости радиального изгиба или трубки, это лучший вариант использования приспособления.
С их помощью заготовка не сгибается, а закругляется, причем даже далеко от кромок. Изготовленный своими руками роликовый листогиб помогает мастерить полые круглые или овальные изделия.
Рекомендации по выбору листогиба
Многих интересует, как выбирается листогиб, на какие параметры надо обращать внимание при покупке. Профессионалы советуют учитывать:
- жесткость, другие характеристики материала для обработки,
- максимальную длину, толщину обрабатываемых заготовок,
- схему прижима листогиба,
- вес оборудования,
- вид привода,
- возможности загиба под максимальным углом,
- наличие регулировок для установки и проверки точности листогиба.

К оборудованию производители прилагают дополнительные приспособления, которые повышают производительность, безопасность, комфортность работы.
Проще купить или сделать своими руками?
Ответ зависит от цели использования. Даже мелкосерийное производство потребует больше физических усилий, времени при загибании руками. Точности параметров тоже не добиться. Даже самодельный листогиб позволит повысить эффективность работы.
Но стоимость заводского оборудования высока, расход электроэнергии большой. При одноразовом применении и изготовлении небольших деталей затраты не окупятся. Плюс к этому станки в основном рассчитаны на сгибание листов шириной до 3 м, гидравлика сложная. Более рационален вариант ручного привода. Такую модель листогиба можно изготовить своими руками. Он позволит повысить эффективность работы.
Временная конструкция по упрощенной схеме
При необходимости срочной работы с жестью подойдет простейшая конструкция ручного листогиба, чертеж которого широко представлен онлайн. Для нее достаточно использования стальных уголков и струбцин. При обработке заготовок:
Для нее достаточно использования стальных уголков и струбцин. При обработке заготовок:
- край листа зажимается между двумя уголками при помощи мощной струбцины,
- сгибание заготовки осуществляется руками.
Обычно таким способом создаются незамысловатые кровельные элементы. Главное – надевать защитные рукавицы.
По возможности надо прогревать металлическую поверхность в местах сгиба. Это значительно облегчает сгибание, уменьшает риск образования трещин и деформации.
Как сделать самодельный ручной листогиб
Тем, кто интересуется, как сделать листогиб, пригодится простой, но эффективный вариант самодельного оборудования.
Для его изготовления достаточно:
- трех отрезков тавра длиной 2,5 м, толщиной 70 мм,
- двух болтов диаметром20 мм,
- небольшого куска металла толщиной 5 мм для укосин,
- пружины,
- сварочного аппарата.
Пошаговое описание с чертежами
- Сложить два отрезка тавра и по концам вырезать выемки под петли.
- Кромки выемок скосить под углом 45°.
- Обрезать третий отрезок кусок металлопроката, сделав выемки глубже. Он будет служить планкой для прижима листов заготовок, поэтому должен свободно перемещаться.
- Приварить петли с внешней и внутренней стороны.
- К каждой из сторон дальнего тавра приварить укосины для установки болтов-фиксаторов планки для прижима.
- Приварить гайки болтов к укосинам.
- Установить планку для прижима и вверху приварить пластины с отверстиями в центре, чей диаметр должен быть немного диаметра болтов.
- Провести центровку отверстий до одного уровня с приваренными гайками.
- Отрезать пружину с расчетом подъема прижимной планки на 5-7 мм.
- Продеть болт в «ухо» прижима листогиба, как предусмотрено схемой.
- После установки пружины закрепить гайку.
- Таким же способом установить вторую часть пружины с другой стороны.
- К шляпкам болтов приварить отрезки арматуры, которые будут выполнять функции ручек при закручивании.


На таком ручном листогибе из металлопроката, мощность которого легко рассчитать по чертежу, можно гнуть даже длинные и толстые заготовки.
Ручной листогиб для толстых листов своими руками
Для изготовления такой модели оборудования лучше брать уголки и швеллеры, обязательно сны всю ржавчину. Не обойтись и без сварочного аппарата.
Стандартная конструкция состоит из:
- основания,
- прижима,
- обжимного пуансона.
В основании лучше использовать швеллер № 6,5 или № 8, для прижима — швеллер № 5, а пуансона — уголок № 5. Чем больше толщина стенок, тем лучше.
Размеры пуансона и прижима делаются на 55 мм короче основы. По описанию и чертежам легко сделать такой листогиб своими руками:
- В прижимной детали строго по оси на расстоянии 30 см от концов просверлить отверстия под болты.
- Согнуть арматуру диаметром 15 мм в виде рычага и приварить к уголкам.
- На концах пуансона и основания снять фаски размером 7*45° по ребрам.
- Добавить к основе щечки из листовой стали толщиной 5 мм.
- В основании просверлить отверстия диаметром 8,5 мм и нарезать резьбу для завинчивания зажимных болтов.
- Установить на головки болтов «барашки» или воротки.

Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
Каким бы не было мастерство и опыт, практически невозможно киянкой и оправкой загнуть часть листа без ее деформации. В интернете можно найти множество инструкций, чертежей, фото самодельных листогибов самых разных вариантов.
Для траверсного приспособления достаточно:
- 4 метров стального уголка с 50 миллиметровой стороной,
- шаровой опоры для автомашины, оснащенной кронштейном для крепежа,
- тяги стабилизатора диаметром 10 мм,
- болгарки,
- дрели,
- аппарата для электросварки.
В случае неровностей на кромке прижима, по которой будет проходить линия загиба, на заготовке будут образовываться складки или заломы.

Порядок изготовления листогибочного станка своими руками по чертежам
- Нарезать болгаркой куски стального уголка длиной 1 м каждый.
- Из кронштейна вырезать две петли для подвижной траверсы.
- Сделать из стойки стабилизатора ось, на которую будут опираться петли.
- Измерить и разметить на уголке места креплений оси.
- Точно совместить в центре оси разметку и вершину траверсы. При неправильной центровке качество изгиба будет хуже или же листогиб, сделанный своими руками окажется непригодным для работы с металлическими изделиями.
- Приставить отрезки уголков друг к другу.
- Сделать разметку на другом уголке точно напротив оси первого.
- Сложить траверсы и зафиксировать для сварки.
- Приварить петли ко второму уголку.
- Вырезать болгаркой выборку вокруг оси прижимного уголка.
- Просверлить отверстия под болты 10 мм напротив осей.
- Приварить к неподвижной траверсе болты резьбой вверх.
- Сделать отверстие в центре нижней траверсы, но болт не приваривать, потому что он будет съемным элементом. К нему приварить короткую ось.
- Нарезать из прута 15-20 мм две ручки длиной 30 см и приварить их с нижней части поворотной траверсы.
- Изготовить станину, приварив с обеих сторон четвертый уголок к неподвижной траверсе внизу.
- Просверлить в станине отверстия для закрепления к столу или верстаку.

Такой мощный листогиб, сделанный своими руками, позволяет работать с заготовками шириной до 1 м и толщиной 2 мм. Углы загиба можно выбирать любой величины. Загибать края заготовки можно ступенчато или в любом направлении, причем с разной величиной угла загиба.
Что такое зиг машина и как ее сделать
Зиговка часто применяется для обработки металлических листов. Эта технология позволяет добавить изделиям прочность, сделав на поверхности зиги – полукруглые углубления.
Кроме этого на таких станках можно наносить на металл рифление, резать или отбортовывать заготовки. Надежный зиговочный листогиб можно сделать своими руками, причем с электроприводом.
Надежный зиговочный листогиб можно сделать своими руками, причем с электроприводом.
Конструкция состоит из двух валов с горизонтальным, вертикальным или наклонным расположением. На них надеваются формирующие роликовые элементы. Заготовка зажимается между валами и вращается в разные стороны. На поверхности обрабатываемых деталей из-за пластической деформации формируются углубления нужной конфигурации и размеров.
Конструкция зиговочного ручного листогиба своими руками состоит из:
- корпуса,
- кронштейна,
- цилиндрического хвостовика,
- стопорного болта,
- винта с откидывающейся ручкой,
- двух валов,
- пружинного устройства,
- кожуха,
- зубчатой передачи,
- роликов.
Пошаговая сборка:
- определиться с типом привода,
- рассчитать основные параметры,
- составить чертеж самодельного листогиба,
- подготовить основные элементы,
- собирать все детали вместе.

Преимущества самодельного листогиба
Трудно поверить, но самодельный листогиб, изготовленный строго по чертежам, может быть удобнее заводского, потому что:
- агрегаты производителей рассчитаны ширину заготовок 3 м,
- цена готового оборудования «кусается»,
- для тонких работ неудобно использование механического привода,
- расходы на электроэнергию не оправдываются, если детали небольших размеров или требуется одноразовое использование.
С помощью ручного привода в самодельных листогибах легко регулируются физические усилия. Они просты в эксплуатации и не хуже механических или гидравлических могут сгибать заготовки. Такие листогибы для металла легко ремонтировать.
Меры предосторожности при работе
- Обязательно надевать рукавицы из плотных материалов.
- Защищать глаза очками или маской.
- Регулярно смазывать трущиеся части.
- В рабочей зоне или на вращающихся частях исключается нахождение посторонних предметов.
- Перед началом операции проверять исправность оборудования.
- Не разговаривать во время обработки заготовки.
- Не опираться на заводской или самодельный листогиб.
- Производить настройку после обязательного выключения оборудования.

Самодельный листогиб своими руками: чертежи и схемы
Главная » Инструменты и оборудование » Ручной иструмент » Слесарно-монтажный инструмент
Не только на производстве, но и в быту, нередко возникает необходимость согнуть лист металла, и чем больше его толщина, тем сложнее сделать это вручную. На такой случай надо изготовить листогиб своими руками, простая конструкция которого может насчитывать всего 5–6 деталей. Сложность приспособления зависит только от способа деформации проката, угла, на который требуется согнуть лист, и толщины металла. Существуют разные приспособления, позволяющие придать плавный или резкий изгиб заготовке, а также выполнять торцевание края.
Опубликовано: Рубрика: Слесарно-монтажный инструментАвтор: Andrey Ku
Не только на производстве, но и в быту, нередко возникает необходимость согнуть лист металла, и чем больше его толщина, тем сложнее сделать это вручную. На такой случай надо изготовить листогиб своими руками, простая конструкция которого может насчитывать всего 5–6 деталей. Сложность приспособления зависит только от способа деформации проката, угла, на который требуется согнуть лист, и толщины металла. Существуют разные приспособления, позволяющие придать плавный или резкий изгиб заготовке, а также выполнять торцевание края.
Виды листогибов – назначение и конструкционные особенности
По типу привода устройства для продольной деформации листового металлопроката бывают следующие:
- Электромагнитные, прижим элементов в которых происходит за счет пропускания тока через электрические катушки;
- Пневматические, действующие от воздушных компрессоров;
- Гидравлические, с тем же принципом действия, что и пневматика, но только функционирующие под давлением жидкости;
- Электромеханические, работающие за счет вращения ротора мощного электромотора;
- Ручные, приводимые в действие мускульным усилием оператора.

Все перечисленные агрегаты, кроме последнего, применимы только на производстве и имеют довольно высокую стоимость, да и расходы на их эксплуатацию и обслуживание тоже велики. В быту проще всего задействовать ручной листогиб, который несложно собрать собственноручно, если в наличии есть чертежи и есть возможность изготовить необходимые детали. Сборку желательно выполнять при помощи сварки, болтовые соединения могут оказаться ненадежными.
По способу обработки рассматриваемое оборудование тоже делится на отдельные категории:
- Траверсные, рычажного действия;
- Вальцовые или роликовые;
- Прессовальные, с пуансоном (матрицей).
Первые – самые распространенные и удобные в работе, имеют прижим, под которым пропускается заготовка, и поворачивающийся элемент гибочной рабочей полосы, снабженной рычагом. Ход подвижной части от 90 до 180 градусов. Ширина может быть разной, но редко более 1,5 метра, поскольку больший размер листа вручную очень тяжело согнуть.
Ширина может быть разной, но редко более 1,5 метра, поскольку больший размер листа вручную очень тяжело согнуть.
Второй тип предназначен для плавного, дугообразного загиба полосы металла, ширина которой может достигать 1 метра и более. Обычно состоит из 3 валов, но торцевой включает и большее количество вращающихся роликов. Вариант для торцевой обработки называют еще зиг-машиной, и нужен он для зиговки, то есть продавливания ребра жесткости на краю листа.
Последний вариант бывает снабжен электрическим или гидравлическим приводом, в ручном же исполнении обычно работает при вращении ворота вдоль нарезанной на валу винтовой резьбы. Рабочая часть пресса, называющаяся пуансон, оказывает давление на заготовку, сгибая деформируемый участок в расположенную снизу матрицу. В зависимости от установленной насадки и штампа будет задан угол деформации листа.
Простейшие приспособления для гибки металлопроката
Самый простой листогибочный станок, который можно сделать своими руками, состоит из трех отрезков уголка или такого же количества полос металла толщиной 5 миллиметров. Пара однотипных элементов соединяется при помощи петель так, чтобы место стыка имело минимальный зазор и отсутствовала помеха движению. Еще одна деталь используется для прижима деформируемой заготовки. Закрепить ее можно или болтами через сквозные отверстия, или струбцинами, прижав края плоскости.
Пара однотипных элементов соединяется при помощи петель так, чтобы место стыка имело минимальный зазор и отсутствовала помеха движению. Еще одна деталь используется для прижима деформируемой заготовки. Закрепить ее можно или болтами через сквозные отверстия, или струбцинами, прижав края плоскости.
Та часть подвижной основы, к которой осуществляется прижим сгибаемого листа, должна быть приварена к тяжелой стационарной станине или закреплена в тисках. Если используется уголок, в том числе и для фиксации заготовки, угол деформации составит не более 120 градусов. Чтобы получить около 180, прижимную полосу толщиной 5 миллиметров нужно полого сточить со стороны движения траверса, то есть, рычажной части.
Встречается иное решение, когда траверса устанавливается с небольшим зазором, в результате чего холостое, исходное положение у нее поднятое и лист заготовки проходит под ней, после чего рычаг опускается. Так к усилию оператор может добавить собственную массу.
Второй вариант – самодельный пресс, для которого понадобится мощная рама из квадратного толстостенного профиля или швеллеров. В качестве основы послужит перекладина в средней части рамы, к ней будет крепиться матрица. Последняя выполняется из пяти уголков, двух пар, сложенных один в другой, полками вниз, и соединяющего их, повернутого полками вверх.
В качестве основы послужит перекладина в средней части рамы, к ней будет крепиться матрица. Последняя выполняется из пяти уголков, двух пар, сложенных один в другой, полками вниз, и соединяющего их, повернутого полками вверх.
Все соединения тщательно свариваются. В центре расположенной на полметра выше второй поперечине делается отверстие с резьбой, через него пропускается вал с винтовой нарезкой соответствующего шага. На нижнем конце монтируется втулка, так, чтобы она свободно вращалась вокруг своей оси. К ней приваривается пуансон. Чтобы последний не проворачивался, к ее торцам крепятся горизонтальные стержни, которые пропускаются в заранее сделанные сквозные прорези в боковых стойках.
Чтобы не устанавливать лишние детали, вращающуюся втулку можно соединить с проходящей сквозь верхнюю поперечину вертикальной штангой, и только к ней жестко приварить балку, которая изготавливается из двух вложенных один в другой уголков. В этом случае отверстие под вертикальный вал снабжается пазами, а проходящая сквозь него штанга – соответствующими выступами.
Мощные листогибочные станки – кустарное изготовление
Траверсное приспособление, описание которого приведено ранее, и представляющее собой довольно простую конструкцию, может быть значительно усилено, если для балок использовать швеллера или тавры. Удобство такого решения еще в том, что крепеж к верстаку значительно упрощается, и бывает выполнен как в горизонтальной, так и в вертикальной плоскости. Самое широкое и массивное металлическое изделие принимается за основу, на которой монтируются остальные детали.
Прижимная балка (3) изготавливается из более узкого швеллера, фиксирующегося болтовым соединением (4) через сквозные отверстия, имеющиеся соосно и в основании (2). Ориентируется этот элемент строго по линии соединения (1,8) подвижной траверсы (7) с опорой. Недостатком этой схемы является дополнительная вертикальная плоскость, в которую упирается гибочная рабочая поверхность с рычагом (6), в результате чего возможно сгибать заготовку (5) только на 90 градусов или меньше.
Из тавра или двутавра выходит наиболее мощная конструкция, которая уже не нуждается в усилении и не деформируется на сгибание от большого усилия при работе с толстым листом металла. Принцип сборки такой же, что и у предыдущей модели, но рычаг направлен вниз и имеет рабочий ход 90 градусов до горизонтального положения. В качестве прижима используются болт и приваренная к основанию гайка.
Сгибание листов металла – где понадобится ручное приспособление
Если в частном доме планируется ремонт крытой оцинковкой или медью крыши, листогиб будет незаменим для того, чтобы организовать изготовление фасонных частей для коньков и ендов, что позволит сэкономить на покупке готовых кровельных элементов. Деформация листового металлопроката в домашних условиях, путем оббивания молотком заготовки через край наковальни или верстака, не отличается ни точностью, ни эстетическими показателями.
Чаще всего гибка металла необходима в гараже, и если браться за авторемонт серьезно, листогибочный станок окажется очень кстати, в кузовных работах или при настилании пола.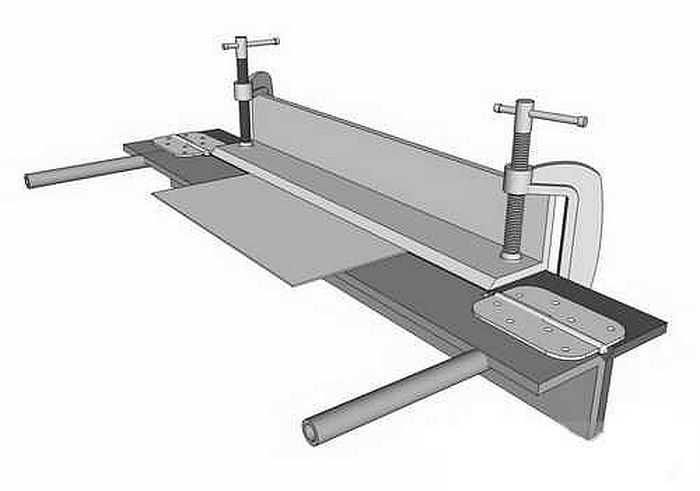 Особенно роликовый, позволяющий гнуть по кромке листовой металл, для последующего обжимного соединения отдельных полос стали или алюминия. Небольшие зиг-машины легко использовать непосредственно на нужном участке, не делая демонтаж обшивки.
Особенно роликовый, позволяющий гнуть по кромке листовой металл, для последующего обжимного соединения отдельных полос стали или алюминия. Небольшие зиг-машины легко использовать непосредственно на нужном участке, не делая демонтаж обшивки.
Понравилась статья? Поделиться с друзьями:
Руководство против. Гибка с ЧПУ: повысьте эффективность вашего проекта
На протяжении десятилетий ручная гибка была стандартом надежности при производстве труб. Сегодня некоторые инженеры старой школы по-прежнему ценят простоту чисто механического инструмента. Тем не менее, большинство производителей трубной стали уже предлагают автоматизированную гибку труб.
Итак, что лучше для вашего проекта — старая, верная гибка или автоматизированная гибка с ЧПУ ?
Ручная гибка и гибка с ЧПУ: в чем разница?
Ручная гибка хоть и не такая, как раньше, но по-прежнему является предпочтительным процессом для некоторых производителей. В ручных гибочных станках используется сжатие с помощью с применением зачистной матрицы , которая зачищает радиус гибочной матрицы, формируя трубу до заданной степени.
В ручных гибочных станках используется сжатие с помощью с применением зачистной матрицы , которая зачищает радиус гибочной матрицы, формируя трубу до заданной степени.
Гибочное оборудование с числовым программным управлением (ЧПУ), разумеется, автоматизировано. Пользователь вводит желаемые спецификации через компьютерный интерфейс , и машина делает свое дело. Смывать. Повторение.
Гибка с ЧПУ считается более эффективным процессом, чем сварка соединений. Но превосходит ли он также и резервный ручной метод?
Вручную Против. Гибка с ЧПУ
1. Точность
Ручная : При гибке вручную ошибка оператора представляет угрозу. Изготовление качественных гибов зависит от уровня квалификации оператора. Любая оплошность окажется на помойке.
ЧПУ: Автоматические гибочные станки придерживаются компьютерной программы, которая никогда не отклоняется, пока оператор вашего поставщика вводит правильные спецификации. За исключением случая синдрома толстого пальца, вы получаете лучшую точность с ЧПУ.
За исключением случая синдрома толстого пальца, вы получаете лучшую точность с ЧПУ.
2. Время
Руководство : Возможности ограничены, когда задействовано больше человеческого труда. Шестьдесят деталей в час — это разумное ожидание для цикла ручного приспособления с 10 изгибами.
ЧПУ : Компьютерная автоматизация обеспечивает молниеносную эффективность: Преимущества включают:
- Быстрая настройка
- Быстрая переналадка
- Более высокая производительность
- Сокращение времени цикла
шаг , исключая ненужные переходы из производственного процесса.
Если этого недостаточно, то, поскольку они более точны, чем люди, машины производят меньше дефектов, требующих траты времени на повторные операции.
3. Стоимость
Руководство : Сгибание трубы вручную очень экономично. К сожалению, это нерентабельно. Тем не менее, если вам требуется короткий тираж, ручная гибка может быть оправдана.
Еще один расход, который может возникнуть? Если ваша деталь сложна и требует более совершенного ручного станка, для нее могут потребоваться специальные инструменты.
CNC : Металлисты старой школы полагают, что гибка на станках с ЧПУ должна быть очень дорогостоящей, поскольку для этого используются причудливые станки.
Эффективность гибочных станков с ЧПУ приводит к сокращению времени работы, что фактически снижает производственные затраты. Их способность брать на себя весь производственный этап также избавляет вас от расходов на переходы.
Кроме того, большинство гибок может быть выполнено на станке, а затем проверено техническим специалистом. Этот процесс сокращает трудозатраты на протяжении всего проекта гибки, особенно если это крупносерийный заказ.
4. Возможности
Руководство : Старая школа не предназначена для высокой производительности или повторяемости. Хотя существуют машины, которые могут работать с 2-дюймовыми трубами, ручные гибочные станки обычно подходят для труб диаметром 1 дюйм или меньше.
Сложность гибки и допустимое количество гибок зависит от машины. Мастерство оператора также играет большую роль.
ЧПУ : Этот метод обеспечивает более сложную формовку деталей и большую универсальность в целом. Ваш поставщик может каждый раз устанавливать радиусы изгиба в соответствии с вашими требованиями. Компьютерный интерфейс дает оператору полный контроль над изгибом.
5. Качество
Ручная гибка : Эти гибочные станки часто изготавливаются с нулевыми допусками, поэтому вы МОЖЕТЕ получать стабильные детали в процессе производства. Но точность и воспроизводимость труб зависят от навыков производителя инструмента и оператора станка. Чтобы получить отличную деталь, вам нужно нанять поставщика, который имеет большой опыт в гибке труб.
ЧПУ : Компьютеры запрограммированы на различные протоколы обеспечения качества и исправления, которые они выполняют автоматически. Станки с ЧПУ имеют программируемые скорости, которые оптимизируют процесс и устраняют дефекты.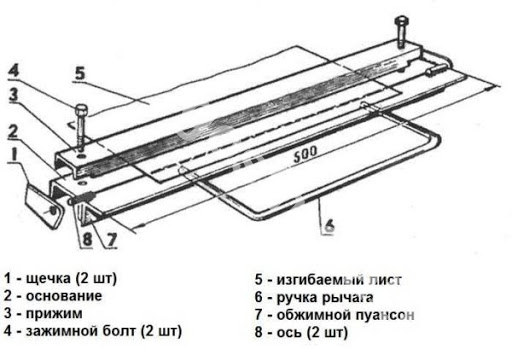 Ваш поставщик может даже запрограммировать их на автоматическое измерение и коррекцию пружинения.
Ваш поставщик может даже запрограммировать их на автоматическое измерение и коррекцию пружинения.
The Verdict
Если вы не использовали услуги ЧПУ для своих проектов труб, спросите у своего производителя об этой возможности.
Независимо от того, какой метод вы выберете, ваш продукт пострадает, если вы укажете неправильный материал. Такие свойства, как толщина стенок, твердость и прочность на растяжение, могут иметь прямое влияние на результат вашего проекта.
Или, опять же, ваш производитель может принять участие на ранней стадии проектирования и прототипирования, чтобы устранить недостатки.
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Протестировать сейчас Machineseeker — Приложение !
Приложение Machineseeker для iPhone и Android .
Дополнительная информация
Machineseeker.com является официальным спонсором:
Популярные подержанные машины:
Топ 200
-1к
-2к
-3k
-4k
-5к
-6к
-7к
-8k
-9к
-10к
-11к
-12к
-13к
-14k
-15к
-16к
-17к
-18k
-19к
-20к
-21k
-22k
-23k
-24k
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши условия и политика конфиденциальности .