Фрезерные станки – принцип действия и основные возможности. Станок фрезерный из чего состоит
Устройство фрезерного станка
Рассмотрим типовое устройство фрезерного станка:
В зависимости от расположения узлов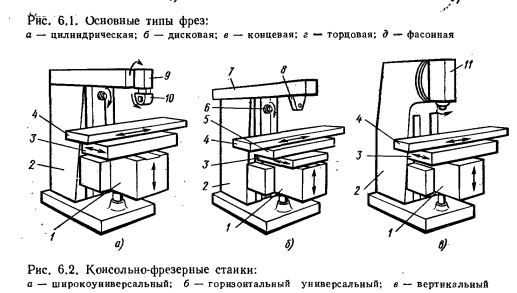 станка (компоновка) различают консольные и бесконсольные фрезерные станки. Основным конструктивным отличием в устройстве консольного фрезерного станка (рис. 1) является наличие консоли [1], перемещающейся в вертикальном направлении по направляющим станины [2]. На консоли выполнены горизонтальные направляющие, по которым движутся салазки [3], несущие стол [4], на котором закрепляют заготовку.
станка (компоновка) различают консольные и бесконсольные фрезерные станки. Основным конструктивным отличием в устройстве консольного фрезерного станка (рис. 1) является наличие консоли [1], перемещающейся в вертикальном направлении по направляющим станины [2]. На консоли выполнены горизонтальные направляющие, по которым движутся салазки [3], несущие стол [4], на котором закрепляют заготовку.
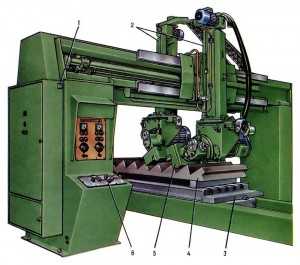
Консольные горизонтальные универсальные станки отличаются тем, что на салазках [3] установлена промежуточная поворотная плита 5, по горизонтальным направляющим которой перемещается стол [4]. Шпиндель [6] станка расположен горизонтально, а на станине [2] смонтирован хобот [7], несущий поддерживающую серьгу [8]. Фрезу или набор фрез закрепляют в оправке, один конец которой устанавливают в шпиндель, а другой — в отверстие серьги.
Широкоуниверсальный горизонтально-фрезерный станок отличается наличием дополнительной шпиндельной головки [9], смонтированной на выдвижном хоботе. Головка может поворачиваться на любой угол в вертикальной плоскости. Еще большую универсальность придает станку наличие накладной фрезерной головки [10], со шпинделем, поворачивающимся под любым углом в горизонтальной плоскости. В этих станках отсутствует поворотная плита.
Вертикальный консольно-фрезерный станок имеет вертикально расположенную шпиндельную головку [11], которая может поворачиваться в вертикальной плоскости. Известны конструкции станков этого типа, в которых имеется осевое перемещение шпинделя.
Бесконсольные вертикально и горизонтально-фрезерные станки (рис. 2) отличаются тем, что салазки [2], несущие стол [3], перемещаются по горизонтальным направляющим станины 1, а шпиндельная бабка [4] перемещается в вертикальном направлении по направляющим стойки [5].
В горизонтально-фрезерных станках шпиндель и валы коробки скоростей часто монтируются непосредственно в стойке. Изменение частот вращения шпинделя обеспечивается рядом последовательно включенных групповых передач с подвижными блоками шестерен.
Дополнительная информация на нашем сайте:
Другие металлорежущие станки:
универсальный токарно-винторезный станок купить;
токарный станок по металлу купить;
токарный станок с ЧПУ, фрезерный станок с ЧПУ купить;
настольный токарный станок, токарный мини станок купить;
фрезерный станок (вертикально-горизонтальный фрезерный станок; универсальный фрезерный станок) купить;
вертикальный обрабатывающий центр с ЧПУ купить;
сверлильный станок (радиально сверлильный станок; вертикально-сверлильный станок; сверлильно-фрезерный станок) купить;
гидравлические гильотинные ножницы, листогибочный гидравлический пресс купить;
многофункциональные станки (токарно-фрезерный станок, токарно-сверлильно-фрезерный станок, настольный токарно-фрезерный станок) купить;
гидравлический пресс (дорновой пресс) купить;
шлифовальный станок купить;
ленточнопильный станок купить;
деревообрабатывающий станок купить;
справочная информация по станкам
xn--80aezpj.net
Устройство консольно-фрезерного станка
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Консольно-фрезерные станки — наиболее распространенный тип станков, используемый для фрезерных работ. Отличительная особенность станка — наличие консоли (кронштейна), несущей стол и перемещающейся по направляющим станины вверх и вниз. Существуют горизонтальные, вертикальные, универсальные и широкоуниверсальные консольно-фрезерные станки. В горизонтально-фрезерных станках шпиндель расположен горизонтально и стол перемещается в трех взаимно перпендикулярных направлениях. Отличие универсальных консольно-фрезерных станков от горизонтальных заключается только в возможности поворота стола относительно вертикальной оси, а широкоуниверсальных фрезерных станков от универсальных — в наличии на станине специального хобота, на торце которого установлена дополнительная головка со шпинделем, поворачивающаяся под углом в любом направлении. Вертикально-фрезерные станки отличаются от горизонтально-фрезерных вертикальным расположением шпинделя и отсутствием хобота. В рассматриваемых станках детали и узлы широко унифицированы.
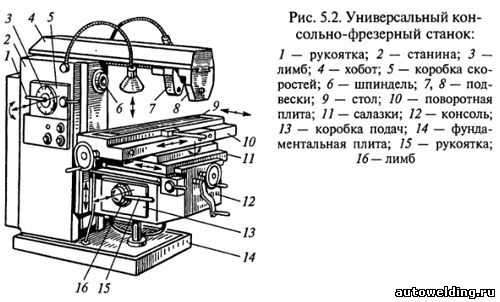
В качестве примера для рассмотрения технической характеристики, компоновки и кинематической схемы выбран универсальный горизонтальный консольно-фрезерный станок (рис. 5.2). Он предназначен для выполнения разнообразных фрезерных работ по чугуну, стали и цветным металлам твердосплавным и быстрорежущим инструментом в условиях мелко- и крупносерийного производства. Наличие в станке возможности поворота стола вокруг своей вертикальной оси позволяет фрезеровать винтовые канавки сверл, червяков и т.д.
Станок имеет следующие технические характеристики:
Станок состоит из станины 2, установленной на фундаментной плите 14. На вертикальных направляющих станины расположена консоль 12 с горизонтальными поперечными направляющими, на которых удерживаются салазки 11, а на них — поворотная плита 10 с горизонтальными продольными направляющими. На этих направляющих монтируют стол 9. Такая компоновка узлов обеспечивает возможность перемещения стола в трех направлениях (продольном, поперечном и вертикальном). В станине расположена коробка скоростей 5 с рукояткой 1 и лимбом 3 и привод с электродвигателем, обеспечивающим вращение шпинделя. В консоли 12 размещена коробка подач 13 с электродвигателем, лимбом 16 и рукояткой 15 для установки подач. В верхней части станины смонтирован шпиндель 6, а на направляющих выдвижного хобота 4 закреплены подвески (кронштейны) 7 и 8, которые являются опорами фрезерных оправок для установки фрез.
Основные движения в станке
Главное движение. Вал IV (рис. 5.3) со шпинделем получает вращение от электродвигателя Ml (мощность двигателя N= 3 кВт; частота вращения п = 1450 мин-1) через шкивы 100/180 клиноременной передачи и 12-ступенчатую коробку скоростей. От вала II вращение передается валу III посредством передвижных блоков зубчатых колес z = 51/51 или 60/42, 42/60, 34/68, 21/81, 27/75. От вала III вращение зубчатыми колесами z= 75/41 или 24/96 передается валу IV. Уравнение кинематической цепи для минимальной частоты вращения шпинделя
Изменение направления вращения шпинделя осуществляют реверсированием вращения вала электродвигателя Ml.
Движение подачи осуществляется от электродвигателя М2 (N= 0,3 кВт; n = 1450 мин-1) через коробку подач, обеспечивающую 12 ступеней подачи. От вала VIII через цилиндрические передачи z = 26/67 и 36/60 вращение передается валу X, от него через блок зубчатых колес z = 37/53 или 30/60, 45/45 — валу XI и далее перебором z = 45/45 или 24/66 — валу XII, через зубчатые колеса z = 18/72 и 30/60 и широкое колесо z = 60 обгонной муфты вращение передается валу XIII (непосредственно или минуя перебор, когда широкое колесо z = 60 соединено с зубчатым колесом z = 45). От вала XIII вращение зубчатыми колесами z = 37/44 передается валу XIV; при этом вертикальное движение подачи осуществляется ходовым винтом VI (6x1), которому вращение от вала XIV передается зубчатыми колесами z = 25/50 и 24/36. Продольное движение подачи производится от ходового винта XVII (6x1) (на рис. 5.3 винт условно повернут на 90°), который вращается от вала XIV при помощи цилиндрических передач z = 48/52, 17/24, 28/28 (справа при прямом ходе) или z = 28/28 (слева при обратном ходе).
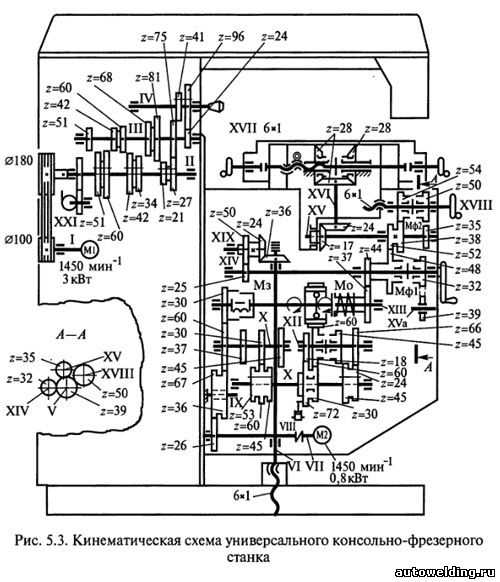
Поперечные подачи от вала XIV через шестерни z = 48/52, 38/54 передаются на ходовой винт XVIII. Ускоренный ход стола осуществляется от электродвигателя М2 посредством цилиндрических передач z=26/67, 36/60, 60/30 через включенную электромагнитную Мэ и обгонную Мо муфты и далее через ускоренные передачи рабочих подач. Реверсирование поперечного и вертикального движений подачи происходит при включении муфт Мф1 и Мф2 зубчатых колес z=32 и 50. В этом случае вращение от вала XIV передается ходовому винту XVIII цилиндрическими передачами z = 32/39, 39/50 (см. сеч. А—А), а ходовому винту VI — передачами z = 32/39, 39/35, 52/48, 25/50, 24/36.
Уравнение кинематической цепи продольного движения стола с минимальной скоростью
Так же можно записать уравнения кинематических цепей продольного движения стола с максимальной скоростью подачи, поперечного и вертикального движений стола с минимальной и максимальной скоростями подач.
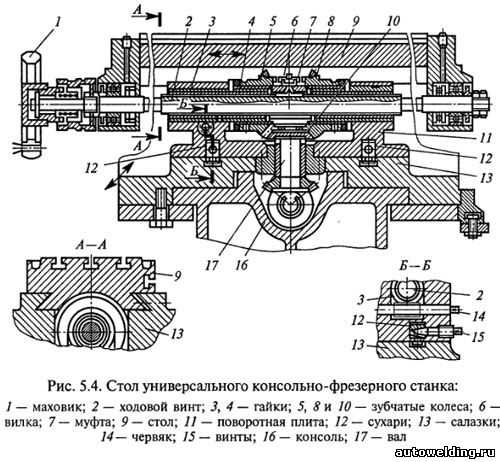
Поворотная плита 11 (при необходимости) может быть повернута на вертикальном валу 17 относительно салазок 13 на ±45°. Плиту 11 центрируют по Т-образному пазу салазок 13 при помощи двух сухарей 12, которые одновременно служат для закрепления плиты на салазках при их подъеме.
Фрезерование, фрезерный станок - описание, классификация :: ТОЧМЕХ
Фрезерные станки
Фрезерные станки — универсальный инструмент с многолезвийным режущим инструментом — фрезой; главное движение — вращение фрезы. Шпиндель, несущий фрезу, вертикален, но его во многих случаях можно устанавливать под углом к заготовке. Движение стола, осуществляемое вручную или с помощью механического привода, точно контролируется по градуированным лимбам на ходовых винтах и по прецизионным шкалам с оптическим увеличением.
Фрезерная оправка (вал, несущий фрезу) горизонтальна. Стол, на котором закрепляется обрабатываемая деталь с необходимой оснасткой, может быть либо «простым», т.е. с перемещением по трем осям, либо универсальным, т.е. допускающим и угловые повороты.
На фрезерных станках с ЧПУ предусматривается автоматическое управление перемещением стола и скоростью шпинделя. В некоторых случаях сам шпиндель устанавливается на салазках, допускающих его независимое перемещение в осевом или вертикальном направлении. Фрезерный станок с ЧПУ такого типа позволяет серийно и с высокой точностью обрабатывать трехмерные поверхности, например, лопастей воздушных винтов и лопаток турбин.
Копировально-фрезерные станки обрабатывают сложные криволинейные поверхности, например, пуансонов и матриц для штампования листового металла, форм для литья под давлением и экструдирования. Индикаторный щуп проходит по фигурному профилю копира, а рабочая фреза передает этот профиль обрабатываемой детали.
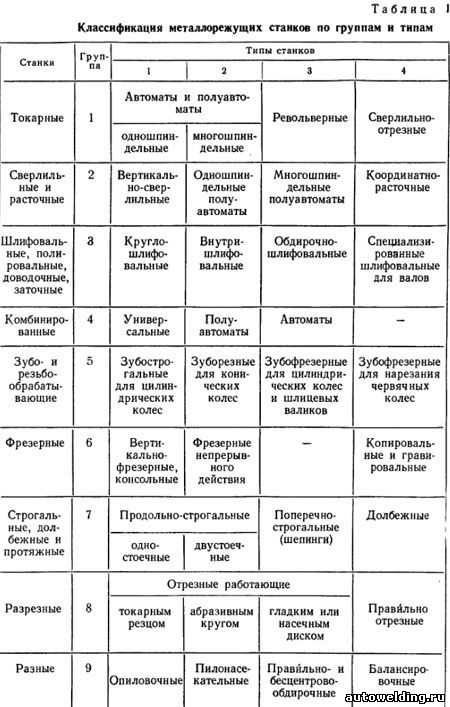
Классификация фрезерных станков
В зависимости от вида обработки фрезерные станки разделяются на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих фрезерные станки по их типам.
Наиболее распространенными типами являются горизонтальные, универсальные и вертикальные фрезерные станки.
Универсальные консольно — фрезерные станки
Универсальные консольно — фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно — фрезерные станки
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпенди-кулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно — фрезерные станки
В отличие от универсальных станков имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.

Имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Продольно — фрезерные станки
Имеют стол, который может перемещаться только в продольном направлении по направляющим поверхностям станины. Вертикальные и поперечные перемещения получают шпиндельные бабки и шпиндели. Могут иметь, до двух вертикальных и до двух горизонтальных шпинделей при одно- и двухстоечном исполнениях.
Объемно — фрезерные станки
По принципу действия делятся на станки прямого и следящею копирования, осуществляемого путем ощупывания модели копировальным пальнем, а также программного управления, работающие одновременно и непрерывно по трем взаимно перпендикулярным координатам.
Фрезерные станки непрерывного действия
Непрерывного действия (карусельные) имеют вертикально расположенный шпиндель (шпиндели), установочно перемещающиеся по вертикали, и круглый стол, который может непрерывно вращаться со скоростью рабочей подачи, закрепление и обработка заготовок многопозиционные. Примером может служить станок модели 6А23 с диаметром стола
Шпоночно — фрезерные станки
Имеют вертикальный шпиндель, осуществляющий вращательное и одновременно с ним планетарное движение. Диаметр планетарного движения может изменяться в соответствии с заданной шириной шпоночного гнезда. Стол перемещается возвратно-поступательно в продольном направлении. Рабочий цикл автоматизирован. Примерами этих станков могут быть станки моделей 6Д91, 6Д92 и т. д.
Другие статьи по сходной тематике
tochmeh.ru
Фрезерные станки – принцип действия и основные возможности - Информация
 Технология фрезерования является одной из самых высокотехнологичных методик обработки металлов. Большинство конструктивно сложных элементов в машиностроении изготавливается сегодня именно на фрезерных станках, поскольку те позволяют вытачивать детали практически любой формы.
Технология фрезерования является одной из самых высокотехнологичных методик обработки металлов. Большинство конструктивно сложных элементов в машиностроении изготавливается сегодня именно на фрезерных станках, поскольку те позволяют вытачивать детали практически любой формы.
Фрезерование это не просто сверление или пиление, это работа в объеме. Обработка ведётся с помощью фрезы, специального многолезвийного резца, вращающегося на высокой скорости.
При этом конструкция станка обеспечивает взаимное поступательное движение заготовки и резца. Технология позволяет создавать детали сложной конфигурации, изготовление которых иными способами невозможно или нецелесообразно. В качестве прототипа может выступать как реальная модель, так и программная, заложенная в памяти управляющего компьютера. К слову, технология фрезерования не нова, она была разработана в конце XVII века, предположительно, немецкими или австрийскими мастерами.
Принцип работы фрезерного станка
Главным действующим элементом является фреза – резец специальной формы, пребывающий в непрерывном вращательном движении.
Фреза устанавливается на шпиндель, как правило, расположенный строго горизонтально или вертикально. В некоторых конструкциях шпиндель может находиться под определённым углом к заготовке.
Заготовка жестко закрепляется на станочном столе, который способен не только перемещаться в трёх плоскостях, но и поворачиваться на определённые углы.
В простейшем случае стол двигается вручную, при этом контроль осуществляется с помощью прецизионной шкалы или специальной оптики. В современных промышленных системах его приводят в движение сервоприводы, управляемые компьютерной программой.
Виды фрезерования:
- Торцовое. Отличается высокой скоростью обработки;
- Концевое. Применяется для изготовления пазов;
- Фасонное. Позволяет получать сложные профили.
Выбор метода фрезерования осуществляется исходя из поставленных целей. Для обработки больших поверхностей подходит первый метод. Вторым способом изготавливаются разнообразные элементы: пазы, канавки, колодцы, как сквозные, так и выходящие только на одну поверхность. Фасонное фрезерование позволяет изготавливать достаточно сложные конструктивные элементы, как то шестерни, ходовые рельсы и компоненты червячных передач.
Есть и другие критерии классификации, зависящие от того, какую особенность требуется подчеркнуть. По способу крепления заготовки выделяют горизонтальные и вертикальные стенки. В последнее время всё большую популярность набирают универсальные устройства, позволяющие закрепить заготовку вертикально, горизонтально и даже под произвольным углом.
Узнать подробнее: http://www.intervesp-stanki.ru/catalog/frezernye_stanki_s_chpu.htm
Также читайте:
mlzavod.ru
Станки фрезерной группы. Устройство фрезерного станка
Фрезерной станок представляет собой один из самых распространённых подвидов оборудования для обработки различных металлических заготовок и деталей. Основной частью станка является фреза – режущий инструмент с несколькими лезвиями, закреплённый на шпинделе. В универсальных фрезерных станках шпиндель располагается под углом 90° к заготовке, однако другие модели (например, широкоуниверсальный станок) имеют дополнительную шпиндельную головку на выдвижной конструкции, позволяющей менять угол наклона фрезы.
Основные виды фрезерных станков
Фрезерные работы по металлу востребованы во многих областях современной промышленности, в связи с чем на рынке представлен широкий спектр модификаций фрезерных станков различной конструкции.
- Универсальные фрезерные станки – оборудованы неподвижным горизонтальным шпинделем и поворотным столом;
- Широкоуниверсальные фрезерные станки – по сравнению с универсальными станками дополнительно оснащены приставным шпинделем, который может поворачиваться вокруг горизонтальной и вертикальной оси;
- Горизонтальные фрезерные станки – имеют горизонтальный шпиндель и консоль, которая может перемещаться перпендикулярно шпинделю в нескольких направлениях. Используются для работы с изделиями среднего веса и небольшого размера;
- Вертикальные фрезерные станки – в данных моделях шпиндель и фреза располагаются вертикально и могут поворачиваться вокруг своей оси. Рабочая консоль может двигаться как перпендикулярно к режущему инструменту, так и вертикально;
- Бесконсольные фрезерные станки – оборудованы шпинделем со фрезой, которые перемещаются только вертикально, и столом, который может двигаться лишь в продольном и поперечном направлениях;
- Продольные фрезерные станки. Изготовляются в двух- и одностоечном вариантах, могут быть оборудованы двумя вертикальными и двумя горизонтальным фрезами. Стол продольных станков может двигаться только в продольном направлении, шпиндели двигаются как вертикально, так и поперечно;
- Копировальные фрезерные станки – наиболее современные модели, траектория движения и скорость перемещения шпинделя и стола контролируются за счёт программного управления, для копирования образец детали ощупывается специальным копировальным инструментом;
- Шпоночные фрезерные станки – характеризуются наличием автоматизированного рабочего цикла и оснащены двигающимся в продольном направлении столом и вертикальным шпинделем, способным совершать так называемые планетарные движения заданного диаметра;
- Карусельные фрезерные станки – оборудованы вертикальными шпинделями с фрезами и непрерывно вращающимся круглым столом, позволяющим не прерывать работу над деталью;
- Обрабатывающие центры – сочетают функционал токарного и фрезерного станков, позволяя в короткий срок осуществлять комплексные токарно-фрезерные работы над металлическими деталями и изделиями сложной конфигурации.
 |
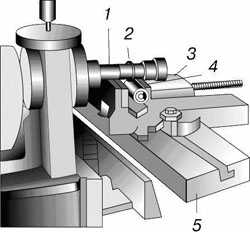
Рис.5. Основные конструктивные элементы горизонтально-фрезерного станка: 1 – оправка; 2 – фреза; 3 – тиски; 4 – деталь; 5 – стол
 |
Рис 6. Устройство горизонтально-фрезерного станка:
1 – фундаментная плита; 2 – станина; 3 – консоль; 4 – салазки; 5 – стол; 6 – хобот; 7 – оправка с фрезой
Основой фрезерного станка является станина – устойчивая база, на которой закрепляются прочие части устройства. Внутри станины располагаются коробка скоростей и полый вал шпиндельного механизма. Фреза станка поддерживается при помощи “хобота” – специальной конструкции с подвесками.
В процессе работы консоль с коробкой подач движется по вертикальным направляющим станины. В это же время салазки с поворотным механизмом, несущим продольный стол, перемещаются в поперечном направлении по направляющим консоли. Стол может поворачиваться вокруг вертикальной оси и таким образом менять своё положение и в горизонтальной плоскости (по отношению к оси шпинделя).
После запуска двигателя станка при помощи коробки передач крутящий момент передаётся на шпиндель. На переднем торце шпинделя монтируется фрезерная оправка, обычно представляющая собой так называемый конус Морзе – стержень конической формы, на котором с помощью колец и гаек фиксируется режущий инструмент (фреза). У моделей станков с расширенным функционалом шпиндельных головок может быть несколько – как правило, дополнительная головка более подвижна и может работать как отдельно, так и параллельно с основной, осуществляя фрезеровку изделий сложной конфигурации, а также такие виды работ, как сверление, растачивание и пр.
|
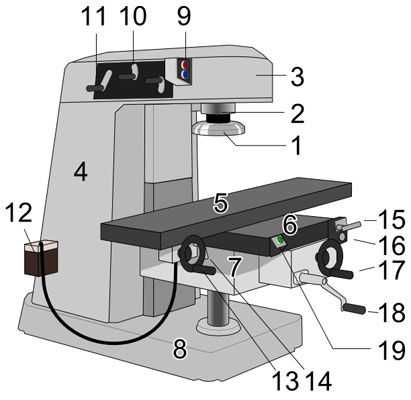
Рис 7. Устройство вертикально-фрезерного станка:
1 — фреза, 2 — шпиндель; 3 — хобот; 4 — станина; 5 — стол; 6 — салазки;
7 — консоль; 8 — фундаментная плита; 9 — панель запуска шпинделя;
10 — регулировка передач шпинделя; 11 — регулировка скорости вращения шпинделя; 12 — подача СОЖ; 13 — продольное перемещение стола;
14,15,16 — ускоренные перемещения стола; 17 — поперечное перемещение стола
Особенности фрезерных станков с ЧПУ
Главное отличие современного оборудования с ЧПУ от стандартных станков – автоматизация управления скоростью фрезы и перемещением стола в процессе обработки детали. На предприятиях, осуществляющий серийных выпуск деталей со сложной криволинейной поверхностью (лопасти воздушных винтов, лопатки самолётных турбин) используются станки ЧПУ со шпинделем на отдельных салазках, позволяющих режущему инструменту самостоятельно двигаться вертикально и вокруг своей оси.
Отдельный класс также представляют собой копировальные фрезерные станки с ЧПУ, которые задействуются для обработки деталей сложной конфигурации (матриц для штамповки листовых изделий из металла, форм для литья и др.). Подобные модели оборудованы специальным щупом-индикатором, который изучает фигурный профиль детали-образца и передаёт полученные данные через рабочую фрезу для создания аналогичного изделия.
Измерительный инструмент, применяемый на производстве.
Когда дело касается деталей и составляющих готовых изделий, ошибок в расчетах размеров быть не должно. Ведь от этого будет зависеть в конечном итоге качество выпускаемой продукции. К примеру, несоответствие диаметра крепежного элемента размеру отверстия станет причиной ненадежности всей конструкции. Именно поэтому на большинстве предприятий проводятся контрольные измерения.
Рассмотрим подробнее следующие измерительные приборы.
Линейка измерительная — инструмент, с помощью которого
измеряют линейные размеры. По измерительной линейке производят отсчет показаний измерительных инструментов, таких как кронциркули, нутромеры и т. п. Шкала линейки имеет цену деления 1мм или 0,5мм. Через каждые 5мм штрих на линейке имеет несколько больший размер. Через каждый 1см еще более удлиненный штрих снабжен цифрой, показывающей на количество сантиметров до начала шкалы.
Рис. 8 Линейка измерительная
Малка — инструмент, с помощью которого переносят размеры углов с детали на угломерный инструмент или на заготовку.
При производстве столярных работ применяют деревянную малку. Она представляет собой колодку с прорезью и пера. Перо и колодка шарнирно соединены с помощью винта и гайки-барашка. Для того, чтобы установить перо в нужное положение, необходимо ослабить, а затем затянуть барашек. В нерабочем положении перо убирается в прорезь колодки, при этом малка не занимает много места.
Рис. 9 Малка
При производстве слесарных разметочных работ применяют металлическую малку.
Микрометр — инструмент, с помощью которого производят измерения с точностью до 0,01мм. В состав микрометра входит скоба с пяткой, микрометрический винт с шагом 0,5мм и стопор. Микрометрический винт состоит из стебля, барабана, и головки. Продольная шкала, нанесенная на стебель, разделена риской на основную и вспомогательную так, что расстояние между рисками двух шкал составляет 0,5мм. Окружность барабана разделена на 50 равных делений. Поворот барабана на одно деление дает перемещение микрометрического винта на 0,01мм. Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие. В случае, когда микрометрический винт упирается в пятку, торец барабана должен совместиться с нулевым делением основной продольной шкалы. При этом нулевое деление круговой шкалы на барабане должно совпадать с продольной риской основной шкалы.
Рис.10 Микрометр
Нутромер — инструмент, с помощью которого определяют внутренние
размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм. Нутромер состоит из двух ножек, соединенных шарниром. Нижние концы ножек выгнуты наружу.
Рис. 11 Нутромер
Плита разметочная — основное разметочное приспособление.
От поверхности плиты отсчитывают все размеры, которые отмечаются рисками на деталях при пространственной разметке. Разметочные плиты изготавливают литьем из мелкозернистого серого чугуна. В нижней части плиты расположены ребра жесткости, которые препятствуют ее изгибу под весом размечаемых деталей и под весом самой плиты.
Рис. 12 Плита разметочная
Рабочая плоскость плиты обрабатывается на точных строгальных станках, а затем прошабривается. Для облегчения установки на плите различных приборов рабочая поверхность плит иногда бывает разделена на квадраты канавками глубиной 2 — 3мм и шириной 1 — 2мм.
Штангенциркуль — инструмент, с помощью которого производят измерения, погрешность которых не превышает 0,1мм. Штангенциркуль позволяет измерить наружные и внутренние размеры, а также глубину.
Штанга с миллиметровыми делениями с одной стороны заканчивается глубиномером, а с другой стороны неподвижными губками. К неподвижным губкам примыкают подвижные губки.
Подвижные губки снабжены вспомогательной шкалой, называемой нониусом. С помощью нониуса возможно производить измерения, точность которых 0,1мм. Подвижные губки могут свободно перемещаться вдоль штанги. В нужном положении подвижные губки фиксируются с помощью стопорного винта.
Рис. 13 Штангенциркуль
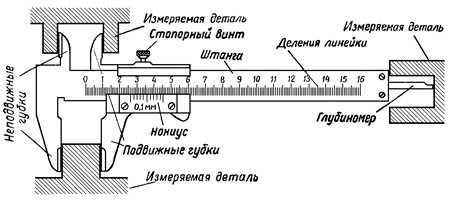
Шкала нониуса, длиной 19мм разделена на части, по 1,9мм каждая. В том случае, когда нулевой штрих нониуса совместится с одним из делений шкалы на штанге, остальные деления нониуса (кроме последнего десятого) с делениями основной шкалы не совпадут. Первый штрих нониуса и второе деление миллиметровой шкалы различаются на 0,1мм. Второе деление нониуса и четвертое деление штанги на 0,2мм, третье и шестое – 0,3мм, четвертое и восьмое - 0,4мм, пятое находится посредине между девятым и десятым. Производя измерения, отсчитывают целые миллиметры по основной шкале на штанге напротив нулевого деления нониуса. Отсчет десятых долей миллиметра производится по тому делению нониуса, которое совпадает с делением основной шкалы на штанге.
Контроль калибрами.Для выполнения операций технического контроля в условиях массового и крупносерийного производства широко используют контрольные инструменты в виде калибров.
Калибры— это тела или устройства, предназначенные для проверки соответствия размеров изделий или их конфигурации установленным допускам. Они применяются чаще всего для определения годности деталей с точностью 6... 17 квалитетов, а также в устройствах активного контроля, работающих по принципу «западающего калибра».
С помощью предельных калибров определяют не численное значение контролируемого параметра, а выясняют, выходит ли этот параметр за предельные значения или находится между двумя допустимыми. При контроле деталь считается годной, если проходная сторона калибра (ПР) под действием усилия, примерно равного массе калибра, проходит, а непроходная сторона калибра (НЕ) не проходит по контролируемой поверхности детали. Если ПР не проходит, деталь относят к бракованным с исправимым браком. Если НЕ проходит, деталь относят к бракованным с неисправимым браком.
Выбор детали для курсового проекта по дисциплине «Технология машиностроения»
Служебное назначение детали
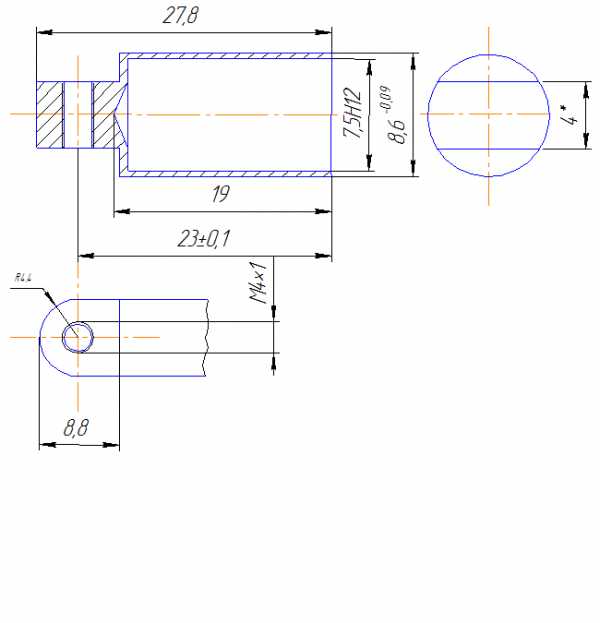
Название детали: Вал.
Материал детали: Сталь 40.
Габаритные размеры: Ø8,8×27,8.
Неуказанные предельные отклонения размеров: Н12.
Вал — деталь, предназначенная для передачи крутящего момента и восприятия действующих сил со стороны расположенных на нём деталей и опор.
Технологичность заготовки
Деталь – вал изготавливается из стали 45 ГОСТ 1050-74 прутков фасонного проката. Конфигурация наружного контура и отверстия не вызывает значительных трудностей при получении заготовки.
Таким образом, заготовку можно считать технологичной.
Назначение
Валы, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностей термообработке детали, от которых требуется повышенная прочность.
Обоснование выбора оборудования
Выбор станка должен основываться на следующих правилах:
· Мощность, производительность и точность должны быть минимальными, но достаточно для выполнения требования предоставляемых к операции
· Обеспечение концентрации производства с целью уменьшения числа операций, количества оборудования, повышения производительности и точность за счет уменьшения числа переустановок заготовки
· В среднесерийном производстве следует применять высокопроизводительные станки-автоматы, агрегатные станки, станки с ЧПУ
· Оборудование должно отвечать требования безопасности, Эргономики и экологии.
Данные по выбору оборудованию занесены в таблицу.
Технологический маршрут обработки детали
| № операции | Наименование операции | Станок |
| Токарная чистовая | MCFV-2080NT | |
| Фрезерная | MCFV-2080NT | |
| Фрезерная | MCFV-2080NT | |
| Сверлильная | MCFV-2080NT | |
| Резьбонарезная | MCFV-2080NT | |
| Токарная | MCFV-2080NT | |
| Сверлильная | MCFV-2080NT |
Обоснование выбора режущего инструмента
При выборе режущего инструмента следует руководствоваться правилами:
· Режущий инструмент выбирается исходя из метода обработки, оборудования, расположения обрабатываемой поверхности
· Следует отдавать стандартным и нормализованным инструментам и только при их отсутствии применять нестандартные
· Материал режущего инструмента выбирается исходя из обрабатываемого материала, состояния поверхности и вида обработки.
Выбор инструмента
| № операции | Наименование операции | Режущий инструмент | Мерительный инструмент |
| Токарная черновая | Резец токарный проходной прямой левый ГОСТ-18869-73 P9K5 | Калибр-скоба ГОСТ 18355-73 | |
| Фрезерная | Фреза концевая с цилиндрическим хвостовиком ГОСТ 170250-71Ø8 P6M5K5 | Шаблон ГОСТ 2534-79 | |
| Фрезерная | Фреза концевая с цилиндрическим хвостовиком ГОСТ 170250-71 Ø8 P6M5K5 | Шаблон ГОСТ 2534-79 | |
| Сверление | Сверло метчик | Калибр-пробка ГОСТ 18355-73 | |
| Резьбонарезная | Сверло-метчик | Калибр-пробка ГОСТ 18355-73 | |
| Отрезная | Резец отрезной двухсторонний ГОСТ-18883-73 Т5К10 | Штангенциркуль ШЦЦ-150-0,01 электронный ГОСТ 166-89 | |
| Сверлильная | Сверло по металлу с коническим хвостовиком ГОСТ 10903-77 Ø7,5 Р6М5 | Калибр-скоба ГОСТ 18355-73 |
Техпроцесс изготовления вала
| № | Наименование | Обор- ние | Инст-т | Приспособление |
| Заготовительная | ||||
| Токарная. Точение заготовки на l = 27,8 t = 0,7 | MCFV-2080NT | Резец проходной ГОСТ 18880-73 | Трехкулачковый самоцентрирующий патрон | |
| Фрезерная. Снятие лысок l = 8,8, t = 2,3 | Фреза концевая ГОСТ 17025-71 | |||
| Сверлильная. Сверление перпендикулярного отверстия ø3, на t=4 | Сверло-метчик | |||
| Резьбонарезаная Нарезание резьбы M4×1 | Сверло-метчик | |||
| Токарная Отрезание заготовки на l=27,9 | Резец отрезной двухсторонний ГОСТ 18884-73 | |||
| Сверлильная. Сверление осевого отверстия Ø7,5, на t =19 | Сверло по металлу ГОСТ 10903-77 | |||
| Моечная | Ванна моечная | |||
| Измерительная | Стол | Калибр-скоба | ||
| Гальваническая | Электрохим. | |||
| Контрольная измерительная | Стол ОТК |
После обработки детали на станке, производится контрольно – измерительная операция контролером ОТК. Для проверки деталей применяют калибры, шаблоны, штангенциркуль, специальные и др. контрольные приспособления. Если деталь соответствует требуемым параметрам, то её отправляю дальше, согласно маршрутному листу.
Заключение
В ходе прохождения производственной практики мной были рассмот-рены вопросы, касающиеся структуры предприятия, цеха, изучен процесс работы отделов.
Во время практики появилась возможность применить полученные знания в учебном заведении в реальной рабочей обстановке. Также были получены первичные профессиональные умения и навыки. Принимал участие в рабочих процессах.
Список используемой литературы
1. Инструкции предприятия по охране труда, технологии выполнения работ.
2. Фещенко В.Н., Махмутов Р.Х. Токарная обработка.: Учеб. для проф. учеб. заведений. – 3 изд. испр. М. Высшая школа; Изд. центр «Академия».: 2004.
3. Черпаков Б.И. Технологическая оснастка.: Учеб. для сред. Образова-ния/Б.И. Черпаков. – М.: «Академия». 2004.
4. http://politexno.ru/koninstr.html
5. http://prom-nadzor.ru/content/instrukciya-po-ohrane-truda-dlya-tokarya
6. http://infopedia.su/3x4f0.html
lektsia.com
Горизонтально-фрезерный станок: назначение, описание, характеристики
Содержание статьи:
Фрезерная обработка заготовок является одной из ключевых операций по производству стальных изделий. Для выполнения этой операции используют несколько типов оборудования. Наиболее распространенным является горизонтально-фрезерный станок. Для первичного ознакомления с ним требуется изучить специфику расположения компонентов и технические параметры.
Особенности конструкции
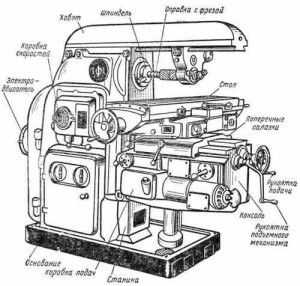
Схема расположения элементов
Горизонтально-фрезерные станки были одними из первых типов оборудования для выполнения операций по обработке металлических изделий. С их помощью выполняется шлифование, расточку, фрезеровки, а в некоторых моделях – сверление. При этом компоновка моделей зачастую одинакова.
На основании установлена станина, выполняющая функцию опорной стойки. На ее передней части располагается рабочий стол с коробкой передач и движущимися каретками. Они необходимы для смещения поверхности по осям X и Y. В задней части конструкции установлен электродвигатель, соединенный со шпиндельной бабкой через коробку скоростей. Несмотря на столь общее описание, следует учитывать возможные изменения или дополнения, свойственные для конкретной модели.
В зависимости от специфики назначения горизонтально-фрезерные станки могут иметь следующие дополнительные узлы и агрегаты:
- консольная конструкция. С ее помощью можно изменять положение заготовки относительно фрезы. Некоторые типы оборудования имеют возможность поворота рабочего стола под определенным углом;
- установка магнитного стола. Для обработки деталей сложной формы рекомендуется применять электромагнитные столы, исключающие надобность механического крепления. Таким образом можно повысить качество фрезерной обработки;
- станки с ЧПУ. Это современные аналоги классического оборудования. С помощью блока CNC можно задать алгоритм работы станка в автоматическом или полуавтоматическом режиме. Актуальны для приборостроения или при обработке больших заготовок из твердых сортов стали.
В отдельную категорию можно отнести универсальные горизонтально-фрезерные станки. Их назначение – выполнение всего спектра операций по обработке. Для этого в конструкции устанавливают дополнительную шпиндельную головку на гибком приводе. Это дает возможность осуществлять фрезерование сложных элементов.
Одним из главных параметров станка являются характеристики подач рабочего стола. Они определяют скорость обработки металлической заготовки, а также максимально допустимые размеры детали.
Принцип работы оборудования

Станок с ЧПУ
После ознакомления со спецификой конструкции горизонтально-фрезерного станка и его назначения следует изучить принцип обработки заготовок. Для этого лучше всего проанализировать каждый этап работ и выявить оптимальный режим обработки для конкретного случая.
После установки детали на поверхности рабочего стола и ее фиксации вычисляются режим обработки. Это зависит от конфигурации заготовки и степени ее фрезерования. Затем происходит установка оптимальной фрезы. Именно с ее помощью происходит обработка поверхности. За счет вращения и контакта режущей части инструмента с металлической поверхностью происходит процесс контролируемого удаления материала.
В зависимости от вида работы можно выбрать следующие типы фрез, каждая из которых имеет определенное назначение:
- плоскостное фрезерование. Для этого необходимо применять цилиндрические фрезы. Они отличаются конфигурацией режущих частей и могут иметь несколько типов зубьев. Их главная функция – удаление определенного объема материала со всей поверхности заготовки;
- торцевые. Применяются для обработки вертикальных плоскостей. Они могут быть установлены только в универсальные горизонтально-фрезерные станки. Главным отличием от цилиндрических заключается в том, что обработка происходит только за счет контакта вершин режущих поверхностей, в результате чего формируется определенная профильная структура;
- угловые фрезы. Необходимы для придания кромки детали формы нужной конфигурации.

Виды фрез
Кроме этих моделей существуют специальные фрезы, предназначенные для выполнения узкопрофильных операций. Для работы на ученических станках чаще всего устанавливают универсальные режущие инструменты.
Для формирования отверстий применяются концевые фрезы. Аналогичной конструкцией обладают шпоночные. Разница между ними заключается в конфигурации режущей части.
Технические характеристики

Станок с ручным управлением
Для анализа технических характеристик фрезерного оборудования рекомендуется изучить паспорт конкретной модели. В этом документе указываются не только основные качества, которыми обладает горизонтально-фрезерный станок, но и правила его эксплуатации.
Оборудование этого типа имеет вертикальное расположение компонентов. Поэтому необходимо учитывать общую высоту конструкции. Если же в ней есть возможность установки дополнительного стола – к размерам станка прибавляют его габариты. Средняя масса оборудования составляет от 800 кг до 5-ти тонн.
Для анализа технических возможностей модели необходимо знать такие параметры, которыми должен обладать горизонтально-фрезерный станок:
- количество оборотов головки шпинделя. Обычно этот параметр варьируется от 400 до 3500 об/мин;
- число скоростей переключения частоты вращения;
- характеристики хода стола в продольном поперечном и вертикальном направлении. Учитывается тип подачи – ручная или механическая;
- мощность силовой установки;
- наличие системы охлаждения;
- тип управления – электронный или ручной.
На основании этих данных составляются оптимальные технологические схемы применения фрезеровального оборудования. Также все модели имеют ограничения по массе заготовки и ее габаритах. Чаще всего производитель указывается максимально допустимый вес детали, распложенной в центре стола.
Дополнительная накладная головка может проворачиваться на угол до 360°. Это необходимо учитывать при составлении технологической схемы обработки.
Правила эксплуатации
Работа на станке
Помимо обязательных к исполнению требований производителя горизонтально-фрезерного станка в течение всего периода эксплуатации необходимо придерживаться общих рекомендаций и описания правил. В основном они относятся к организации рабочего процесса и соблюдении техники безопасности.
Прежде всего необходимо подготовить рабочее место для установки оборудования. Учитывается его масса и габариты. Важно, чтобы опорная платформа могла частично гасить колебания, возникающие в процессе работы станка. Для этого можно установить специальные опоры с компенсирующими подушками и возможностью регулировки уровня.
Также во время эксплуатации необходимо учитывать такие факторы:
- при массе заготовки более 20 кг ее монтаж на рабочий стол выполняется с помощью подъемных механизмов;
- работник не должен надевать защитные перчатки или рукавицы. Это может привести к опасной ситуации;
- для защиты глаз необходимо применять рабочие очки;
- при возникновении вибрации станок следует немедленно остановить. Чаще всего это явление происходит из-за неправильной фиксации фрезы;
- в течение фрезеровки проверяется уровень подачи СОЖ;
- по окончании работы станок необходимо очистить от металлической стружки.
В случае возникновения аварийных ситуаций эксплуатация оборудования запрещена. Устранением их должны заниматься только специалисты. Попытки выполнить ремонт без должного уровня знаний устройства станка может только усугубить ситуацию.
В видеоматериале показан пример работы на горизонтально-фрезерном станке:
stanokgid.ru
Конструкции фрезерных станков » Привет Студент!
Фрезерные станки подразделяются на: 1) горизонтально-фрезерные, универсально-фрезерные, 3) вертикально-фрезерные и 4) копировально-фрезерные. Рассмотрим их конструкции.
Горизонтально-фрезерный станок. Станки этого типа применяют в механических и инструментальных цехах. На фиг. 486 дан общий вид горизонтально-фрезерного станка. Оправка 1 служит для закрепления фрезы на шпинделе. Деталь закрепляется на столе 2.
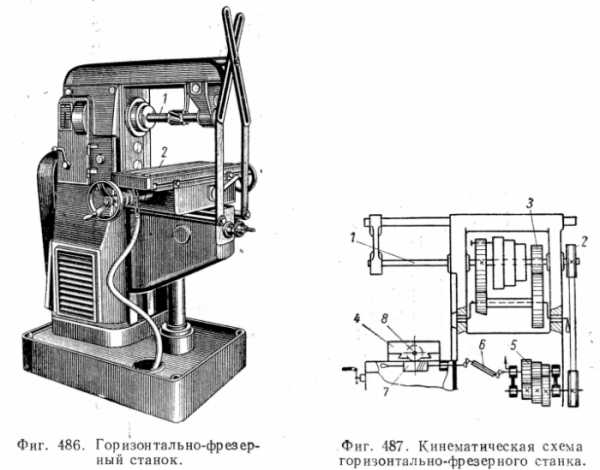
На фиг. 487 показана кинематическая схема горизонтально-фрезерного станка. Шпиндель 1 получает вращение от шкива 2 и может работать с перебором 3 и без перебора. Стол 4 получает поступательное движение (движение подачи) от шпинделя 1 через коробку подач 5, универсальный шарнир 6, червяк 7 и червячное зубчатое колесо 8, жестко посаженное на винт продольного самоходного стола.
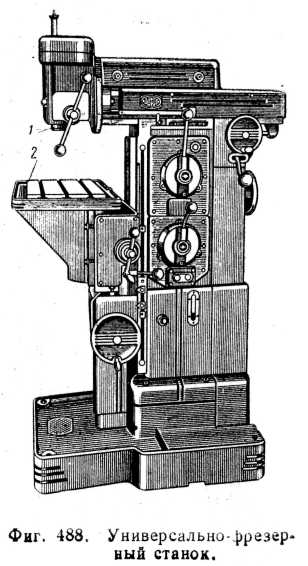
Универсально-фрезерный станок. Из всех типов фрезерных станков универсально-фрезерные станки получили наиболее широкое распространение; их применяют в ремонтно-механических и инструментальных цехах, а также на заводах с индивидуальным и мелкосерийным производством. Отличительной особенностью этих станков является устройство механизма стола, позволяющее осуществлять поворот стола около вертикальной оси в горизонтальной плоскости. Поворот стола в горизонтальной плоскости (производится вручную) необходим при фрезеровании спиральных канавок (спиральное сверло и т. п.). На фиг. 488 дан общий вид универсально-фрезерного станка. Оправка 1 служит для установки фрез; на столе 2 закрепляют обрабатываемые детали.
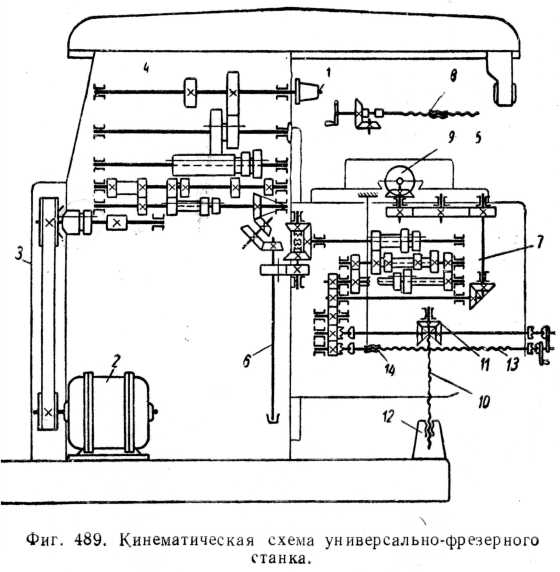
На фиг. 489 показана кинематическая схема универсально-фрезерного станка. В этом станке фреза, закрепляемая на шпинделе 1, получает вращение от электродвигателя 2 через ременную передачу 3 и коробку скоростей 4. Движение подачи стол 5 получает от вала 6 через систему конических зубчатых колес и коробку подач 7. Стол 5 может иметь три различные направления движения подачи: 1) продольная подача осуществляется ходовым винтом 8, получающим вращение от конического зубчатого колеса 9; 2) вертикальная подача производится винтом 10 через коническое зубчатое колесо 11, жестко посаженное на винте 10; при вращении этого винта он, перемещаясь по гайке 12, опускает или поднимает стол; 3) поперечная подача достигается винтом 13, по которому перемещается жестко связанная со столом гайка 14.
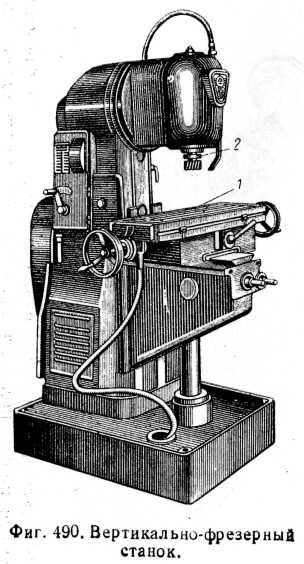
Вертикально-фрезерный станок. В вертикально-фрезерных станках шпиндель занимает вертикальное положение; привод главного движения подобен приводу вертикально-сверлильных станков. Подача в этих станках может быть продольной, поперечной и вертикальной.
Эти станки применяют главным образом для фрезерования шпоночных канавок, JL-образных пазов, пазов типа ласточкина хвоста и т. п.
На фиг. 490 дан общий вид вертикально-фрезерного станка. На столе 1 закрепляется деталь, а фреза крепится на шпинделе 2.
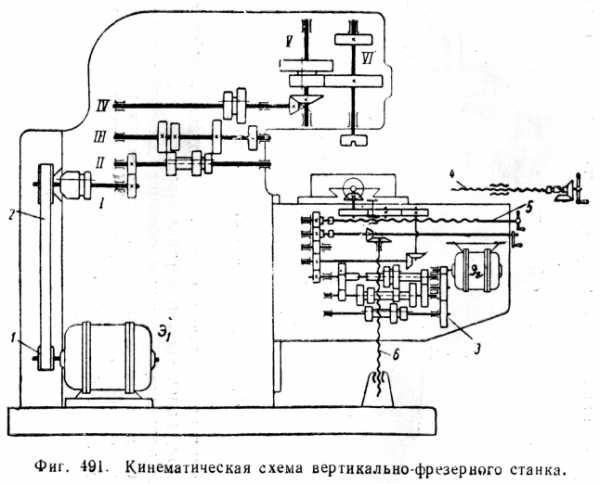
На фиг. 491 показана кинематическая схема вертикально-фрезерного станка, Согласно схеме шпиндель получает вращение от электродвигателя Э1 через шкивы 1 и 2 и далее через зубчатые колеса, расположенные на валах I, II, III, IV, V, VI. Подача в этом станке осуществляется от другого электродвигателя Э2 через коробку подач 3. Продольное перемещение стола (подача) производится винтом 4, поперечная — винтом 5 и вертикальная — винтом 6, полу
чающими движение через соответствующие зубчатые колеса коробки подач, аналогично тому, как это осуществлено в универсально-фрезерном станка (см. кинематическую схему на фиг. 489.
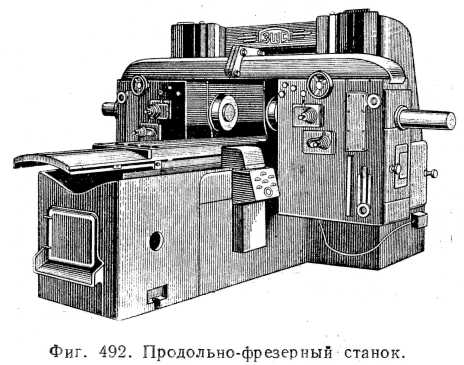
Продольно-фрезерный станок. Продольно-фрезерные станки применяют при обработке длинных и широких плоскостей, а также фасонных профилей на крупных деталях, например, станины различных станков. Эти станки отличаются высокой производительностью, так как могут работать одновременно несколькими фрезами. На фиг. 492 показан общий вид продольно-фрезерного станка. По направляющим станины может перемещаться в продольном направлении стол с закрепляемой на нем деталью; на вертикальных стойках находятся две фрезерные головки, могущие перемещаться в вертикальном направлении.
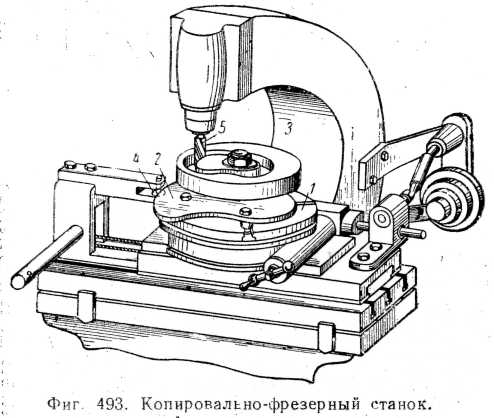
Копировально-фрезерный станок. Копировально-фрезерные станки применяют при обработке различных фасонных поверхностей. На фиг. 493 показана схема устройства копировально-фрезерного станка. На вращающемся столе 1 закреплен копир 2 и обрабатываемая деталь 3. Принцип работы станка заключается в том, что копир 2 непрерывно прижимается к ролику 4 под действием груза, не показанного на чертеже, и заставляет стол, на котором укреплена деталь, описывать траекторию, подобную линии очертания копира, а фреза 5 вследствие этого обрабатывает поверхность, очертание которой будет также аналогично с очертанием копира.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent.com
privetstudent.com