3Д756 станок плоскошлифовальный с вертикальным шпинделем и круглым столомСхемы, описание, характеристики. Станок плоскошлифовальный с круглым столом
3Е756, 3Е756Л станок плоскошлифовальный с вертикальным шпинделем и круглым столомСхемы, описание, характеристики
Сведения о производителе плоскошлифовального станка 3Е756
Производитель плоскошлифовального станка 3Е756, 3Е756Л - Воронежский станкостроительный завод, основанный в 1960 году.
Разработчик станка модели 3Е756, 3Е756Л — Одесское специальное конструкторское бюро специальных станков (СКБСС) 1991 год.
Станки выпускаемые Воронежским станкостроительным заводом
Технология обработки заготовок на плоскошлифовальных станках
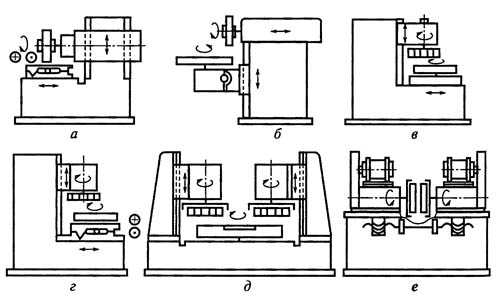
Схема обработки на плоскошлифовальных станках с обозначением движений:
а - станки с горизонтальными шпинделями, работающими периферией шлифовального круга с прямоугольным столом;
б - станки с горизонтальными шпинделями, работающими периферией шлифовального круга с круглым столом;
в - станки с вертикальными шпинделями, одношпиндельные, работающие торцом шлифовального круга с круглым столом;
г - станки с вертикальными шпинделями, одношпиндельные, работающие торцом шлифовального круга с прямоугольным столом;
д - станки двухшпиндельные, работающие торцом шлифовального круга с двумя вертикальными шпинделями;
е - станки двухшпиндельные, работающие торцом шлифовального круга с двумя горизонтальными шпинделями
Плоское шлифование является методом обработки закаленных и незакаленных деталей машин; иногда плоское шлифование применяют вместо чистового строгания и чистового фрезерования, а также такой трудоемкой операции, как шабрение. Оно отличается высокой производительностью, так как позволяет обрабатывать заготовки с большими габаритными размерами и имеет малые затраты времени на установку и закрепление заготовок благодаря тому, что применяют магнитные столы.
Плоские поверхности можно шлифовать периферией и торцом шлифовального круга.
На рисунке приведены схемы обработки плоских поверхностей деталей на плоскошлифовальных станках.
- контрольные плиты, угольники, линейки, стыки ответственных деталей и др.;
- детали с буртиками и пазами;
- тонкие детали, подверженные короблению;
- детали, имеющие недостаточно жесткую опорную поверхность, что приводит к неустойчивому положению их на станке;
- детали, на торце которых следует сделать поднутрение или создать выпуклости
Основными технологическими факторами, определяющими режим шлифования, являются заданные точность и шероховатость поверхности, мощность двигателя главного привода и стойкость шлифовального круга. Режимы резания задает технолог или мастер или выбирают по справочникам.
Показателями режима резания при плоском шлифовании периферией круга являются:
- скорость круга;
- скорость подачи заготовки;
- поперечная (параллельная оси шпинделя) подача;
- глубина шлифования.
Скорость шлифовального круга выбирают в зависимости от вида шлифования (обычное или скоростное) и возможностей станка.
Скорость подачи заготовок совпадает с продольным перемещением стола, на котором их закрепляют. Увеличение скорости подачи заготовки приводит к увеличению производительности обработки, поэтому выбирают высокие скорости подачи заготовки, особенно при предварительных операциях и снятии больших припусков. Повышение скорости подачи заготовки приводит к уменьшению нагрева и деформации обрабатываемого изделия. На чистовых операциях снижают скорость подачи заготовки.
При увеличении поперечной подачи повышается производительность, но увеличивается шероховатость обрабатываемой поверхности и износ круга, поэтому на чистовых операциях применяют меньшую поперечную подачу.
Глубина резания определяет в основном производительность обработки, однако она зависит от зернистости круга, требуемой шероховатости обрабатываемой поверхности, мощности двигателя привода шлифовальной бабки и ряда других факторов. При обработке крупнозернистыми кругами применяют большую глубину резания. При шлифовании мелкозернистыми кругами с большой глубиной наблюдается значительный износ мягких кругов или быстрое засаливание твердых кругов. При выполнении черновых операций используют большие значения скорости и глубины резания, а на чистовых операциях их снижают.
3Е756, 3Е756Л станок плоскошлифовальный с вертикальным шпинделем и выдвижным круглым столом. Назначение и область применения
Плоскошлифовальный станок с вертикальным шпинделем и выдвижным круглым электромагнитным столом модели 3Е756, 3Е756Л, 3Е756Л-1 предназначен для высокопроизводительного шлифования плоскостей различных машиностроительных деталей из ферромагнитных сплавов торцом шлифовального круга или шлифовальными сегментами.
Станки 3Е756, 3Е756Л и станок - полуавтомат 3Е756Л-1 могут быть использованы в условиях крупносерийного и массового производства для высокопроизводительного шлифования колец, фланцев и др.
Компоновка станков 3Е756, 3Е756Л и 3Е756Л-1 не имеет принципиальных различий.
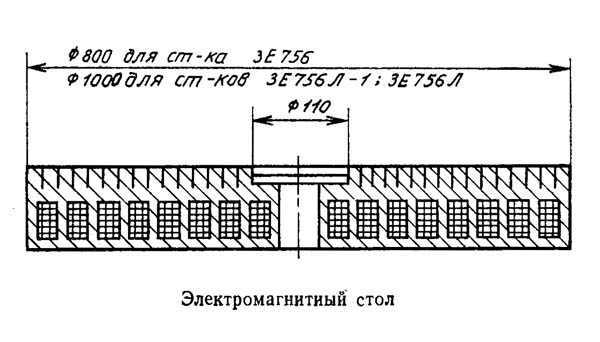
Отличие станка 3Е756Л от станка 3Е756 состоит в установке на нем электромагнитного стола диаметром 1000 мм вместо 800 мм.
Станок модели 3Е756Л-1 дополнительно к столу диаметром 1000 мм укомплектован прибором активного контроля модели 4066-И и электрооборудованием для обеспечения полуавтоматического цикла обработки деталей.
Краткая характеристика конструктивных и эксплуатационных особенностей
Жесткая конструкция станка, значительная мощность главного привода и большая скорость подачи позволяют получить высокую производительность.
Конструкция станка позволяет производить шлифовку деталей с большими припусками на обработку, то есть в “обдирочном” режиме. В конструкции шпинделя шлифовальной бабки использованы радиально-упорные подшипники качения высокой точности. Для горизонтального перемещения каретки используются направляющие скольжения.
Вертикальное перемещение осуществлятся посредством шарико-винтовых пар (ШВП).
Роликовые опоры качения позволяют достигнуть высокой плавности подачи и чувствительности к малым подачам.
Приборы визуального и активного контроля значительно повышают производительность и снижают процент брака.
Система блокировок полностью исключает работу на аварийных режимах.
На станке имеется автоматическая система смазки направляющих.
Наличие автоматического размагничивания деталей позволяет сократить технологический процесс обработки деталей.
Конструкция шлифовальной бабки с пристроенным электродвигателем значительно повышает ремонтопригодность станка.
Класс точности станков — П по ГОСТ 8—82Е.
Вид климатического исполнения станков — УХЛ4 по ГОСТ 15150—69.
Комплект поставки.
Принадлежности, поставляемые со станком, входящие в стоимость станка:
- Агрегат охлаждения
- Блок управления электромагнитной плитой
- Запасные части к станку и комплектующим изделиям
- Инструмент для обслуживания станка
Принадлежности, поставляемые по спецзаказу за отдельную плату
- Державка с твердосплавным диском и алмазным карандашом для правки абразивного инструмента
- Планшайба шлифовального круга
- Оправка для балансировки шлифовального круга
- Прибор визуального контроля для станка 3Е756Л
- Прибор активного контроля для станка 3Е756Л-1
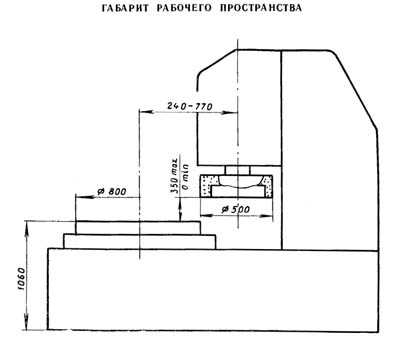
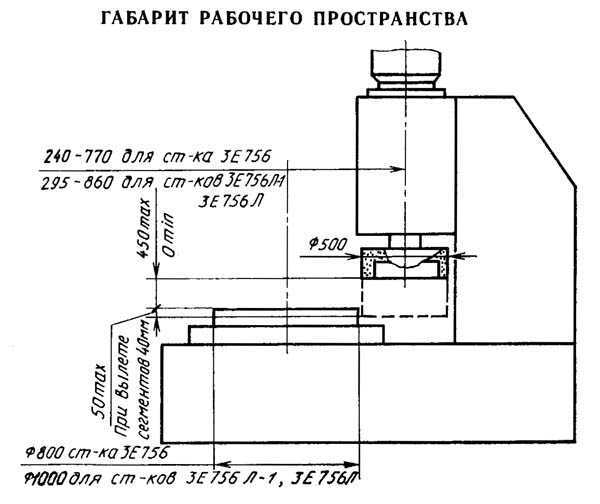
Габаритные размеры рабочего пространства плоскошлифовального станка
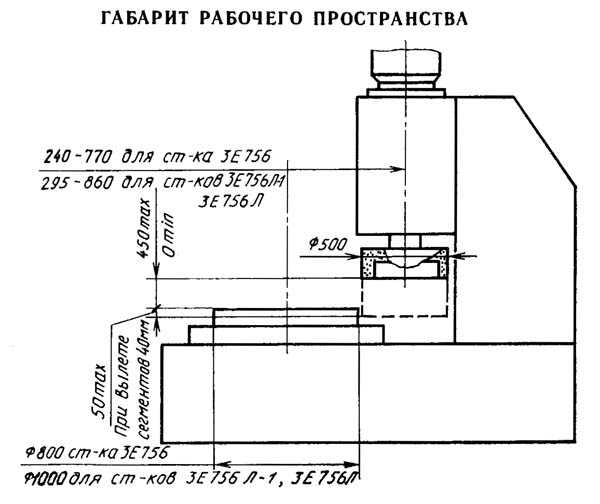
Габаритные размеры рабочего пространства станка 3Е756
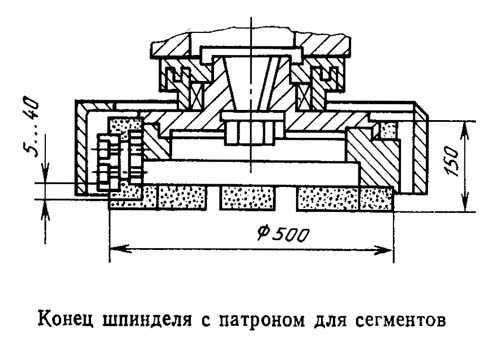
3Е756 Посадочные и присоединительные базы станка. Конец шпинделя с патроном для сегментов
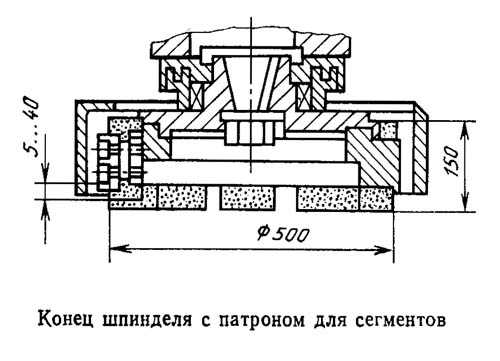
Конец шпинделя с патроном для сегментов станка 3Е756
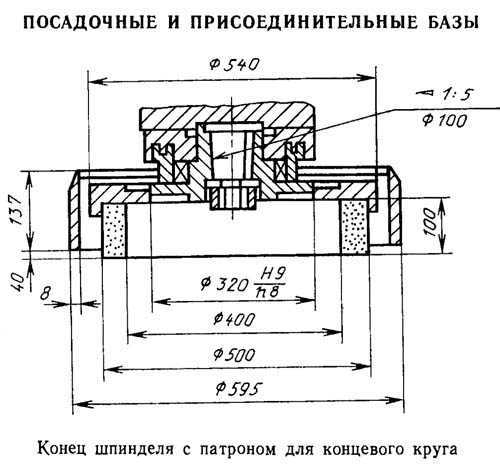
3Е756 Посадочные и присоединительные базы станка. Конец шпинделя с патроном для концевого круга
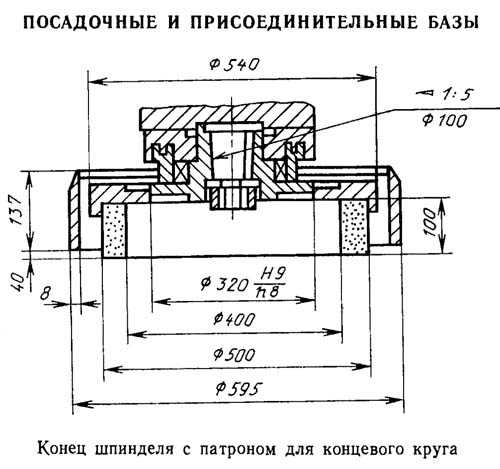
Конец шпинделя с патроном для концевого круга станка 3Е756
3Е756 Посадочные и присоединительные базы станка. Электромагнитный стол
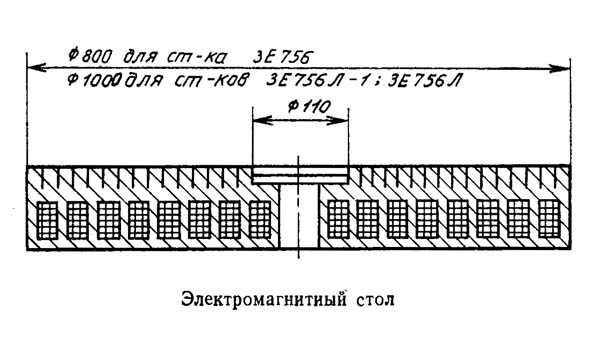
Электромагнитный стол станка 3Е756
3Е756 Общий вид плоскошлифовального станка
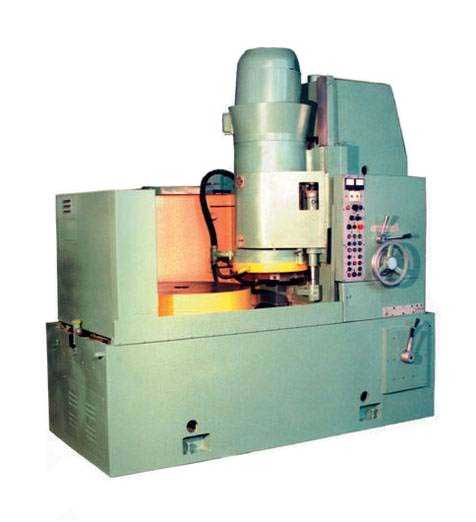
Фото плоскошлифовального станка 3Е756
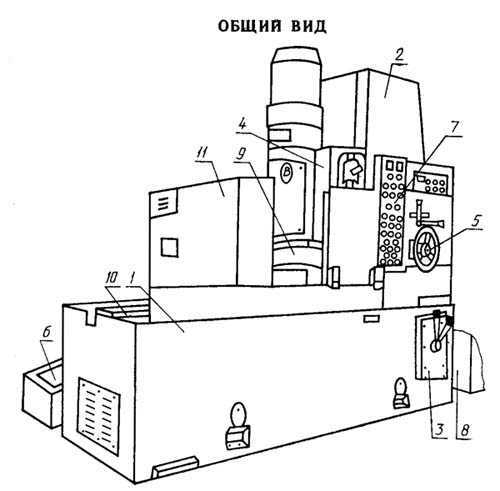
3Е756 Расположение составных частей плоскошлифовального станка
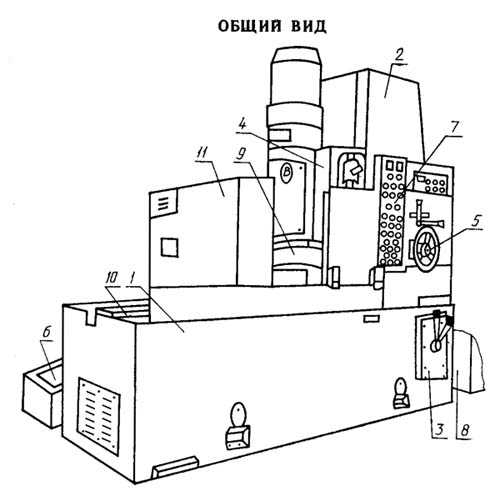
Расположение составных частей плоскошлифовального станка 3Е756
- Станина
- Колонна
- Коробка скоростей
- Бабка шлифовальная
- Механизм подач
- Агрегат охлаждения
- Пульт управления
- Электрошкаф
- Кожух шлифовального круга
- Защита направляющих станины
- Ограждение стола
Схема кинематическая плоскошлифовального станка 3Е756
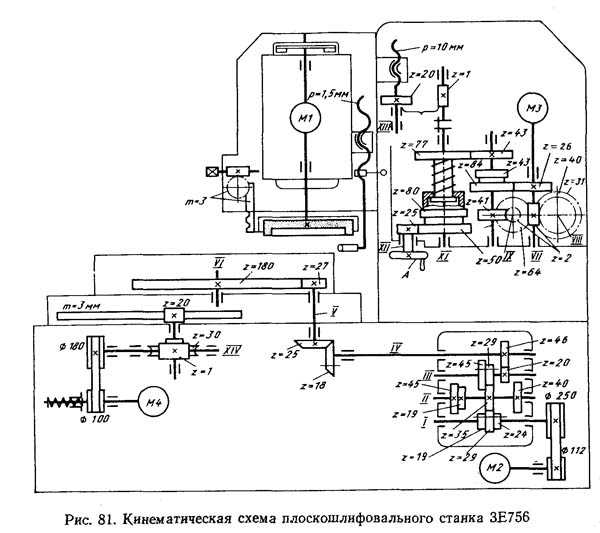
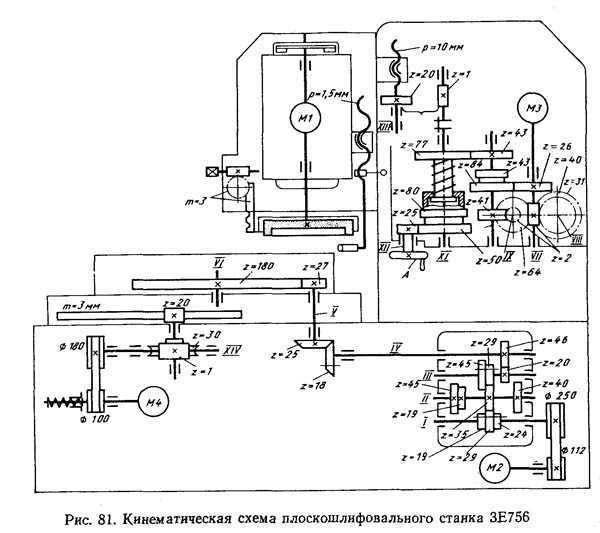
Кинематическая схема плоскошлифовального станка 3Е756
Схема кинематическая плоскошлифовального станка 3Е756. Смотреть в увеличенном масштабе
Описание кинематической схемы плоскошлифовального станка 3Е756
Кинематическая схема станка приведена на рис. 81 и состоит из следующих кинематических цепей: вращения круга и стола, перемещения каретки стола и подачи шлифовальной бабки.
Главное движение. Вращение шлифовального круга осуществляют встроенным электродвигателем Ml. При диаметре круга 500 мм скорость шлифования v = 26 м/с.
Вращение стола. Электромагнитный стол получает вращение от электродвигателя М2. Через ременную передачу 112/250 движение подается на вал I коробки передач. На валу I находится скользящий блок, состоящий из зубчатых колес z= 19, z—29, z=24, зубья которых могут сцепляться соответственно с колесами с 2=45, z=35, z=40, сидящими на валу II коробки. С вала II на вал III коробки передач движение можно передать через зубчатые передачи 35/29 или 19/45. Таким образом, коробка передач имеет шесть частот вращения. С вала III на вал IV движение передается через зубчатую передачу 20/46, с вала IV на вал V — через коническую передачу 18/25 и далее через передачу 27/180 приводится во вращение стол, смонтированный на валу VI. Частоты вращения стола: 5,5; 7,4; 10,5; 16,4; 21,8 и 29,7 об/мин.
Продольное перемещение стола. Перемещение каретки стола осуществляется электродвигателем М4 посредством следующих передач: ременной передачи 100/180, червячной 1/30 и ременной передачи, 2=20. Скорость продольного перемещения 3,3 м/мин.
Подачи шлифовальной бабки. Механизмами подачи обеспечивают: автоматическую подачу, ускоренный подвод, ручное перемещение и дозированную подачу.
Автоматическая вертикальная подача. От электродвигателя постоянного тока МЗ с приводом от магнитного усилителя с диапазоном регулирования частоты вращения 1 : 30 по следующей кинематической цепи: вал VII, червячная передача 2/26 на вал VIII, зубчатое колесо 31/64 на вал IX, червячная передача 2/41 на вал X, зубчатые колеса 43/77 на вал XI, посредством червячной передачи 1/20 на ходовой винт с шагом р=10 мм.
Вертикальную подачу шлифовальной бабки изменяют бесступенчато от 0,05 до 1,5 м/мин.
Ускоренное перемещение шлифовальной бабки. От электродвигателя М4 колесами 26/84 и 43/77 движение передают на вал XI и через червячную передачу 1/20 на ходовой винт XIII.
Дозированная подача шлифовальной бабки осуществляется от рукоятки и храповым колесом z=80.
Ручное перемещение шлифовальной бабки. Маховичком А вращают зубчатую передачу 25/50, червячную передачу 1/20 и тем самым ходовой винт XIII с р=10 мм. За один оборот маховичка А бабка переместится на 0,25 мм.
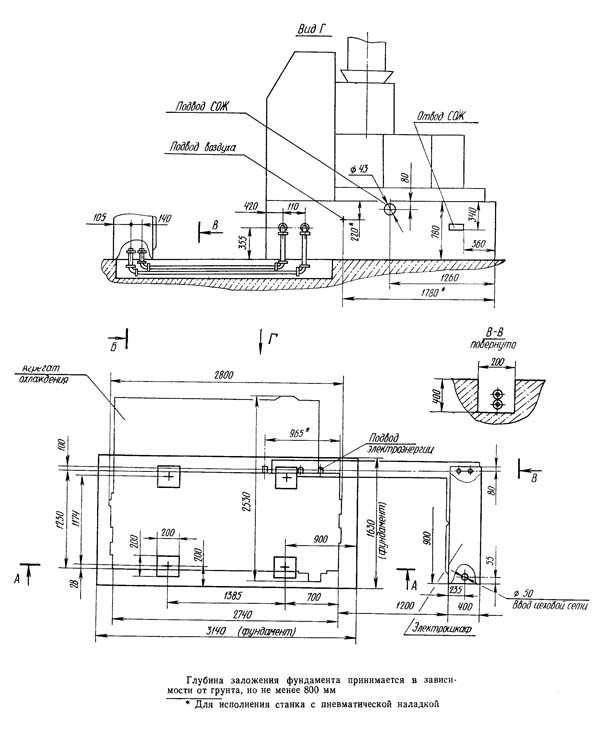
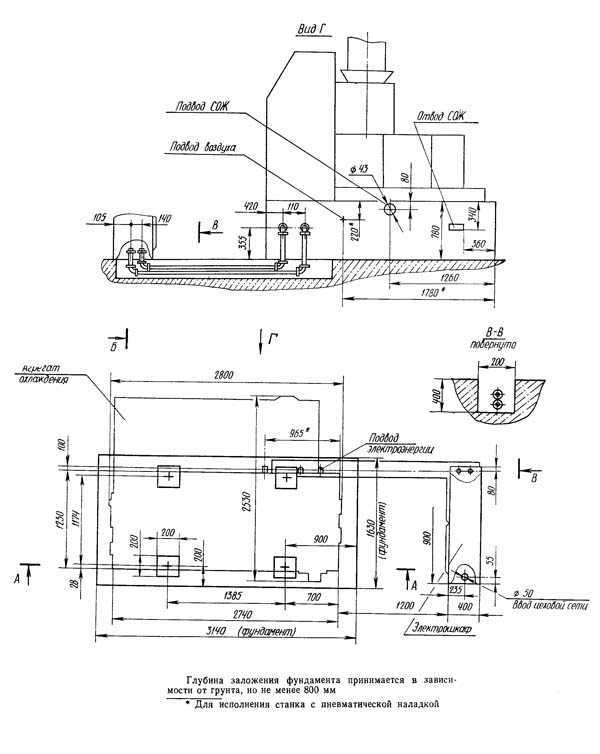
3Е756 Установочный чертеж плоскошлифовального станка
Установочный чертеж плоскошлифовального станка 3Е756
3Е756 станок плоскошлифовальный с вертикальным шпинделем и выдвижным круглым столом. Видеоролик.
Технические данные и характеристики станка 3Е756
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольшие размеры обрабатываемых изделий (диаметр х высота), мм | 800 х 480 | 1000 х 480 |
| Наименьшие размеры обрабатываемой заготовки круглого сечения, (диаметр х высота), мм | 40 х 5 | 40 х 5 |
| Необрабатываемый внутренний диаметр заготовки наибольшего диаметра, мм | (100)+0,8 | (100)+0,8 |
| Наибольшее расстояние от основания станка до рабочей поверхности стола, мм | 1060 | 1060 |
| Плоскость обработанных поверхностей, мкм | 9 | 14 |
| Параллельность верхней обработанной поверхности основанию, мкм | 9 | 14 |
| Шероховатость обработанной поверхности, Ra, мкм | 1 | 1 |
| Наибольшая масса обрабатываемых изделий, кг | 400 | 400 |
| Рабочий стол станка | ||
| Диаметр магнитного стола, мм | 800 | 1000 |
| Диаметр электромагнитного стола, мм | 110 | 110 |
| Частота вращения стола (6 ступеней), об/мин | 5...30 | 5...30 |
| Продольное перемещение стола, мм | 520 | 555 |
| Скорость продольного движения стола, м/мин | 3,2 | 3,2 |
| Мощность электромагнитной плиты, Вт | 590 | 814 |
| Шлифовальная бабка | ||
| Наибольшие размеры шлифовального круга по ГОСТ 2424-83, мм | 500х100х400 | 500х100х400 |
| Число оборотов шлифовального круга в минуту | 985 | 985 |
| Конец шпинделя шлифовальной бабки по ГОСТ 2323-76 (наибольший диаметр), мм | 100 | 100 |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 510 | 510 |
| Цена деления лимба вертикального перемещения шлифовальной бабки, мм | 0,005 | 0,005 |
| Вертикальное перемещение шлифовальной бабки на один оборот лимба, мм | 0,25 | 0,25 |
| Вертикальные подачи шлифовальной бабки, мм/мин | 0,05...3,0 | 0,05...3,0 |
| Скорость вертикального ускоренного перемещения, м/мин | 0,26 | 0,26 |
| Скорость замедленного подвода шлифовальной бабки, мм/мин | 12..16 | 12..16 |
| Привод и электрооборудование станка | ||
| род тока питающей сети | 50Гц, 380 В | 50Гц, 380 В |
| Количество электродвигателей на станке | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 37/ 55 | 37/ 55 |
| Электродвигатель привода вращения стола, кВт | 2,2 | 2,2 |
| Электродвигатель привода подач, кВт | 1,3 | 1,3 |
| Электродвигатель насоса системы смазки, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,6 | 0,6 |
| Электродвигатель магнитного сепаратора, кВт | 0,12 | 0,12 |
| Общая установленная мощность всех электродвигателей, кВт | 42,81/ 60,81 | 42,81/ 60,81 |
| Габариты и масса станка | ||
| Габарит станка, мм | 4425 х 2525 х 3405 | 4425 х 2525 х 3405 |
| Масса станка, кг | 9000 | 6200 |
Связанные ссылки
Каталог-справочник плоскошлифовальных станков
Паспорта и руководства плоскошлифовальных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
3Д756 станок плоскошлифовальный с вертикальным шпинделем и круглым столомСхемы, описание, характеристики
Сведения о производителе плоскошлифовального станка 3Д756
Производитель плоскошлифовального станка 3Д756 - Воронежский станкостроительный завод, основанный в 1960 году.
Разработчик станка модели 3Д756 — Одесское специальное конструкторское бюро специальных станков (СКБСС) 1973 год.
Станки выпускаемые Воронежским станкостроительным заводом
Технология обработки заготовок на плоскошлифовальных станках
Схема обработки на плоскошлифовальных станках с обозначением движений:
а - станки с горизонтальными шпинделями, работающими периферией шлифовального круга с прямоугольным столом;
б - станки с горизонтальными шпинделями, работающими периферией шлифовального круга с круглым столом;
в - станки с вертикальными шпинделями, одношпиндельные, работающие торцом шлифовального круга с круглым столом;
г - станки с вертикальными шпинделями, одношпиндельные, работающие торцом шлифовального круга с прямоугольным столом;
д - станки двухшпиндельные, работающие торцом шлифовального круга с двумя вертикальными шпинделями;
е - станки двухшпиндельные, работающие торцом шлифовального круга с двумя горизонтальными шпинделями
Плоское шлифование является методом обработки закаленных и незакаленных деталей машин; иногда плоское шлифование применяют вместо чистового строгания и чистового фрезерования, а также такой трудоемкой операции, как шабрение. Оно отличается высокой производительностью, так как позволяет обрабатывать заготовки с большими габаритными размерами и имеет малые затраты времени на установку и закрепление заготовок благодаря тому, что применяют магнитные столы.
Плоские поверхности можно шлифовать периферией и торцом шлифовального круга.
На рисунке приведены схемы обработки плоских поверхностей деталей на плоскошлифовальных станках.
Периферией круга обрабатывают, например, заготовки с жесткими допусками на отклонения от плоскостности:
- контрольные плиты, угольники, линейки, стыки ответственных деталей и др.;
- детали с буртиками и пазами;
- тонкие детали, подверженные короблению;
- детали, имеющие недостаточно жесткую опорную поверхность, что приводит к неустойчивому положению их на станке;
- детали, на торце которых следует сделать поднутрение или создать выпуклости
Основными технологическими факторами, определяющими режим шлифования, являются заданные точность и шероховатость поверхности, мощность двигателя главного привода и стойкость шлифовального круга. Режимы резания задает технолог или мастер или выбирают по справочникам.
Показателями режима резания при плоском шлифовании периферией круга являются:
- скорость круга;
- скорость подачи заготовки;
- поперечная (параллельная оси шпинделя) подача;
- глубина шлифования.
Скорость шлифовального круга выбирают в зависимости от вида шлифования (обычное или скоростное) и возможностей станка.
Скорость подачи заготовок совпадает с продольным перемещением стола, на котором их закрепляют. Увеличение скорости подачи заготовки приводит к увеличению производительности обработки, поэтому выбирают высокие скорости подачи заготовки, особенно при предварительных операциях и снятии больших припусков. Повышение скорости подачи заготовки приводит к уменьшению нагрева и деформации обрабатываемого изделия. На чистовых операциях снижают скорость подачи заготовки.
При увеличении поперечной подачи повышается производительность, но увеличивается шероховатость обрабатываемой поверхности и износ круга, поэтому на чистовых операциях применяют меньшую поперечную подачу.
Глубина резания определяет в основном производительность обработки, однако она зависит от зернистости круга, требуемой шероховатости обрабатываемой поверхности, мощности двигателя привода шлифовальной бабки и ряда других факторов. При обработке крупнозернистыми кругами применяют большую глубину резания. При шлифовании мелкозернистыми кругами с большой глубиной наблюдается значительный износ мягких кругов или быстрое засаливание твердых кругов. При выполнении черновых операций используют большие значения скорости и глубины резания, а на чистовых операциях их снижают.
Для повышения точности обработки и снижения шероховатости поверхности в конце цикла следует применять выхаживание.
3Д756 станок плоскошлифовальный с вертикальным шпинделем и выдвижным круглым столом. Назначение и область применения
Плоскошлифовальный станок с вертикальным шпинделем и выдвижным круглым электромагнитным столом модели 3Д756, 3П756Л предназначен для высокопроизводительного шлифования плоскостей различных машиностроительных деталей из ферромагнитных сплавов торцом шлифовального круга или шлифовальными сегментами.
Станки 3Д756 и станок - полуавтомат 3П756Л могут быть использованы в условиях крупносерийного и массового производства для высокопроизводительного шлифования колец, фланцев и др.
Компоновка станков 3Д756 и 3Д756Л не имеет принципиальных различий.
Отличие станка 3Д756Л от станка 3Д756 состоит в установке на нем электромагнитного стола диаметром 1000 мм вместо 800 мм.
Краткая характеристика конструктивных и эксплуатационных особенностей
Жесткая конструкция станка, значительная мощность главного привода и большая скорость подачи позволяют получить высокую производительность.
Конструкция станка позволяет производить шлифовку деталей с большими припусками на обработку, то есть в “обдирочном” режиме. В конструкции шпинделя шлифовальной бабки использованы радиально-упорные подшипники качения высокой точности. Для горизонтального перемещения каретки используются направляющие скольжения.
Вертикальное перемещение осуществлятся посредством шарико-винтовых пар (ШВП).
Шлифовальная бабка полностью закрыта от попадания в нее охлаждающей жидкости и абразивной пыли.
Механизм подачи станка чувствителен к очень малым перемещениям.
При предварительном черновом шлифовании возможен наклон колонны совместно с шлифовальной бабкой. Смазка направляющих каретки и стола осуществляется автоматически, что исключает износ направляющих и обеспечивает плавное перемещение каретки и вращение стола.
Размагничивание деталей после их шлифования осуществляется на станке.
Питание электромагнитной плиты, цепей управления, бесконтактных переключателей, а также пускателей перемещения шлифовальной бабки, осуществляется при помощи выпрямителей, собранных на полупроводниках.
Роликовые опоры качения позволяют достигнуть высокой плавности подачи и чувствительности к малым подачам.
Приборы визуального и активного контроля значительно повышают производительность и снижают процент брака.
Система блокировок полностью исключает работу на аварийных режимах.
На станке имеется автоматическая система смазки направляющих.
Наличие автоматического размагничивания деталей позволяет сократить технологический процесс обработки деталей.
Конструкция шлифовальной бабки с пристроенным электродвигателем значительно повышает ремонтопригодность станка.
Класс точности станков — П по ГОСТ 8—82Е.
Шероховатость обработанной поверхности при правке шлифовального круга металлической звездочкой не ниже V7, при правке круга алмазным карандашом не ниже V8.
Непараллельность верхней обработанной поверхности детали основанию не более 0,011 мм.
Вид климатического исполнения станков — УХЛ4 по ГОСТ 15150—69.
Комплект поставки станка 3Д756
Принадлежности, поставляемые со станком, входящие в стоимость станка:
- Агрегат охлаждения
- Блок управления электромагнитной плитой
- Запасные части к станку и комплектующим изделиям
- Инструмент для обслуживания станка
Принадлежности, поставляемые по спецзаказу за отдельную плату
- Державка с твердосплавным диском и алмазным карандашом для правки абразивного инструмента
- Планшайба шлифовального круга
- Оправка для балансировки шлифовального круга
- Прибор визуального контроля для станка 3Д756Л
3Д756 Габаритные размеры рабочего пространства плоскошлифовального станка
Габаритные размеры рабочего пространства станка 3Д756
3Д756 Посадочные и присоединительные базы станка
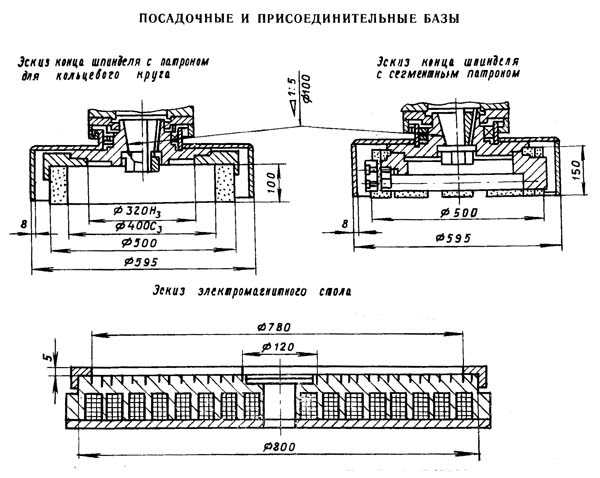
Посадочные и присоединительные базы станка 3Д756
3Д756 Общий вид плоскошлифовального станка

Фото плоскошлифовального станка 3Д756
3Д756 Перечень составных частей плоскошлифовального станка
- Станина 3Д756.101
- Колонна 3Д756.111
- Привод перемещения стала 3Д756.211
- Редуктор перемещения стола 3Д756.212
- Привод вращения стола 3Д756.213
- Коробка скоростей 3Д756.214
- Каретка стола 3Д756.221
- Бабка шлифовальная 3Д756.301
- Передача винт-гайка качения 3Д756.303
- Механизм подач 3Д756.331
- Редуктор подачи 3Д756.333
- Принадлежности 3Д756.451
- Сегментная головка 3Д756.511
- Пневмокоммуникация 3Д756.541
- Система смазки 3Д756.601
- Установка для смазки 3Д756.611
- Система охлаждения 3Д756.652
- Пистолет 3Д756.653
- Агрегат охлаждения 3Д756.661
- Электрооборудование станка 3Д756.801
- Электрооборудование агрегата охлаждения 3Д756.811
- Пульт управления 3Д756.821
- Трубопровод электрооборудования 3Д756.875
- Электроаппаратура шкафа 3Д756.841
- Блок управления плитой 3Д756.845
- Электромагнитная плита 3Д756.862
- Электрошкаф 3Д756.873
- Кожух шлифовального круга 3Д756.901
- Защитный кожух направляющих станины 3Д756.911
- Защитный кожух направляющих колонны (нижний) 3Д756.922
- Ограждение стола 3Д756.932
3Д756 Расположение органов управления плоскошлифовальным станком
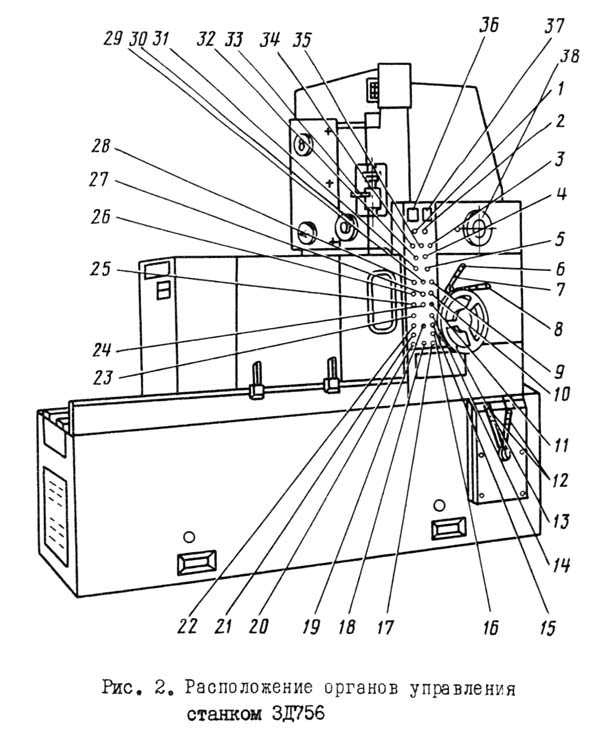
Расположение органов управления станком 3Д756
- Сигнальная лампа "Сеть"
- Сигнальная лампа "Подвод-отвод шлифовального круга"
- Регулятор выдержки времени отвода шлифовальной бабки
- Переключатель освещения станка
- Кнопка "Все стоп"
- Кнопка "Толчок механизма подачи"
- Рукоятка переключения вида подачи
- Рукоятка дозированной подачи
- Кнопка "Пуск смазки"
- Кнопка "Отвод по реле времени"
- Кнопка "Ускоренный отвод бабки"
- Рукоятки переключения скорости вращения стола
- Маховик ручного перемещения шлифовальной бабки
- Кнопка "Толчковое вращение стола"
- Кнопка "Стол вправо"
- Сигнальная лампа "Намагничивание плиты"
- Кнопка "Намагничивание плиты"
- Переключатель "Плита включена-выключена"
- Кнопка "Стоп движения стола"
- Кнопка "Размагничивание плиты"
- Сигнальная лампа "Размагничивание плиты"
- Кнопка "Стол влево"
- Кнопка "Вращение стола"
- Кнопка "Замедленный подвод бабки"
- Кнопка "Ускоренный подвод бабки"
- Кнопка "Пуск рабочей подачи"
- Кнопка "Стоп подачи"
- Кнопка "Пуск охлаждения"
- Кнопка "Стоп охлаждения"
- Рукоятка положения кожуха шлифовального круга
- Кнопка "Пуск вращения круга"
- Переключатель выбора режима работы
- Рукоятка механизма правки
- Регулятор выдержки времени обработки
- Регулятор скорости подачи
- Указатель величины подачи шлифовальной бабки
- Указатель нагрузки электродвигателя шлифовального крута
- Прибор визуального контроля
Схема кинематическая плоскошлифовального станка 3Д756
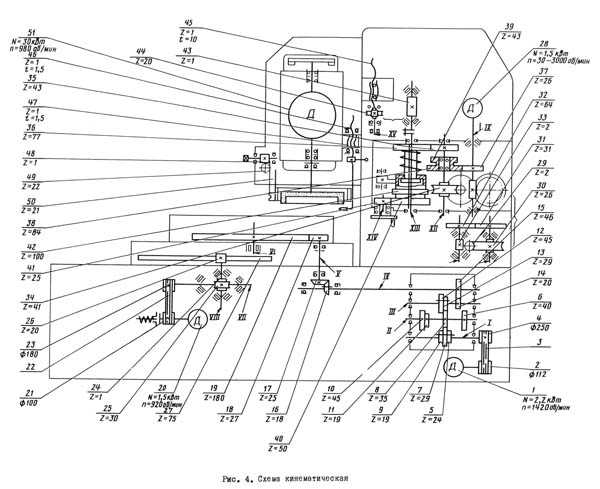
Кинематическая схема плоскошлифовального станка 3Д756
Схема кинематическая 1 плоскошлифовального станка 3Д756. Смотреть в увеличенном масштабе
Схема кинематическая 2 плоскошлифовального станка 3Д756. Смотреть в увеличенном масштабе
Описание кинематической схемы плоскошлифовального станка 3Д756
Станок 3Д756 имеет следующие разделенные кинематические цепи:
- Вращение шлифовального круга
- Вращение стола
- Перемещение каретки стола вдоль станины
- Вертикальная подача шлифовальной бабки
1. Вращение шлифовального круга осуществляется от встроенного электродвигателя 51 (N = 30 кВт, n = 980 об/мин).
2. Вращение электромагнитного стола осуществляется от электродвигателя 1 (N = 2,2 кВт, n = 1420 об/мин) через клиноременную передачу, шестискоростную коробку скоростей, коническую 16-17 и цилиндрическую 18-19 пары шестерен.
3. Перемещение каретки стола осуществляется от электродвигателя 20 N = 1,5 кВт, n = 920 об/мин через клиноременную передачу, червячный редуктор, реечную шестерню 26 и рейку 27.
4. Подача шлифовальной бабки осуществляется от электродвигателя 28 постоянного тока N =1,5 кВт, n = 30-3000 об/мин, приводом от магнитного усилителя с диапазоном регулирования числа оборотов 1:100.
Механизмом подачи обеспечивается получение следующих видов подач:
- а) автоматическая подача осуществляется от электродвигателя 28 через червячную передачу 29-30, цилиндрическую пару 31-32, червячную пару 33-34, цилиндрическую зубчатую передачу 35-36 механизма подач и через червячный редуктор подачи 43-44 на винтовую пару 45 с шагом 10 мм;
- б) ускоренный и замедленный подвод, а такие ускоренный отвод осуществляется от электродвигателя 28 через две зубчатые парк 37-38, 39-36 на редуктор подачи и винтовую пару 45;
- в) ручное перемещение и ручная подача осуществляется вращением маховика через зубчатую пару 41-40;
- г) дозированная подача осуществляется от специальной рукоятки с собачкой и храповым колесом 42.
Конструкция плоскошлифовального станка 3Д756
Станина
Станина станка представляет собой жесткую ребристую отливку замкнутой формы.
Плоская и "V" -образная направляющие, по которым перемещается каретка со столом, защищены от попадания охлаждающей жидкости и полностью перекрываются кожухами.
Для ограничения перемещения каретки на горизонтальной плоскости станины устанавливаются упоры - подпружиненный в крайнем правом положении и жесткий в крайнем левом положении. Охлаждающая эмульсия собирается в корыте основания и по наклонным стокам сливается через отводное отверстие в магнитный сепаратор, находящийся на агрегате для охлаждающей жидкости.
В правой изолированной нише станины помещается привод вращения стола, а в левой нише - привод перемещения стола.
На передней стенке станины закреплена коробка скоростей, а между направляющими помещается редуктор перемещения стола.
На правой верхней части станины кренится в трех точках колонна.
Для транспортировки станины предусмотрены специальные отверстия.
Смазка направляющих перемещения каретки осуществляется специальными роликами, находящимися в карманах станины.
Колонна
Колонна представляет собой коробчатую отливку с внутренними ребрами жесткости. Колонна имеет прямоугольные вертикальные направляющие скольжения для перемещения шлифовальной бабки.
Колонна устанавливается на станине на трех регулируемых опорах. Две из них расположены со стороны направляющих и одна - с противоположной стороны - посередине. Все три опоры регулируются вручную.
Между станиной и колонной при регулировке должен быть зазор 1-2 мм. Регулировка в трех точках позволяет выставить рабочую плоскость шлифовального круга строго параллельно плоскости электромагнитного стола.
Между направляющими колонны монтируется червячный редуктор подачи с винтом перемещения шлифовальной бабки.
В колонну встраивается механизм подачи и двигатель привода механизма подач.
Направляющие колонны в нижней части защищены от попадания абразивной пыли и охлаждающей жидкости специальными щитками.
Привод перемещения стола
Привод перемещения стола помещается в левой нише станины. Он состоит из электродвигателя; плиты; основания плиты; шкива и клиноременной передачи, передающей вращение от электродвигателя редуктору перемещения стола. На валу электродвигателя насажена фрикционная муфта, соединяющаяся со шкивом, отрегулированная на передачу крутящего момента 145 кгсм.
Плита с установленным на ней электродвигателем пересекается по направляющим основания, обеспечивая необходимое натяжение ремней.
Редуктор перемещения стола
Редуктор перемещения стола устанавливается на верхней плоскости станины между направляющими и передает вращение от привода перемещения стола через червячную передачу и реечную шестерню на зубчатую рейку каретки стола, с помощью которой стол перемещается по направляющим станины из загрузочной позиции в рабочую. Смазка редуктора осуществляется централизованно.
Привод вращения стола
Привод вращения стола помещается в правой нише станины. Он состоит из следующих узлов:
- электродвигатель;
- плита;
- основание плиты;
- шкив;
- клиноременная передача, передающая вращение от электродвигателя коробке скоростей.
Плита с установленным на ней электродвигателем перемешается по направляющим основания, обеспечивая необходимое натяжение ремней.
Коробка скоростей плоскошлифовального станка 3Д756
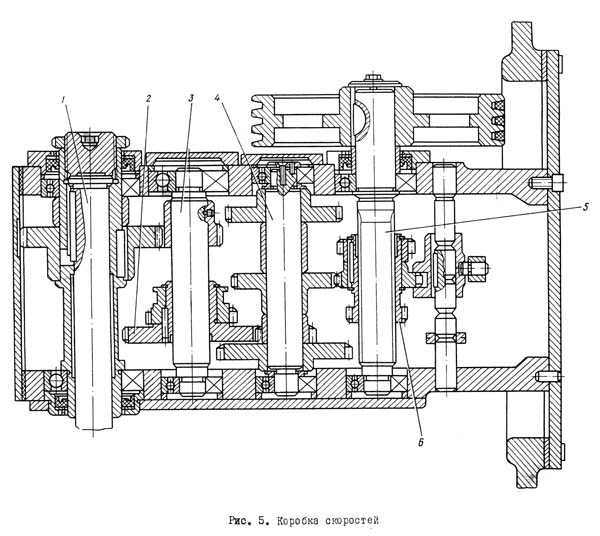
Коробка скоростей плоскошлифовального станка 3Д756
Шестискоростная, четырехваловая 3, 4, 5 коробка скоростей служит для передачи вращения от электродвигателя к столу и устанавливается на передней стенке станины. Все вали коробки скоростей собраны но шариковых подшипниках. По первому и третьему шлицевым валам перемещаются соответственно тройной и двойной зубчатые блоки б и 2, изменение положения которых осуществляется двумя рукоятками управления и обеспечивает шесть различных скоростей вращения стола.
Смазка опор качения и зубчатых передач коробки скоростей осуществляется от централизованной системы.
Каретка стола
Каретка служит для перемещения по направляющим станины электромагнитного стола из зоны загрузки в зону обработки.
Каретка стола 2 представляет собой жесткую литую деталь, обребренную изнутри, с двумя направляющими для перемещения по станине и кольцевую направляющую для вращения стола. В центральной расточке каретки базируется ось 6, относительно которой вращается стол 3. Снизу к каретке крепится редуктор 10, в расточке которого монтируется вал 8 с шестерней 9, приводящей во вращение стол 3.
К нижней плоскости каретки крепится рейка I продольного перемещения каретки.
Для защиты направляющих станины к торцам каретки и по боковым ее сторонам крепятся щитки, перекрывающие направляющие в любом положении каретки.
Стол 3 - отливка с ребрами жесткости - имеет кольцевую направляющую скольжения II. К верхней обработанной поверхности стола крепится электромагнитная плита 5. Центральная расточка стола служит базой для радиального подшипника 7, который, в свою очередь, внутренним кольцом базируется на оси 6 каретки. Вращение стола осуществляется косозубой парой шестерен 9, 4.
Смазка поверхностей трения и зубчатого зацепления осуществляется из картера в каретке стола.
Шлифовальная бабка
Шлифовальная бабка перемещается по вертикальным прямоугольным направляющим колонны от винта, работающего в паре с шариковой гайкой, укрепленной в корпусе бабки.
Шлифовальная бабка удерживается от опрокидывания планками, привернутыми по всей длине направляющих корпуса бабки. Зазор между направляющими колонны и бабки выбирается регулировочными клиньями.
Шпиндель I шлифовальной бабки вращается в подшипниках качения. В нижней б и верхней 3 опорах установлены сдвоенные радиально-упорные шарикоподшипники, воспринимающие радиальные нагрузки. Осевые усилия на шпиндель воспринимаются расположенным перед нижней опорой упорным шарикоподшипником 8, установленным с предварительным натягом. Натяг осуществляется тарированными пружинами сжатия 7, установленными в корпусе у нижней опоры шпинделя. Величина усилия натяга превышает усилие, создаваемое весом шпинделя со всеми смонтированными на нем деталями.
Вращение шпинделя осуществляется от встроенного электродвигателя, ротор 4 которого напрессован на шпиндель, а статор вмонтирован в корпусе бабки. Для охлаждения электродвигателя на верхнем конце шпинделя закреплен вентилятор 2.
Смазка опор шпинделя осуществляется подачей консистентной смазки через пресс-масленки.
На конусную шейку нижнего конца шпинделя надевается диск 5, к которому винтами крепится головка с кольцевым шлифовальным кругом или сегментная головка. Шпиндель с ротором и всеми собранными на нем деталями подвергается динамической балансировке. Диск с кольцевым шлифовальным кругом и сегментную головку балансируют отдельно. Дисбаланс не должен превышать 10 г.см и устраняется перемещением сухариков 9 по пазам дисков.
В корпусе шлифовальной бабки смонтировано приспособление для правки шлифовального круга. Механизм правки состоит из вала и укрепленного на нижнем его конце рычага с державкой, в которой закрепляется инструмент правки - шарошка или алмазный карандаш. Подача шарошки или алмаза на величину снимаемого слоя абразива производится по нониусу.
Правка производится покачиванием вручную валика правильного устройства. При этом инструмент правки описывает дугу, по величине несколько большую ширины круга. В нерабочем положении валик и рычаг удерживаются от свободного проворота пружинным фиксатором.
В корпусе бабки смонтирован механизм подъема кожуха шлифовального круга.
Смазка направляющих и винтовой пары осуществляется антискачковой смазкой от лубрикатора, укрепленного на корпусе бабки, с приводом от электродвигателя РД-09, N = 10 Вт; n выходного вала = 30.7 об/мин
Механизм подачи
Механизм подачи служит для:
- ускоренного перемещения шлифовальной бабки вверх и вниз;
- замедленного подвода шлифовальной бабки к шлифуемому изделию;
- механической рабочей подачи;
- отвода шлифовальной бабки от шлифуемого изделия на скорости 1,5 мм/мин.
Все эти движения осуществляются от электродвигателя 6 постоянного тока с приводом от магнитного усилителя.
Кроме вышеуказанных движений механизм подачи осуществляет:
- ручное перемещение шлифовальной бабки вверх и вниз с помощью маховика I и ручные точные подачи при шлифовании по лимбу;
- толчковую дозированную подачу.
Настройка на глубину снимаемого припуска с автоматическим отключением рабочей подачи производится по реле времени.
Настройка скорости подачи ведется регуляторами скорости, установленными на пульте управления.
Механизм подач устанавливается в нише на передней стенке колонны и снаружи закрывается кожухом.
При ускоренном и замедленном перемещениях шлифовальной бабки вращение от электродвигателя 6 на червячный вал I редуктора подач (рис. 9) передается через две пары цилиндрических шестерен 9, 10, 8, 5 (см. рис. 8).
Из положения, соответствующего ускоренному перемещению, подвижный блок может быть установлен в положение ручной и дозированной подачи. При этой вращением, маховика I через зубчатую пару 2, 3 вращение передается на червячный вал редуктора подачи. При перемещении блока в положение, соответствующее автоматической подаче, вращение передается через червячную пару 12, 11, зубчатую пару 16, 15, червячную пару 13, 14 и зубчатую пару 7, 5.
Шестерни ручной подачи при этой остаются в зацеплении и маховик вращается. Ускоренное перемещение и автоматическая подача могут быть включены только в том случае, если кулачок, расположенный на оси рукоятки переключения подвижного блока, нажмет на соответствующий конечный выключатель. Рукоятка переключения фиксируется фиксатором в трех положениях, соответствующих ускоренному, ручному перемещению (в т.ч. дозированной подаче) и автоматической подаче.
В рукоятку переключения вмонтирован толкатель, взаимодействующий с кнопкой включения электродвигателя подачи минимальных оборотов (30 об/мин).
При включении автоматической подачи рукоятка сразу ставится в фиксированное положение. При несовпадении зуба с впадиной включаемой зубчатой пары 5, 7 шестерня 5 под действием пружины 4 входит в зацепление с вращающейся шестерней 7.
Дозированная подача осуществляется нажатием рукоятки вниз, при этом собачка на рукоятке провернет храповое колесо на один зуб. Регулировка узла поворота собачки производится винтом на передней стенке корпуса. Притормаживание храповика осуществляется тремя тормозными колодкам на валу маховика. Смазка механизма подач централизована.
Редуктор подачи
Редуктор подачи устанавливается на колонне и передает вращение от механизма подач на ходовой винт шлифовальной бабки.
Редуктор состоит из червячной передачи 3, 2 с передаточным отношением 1:20. Валы редуктора смонтированы на подшипниках качения. Смазка - централизованная.
3Д756 Пневматическая схема плоскошлифовального станка
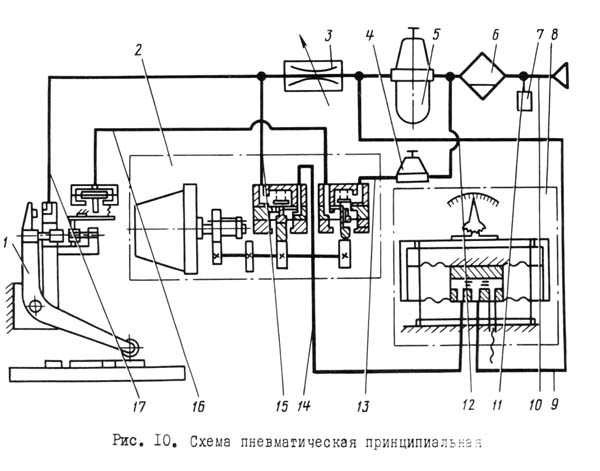
Пневматическая схема плоскошлифовального станка 3Д756
Перечень элементов пневматической схемы
- Рычаг измерительного устройства
- Командоаппарат
- Сопло входное
- Стабилизатор
- Блок фильтра и стабилизатора
- Влагоотделитель
- Реле давления
- Отсчетно-командное пневматическое устройство
- ..17. Линии связи
Описание работы пневмосистемы
Воздух от сети под давлением 3,5...6 кгс/см2 (50...92 фунт/дюйм2) поступает через влагоотделитель 6 к стабилизаторам 4,5. Измерительная система прибора питается через стабилизатор 5, а арретир прибора через стабилизатор 4. При помощи стабилизатора 5 устанавливается рабочее давление 1...1.5 кгс/см2 (14...21 фунт/дюйм2) при настройке отсчетного устройства. При помощи стабилизатора 4 устанавливается давление 1,0 кгс/см2 (14 фунт/дюйм )
Реле давления 7 настраивается на давление 3,5 кгс/см2 (50 фунт/дюйм ) и когда давление в сети падает ниже установленного уровня, выдает управляющую команду на станок.
Измерительное устройство прибора располагается над столом станка, а рычаг I контактирует с поверхностью обрабатываемых деталей. Измерительный рычаг в процессе контроля удерживается от перемещения с помощью специального фрикционного тормоза. Периодически командоаппарат 2 включает арретир, и тормоз освобождает рычаг на короткое время. Рычаг I под действием пружины опускается на деталь или в пространство между деталями. Мотор командоаппарата вращается с постоянной скоростью и за каждый оборот освобождает на короткое время рычаг I и затем соединяет измерительное сопло с отсчетным устройством 8.
Подача команд исполнительным органом полуавтомата на изменение режимов обработки осуществляется с помощью электронного реле.
Примечание. Подробное описание работы прибора активного (визуального) контроля дано в паспорте на прибор.
Электрооборудование плоскошлифовального станка
Схема электрическая принципиальная станка 3Д756
Схема электрическая принципиальная 3Д756. Смотреть в увеличенном масштабе
3Д756 станок плоскошлифовальный с вертикальным шпинделем и выдвижным круглым столом. Видеоролик.
Технические данные и характеристики станка 3Д756
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольшие размеры обрабатываемых изделий (диаметр х высота), мм | 800 х 480 | 800 х 350 |
| Наименьшие размеры обрабатываемой заготовки круглого сечения, (диаметр х высота), мм | 40 х 5 | 40 х 5 |
| Наибольшая высота наименьшего диаметра обрабатываемой заготовки круглого сечения, мм | 40 | |
| Необрабатываемый внутренний диаметр заготовки наибольшего диаметра, мм | (100)+0,8 | |
| Наибольшее расстояние от основания станка до рабочей поверхности стола, мм | 1060 | 1060 |
| Расстояние от оси шлифовального круга до направляющих колонны (вылет), мм | 250 | |
| Плоскость обработанных поверхностей, мкм | 9 | |
| Параллельность верхней обработанной поверхности основанию, мкм | 9 | |
| Шероховатость обработанной поверхности, Ra, мкм | 1 | |
| Наибольшая масса обрабатываемых изделий, кг | 400 | 200 |
| Рабочий стол станка | ||
| Наружный диаметр электромагнитного стола, мм | 800 | 800 |
| Внутренний диаметр электромагнитного стола, мм | 110 | 120 |
| Частота вращения стола (6 ступеней), об/мин | 5...30 | 5; 7,5; 10; 15; 21; 30 |
| Продольное перемещение стола, мм | 520 | 530 |
| Скорость продольного движения стола, м/мин | 3,2 | 3,2 |
| Мощность электромагнитной плиты, Вт | 590 | |
| Шлифовальная бабка | ||
| Наибольшие размеры шлифовального круга по ГОСТ 2424-83, мм | 500х100х400 | 500х100х400 |
| Размер шлифовальных сегментов, мм | 100 х 85 | |
| Количество шлифовальных сегментов в патроне | 10 | |
| Число оборотов шлифовального круга в минуту | 985 | 980 |
| Конец шпинделя шлифовальной бабки по ГОСТ 2323-76 (наибольший диаметр конуса), мм | 100 | 100 |
| Конусность | 1:5 | |
| Диаметр резьбы, мм | М48х3 | |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 510 | 410 |
| Цена деления лимба вертикального перемещения шлифовальной бабки, мм | 0,005 | 0,005 |
| Вертикальное перемещение шлифовальной бабки на один оборот лимба, мм | 0,25 | 0,25 |
| Вертикальные подачи шлифовальной бабки, мм/мин | 0,05..3,0 | 0,05..1,5 |
| Скорость вертикального ускоренного перемещения, м/мин | 0,26 | 0,25 |
| Скорость замедленного подвода шлифовальной бабки, мм/мин | 12..16 | |
| Наклон шлифовального круга, мм | 0,05..0,2 | |
| Привод и электрооборудование станка | ||
| род тока питающей сети | 50Гц, 380 В | 50Гц, 380 В |
| Количество электродвигателей на станке | 7 | 8 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 37/ 55 | 30 |
| Электродвигатель привода вращения стола, кВт | 2,2 | 2,2 |
| Электродвигатель привода подач, кВт | 1,3 | 1,5 |
| Электродвигатель насоса системы смазки, кВт | 0,09 | 0,18 |
| Электродвигатель насоса системы охлаждения, кВт | 0,6 | 0,6 |
| Электродвигатель магнитного сепаратора, кВт | 0,12 | 0,12 |
| Электродвигатель привода фильтра-транспортера, кВт | 0,12 | 0,12 |
| Общая установленная мощность всех электродвигателей, кВт | 42,81/ 60,81 | 36,1 |
| Габариты и масса станка | ||
| Габарит станка, мм | 4425 х 2525 х 3405 | 4440 х 2530 х 2520 |
| Масса станка, кг | 9000 | 10100 |
Связанные ссылки
Каталог-справочник плоскошлифовальных станков
Паспорта и руководства плоскошлифовальных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Плоскошлифовальный станок с круглым столом и вертикальным шпинделем ЛШ381
Плоскошлифовальный станок с круглым выдвижным электромагнитным столом и вертикальным шпинделем ЛШ381 предназначен для высокопроизводительного шлифования плоских деталей шлифовальными сегментами. Класс точности - П.
Обновленная модель данного станка имеет модернизированное ограждение зоны шлифования и обеспечивает удобство загрузки изделия в зону обработки, легкость обслуживания и уборки станка. На станке установлена система смыва абразивного материала со стола.
Конструкция станка позволяет производить шлифовку деталей с большими припусками на обработку, то есть в “обдирочном” режиме. В конструкции шпинделя шлифовальной бабки использованы радиально-упорные подшипники качения высокой точности. Для вращения стола и горизонтального перемещения каретки используются направляющие скольжения.
Станок имеет:
- автоматическое определение касания детали;
- автоматическая система смазки направляющих;
- защита от пропадания питания цепи электромагнитной плиты;
- автоматический отвод шлифовальной бабки при перегрузке.
Технические характеристики плоскошлифовального станка ЛШ381
| Размеры обрабатываемых деталей, мм | 1000х450 (диаметр х высота) |
| Наибольшая масса заготовки, кг | 400 |
| Диаметр магнитного стола, мм | 1000 |
| Внутренний диаметр электромагнитного стола, мм | 110 |
| Наибольшее расстояние от основания до рабочей поверхности стола, мм | 1060 |
| Частота вращения шпинделя, об/мин | 1000 |
| Пределы частоты вращения стола, об/мин | 5 - 30 |
| Количество ступеней частот вращения стола | 6 |
| Продольное перемещение стола, мм | 555 |
| Скорость продольного перемещения стола, м/мин | 3,2 |
| Пределы вертикальных подач шлифовальной бабки, мкм/сек. | 1..100 |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 510 |
Вертикальное перемещение шлифовальной бабки:
|
0,1; 1,0 0,001; 0,01 |
| Скорость быстрого хода шлифовальной бабки, м/мин | 0,26 |
| Скорость замедленного хода шлифовальной бабки, мкм/сек | от 1 |
Дискретность
|
1 1 |
Размеры конуса шпинделя по ГОСТ 2323-76
|
1:5 100 |
| Тип электропривода перемещения шлифовальной бабки | сервопривод |
| Тип штурвала шлифовальной бабки | электронный |
| Мощность электромагнитной плиты, Вт | 814 |
| Удельное тяговое усилие электромагнитного стола, Н/см2, не менее | 35 |
| Количество управляемых осей координат | 1 |
| Типоразмеры шлифовального круга по ГОСТ Р 52781-2007 (ГОСТ 2424-83) | 2 500×100×400 |
| Габаритные размеры (LxBxH), мм | 3150х1635х3380 |
| Масса ЛШ381 , кг | 8800 |
Базовая комплектация станка:
- агрегат подачи СОЖ,
- сепаратор магнитной очистки СОЖ,
- установка смазки,
- планшайба с сегментной головкой,
- устройство правки шлифовальных сегментов,
- обслуживающий инструмент,
- руководство по эксплуатации.
rustan.ru
Плоскошлифовальный станок – конструкция, характеристики, способы шлифовки
Плоскошлифовальный станок – это устройство, посредством которого происходит обработка поверхности металлических изделий.

Процесс шлифовки
Общее описание
Данное устройство позволяет проводить шлифовку плоской металлической поверхности с высокой точностью. В ходе работы чистота обрабатываемой поверхности соответствует 9–10 классу. Такой результат сопоставляется со степенью шероховатости в 0,63–0,16 микрометров по ГОСТу 2789-73.
Если на плоскошлифовальном станке установлено дополнительное оснащение, на нем можно производить обработку не только плоских, но и фасонных поверхностей. Недавно также стали доступными плоскошлифовальные машины, которые позволяют обрабатывать конусообразные элементы.Аппараты для плоской шлифовки металла представлены в разнообразных вариантах, благодаря чему можно работать с деталями разной формы. Так, станок с прямоугольным столом, суппортом и горизонтальным шпинделем подходит для обработки периферией круга. Он хорошо шлифует торцовые поверхности в границах, обозначенных кожухом устройства. Данный тип плоскошлифовальных станков можно встретить в инструментальных цехах.
Универсальные инструменты с прямоугольным столом могут иметь вертикальный и горизонтальный шпиндель. Точность шлифовки у них не самая высокая, зато для них характерна хорошая производительность благодаря мощным электродвигателям, большим шлифовальным кругам и повышенной жесткости конструкции. В этом заключается отличие универсального оборудования от аппаратов с крестовым суппортом.

Плоскошлифовальный станок с чпу
По степени автоматизма устройства общего назначения подразделяются на две категории:
- полуавтоматы, поддерживающие активную регулировку работы настольного аппарата;
- неавтоматизированные.
Способы шлифовки
Обработка металла на плоскошлифовальных станках проводится двумя путями:
- торцом круга;
- периферией.
В первом случае отмечается высокая производительность работы плоскошлифовального станка. При таком типе шлифовки дуга контакта детали и аппарата описывается незначительной величиной. В результате этого в зоне шлифования создается достаточно высокая температура, которая так или иначе снижает точность проведения операции (круговая подача способствует значительному уменьшению точности). Помимо этого возникают некоторые сложности с отводом стружки от плоскошлифовального станка.

Обработка заготовки торцом круга
Существуют следующие техники шлифовки с помощью плоскошлифовального станка.
Многопроходная обработкаЭлемент фиксируется на поверхности и перемещается со скоростью около 45 метров в минуту. Изделие неоднократно передвигается под кругом, который постепенно поступает вглубь, пока полностью не снимется припуск. Последние ходы протекают без подачи или с небольшой вертикальной подачей.
Однопроходная схемаТакой способ применим для устройств с круглыми столами, когда плоскошлифовальный станок идет вертикально во всю глубину за один проход. За счет этого одним оборотом поверхности снимается весь припуск. Если нужно удалить больший припуск с максимальной точностью шлифовки, лучше брать устройства с тремя головками. Они подходят для работы на больших объектах, где осуществляется массовое производство.
Двусторонний способТехника предполагает синхронную шлифовку двух торцов детали. Чтобы полностью снять припуск, требуется не один проход. При таком методе основная подача идет благодаря круговой или прямолинейной подаче детали, а резка осуществляется за счет вращения инструмента.
Вне зависимости от того, какой тип обработки металла периферией выбран, он будет отличаться от описанных ранее техник незначительным образованием тепла и низким усилием резки. По этой причине периферией круга обрабатывают не слишком жесткие изделия. Следует отметить то, что производительность шлифовки торцом всегда больше, чем периферией.
Различают следующие методы шлифовки периферией круга.
ГлубинныйС каждым ходом снимается значительный припуск, причем скорость продольной подачи в таком случае минимальна. Из-за того, что на располагающиеся у торца абразивы приходится вся тяжесть удаления, круг довольно быстро стирается.
С врезной непрерывной подачейШлифовка проводится в случае, если обрабатываемая поверхность ограничена буртами, а также используется для обработки элементов, у которых высота превосходит ширину. Поперечная подача при таком способе отсутствует, точность работы невысокая. Изнашивание происходит неравномерно, поэтому требуется постоянная правка.
С поперечной прерывистой подачейПри такой методике даже большие поверхности обрабатываются качественно. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. Поперечный реверс и подача круга вглубь происходят, как правило, одномоментно. Такой технике присуща высокая точность, она применяется на плоскошлифовальных станках с круглым столом и горизонтальным шпинделем.

Настольный плоскошлифовальный станок
Конструкция плоскошлифовального станка
Рассмотрим конструктивные особенности плоскошлифовального станка. Литая рама устройства закреплена на тумбе, отлитой со станиной как цельный элемент. Посередине рамы есть проем, по бокам от которого располагаются вертикальные направляющие. По ним продвигается каретка, оборудованная направляющими, необходимыми для ручного или гидравлического передвижения шлифовальной бабки. Такое расположение необходимо для увеличения жесткости агрегата.
Стабильные подачи плоскошлифовального станка обеспечиваются за счет кинематических коротких цепей, которые представлены в виде винта и гайки качения, а также направляющих. Специальное автоматическое приспособление, которое монтируется на передней стенке станины, обеспечивает вертикальное перемещение каретки и шлифовальной бабки. Сзади устанавливается еще один аналогичный механизм, благодаря которому происходит ускоренное движение по вертикали.
Плоскошлифовальный станок, как правило, содержит следующие элементы:
- различные блокирующие механизмы;
- оградительные блоки;
- приспособления отскока на случай вывода из строя шлифовальной бабки.
Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
Плоскошлифовальные станки.
Плоскошлифовальные станки, предназначенные для шлифования плоскостей, изготавливаются с прямоугольным столом при возвратно-поступательном движении изделий и с круглым столом при круговом движении изделий.
По принципу работы плоскошлифовальные станки подразделяются на станки, работающие периферией круга (периферийное шлифование), и станки, работающие торцом круга (торцевое шлифование).
На рисунке 14 показан общий вид плоскошлифовального станка с прямоугольным столом и с горизонтальным расположением шпинделя. Станок применяется для шлифования плоскостей периферией круга. Станок гидрофицирован и имеет специальное устройство для правки шлифовального круга. В верхней части станины 1 устанавливается прямоугольный стол 2, получающий возвратно-поступательное движение от гидропривода через шток 5, соединенный со столом. Величина хода стола регулируется переставными упорами 4, установленными на передней боковой части стола, которые переключают рычаг 7 механизма реверсирования хода стола.
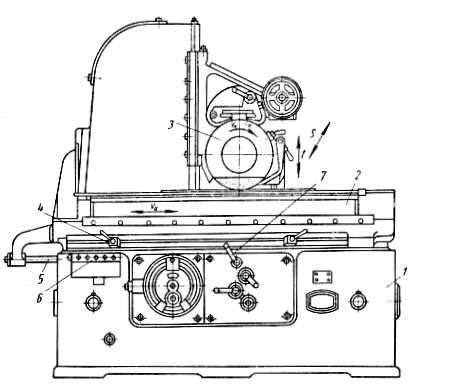
Рисунок 14 Общий вид плоскошлифовального станка с прямоугольным столом.
Бабка шлифовального круга 3 имеет вертикальное и горизонтальное перемещение.
Управление станком производится соответствующими маховиками и кнопочной станцией 6.
Плоскошлифовальные станки с круглым столом.
Плоскошлифовальный станок с круглым вращающимся столом, работающий периферией круга, представлен на рисунке 15. Станок применяется для шлифования сравнительно небольших деталей, которые обычно закрепляются на электромагнитном столе 7. Станок гидрофицирован. Внутри станины 1 коробчатой формы расположены все механизмы и гидропривод.
По верхним направляющим станины перемещается ползун 9, на конце которого расположен вращающийся шлифовальный круг 8 с горизонтальной осью. Шлифовальный круг получает вращение от отдельного электродвигателя, установленного в корпусе ползуна 9. Возвратно-поступательное движение ползуна осуществляется от гидропривода.
Рисунок 15 Общий вид плоскошлифовального станка с круглым столом.
Установка на длину хода ползуна и реверсирование его поступательного движения производится переставными упорами 10, которые воздействуют на рычаг 6, переключающий гидравлическую систему на прямой и обратный ход ползуна.
Стол станка вращается от отдельного привода 4.вертикальное перемещение стола осуществляется гидравлическим приводом, осуществляя периодическую подачу.
Быстрое вертикальное перемещение стола производится вручную по средствам маховика 5.
Изменение скорости ползуна регулируется рычагами 2. Пуск и остановка станка осуществляется через кнопочную станцию 11.
Станки данного типа допускают шлифование и конических поверхностей, используя специальное устройство 3 для поворота стола на некоторый угол.
Наружный диаметр стола у станков данного типа колеблется в пределах 400-750 мм.
На рисунке 16 приведена кинематическая схема плоскошлифовального станка с вращающимся круглым столам и работающего торцом кольцевого или сегментного круга. Вертикально расположенный шпиндель шлифовального круга приводится во вращения от встроенного электродвигателя 1 ( N=28 квт иn=975 об/мин). Бабка шлифовального круга имеет медленное прерывистое движение подачи в вертикальном направлении на глубину шлифования и быстрое движение для подвода и отвода бабки к шлифуемой детали. Автоматическое движение вертикальной подачи идет от первого вала коробки скоростей через винтовую зубчатую передачу 18/14, карданный шарнирный вал 6, чер
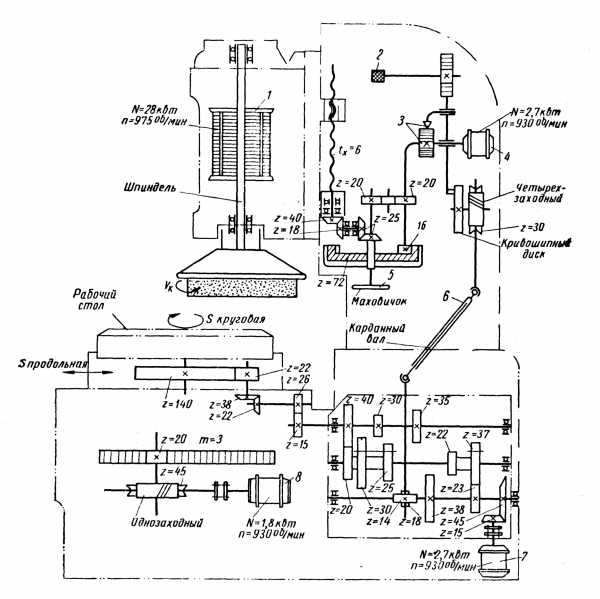
Рисунок 16 Кинематическая схема плоскошлифовального станка модели 3756, работающего торцевым кругом
вячную передачу 4/30, кривошипный диск, храповую передачу 3, цилиндрическую зубчатую передачу с внутренним зацеплением 16/72, конические передачи 25/25*18/40 и ходовой винт tx=6 мм.
Регулирование вертикальной подачи осуществляется храповым механизмом 3 с помощью кнопки 2, меняющей количество зубьев, захватываемых собачкой на храповом колесе.
Быстрое установочное движение шлифовальной бабки в вертикальном направлении производится от отдельного электродвигателя 4 с N=2,7 квт по цепи – цилиндрическая зубчатая передача 16/72 – коническая зубчатая передача 25/25 – муфта – коническая передача 18/40 – ходовой винтtx=6 мм.
На станке предусмотрена блокировка вертикальной подачи и быстрого установочного движения шлифовальной бабки, что исключает их одновременное включение. Ручное перемещение шлифовальной бабки в вертикальном направлении осуществляется маховиком 5.
Вращение стола осуществляется от отдельного привода по цепи: электродвигатель 7 с N=2,7 квт – коническая передача 15/45 – двойной передвижной блок 23/37 или 38/22 – тройной передвижной блок 20/40 или 30/30 или 25/35 – цилиндрическая передача 15/26 – коническая передача 22/38 и цилиндрическая передача 22/140 – стол. Коробка скоростей дает шесть ступеней скоростей вращения стола.
Прямолинейное перемещение стола осуществляется от электродвигателя 8 с N=1,8 квт через муфту – червячную передачу 1/45 и реечную передачу сz=20,m=3 мм – рейка.
6
studfiles.net
Станок плоскошлифовальный с круглым столом
3Е756, 3Е756Л станок плоскошлифовальный с вертикальным шпинделем и выдвижным круглым столом. Паспорт, схемы, характеристики, описание
Производитель плоскошлифовального станка 3Е756, 3Е756Л - Воронежский станкостроительный завод, основанный в 1960 году.
Разработчик станка модели 3Е756, 3Е756Л — Одесское специальное конструкторское бюро специальных станков (СКБСС) 1991 год.
Станки выпускаемые Воронежским станкостроительным заводом
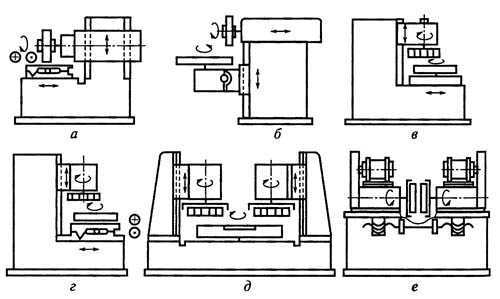
Схема обработки на плоскошлифовальных станках с обозначением движений:
а - станки с горизонтальными шпинделями, работающими периферией шлифовального круга с прямоугольным столом;
б - станки с горизонтальными шпинделями, работающими периферией шлифовального круга с круглым столом;
в - станки с вертикальными шпинделями, одношпиндельные, работающие торцом шлифовального круга с круглым столом;
г - станки с вертикальными шпинделями, одношпиндельные, работающие торцом шлифовального круга с прямоугольным столом;
д - станки двухшпиндельные, работающие торцом шлифовального круга с двумя вертикальными шпинделями;
е - станки двухшпиндельные, работающие торцом шлифовального круга с двумя горизонтальными шпинделями
Плоское шлифование является методом обработки закаленных и незакаленных деталей машин; иногда плоское шлифование применяют вместо чистового строгания и чистового фрезерования, а также такой трудоемкой операции, как шабрение. Оно отличается высокой производительностью, так как позволяет обрабатывать заготовки с большими габаритными размерами и имеет малые затраты времени на установку и закрепление заготовок благодаря тому, что применяют магнитные столы.
Плоские поверхности можно шлифовать периферией и торцом шлифовального круга.
На рисунке приведены схемы обработки плоских поверхностей деталей на плоскошлифовальных станках.
Периферией круга обрабатывают, например, заготовки с жесткими допусками на отклонения от плоскостности:
- контрольные плиты, угольники, линейки, стыки ответственных деталей и др.;
- детали с буртиками и пазами;
- тонкие детали, подверженные короблению;
- детали, имеющие недостаточно жесткую опорную поверхность, что приводит к неустойчивому положению их на станке;
- детали, на торце которых следует сделать поднутрение или создать выпуклости
Основными технологическими факторами, определяющими режим шлифования, являются заданные точность и шероховатость поверхности, мощность двигателя главного привода и стойкость шлифовального круга. Режимы резания задает технолог или мастер или выбирают по справочникам.
Показателями режима резания при плоском шлифовании периферией круга являются:
- скорость круга;
- скорость подачи заготовки;
- поперечная (параллельная оси шпинделя) подача;
- глубина шлифования.
Скорость шлифовального круга выбирают в зависимости от вида шлифования (обычное или скоростное) и возможностей станка.
Скорость подачи заготовок совпадает с продольным перемещением стола, на котором их закрепляют. Увеличение скорости подачи заготовки приводит к увеличению производительности обработки, поэтому выбирают высокие скорости подачи заготовки, особенно при предварительных операциях и снятии больших припусков. Повышение скорости подачи заготовки приводит к уменьшению нагрева и деформации обрабатываемого изделия. На чистовых операциях снижают скорость подачи заготовки.
При увеличении поперечной подачи повышается производительность, но увеличивается шероховатость обрабатываемой поверхности и износ круга, поэтому на чистовых операциях применяют меньшую поперечную подачу.
Глубина резания определяет в основном производительность обработки, однако она зависит от зернистости круга, требуемой шероховатости обрабатываемой поверхности, мощности двигателя привода шлифовальной бабки и ряда других факторов. При обработке крупнозернистыми кругами применяют большую глубину резания. При шлифовании мелкозернистыми кругами с большой глубиной наблюдается значительный износ мягких кругов или быстрое засаливание твердых кругов. При выполнении черновых операций используют большие значения скорости и глубины резания, а на чистовых операциях их снижают.
Для повышения точности обработки и снижения шероховатости поверхности в конце цикла следует применять выхаживание.
Плоскошлифовальный станок с вертикальным шпинделем и выдвижным круглым электромагнитным столом модели 3Е756, 3Е756Л, 3Е756Л-1 предназначен для высокопроизводительного шлифования плоскостей различных машиностроительных деталей из ферромагнитных сплавов торцом шлифовального круга или шлифовальными сегментами.
Станки 3Е756, 3Е756Л и станок - полуавтомат 3Е756Л-1 могут быть использованы в условиях крупносерийного и массового производства для высокопроизводительного шлифования колец, фланцев и др.
Компоновка станков 3Е756, 3Е756Л и 3Е756Л-1 не имеет принципиальных различий.
Отличие станка 3Е756Л от станка 3Е756 состоит в установке на нем электромагнитного стола диаметром 1000 мм вместо 800 мм.
Станок модели 3Е756Л-1 дополнительно к столу диаметром 1000 мм укомплектован прибором активного контроля модели 4066-И и электрооборудованием для обеспечения полуавтоматического цикла обработки деталей.
Краткая характеристика конструктивных и эксплуатационных особенностей
Жесткая конструкция станка, значительная мощность главного привода и большая скорость подачи позволяют получить высокую производительность.
Конструкция станка позволяет производить шлифовку деталей с большими припусками на обработку, то есть в “обдирочном” режиме. В конструкции шпинделя шлифовальной бабки использованы радиально-упорные подшипники качения высокой точности. Для горизонтального перемещения каретки используются направляющие скольжения.
Вертикальное перемещение осуществлятся посредством шарико-винтовых пар (ШВП).
Роликовые опоры качения позволяют достигнуть высокой плавности подачи и чувствительности к малым подачам.
Приборы визуального и активного контроля значительно повышают производительность и снижают процент брака.
Система блокировок полностью исключает работу на аварийных режимах.
На станке имеется автоматическая система смазки направляющих.
Наличие автоматического размагничивания деталей позволяет сократить технологический процесс обработки деталей.
Конструкция шлифовальной бабки с пристроенным электродвигателем значительно повышает ремонтопригодность станка.
Класс точности станков — П по ГОСТ 8—82Е.
Вид климатического исполнения станков — УХЛ4 по ГОСТ 15150—69.
Комплект поставки.
Принадлежности, поставляемые со станком, входящие в стоимость станка:
- Агрегат охлаждения
- Блок управления электромагнитной плитой
- Запасные части к станку и комплектующим изделиям
- Инструмент для обслуживания станка
Принадлежности, поставляемые по спецзаказу за отдельную плату
- Державка с твердосплавным диском и алмазным карандашом для правки абразивного инструмента
- Планшайба шлифовального круга
- Оправка для балансировки шлифовального круга
- Прибор визуального контроля для станка 3Е756Л
- Прибор активного контроля для станка 3Е756Л-1
Габаритные размеры рабочего пространства плоскошлифовального станка
Габаритные размеры рабочего пространства станка 3Е756
3Е756 Посадочные и присоединительные базы станка. Конец шпинделя с патроном для сегментов
Конец шпинделя с патроном для сегментов станка 3Е756
3Е756 Посадочные и присоединительные базы станка. Конец шпинделя с патроном для концевого круга
Конец шпинделя с патроном для концевого круга станка 3Е756
3Е756 Посадочные и присоединительные базы станка. Электромагнитный стол
Электромагнитный стол станка 3Е756
3Е756 Общий вид плоскошлифовального станка
Фото плоскошлифовального станка 3Е756
3Е756 Расположение составных частей плоскошлифовального станка
Расположение составных частей плоскошлифовального станка 3Е756
- Станина
- Колонна
- Коробка скоростей
- Бабка шлифовальная
- Механизм подач
- Агрегат охлаждения
- Пульт управления
- Электрошкаф
- Кожух шлифовального круга
- Защита направляющих станины
- Ограждение стола
Схема кинематическая плоскошлифовального станка 3Е756
Кинематическая схема плоскошлифовального станка 3Е756
Схема кинематическая плоскошлифовального станка 3Е756. Смотреть в увеличенном масштабе
Кинематическая схема станка приведена на рис. 81 и состоит из следующих кинематических цепей: вращения круга и стола, перемещения каретки стола и подачи шлифовальной бабки.
Главное движение. Вращение шлифовального круга осуществляют встроенным электродвигателем Ml. При диаметре круга 500 мм скорость шлифования v = 26 м/с.
Вращение стола. Электромагнитный стол получает вращение от электродвигателя М2. Через ременную передачу 112/250 движение подается на вал I коробки передач. На валу I находится скользящий блок, состоящий из зубчатых колес z= 19, z—29, z=24, зубья которых могут сцепляться соответственно с колесами с 2=45, z=35, z=40, сидящими на валу II коробки. С вала II на вал III коробки передач движение можно передать через зубчатые передачи 35/29 или 19/45. Таким образом, коробка передач имеет шесть частот вращения. С вала III на вал IV движение передается через зубчатую передачу 20/46, с вала IV на вал V — через коническую передачу 18/25 и далее через передачу 27/180 приводится во вращение стол, смонтированный на валу VI. Частоты вращения стола: 5,5; 7,4; 10,5; 16,4; 21,8 и 29,7 об/мин.
Продольное перемещение стола. Перемещение каретки стола осуществляется электродвигателем М4 посредством следующих передач: ременной передачи 100/180, червячной 1/30 и ременной передачи, 2=20. Скорость продольного перемещения 3,3 м/мин.
Подачи шлифовальной бабки. Механизмами подачи обеспечивают: автоматическую подачу, ускоренный подвод, ручное перемещение и дозированную подачу.
Автоматическая вертикальная подача. От электродвигателя постоянного тока МЗ с приводом от магнитного усилителя с диапазоном регулирования частоты вращения 1 : 30 по следующей кинематической цепи: вал VII, червячная передача 2/26 на вал VIII, зубчатое колесо 31/64 на вал IX, червячная передача 2/41 на вал X, зубчатые колеса 43/77 на вал XI, посредством червячной передачи 1/20 на ходовой винт с шагом р=10 мм.
Вертикальную подачу шлифовальной бабки изменяют бесступенчато от 0,05 до 1,5 м/мин.
Ускоренное перемещение шлифовальной бабки. От электродвигателя М4 колесами 26/84 и 43/77 движение передают на вал XI и через червячную передачу 1/20 на ходовой винт XIII.
Дозированная подача шлифовальной бабки осуществляется от рукоятки и храповым колесом z=80.
Ручное перемещение шлифовальной бабки. Маховичком А вращают зубчатую передачу 25/50, червячную передачу 1/20 и тем самым ходовой винт XIII с р=10 мм. За один оборот маховичка А бабка переместится на 0,25 мм.
3Е756 Установочный чертеж плоскошлифовального станка
Установочный чертеж плоскошлифовального станка 3Е756
3Е756 станок плоскошлифовальный с вертикальным шпинделем и выдвижным круглым столом. Видеоролик.
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольшие размеры обрабатываемых изделий (диаметр х высота), мм | 800 х 480 | 1000 х 480 |
| Наименьшие размеры обрабатываемой заготовки круглого сечения, (диаметр х высота), мм | 40 х 5 | 40 х 5 |
| Необрабатываемый внутренний диаметр заготовки наибольшего диаметра, мм | (100)+0,8 | (100)+0,8 |
| Наибольшее расстояние от основания станка до рабочей поверхности стола, мм | 1060 | 1060 |
| Плоскость обработанных поверхностей, мкм | 9 | 14 |
| Параллельность верхней обработанной поверхности основанию, мкм | 9 | 14 |
| Шероховатость обработанной поверхности, Ra, мкм | 1 | 1 |
| Наибольшая масса обрабатываемых изделий, кг | 400 | 400 |
| Рабочий стол станка | ||
| Диаметр магнитного стола, мм | 800 | 1000 |
| Диаметр электромагнитного стола, мм | 110 | 110 |
| Частота вращения стола (6 ступеней), об/мин | 5...30 | 5...30 |
| Продольное перемещение стола, мм | 520 | 555 |
| Скорость продольного движения стола, м/мин | 3,2 | 3,2 |
| Мощность электромагнитной плиты, Вт | 590 | 814 |
| Шлифовальная бабка | ||
| Наибольшие размеры шлифовального круга по ГОСТ 2424-83, мм | 500х100х400 | 500х100х400 |
| Число оборотов шлифовального круга в минуту | 985 | 985 |
| Конец шпинделя шлифовальной бабки по ГОСТ 2323-76 (наибольший диаметр), мм | 100 | 100 |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 510 | 510 |
| Цена деления лимба вертикального перемещения шлифовальной бабки, мм | 0,005 | 0,005 |
| Вертикальное перемещение шлифовальной бабки на один оборот лимба, мм | 0,25 | 0,25 |
| Вертикальные подачи шлифовальной бабки, мм/мин | 0,05...3,0 | 0,05...3,0 |
| Скорость вертикального ускоренного перемещения, м/мин | 0,26 | 0,26 |
| Скорость замедленного подвода шлифовальной бабки, мм/мин | 12..16 | 12..16 |
| Привод и электрооборудование станка | ||
| род тока питающей сети | 50Гц, 380 В | 50Гц, 380 В |
| Количество электродвигателей на станке | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 37/ 55 | 37/ 55 |
| Электродвигатель привода вращения стола, кВт | 2,2 | 2,2 |
| Электродвигатель привода подач, кВт | 1,3 | 1,3 |
| Электродвигатель насоса системы смазки, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,6 | 0,6 |
| Электродвигатель магнитного сепаратора, кВт | 0,12 | 0,12 |
| Общая установленная мощность всех электродвигателей, кВт | 42,81/ 60,81 | 42,81/ 60,81 |
| Габариты и масса станка | ||
| Габарит станка, мм | 4425 х 2525 х 3405 | 4425 х 2525 х 3405 |
| Масса станка, кг | 9000 | 6200 |
Связанные ссылки
Каталог-справочник плоскошлифовальных станков
Паспорта и руководства плоскошлифовальных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Плоскошлифовальные станки.
Плоскошлифовальные станки, предназначенные для шлифования плоскостей, изготавливаются с прямоугольным столом при возвратно-поступательном движении изделий и с круглым столом при круговом движении изделий.
По принципу работы плоскошлифовальные станки подразделяются на станки, работающие периферией круга (периферийное шлифование), и станки, работающие торцом круга (торцевое шлифование).
На рисунке 14 показан общий вид плоскошлифовального станка с прямоугольным столом и с горизонтальным расположением шпинделя. Станок применяется для шлифования плоскостей периферией круга. Станок гидрофицирован и имеет специальное устройство для правки шлифовального круга. В верхней части станины 1 устанавливается прямоугольный стол 2, получающий возвратно-поступательное движение от гидропривода через шток 5, соединенный со столом. Величина хода стола регулируется переставными упорами 4, установленными на передней боковой части стола, которые переключают рычаг 7 механизма реверсирования хода стола.
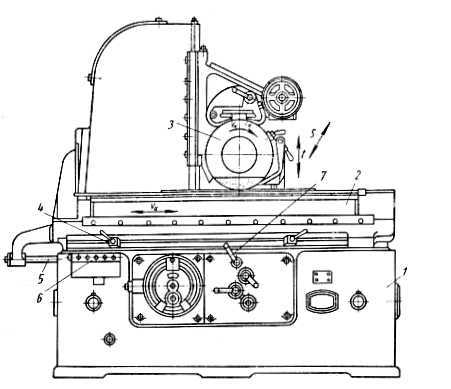
Рисунок 14 Общий вид плоскошлифовального станка с прямоугольным столом.
Бабка шлифовального круга 3 имеет вертикальное и горизонтальное перемещение.
Управление станком производится соответствующими маховиками и кнопочной станцией 6.
Плоскошлифовальные станки с круглым столом.
Плоскошлифовальный станок с круглым вращающимся столом, работающий периферией круга, представлен на рисунке 15. Станок применяется для шлифования сравнительно небольших деталей, которые обычно закрепляются на электромагнитном столе 7. Станок гидрофицирован. Внутри станины 1 коробчатой формы расположены все механизмы и гидропривод.
По верхним направляющим станины перемещается ползун 9, на конце которого расположен вращающийся шлифовальный круг 8 с горизонтальной осью. Шлифовальный круг получает вращение от отдельного электродвигателя, установленного в корпусе ползуна 9. Возвратно-поступательное движение ползуна осуществляется от гидропривода.
Рисунок 15 Общий вид плоскошлифовального станка с круглым столом.
Установка на длину хода ползуна и реверсирование его поступательного движения производится переставными упорами 10, которые воздействуют на рычаг 6, переключающий гидравлическую систему на прямой и обратный ход ползуна.
Стол станка вращается от отдельного привода 4.вертикальное перемещение стола осуществляется гидравлическим приводом, осуществляя периодическую подачу.
Быстрое вертикальное перемещение стола производится вручную по средствам маховика 5.
Изменение скорости ползуна регулируется рычагами 2. Пуск и остановка станка осуществляется через кнопочную станцию 11.
Станки данного типа допускают шлифование и конических поверхностей, используя специальное устройство 3 для поворота стола на некоторый угол.
Наружный диаметр стола у станков данного типа колеблется в пределах 400-750 мм.
На рисунке 16 приведена кинематическая схема плоскошлифовального станка с вращающимся круглым столам и работающего торцом кольцевого или сегментного круга. Вертикально расположенный шпиндель шлифовального круга приводится во вращения от встроенного электродвигателя 1 ( N=28 квт иn=975 об/мин). Бабка шлифовального круга имеет медленное прерывистое движение подачи в вертикальном направлении на глубину шлифования и быстрое движение для подвода и отвода бабки к шлифуемой детали. Автоматическое движение вертикальной подачи идет от первого вала коробки скоростей через винтовую зубчатую передачу 18/14, карданный шарнирный вал 6, чер
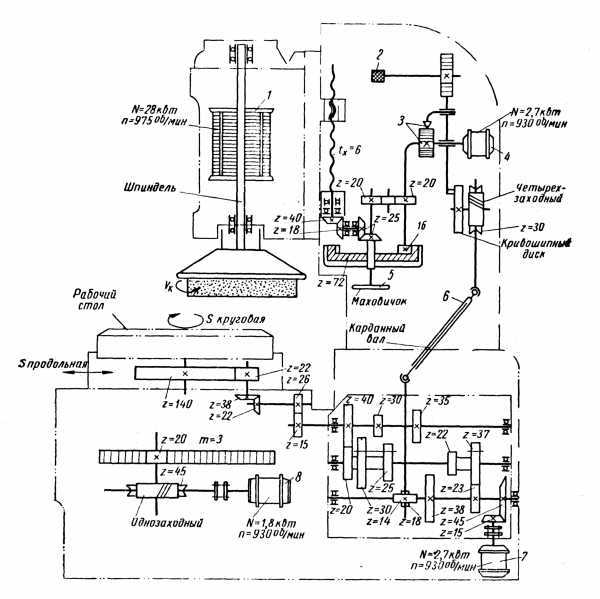
Рисунок 16 Кинематическая схема плоскошлифовального станка модели 3756, работающего торцевым кругом
вячную передачу 4/30, кривошипный диск, храповую передачу 3, цилиндрическую зубчатую передачу с внутренним зацеплением 16/72, конические передачи 25/25*18/40 и ходовой винт tx=6 мм.
Регулирование вертикальной подачи осуществляется храповым механизмом 3 с помощью кнопки 2, меняющей количество зубьев, захватываемых собачкой на храповом колесе.
Быстрое установочное движение шлифовальной бабки в вертикальном направлении производится от отдельного электродвигателя 4 с N=2,7 квт по цепи – цилиндрическая зубчатая передача 16/72 – коническая зубчатая передача 25/25 – муфта – коническая передача 18/40 – ходовой винтtx=6 мм.
На станке предусмотрена блокировка вертикальной подачи и быстрого установочного движения шлифовальной бабки, что исключает их одновременное включение. Ручное перемещение шлифовальной бабки в вертикальном направлении осуществляется маховиком 5.
Вращение стола осуществляется от отдельного привода по цепи: электродвигатель 7 с N=2,7 квт – коническая передача 15/45 – двойной передвижной блок 23/37 или 38/22 – тройной передвижной блок 20/40 или 30/30 или 25/35 – цилиндрическая передача 15/26 – коническая передача 22/38 и цилиндрическая передача 22/140 – стол. Коробка скоростей дает шесть ступеней скоростей вращения стола.
Прямолинейное перемещение стола осуществляется от электродвигателя 8 с N=1,8 квт через муфту – червячную передачу 1/45 и реечную передачу сz=20,m=3 мм – рейка.
studfiles.net
Плоскошлифовальный станок с круглым столом и вертикальным шпинделем ЛШ381
Цена на 28.01.2018 г. - запросить ценуКупить | Добавить к сравнению |
| Доставка: | Рассчитать | |
| Модель: | ||
| Производитель: | Россия | |
| Отзывы(0) |
Плоскошлифовальный станок с круглым выдвижным электромагнитным столом и вертикальным шпинделем ЛШ381 предназначен для высокопроизводительного шлифования плоских деталей шлифовальными сегментами. Класс точности - П.
Обновленная модель данного станка имеет модернизированное ограждение зоны шлифования и обеспечивает удобство загрузки изделия в зону обработки, легкость обслуживания и уборки станка. На станке установлена система смыва абразивного материала со стола.
Конструкция станка позволяет производить шлифовку деталей с большими припусками на обработку, то есть в “обдирочном” режиме. В конструкции шпинделя шлифовальной бабки использованы радиально-упорные подшипники качения высокой точности. Для вращения стола и горизонтального перемещения каретки используются направляющие скольжения.
Станок имеет:
- автоматическое определение касания детали;
- автоматическая система смазки направляющих;
- защита от пропадания питания цепи электромагнитной плиты;
- автоматический отвод шлифовальной бабки при перегрузке.
Технические характеристики плоскошлифовального станка ЛШ381
| Размеры обрабатываемых деталей, мм | 1000х450 (диаметр х высота) |
| Наибольшая масса заготовки, кг | 400 |
| Диаметр магнитного стола, мм | 1000 |
| Внутренний диаметр электромагнитного стола, мм | 110 |
| Наибольшее расстояние от основания до рабочей поверхности стола, мм | 1060 |
| Частота вращения шпинделя, об/мин | 1000 |
| Пределы частоты вращения стола, об/мин | 5 - 30 |
| Количество ступеней частот вращения стола | 6 |
| Продольное перемещение стола, мм | 555 |
| Скорость продольного перемещения стола, м/мин | 3,2 |
| Пределы вертикальных подач шлифовальной бабки, мкм/сек. | 1..100 |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 510 |
Вертикальное перемещение шлифовальной бабки:
| 0,1; 1,0 0,001; 0,01 |
| Скорость быстрого хода шлифовальной бабки, м/мин | 0,26 |
| Скорость замедленного хода шлифовальной бабки, мкм/сек | от 1 |
Дискретность
| 1 1 |
Размеры конуса шпинделя по ГОСТ 2323-76
| 1:5 100 |
| Тип электропривода перемещения шлифовальной бабки | сервопривод |
| Тип штурвала шлифовальной бабки | электронный |
| Мощность электромагнитной плиты, Вт | 814 |
| Удельное тяговое усилие электромагнитного стола, Н/см2, не менее | 35 |
| Количество управляемых осей координат | 1 |
| Типоразмеры шлифовального круга по ГОСТ Р 52781-2007 (ГОСТ 2424-83) | 2 500×100×400 |
| Габаритные размеры (LxBxH), мм | 3150х1635х3380 |
| Масса ЛШ381 , кг | 8800 |
Базовая комплектация станка:
- агрегат подачи СОЖ,
- сепаратор магнитной очистки СОЖ,
- установка смазки,
- планшайба с сегментной головкой,
- устройство правки шлифовальных сегментов,
- обслуживающий инструмент,
- руководство по эксплуатации.
rustan.ru
Плоскошлифовальный станок с круглым столом и вертикальным шпинделем ЛШ380
Цена на 28.01.2018 г. - запросить ценуКупить | Добавить к сравнению |
| Доставка: | Рассчитать | |
| Модель: | ||
| Производитель: | Россия | |
| Отзывы(0) |
Станок плоскошлифовальный с круглым выдвижным электромагнитным столом и вертикальным шпинделем ЛШ380 предназначен для высокопроизводительного шлифования плоских деталей шлифовальными сегментами. Класс точности - П.
Обновленная модель данного станка имеет модернизированное ограждение зоны шлифования и обеспечивает удобство загрузки изделия в зону обработки, легкость обслуживания и уборки станка. На станке установлена система смыва абразивного материала со стола.
Конструкция станка позволяет производить шлифовку деталей с большими припусками на обработку, то есть в “обдирочном” режиме. В конструкции шпинделя шлифовальной бабки использованы радиально-упорные подшипники качения высокой точности. Для вращения стола и горизонтального перемещения каретки используются направляющие скольжения.
Станок имеет:
- автоматическое определение касания детали;
- автоматическая система смазки направляющих;
- защита от пропадания питания цепи электромагнитной плиты;
- автоматический отвод шлифовальной бабки при перегрузке.
Технические характеристики плоскошлифовального станка ЛШ380
| Размеры обрабатываемых деталей, мм | 800х450 (диаметр х высота) |
| Наибольшая масса заготовки, кг | 400 |
| Диаметр магнитного стола, мм | 800 |
| Внутренний диаметр электромагнитного стола, мм | 110 |
| Наибольшее расстояние от основания до рабочей поверхности стола, мм | 1060 |
| Частота вращения шпинделя, об/мин | 1000 |
| Пределы частоты вращения стола, об/мин | 5 - 30 |
| Количество ступеней частот вращения стола | 6 |
| Продольное перемещение стола, мм | 520 |
| Скорость продольного перемещения стола, м/мин | 3,2 |
| Пределы вертикальных подач шлифовальной бабки, мкм/сек. | 1..100 |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 510 |
Вертикальное перемещение шлифовальной бабки:
| 0,1; 1,0 0,001; 0,01 |
| Скорость быстрого хода шлифовальной бабки, м/мин | 0,26 |
| Скорость замедленного хода шлифовальной бабки, мкм/сек | от 1 |
Дискретность
| 1 1 |
Размеры конуса шпинделя по ГОСТ 2323-76
| 1:5 100 |
| Тип электропривода перемещения шлифовальной бабки | сервопривод |
| Тип штурвала шлифовальной бабки | электронный |
| Мощность электромагнитной плиты, Вт | 814 |
| Удельное тяговое усилие электромагнитного стола, Н/см2, не менее | 35 |
| Количество управляемых осей координат | 1 |
| Типоразмеры шлифовального круга по ГОСТ Р 52781-2007 (ГОСТ 2424-83) | 2 500×100×400 |
| Габаритные размеры (LxBxH), мм | 3150х1635х3380 |
| Масса ЛШ380 , кг | 8600 |
Базовая комплектация:
- агрегат подачи СОЖ,
- сепаратор магнитной очистки СОЖ,
- установка смазки,
- планшайба с сегментной головкой,
- устройство правки шлифовальных сегментов,
- обслуживающий инструмент,
- руководство по эксплуатации.
rustan.ru
i-perf.ru
Станок плоскошлифовальный с круглым столом и горизонтальным шпинделем ОШ-641 x01
Станки ОШ-641 x01 предназначены для обработки методом шлифования плоских поверхностей изделий из черных и цветных металлов, установленных и закрепленных на зеркале планшайбы круглого стола или на электромагнитной плите, закрепленной на планшайбе.
С применением правящих приспособлений, имеющих возможность заправлять шлифовальный круг на конус, на станке могут шлифоваться методом линейной интерполяции конусные поверхности с максимальным углом конусности +5° (выпуклость) или -3° (вогнутость).
Рациональная конструкция станины, колонны, стола и шлифовальной головки, изготовленных из чугунных отливок, обеспечивает высокую жёсткость и виброустойчивость станков, что гарантирует стабильную точность и чистоту обработки. Станок оснащён системой ЧПУ Sinumeric- 802D с электроприводами STEPDRIVE для управления по координатам Y и Z. Применение в узлах подач высокоточных безлюфтовых шариковинтовых пар качения обеспечивает плавное высокоточное безлюфтовое позиционирование.
Все рабочие перемещения станков автоматизированы. Имеется электронный маховичок для перемещения по координатам Y и Z с дискретностью 1 мкм. В станке применены комплектующие изделия ведущих мировых производителей: Siemens, Baluff, FAG, Rexroth.
|
Класс точности станка по ГОСТ 8-82 |
В |
|
Диаметр стола, мм |
1200 |
|
Точностные параметры, достигаемые на образце изделии: - плоскостность, мкм - параллельность, мкм - шероховатость поверхности, обработанной периферией круга, Ra |
8 4 0,5 |
|
Наибольшие диаметры обрабатываемой заготовки, мм - диаметр - высота (при установке на зеркало стола) |
1200 200 |
|
Размеры шлифовального круга, мм |
400х20…100х127 |
|
Пределы скоростей перемещений рабочих органов (регулирование бесступенчатое): - вращения планшайбы стола, мин-1 (координата В) - поперечного колонны, мм/мин (координата Z) - вертикального шлифовальной головки, мм/мин (координата Y) |
2,0…30 15…2000 0,001…600 |
|
Привод вращения шлифовального круга: мощность, кВт / частота вращения шпинделя, мин.-1 |
11/1450 |
|
Габаритные размеры станка : длина х ширина х высота |
4800х3500х2250 |
|
Масса станка с приставным оборудованием, кг |
9000 |
rustan.ru