Токарно-винторезные станки 1М63Н РМЦ 750-10000мм. Станок токарно винторезный 1м63н
Станок токарно-винторезный 1м63н-1

Станок токарно-винторезный 1М63Н-1 предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезания резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможность прогрессивных инструментов при обработке различных матералов. Особенности конструкции: жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки; 2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности; частота обратного вращения шпинделя в 1,3 раза выше чем прямого, что сокращает время обработки резьб; точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте; точение коротких конусов производится механической подачей резцовых салазок, развёрнутых на нужный угол; коробка подач обладает высокой жесткостью кинематической цепи; все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы; ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
Характеристики:
| Наибольший диаметр заготовки, устанавливаемой, мм: над станиной/над суппортом | 5700/350 |
| Наибольший диаметр обрабатываемой заготовки, мм: над станиной/над суппортом | 630/350 |
| Наибольшая длина обрабатываемой заготовки, мм | 1500 |
| Наибольший вес устанавливаемой заготовки, кг | 3500 |
| Высота резца, устанавливаемого в резцедержателе, мм | 32 |
| Размер конца шпинделя передней бабки по DIN | 11М |
| Внутренний конус в шпинделе бабки шпиндельной (метрический) | 115 |
| Количество ступеней частот вращения шпинделя | 22 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Пределы частот вращения шпинделя, об/мин | 10-1250 |
| Пределы рабочих подач: продольных/ поперечных/резцовых салазок, мм/об: | 0,033-5,6/ 0,013-2,064/ 0,010-1,76 |
| Пределы шагов нарезаемых резьб:метрических, мм/ дюймовых, ниток/дюйм/ модульных, модуль/ питчевых, питч диам. | 1-224/ 28-0,25/ 0,25-56/ 112-0,5 |
| Ускоренное перемещение суппорта: продольное/ поперечное, мм/мин: | 5200/200 |
| Наибольшее усилие резания, кН | 20 |
| Наибольший крутящий момент на шпинделе, кНм | 3 |
| Мощность главного привода, кВт | 15 |
| Габаритные размеры: длина*ширина*высота, мм: | 3 740*1 780*1 550 |
| Масса, кг | 4840 |
Плоскошлифовальный станок 3д725

Плоскошлифовальный станок 3Д725производстваЛипецкого станкостроительного предприятияпозволяет производить шлифовку деталей с большими припусками на обработку, то есть в “обдирочном” режиме и позволяет достигать высокой производительности. Применяются в мелкосерийном и серийном производстве. Класс точности станка П.
Размеры стола (630х2000 мм) позволяют вести обработку габаритных деталей. Вертикальное перемещение шлифовальной бабки осуществляется с использованием шарико-винтовых пар (ШВП). Управление вертикальной подачей осуществляется за счет гидравлики. Поперечная подача шлифовальной бабки происходит в неподвижной колонне по направляющим типа “ласточкин хвост” за счет гидроцилиндра. Смазка шпинделя шлифовальной бабки осуществляется от отдельной установки. Защита направляющих каретки выполнена телескопическими щитками. Правка шлифовального круга осуществляется алмазным карандашом от стола. Управление скоростью перемещения стола и шлифовальной бабки осуществляется с пульта управления.
Стандартная комплектация плоскошлифовального станка 3Д725:Комплект электрооборудования, агрегат подачи смазывающе-охлаждающей жидкости (СОЖ), сепаратор магнитной очистки СОЖ, комплектный гидропривод, установка смазки, плита электромагнитная, блок размагничивания плиты, вспомогательный инструмент, оправка для балансировки шлифовального круга, устройство правки шлифовального круга, комплект манжет к гидроцилиндру, фланец шлифовального круга, скребок, планшайба, руководство по эксплуатации.
Дополнительная комплектация: Домкрат клиновой, магнитная (мелкополюсная) плита, синусная плита, шлифовальный круг, устройство правки шлифовального круга алмазным роликом, приспособление для статической балансировки шлифовального круга, алмазный карандаш.
| Наименование параметров | 3Д725 |
| Параметры обрабатываемой заготовки | |
| Наибольшие размеры заготовки, устанавливаемой: -на столе (LxBхН), мм -на электромагнитной плите (LxBхН), мм |
2000х630х630 2000х630х505 |
| Наибольшая масса заготовки, устанавливаемой: -на столе, кг -на электромагнитной плите, кг |
2000 650 |
| Технические параметры станка | |
| Размеры рабочей поверхности стола (BхL), мм | 630x2000 |
| Частота вращения шпинделя и шлифовального круга, об/мин | 1500 |
| Пределы расстояния от оси шпинделя до рабочей поверхности стола, мм | 235..880 |
| Пределы поперечной подачи стойки на ход стола, мм | 2-60 |
| Поперечное перемещение шлифовальной бабки, мм | 660 |
| Вертикальное перемещение шлифовальной бабки, мм | 645 |
| Пределы автоматической вертикальной подачи шлифовальной бабки, мкм | 0,004..0,1 |
| Ручная вертикальная подача шлифовальной бабки: - на одно деление лимба, мм - на один оборот лимба, мм | 0,1 3 |
| Продольное перемещение стола, мм | 2400 |
| Пределы скоростей перемещения стола, м/мин | 3..30 |
| Пределы скоростей поперечного перемещения шлифовальной бабки, м/мин | 0,2..1 |
| Ускоренное вертикальное перемещение шлифовальной бабки, мм/мин | 375 |
| Мощность привода главного движения шлифовальной бабки, кВт | 30 |
| Суммарная мощность установленных на станке электродвигателей, кВт | 40,6 |
| Параметры инструмента станка | |
| Шлифовальный круг 1 по ГОСТ 52781-2007 (DхНxd), мм | 500х100х305 |
| Габаритные размеры и масса станка | |
| Габаритные размеры с приставным оборудованием (LxBxH), мм | 5950х2860х2860 |
| Масса станка с приставным оборудованием, кг | 14530 |
| Точностные параметры образца-изделия | |
| Точность обработки: -плоскостность, мкм -параллельность, мкм -шероховатость поверхности, обработанной периферией круга, мкм |
12 12 0,63 |
Плоскошлифовальный (обдирочный) станок с круглым столом и вертикальным шпинделем 3Е756
Станок плоскошлифовальный с круглым выдвижным электромагнитным столом и вертикальным шпинделем 3Е756 предназначен для высокопроизводительного шлифования различных плоских деталей шлифовальными сегментами.
Конструкция станка позволяет производить шлифовку деталей с большими припусками на обработку, то есть в “обдирочном” режиме. В конструкции шпинделя шлифовальной бабки использованы радиально-упорные подшипники качения высокой точности. Для вращения стола и горизонтального перемещения каретки используются направляющие скольжения. Вертикальное перемещение осуществлятся посредством шарико-винтовых пар (ШВП). На станке имеется автоматическая система смазки направляющих.
Стандартная комплектация: агрегат СОЖ, сепаратор магнитной очистки СОЖ, установка смазки, планшайба с сегментной головкой, устройство правки шлифовальных сегментов, обслуживающий инструмент, руководство по эксплуатации.
| Наименование параметров | 3Е756 | 3Е756Л |
| Параметры обрабатываемой заготовки | ||
| Предельные размеры устанавливаемой заготовки, мм: - высота - диаметр - при работе на мелкополюсной плите: - наименьшая высота - наименьший диаметр |
4..450 40..900 1 10 |
4..450 40..1000 1 10 |
| Наибольшая масса устанавливаемой заготовки, кг | 400 | |
| Технические параметры станка | ||
| Диаметр рабочей поверхности стола, мм | 800 | 1000 |
| Частота вращения шпинделя и шлифовального круга, об/мин | 1000 | |
| Пределы частоты вращения стола, об/мин | 5..30 | 5..30 |
| Продольное перемещение стола, мм | 520 | 555 |
| Вертикальное перемещение шлифовальной бабки, мм | 510 | |
| Ускоренное продольное перемещение стола, мм/мин | 320 | |
| Пределы вертикальных подач шлифовальной бабки, мм/мин | 0,05...3,0 | |
| Ускоренное вертикальное перемещение шлифовальной бабки, мм/мин | 260 | |
| Мощность электродвигателя привода вращения изделия, кВт | 2,2 | |
| Мощность электродвигателя привода шлифовальной бабки, кВт | 37 | |
| Суммарная мощность установленных на станке электродвигателей, кВт | 44,21 | |
| Параметры инструмента станка | ||
| Типы и размеры шлифовальных сегментов по ГОСТ 2424 (DxHxd), мм | 5С 100х40х150 | |
| Количество сегментов в сегментном патроне, шт | 10 | |
| Габаритные размеры и масса станка | ||
| Габаритные размеры с приставным оборудованием (LxBxH), мм | 4400х2500х3380 | |
| Масса станка с приставным оборудованием, кг | 9000 | 9200 |
studfiles.net
Токарно-винторезный станок модели 1м63
1. Назначение и устройство токарно-винторезного станка 1м63
Данный токарно-винторезный станок нормальной точности 1м63 (н) предназначен для выполнения различных токарных работ, таких как обтачивание цилиндрических поверхностей, подрезание торцов, протачивание канавок, отрезание обработанной детали, растачивание внутренних цилиндрических поверхностей, сверление, зенкерование, развертывание, обработка конических поверхностей, а также для нарезания метрической, дюймовой и питчевой резьб. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможность прогрессивных инструментов при обработке различных матералов.
Техническая характеристика 1М63
2. Устройство и работа основных узлов станка
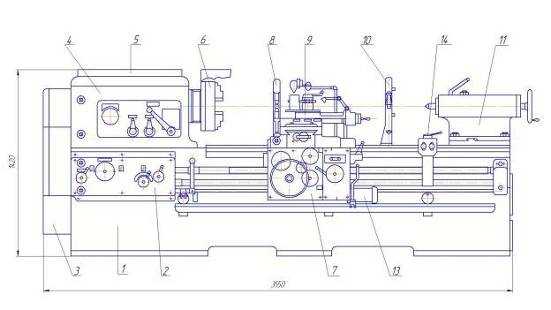
Рисунок 1 (Токарно-винторезный станок мод. 1М63)
Станок состоит из следующих основных узлов (рис. 1):
Станины 1, коробки подач 2, гитары сменных колес 3, передней бабки 4 со шпинделем 6, электрошкафа 5, фартука 7 и суппорта 9, подвижного 8 и неподвижного 10 люнетов, задней бабки 11, электродвигателя для ускоренного перемещения суппорта 13, механизма поддержки ходового винта и вала 14.
Станина. Станина является базовой сборочной единицей, на которой монтируются остальные сборочные единицы.
Станина цельнолитая с тумбами, имеет две призматические направляющих для каретки и две для задней бабки, из которых одна плоская.
Внутри станины имеются наклонные люки (окна) для отвода стружки и охлаждающей жидкости.
В правой тумбе помещается бак с эмульсией и электронасос. На левой тумбе сзади крепится электродвигатель главного привода.
Передняя бабка. Передняя бабка (рис2) установлена на левой головной части станины. Все зубчатые колеса кинематической цепи смонтированы на валах и шпинделе, изготовлены из хромистой стали, закалены и прошлифованы. Валы установлены на подшипниках качения. Шпиндель со сквозным отверстием и внутренними конусами имеет две опоры. Передняя опора – двухрядный подшипник с короткими цилиндрическими роликами.
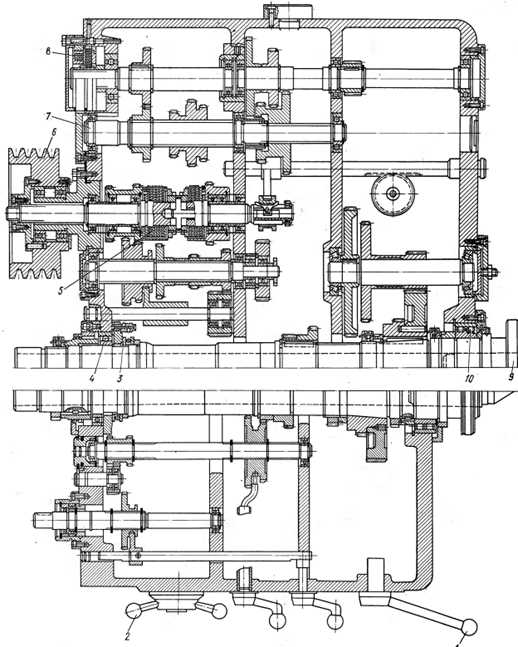
Рисунок 2(развертка коробки скоростей)
Задняя опора – радиально-упорный подшипник, работающий в паре с упорным шарикоподшипником. Изменение частоты вращения шпинделя достигается перемещением блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку. Прямое и обратное вращение шпинделя осуществляется фрикционной механической муфтой, а торможение – электромагнитной муфтой.
Задняя бабка. Задняя бабка перемещается по направляющим станины на четырех радиальных шарикоподшипниках, установленных в мостике. На направляющих станины бабка закрепляется при помощи двух планок четырьмя болтами. Поперечное смещение корпуса бабки относительно мостика производится с помощью двух винтов и гайки, установленной в мостике. Перемещение пиноли производится маховичком.
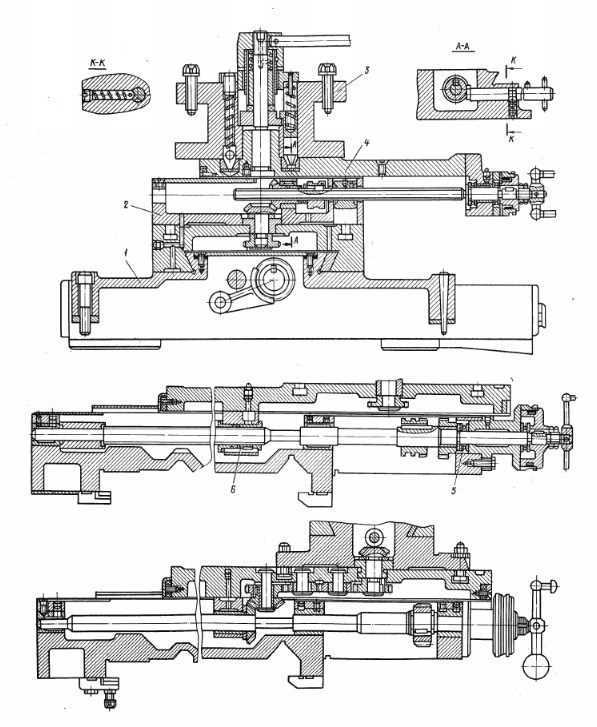
Суппорт. Суппорт (рис3) крестовой конструкции имеет продольное перемещение по призматическим направляющим станины и поперечное по направляющим каретки. Перемещение можно осуществлять вручную и механическим приводом. Имеется механизм для быстрого перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцовой головкой.
Фартук. Фартук (рис4) закрытого типа со съемной передней стенкой (крышкой). Движение суппорту передается через фартук от ходового винта или ходового вала. Механизм фартука снабжен четырьмя электромагнитными муфтами, что позволило сосредоточить управление на одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. В эту же рукоятку встроена кнопка быстрого хода суппорта. Благодаря наличию в фартуке обгонной муфты включение быстрого хода возможно при включенной подаче.
Коробка подач. Коробка подач (рис5) имеет две продольные расточки, в которых на подшипниках качения смонтированы валы. Зубчатые колеса изготовлены из хромистой стали и закалены. Коррегированные зубчатые колеса дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных зубчатых колес. При перестановке сменных зубчатых колес имеется возможность нарезания еще двух типов резьб – модульной и питчевой.
Сменные зубчатые колеса. Расположенные на стенке корпуса передней бабки сменные зубчатые колеса позволяют осуществлять подачу и нарезание метрической, дюймовой, модульной и питчевой резьб в соответствии с паспортными данными.
Люнеты. Для обработки нежестких деталей диаметром от 20 до 150 мм станок оснащен подвижным и неподвижным люнетами. Люнеты снабжены сменными роликами и сухарями, устанавливаемыми в зависимости от условия работы.
Охлаждение. От электронасоса, установленного в правой тумбе станины, охлаждающая жидкость через трубопровод и шланг подается к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда возвращается в бак электронасоса. Очистку корыт и бака необходимо производить не реже одного раза в месяц.
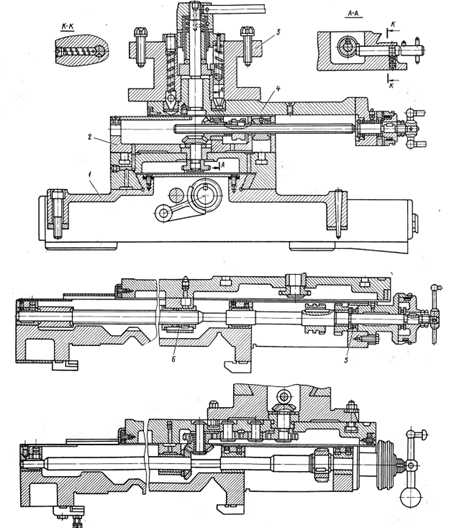
Рисунок 3 (суппорт)
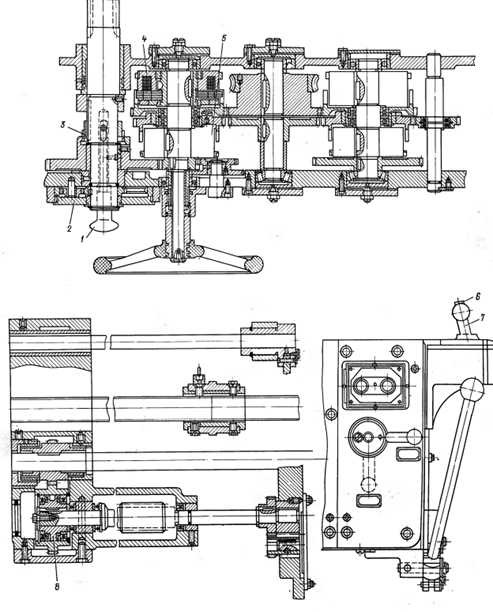
Рисунок 4(фартук)
Рисунок 5(коробка подач)
Особенности конструкции
Жесткость, виброустойчивость и температурная стабильность технологической системы позволяют получать необходимую точность обработки.
Двух призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности.
Частота обратного вращения шпинделя в 1,3 раза выше чем прямого, что сокращает время обработки резьб.
Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте.
Точение коротких конусов производится механической подачей резцовых салазок, развёрнутых на нужный угол.
Коробка подач обладает высокой жесткостью кинематической цепи, все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы.
Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
3. Анализ характеристик обрабатываемых деталей
Параметры заготовок должны быть следующими: наибольший рекомендуемый диаметр обработки составляет 340 мм; рекомендуемая наибольшая длина заготовки не должна превышать 1400 мм.
Рекомендуемые режимы резания для обработки различных материалов приведены в таблице 1.
Таблица 1.
Заготовки закрепляют в трехкулачковом патроне, поэтому установочными базами служат торец детали (лишает 2-х степеней свободы) и цилиндрическая поверхность (лишает 3-х степеней свободы), а также силовое замыкание (усилие зажима кулачков), которое лишает 1 – ой степени свободы.
Для обработки заготовок на станке применяются различные виды инструментов: резцы (проходные, подрезные, отрезные), сверла, зенкеры, фрезы и др.
Материалы режущей части также различны и зависят от обрабатываемого материала. Рекомендуемые марки твердого сплава при различных видах обработки приведены в таблице 2.
Твердые сплавы в виде пластин соединяют с державкой резца с помощью пайки или специальных высокотемпературных клеев.
Многогранные твердосплавные пластины закрепляют прихватами, винтами, клиньями и т.д.
Таблица 2.
Металлорежущие инструменты изнашиваются по передней и задней поверхности. На размерный износ влияют материал режущей части инструмента, конструкция, геометрия и состояние лезвия, режимы обработки, жесткость системы и многие другие факторы. Значения относительного износа резцов при чистовом точении указаны в таблице 3.
mirznanii.com
Токарно-винторезный станок 1М63: характеристики, паспорт
Токарно-винторезный станок 1М63 разработали и начали выпускать в середине 50-х годов. Данное оборудование на тот момент имело уникальные технические характеристики, станок 1М63 позволил проводить обработку на высоком качестве заготовок из различных металлов.

Токарно-винторезный станок 1М63
Область применения
Покупателями винторезного станка 1М63 зачастую становились машиностроительные заводы с довольно крупным объемом производства. Это связано с тем, что ходовой винт модели позволяет проводить обработку заготовки длиной 750-10000 мм в зависимости от РМЦ. Однако сегодня этот токарно-винторезный станок существенно уступает современным винторезным моделям по показателю производительности и точности обработки. Назначение: можно точить цилиндрические и конусообразные детали, нарезать резьбу.
Токарный станок модели 1М63 может использоваться для работы со сложными формами и округлыми типами заготовок. Дополнительное назначение – нарезка различных типовых резьб. Чертеж оборудования предполагает очень удобную конструкцию основного шпинделя и самого резца, кроме того допускается установка для работы следующих инструментов: зенкеров, сверл, метчиков и плашек. Сама заготовка для последующей обработки может закрепляться непосредственно в патроне либо поддерживается крепеж в центрах.
К основным достоинствам машины приписывают:
- простота выполнения любой операции;
- не сложная конструкция узловых элементов машины;
- станина токарного станка 1М63 характеризуется достаточной жесткость, также увеличены стандарты температурной стабильности и точности обработки;
- характеристики двигателей установки имеют высокие показатели мощности, что облегчает обработку по металлу;
- износостойкость каждого отдельного узлового агрегата имеет высокие значения;
- скорость нарезания резьб очень высокая;
- кинематическая схема отличается определенной жесткостью, что положительно сказывается на всей работоспособности установки;
- в комплектации 1М63 присутствуют электрические и стандартные механические блокировки, которые обеспечивают максимальную безопасность при выполнении любой операции.
Особенности конструкции
У 1М63 есть несколько качеств, которые выделяют его среди других станков токарной группы:
- Резцедержатель 1М63 создан так, что можно использовать инструменты из специальных сплавов и быстрорежущей стали. Резцедержатель создан так, что можно его изменять под режущий инструмент и поворачивать на нужный угол.
- Токарный станок по металлу 1М63 относится к классу винторезных машин, которые отвечают за возможность проведения работы по нарезанию резьб. Для этого устанавливается гитара сменных шестерен. Кроме этого коробка скоростей имеет сменные зубчатые колеса. Путем подбора зубчатых колес можно изменять шаг резьбы.
- Для того чтобы точение детали могла проводится на высокой скорости и при высоких показателях подачи повысили жесткость нижней части суппорта и станины.
- На токарно-винторезном станке 1М63 установлен специальный двигатель и коробка подач, которые дают возможность ускорить движение суппорта во время точения заготовки. Коробка подач также имеет шестерни из каленной стали.
- При создании верхней части 1М63 также предусмотрели возможность перемещения. Именно поэтому при установке стандартного резцедержателя можно проводить точение конических поверхностей.

Гитара токарного станка 1М63
Паспорт токарно-винторезного станка 1М63 указывает на то, что вес варьируется в пределе от 4200-13200 в зависимости от показателя РМЦ. Проведем также обзор основных характеристик.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1М63
Широкий спектр выполняемых работ на токарном оборудовании этой модели обеспечивается отдельными модернизациями конструкции. Любая операция по точению, созданию конусов и нарезанию резьб выполняется достаточно легко, без тонкой скрупулезной настройки. Дополнительными конструкционными особенностями установки 1М63 являются:
- размер поперечника заготовок повышен до 700 мм.;
- показатель допустимого диаметра деталей над суппортом равняется 350 мм.;
- увеличен допустимая масса заготовок, теперь можно работать с деталями до 3,5 тонны;
- диаметр отверстия цилиндрической формы в главном шпинделе равняется 105 мм.;
- имеется функция крестообразного смещения суппортов в продольной плоскости – 5,2, в поперечной до 2 м/минуту;
- повышена мощность силового узла до 15 кВт.;
- масса модели составляет 5750 кг.
Суппорт токарного станка 1М63
Большие габариты, увеличенная функциональность позволяют устанавливать модель 1М63 в больших цехах, где упор делается на количество выпускаемой продукции. При этом точность работы и эффективность машины также остается на достаточном уровне.
Основные характеристики
Устройство фрикциона токарно станка 1М63, как и остальных его элементов соответствует установленным стандартам в 1982. Модель относится к классу точности Н и должна соответствовать установленным стандартам. Технические характеристики следующие:
- Подшипники шпинделя 1М63 поддерживают частоту вращения в пределах от 10 до 1 250 об/мин.
- Токарный станок может иметь самый различный показатель РМЦ. Во время работы оба фиксирующих элемента неподвижные.
- Модель может использоваться для обработки длинных и не жестких деталей с различным показателем РМЦ. Для этого предусмотрена возможность установки люнета. Однако стоит учитывать, что люнет не поставляется в комплекте. Люнет для токарного станка 1М63 используется для ограничения при обработке деформации деталей.
- Резцедержатель выполнен в классическом стиле: инструмент сам по себе неподвижный, двигается только суппорт. Расстояние между осью центров и кромкой резцедержателем составляет 32 см. При изготовлении резцедержателя применяется прочный материал, который исключает вероятность деформации конструкции. Настройка резцедержателя позволяет подобрать оптимальные показатели точения.
- Отверстия в шпинделе 65 мм. Шпиндель используется для установки заготовок диаметром 630 мм. Прямой прут может устанавливаться и подаваться по мере точения на рассматриваемом токарно-винторезном 1М63.
- Устанавливается задняя бабка на рассматриваемом токарно-винторезном станке, при ее мощи фиксируется задний конец.
- Коробка передач дает возможность регулировать скорость в 22 диапазонах.
- Суппорт имеет продольную и поперечную подачу в автоматическом режиме.
- Кинематический механизм довольно сложный. Есть передняя и задняя бабка. В передней бабке есть коробка скоростей. Задняя бабка позволяет фиксировать второй конец детали. Положение задней бабки может изменяться. Также используются обгонные муфты 1М63, отвечающие за поддержание точности работы.
- При рассмотрении коробок скоростей и подачи отметим высокую прочность и надежность. Ремонтопригодность коробок делает токарно-винторезный станок 1М63 более привлекательным.
- Электрический шкаф расположен в передней бабке, что подтверждает чертеж токарного станка 1М63.
- Фартук токарного станка 1М63 управляется при помощи специального переключателя.
- Характеристика сменных колес позволяет нарезать дюймовую, метрическую, модульную и питчевую резьбу. Технический потенциал у модели довольно большой. Установить можно сменные колеса для точения резьбы самого различного типа
Приобрести люнет для повышения качества обработки следует в случае, когда нужно проводить высокоточное точение деформирующихся заготовок. Люнеты могут изготавливаться из самых различных материалов. Если не использовать люнет, то сильная подача приведет к деформации заготовки. Люнеты могут устанавливаться и сниматься в зависимости от поставленных задач.
Электрооборудование и кинематическая схема
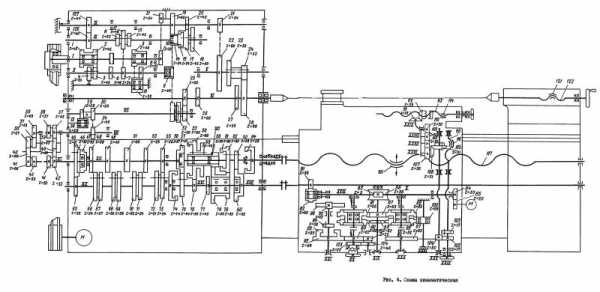
Кинематическая схема станка 1М63
Токарно-винторезный станок 1М63, электросхема которого имеет 4 электродвигателя, также имеет подробное описание каждого узлового модуля в своем паспорте. Основной мотор может работать от сети 50 Гц или 60 Гц. Электрическая схема указывает на то, что мотор имеет мощность 13 кВт.
Инструкция по эксплуатации предусматривает охлаждение системы. Для этого также устанавливается большой мотор. Кинематическая схема указывает на необходимость подачи 22 литров жидкости в минуту. Мощность электродвигателя 0,12 кВт.
Кинематический механизм представлен и мотором, который обеспечивает ускоренное движение суппорта. Резец передвигается вместе с суппортом благодаря установке мотора, мощность которого 1,1 кВт.
Кинематическая схема станка 1М63 также указывает на наличие четырех муфт. Муфта фрикционная 1М63 отвечает за движение каретки: продольный и поперечный проход проводится во время обтачивания, внутренний механический элемент позволяет быстро подводить режущий инструмент. Электромагнитный тип устройства позволяет быстро изменять положение каретки. Имеется фрикционная муфта прямого хода 1М63, которая предназначена для обеспечения плавности прямых подач в оборудовании.
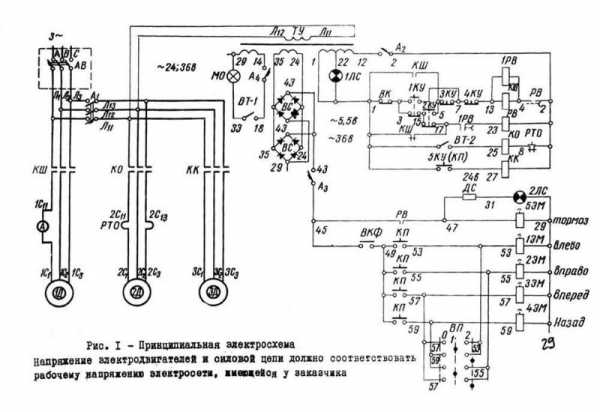
Электрическая схема станка 1М63
Ремонт оборудования
Работа на любом оборудовании предполагает проведение как планового ремонта, так и комплексного. Мероприятия по восстановлению работоспособности отдельных механизмов требуются для модели 1М63 достаточно редко. Но, постепенная потеря стабильности, расшатывание отдельных компонентов конструкции ведет к понижению точности операций и снижении скорости обработки.
Для проведения комплексного ремонта у производителя заказчику необходимо совместно со станком отсылать следующие документы: технические паспорт установки, специальные акты предыдущих технических осмотров и ведомость, в которой отражена информация о сборочных узловых модулях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
| Класс точности | Н | Н |
| Диаметр отверстия шпинделя, мм | 105/70 | 85/128 |
| Размер конца шпинделя передней бабки по DIN: | 11М | 1-15М |
| Наибольший диаметр обрабатываемого изделия, мм: | ||
| – над станиной | 630 | 1000 |
| – над суппортом | 350 | 650 |
| Наибольшая длина обрабатываемого в центрах изделия, мм | 750, 1500, 3000, 5000, 8000 | 1000, 2800 (3000), 5000, 8000, 10000, 12000 |
| Наибольший крутящий момент на шпинделе, кНм | 3 | 9.5 |
| Количество ступеней частот вращения шпинделя | ||
| Максимальный вес устанавливаемого изделия в центрах, кг: | 3500 | 8000* |
| Пределы частот вращения шпинделя, об/мин: | 10-1250 | 5…500 |
| Пределы рабочих подач суппорта, мм/об: | ||
| -продольных | 0,06...1,0/ | 0,20…3,05 |
| -поперечных | 0,024...0,368/ | 0,07…1,04 |
| - резцовых салазок | 0,019…0,31 | 0,07…1,04 |
| Пределы шагов нарезаемых резьб: | ||
| – метрических, мм | 1...224 | 1…120 |
| – дюймовых, число ниток/дюйм | 28...0,25 | 28…1/4 |
| – модульных, модуль | 0,25...56 | 0,5-30 |
| – питчевых, питч | 112...0,5 | 96…1 |
| Мощность электродвигателя главного привода, кВт: | 15 | 22 |
| Масса, кг | 4420, 5060, 5970 | 9850, 12800, 15750 |
| Габаритные размеры, мм: | ||
| - длина | 2950, 3740, 5240 | 4100, 6140, 8180 |
| - ширина | 1780 | 2200 |
| - высота | 1550 | 1770 |
rsz-stankocenter.ru
Станок токарно-винторезный 1М63Н-1 по низкой цене, описание с техническими характеристиками. Интервесп
- Токарно-винторезный станок 1М63Н-1 (РМЦ 1500 мм) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезания резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможность прогрессивных инструментов при обработке различных матералов.
Общая информация о универсальном токарном станке 1М63Н-1
Токарно-винторезный станок 1М63Н-1 (РМЦ 1500 мм) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезания резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможность прогрессивных инструментов при обработке различных материалов.Рекомендуемый инструмент к станку
Технические характеристики универсального токарного оборудования 1М63Н-1
| |||||||||||||||||||||||||||||||||||||||||
Продажа универсального токарного оборудования – пожалуйста, уточняйте наличие товара на складе. Информация о универсальном токарном станке размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор - ИНТЕРВЕСП, дата публикации 23.12.2011 12:54, дата последнего изменения 23.12.2011 12:54. intervesp-stanki.ru © 2002-2018 Все права защищены. Публикация разрешена с письменного разрешения автора.
Задать вопрос менеджеруwww.intervesp-stanki.ru
| Наибольший диаметр заготовки: | |
| устанавливаемой над станиной, мм | 700 |
| обрабатываемой над станиной, мм | 630 |
| обрабатываемой над суппортом, мм | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 750, 1500, 2000, 3000, 4000, 5000, 8000, 10000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Длина выемки от торца фланца шпинделя, мм | 450 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 - 1250 |
| Величина подач: | |
| продольных, мм/об | 0,06 - 1,4 |
| поперечных, мм/об | 0,024 - 0,518 |
| резцовых салазок, мм/об | 0,019 - 0,434 |
| Величина шагов нарезания резьб: | |
| метрических, мм | 1 - 224 |
| дюймовых, ниток/дюйм | 28 - 0,25 |
| модульных, модуль | 0,25 - 56 |
| питчевых, питч диам. | 112 - 0,5 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 5,2 |
| поперечное | 2 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 3500 |
| Масса 1М63Н (1М63) , кг | 4200, 4840, 5100, 5750, 6530, 9000, 11800, 13200 |
| Габариты: | |
| длина, мм | 2950, 3750, 4200, 5250, 6230, 7250, 10300, 12470 |
| ширина, мм | 1780 |
| высота, мм | 1550 |
www.russtanko.ru
Токарно-винторезные станки 1М63Н РМЦ 750-10000мм.
Токарно-винторезные станки 1М63Н РМЦ 750-10000мм. Производство,модернизация,капитальный ремонт,запасные части,оснастка
Тока́рный стано́к — станок для обработка резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развёртывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
В состав токарной группы станков входят станки выполняющие различные операции точения: обдирку, снятие фасок, растачивание и т. д.
Значительную долю станочного парка составляют станки токарной группы. Она включает, согласно классификации Экспериментального НИИ металлорежущих станков, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам. Станки предназначены главным образом для обработки наружных и внутренних цилиндрических, конических и фасонных поверхностей, нарезания резьб и обработки торцовых поверхностей деталей типа тел вращения с помощью разнообразных резцов, свёрл, зенкеров, развёрток, метчиков и плашек.
Применение на станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования.
Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего приспособление для установки заготовки обрабатываемой детали, делятся на горизонтальные и вертикальные. Вертикальные предназначены в основном для обработки деталей значительной массы, большого диаметра и относительно небольшой длины.
rzpokontrakt.ru