Назначение, конструкция и характеристики токарно-винторезных станков. Станок токарно винтовой
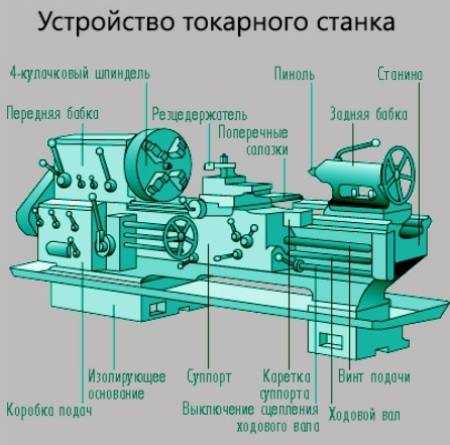
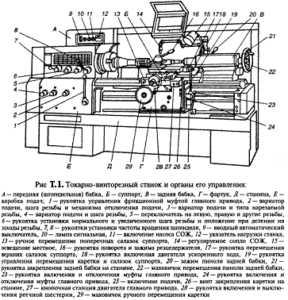
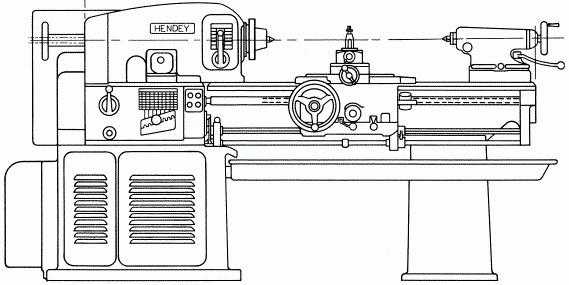
Основные узлы токарно-винтового станка модели 16к20 и их назначение
Станина служит для крепления на ней всех узлов станка. Имеет две тумбы и направляющие, по которым перемещается каретка суппорта и задняя бабка.
Передняя бабка- представляет собой коробку скоростей неподвижно закрепленную на станке. Важная часть передней бабки- шпиндель- пустотелый вал, установленный на подшипниках.
Задняя бабка- предназначена для крепления правого конца длинных заготовок, а также установки переходных конических втулок при обработке отверстий для крепления сверл, зенкеров, разверток.
Коробка подач – предназначена для получения различных по величине подач. Механизмы коробки подач получают движение от шпинделя станка.
Суппорт с фартуком – предназначен для закрепления и подачи режущего инструмента. Фартук соединен с нижней частью суппорта и служит для размещения механизмов преобразования вращательного движения ходового винта или ходового валика станка в поступательное движение суппорта.
Станина станка имеет рамную конструкцию, что позволяет увеличить виброустойчивость станка и точность обработки. В подшипниковых опорах применены подшипники особо высокой точности. Поэтому жесткость шпиндельного узла увеличена на 30% в сравнении со станком мод 1К62. Это снизило дробление наиболее распространенных режимов резания и позволяет вести обработку заготовок с большими силами резания (силовое точение) и наиболее полно использовать мощность привода (скоростное точение).
На станке мод. 16К20 можно обрабатывать заготовки как из незакаленных так и закаленных сталей, а также из труднообрабатываемых материалов.
Технические характеристики станка мод. 16к20
Наибольший диаметр заготовки над станиной – 400 мм.
Высота центров – 200 мм.; наибольший диаметр обрабатываемого прутка, проходящего через отверстие шпинделя – 50 мм.; величины скоростей вращения шпинделя, мин-1: 12,5; 16; 20, 25, 31,5; 40, 50, 63, 80, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1600.
Продольная подача, мм/об: 0,051; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,2; 0,35; 0,44 0,5; 0,6; 0,74 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8.
Поперечная подача, мм/об: 0,25; 0,03; 0,0375; 0,045; 0,05; 0,0625; 0,075; 0,0875; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4.
Пределы шагов нарезаемых резьб: метрической, мм. – 0,5…112; дюймовой, число ниток на 1'' – 0,5…56; модульной, мм – (0,5…112)π; питчевой – р=56-95 питча.
Габаритные размеры станка: (2505-3795)х1190х1500 мм.
Приложение 2 - Определение шага резьб
Шаг дюймовой резьбы:
,
где n – число ниток на 1".
Шаг модульной резьбы:
t=π•m,
где m – модуль нарезаемой резьбы.
Шаг питчевой резьбы:
,
где p – число питчей (т. е. число зубьев зубчатого колеса, приходящихся на один дюйм диаметра его начальной окружности). Питч является расчетной величиной зубчатых зацеплений, принятый в странах, сохранивших измерение длин в дюймах.
Уравнения цепи подач при: продольной подаче :
Sпр.под=1об.шп.• Uconst • Upм • Uгит • Uк.п • Uм • Uр.м. • Uф • nmzp.k, мм/об;
поперечной подаче:
Sпоп.под=1об.шп.• Uconst • Upм • Uгит • Uк.п • Uм • Uр.м. • Uф • tх.в.пп , мм/об;
нарезаемой резьбы:
Sн.р=1об.шп.• Uз.ув.ш • Upм • Uгит • Uк.п • Uм • Uр.м. • tх.в. , мм
где Uconst, Uз.ув.ш , Upм , Uгит , Uк.п , Uр.м. , Uм ,Uф – соответственно передаточное число постоянной передачи, звена увеличения шага, реверсивного механизма, гитары сменных колес, механизма коробки подач, распределительного механизма, множительного механизма, механизма фартука.
Приложение 3- Уравнение кинематической цепи и значение ременной части передаточного отношения коробки скоростей
| № п/п | Кинематическое уравнение переменной части передаточного отношения коробки скоростей станка 16К20 | Значение переменной части передаточного отношения | |
| | 0,015 | ||
| | 0,02 | ||
| | 0,025 | ||
| | 0,03 | ||
| | 0,04 | ||
| | 0,05 | ||
| | 0,06 | ||
| | 0,08 | ||
| | 0,1 | ||
| | 0,13 | ||
| | 0,16 | ||
| | 0,21 | ||
| | 0,25 | ||
| | 0,31 | ||
| | 0,40 | ||
| | 0,51 | ||
| | | 0,62 | |
| | 0,65 | ||
| | 0,79 | ||
| | 0,82 | ||
| | 1,01 | ||
| | 1,27 | ||
| | 1,63 | ||
| | 2,06 | ||
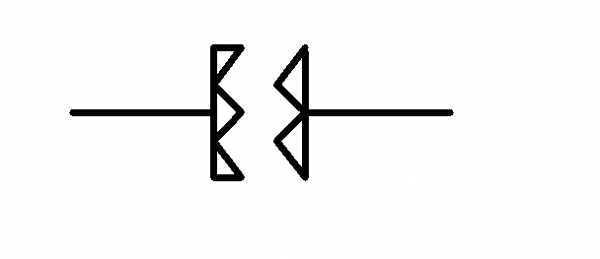
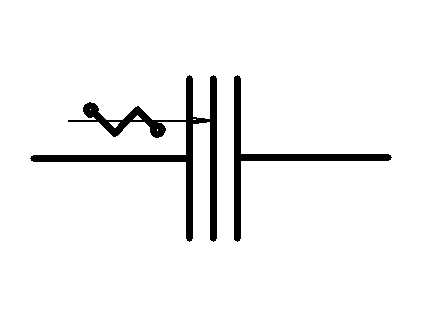
Приложение 4-Условные обозначения основных передач и механизмов металлорежущих станков
| Наименование | Обозначение | Наименование | Обозначение |
| Вал, ось, стержень Конец шпинделя для центровых работ Конец шпинделя для патроновых работ Ходовый винт для передачи движения Радиальный подшипник без уточнения типа Радиальный подшипник скольжения Радиальный подшипник качения Глухое жесткое соединение двух соосных валов Эластичное соединение двух валов | Телескопическое соединение валов Кулачковая односторонняя муфта сцепления Фрикционная односторонняя дисковая муфта Фрикционная односторонняя электромагнитная муфта Глухое, неподвижное соединение детали с валом Свободное для вращения соединение детали с валом Подвижное вдоль оси соединение детали с валом Соединение детали с валом посредством вытяжной шпонки Общее обозначение электродвигателя |
|
studfiles.net
основные узлы и назначение, фото, видео
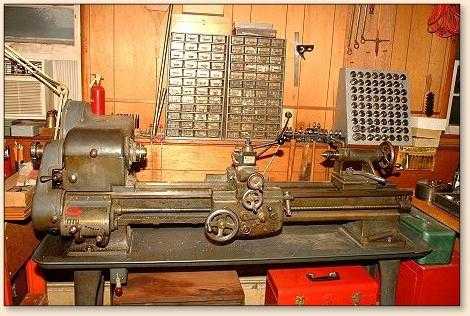
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.

Общий вид токарного станка по металлу
Основными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.
Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.

Станина
Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.

Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.

Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.
Шпиндель
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.

Суппорт
При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.

Поперечные салазки
Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.
Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.

Задняя бабка
Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарно-винторезные станки: технические характеристики, конструкция
Содержание статьи:
Токарные работы являются одними из самых востребованных типов металлообработки. Для их выполнения можно использовать несколько видов оборудования. Но наиболее популярными являются универсальные токарно-винторезные станки.
Назначение и конструкция токарно-винторезного станка
Токарно-винторезный станок с классической компоновкой
Данный тип оборудования предназначен для обработки металлических тел вращения путем воздействия режущего инструмента на их поверхность. Благодаря своей конструкции токарно-винторезный агрегат может делать обработку заготовок различной формы. Особенностью является возможность формирования дюймовых, питчевых или метрических резьб.
Область применения этого оборудования – комплектация производственных линий и специализированных мастерских. В некоторых случаях станки можно использовать в учебных процессах для получения первичных навыков токарной работы. Работа на них требует детального изучения конструкции и принципа функционирования оборудования.
Прежде всего следует ознакомиться с основными конструктивными элементами, которыми обладает винторезный станок:
- станина. Является опорной конструкцией оборудования и предназначена для монтажа остальных конструктивных элементов. Для обеспечения максимальной устойчивости она изготавливается из чугунного сплава;
- передняя и задняя бабки. Предназначены для фиксации заготовки и передаче ей крутящего момента;
- коробка скоростей. Может быть интегрирована в конструкцию передней бабки или располагаться отдельно. С ее помощью происходит изменение скорости вращения стальной детали;
- фартук. Необходим для преобразования вращательного движения в поступательное;
- суппорт. Переназначен для фиксации и изменения положения режущего инструмента.
Дополнительно могут использоваться вспомогательные устройства. Чаще всего применяются опорные стойки для обработки массивных деталей.
Кроме этих параметров важным является конструкция токарной головки. Она предназначена для точной фиксации заготовки на передней бабки. Токарно-винторезный агрегат должен обладать высоким качеством обработки, что напрямую зависит от точности позиционирования заготовки относительно рабочего инструмента.
Классификация токарно-винторезного оборудования

Токарно-винторезная установка с блоком ЧПУ
В зависимости от поставленных задач токарно-винторезные станки можно разделить на три основные группы – легкие, средние и тяжелые. Первые предназначены для обработки небольших деталей и приборов. Вторые – для выполнения токарных работ общего назначения. Они являются наиболее распространенным типом оборудования. Токарный станок тяжелого типа необходим для изменения конфигурации поверхностей заготовок, чей диаметр превышает 1250 мм.
Кроме этих параметров следует учитывать комплектацию оборудования и перечень выполняемых операций. Они напрямую скажутся на производительности и универсальности оборудования. В зависимости от специфики конструкции можно выделить следующие типы токарно-винторезных станков:
- по типу исполнения – настольные или напольные;
- управление – автоматическое, полуавтоматическое или ручное. Для максимальной производительности необходимо использовать винторезный станок с ЧПУ;
- профессиональные или учебные. Последние можно применять для обработки заготовок в домашних условиях. Некоторые модели рассчитаны для подключения к бытовой электросети 220 В.
Для настройки шага резьб в конструкции станка есть устройство, получившее название «гитара». Оно монтируется на фартуке оборудования и предназначено для более точного позиционирования резца на поверхности заготовки.
Перечень технических характеристик

Ученый токарно-винторезный комплекс
Эксплуатационные и технические параметры, которыми должен обладать токарно-винторезный комплекс, зависят от специфики его конструкции и комплектации. Поэтому сначала необходимо определить оптимальные характеристики и затем согласно им, выполнять выбор оптимальной модели.
Прежде всего следует изучить общие технические характеристики. К ним относятся максимально допустимые размеры обрабатываемой детали – длина, диаметр и масса. Затем учитывается расстояние от оси шпинделя до поверхности станины. С помощью универсальных станков можно обрабатывать детали как в центрах, так и в патроне.
Последующий анализ лучше всего сделать по блокам станка.
Шпиндель:
- максимальный диаметр прутка, устанавливаемый в сквозное отверстие;
- частота вращения шпиндельной головки в прямом и обратном направлении;
- число скоростей — прямых и обратных;
- максимальный крутящий момент.
Суппорт и параметры подач:
- величина продольного и поперечного смещения;
- число продольных и поперечных подач;
- характеристики нарезаемой резьбы — шаг, количество и пределы.
Кроме этих факторов необходимо учитывать номинальную мощность силовой установки. Это необходимо для корректного подключения оборудования к электросети. Также для повышения качества обработки в конструкции станка может быть предусмотрен механизм подачи СОЖ.
Для примера можно ознакомиться с описанием профессионального токарно-винторезного станка:
stanokgid.ru
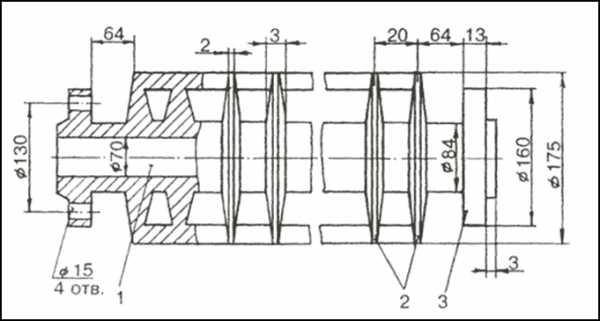
Винт ходовой для токарного станка и тисков
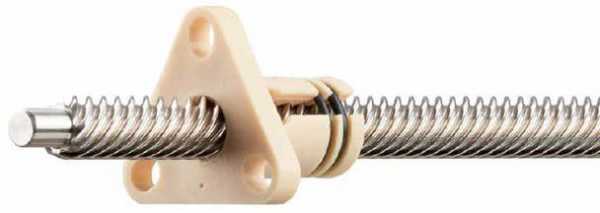
Ходовой винт - это важная деталь, которая используется в качестве преобразователя движения. Он изменяет вращательное движение в поступательно-прямолинейное перемещение. Для этого он снабжается специальной гайкой. Кроме этого, он обеспечивает перемещение с заданной точностью.
Показатели качества винта
Винт, как очень важная деталь, должен соответствовать множеству требований. Для того чтобы его можно было использовать, к примеру, в настольных тисках, он должен подходить по таким параметрам, как: диаметральный размер, точность профиля и точность шага резьбы, соотношение резьбы винта с его опорными шейками, износостойкость, толщина нитки резьбы. Также важно отметить, что в зависимости от степени точности перемещения, которую обеспечивают винты, их можно разделить на несколько классов точности от 0 до 4. К примеру, ходовые винты металлорежущих станков должны соответствовать классу точности от 0 до 3. 4 класс точности не подходит для использования в таком оборудовании.

Материал для заготовки ходового винта
В качестве заготовки для производства винта используют обычный пруток, который отрезается от сортового металла. Однако здесь важно отметить, что к материалу, служащему заготовкой, предъявляются некоторые требования. Металл должен обладать хорошей стойкость к износу, хорошей обрабатываемостью, а также обладать состоянием стабильного равновесия в условиях внутреннего напряжения, которое возникает после обработки. Это очень важно, так как данное свойство поможет избежать деформации ходового винта при его дальнейшем использовании.

Для производства этой детали со средним классом точности (2-й или 3-й), к которой не будут предъявляться требования повышенной устойчивости к температуре, используют сталь А40Г, являющуюся среднеуглеродистой, с добавками серы и стали 45 с дополнением свинца. Такой сплав улучшает возможность обработки винта, а также уменьшает шероховатость поверхности материала.
Профиль винта
Существует три профиля винта, которые используются при производстве ходового винта токарного станка или любого другого. Профиль может быть трапецеидальным, прямоугольным или треугольным. Наиболее распространенным типом считается трапецеидальная резьба. К ее преимуществам можно отнести то, что она выше по точности, чем прямоугольная. Кроме этого, используя разрезную гайку, можно регулировать осевые зазоры трапецеидальным винтом, которые возникают из-за износа оборудования.

Здесь важно также отметить, что нарезание, как и шлифовка трапецеидальной резьбы на винт, гораздо проще, чем прямоугольной. Но при этом нужно понимать, что точностные характеристики прямоугольной резьбы выше, чем у трапецеидальных. Это значит, что если стоит задача создать винт с наилучшей регулировкой по точности, то придется все же нарезать прямоугольную резьбу. Трапецеидальные винты не подходят для проведения очень точных операций.
Обработка винта
Основными деталями, на которых базируется винт в станке, стали опорные шейки и буртики. Исполнительной поверхностью у винта считается его резьба. Наибольшая точность в настольных тисках и любых других станках, имеющих такой винт, должна быть обеспечена между исполнительной поверхностью детали, а также основной базирующей поверхностью. Технологической базой при производстве ходового винта считается его центровое отверстие. По этой причине, для того чтобы избежать деформации, обработку всех этих поверхностей осуществляют с использованием подвижного люнета. Применение этой детали определяет специфику обработки ходового винта.

Здесь также важно отметить, что винт с разным классом точности, обрабатывается до различных величин. Детали, которые будут принадлежать к 0,1 и 2 классу точности обрабатывают до 5-го квалитета. Винты, принадлежащие к 3-му классу точности, проходят обработку до 6-го квалитета. Винты, относящиеся к 4-й категории, обрабатываются также до 6-го квалитета, но при этом у них имеется поле допуска по наружному диаметру.
Центровка и нарезание резьбы
Для того чтобы получить приемлемого качества винт, необходимо осуществить еще несколько операций. Одной из них стала центровка детали, которая проходит на токарном станке. Ходовой винт, а точнее, заготовка для этой детали центрируется на указанном оборудовании и здесь же ей подрезают торцы. Кроме этого, проводится операция по шлифовке заготовки. Для этого применяют бесцентрошлифовальные или круглошлифовальные станки в центрах. Здесь важно добавить, что шлифовка в центрах осуществляется только для винтов 0,1 и 2 класса точности.
Далее, прежде чем приступить к нарезке резьбы, заготовку необходимо подвергнуть правке. Здесь нужно отметить, что этой операции подвергают только винты с 3-м и 4-м классом точности. После этого их поверхность дополнительно шлифуется. В качестве оборудования для нарезания резьбы на ходовом винте используют токарно-винторезный станок.
Описание гайки винта
Гайка ходового винта предназначается для того, чтобы обеспечить точные установочные перемещения. В некоторых редких случаях их могут производить из такого материала, как антифрикционный чугун. Этот элемент должен обеспечивать постоянное зацепление с витками винта, а также выступать в роли компенсирующей детали. Компенсировать придется зазор, который неизбежно возникнет при износе винта. К примеру, гайки для ходовых винтов, использующихся в токарных станках, изготавливаются сдвоенными. Это необходимо для того, чтобы убрать зазор, который может возникнуть либо вследствие производства и сборки станка, либо в результате износа его деталей.

Особенность винта с гайкой сдвоенного типа в том, что она обладает неподвижной и подвижной частью. Подвижная часть, которая является правой, может перемещаться вдоль оси неподвижной части. Именно это передвижение и будет компенсировать зазор. Производство гайки осуществляется лишь для винтов нулевого, 1-го и 2-го класса точности. Для их изготовления используют оловянистую бронзу.
Из чего изготавливают гайки и их износ?
Наиболее распространенными материалами для производства этого вида деталей стали алюминиево-железистые бронзы, по нормам станкостроения МТ 31-2. Кроме этого материала, может также использоваться антифрикционный чугун, как заменитель для неответственных винтовых передач.
Здесь важно добавить, что гайка изнашивается намного быстрее, чем непосредственно ходовой винт. Для этого есть несколько причин:
- резьба гайки плохо защищена от любого вида загрязнений, а также ее довольно трудно очищать от этих ненужных элементов;
- часто случается так, что этот элемент изначально плохо смазывается и это сильно сказывается на сроке службы;
- при зацеплении гайки с винтом получается так, что у второго элемента работают одновременно все витки, а вот у винта лишь те, что находятся в сцепке с гайкой.
По этим причинам винты с гайкой должны проверяться чаще, поскольку износ гайки наступает довольно быстро.
fb.ru
Устройство токарного станка по металлу: токарно-винторезные, торцовочный
 Токарный станок
Токарный станокПо статистике около 60% всех изделий из металла проходит обработку на токарных станках. Даже простой аппарат способен выполнять массу операций по обработке внутренних и наружных элементов металлической заготовки, превращая их в готовую к использованию деталь.
Устройство токарного станка
Первые токарные аппараты появились в конце XVIII века. Эти устройства позволяли достаточно быстро и качественно обрабатывать металл. В 1794 году появился первый аппарат, схема устройства которого сохранилась в неизменном виде до сегодня.
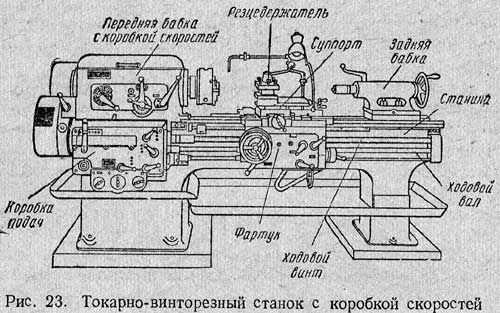 Схема расположения элементов токарного станка
Схема расположения элементов токарного станкаПеред рассмотрением конструктивных особенностей токарных станков необходимо отметить, что технология их функционирования постоянно меняется, поэтому токарно-революционный аппарат с ЧПУ всего 20 лет назад считался эталоном станка по обработке металлов. Тем не менее, устройство токарного станка по металлу остается неизменным.
Основные элементы токарного станка по металлу:
- Станина — базовый элемент, который является основанием для режущих деталей станка. Качество обработки металлической заготовки напрямую зависит от прочности станины и материала, из которого она изготовлена. Станины из титана или нержавеющей стали считаются самыми надежными. Вторым
 Наименование элементов токарного станка
Наименование элементов токарного станкапо важности параметром станины является ее вес, она должна обладать достаточной массой, чтобы предотвращать вибрацию, искривления траектории и смещения обрабатываемой детали;
- Передняя шпиндельная бабка обеспечивает фиксацию обрабатываемой металлической детали. В современных станках шпиндельная бабка отвечает не только за фиксацию, в ней еще и располагается коробка передач токарного станка.
 Описание элементов токарного станка
Описание элементов токарного станкаПередняя бабка изготавливается из высокопрочных и долговечных материалов;
- Задняя бабка в зависимости от модели устройства отвечает за удержание обрабатываемой детали в неподвижном состоянии; либо за подачу дополнительного оборудования;
- Суппорт – важнейшая часть токарного станка. Эта деталь отвечает за фиксацию режущего элемента. Современные суппорты бывают двух видов: ручные и автоматические. Несложно догадаться, что возможности станка зависят от типа суппорта, поэтому ручные модели часто не обладают большим набором функций. Тем не менее, даже самый простой суппорт способен обеспечить подачу режущей части станка в нескольких плоскостях, что позволяет проводить сложные операции обработки металла;
Устройство универсального токарно винторезного станка
Конструктивные особенности токарно-винторезных станков
Станки этого класса используются для обработки деталей в форме диска, втулок и валов. Эти устройства производят внутреннее точение цилиндрических, торцевых, фасонных поверхностей. Кроме этого, они способны производить отрезку, сверление и зенкерование металлических деталей. Классический набор функций токарно-винторезных станков дополняется нарезанием всех видов внутренней и наружной резьбы, а также раскаткой поверхности металла. Сфера применения станков: частные мастерские и мелкосерийное производство.
 Токарно-винторезный станок
Токарно-винторезный станокУстройство токарно-винторезного станка:
- Основание – это монолитная часть устройства, изготовленная из высокопрочных материалов: чугуна, нержавеющей или легированной стали. Основание станка выполняет две важных роли: обеспечивает фиксацию коробки передач и обрабатываемой детали; Устройство токарно-винторезного станка
- Станина является главным элементом, на котором располагаются основные узлы станка. Верхняя часть станины содержит направляющие механизмы, по которым перемещаются режущие элементы – суппорт и задняя бабка станка;
- Передняя бабка. Винторезные аппараты отличаются устройством передней бабки от классических моделей тем, что в этой части располагается шпиндель – деталь, передающая заготовке вращающийся момент. Кроме этого, на передней бабке присутствуют дополнительные удерживающие элементы: фланец, коническая шейка и отверстие. Названные детали отвечают за фиксацию и центрирование обрабатываемой детали;
- Гитара отвечает за настройку цепи передач. Настраивается она посредством смены зубчатых колес. Современные винторезные станки позволяют устанавливать метрический и модульный шаг резьбы. Гибкие настройки гитары позволяют перевести аппарат в ручное управление, что позволяет выполнять нестандартные виды резьбы;
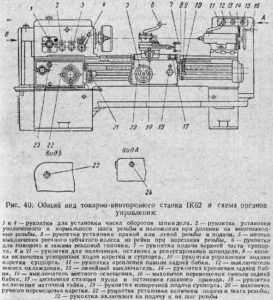 Схема и описание токарно-винторезного станка
Схема и описание токарно-винторезного станка - Фартук отвечает за преобразование вращения винта в поступательное движение суппорта. В зависимости от типа конструкции, винторезные аппараты меняют перемещение ходового винта посредством гаек или зубчато-реечных передач. Суппорт – это режущая часть станка. Этот элемент состоит из каретки продольного перемещения, поперечных салазок и держателей;
- Резцовая каретка применяется для отделки конических поверхностей;
- Задняя бабка отвечает за удержание конца обрабатываемой детали. Задняя бабка состоит из неподвижных и вращающихся элементов, а также осевых элементов, с помощью которых производится обработка центральных частей заготовки. Винторезные станки так устроены, что задняя бабка перемещается только в ручном режиме;
 Коробка подач токарного станка
Коробка подач токарного станка - Коробка передач отвечает за изменение скорости перемещения суппорта;
- Поперечные салазки перемещаются вручную. Современные винторезные станки оснащены совершенными поперечными салазками, с помощью которых они могут поворачиваться на 40 градусов, что позволяет обрабатывать конические поверхности с высокой точностью.
Устройство торцовочного станка
Торцовочный аппарат – простой инструмент с большим потенциалом, без которого в определенных ситуациях не обойтись. Универсальный распилочный инструмент позволяет очень быстро и эффективно производить ровные и точные срезы. У современных моделей даже есть функция среза под углом.
 Торцовый станок
Торцовый станокТорцовочный аппарат состоит из монолитного основания, фрезеровальной плоскости, на которой устанавливается поворотная рама, режущего элемента (круга) и поворотного механизма, обеспечивающего подвижность станка в вертикальной плоскости. Пильный диск, двигатель и редуктор крепятся к верхней части устройства.
Мы описали «классическую» сборку торцовочного станка. Современные модели могут иметь некоторые нюансы, например, оснащаться защитным кожухом. Кожаная накладка на торцовочном станке предотвращает попадание металлической стружки внутрь устройства, а также на пильный диск.
Функциональный ряд
Перейдем к рассмотрению функций и видов. Торцовочный аппарат может быть профессиональным или любительским. Заметим, что набор функций профессиональных и любительских моделей отличается незначительно. Разница между моделями состоит в качестве материалов, из которых изготовлено устройство и уровень прочности отдельных элементов. В нашем случае это двигатель, пильный диск и редуктор.
 Схема торцовочного станка
Схема торцовочного станкаЦентральной проблемой торцовочных станков является двигатель. Производители часто экономят на качественных материалах и устанавливают мощные двигатели без дополнительной системы охлаждения. Интенсивная эксплуатация станка проводит к быстрой поломке двигателя. Описанная проблема встречается преимущественно в любительских моделях.
Профессиональный инструмент отличается не только качеством обработки металлического изделия, но и длительным сроком службы, поэтому его используют преимущественно в промышленности. Дорогой торцовочный аппарат способен работать больше 8 часов в день без перерывов.
Поговорим о двигателях
 Коллекторный двигатель
Коллекторный двигательНа торцевых устройствах устанавливаются коллекторные и асинхронные двигатели. Чем они отличаются? Коллекторный двигатель имеет высокий показатель крутящего момента, но уступает асинхронному двигателю в простоте обслуживания (замена щеток). Второй двигатель отличается долгим сроком службы и меньшим уровнем шума.
Двигатель приводит в движение режущий элемент. Крутящий момент диска обеспечивается двумя типами передачи – за счет ремней или зубьев. Каждый тип передачи имеет ряд достоинств и недостатков: например, зубчатая передача исключает возможность проскальзывания (холостого хода) во время запредельных нагрузок. Ремневой тип передачи крутящего момента меньше нагружает мотор и способствует его долголетию. Однако ремни часто рвутся в неподходящий момент, останавливая работу.
 Асинхронный двигатель
Асинхронный двигательТорцовочный аппарат имеет большую ширину реза, который дополнительно ограничивается при работе под углом. Угол реза увеличивается за счет установки штанги вдоль линии реза.
Реклама партнеров
Видео: Устройство токарного станка
Похожие статьи
promtu.ru
Станки токарной группы
9
1.Токарные станки 2
1.1. Устройство токарного станка 2
Рис. 1. Общий вид токарного станка модели 1К62 3
Рис.4 Схема привода подачи токарного Рис.5 Схема реверсивного 6
Рис.6 Схема установки сменных зуб- Рис.7 Схема коробки подач 7
1.2. Кинематическая схема токарного станка 9
1.3. Основные виды токарных работ 12
2. Токарные автоматы 17
3.Токарно-затыловочные станки 21
3.1 Основные сведения о затыловании. 21
3.2 Универсальный токарно-затыловочный станок 1Б811 22
4 Токарно-револьверные станки 23
4.1 Общие сведения 23
4.2 Токарно-револьверные станки с вертикальной осью револьверной головки. 24
4.3 Токарно-револьверный станок 1Г340П с горизонтальной осью револьверной головки 24
4.4 Мальтийский механизм. 26
5Лобовые токарные и карусельные станки 27
5.1 Лобовые токарные станки 27
5.2 Карусельные станки 27
6.Выполнение основных технологических операций токарной обработки. 31
6.1Обтачивание, подрезание и отрезание заготовок 31
Обтачивание гладких наружных цилиндрических поверхностей. 31
Обработка плоских торцовых поверхностей и уступов. 33
Вытачивание наружных канавок и отрезание. 38
6.2 Сверление и расверливание оверстий на токарном станке 38
Выбор режима резания при сверлении. 42
6.2 Зенкерование, развертывание и растачивание оверстий. 42
1.Токарные станки
1.1. Устройство токарного станка
Токарные станки разделяют на одношпиндельные, многошпиндельные, револьверные, карусельные, автоматы и полуавтоматы, многорезцовые, специализированные и др.
Каждый тип токарных станков имеет несколько моделей. Например, одношпиндельные токарно-винторезные станки выпускают моделей 1620, 1А62, 1К62, 1Е61МТ, 1В616 и т. д.; токарно-револьверные— моделей 1М36, 1336М и т. д.; многорезцовые полуавтоматы — моделей 1721, 1730, 1712П и т. д.; однорезцовые автоматы — моделей 1С616, 161А и т. д.
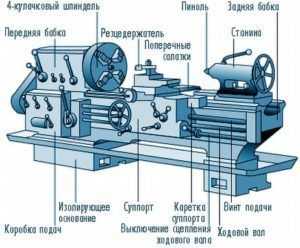
Рассмотрим устройство токарно-вннторезного станка модели 1К62 (рис. 1). Основные узлы станка: станина 15, передняя бабка 2 , задняя бабка 9, коробка подач 1 с ходовым винтом 13 и ходовым валиком 14, фартук 16 с механизмами подачи, суппорт 5 и электропривод. Кроме этих узлов станок имеет масляный насос для смазки механизмов станка, насос для подачи смазочно-охлаждающей жидкости и кнопочное или рычажное управление для пуска и остановки станка. Включение, выключение и реверсирование электродвигателя производится посредством реверсивного магнитного пускателя с помощью рукоятки.
Суппорт предназначен для закрепления резца и сообщения ему продольной или поперечной подачи. Основанием суппорта служат нижние (продольные) салазки (поз. 4, рис. 1), скользящие по направляющим станины токарного станка. Продольная механическая подача суппорта осуществляется включением рукоятки 17, а ручная — при помощи маховика 19. Укрепленный на суппорте резец будет при этом перемещаться параллельно оси шпинделя.
Для поперечной подачи суппорта вручную вращают рукоятку 18: при этом поперечные салазки вместе с верхней частью суппорта перемещаются перпендикулярно оси шпинделя, скользя по направляющим нижних салазок. На поперечных салазках закреплена поворотная часть суппорта с верхними салазками и резцедержателем 6. При необходимости верхние салазки можно повернуть на нужный угол при помощи поворотной части суппорта. Ручную подачу поворотной или верхней части суппорта осуществляют рукояткой 7.
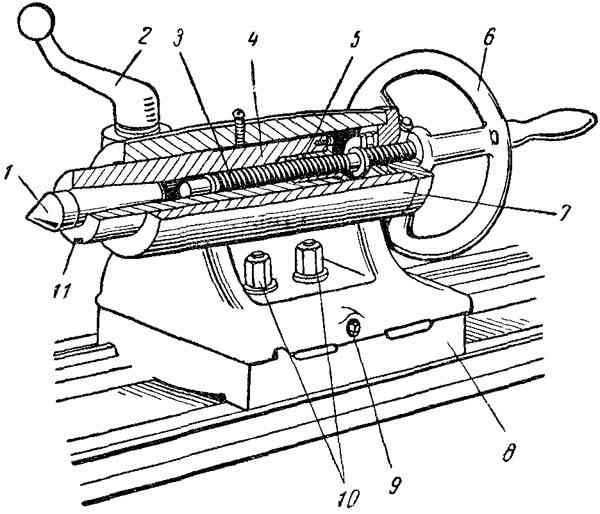
Задняя бабка (см. рис. 1) служит для поддержания в центрах станка длинных деталей (L >> 4D), а также для закрепления режущего инструмента — сверл, зенкеров, разверток. Она состоит из чугунного корпуса, установленного на скользящей плите. В зависимости от длины обрабатываемой детали заднюю бабку устанавливают на станине в нужном месте при помощи соответствующих приспособлений.
В отверстие верхней части корпуса задней бабки вставляют пустотелый шпиндель — пиноль 8 с закрепленным в нем задним центром. При скоростном резании в пиноль вставляют вращающийся центр. Пиноль и задний центр можно перемещать в продольном направлении при помощи винта с маховиком 11. Закрепляют пиноль в определенном положении рукояткой 10.
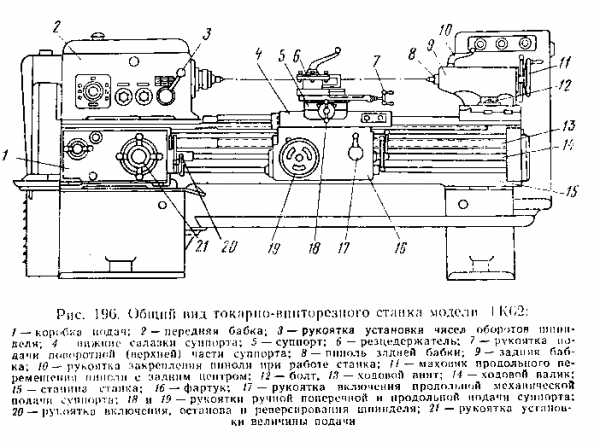
Рис. 1. Общий вид токарного станка модели 1К62
1 – коробка подач; 2 – передняя бабка; 3 – рукоятка установки чисел оборотов шпинделя; 4 – нижние салазки суппорта; 5 – суппорт; 6 – резцедержатель; 7 – рукоятка подачи поворотной части суппорта; 8 – пиноль задней бабки; 9 – задняя бабка; 10 – рукоятка закрепления пиноли; 11 – маховик продольного перемещения пиноли; 12 – болт; 13 – ходовой винт; 14 – ходовой валик; 15 – станина станка; 16 – фартук; 17 – рукоятка включения продольной механической подачи; 18 и 19 – рукоятки продольной и поперечной ручной подач; 20 – рукоятка реверсирования шпинделя; 21 – рукоятка установки величины подачи.
При обтачивании конических заготовок корпус задней бабки станка можно смещать относительно основания в поперечном направлении посредством болта 12.
Главное движение и движение подачи осуществляются при помощи соответствующих приводов.
Привод главного движения (рис.2) состоит из электродвигателя 7, ременной передачи 2, коробки скоростей 4 и шпинделя 5. Вращение ведомого шкива трансмиссионного вала 1 - 1 передается коробке скоростей и шпинделю 5 (вал II-II). Коробка скоростей позволяет изменять числа оборотов шпинделя, обеспечивая наивыгоднейшие режимы резания.
Существуют два типа коробок скоростей — со ступенчатым и с бесступенчатым (плавным) регулированием чисел оборотов шпинделя.
Первые позволяют получить максимальное, минимальное и ряд промежуточных чисел оборотов, вторые — любое плавно изменяемое число оборотов.
В токарных станках со ступенчатым регулированием числа оборотов шпинделя применяют шестеренные коробки скоростей (рис. 2) или ступенчатые шкивы. Привод главного движения шестеренной коробки скоростей компактнее других типов приводов. На валу I-I расположен подвижной блок 3
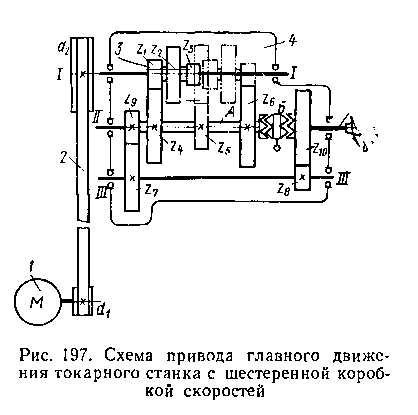
Рис. 2. Схема привода главного движения токарного станка с шестеренной коробкой скоростей.
из зубчатых колес z1 , z2 и z3. При помощи специальной рукоятки этот блок перемещается вдоль вала I-I и поочередно сцепляется с зубчатыми колесами z4, z5 или z6, неподвижно закрепленными на втулке А, свободно сидящей на валу II - II. Зубчатые колеса z9 и z10 находятся в постоянном зацеплении с колесами z7 и z8 перебора III - III шестеренной коробки. При включении кулачковой муфты Б влево перебор III - III выключается и шпиндель, в зависимости от положения подвижного зубчатого блока, получает три значения чисел оборотов — n1, n2 и n3.
Если число оборотов вала I - I обозначить n0, то
n1 = n0z0/z4, [1]
n2 = n0z2/z5, [2]
n3 = n0z3/z6, [3]
где z1/z4, z2/z5, z3/z6 — передаточные отношения.
При перемещении муфты Б вправо включается перебор III - III с передаточным отношением iпер =(z10/z8)х(z7/z9).
В результате шпиндель II - II получает еще три значения чисел оборотов.
Коробки скоростей с перебором имеют несколько групп чисел оборотов шпинделя. Значения чисел оборотов шпинделя в каждой группе  изменяются по геометрической прогрессии, знаменатель которой
изменяются по геометрической прогрессии, знаменатель которой имеет следующие значения: 1,06; 1,12; 1,26; 1,41; 1,58; 1,78 и 2. Чем меньше
имеет следующие значения: 1,06; 1,12; 1,26; 1,41; 1,58; 1,78 и 2. Чем меньше , тем меньше разность между числами оборотов в той или иной группе чисел и тем, следовательно, легче выбрать близкое к нужному число оборотов.
, тем меньше разность между числами оборотов в той или иной группе чисел и тем, следовательно, легче выбрать близкое к нужному число оборотов.
Преимущество привода главного движения с шестеренной коробкой скоростей — возможность передачи больших мощностей; при этом эффективная мощность на шпинделе при изменении его оборотов остается постоянной.
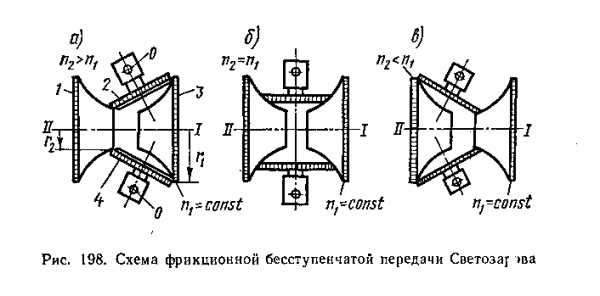
Рис. 3. Схема фрикционной бесступенчатой передачи Светозарова
Коробки скоростей с бесступенчатым регулированием чисел оборотов шпинделя имеют конические шкивы, фрикционные, электрические, электромеханические и гидравлические приводы.
В ряде новых токарно-винторезных станков числа оборотов шпинделя изменяются при помощи фрикционного привода системы Светозарова.
На рис.3 показаны три характерных положения, обеспечивающих максимальное - а, среднее - б и минимальное - в значения чисел оборотов шпинделя. Стальные фрикционные шайбы 1 и 3 с шаровыми поверхностями насажены на пустотелые валы II и I. Вал I посредством муфты соединен с валом электродвигателя, от которого получает вращение шайба 3 с постоянным числом оборотов (n1=const). Распорные пружины, расположенные внутри валов I и II, прижимают шайбы 1 и 3 к стальным каткам 2 и 4. Каждый из них при помощи специальных механизмов может плавно поворачиваться в вертикальной плоскости относительно оси О на определенный угол.
При включении электродвигателя шайба 3 передает вращение каткам 2 и 4 через фрикционную передачу, сообщающим это вращение шайбе 1. Число оборотов шайбы 1 зависит от отношения активных радиусов r1 и r2 и определяется по формуле
n2=n1 r1/r2. [4]
Изменяя положение катков, можно обеспечить плавное изменение чисел оборотов шпинделя между максимальным и минимальным значениями.
Бесступенчатый привод системы Светозарова позволяет получить диапазон регулирования чисел оборотов шпинделя: = nmax/nmin от 4 до 8. Применяя фрикционную передачу Светозарова в комбинации с трехступенчатой шестеренной коробкой скоростей, можно получить еще более широкий диапазон плавного регулирования чисел оборотов шпинделя.
Привод движения подачи предназначен для передачи движения от шпинделя к суппорту, а также для выбора величины подачи и изменения ее направления.
Движение привода подачи осуществляется от конечного звена привода главного движения — шпинделя. Зубчатое колесо реверсивного механизма насажено на шпиндель или на промежуточный вал, связанный со шпинделем отдельной зубчатой передачей. Иногда источником движения привода подач служит отдельный электродвигатель.
Рис.4 Схема привода подачи токарного Рис.5 Схема реверсивного
станка механизма токарного станка
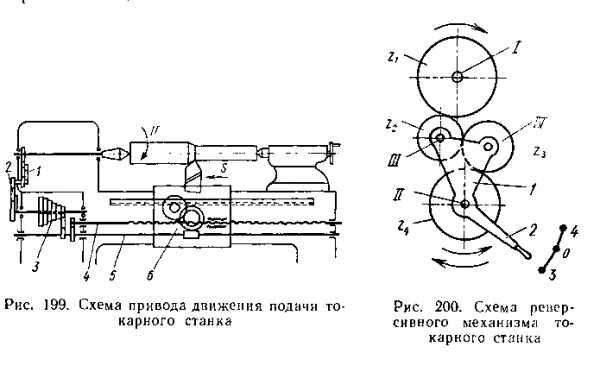
Привод движения подачи токарного станка (рис. 4) состоит из реверсивного механизма 1, гитары 2 сменных зубчатых колес, коробки подач 3 с ходовым винтом 4 и ходовым валиком 5, фартука 6.
Реверсивный механизм предназначен для изменения направления вращения ходового винта или ходового валика, обеспечивая перемещение суппорта с резцом справа налево или слева направо.
Конструкция реверсивного механизма может быть различной. В токарных станках в качестве такого механизма чаще всего применяют трензель с цилиндрическими зубчатыми колесами (рис.5). Зубчатое колесо z1 закреплено на шпинделе I, а колесо z2 — на валу II, которым обычно служит вал гитары сменных зубчатых колес. Зубчатые колеса z2 и z3 свободно укреплены на пальцах III и IV обоймы 1 с рукояткой 2. Обойма установлена на валу II и при помощи рукоятки может поворачиваться относительно вала, занимая положение 3, 0 или 4. Колеса z2, z3 и z4 находятся в постоянном зацеплении друг с другом.
Если рукоятку 2 поставить в положение 3 (как показано на рис.5), то зубчатые колеса z1-z4 будут находиться в последовательном зацеплении и вал II получит вращение, обратное вращению шпинделя. Ставя рукоятку 2 в положение 4, вводим в зацепление колеса z1-z3-z4 и вал II получит то же направление вращения, что и шпиндель. В положении 0 рукоятки зубчатые колеса z2 и z3 выходят из зацепления с колесом z1 и вращение от шпинделя на вал II не передается — трензель выключен.
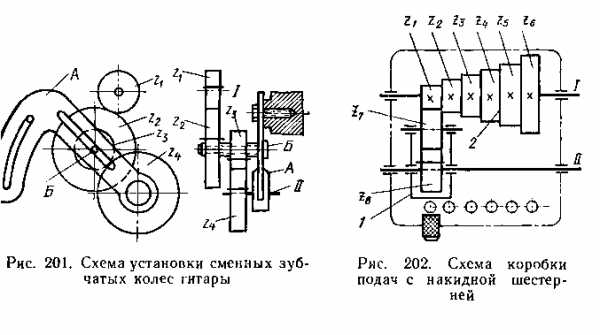
Рис.6 Схема установки сменных зуб- Рис.7 Схема коробки подач
чатых колес гитары. с накидной шестерней
Гитара привода подачи токарного станка представляет механизм, состоящий из набора сменных зубчатых колес и особого устройства, называемого собственно гитарой. Она позволяет изменять число оборотов привода подачи.
В токарных станках используют три способа установки сменных зубчатых колес гитары: одно-, двух- и трехпарную.
Наиболее часто применяемая двухпарная передача (рис.6) имеет четыре зубчатых колеса z1 — z4, которые передают вращение от вала I трензеля на вал II коробки передач. Зубчатое колесо г1 закреплено на валуI, а колесо z4 — на валу II; колеса z2 и z3 находятся на общей втулке со шпонкой и помещаются на пальце Б.
Для получения новых передаточных отношений межосевое расстояние изменяют перемещением пальца Б по прямолинейному пазу и поворотом гитары А относительно оси вала II по дуговому пазу. Передаточное отношение сменных зубчатых колес гитары
 гит = (z1/z2).(z3/z4) [5]
гит = (z1/z2).(z3/z4) [5]
Коробка подач, расположенная с передней стороны станка под бабкой, позволяет переключением рычагов быстро изменять подачу. В токарных станках чаще всего применяют коробки подач с накидной шестерней (рис.7). Механизм представляет блок 2 зубчатых колес z1 — z6, насаженный на вал I. На валу I скользящей шпонкой закрепляют колесо z8 и обойму 1. Накидная шестерня z7 находится в постоянном зацеплении с колесом z8 и крепится в обойме 1. Передачу обычно осуществляют от ведущего вала I к ведомому II. Накидную шестерню можно сцепить с любым зубчатым колесом блока 2 поворотом обоймы 1 относительно вала II и перемещением ее вдоль вала в соответствующее фиксируемое положение.
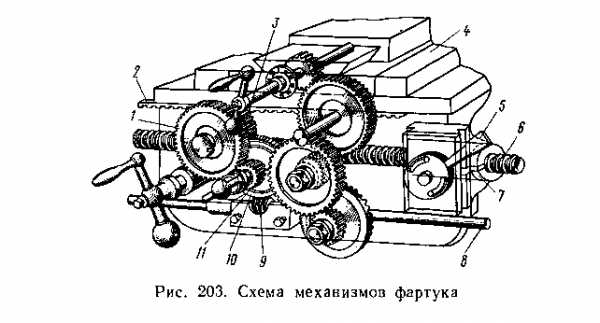
Рис.8 Схема механизма фартука
Фартук прикреплен к нижней части каретки суппорта. Заключенные в фартук механизмы подачи служат для преобразования вращательного движения, получаемого от ходового винта или ходового валика, в поступательное движение (подачу) суппорта, на котором закреплен резец. В фартуке имеется система червячных и зубчатых передач (рис. 8). При нарезании резьбы используют ходовой винт 6. При выполнении других токарных работ движение подачи осуществляется через ходовой валик 8, имеющий червяк 9 на скользящей шпонке. Червяк получает вращательное движение и, кроме того, может перемещаться вдоль валика. Вращение червяка передается червячному зубчатому колесу 10 и расположенному па одной оси с ним цилиндрическому зубчатому колесу 11, которое находится в зацеплении с колесом 1, передающим вращение соосному с ним колесу 3. Это колесо катится по неподвижной рейке 2, прикрепленной к станине токарного станка, заставляя перемещаться суппорт 4, связанный с фартуком. В результате вращательное движение ходового валика преобразуется в продольное поступательное движение суппорта.
Имеющиеся в фартуке механизмы могут преобразовывать вращательное движение ходового валика в поперечное движение резца.
При нарезании резьбы ходовой валик 8 отключается от остальных частей механизма фартука.
Ходовой винт 6 имеет разъемную гайку 7 (называемую маточной). При включении рукоятки 5 половинки разъемной гайки плотно охватывают вращающийся ходовой винт, вследствие чего гайка, а вместе с ней и суппорт осуществляют поступательное движение; при выключении рукоятки половинки гайки расходятся, освобождая винт и останавливая суппорт.
studfiles.net
Станок токарный винторезный: технические характеристики
Различные детали станок токарный винторезный обрабатывает путем их вращения. При этом на большой скорости с изделия снимается стружка. Таким образом, можно точить заготовки в любом месте. Как правило, в станок токарный винторезный устанавливают конические и цилиндрические заготовки. При этом на многих предприятиях обрабатывают фасонные поверхности.
Дополнительно винторезные станки позволяют делать подрезку торцов. Растачивание происходит довольно быстро за счет мощных электродвигателей. Еще одной функцией данных устройств является накатка рифлений и притирка.
Основные элементы винторезного станка
Основными элементами любого винторезного станка являются электро-пусковая система, бабка, суппорт и мощная станина. Предназначена она для удержания всего механизма. Вращательный момент на шпиндель передается при помощи ходового винта. Для смены скоростей имеется коробка передач. Для управления процессом в механизме предусмотрены рычаги для изменения положения шпинделя. Дополнительно установлены кнопки для контроля бабки.
Станки торговой марки "Триод"
Станки компании "Триод" отличаются своей универсальностью. При этом есть возможность делать растачивание различных деталей. Напряжение у устройств довольно высокое. Отдельно следует упомянуть об управлении. Для вращения шпинделя имеется обычно 6 скоростей. Конусы пинолей, как правило, установлены класса МК 2. При этом внутренний конус шпинделя имеется серии МК 4. Максимальный диаметр обработки деталей у станков равен не меньше 130 мм. При этом длина изделия допускается до 700 мм. Пределы частот вращения довольно широкие. Максимум механизм можно разогнать до 1600 оборотов в минуту. Из недостатков можно отметить только проблемную коробку передач. В некоторых случаях ее может заклинить, и тогда станок приходится сдавать в ремонт.
Характеристики модели "Триод ТВ-16"
Данный токарно-винторезный станок технические характеристики имеет следующие: напряжение питания 400 В, потребляемая мощность 550 Вт. При этом есть возможность подсоединять модель к генератору. Максимальная допустимая длина изделия для обработки – 700 мм. При этом в диаметре заготовка должна быть менее 250 мм. Суппорт изготовлен весьма хорошего качества и позволяет хорошо делать нарезку.
Шпиндель установлен диаметром в 20 мм. При этом внутренний конус имеется класса МК 4. Максимум пиноль можно перемещать на расстояние не более 60 мм. На первой передаче частота вращения составляет 115 оборотов в минуту. Максимум токарно-винторезный станок "ТВ-16" можно разогнать до 1620 оборотов в минуту. В целом эта модель имеет 6 передач. Резьбу есть возможность нарезать метрическим, или дюймовым способом. Высота винторезного станка равна 1470 мм, ширина и глубина по 560 мм. Общая масса устройства составляет 140 кг. Применяется данная модель для мелкосерийного производства.
Винторезные станки "Опти"

Винторезные станки компании "Опти" отличаются компактностью. При этом функций они способны выполнять довольно много. В целом управление у них предусмотрено хорошее. Для этого производители оснастили все модели цифровыми индикаторами. Все это помогает точно контролировать работу шпинделя. Данный механизм, как правило, функционирует на специальных роликоподшипниках. Класс точности у шпинделя имеется Р5. Станины у винторезных станков изготовляются из закаленной стали, поэтому они способны выдерживать большие нагрузки. Показатель радиального биения у многих моделей не ниже 0.009 мм.
Подшипники установлены повышенной грузоподъемности. Кнопка аварийной остановки у станков предусмотрена. Дополнительно имеется продольная каретка для более правильной работы суппорта. В целом точность обработки довольно высокая. Для безопасности здоровья человека имеется защитный экран. Закрывает он полностью всю зону резания. Продольная подача в устройствах осуществляется автоматически. Трапецеидальную резьбу на заготовках делать можно. Также есть возможность проводить работу по метрической и дюймовой нарезке. Задняя бабка при желании может быть смещена. Ценовая политика компании довольно мягкая. Учитывая это, есть возможность подобрать дешево винторезный станок.
Обзор характеристик модели "Опти 1K62"

Станок токарно-винторезный "1К62" имеет электродвигатель на 600 Вт. При этом его предельная частота составляет 50 Гц. Детали максимум можно обработать диаметром 180 мм. Высота центров станка составляет 90 мм. Минимальная частота вращения шпинделя находится на отметке 150 оборотов в минуту. Станок токарно-винторезный "1К62" может достигнуть не более 2500 оборотов в минуту. Всего в нем предусмотрено две ступени.
Внутренний конус шпинделя установлен класса МК 3. Максимальное отверстие в изделии можно сделать диаметром 21 мм. Ширина станины равна 100 мм. При этом ход каретки составляет 55 мм. Задняя бабка имеется довольно подвижная. Пределы метрической резьбы составляют от 0.5 до 3 мм. Габариты у данной модели следующие: высота 830 мм, ширина 425 мм, а глубина 360 мм.
В чем отличие модели "Опти 16K20"?

"Опти 16К20" - это довольно мощный токарно-винторезный станок. Характеристика механизма подачи зависит от комплектации. Высота станка составляет 900 мм, ширина 450 мм, а глубина 440 мм. Общая масса модели равна 60 кг. Патрон устройства классифицируется как кулачковый. Токарно-винторезный станок "16К20" имеет позиционный резцедержатель. Защитное ограждение в данной модели предусмотрено. Также следует отметить удобный поддон для стружки. Дополнительно производители позаботились о кожухе для патрона. Максимальная частота устройства составляет 60 Гц. При этом номинальная мощность 700 Вт. Максимальный диаметр изделия допускается 190 мм. Высота центров равна 100 мм. Средняя частота вращения находится на отметке 500 оборотов в минуту.
На максимальной передаче токарно-винторезный станок "16К20" способен разогнаться до 3000 оборотов в минуту. Конус шпинделя уставлен серии МК 3 и диаметром 30 мм. При этом размер каретки суппорта составляет 55 мм. Пиноль задней бабки - класса "МК 2". Показатель продольной подачи равен 0.1 мм за один оборот. Высота резца составляет 13 мм. В целом данный станок токарный винторезный хорошо справляется с нарезкой конусов. Для этого имеется поворотная каретка. Дополнительно есть возможность смещать заднюю бабку. Направляющие станины изготовлены производителем из чугуна. Подшипники в устройстве установлены металлокерамические. Благодаря этому достигается высокая точность обработки.

Винторезные станки торговой марки "Квантум"
Винторезные станки данной торговой марки отличаются бесступенчатой регулировкой скорости. Шлифовальные шпиндели изготавливаются из закаленной стали. При этом показатели биения патрона довольно высокие. Кнопка аварийной остановки у многих моделей предусмотрена. Еще имеется автоматическая продольная передача. Каретка суппорта передвигается очень плавно. Подшипники в устройстве отличаются повышенной грузоподъемностью.
Ходовые винты установлены двойные. Двигатели в винторезные станки устанавливаются разной мощности. При этом показатель номинальной частоты также меняется. Защитный экран для безопасности человека во всех моделях производителем предусмотрен. Систему ЧПУ в винторезные станки установить можно. Направляющие станины изготавливаются из стали. Кожухи патронов - с выключателем.
Параметры модели "Квантум 250"

Винторезные токарные станки "Квантум 250" электродвигатель имеют общей мощностью 750 Вт. При этом показатель частоты находится на отметке 50 Гц. Высота центров составляет 125 мм. Деталь на станке может обрабатываться длиною не более 550 мм. Ширина станины устройства равна 135 мм. Средняя частота вращения шпинделя – 600 оборотов в минуту. Максимум позволяется дойти до 2800 оборотов в минуту. Внутренний конус установлен серии МК 3.
Диаметр шпинделя составляет 21 мм. Ход верхней каретки суппорта – 70 мм. Конус пиноли в устройстве имеется класса МК 2. Перемещение задней бабки возможно на расстояние не более 70 мм. При этом продольная подача составляет 0.1 мм за один оборот. Предел шага метрической резьбы – 3.5 мм. Длина резца механизма составляет 13 мм. Общую высоту данный станок токарный винторезный имеет 1250 мм, ширину 600 мм, глубину 475 мм. При этом масса агрегата составляет 125 кг.
Характеристики станка "Квантум 300"
Данные винторезные токарные станки отличаются большой точностью обработки. При этом на них можно устанавливать систему ЧПУ. Резьба винта имеется трапецеидальная. Направляющие станины классифицируются как индуктивные. При этом изготавливаются они из закаленной стали. Частота вращения шпинделя составляет 600 оборотов в минуту. Ступеней в данном винторезном станке предусмотрено производителем 6. Ширина станины устройства – 140 мм. Максимальный диаметр обработки детали равен 250 мм. Высота центров механизма ровно 100 мм. Электродвигатель установлен мощностью 700 Вт. Показатель частоты находится на уровне 60 Гц.
Ход верхней каретки составляет 70 мм. При этом конус пиноли имеет класс "МК 2". Показатель продольной подачи довольно высокий. Масса станка составляет 130 кг. Патрон в данной модели классифицируется как кулачковый (диаметр его 125 мм). Держатель производителем установлен позиционный. Дополнительно имеется два упорных центра. Кожух патрона довольно качественный. Защитное ограждение в винторезном станке имеется. Также следует отметить удобный поддон для стружки. Резец устройства изготовляется из стали. Стандартный комплект "Квантум 300" включает в себя следующее: токарно-винторезный станок, паспорт, набор шестерен и силовой кабель. Подводя итоги, можно сказать что данная модель отлично годится для различных типов нарезания, а также обтачивания металлических заготовок.
fb.ru