Станок для напайки твердосплавных пластин на зубья дисковых пил SEK. Напайка твердосплавных пластин на дисковые пилы
Станок для напайки твердосплавных пластин на зубья дисковых пил SEK ABM (Турция)
Назначение:
Станок предназначен для напайки твердосплавных пластин на зубья дисковых пил.
- Ручной режим работы
- Напайка производится на предварительно подготовленные дисковые пилы (должны иметься пазы для установки наконечников)
- Участок зуба пилы и напаеваемый наконечник (твердосплавная пластина) предварительно нагреваются этим же станком
По отдельному заказу возможна поставка станка, позволяющего напаивать твердосплавные пластины на зубья дисковых пил диаметром до 1200 мм.
Производитель: ABM
Родина бренда: Турция
| Технические характеристики станка для напайки твердосплавных пластин на зубья дисковых пил SEK | |
| Наружный диаметр дисковых пил, мм | 50 - 700 |
| Толщина дисковых пил, мм | 2 - 5 |
| Передний угол зуба для напайки наконечника, град | -10…+30 |
| Частота входного напряжения, Гц | 50(60) |
| Напряжение питающей сети, В | 380 |
| Потребляемая мощность, кВт | 1,0 |
| Габаритные размеры, мм | 700х500х1400 |
| Масса, кг | 80 |
Отзывы о Станке для напайки твердосплавных пластин на зубья дисковых пил SEK
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:Использовать нецензурные выражения, оскорбления и угрозы;Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Замена твёрдого сплава на дисковых пилах
Давайте сравним эти две технологии и материалы, которые используются.
Электроконтактная пайка или контактная пайка (пайка сопротивлением)
Технология:
Во время контактной пайки твёрдый сплав прикасается к электроду, который медленно нагревает твёрдый сплав, латунный припой, флюс до тех пор пока не сплавится с телом пилы.
1. При контактной пайке твёрдого сплава используют латунный припой (температура плавления латунного припоя составляет 800-850 градусов по Цельсию.)
2. Во время спаивания электрический ток проходит через электрод нагревает твёрдый сплав, латунный припой, флюс и тело пилы до тех пор пока тело пилы и твёрдый сплав полностью сплавятся, около 5 секунд.
3. После напайки зуб с твёрдый сплавом обязательно отпускают ( для восстановления свойств твёрдого сплава)
Плюсы технологии:
+ низкая стоимость оборудования для контактной пайки
+ низкая стоимость латунного припоя
+ низкая стоимость флюса
+ низкая стоимость услуги по восстановлению твёрдого сплава на зубьях дисковых пил.
Минусы технологии:
- качество пайки полностью зависит от настроения и самочувствия специалиста по пайке
- твёрдый сплав отпадывает от тела пилы, так как латунный припой не полностью расплавился
- твёрдый сплав крошится, так как был перегрет во время пайки (пайщик передержал момент пайки, температура пайки выше нормы, неправильно подобранный твёрдый сплав, не был осуществлён отжиг зуба после пайки)
- зубья обламываются под корень, пила приходит в негодность
- производство останавливается, идут потери при переустановке пил и затраты на новый инструмент
- себестоимость пиломатериала увеличивается из-за остановок производства и дополнительных расходов на покупку нового инструмента
Итого: 4-6=-2 балла
И давайте также проанализируем метод индукционной пайки.
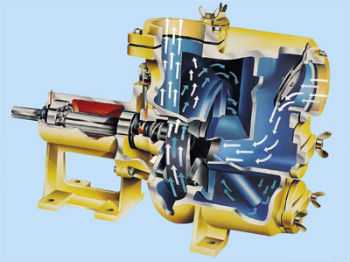
Индукционная пайка (Токи высокой частоты)
Технология: детали для пайки нагреваются вихревыми токами.
Нагрев твёрдого сплава, серебренного припоя, флюса и тела пилы производится мгновенно 1,5 секунды.
Нагрев происходит точечно и только в месте пайки, за счёт энергии высокой концентрации.
Температура плавления серебреного припоя 680 градусов, что на 120 градусов меньше латунного.
Разогрев в зоне пайки происходит равномерно и перегрев твёрдого сплава и тела пилы исключён, в отличии от контактной пайки.
После напайки твёрдого сплава на зуб, необходимо произвести отпуск металлов в зоне пайки, для восстановления свойств металлов.
Плюсы технологии:
+ качество пайки твёрдого сплава, почти не зависит от пайщика ( работает технология индукционной пайки)
+ твёрдый сплав не крошится
+ твёрдый сплав не отпадывает, напайка стоит до полного стачивания (при условии отсутствия в дереве посторонних предметов)
+ зубья никогда не отпадывают под корень (при условии отсутствия в дереве посторонних предметов)
+ инструмент работает долго, при своевременном обслуживании
+ высокая производительность и низкая себестоимость пиломатериала
Минусы технологии:
- цена услуги восстановления твёрдого сплава чуть выше, чем при технологии контактной пайки.
Итого: 6-1=5 баллов
При простом сравнении мы пришли к выводу, что предприятиям которые:
1. считают свои расходы на себестоимость каждого кубометра пиломатериала
2. Важно качество пиломатериала и отсутсвие простоя оборудования
необходимо выбирать качественную пайку методом индукции с использованием, только серебряного припоя.
Выбирая сотрудничество с компанией Рамстелл, Ваш инструмент будет полностью восстановлен специалистами компании
до уровня нового инструмента с использованием лучших материалов при полном соблюдении технологии индукционной пайки.
ramstell.com
| Зуб прямой(для продольной распиловки натурального древесного массива) | GM | |
| Переменно-наклонный зуб(для поперечной распиловки) | GS | GS |
| Переменно-наклонный зуб(для продольной распиловки натурального древесного массива) | 2GS | |
| Зубы конические(для резки мат. деревопроизводных) | GR | |
| Зубы конические(для резки мат. деревопроизводных) | 1GR | |
| Зубы односторонниенаклонные правые (для головок) | GT | |
| GF | ||
| Зубы односторонниенаклонные – левые (для головок) | GW | |
| Зубы трапециевидно – прямой радиальный(для профилей ПВХ, алюминия, мат. деревопроизводных) | GA | |
| Наклонные зубы(для стальных профилей) | GC | |
| Наклонные зубы(для стальных профилей) | 2GC | |
| Трапециевидные зубы(общестроительные) | GB | |
| Наклонные зубы(ласточка – специальные) | W3S | |
| Радиальные зубы(специальные) | WR | |
| Двухрадиальные зубы(специальные) | W2R |
globusblades.ru
Нарезка зубьев на дисковой пиле и ремонт пильных дисков по дереву
На сегодняшний день на рынке представлено множество моделей дисков для пил. Диск – это рабочий инструмент для выполнения резки разнообразных материалов. Используется он как в стационарном станке, так и в переносном инструменте.
Диск пильный по дереву с твердосплавными напайками
 Диски предназначены для распиловки деревянных изделий из наиболее распространенных древесных пород. Входят в комплектацию дисковых пил. Предельно допустимая частота вращения составляет около десяти тысяч оборотов в минуту. Производятся из молибденовой высокоуглеродистой стали с добавками хрома, никеля, победита, служащих для продления времени эксплуатации. Защищают от тепловых деформаций. Зубья с твердосплавными напайками содержат соединения кобальта и вольфрама. Это позволяет повысить их износостойкость, сделать острыми режущие кромки и повысить сопротивление ударным нагрузкам.
Диски предназначены для распиловки деревянных изделий из наиболее распространенных древесных пород. Входят в комплектацию дисковых пил. Предельно допустимая частота вращения составляет около десяти тысяч оборотов в минуту. Производятся из молибденовой высокоуглеродистой стали с добавками хрома, никеля, победита, служащих для продления времени эксплуатации. Защищают от тепловых деформаций. Зубья с твердосплавными напайками содержат соединения кобальта и вольфрама. Это позволяет повысить их износостойкость, сделать острыми режущие кромки и повысить сопротивление ударным нагрузкам.
Напайка дисковых пил
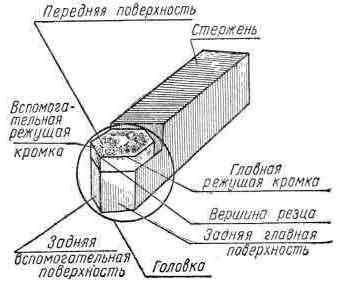
Диск пилы с твердосплавными зубьями включает в себя стальное полотно (диск) и пластины из твердых сплавов, выступающие как резцы.
В российских изделиях применены вольфрам–кобальтовые сплавы следующих марок: ВК (ВК 6, ВК 15 и др.) У зарубежных производителей состав сплавов другой. Свойства сплава зависят от размеров зерна карбидной фрезы. Для меньших зерен характерна высокая твердость и прочность сплавов. Закреплены пластины к диску с помощью высокотемпературной пайки. Для пайки применяются припои из серебра (ПСР-40,45), худшим вариантом будут медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Зуб имеет четыре рабочие плоскости. Это передняя и задняя, и, соответственно, боковые. По форме зубья делятся на прямые, косые, трапециевидные, конические.
Основной деформации подвержена режущая кромка и передняя грань резцов. Верная заточка подразумевает достижение требуемой остроты кромки, для этого максимальное число заточек может достигать около тридцати. Производится заточка зуба по передней и задней плоскости. Перед заточкой пила должна быть очищена от всех видов загрязнений.
Нарезка зубьев на дисковой пиле
 Нарезка зубьев производится с помощью напильника в случае их излома. Перед тем как нарезать прежние зубья, следует сточить до линии дефекта, затем произвести фуговку. Если необходимо произвести нарезку мелких зубьев высотой до 5 мм, их фугуют на половину высоты зуба, затем режут зуб пополам напильником. Это довольно трудоемкий процесс, требующий значительных затрат человеко-часов. Помимо этого, на сам процесс нарезки одного полотна расходуется комплект напильников. Для ускорения нарезки используется устройство, по своей форме напоминающее кусачки. Им скалывают металл до формирования зубьев.
Нарезка зубьев производится с помощью напильника в случае их излома. Перед тем как нарезать прежние зубья, следует сточить до линии дефекта, затем произвести фуговку. Если необходимо произвести нарезку мелких зубьев высотой до 5 мм, их фугуют на половину высоты зуба, затем режут зуб пополам напильником. Это довольно трудоемкий процесс, требующий значительных затрат человеко-часов. Помимо этого, на сам процесс нарезки одного полотна расходуется комплект напильников. Для ускорения нарезки используется устройство, по своей форме напоминающее кусачки. Им скалывают металл до формирования зубьев.
Ремонт пильных дисков по дереву
Если диск затупился и перестал выполнять свою работу, то нет необходимости обращаться в ремонтную мастерскую. Процесс заточки можно выполнить самостоятельно.
Ввиду крупных габаритов диска, удержать его при работе будет невозможно. Для этого стоит сделать удерживающее приспособление. В его роли может выступить доска. Ее уровень должен быть совмещен с уровнем оси на диске. Расположение круга на подставке должно быть таким, чтобы рабочая поверхность зубьев была расположена перпендикулярно к поверхности диска. Для работы с деформированными резцами по передним и задним поверхностям необходимо использовать подвижные шарниры.
Так как тяжело контролировать задний и передний угол заточки, нужно строго зафиксировать центр пилы по отношению к точильному кругу. Править это необходимо при помощи паза для правки.
С помощью этой статьи вы не растеряетесь, если вдруг у вас возникнет необходимость починить ваш инструмент. Надеюсь, эта статья помогла вам.
pro-instrument.com
Напайка и правка дисковых пил
Юник плюс осуществляет услуги по полному восстановлению (ремонту) дисковых пил любого диаметра:
- заточка дисковой пилы,
- восстановление зубьев дисковой пилы
- полная или частичная напайка твердосплавных пластин,
- правка дисковой пилы.
Ручная пайка – производится с помощью газовой горелки . В качестве горючего газа используют смеси различных газообразных или жидких углеводородов (ацетилен, метан, пары керосина и т.д) и водород, которые при сгорании в смеси с кислородом дают высокотемпературное пламя.
Контактная пайка - (пайка сопротивлением) . Используются установки электроконтактной пайки. При этом способе пайке электрический ток низкого напряжения (от 4 до 12 В), но сравнительно большой силы (2000-3000 А) пропускают через электроды и за короткое время нагревают их до высокой температуры. Детали нагреваются как за счет теплопроводности от нагретых электродов, так и за счет тепла, выделяемого током при его прохождении в самих деталях. При прохождении тока паяемое соединение нагревается до температуры плавления припоя, и расплавленный припой заполняет шов.
Индукционная пайка (ТВЧ) – детали нагреваются индуктируемыми в них вихревыми токами. Быстрый нагрев детали до температуры пайки обеспечивается использованием энергии высокой концентрации. Индукционный нагрев характеризуется большой производительностью процесса и равномерностью температуры, что особенно важно при пайке массивного инструмента.
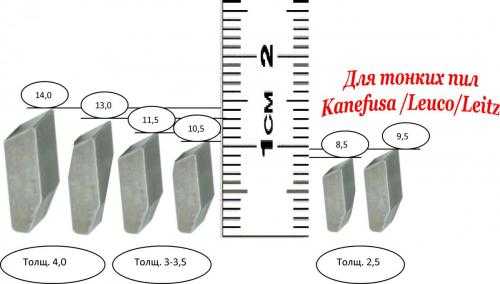
Подбор пластины под размеры дисковых пил
ФОРМУЛА РАСЧЕТА РАЗМЕРА НАПАЙКИ
L ( Длина напайки) - определяется размером "постельки" под пластину на пиле
W(ширина напайки) = Ширина пропила+ Запас на заточку (0,3-0,5мм на сторону)
Т ( толщина напайки) - зависит от производителя напаек. Во избежание дефектов при пайке и пилении Толщина=1/3 Длины напайки
НАИБОЛЕЕ ВОСТРЕБОВАННЫЕ ДЛИНЫ НАПАЕК
Ремонт дисковых пил г. Улан-УдэНапайка твердосплавных пластин дисковых пил
ООО "Юник плюс"
www.unic-plus.ru
Cтанок для напайки твердосплавных пластин на дисковые пилы МСТ-1000
Станок предназначен для напайки твердосплавных пластин на зубья дисковых пил.
|
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
||
|
-диаметр напаивемой пилы |
мм |
150-1000 |
|
-диаметр посадочного отверстия пилы |
мм |
32-50 |
|
-толщина дисковых пил |
мм |
2-6 |
|
-передний угол зуба для напайки пластины |
|
-10˚/+30˚ |
|
- напряжение |
В |
220 |
|
- частота тока |
Гц |
50±1 |
|
- потребляемая мощность, не более |
кВт |
2,5 |
|
- Габаритные размеры (без штанг) Д/Ш/В |
мм |
600/740/1350 |
|
- Масса |
кг |
70 |
Более подробную информацию по ценам, скидкам и другим интересующим Вас вопросам Вы получите при обращении к нашим менеджерам по телефонам.
Адрес: 610035, РФ, г. Киров, ул.Производственная,д.39а
Телефоны: +7 (8332) 70-40-70, 70-38-93, 70-38-47
E-Mail: [email protected], [email protected]
Задать вопрос специалисту по телефону:
Киров(8332) 70-40-70
Сыктывкар(8212) 21-32-78 (8212) 21-32-79
stanki43.com
Проммаркет-Максимум ООО - Материалы для ремонта дисковых пил: Напайки для дисковых пил, припой и флюс, алмазные круги для заточки
НАПАЙКИ ТВЕРДОСПЛАВНЫЕ для дисковых пил, которые
увеличивают ресурс дисковых пил ♦ улучшают качество пиления ♦ сокращают затраты
 |
|
ПРИПОИ и ФЛЮСЫ для напаивания твердосплавных пластин
 |
|
АЛМАЗНЫЕ КРУГИ для заточки твердосплавных дисковых пил
 |
|
Материалы проверенного качества ! Вы можете в этом убедится, сделав заявку.
www.dsi38.ru