ТС-135 Станок токарно-винторезный универсальныйпаспорт, схемы, описание, характеристики. Станок токарный тс135м 491
ТС-135 Станок токарно-винторезный универсальныйпаспорт, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка ТС-135 (ТС135М, ТС135М-491)
Производитель токарного станка модели ТС135М (ТС135М-491) - Государственный Союзный завод, ГСЗ № 491, (до 1944 года ГСЗ № 288), в настоящее время Савеловский машиностроительный завод, СМЗ, г. Кимры, основанный в 1915 году.
Токарно-винторезный станок ТС135М производился с 1954 года. За основу конструкции был взят прецизионный токарный станок 1612П и DL-1 немецкой фирмы G.Kärger (Густав Кёргер).
Компания Kärger была основана в Берлине и занималась производством прецизионных токарных станков для часовой промышленности. В 1949 на месте компании G.Kärger создано государственное предприятие "Берлинский станкостроительный завод".
Станки, выпускаемые Савеловским машиностроительным заводом СМЗ (п/я-4)
ТС-135 станок токарно-винторезный универсальный высокой точности. Назначение и область применения
Основное отличие станка ТС135М от токарного станка модели 1612П: бронзовые опорные подшипники скольжения шпинделя заменены на подшипники качения и увеличена мощность электродвигателя.
Станок предназначен для токарной обработки сравнительно небольших деталей из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые и модульные резьбы.
Двигатель для привода быстрого хода не предусмотрен.
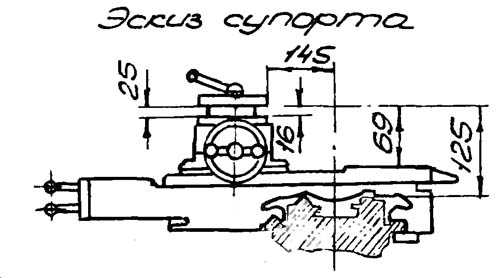
Габаритные размеры рабочего пространства токарного станка ТС-135
Габариты рабочего пространства токарного станка Т-135
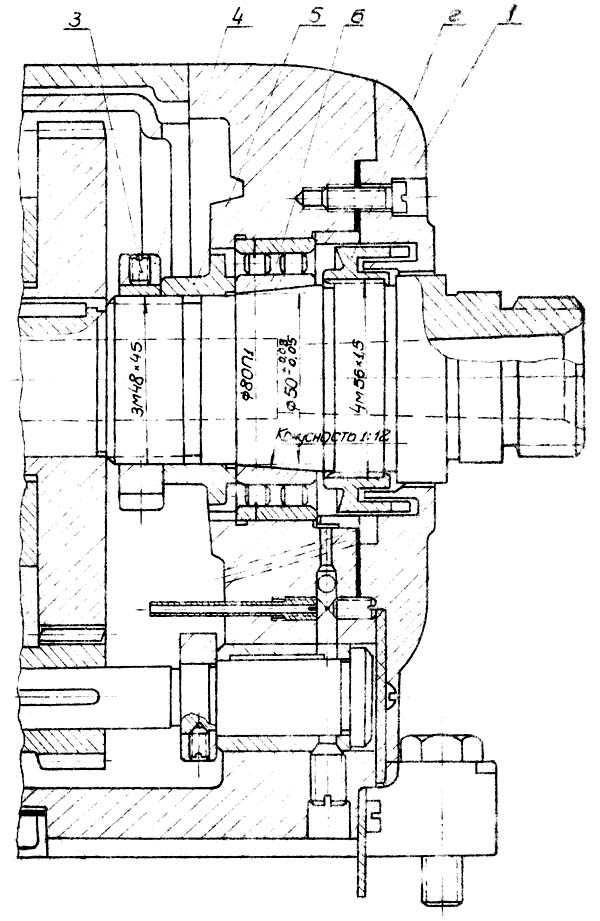
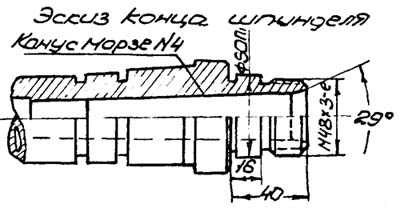
Конец шпинделя токарного станка ТС-135
Станина токарно-винторезного станка ТС-135
Станина токарно-винторезного станка ТС-135. Смотреть в увеличенном масштабе
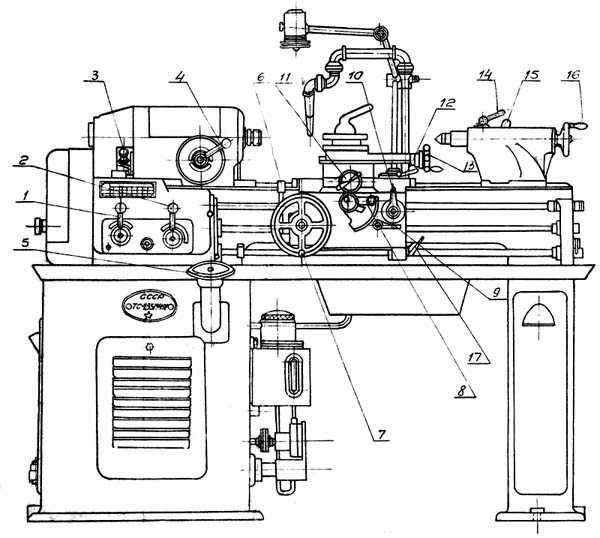
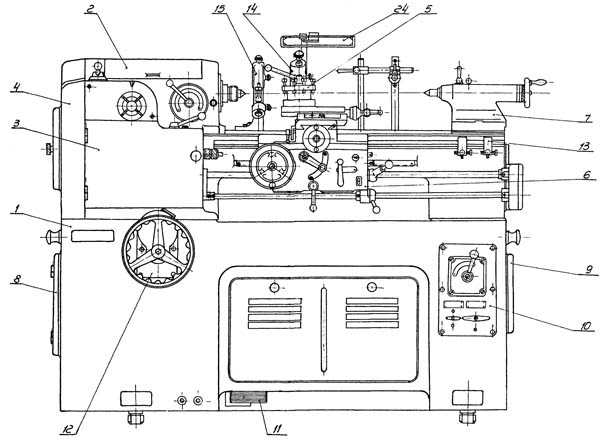
Общий вид токарно-винторезного станка ТС-135

Фото токарно-винторезного станка ТС-135

Фото токарно-винторезного станка ТС-135

Фото токарно-винторезного станка ТС-135

Фото токарно-винторезного станка ТС-135
Общий вид токарно-винторезного станка DL-1 компании G.Kärger

Фото токарно-винторезного станка DL-1 компании G.Kärger

Фото токарно-винторезного станка DL-1 компании G.Kärger

Фото токарно-винторезного станка DL-1 компании G.Kärger
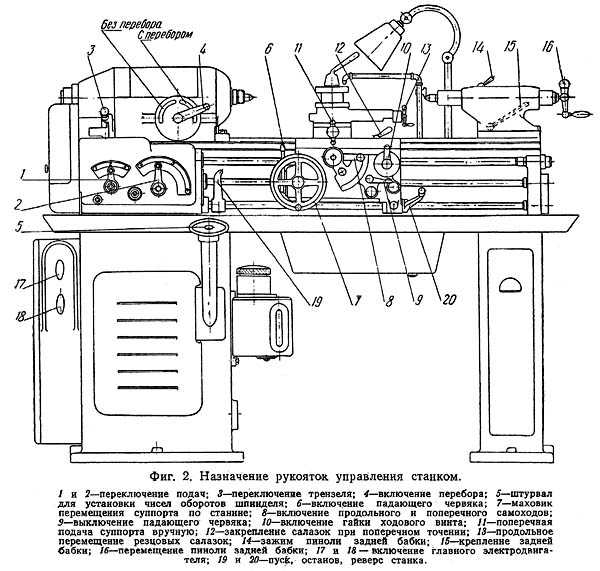
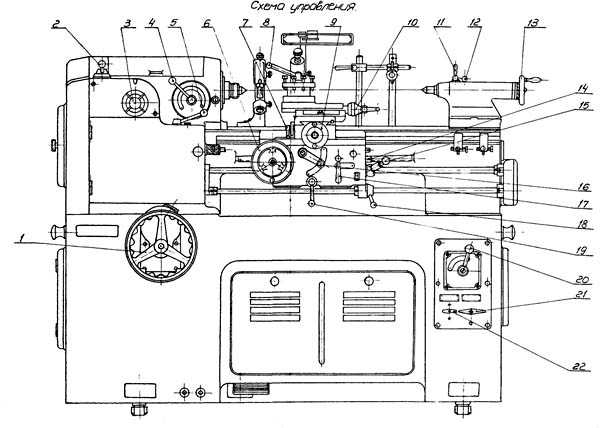
Расположение органов управления токарно-винторезным станком ТС-135
Расположение органов управления токарным станком ТС-135
Расположение органов управления токарно-винторезным станком ТС-135. Смотреть в увеличенном масштабе
Перечень органов управления токарно-винторезным станком ТС-135
- Рукоятка переключения подач
- Рукоятка переключения подач
- Рукоятка переключения трензеля
- Рукоятка включения - выключения перебора
- Штурвал для установки чисел оборотов шпинделя
- Рукоятка переключения падающего червяка
- Маховик перемещения суппорта по станине
- Рукоятка переключения продольного и поперечного самоходов
- Рычаг переключения падающего червяка
- Рукоятка переключения гайки ходового винта
- Рукоятка поперечной подачи суппорта вручную
- Рукоятка закрепления салазок
- Рукоятка перемещения резцовых салазок
- Рукоятка зажима пиноли задней бабки
- Рукоятка зажима задней бабки на станине
- Рукоятка перемещения пиноли задней бабки
- Рукоятка включения, выключения и реверсирования электродвигателя
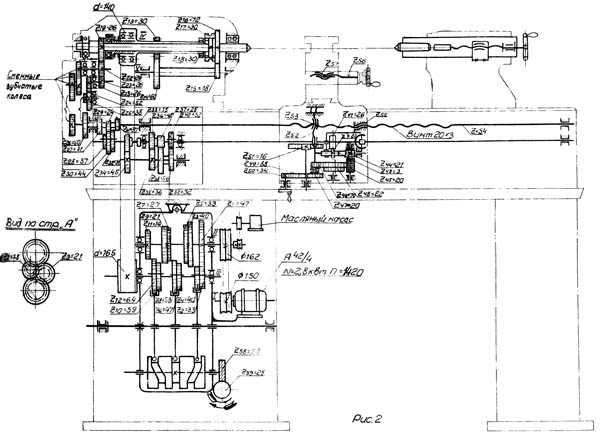
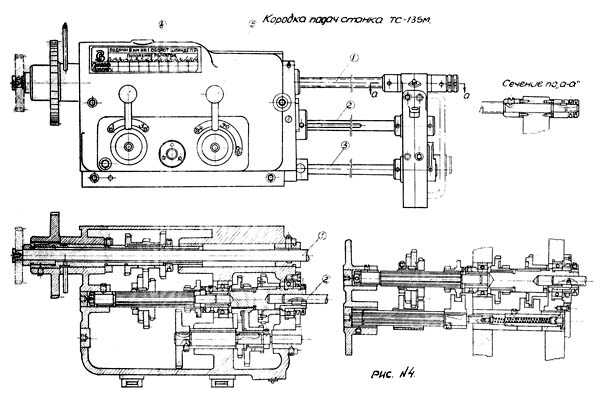
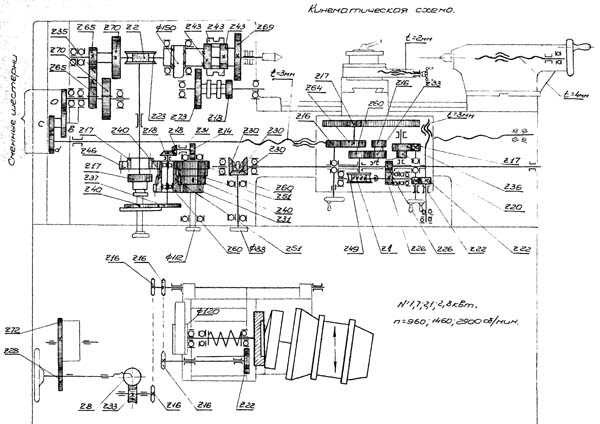
Кинематическая схема токарного станка ТС-135
Кинематическая схема токарного станка ТС-135
1. Схема кинематическая токарно-винторезного станка ТС-135. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка ТС-135. Смотреть в увеличенном масштабе
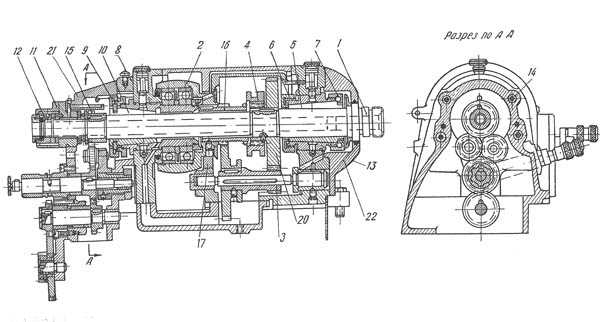
Приводом станка служит индивидуальный электродвигатель, установленный на коробке скоростей. Электродвигатель 1 посредством клиноременной передачи 2 сообщает вращение первому валу коробки скоростей. Переключением блоков второму валику коробки скоростей можно сообщить шесть различных скоростей. От коробки скоростей вращение передается приводному шкиву передней бабки посредством плоскоременной передачи 3.
Для разгрузки шпинделя от давления ремня приводной шкив 4 монтируется на отдельных опорах, не связанных со шпинделем. Вращение от шкива к шпинделю передается при помощи зубчатой муфты 5.
Когда муфта находится в крайнем правом положении, вращение от приводного шкива передается через перебор 6 зубчатому колесу 7 и далее шпинделю 8, который получает шесть ступеней скоростей. При переключении муфты влево последняя непосредственно соединяется зубчатым колесом 9 приводного вала, причем зубчатые колеса перебора выходят из зацепления. В этом случае на шпиндель передается еще шесть ступеней скоростей. Таким образом, шпиндель может работать на 12 различных скоростях. Направление вращения шпинделя изменяется реверсированием электродвигателя
Продольное или поперечное перемещение салазок суппорта передается от шпинделя 8 через трензель 10, коробку подач, ходовой валик 11, фартук с реечным зубчатым колесом рейке 12, закрепленной на станине (продольная подача), или через трензель 10, коробку подач, фартук, винт A3 и гайку 14 суппорту (поперечная подача). При нарезании резьбы подача осуществляется через трензель и гитару подач посредством ходового винта 15 и маточной гайки 16, закрепленной в фартуке.
Масляный насос 17 получает вращение от первого вала коробки скоростей через клиноременную передачу.
Конструкция основных узлов токарного станка ТС-135
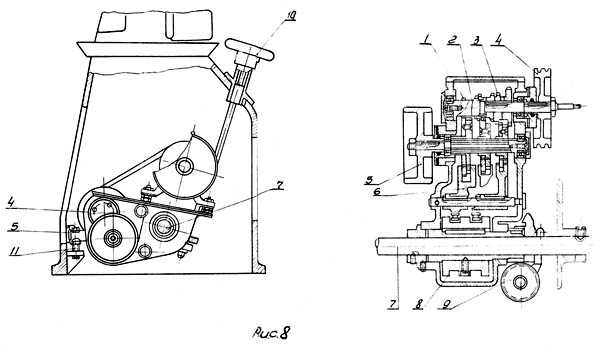
Станина имеет коробчатую форму, усиленную внутренними диагональными ребрами. В верхней части, станины расположены плоские и призматические направляющие. По призматическим направляющим перемещается каретка суппорта. Станина устанавливается на двух тумбах и соединяется с последними посредством болтов. В передней тумбе находится коробка скоростей с электродвигателем, в задней тумбе — ящик для сменных зубчатых колес.
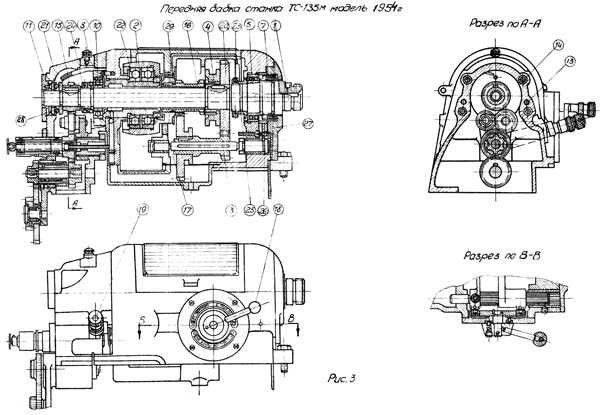
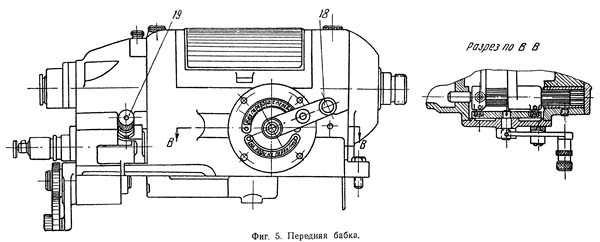
Передняя бабка токарно-винторезного станка ТС-135
Передняя бабка токарно-винторезного станка ТС-135
Передняя бабка токарно-винторезного станка ТС-135. Смотреть в увеличенном масштабе
Правый рычаг 18 служит для переключения перебора, левый 19 для переключения трензеля.
Шпиндель 1 передней бабки разгружен от изгибающих усилий, передающихся на шкив 2 от ременной передачи. Во избежание поломки; зубьев зубчатых колес перебора 3 предусмотрена блокировка, предохраняющая от включения перебора при нерасцепленной муфте 4 прямого включения.
Шпиндель токарно-винторезного станка ТС-135
Шпиндель токарно-винторезного станка ТС-135
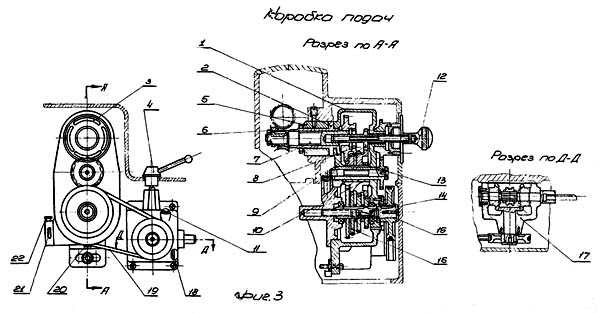
Коробка подач токарно-винторезного станка ТС-135
Коробка подач токарно-винторезного станка ТС-135
Коробка подач токарно-винторезного станка ТС-135. Смотреть в увеличенном масштабе
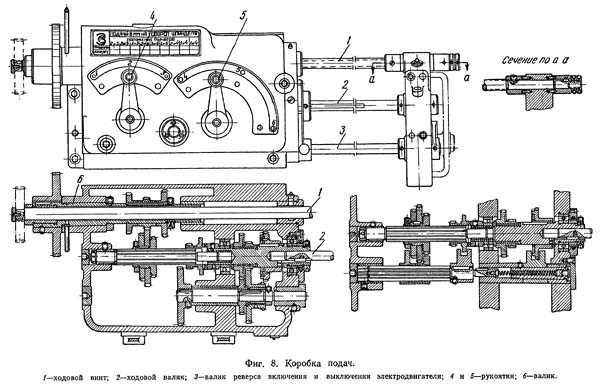
Коробка подач используется как для ряда продольных и поперечных подач, так и для нарезания стандартных метрических, дюймовых и модульных резьб.
Коробка подач передает вращение ходовому валику 2 или винту 1 от шпинделя через трензель или сменные зубчатые колеса.
Для выполнения всех токарных работ с автоматической продольной или поперечной подачей используется ходовой валик 2. При нарезании различных резьб используется ходовой винт 1 и сменные зубчатые колеса. Ходовой винт вращается в полом ведущем валике 6 коробки подач. Валик 3 служит для реверсирования, включения и выключения электродвигателя. Установка подач производится при помощи двух рукояток 4 и 5 в соответствии с данными таблицы на корпусе коробки.
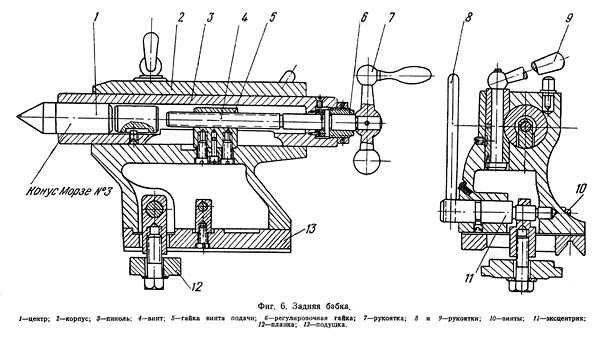
Задняя бабка токарно-винторезного станка ТС-135
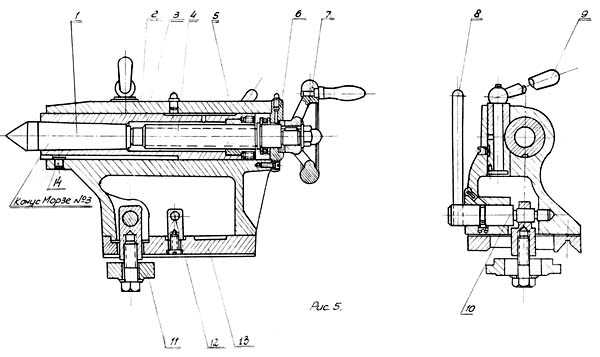
Задняя бабка токарно-винторезного станка ТС-135
Задняя бабка токарно-винторезного станка ТС-135. Смотреть в увеличенном масштабе
Задняя бабка используется при обточке детали в центрах. Бабка устанавливается на средних направляющих станины (плоской и призматической) и закрепляется в нужном месте планкой 12, прижимаемой к станине при помощи рукоятки 8 и эксцентрика 11. Осевое перемещение пиноли 3 производится вращением винта 4 посредством рукоятки 7. Винт вращается в регулировочной гайке 6, не допускающей осевого перемещения винта. Гайка 5 винта подачи, закрепленная в корпусе 2 бабки, удерживает пиноль 3 от вращения.
В конусное отверстие пиноли 3 вставляется центр 1. Рукоятка 9 служит для зажима пиноли. При точении конусов корпус 2 сдвигается относительно направляющей подушки 13 в поперечном направлении посредством двух винтов 10. Величина смещения корпуса отсчитывается по линейке с нониусом.
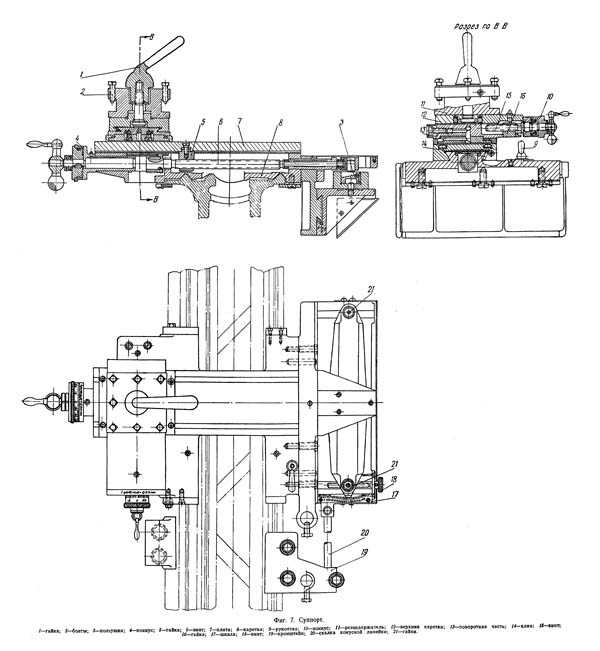
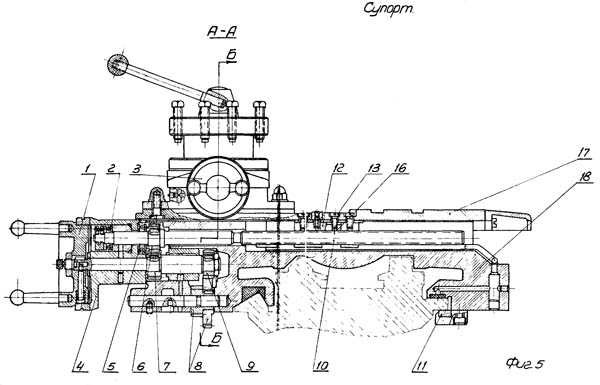
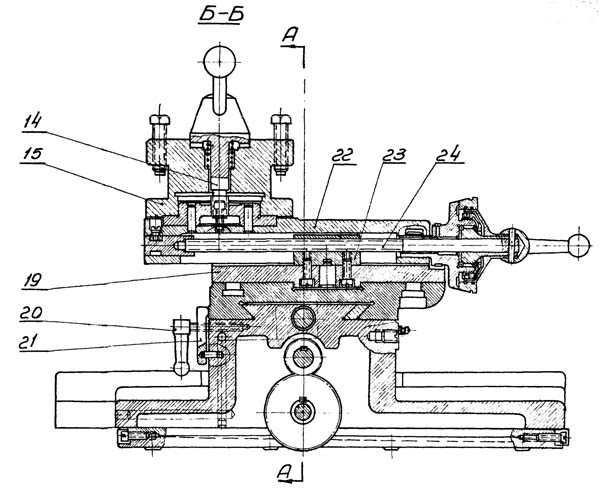
Суппорт токарно-винторезного станка ТС-135
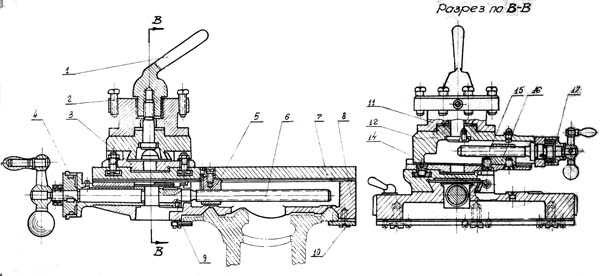
Суппорт токарно-винторезного станка ТС-135
Суппорт токарно-винторезного станка ТС-135. Смотреть в увеличенном масштабе
Суппорт состоит из следующих основных частей: каретки 5, плиты 7, поворотной части 13, верхней каретки 12 и резцедержателя 11. Каретка 8 может передвигаться в продольном направлении по призматическим направляющим станины. Для закрепления каретки при поперечной обработке предусмотрена рукоятка 9. На верхней плоскости каретки 8 имеются направляющие в форме ласточкина хвоста, по которым перемещается плита 7.
На боковых сторонах каретки сделаны резьбовые отверстия для закрепления подвижного люнета.
Плита 7 получает поперечное перемещение посредством винта 6 и гайки 5. Износ направляющих компенсируется подтягиванием клина 14.
В плите 7 имеется круговой Т-образный паз, в который вставляются болты для крепления поворотной части суппорта; два продольных Т-образных паза служат для установки различных приспособлений.
В поворотной части 13 имеется кольцевой выступ, который вставляется в Т-образный паз плиты 7 и является направляющей при повороте в обе стороны (на 45°) поворотной части суппорта. Угол поворота отсчитывается по лимбу. На верхней поверхности поворотной части. 13 имеются направляющие в форме ласточкина хвоста, по которым посредством винта 15 и гайки 16 может перемещаться верхняя каретка 12.
Перемещение плиты 7 и верхней каретки 12 определяется по нониусам 4 и 10.
В четырехместном резцедержателе 11 имеется восемь болтов 2 для закрепления резцов. Отвинтив гайку 1, можно повернуть резцедержатель на 90, 180 или 270°. Нужное положение резцедержателя устанавливается при помощи фиксатора.
Станок 1612П снабжен конусной линейкой, предназначенной для обтачивания и растачивания конических поверхностей.
При работе с конусной линейкой кронштейн 19, расположенный с задней стороны станка, устанавливается и закрепляется в нужном месте соответственно обрабатываемому участку детали. Скалка 20 конусной линейки зажимается в кронштейне 19. Затем отпускают две гайки 21 на концах линейки, винтом 18 устанавливают линейку по шкале 17 и затягивают гайки. Одно деление шкалы соответствует конусности 1 : 100.
Таким образом, верхняя каретка конусной линейки во время работы остается неподвижной, а ползушка 3, соединенная через винт 6 поперечной подачи с резцедержателем, скользит вдоль паза линейки.
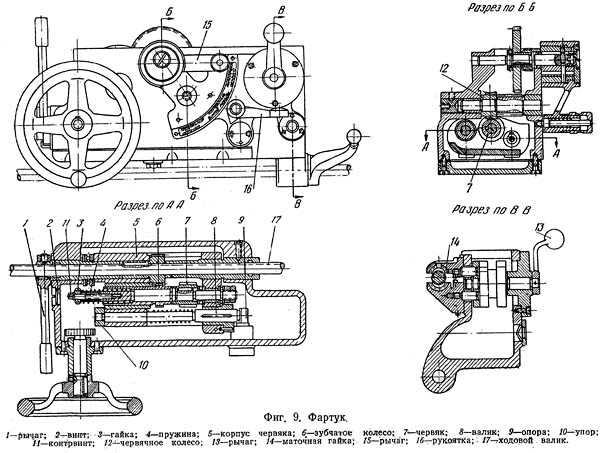
Фартук токарно-винторезного станка ТС-135
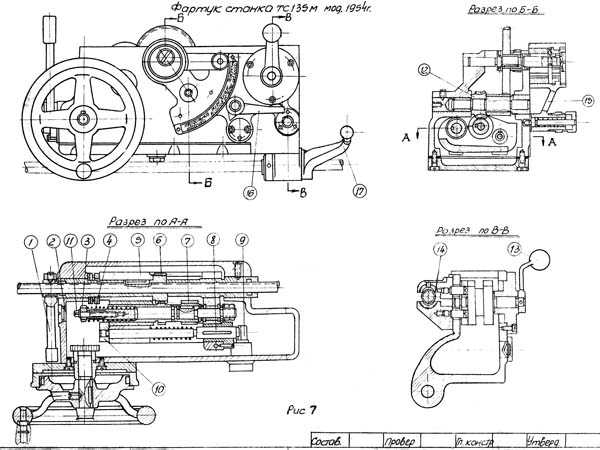
Фартук токарно-винторезного станка ТС-135
Фартук токарно-винторезного станка ТС-135. Смотреть в увеличенном масштабе
В фартуке имеется блокировка, предотвращающая возможность одновременного включения маточной гайки и поперечного или продольного самоходов, а также падающий червяк, осуществляющий автоматический останов станка в случае его перегрузки.
Останов происходит следующим образом.
Дойдя до упора, червяк 7 и сцепленное с ним червячное колесо 12 останавливаются; ходовой валик 17 и установленные на нем зубчатые колеса продолжают вращаться. Так как на торце зубчатого колеса 6 имеются кулачки со скосом, которым соответствуют такие же кулачки на торце остановившегося червяка 7, то зубчатое колесо 6 отойдет к пружине 4, смещая упор 10 с валиком 8 влево. Когда это смещение достигнет определенной величины, валик 5 сдвинется с опоры 9 и корпус 5 червяка, лишенный опоры, повернется относительно ходового валика, вследствие чего расцепятся червяк 7 и червячное колесо 12. Чтобы снова сцепить червяк с червячным колесом, нужно повернуть рычаг 1 вверх. При этом правый конец валика 8 под действием пружины ляжет на опору 9.
Пружина 4 должна быть установлена на максимальное давление резания 300 кг. При превышении этого давления суппорт автоматически останавливается и опасность поломки станка предотвращается.
Если в результате продолжительной работы или по другим причинам автоматический останов суппорта происходит недостаточно четко, следует подтянуть пружину 4. Для этого из фартука вывинчивается винт 2, контрвинт 11 освобождается, установочная гайка 5 поворачивается примерно на 1 оборот и контрвинт 11 снова затягивается.
Если подтягивание пружины 4 оказывается недостаточным, то следует повторить регулировку.
Регулировку автоматического останова можно проверить двумя способами; либо на определенное давление с помощью динамометра, либо в процессе работы станка путем подсчета усилия резания.
Рычаг 13 служит для включения и выключения маточной гайки 14. Рычагом 15 включается продольная или поперечная подачи.
При переходе на работу с ручной продольной подачей для отключения падающего червяка пользуются рукояткой 16.
Коробка скоростей токарно-винторезного станка ТС-135
Коробка скоростей токарно-винторезного станка ТС-135
Коробка скоростей токарно-винторезного станка ТС-135. Смотреть в увеличенном масштабе
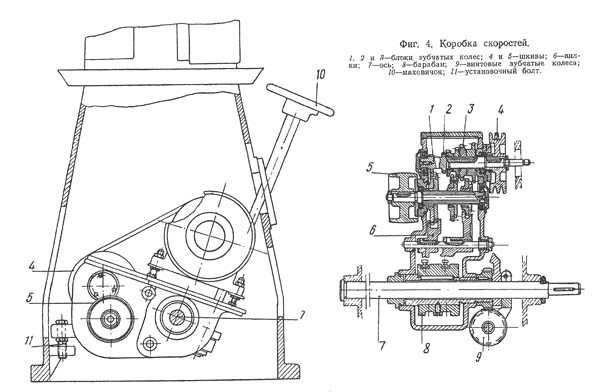
Изменение скоростей производится при помощи маховичка 10, приводящего во вращение винтовые зубчатые колеса 9, в результате чего поворачивается барабан 8, переключающий посредством трех вилок 6 зубчатые колеса коробки скоростей.
Таким образом, движение, получаемое от двигателя посредством клиноременной передачи и шкива 4, передается через блоки зубчатых колес 1, 2 и 3 шкиву 5 и далее с помощью плоского ремня шпинделю станка. Перебор передней бабки удваивает число скоростей. Маховичок 10 можно переключать только при выключенном двигателе. Если маховичок не поворачивается, следует на короткое время включить двигатель, затем выключить и во время его остановки установить маховичком нужное число оборотов шпинделя.
Натяжение приводного ремня, идущего от коробки скоростей к передней бабке, регулируется при помощи установочного болта 11, поворотом коробки скоростей относительно оси 7.
При регулировании натяжения ремня необходимо строго соблюдать следующее правило: выступ коробки скоростей не должен выходить из вилки ограничителя, привинченного с внутренней стороны стенки тумбы. Несоблюдение этого, правила может привести к поломке зубьев зубчатых колес из-за неполного сцепления.
Особенно необходимо соблюдать это правило при перешивке ремня. Перемещение коробки скоростей при регулировании натяжения ремня не должно превышать 15 мм вверх и 15 мм вниз.
Для обеспечения точной работы шпинделя большое значение имеет качество ремня, передающего движение от коробки скоростей шпинделю.
Рекомендуется применять кожаный (или равноценный) ремень однорядный толщиной 4—5 мм, склеенный внахлестку. Сшивать ремень не рекомендуется.
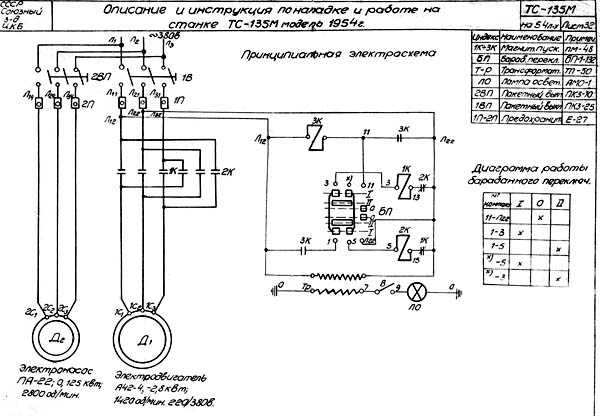
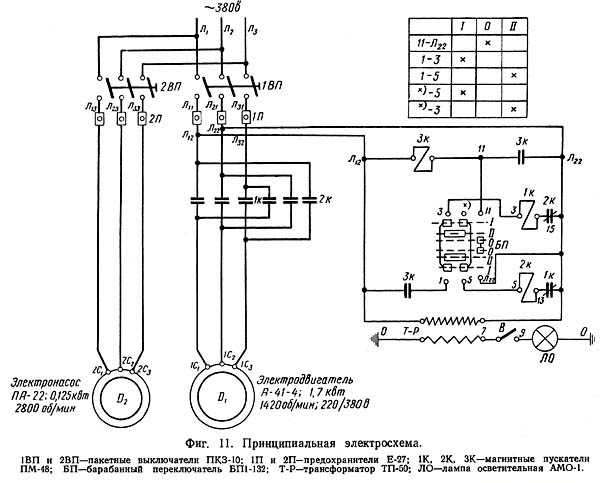
Схема электрическая принципиальная токарно-винторезного станка ТС-135
Электрическая схема токарного станка ТС-135
КСхема электрическая принципиальная токарно-винторезного станка ТС-135. Смотреть в увеличенном масштабе
Электрооборудование станка запроектировано для работы от сети трехфазного переменного тока напряжением 380 В. К электрооборудованию станка относятся:
- Асинхронный трехфазный электродвигатель А 41-4 мощностью 1,7 кВт; 1420 об/мин.
- Электронасос ПА-22 мощностью 0,125 кВт; 2800 об/мин.
- Реверсивный барабанный переключатель БП1-132.
- Панель с аппаратурой (два пакетных выключателя ПКЗ-10; шесть предохранителей Е-27; три магнитных пускателя ПМ-48; трансформатор ТП50).
- Осветительная арматура типа АМО-1.
Электродвигатель А 41-4 служит для сообщения станку рабочих движений и установлен в передней тумбе станка.
Электронасос ПА-22 служит для подачи на резец охлаждающей жидкости и установлен на специальном бачке за передней бабкой.
Панель с аппаратурой монтируется в специальном металлическом корпусе с торцевой стороны станка.
Станок оборудован местным освещением с арматурой типа АМО-1, закрепленной на кронштейне с задней стороны станка. Цепь местного освещения питается от понизительного трансформатора ТП-50, понижающего напряжение до 36 В. Включение и выключение местного освещения производится выключателем, расположенным в патроне лампы со стороны низкого напряжения. Проводка по станку выполняется проводом ПРГ-500, прокладываемым в металлических рукавах и газовых трубах.
ТС-135 (ТС135М, ТС135М-491) Станок токарно-винторезный универсальный. Видеоролик.
Технические характеристики станка ТС135М
| Основные параметры | |||
| Класс точности | П | В | П |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 260 | 260 | 260 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 140 | 140 | 140 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 |
| Наибольшая длина обточки, мм | 400 | 400 | 400 |
| Высота оси центров над плоскими направляющими станины (высота центров), мм | 135 | 135 | 135 |
| Высота от опорной поверхности резца до линии центров, мм | 16 | 16 | 16 |
| Наибольшее расстояние от линии центров до кромки резцедержателя, мм | 145 | 145 | 145 |
| Шпиндель | |||
| Тип опорных подшипников | Скольжения | Скольжения | Качения |
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20 |
| Число ступеней частот прямого вращения шпинделя (число рабочих скоростей) | 12 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 33,5..1520 | 33,5..1520 | 47,5..2144 |
| Размер внутреннего конуса в шпинделе, М | Конус морзе 3 | Конус морзе 3 | Конус морзе 3 |
| Конец шпинделя | М45 х 4,5 | ||
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольной каретки суппорта от руки, мм | 560 | 560 | 560 |
| Наибольшее перемещение поперечной каретки суппорта, мм, мм | 180 | 180 | 180 |
| Перемещение продольной каретки суппорта на одно деление лимба, мм | нет | нет | нет |
| Перемещение поперечной каретки суппорта на одно деление лимба, мм, мм | 0,02 | 0,02 | 0,01 |
| Число ступеней продольных и поперечных подач | 9 | 9 | 9 |
| Пределы продольных рабочих подач, мм/об | 0,008..0,2 | 0,008..0,2 | 0,018..0,46 |
| Пределы поперечных рабочих подач, мм/об | 0,003..0,075 | 0,003..0,075 | 0,0067..0,171 |
| Количество нарезаемых резьб метрических | 70 | 70 | 70 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..12,7 | 0,2..12,7 | 0,2..12,7 |
| Количество нарезаемых резьб дюймовых | 25 | 25 | 25 |
| Пределы шагов нарезаемых резьб дюймовых | 2..24 | 2..24 | 2..24 |
| Количество нарезаемых резьб модульных | 12 | 12 | 12 |
| Пределы шагов нарезаемых резьб модульных | 0,25..3 | 0,25..3 | 0,25..3 |
| Скорость быстрых перемещений суппорта, м/мин | нет | нет | нет |
| Резьбоуказатель | нет | нет | нет |
| Блокировка рукояток | есть | ||
| Защита от перегрузки | есть | есть | есть |
| Выключающие упоры | есть | есть | есть |
| Резцовые салазки | |||
| Наибольшие размеры державки резца (ширина х высота), мм | 16 х 25 | 16 х 25 | 16 х 20 |
| Наибольшее перемещение резцовых салазок, мм | 95 | 95 | 95 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° |
| Число резцов в резцовой головке | 4 | 4 | 4 |
| Задняя бабка | |||
| Диаметр пиноли задней бабки, мм | |||
| Конус отверстия в пиноли задней бабки | Морзе №3 | Морзе №3 | Морзе №3 |
| Наибольшее перемещение пиноли, мм | 110 | 110 | 110 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 | ±15 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 2 | 2 | 2 |
| Мощность электродвигателя главного привода, кВт | 1,7 | 1,7 | 2,8 |
| Тип электродвигателя главного привода | А-41/4 | А-41/4 | А-42/4 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,125 | 0,125 | 0,125 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1725 х 860 х 1400 | 1725 х 860 х 1400 | 1725 х 860 х 1400 |
| Масса станка, кг | 800 | 800 | 800 |
Связанные ссылки
Каталог справочник токарных станков
Паспорта и руководства токарных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
О Т135В (Т-135В) замолвите слово...
Решил писать здесь т.к. Т135В вроде как к ИЖейным прародителям имеет отношение. С марта, примерно, месяца засвербило загорелось купить себе станок. Купил сначала 2М112. Свербить стало сильнее. Не токарь я, не плотник, не сварщик... хочется и всё тут. Купил неделю назад Т135В 1964 г.в. производства п/я 4. Продавал его сврщик потому как у него не стало токаря. Сам он его купил 8 лет назад и все эти годы токарь точил на нём конусы. Он мне эти конусы даже показал - это кусок трубы Ду 100 длиной примерно 250 мм сточеный немного на конус. Конусную линейку (такое слово я здесь уже читал) брали поиграться у кого-то и вернули после утраты токаря. Почему бабка задняя самодельная он не помнит, помнит что сам её варил. Где остальные шестерни - не при делах. Ваще первый раз их увидел когда я какую-то дверцу открыл. Взял я его в общем. Привёз на дачу к соседу, перекинул через наш общий забор к себе поближе к гаражу. Так около гаража пока и стоит. Пока присматриваюсь, мою, привыкаю... Поизучал форум, погуглил яндекс - информации о Т135В минимум. Скачал инструкцию от ТС-135М, но там привод ваще не такой. По форуму с девятоко года этот станок упоминается раз.. эээ.. по пальцам пересчитать и в основном смысл, что такой станок есть. паспорт в розыске... Была даже такая фразаKV_ (23 December 2008 - 23:18) писал:
В паспорте на Т-135В написано что
Значит и паспорт есть. Поделитесь, пожалуйста. Хотябы той частью где про привод - двигатель, вариатор, цепная передача, как снять, как одеть обратно, чтобы цифири в окошке показывали правду... Немного фот Доставка через забор , Самодельная ЗБ , Впридачу получил чужую ЗБ не знаю чью, и люнет тоже не подходит. Может сгодится когда или поменяюсь с кем... , Ещё в нагрузку получил штук 30 резцов разных, два центра вращающихся, штук десять свёрл с коническим хвостовиком, патрон для цилиндрических свёрл на оправке КМ (кажется так называется) и один кулачёк к патрону токарному. Сам не могу оценить состояние патрона. А с гитарой всё в порядке? . В её бардачке завалялись шестерни с номерами 70, 75, 90 и 100. В инструкции такое сочетание не обнаружил. В какой-то теме здесь на форуме была такая фотка супорта с ручкой . На моём эта ручка выглядит как флажок - это просто болт М6 (кажись), причем просто вставляется в отверстие и торчит с обратной стороны в овальной прореци в прижимной планке. Не вкручивается, просто свободно воткнут. Какова его роль? И рядом маленький винтик в планку вкручен (их несколько там) зачем они? На этом руле двурогом (на всех остальных фотках такого станка здесь нормальный круглый штурвал) явно не хватает табличек 3 и 2, Что там было написано или нарисовано? в паспорте на ТС-135 этого нет естессно. И крутить его очень трудно. Для чего четыре сквозных отверстия с крышечками (4) в станине. Под номером 1 на фоте обломан болт или штифт? с обратной стороны нет ничего. На ближней ко мне призме есть выработка А на горизонтальной части направляющих (пока не обнаружил, что горизонтальная плоская часть напрвляет) перед дальней от меня призмой есть зазубрина как на плохо отпиленной доске, как заноза Чтобы снять супорт нужно всё разбирать? По паспорту от ТС-135 получается, что нужно просто открутить 4 болта от фартука и снять прижимные пластины, но спереди к пластине не подобраться без откручивания фартука, а может и всего остального (сори, в терминологии пока путаюсь). Как снять эот штурвальчик? Там должен был быть штифт насквозь? Если насквозь как остальные, то внутри штурвальчика у меня нет ничего, а внутри его вала забито. Высверлить или бить? Бить в какую сторону? с одной стороны отверсти завальцовано малёха. Помогите инструкцией, пальцем покажите, предположите с высоты своего опата... ЗЫ. Ближайшие дней десять в инете буду пару раз. Потом наоборот, к станку смогу подходить только по субботам.www.chipmaker.ru
1612п, 1612в Станок токарно-винторезный универсальныйпаспорт, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1612п, 1612в ((1612п-491, 1612в-491))
Производитель токарного станка модели 1612п, 1612вМ (1612п-491, 1612в-491) - Государственный Союзный завод, ГСЗ № 491, (до 1944 года ГСЗ № 288), в настоящее время Савеловский машиностроительный завод, СМЗ, г. Кимры, основанный в 1915 году.
Токарно-винторезный станок 1612п, 1612в производился примерно с 1950 года. За основу конструкции был взят прецизионный токарный станок DL-1 немецкой фирмы G.Kärger (Густав Кёргер).
Компания Kärger была основана в Берлине и занималась производством прецизионных токарных станков для часовой промышленности. В 1949 на месте компании G.Kärger создано государственное предприятие "Берлинский станкостроительный завод".
Станки, выпускаемые Савеловским машиностроительным заводом СМЗ (п/я-4)
1612п, 1612в станок токарно-винторезный универсальный высокой точности. Назначение и область применения
Основное отличие станка ТС-135 от токарного станка модели 1612п: бронзовые опорные подшипники скольжения шпинделя заменены на подшипники качения и увеличена мощность электродвигателя.
Станок предназначен для токарной обработки сравнительно небольших деталей из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые и модульные резьбы.
Двигатель для привода быстрого хода не предусмотрен.
Общий вид токарно-винторезного станка 1612п, 1612в




Расположение органов управления токарно-винторезным станком 1612п, 1612в
Перечень органов управления токарно-винторезным станком 1612п, 1612в
- Рукоятка переключения подач
- Рукоятка переключения подач
- Рукоятка переключения трензеля
- Рукоятка включения - выключения перебора
- Штурвал для установки чисел оборотов шпинделя
- Рукоятка переключения падающего червяка
- Маховик перемещения суппорта по станине
- Рукоятка переключения продольного и поперечного самоходов
- Рычаг переключения падающего червяка
- Рукоятка переключения гайки ходового винта
- Рукоятка поперечной подачи суппорта вручную
- Рукоятка закрепления салазок при поперечном точении
- Рукоятка перемещения резцовых салазок
- Рукоятка зажима пиноли задней бабки
- Рукоятка зажима задней бабки на станине
- Рукоятка перемещения пиноли задней бабки
- Рукоятка включения и выключения электродвигателя
- Рукоятка включения и выключения электродвигателя
- Рукоятка пуск, останов, реверс станка
- Рукоятка пуск, останов, реверс станка
Кинематическая схема токарного станка 1612п, 1612в
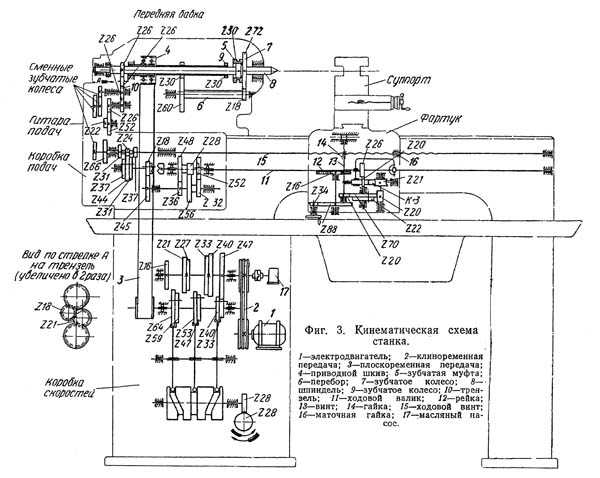
Схема кинематическая токарно-винторезного станка 1612п, 1612в. Смотреть в увеличенном масштабе
Кинематическая схема станка
- электродвигатель
- клиноременная передача
- плоскоременная передача
- приводной шкив
- зубчатая муфта
- перебор
- зубчатое колесо
- шпиндель
- зубчатое колесо
- трензель
- ходовой валик
- рейка
- винт
- гайка
- ходовой винт
- маточная гайка
- масляный насос
Приводом станка служит индивидуальный электродвигатель, установленный на коробке скоростей. Электродвигатель 1 посредством клиноременной передачи 2 сообщает вращение первому валу коробки скоростей. Переключением блоков второму валику коробки скоростей можно сообщить шесть различных скоростей. От коробки скоростей вращение передается приводному шкиву передней бабки посредством плоскоременной передачи 3.
Для разгрузки шпинделя от давления ремня приводной шкив 4 монтируется на отдельных опорах, не связанных со шпинделем. Вращение от шкива к шпинделю передается при помощи зубчатой муфты 5.
Когда муфта находится в крайнем правом положении, вращение от приводного шкива передается через перебор 6 зубчатому колесу 7 и далее шпинделю 8, который получает шесть ступеней скоростей. При переключении муфты влево последняя непосредственно соединяется зубчатым колесом 9 приводного вала, причем зубчатые колеса перебора выходят из зацепления. В этом случае на шпиндель передается еще шесть ступеней скоростей. Таким образом, шпиндель может работать на 12 различных скоростях. Направление вращения шпинделя изменяется реверсированием электродвигателя
Продольное или поперечное перемещение салазок суппорта передается от шпинделя 8 через трензель 10, коробку подач, ходовой валик 11, фартук с реечным зубчатым колесом рейке 12, закрепленной на станине (продольная подача), или через трензель 10, коробку подач, фартук, винт A3 и гайку 14 суппорту (поперечная подача). При нарезании резьбы подача осуществляется через трензель и гитару подач посредством ходового винта 15 и маточной гайки 16, закрепленной в фартуке.
Масляный насос 17 получает вращение от первого вала коробки скоростей через клиноременную передачу.
Конструкция основных узлов токарного станка 1612п, 1612в
Станина имеет коробчатую форму, усиленную внутренними диагональными ребрами. В верхней части, станины расположены плоские и призматические направляющие. По призматическим направляющим перемещается каретка суппорта. Станина устанавливается на двух тумбах и соединяется с последними посредством болтов. В передней тумбе находится коробка скоростей с электродвигателем, в задней тумбе — ящик для сменных зубчатых колес.
Передняя бабка токарно-винторезного станка 1612п, 1612в
Передняя бабка токарно-винторезного станка 1612п, 1612в. Смотреть в увеличенном масштабе
Передняя бабка токарно-винторезного станка 1612п, 1612в. Смотреть в увеличенном масштабе
Передняя бабка
- шпиндель
- шкив
- перебор
- муфта
- разрезной вкладыш переднего подшипника
- гайки
- гайки
- крышка
- гайка
- конический вкладыш
- крышка
- гайка
- конусная втулка
- винты
- зубчатые колеса
- зубчатые колеса
- полукольцо
- рычаг переключения перебора
- рычаг переключения трензеля
- зубчатое колесо
- задняя часть передней бабки
- передняя крышка
Правый рычаг 18 служит для переключения перебора, левый 19 для переключения трензеля.
Шпиндель 1 передней бабки разгружен от изгибающих усилий, передающихся на шкив 2 от ременной передачи. Во избежание поломки; зубьев зубчатых колес перебора 3 предусмотрена блокировка, предохраняющая от включения перебора при нерасцепленной муфте 4 прямого включения.
Коробка скоростей токарно-винторезного станка 1612п, 1612в
Коробка скоростей токарно-винторезного станка 1612п, 1612в. Смотреть в увеличенном масштабе
Коробка скоростей
- блок зубчатых колес
- блок зубчатых колес
- блок зубчатых колес
- шкив
- шкив
- вилки
- ось
- барабан
- винтовые зубчатые колёса
- маховичок
- установочный болт
Изменение скоростей производится при помощи маховичка 10, приводящего во вращение винтовые зубчатые колеса 9, в результате чего поворачивается барабан 8, переключающий посредством трех вилок 6 зубчатые колеса коробки скоростей.
Таким образом, движение, получаемое от двигателя посредством клиноременной передачи и шкива 4, передается через блоки зубчатых колес 1, 2 и 3 шкиву 5 и далее с помощью плоского ремня шпинделю станка. Перебор передней бабки удваивает число скоростей. Маховичок 10 можно переключать только при выключенном двигателе. Если маховичок не поворачивается, следует на короткое время включить двигатель, затем выключить и во время его остановки установить маховичком нужное число оборотов шпинделя.
Натяжение приводного ремня, идущего от коробки скоростей к передней бабке, регулируется при помощи установочного болта 11, поворотом коробки скоростей относительно оси 7.
При регулировании натяжения ремня необходимо строго соблюдать следующее правило: выступ коробки скоростей не должен выходить из вилки ограничителя, привинченного с внутренней стороны стенки тумбы. Несоблюдение этого, правила может привести к поломке зубьев зубчатых колес из-за неполного сцепления.
Особенно необходимо соблюдать это правило при перешивке ремня. Перемещение коробки скоростей при регулировании натяжения ремня не должно превышать 15 мм вверх и 15 мм вниз.
Для обеспечения точной работы шпинделя большое значение имеет качество ремня, передающего движение от коробки скоростей шпинделю.
Рекомендуется применять кожаный (или равноценный) ремень однорядный толщиной 4—5 мм, склеенный внахлестку. Сшивать ремень не рекомендуется.
Коробка подач токарно-винторезного станка 1612п, 1612в
Коробка подач токарно-винторезного станка 1612п, 1612в. Смотреть в увеличенном масштабе
Коробка подач
- ходовой винт
- ходовой валик
- валик реверса включения и выключения электродвигателя
- рукоятки
- рукоятки
- валик
Коробка подач используется как для ряда продольных и поперечных подач, так и для нарезания стандартных метрических, дюймовых и модульных резьб.
Коробка подач передает вращение ходовому валику 2 или винту 1 от шпинделя через трензель или сменные зубчатые колеса.
Для выполнения всех токарных работ с автоматической продольной или поперечной подачей используется ходовой валик 2. При нарезании различных резьб используется ходовой винт 1 и сменные зубчатые колеса. Ходовой винт вращается в полом ведущем валике 6 коробки подач. Валик 3 служит для реверсирования, включения и выключения электродвигателя. Установка подач производится при помощи двух рукояток 4 и 5 в соответствии с данными таблицы на корпусе коробки.
Суппорт токарно-винторезного станка 1612п, 1612в
Суппорт токарно-винторезного станка 1612п, 1612в. Смотреть в увеличенном масштабе
Суппорт
- гайка
- болты
- ползушка
- нониус
- гайка
- винт
- плита
- каретка
- рукоятка
- нониус
- резцедержатель
- верхняя каретка
- поворотная часть
- клин
- винт
- гайка
- шкала
- винт
- кронштейн
- скалка конусной линейки
- гайки
Суппорт состоит из следующих основных частей: каретки 5, плиты 7, поворотной части 13, верхней каретки 12 и резцедержателя 11. Каретка 8 может передвигаться в продольном направлении по призматическим направляющим станины. Для закрепления каретки при поперечной обработке предусмотрена рукоятка 9. На верхней плоскости каретки 8 имеются направляющие в форме ласточкина хвоста, по которым перемещается плита 7.
На боковых сторонах каретки сделаны резьбовые отверстия для закрепления подвижного люнета.
Плита 7 получает поперечное перемещение посредством винта 6 и гайки 5. Износ направляющих компенсируется подтягиванием клина 14.
В плите 7 имеется круговой Т-образный паз, в который вставляются болты для крепления поворотной части суппорта; два продольных Т-образных паза служат для установки различных приспособлений.
В поворотной части 13 имеется кольцевой выступ, который вставляется в Т-образный паз плиты 7 и является направляющей при повороте в обе стороны (на 45°) поворотной части суппорта. Угол поворота отсчитывается по лимбу. На верхней поверхности поворотной части. 13 имеются направляющие в форме ласточкина хвоста, по которым посредством винта 15 и гайки 16 может перемещаться верхняя каретка 12.
Перемещение плиты 7 и верхней каретки 12 определяется по нониусам 4 и 10.
В четырехместном резцедержателе 11 имеется восемь болтов 2 для закрепления резцов. Отвинтив гайку 1, можно повернуть резцедержатель на 90, 180 или 270°. Нужное положение резцедержателя устанавливается при помощи фиксатора.
Станок 1612П снабжен конусной линейкой, предназначенной для обтачивания и растачивания конических поверхностей.
При работе с конусной линейкой кронштейн 19, расположенный с задней стороны станка, устанавливается и закрепляется в нужном месте соответственно обрабатываемому участку детали. Скалка 20 конусной линейки зажимается в кронштейне 19. Затем отпускают две гайки 21 на концах линейки, винтом 18 устанавливают линейку по шкале 17 и затягивают гайки. Одно деление шкалы соответствует конусности 1 : 100.
Таким образом, верхняя каретка конусной линейки во время работы остается неподвижной, а ползушка 3, соединенная через винт 6 поперечной подачи с резцедержателем, скользит вдоль паза линейки.
Фартук токарно-винторезного станка 1612п, 1612в
Фартук токарно-винторезного станка 1612п, 1612в. Смотреть в увеличенном масштабе
Фартук
- рычаг
- винт
- гайка
- пружина
- корпус червяка
- зубчатое колесо
- червяк
- валик
- опора
- упор
- контрвинт
- червячное колесо
- рычаг
- маточная гайка
- рычаг
- рукоятка
- ходовой валик
В фартуке имеется блокировка, предотвращающая возможность одновременного включения маточной гайки и поперечного или продольного самоходов, а также падающий червяк, осуществляющий автоматический останов станка в случае его перегрузки.
Останов происходит следующим образом.
Дойдя до упора, червяк 7 и сцепленное с ним червячное колесо 12 останавливаются; ходовой валик 17 и установленные на нем зубчатые колеса продолжают вращаться. Так как на торце зубчатого колеса 6 имеются кулачки со скосом, которым соответствуют такие же кулачки на торце остановившегося червяка 7, то зубчатое колесо 6 отойдет к пружине 4, смещая упор 10 с валиком 8 влево. Когда это смещение достигнет определенной величины, валик 5 сдвинется с опоры 9 и корпус 5 червяка, лишенный опоры, повернется относительно ходового валика, вследствие чего расцепятся червяк 7 и червячное колесо 12. Чтобы снова сцепить червяк с червячным колесом, нужно повернуть рычаг 1 вверх. При этом правый конец валика 8 под действием пружины ляжет на опору 9.
Пружина 4 должна быть установлена на максимальное давление резания 300 кг. При превышении этого давления суппорт автоматически останавливается и опасность поломки станка предотвращается.
Если в результате продолжительной работы или по другим причинам автоматический останов суппорта происходит недостаточно четко, следует подтянуть пружину 4. Для этого из фартука вывинчивается винт 2, контрвинт 11 освобождается, установочная гайка 5 поворачивается примерно на 1 оборот и контрвинт 11 снова затягивается.
Если подтягивание пружины 4 оказывается недостаточным, то следует повторить регулировку.
Регулировку автоматического останова можно проверить двумя способами; либо на определенное давление с помощью динамометра, либо в процессе работы станка путем подсчета усилия резания.
Рычаг 13 служит для включения и выключения маточной гайки 14. Рычагом 15 включается продольная или поперечная подачи.
При переходе на работу с ручной продольной подачей для отключения падающего червяка пользуются рукояткой 16.
Задняя бабка токарно-винторезного станка 1612п, 1612в
Задняя бабка токарно-винторезного станка 1612п, 1612в. Смотреть в увеличенном масштабе
Задняя бабка
- центр
- корпус
- пиноль
- винт
- гайка винта подачи
- регулировочная гайка
- рукоятка
- рукоятки
- рукоятки
- винты
- эксцентрик
- планка
- подушка
Задняя бабка используется при обточке детали в центрах. Бабка устанавливается на средних направляющих станины (плоской и призматической) и закрепляется в нужном месте планкой 12, прижимаемой к станине при помощи рукоятки 8 и эксцентрика 11. Осевое перемещение пиноли 3 производится вращением винта 4 посредством рукоятки 7. Винт вращается в регулировочной гайке 6, не допускающей осевого перемещения винта. Гайка 5 винта подачи, закрепленная в корпусе 2 бабки, удерживает пиноль 3 от вращения.
В конусное отверстие пиноли 3 вставляется центр 1. Рукоятка 9 служит для зажима пиноли. При точении конусов корпус 2 сдвигается относительно направляющей подушки 13 в поперечном направлении посредством двух винтов 10. Величина смещения корпуса отсчитывается по линейке с нониусом.
Схема электрическая принципиальная токарно-винторезного станка 1612п, 1612в
КСхема электрическая принципиальная токарно-винторезного станка 1612п, 1612в. Смотреть в увеличенном масштабе
Принципиальная электросхема
- 1ВП и 2ВП—пакетные выключатели ПКЗ-10
- 1П и 2П-предохранители Е-27
- 1K, 2K, ЗК—магнитные пускатели ПМ-48
- БП—барабанный переключатель БП-132
- Т-Р—трансформатор ТП-50
- ЛО—лампа осветительная АМО-1
Электрооборудование станка запроектировано для работы от сети трехфазного переменного тока напряжением 380 В. К электрооборудованию станка относятся:
- Асинхронный трехфазный электродвигатель А 41-4 мощностью 1,7 кВт; 1420 об/мин.
- Электронасос ПА-22 мощностью 0,125 кВт; 2800 об/мин.
- Реверсивный барабанный переключатель БП1-132.
- Панель с аппаратурой (два пакетных выключателя ПКЗ-10; шесть предохранителей Е-27; три магнитных пускателя ПМ-48; трансформатор ТП50).
- Осветительная арматура типа АМО-1.
Электродвигатель А 41-4 служит для сообщения станку рабочих движений и установлен в передней тумбе станка.
Электронасос ПА-22 служит для подачи на резец охлаждающей жидкости и установлен на специальном бачке за передней бабкой.
Панель с аппаратурой монтируется в специальном металлическом корпусе с торцевой стороны станка.
Станок оборудован местным освещением с арматурой типа АМО-1, закрепленной на кронштейне с задней стороны станка. Цепь местного освещения питается от понизительного трансформатора ТП-50, понижающего напряжение до 36 В. Включение и выключение местного освещения производится выключателем, расположенным в патроне лампы со стороны низкого напряжения. Проводка по станку выполняется проводом ПРГ-500, прокладываемым в металлических рукавах и газовых трубах.
Схема электрическая принципиальная токарно-винторезного станка 1612п, 1612в
При пуске станка включаются пакетные выключатели 1ВП и 2ВП; при этом запускается насос охлаждения Д2 и подается напряжение на контакты магнитных пускателей 1К и 2К и на катушку, магнитного пускателя; 3К. Открытые контакты пускателя замыкаются, подготовляя схему к работе. В процессе работы на станке с помощью рычага 19 или 20 (см. фиг. 2), механически связанных с реверсивным барабанным переключателем БП, производится пуск, останов и реверс двигателя Д1.
Крайним положениям рычага соответствует вращение двигателя «Вперед» или «Назад», среднему — «Стоп».
При кратковременной отлучке рабочего от станка выключение двигателя возможно установкой рукоятки рычага 19 или 20 в среднее положение. При продолжительной отлучке — выключить пакетные выключатели 1ВП и 2ВП.
Схема предусматривает нулевую защиту.
Примечание. Схема фиг. 11 соответствует нулевому положению бaрабанного переключателя БП.
Общий вид токарно-винторезного станка DL-1 компании G.Kärger
Технические характеристики станка 1612п, 1612вм
| Основные параметры | |||
| Класс точности | П | В | П |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 260 | 260 | 260 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 140 | 140 | 140 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 |
| Наибольшая длина обточки, мм | 400 | 400 | 400 |
| Высота оси центров над плоскими направляющими станины (высота центров), мм | 135 | 135 | 135 |
| Высота от опорной поверхности резца до линии центров, мм | 16 | 16 | 16 |
| Наибольшее расстояние от линии центров до кромки резцедержателя, мм | 145 | 145 | 145 |
| Шпиндель | |||
| Тип опорных подшипников | Скольжения | Скольжения | Качения |
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20 |
| Число ступеней частот прямого вращения шпинделя (число рабочих скоростей) | 12 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 33,5..1520 | 33,5..1520 | 47,5..2144 |
| Размер внутреннего конуса в шпинделе, М | Конус морзе 3 | Конус морзе 3 | Конус морзе 3 |
| Конец шпинделя | М45 х 4,5 | ||
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольной каретки суппорта от руки, мм | 560 | 560 | 560 |
| Наибольшее перемещение поперечной каретки суппорта, мм, мм | 180 | 180 | 180 |
| Перемещение продольной каретки суппорта на одно деление лимба, мм | нет | нет | нет |
| Перемещение поперечной каретки суппорта на одно деление лимба, мм, мм | 0,02 | 0,02 | 0,01 |
| Число ступеней продольных и поперечных подач | 9 | 9 | 9 |
| Пределы продольных рабочих подач, мм/об | 0,008..0,2 | 0,008..0,2 | 0,018..0,46 |
| Пределы поперечных рабочих подач, мм/об | 0,003..0,075 | 0,003..0,075 | 0,0067..0,171 |
| Количество нарезаемых резьб метрических | 70 | 70 | 70 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..12,7 | 0,2..12,7 | 0,2..12,7 |
| Количество нарезаемых резьб дюймовых | 25 | 25 | 25 |
| Пределы шагов нарезаемых резьб дюймовых | 2..24 | 2..24 | 2..24 |
| Количество нарезаемых резьб модульных | 12 | 12 | 12 |
| Пределы шагов нарезаемых резьб модульных | 0,25..3 | 0,25..3 | 0,25..3 |
| Скорость быстрых перемещений суппорта, м/мин | нет | нет | нет |
| Резьбоуказатель | нет | нет | нет |
| Блокировка рукояток | есть | ||
| Защита от перегрузки | есть | есть | есть |
| Выключающие упоры | есть | есть | есть |
| Резцовые салазки | |||
| Наибольшие размеры державки резца (ширина х высота), мм | 16 х 25 | 16 х 25 | 16 х 20 |
| Наибольшее перемещение резцовых салазок, мм | 95 | 95 | 95 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° |
| Число резцов в резцовой головке | 4 | 4 | 4 |
| Задняя бабка | |||
| Диаметр пиноли задней бабки, мм | |||
| Конус отверстия в пиноли задней бабки | Морзе №3 | Морзе №3 | Морзе №3 |
| Наибольшее перемещение пиноли, мм | 110 | 110 | 110 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 | ±15 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 2 | 2 | 2 |
| Мощность электродвигателя главного привода, кВт | 1,7 | 1,7 | 2,8 |
| Тип электродвигателя главного привода | А-41/4 | А-41/4 | А-42/4 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,125 | 0,125 | 0,125 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1725 х 860 х 1400 | 1725 х 860 х 1400 | 1725 х 860 х 1400 |
| Масса станка, кг | 800 | 800 | 800 |
Связанные ссылки
Каталог справочник токарных станков
Паспорта и руководства токарных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
ТВ-125 Станок токарно-винторезный. Описание, схемы, характеристики
Сведения о производителе токарного станка ТВ-125
Производитель токарного станка модели ТВ-125 - Савеловский машиностроительный завод СМЗ, основанный в 1915 году.
В 1946 году приказом министерства авиационной промышленности определен профиль предприятия, как завода по выпуску токарных прецизионных высокоточных станков.
В 1966 году предприятие преобразовано в Савеловский машиностроительный завод (СМЗ) п/я-4.
В 1979 году завод становится Савеловским производственным объединением "Прогресс" (СПО "Прогресс").
В марте 2012 года Объединенная промышленная корпорация "ОборонПром" создало 100%-ное дочернее общество с ограниченной ответственностью "Савеловский машиностроительный завод" (ООО СМЗ).
Станки, выпускаемые Савеловским машиностроительным заводом СМЗ (п/я-4)
ТВ-125 Станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарный станок ТВ-125 выпускался на Савеловском машиностроительном заводе с 1961 года.
Прообразом станков моделей ТВ-125П (повышенной точности) и ТВ-125В (высокой точности) стал токарно-винторезный станок Schaublin 120-VM (разработка 1941 года) швейцарской фирмы Schaublin Machines SA, которая была основана более века назад.
Станок универсальный токарно-винторезный ТВ-125, вариаторный, инструментального класса, предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной.
Станок способен обрабатывать небольшие заготовки с максимальными габаритами Ø 260 х 600 мм, предназначен для работы в инструментальном производстве.
Шпиндель получает вращение от 3-х скоростного электродвигателя с вариатором и от перебора передней бабки в диапазоне 42..2800 об/мин.
С выходного шкива вариатора, в зависимости от скорости электродвигателя, на приемный шкив шпинделя передается три диапазона высоких скоростей:
- При Nэл = 960 об/мин диапазон: 270..920 об/мин
- При Nэл = 1460 об/мин диапазон: 405..1380 об/мин
- При Nэл = 2900 об/мин диапазон: 820..2800 об/мин
Внутри диапазонов скорость вращения регулируется плавно бесступенчато с помощью вариатора.
Подключение перебора передней бабки добавляет еще 3 диапазона частот вращения шпинделя:
- При Nэл = 960 об/мин диапазон: 42..140 об/мин
- При Nэл = 1460 об/мин диапазон: 62..210 об/мин
- При Nэл = 2900 об/мин диапазон: 125..420 об/мин
Направление вращения шпинделя изменяется реверсированием электродвигателя.
Шпиндель смонтирован на двух подшипниках: передний - роликовый радиальный двухрядный (60 х 95 х 26), задний - шариковый радиально-упорный (40 х 80 х 18), упорный - шариковый (40 х 69 х 14).
Регулировка переднего подшипника осуществляется с помощью двух полуколец и гайки.
Передний шкив расположен между двух независимых подшипника разгружающих шпиндель от усилия натяжения приводного ремня.
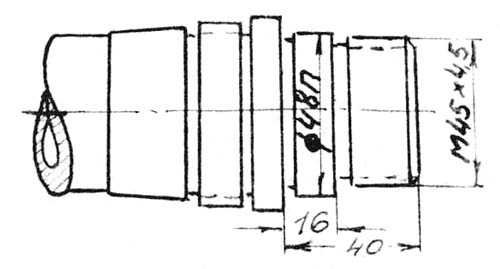
Передний конец шпинделя токарного станка ТВ-125 имеет резьбу М48х3, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны).
Коробка подач служит только для управления ходовым валиком и не имеет отношения к нарезанию резьбы. Движение на входной вал коробки подач передается непосредственно от шпинделя с помощью червячной передачи. Коробка выдает всего 8 ступеней продольных подач - 0,012..0,240 мм/об и 8 ступеней поперечных - 0,060..0,120 мм/об.
Коробка подач состоит из механизма со встроенными 4-х ступенчатыми конусами зубчатых колес и выдвижной шпонки. Этот механизм дает 4-е подачи. Один из конусов закреплен жестко на валу, другой сидит свободно и каждое колесо может быть связано с валом с помощью выдвижной шпонки.
Нарезание резьбы осуществляется без коробки подач. Выбор шага резьбы возможен только с помощью набора 4-х сменных шестерен гитары. Особенность станка - ходовой винт находится внутри станины и не виден снаружи.
На станке тв125 имеется механический, регулируемый останов продольной подачи. Поперечное перемещение суппорта и продольное фартука может зажиматься специальными прижимами.
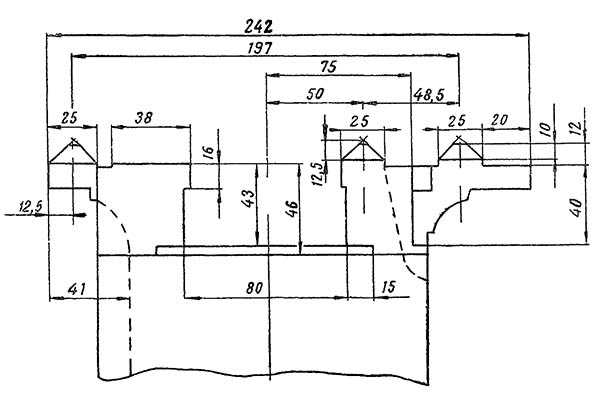
Габаритные размеры рабочего пространства токарно-винторезного станка ТВ-125
Габаритные размеры рабочего пространства токарного станка ТВ-4
Эскиз конца шпинделя токарно-винторезного станка ТВ-125
Эскиз конца шпинделя токарного станка ТВ-125
Общий вид токарного станка ТВ-125

Фото токарного станка ТВ-125В

Нониус поперечной подачи токарного станка ТВ-125П

Фартук токарного станка ТВ-125П

Восстановленный токарный станок Schaublin 120
Восстановленный токарный станок Schaublin 120. Смотреть в увеличенном масштабе

Восстановленный токарный станок Schaublin 120-VM
Восстановленный токарный станок Schaublin 120. Смотреть в увеличенном масштабе

Восстановленный токарный станок Schaublin 120-VM
Восстановленный токарный станок Schaublin 120. Смотреть в увеличенном масштабе
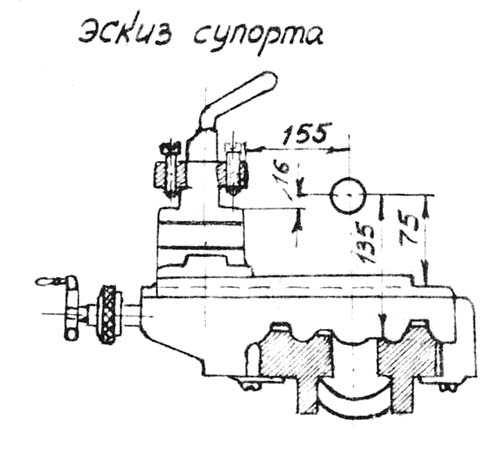
Расположение составных частей токарно-винторезного станка ТВ-125
Расположение составных частей токарного станка ТВ-125
Расположение органов управления токарным станком ТВ-125
Расположение органов управления токарным станком ТВ-125
Перечень органов управления токарным станком ТВ-125
- Штурвал для установки чисел оборотов шпинделя
- Рукоятка управления трензелем
- Кнопка переключения подач
- Рукоятка управления перебором
- Рукоятка для реверсирования или останова подачи
- Маховик ручного перемещения суппорта
- Рукоятка закрепления поперечных салазок
- Рукоятка отжима, поворота и закрепления резцедержки
- Маховичок ручного поперечного перемещения суппорта
- Рукоятка перемещения резцовых салазок
- Рукоятка закрепления пиноли задней бабки
- Рукоятка закрепления задней бабки
- Маховичок перемещения пиноли задней бабки
- Рукоятка выключения механической подачи
- Рукоятка включения механической подачи
- Рукоятка включения продольной и поперечной подач и нарезания резьбы
- Рукоятка закрепления суппорта на станине
- Рукоятка включения, выключения и реверсирования электродвигателя
- Рукоятка включения маточной гайки
- Рукоятка барабанного переключателя для установления нужной скорости вращения электродвигателя
- Рукоятка пакетного выключателя для подключения станка к электросети
- Рукоятка пакетного выключателя для включения электронасоса СОЖ
Кинематическая схема токарного станка ТВ-125
Кинематическая схема токарного станка ТВ-125
Схема кинематическая токарного станка ТВ-125. Смотреть в увеличенном масштабе
Описание конструкции основных узлов станка ТВ-125
Коробка подач токарного станка ТВ-125
Коробка подач токарного станка ТВ-125. Смотреть в увеличенном масштабе
Суппорт токарного станка ТВ-125
Суппорт токарного станка ТВ-125. Смотреть в увеличенном масштабе
Суппорт токарного станка ТВ-125
Суппорт токарного станка ТВ-125. Смотреть в увеличенном масштабе

Фото вариатора токарного станка ТВ-125
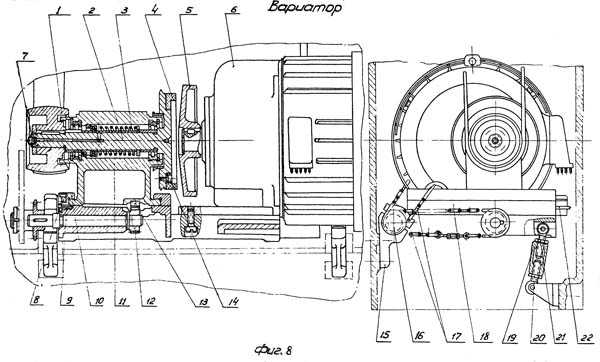
Вариатор токарного станка ТВ-125
Вариатор токарного станка ТВ-125. Смотреть в увеличенном масштабе

Фото шпинделя токарного станка ТВ-125

Шпиндель токарного станка ТВ-125
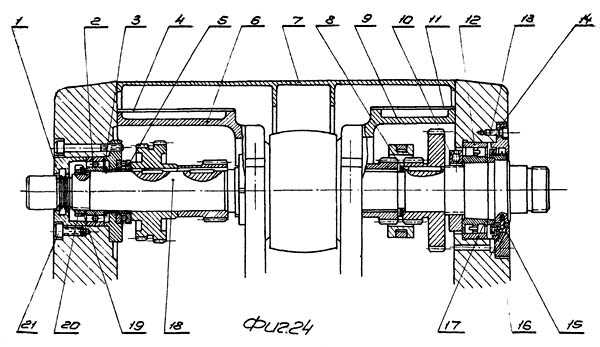
Шпиндель токарного станка ТВ-125
Шпиндель токарного станка ТВ-125. Смотреть в увеличенном масштабе
Схема электрическая токарно-винторезного станка ТВ-125
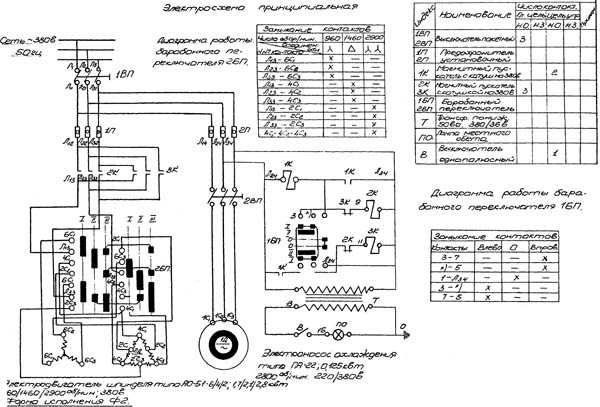
Электрическая схема токарного станка ТВ-125
Схема электрическая токарно-винторезного станка ТВ-125. Смотреть в увеличенном масштабе
Технические характеристики станка ТВ-125П
| Основные параметры | |||
| Класс точности | П | П | П |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 260 | 260 | 260 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 135 | 140 | 140 |
| Наибольшая длина заготовки (РМЦ), мм | 600 | 500 | 500 |
| Наибольшая длина обточки, мм | 500 | 400 | 400 |
| Высота оси центров над плоскими направляющими станины (высота центров), мм | 125 | 135 | 135 |
| Высота от опорной поверхности резца до линии центров, мм | 16 | 16 | 16 |
| Наибольшее расстояние от линии центров до кромки резцедержателя, мм | 145 | 145 | 145 |
| Шпиндель | |||
| Тип опорных подшипников | Качения | Скольжения | Качения |
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 20 | 20 |
| Число ступеней частот прямого вращения шпинделя (число рабочих скоростей) | 11 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 42..2800 (б/с) | 33,5..1520 | 47,5..2144 |
| Размер внутреннего конуса в шпинделе, М | Конус морзе 4 | Конус морзе 3 | Конус морзе 3 |
| Конец шпинделя | М48 х 3 | М45 х 4,5 | М45 х 4,5 |
| Торможение шпинделя | есть | нет | нет |
| Блокировка рукояток | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольной каретки суппорта от руки, мм | 580 | 560 | 560 |
| Наибольшее перемещение поперечной каретки суппорта, мм, мм | 170 | 180 | 180 |
| Перемещение продольной каретки суппорта на одно деление лимба, мм | 0,05 | нет | нет |
| Перемещение продольной каретки суппорта на один оборот лимба, мм | 20 | ||
| Перемещение поперечной каретки суппорта на одно деление лимба, мм, мм | 0,005 | 0,02 | 0,01 |
| Перемещение поперечной каретки суппорта на один оборот лимба, мм | 3 | ||
| Число ступеней продольных и поперечных подач | 8 | 9 | 9 |
| Пределы продольных рабочих подач, мм/об | 0,012..0,240 | 0,008..0,2 | 0,018..0,46 |
| Пределы поперечных рабочих подач, мм/об | 0,060..0,120 | 0,003..0,075 | 0,0067..0,171 |
| Количество нарезаемых резьб метрических | 90 | 70 | 70 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..12,2 | 0,2..12,7 | 0,2..12,7 |
| Количество нарезаемых резьб дюймовых | 25 | 25 | 25 |
| Пределы шагов нарезаемых резьб дюймовых | 2..24 | 2..24 | 2..24 |
| Количество нарезаемых резьб модульных | 17 | 12 | 12 |
| Пределы шагов нарезаемых резьб модульных | 0,25..3 | 0,25..3 | 0,25..3 |
| Скорость быстрых перемещений суппорта, м/мин | нет | нет | нет |
| Резьбоуказатель | нет | нет | нет |
| Блокировка рукояток | есть | ||
| Защита от перегрузки | есть | есть | есть |
| Выключающие упоры | есть | есть | есть |
| Резцовые салазки | |||
| Наибольшие размеры державки резца (ширина х высота), мм | 16 х 16 | 16 х 25 | 16 х 20 |
| Наибольшее перемещение резцовых салазок, мм | 80 | 95 | 95 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,01 | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | 360° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° |
| Число резцов в резцовой головке | 4 | 4 | 4 |
| Резьбоуказатель | нет | ||
| Задняя бабка | |||
| Диаметр пиноли задней бабки, мм | 40 | ||
| Цена деления шкалы перемещения задней бабки, мм | 1 | ||
| Цена деления нониуса перемещения задней бабки, мм | 0,05 | ||
| Конус отверстия в пиноли задней бабки | Морзе №3 | Морзе №3 | Морзе №3 |
| Наибольшее перемещение пиноли, мм | 80 | 110 | 110 |
| Величина поперечного смещения корпуса бабки, мм | ±12 | ±15 | ±15 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 2 | 2 | 2 |
| Мощность электродвигателя главного привода, кВт | 1,7/ 2,1/ 2,8 | 1,7 | 2,8 |
| Тип электродвигателя главного привода | А-41/4 | А-42/4 | |
| Мощность электродвигателя насоса охлаждения, кВт | 0,125 | 0,125 | 0,125 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1780 х 720 х 1265 | 1725 х 860 х 1400 | 1725 х 860 х 1400 |
| Масса станка, кг | 1100 | 800 | 800 |
Полезные ссылки по теме
Каталог справочник токарных станков
Паспорта и схемы к токарным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
| Файловое Имя | gallery_68303_2647_39361.jpg |
| Отметка времени Unix | 1395298825 |
| Оригинальный Файловый Размер | 327372 |
| тип файла | 2 |
| Тип Пантомимы | image/jpeg |
| Секции Обнаружены | ANY_TAG, IFD0, THUMBNAIL, EXIF, INTEROP |
| HTML Размер | width="1600" |
| Высота изображения | 1200 |
| Ширина изображения | 1600 |
| Цвет | истина |
| Байт от Motorola | ЛОЖЬ |
| Миниатюра Тип файла | 2 |
| Миниатюра Тип имитации | image/jpeg |
| Камера Делает | LG Electronics Inc. |
| Модель Камеры | GX-300 |
| X-Резолюция | 96/1 |
| Y-Резолюция | 96/1 |
| Дата Потребовалась | 2013:10:18 14:27:0 |
| ПОЗИЦИОНИРОВАНИЕ YCbCr | отцентрированное |
| Эскиз Сжатия | СЖАТИЕ JPEG |
| Формат Эскиза JPEG | 344 |
| Длина Формата эскиза JPEG | 2636 |
| Версия Exif | 0210 |
| Версия Фото Вспышки | Формат фото Вспышки Версии 1.0 |
| Цветовое пространство | sRGB |
| Длина изображения | 1200 |
| Способность к взаимодействию Компенсации | 188 |
| Интер-Индекс Работоспособность | R98 |
| Интер-Версия Работоспособность | 0100 |
www.chipmaker.ru