Токарный станок 1м61 технические характеристики. Токарный станок 1м61п технические характеристики
1м61п — sovetskyfilm.ru
1М61П — Станок токарно-винторезный универсальный

Технические характеристики:
Станки модели 1м61п предназначены для выполнения токарных работ в условиях мелкосерийного и единичного производства
Класс точности ПНаибольший диаметр детали, устанавливаемой над станиной,мм 320
Наибольший диаметр обработки:,мм
— прутка 32— над суппортом 160— над станиной 320
Наибольшая длина обтачивания,мм 640Расстояние между центрами,мм 710Высота центров,мм 170
— метрическая (шаг),мм 0,5 — 6— дюймовая,число ниток на 1 дюйм 48 — 3,5— модульная,модуль 0,25 — 3— питчевая,питч 7-96
Мощность электродвигателя главного движения (ЧА100LЧУЗ),кВт 4Частота вращения электродвигателя главного движения (ЧА100LЧУЗ),об/мин 1420Мощность электродвигателя насоса охлаждения (ПА-22), кВт 0,12Частота вращения электродвигателя насоса охлаждения (ПА-22),об/мин 2800Производительность электродвигателя насоса охлаждения (ПА-22),л/мин 22
— длина 2055— ширина 1095— высота 1450
Масса станка,кг 1300

1М61П — Токарный станок
Токарный станок 1М61П используется для выполнения различных токарных операций: обработку поверхностей вращения, нарезание резьбы, точение и обдирку валов и пр. Также на станке сверлить центральные отверстия. Благодаря высокой жесткости станка, на нем можно вести обработку резцами как из быстрорежущей стали, там и со съемными твердосплавными пластинами.
Модель 1М61П спроектирована на базе токарного станка 1М61. и отличается тем, что может обеспечить повышенную точность обработки заготовки. Станок 1М61П может использоваться как универсальное оборудование в единичном и мелкосерийном производстве.
Класс точности станка по ГОСТ 8-82: П Максимальный диаметр заготовки, устанавливаемой над станиной, мм: 320Максимальный диаметр заготовки, обрабатываемой над суппортом, мм: 160 Максимальный диаметр обрабатываемого прутка, мм: 32Расстояние между центрам, мм: 710Диапазон частот вращения шпинделя, об/мин: 12,5-1600
Нарезаемая резьбаметрическая, мм: 0,5-6 дюймовая (число ниток/дюйм): 48-3,5модульная: 0,25-3питчевая: 7-96
Электродвигатель главного движенияМодель: ЧА100LЧУЗМощность, кВт: 4Частота, об/мин: 1420
Электродвигатель насоса охлажденияМодель: ПА-22Мощность, кВт: 0,12Частота, об/мин: 2800Производительность, л/мин: 22
Габаритные размеры станка 1М61П, ммдлина: 2055ширина: 1095высота: 13750
Масса станка 1М61П, кг: 1300
Разработчиком и изготовителем станков модели 1М61П является Ереванский станкостроительный завод им. Дзержинского в настоящее время ОАО «Ереванское Станкостроительное Производственное Объединение» ЕСПО.
Завод выпускает универсальные токарно-винторезные станки высокой точности 16ЕГ25П, 16Е16КВ, 16Е16КП, 16Л20.
Токарно-винторезные станки. Общие сведения
Токарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.

Структурная схема токарно-винторезного станка
- вращательным движением заготовки (B1 ) по цепи: электродвигатель 1 — шпиндель 2 со звеном настройки iv
- поступательным движением инструмента (П1 и П2 ) по цепи: шпиндель 2 — ходовой вал 4 (при точении) или шпиндель — ходовой винт 3 (при нарезании резьбы) со звеньями настройки iv и iкп
Основные размеры токарно-винторезного станка
Основным параметром токарно-винторезного станка является наибольший диаметр D, обрабатываемой заготовки над станиной. Зазор между горизонтальной плоскостью направляющих и диаметром обрабатываемой заготовки D — не более 0,04D. Диаметр D приблизительно равен удвоенной высоте центров станка.
ГОСТ 440—57 предусматривает ряд размеров токарно-винторезных станков с значениями D от 100 до 6300 мм, построенными по закону геометрической прогрессии со знаменателем φ = 1,26 (с небольшими округлениями).
Другим основным параметром станка является наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой детали. Оно определяется при сдвинутой (без свешивания с направляющих) в правое крайнее положение задней бабке. Станки с одним и тем же наибольшим диаметром обрабатываемой заготовки могут иметь различное межцентровое расстояние в пределах, предусмотренных ГОСТом 440—57. Например, станки с наибольшим диаметром обрабатываемой заготовки 400 мм выполняются с наибольшим расстоянием между центрами 700, 1000 и 1400 мм. Для большинства тяжелых токарных станков наибольшее расстояние между центрами не регламентировано.
Важным размером станка является также наибольший диаметр обрабатываемой заготовки над суппортом D1. Он должен быть не меньше, чем предусмотрено в ГОСТе 440—57.
Кроме этих основных параметров токарно-винторезных станков, ГОСТ 440—57 устанавливает наибольшее число оборотов шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя, размер центра шпинделя (номер конуса Морзе или метрического), наибольшую высоту резца и наибольший допустимый вес станка (без электрооборудования).
Типаж токарно-винторезных станков
Станкостроительная промышленность выпускает токарно-винторезные станки с наибольшим диаметром обрабатываемой заготовки в пределах 160—1250 мм и наибольшим расстоянием между центрами до 12 500 мм.
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Назначение и область применения токарно-винторезного станка модели 1М61П
Станок предназначен для выполнения разнообразных токарных работ в механических цехах в условиях мелкосерийного и единичного производства.
Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя.
Класс точности станка Н
Габарит рабочего пространства станка 1М61П. Суппорт

Посадочные и присоединительные базы станка 1М61П. Шпиндель

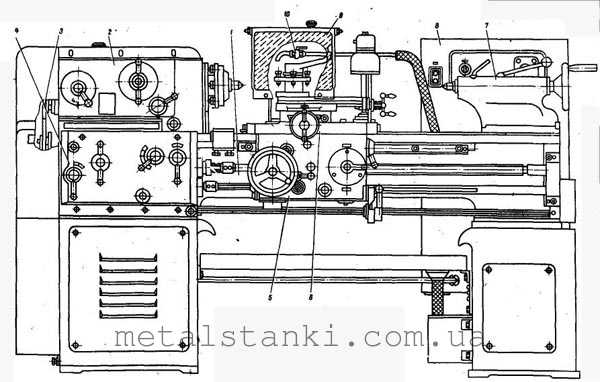
Общий вид токарно-винторезного станка повышенной точности 1М61П

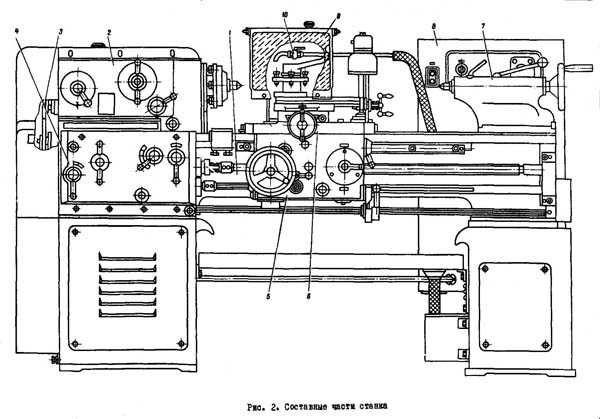
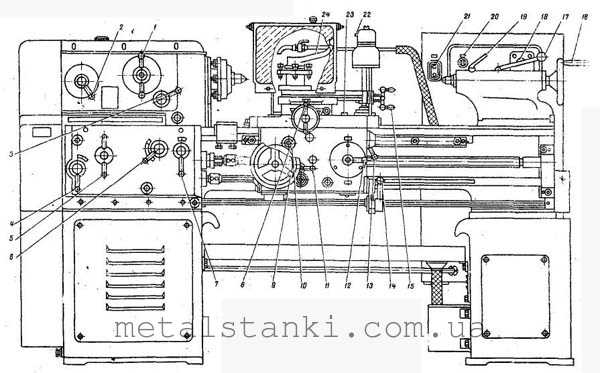
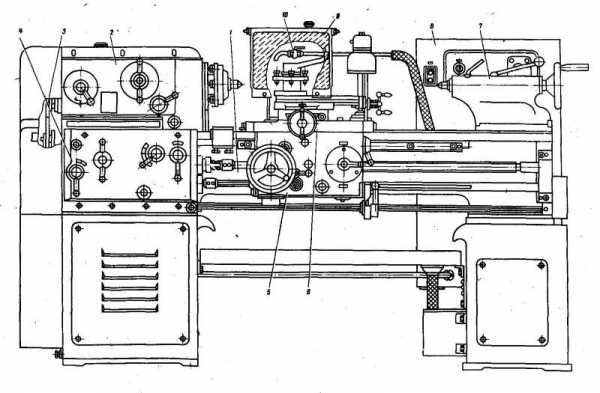
Расположение основных узлов токарно-винторезного станка 1М61П

Спецификация органов управления токарно-винторезным станком 1М61П
- Станина — 1М61П.10.000
- Коробка скоростей — 1M61П.20.000
- Коробка передач — 1M61П.26.000
- Коробка подач — 1M61П.31.000
- Фартук — 1M61П.40.000
- Суппорт — 1M61.50.000
- Задняя бабка — 1М61П.60.000
- Электрооборудование — 1М61.81.000
- Защитный экран — 1M61.82.000
- Система охлаждения — 1M61.84.000
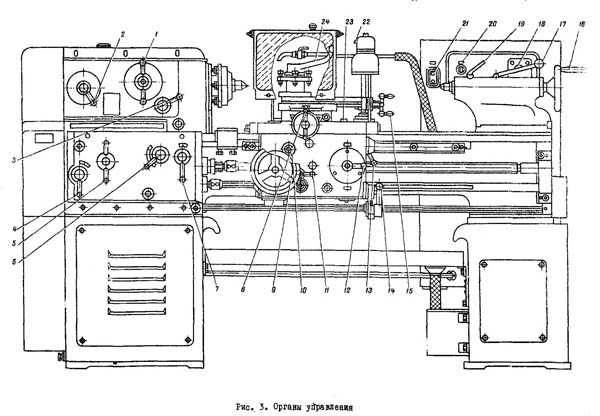
Расположение органов управления токарно-винторезного станка 1М61П

Перечень органов управления токарно-винторезным станком 1М61П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
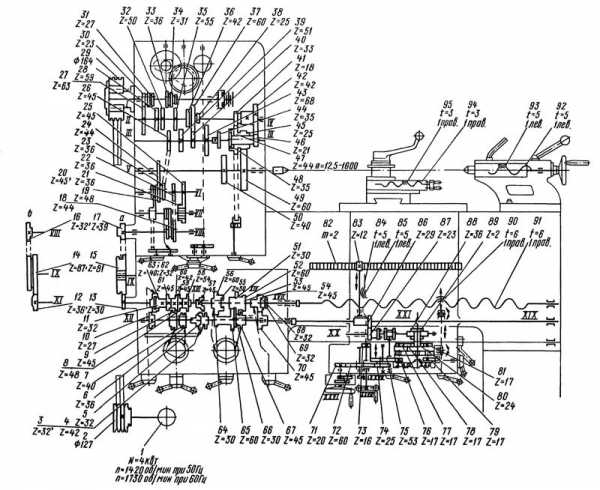
Кинематическая схема токарно-винторезного станка 1М61П

Передняя бабка токарно-винторезного станка 1М61п



Тормозная муфта токарно-винторезного станка 1М61п

Конструкция токарно-винторезного станка 1М61п
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей (рис. 8) обеспечивает 24 скорости вращения шпинделя (16—2000 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
Коробка подач токарно-винторезного станка 1М61 (три рукоятки)
Коробка подач токарно-винторезного станка 1М61 (четыре рукоятки)


Более поздний вариант коробки подач — назначение рукояток:
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
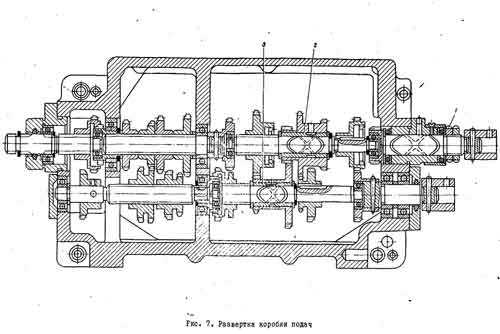
Коробка подач
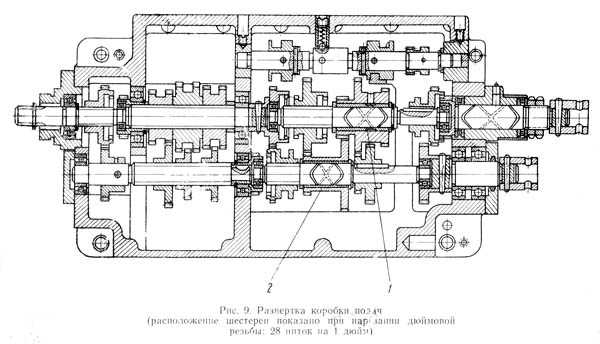
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4. (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
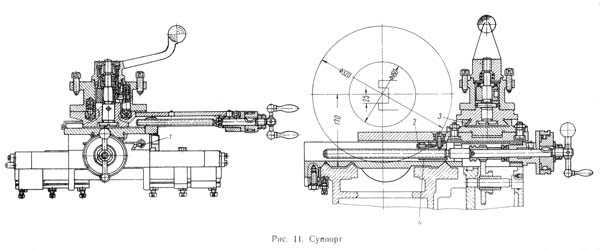
Суппорт токарно-винторезного станка 1М61п
Фартук токарно-винторезного станка 1М61п

Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Задняя бабка токарно-винторезного станка 1М61п

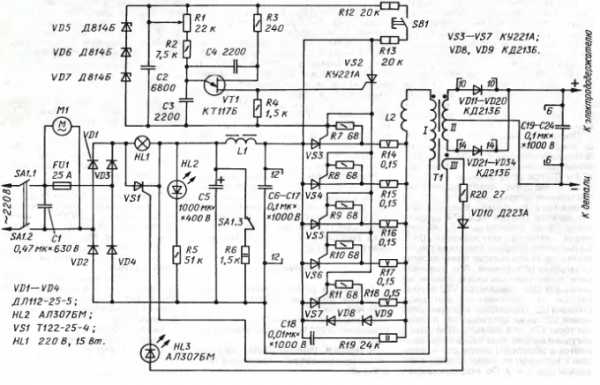
Электрооборудование. Электрическая схема станка 1М61П

Электрооборудование токарно-винторезного станка 1М61П. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
На станке установлены:
- Электродвигатель главного привода мощностью 4 кВт, 1420 об/мин
- Электронасос охлаждения с подачей 22 л/мин, 0,12 кВт, 2800 об/мин
Пуск, останов и реверс электродвигателя главного привода осуществляются реверсивным магнитным пускателем, управляемым путевыми выключателями при помощи рукоятки управления 14 (см. рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
Лампа местного освещения ЛО (рис. 13) включается и выключается выключателем 22, установленным на светильнике местного освещения.
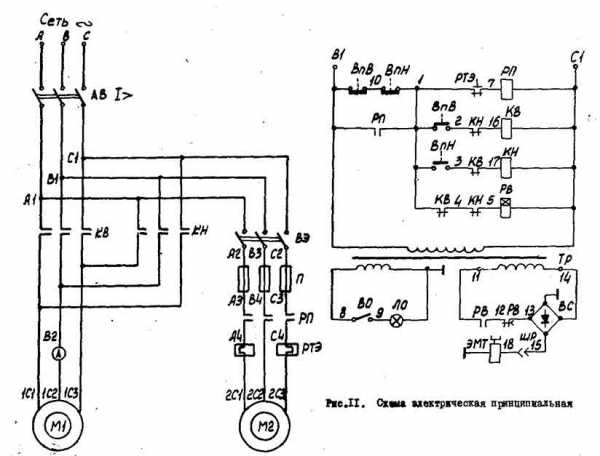
Схема электрическая принципиальная показана на рис. 11. В табл. 7 указан перечень к схеме.
Описание работы электрической схемы токарно-винторезного станка 1М61П
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении «вперед». Для пуска электродвигателя M1 в направлении «вперед» (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение «вперед». Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении «назад» производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении «вперед», только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Защита и блокировка в токарно-винторезном станке 1М61П
В электросхеме станка предусмотрена защита от токов короткого замыкания электродвигателя главного привода при помощи электромагнитных расцепителей автоматического выключателя АВ и электронасоса охлаждения предохранителями П.
Нулевая защита осуществляется промежуточным реле РП.
Для защиты электронасоса охлаждения от перегрузки в электросхеме предусмотрено тепловое реле РТЭ.
Для предотвращения одновременного включения контактов реверсивного пускателя KB и КН имеются механическая и электрическая блокировки.
Подключение к цеховой системе заземления на станке осуществляется специальным болтом заземления.
Установочный чертеж станка 1М61П

Возможности токарно-винторезных станков

На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре. куб в кубе в кубе и в кубе. куб в додекаэдре. который в свою очередь в шаре, кольцо в кольце .
Токарно-винторезный универсальный станок 1М61п. Видеоролик.
Технические характеристики станка 1М61П

Токарный станок 1м61,1м61п предназначенный для выполнения токарных работ (наружное и внутреннее точение, растачивание, сверление ), нарезание резьбы как метчиком, так и резцом.
Используется в индивидуальном и мелкосерийном производствах.
Токарный станок 1м61- нормальной точности
Токарный станок 1м61п- повышенной точности
Устройство токарного станка 1м61,1м61п
- Станина;
- Коробка скоростей;
- Коробка передач;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Электрооборудование;
- Защитный экран;
- Система охлаждения

Органы управления токарного станка 1м61,1м61п
- Ручка установки частоты вращения шпинделя
- Ручка установка различных шагов резьбы и реверса ходового винта
- Ручка установки частоты вращения шпинделя (ручка перебора)
- Ручка установки типа нарезаемой резьбы
- Ручка установки значение подачи
- Ручка установки шага нарезаемой резьбы
- Ручка включение ходового винта или вала
- Ручка поперечного перемещения суппорта
- Ручное продольное перемещение суппорта маховиком
- Кнопка сцепления и расцепления вала-шестерни с рейкой для нарезания резьбы
- Ручка включения предохранительной муфты
- Ручка включения маточной гайки
- Ручка установки продольного и поперечного суппорта
- Ручка включения прямого и реверсного вращения шпиндельной бабки
- Ручное перемещение верхней части суппорта
- Маховик осевого перемещения пиноли
- Ручка фиксации задней бабки к направляющим станины
- Указатель нагрузки
- Фиксация пиноли задней бабки
- Включение электронасоса системы охлаждения
- Включение и отключение станки в сеть
- Местное освещение
- Винт фиксации каретки станки при торцевых работах
- Поворот и фиксация резцовой головки

Станина установлена на двух тумбах. Между тумбами расположено корыто, предназначенное для сбора стружки и охлаждающей жидкости, которая стекает в бачок электронасоса, установленного в правой тумбе. В левой тумбе находится электродвигатель главного привода станка.

Коробка скоростей (рис.6) обеспечивает 24 скорости вращения шпинделя. Привод от электродвигателя к коробке скоростей осуществлен клиноременной передачей. Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя, торможение многодисковой электромагнитной муфтой, расположенной на валу I (см.рис.5).Переключение трех блоков шестерен производится одной рукояткой I (см.рис.3). Шпиндель получает двенадцать чисел оборотов через шестерни перебора и двенадцать более высоких чисел оборотов напрямую через зубчатую муфту. Включение перебора или зубчатой муфты производится рукояткой 3.Рукоятка 2 обеспечивает прямое или обратное вращение ходового винта и получение нормального или увеличенного шага резьбы. При точении рукоятка 2 должна быть в положении, соответствующем нарезанию правой резьбы.
Коробка подач (рис.7) позволяет производись наладку станка на нарезание резьбы иди получение различных-подач в соответствии с таблицей 15 (см.раздел «Паспорт»), расположенной на коробке подач.В таблице указаны шаги резьб, соответствующие им положения рукояток и требуемые наладки сменных шестерен.Дополнительные резьбы получают наладкой шестерен, указанной в таблице 16 (шестерни и таблица поставляются за отдельную плату). Обе таблицы содержат только нормальные шаги резьб.На станке имеется-возможность получения увеличенных шагов резьб в 16 раз при 12 низких ступенях оборотов шпинделя, т.е. при включенном переборе.Переключение на увеличенные шаги резьб при более высоких оборотах не рекомендуется.

Фартук (рис.8) передает движение суппорту от ходового винта или ходового валика. Ходовой винт применяется только при нарезании резьбы. При всех Других работах следует осуществлять подачу суппорта исключительно от ходового валика.Во избежание поломок необходимо строго соблюдать следующий порядок переключений.Для включения продольной подачи суппорта следует рукоятку 12 (си.рис.3) установить в нейтральное положение (горизонтально), рукоятку 13 повернуть вниз до фиксируемого положения и затем рукоятку 12 вытянуть на себя и повернуть вниз или вверх в зависимости от требуемого направления движения суппорта (согласно таблицам возле рукояток).Для включения поперечной подачи суппорта необходимо рукоятку 12 установить в нейтральное положение, рукоятку 13 повернуть вверх и затем рукоятку 12 в вытянутом положении повернуть в требуемую сторону.
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.Пуск электродвигателя M1 в направлении в направлении «вперед». Для пуска электродвигателя M1 в направлении «вперед» (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение «вперед». Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.Пуск электродвигателя M1 в направлении «назад» производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении «вперед», только в этом случае срабатывает контактор КН.Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Внимание, только СЕГОДНЯ!sovetskyfilm.ru
Обзор- токарно-винторезный станок 1м61 | Промышленный портал России и СНГ
Пожалуй, токарный станок является самым распространенным оборудованием на различных предприятиях, занимающихся металлообработкой. Большую долю парка станков составляют именно токарное оборудование.
Станки данной группы, в основном, предназначены для обработки внешних внутренних поверхностей тел вращения, фасонных форм, нарезки резьбы и подрезки торцевых поверхностей. При работе токарный станок использует различного рода резцы, сверла, зенкера и развертки.Сегодня уделим внимание 1М61.
 Станок токарный 1М61 относится к группе токарно-винторезного оборудования. Их основное предназначение – это выполнение токарных операций для мелкосерийного, а также единичного производства. Год рождения станков этой модели - 1973.
Станок токарный 1М61 относится к группе токарно-винторезного оборудования. Их основное предназначение – это выполнение токарных операций для мелкосерийного, а также единичного производства. Год рождения станков этой модели - 1973.
Токарно-винторезный станок 1М61 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, дюймовой, модульной и питчевой резьб.В связи с тем, что станок может применяться в различных отраслях промышленности на всевозможных операциях, для обработки различных материалов, обслуживание станка следует осуществлять с учетом специфики их эксплуатации.Для токарно-винторезных станков основными характеристиками является:наибольший диаметр D обрабатываемой заготовки (детали)наибольшая растояние между центрами РМЦнаибольшая длинна обрабатываемой деталичисло оборотов шпинделя в минуту
Основные технические характеристики токарно-винторезного станка 1М61:Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) - ННаибольший диаметр детали обрабатываемой над станиной, мм - 320Наибольший диаметр детали обрабатываемой над суппортом, мм - 160Станок имеет два вида исполнения, отличающиеся максимальным межцентровым расстоянием – 710 мм и 1000 мм.Пределы частот вращения шпинделя, min/max, об/мин - 12,5 / 1600
Расположение основных узлов токарно-винторезного станка 1М61
 Перечень органов управления токарно-винторезным станком 1М611. Рукоятка установки чисел оборотов шпинделя2. Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта3. Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)4. Рукоятка установки типа резьбы или подач5. Рукоятка установки величины подачи или резьбы6. Рукоятка установки шага резьбы и подач7. Рукоятка включения ходового винта или ходового вала8. Рукоятка поперечного перемещения суппорта9. Маховик продольного перемещения суппорта вручную10. Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы11. Рукоятка включения предохранительной муфты12. Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта13. Рукоятка установки механической продольной или поперечной подачи суппорта14. Рукоятка включения прямого пли обратного вращения шпинделя15. Рукоятка перемещения верхней части суппорта вручную16. Маховик перемещения пиноли17. Рукоятка фиксации задней бабки18. Указатель нагрузки19. Рукоятка фиксации пиноли20. Выключатель электронасоса охлаждения21. Кнопка включения станка в сеть и его отключения от сети
Перечень органов управления токарно-винторезным станком 1М611. Рукоятка установки чисел оборотов шпинделя2. Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта3. Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)4. Рукоятка установки типа резьбы или подач5. Рукоятка установки величины подачи или резьбы6. Рукоятка установки шага резьбы и подач7. Рукоятка включения ходового винта или ходового вала8. Рукоятка поперечного перемещения суппорта9. Маховик продольного перемещения суппорта вручную10. Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы11. Рукоятка включения предохранительной муфты12. Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта13. Рукоятка установки механической продольной или поперечной подачи суппорта14. Рукоятка включения прямого пли обратного вращения шпинделя15. Рукоятка перемещения верхней части суппорта вручную16. Маховик перемещения пиноли17. Рукоятка фиксации задней бабки18. Указатель нагрузки19. Рукоятка фиксации пиноли20. Выключатель электронасоса охлаждения21. Кнопка включения станка в сеть и его отключения от сети
Более детально Вы можете ознакомиться с характеристиками в паспорте к станку 1М61.Отметим, что точность работы станка 1М61 зависит от правильности его установки. Станок устанавливается на фундамент и выверяется в двух плоскостях с высокой точностью. Иногда в процессе эксплуатации возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы. Подробное описание регулировки отдельных узлов, установки станка и описание процесса работы Вы также можете найти в руководстве по эксплуатации токарно-винторезного станка 1М61.
beconected.com
Токарный станок 1М61: технические характеристики и устройство
Основное предназначение токарно-винторезного станка 1М61 – обеспечение потребностей небольших предприятий, которые специализируются на выпуске продукции в единичных экземплярах или небольшими партиями. Данный агрегат был разработан еще в 70-х годах прошлого века на Ереванском заводе, но активно используется еще по этот день. Описание основных конструктивных элементов такого оборудования наведено ниже.
Какие детали входят в конструкцию оборудования?
Токарный станок 1М61 состоит из нескольких конструкционных элементов, в число которых входят:
- задняя бабка;
- станина, исполняющая роль основного несущего элемента;
- коробка для регулировки скоростей;
- коробка подач;
- фартук;
- электрические механизмы;
- защитный экран;
- охлаждающая система, используемая для эффективной работы основных узлов оборудования;
- суппорт.

Суппорт токарного станка
Особенности работы агрегата
Станок 1М61П относят к оборудованию повышенной точности. Это обеспечивается некоторыми отличиями в его конструкционной схеме. Обычная модель 1М61 имеет категорию точности Н. Электродвигатель данного оборудования способен работать как в обычном, так и в реверсном режиме. Частота оборотов шпинделя может регулироваться пользователем. Для выполнения этой операции предназначена коробка скоростей. Она работает благодаря взаимодействию шестерней, которые имеют различные параметры.
Для выполнения основных операций данное устройство комплектуется различными инструментами. Это в основном резчики, сверла, метчики и многие другие. Как и в подобном станке 1В61, этот предназначен для проведения следующих работ:
- точение по внутренней или наружной поверхности;
- резка;
- формирование резьбы с различными параметрами;
- сверление;
- развертывание.
Нарезаем резьбу на валу
Функциональные характеристики
Отличные технические характеристики устройств данного типа дополняются их небольшими габаритами. Станок имеет ширину 1,095 м, длину 2,055 м, высоту 1,45 м. Его вес составляет 1,26 т. Также стоит отметить ряд функциональных характеристик этой модели, что обеспечивает широкую сферу ее применения:
- вращение шпинделя осуществляется в 24-х различных скоростях. При этом его движение возможно как в прямом, так и в обратном направлении. Частота вращения шпиндельного узла колеблется от 12,5 до 1600 оборотов в минуту;
- шпиндель имеет небольшое отверстие 3,5 см, что позволяет производить обработку деталей размером 3,2 см;
- пиноль задней бабки имеет особу конструкцию, что позволяет ему перемещаться на расстояние до 100 мм;
- в резцедержатель можно устанавливать инструменты, которые имеют длину держателя не больше, чем 2,5 см;
- для обработки подходят заготовки длиной до 1м. При этом габариты обтачиваемых деталей не должны превышать 0,65 м;
- суппорт оборудования способен перемещаться на такие расстояния: в поперечном направлении до 0,2 м, в продольном – до 0,6 м;
- каретка суппорта способна перемещается на 0,6 м, а салазки – на 0,12 м.

Устройство задней бабки токарного станка
Особенности управления
Управление работой данного оборудование осуществляет оператор, который может контролировать скорость и направление перемещение фартука. Это возможно регулировкой положения ходового винта и валика. Этот узел обеспечивает движение суппорта. Маховик управляющего типа находится на лицевой панели фартука.
В большинстве случаев для обеспечения эффективной работы агрегата достаточно использовать только ходовой валик. Применение винта необходимо исключительно в случае проведения сверлильных работ. Одновременно запустить два этих элемента невозможно, поскольку станок оборудован системой, которая блокирует такие действия.
Для запуска пиноли производятся движения маховика. Данный узел можно фиксировать, используя специальный упор. Его можно найти на задней бабке. А этот конструктивный элемент устанавливается и закрепляется на станине при помощи специальной ручки.
Также данная модель оснащена рычагом, который фиксирует каретку во время выполнения работ на торце заготовок.
Какие операции может контролировать оператор?
Во время работы с этим токарным станком оператор может контролировать и регулировать ряд операций, в число которых входят:
- активация движения шпинделя в прямом или обратном направлении, возможность установки режима его вращения;
- выбирать необходимые параметры резьбы;
- включать в работу ходовой винт или вал;
- при необходимости активировать или деактивировать муфту переохлаждения;
- вводить в работу суппорт;
- производить регулировку основных параметров подачи;
- в любой момент существует возможность подавать на определенные рабочие узлы охлаждающую жидкость;
- при потребности можно поменять положение головки резца;
- осуществлять контроль уровня нагрузки на основании указателя, которым оборудован агрегат.
Данная модель токарного станка имеет отличные эксплуатационные характеристики, поэтому ее так часто можно встретить на различных производствах.
Видео по теме: Мой токарный станок (1Б61)
promzn.ru
Универсальный токарно-винторезный станок 1М61, 1М61П
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание - как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Естествознание
forkettle.ru
1м61п технические характеристики — sovetskyfilm.ru
1М61П — Станок токарно-винторезный универсальный

Технические характеристики:
Станки модели 1м61п предназначены для выполнения токарных работ в условиях мелкосерийного и единичного производства
Класс точности ПНаибольший диаметр детали, устанавливаемой над станиной,мм 320
Наибольший диаметр обработки:,мм
— прутка 32— над суппортом 160— над станиной 320
Наибольшая длина обтачивания,мм 640Расстояние между центрами,мм 710Высота центров,мм 170
— метрическая (шаг),мм 0,5 — 6— дюймовая,число ниток на 1 дюйм 48 — 3,5— модульная,модуль 0,25 — 3— питчевая,питч 7-96
Мощность электродвигателя главного движения (ЧА100LЧУЗ),кВт 4Частота вращения электродвигателя главного движения (ЧА100LЧУЗ),об/мин 1420Мощность электродвигателя насоса охлаждения (ПА-22), кВт 0,12Частота вращения электродвигателя насоса охлаждения (ПА-22),об/мин 2800Производительность электродвигателя насоса охлаждения (ПА-22),л/мин 22
— длина 2055— ширина 1095— высота 1450
Масса станка,кг 1300

1М61П — Токарный станок
Токарный станок 1М61П используется для выполнения различных токарных операций: обработку поверхностей вращения, нарезание резьбы, точение и обдирку валов и пр. Также на станке сверлить центральные отверстия. Благодаря высокой жесткости станка, на нем можно вести обработку резцами как из быстрорежущей стали, там и со съемными твердосплавными пластинами.
Модель 1М61П спроектирована на базе токарного станка 1М61. и отличается тем, что может обеспечить повышенную точность обработки заготовки. Станок 1М61П может использоваться как универсальное оборудование в единичном и мелкосерийном производстве.
Класс точности станка по ГОСТ 8-82: П Максимальный диаметр заготовки, устанавливаемой над станиной, мм: 320Максимальный диаметр заготовки, обрабатываемой над суппортом, мм: 160 Максимальный диаметр обрабатываемого прутка, мм: 32Расстояние между центрам, мм: 710Диапазон частот вращения шпинделя, об/мин: 12,5-1600
Нарезаемая резьбаметрическая, мм: 0,5-6 дюймовая (число ниток/дюйм): 48-3,5модульная: 0,25-3питчевая: 7-96
Электродвигатель главного движенияМодель: ЧА100LЧУЗМощность, кВт: 4Частота, об/мин: 1420
Электродвигатель насоса охлажденияМодель: ПА-22Мощность, кВт: 0,12Частота, об/мин: 2800Производительность, л/мин: 22
Габаритные размеры станка 1М61П, ммдлина: 2055ширина: 1095высота: 13750
Масса станка 1М61П, кг: 1300
Разработчиком и изготовителем станков модели 1М61П является Ереванский станкостроительный завод им. Дзержинского в настоящее время ОАО «Ереванское Станкостроительное Производственное Объединение» ЕСПО.
Завод выпускает универсальные токарно-винторезные станки высокой точности 16ЕГ25П, 16Е16КВ, 16Е16КП, 16Л20.
Токарно-винторезные станки. Общие сведения
Токарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.

Структурная схема токарно-винторезного станка
- вращательным движением заготовки (B1 ) по цепи: электродвигатель 1 — шпиндель 2 со звеном настройки iv
- поступательным движением инструмента (П1 и П2 ) по цепи: шпиндель 2 — ходовой вал 4 (при точении) или шпиндель — ходовой винт 3 (при нарезании резьбы) со звеньями настройки iv и iкп
Основные размеры токарно-винторезного станка
Основным параметром токарно-винторезного станка является наибольший диаметр D, обрабатываемой заготовки над станиной. Зазор между горизонтальной плоскостью направляющих и диаметром обрабатываемой заготовки D — не более 0,04D. Диаметр D приблизительно равен удвоенной высоте центров станка.
ГОСТ 440—57 предусматривает ряд размеров токарно-винторезных станков с значениями D от 100 до 6300 мм, построенными по закону геометрической прогрессии со знаменателем φ = 1,26 (с небольшими округлениями).
Другим основным параметром станка является наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой детали. Оно определяется при сдвинутой (без свешивания с направляющих) в правое крайнее положение задней бабке. Станки с одним и тем же наибольшим диаметром обрабатываемой заготовки могут иметь различное межцентровое расстояние в пределах, предусмотренных ГОСТом 440—57. Например, станки с наибольшим диаметром обрабатываемой заготовки 400 мм выполняются с наибольшим расстоянием между центрами 700, 1000 и 1400 мм. Для большинства тяжелых токарных станков наибольшее расстояние между центрами не регламентировано.
Важным размером станка является также наибольший диаметр обрабатываемой заготовки над суппортом D1. Он должен быть не меньше, чем предусмотрено в ГОСТе 440—57.
Кроме этих основных параметров токарно-винторезных станков, ГОСТ 440—57 устанавливает наибольшее число оборотов шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя, размер центра шпинделя (номер конуса Морзе или метрического), наибольшую высоту резца и наибольший допустимый вес станка (без электрооборудования).
Типаж токарно-винторезных станков
Станкостроительная промышленность выпускает токарно-винторезные станки с наибольшим диаметром обрабатываемой заготовки в пределах 160—1250 мм и наибольшим расстоянием между центрами до 12 500 мм.
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Назначение и область применения токарно-винторезного станка модели 1М61П
Станок предназначен для выполнения разнообразных токарных работ в механических цехах в условиях мелкосерийного и единичного производства.
Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя.
Класс точности станка Н
Габарит рабочего пространства станка 1М61П. Суппорт

Посадочные и присоединительные базы станка 1М61П. Шпиндель

Общий вид токарно-винторезного станка повышенной точности 1М61П

Расположение основных узлов токарно-винторезного станка 1М61П

Спецификация органов управления токарно-винторезным станком 1М61П
- Станина — 1М61П.10.000
- Коробка скоростей — 1M61П.20.000
- Коробка передач — 1M61П.26.000
- Коробка подач — 1M61П.31.000
- Фартук — 1M61П.40.000
- Суппорт — 1M61.50.000
- Задняя бабка — 1М61П.60.000
- Электрооборудование — 1М61.81.000
- Защитный экран — 1M61.82.000
- Система охлаждения — 1M61.84.000
Расположение органов управления токарно-винторезного станка 1М61П
Перечень органов управления токарно-винторезным станком 1М61П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Кинематическая схема токарно-винторезного станка 1М61П
Передняя бабка токарно-винторезного станка 1М61п



Тормозная муфта токарно-винторезного станка 1М61п

Конструкция токарно-винторезного станка 1М61п
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей (рис. 8) обеспечивает 24 скорости вращения шпинделя (16—2000 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
Коробка подач токарно-винторезного станка 1М61 (три рукоятки)

Коробка подач токарно-винторезного станка 1М61 (четыре рукоятки)


Более поздний вариант коробки подач — назначение рукояток:
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4. (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1М61п

Фартук токарно-винторезного станка 1М61п

Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Задняя бабка токарно-винторезного станка 1М61п

Электрооборудование. Электрическая схема станка 1М61П

Электрооборудование токарно-винторезного станка 1М61П. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
На станке установлены:
- Электродвигатель главного привода мощностью 4 кВт, 1420 об/мин
- Электронасос охлаждения с подачей 22 л/мин, 0,12 кВт, 2800 об/мин
Пуск, останов и реверс электродвигателя главного привода осуществляются реверсивным магнитным пускателем, управляемым путевыми выключателями при помощи рукоятки управления 14 (см. рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
Лампа местного освещения ЛО (рис. 13) включается и выключается выключателем 22, установленным на светильнике местного освещения.
Схема электрическая принципиальная показана на рис. 11. В табл. 7 указан перечень к схеме.
Описание работы электрической схемы токарно-винторезного станка 1М61П
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении «вперед». Для пуска электродвигателя M1 в направлении «вперед» (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение «вперед». Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении «назад» производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении «вперед», только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Защита и блокировка в токарно-винторезном станке 1М61П
В электросхеме станка предусмотрена защита от токов короткого замыкания электродвигателя главного привода при помощи электромагнитных расцепителей автоматического выключателя АВ и электронасоса охлаждения предохранителями П.
Нулевая защита осуществляется промежуточным реле РП.
Для защиты электронасоса охлаждения от перегрузки в электросхеме предусмотрено тепловое реле РТЭ.
Для предотвращения одновременного включения контактов реверсивного пускателя KB и КН имеются механическая и электрическая блокировки.
Подключение к цеховой системе заземления на станке осуществляется специальным болтом заземления.
Установочный чертеж станка 1М61П

Возможности токарно-винторезных станков

На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре. куб в кубе в кубе и в кубе. куб в додекаэдре. который в свою очередь в шаре, кольцо в кольце .
Токарно-винторезный универсальный станок 1М61п. Видеоролик.
Технические характеристики станка 1М61П
Руководство по эксплуатации 1М61П.00.000 РЭ
Универсальный токарно-винторезный станок 1М61П предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, дюймовой, модульной и питчевой резьб. Станок 1М61П выпускается с межцентровым расстоянием 710 и 1000 мм. Станок может быть использован в механических цехах при мелкосерийном и индивидуальном производстве.
Станок должен быть надёжно подключен к цеховому заземляющему устройству. Электрическое сопротивление, измеренное между винтом заземления и любой металлической частью станка, которая может оказаться под напряжением в результате пробоя изоляции не должно превышать 0,1 Ом. Необходимо соблюдать все общие правила техники безопасности при работе на металлорежущих станках. Периодически проверять правильность работы блокировочных устройств.
На малых оборотах шпинделя опробовать на холостом ходу работу всех механизмов станка. Убедившись в нормальной работе всех механизмов станка, можно приступить к настройке станка для работы. Настройка необходимого числа оборотов шпинделя, величины подачи и шага нарезаемой резьбы указаны в описании шпиндельной бабки, коробки передач и коробки подач.
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы. При уменьшении крутящего момента шпинделя следует проверить натяжение ремней. Для изменения натяжения нужно снять кожухи, ослабить четыре гайки на задней стенке левой тумбы, которыми закреплена подмоторная плита и поддерживая электродвигатель, установить требуемое натяжение ремней.
Комментарии

Новости компаний
Новые компании
Индустриальный парк «ОКА9quot; — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл .
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
ООО «ФЕТ9quot; многопрофильная транспортно-экспедиторская компания по международному аутсосингу. Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ

На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература.

Токарный станок 1м61,1м61п предназначенный для выполнения токарных работ (наружное и внутреннее точение, растачивание, сверление ), нарезание резьбы как метчиком, так и резцом.
Используется в индивидуальном и мелкосерийном производствах.
Токарный станок 1м61- нормальной точности
Токарный станок 1м61п- повышенной точности
Устройство токарного станка 1м61,1м61п
- Станина;
- Коробка скоростей;
- Коробка передач;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Электрооборудование;
- Защитный экран;
- Система охлаждения
Органы управления токарного станка 1м61,1м61п
- Ручка установки частоты вращения шпинделя
- Ручка установка различных шагов резьбы и реверса ходового винта
- Ручка установки частоты вращения шпинделя (ручка перебора)
- Ручка установки типа нарезаемой резьбы
- Ручка установки значение подачи
- Ручка установки шага нарезаемой резьбы
- Ручка включение ходового винта или вала
- Ручка поперечного перемещения суппорта
- Ручное продольное перемещение суппорта маховиком
- Кнопка сцепления и расцепления вала-шестерни с рейкой для нарезания резьбы
- Ручка включения предохранительной муфты
- Ручка включения маточной гайки
- Ручка установки продольного и поперечного суппорта
- Ручка включения прямого и реверсного вращения шпиндельной бабки
- Ручное перемещение верхней части суппорта
- Маховик осевого перемещения пиноли
- Ручка фиксации задней бабки к направляющим станины
- Указатель нагрузки
- Фиксация пиноли задней бабки
- Включение электронасоса системы охлаждения
- Включение и отключение станки в сеть
- Местное освещение
- Винт фиксации каретки станки при торцевых работах
- Поворот и фиксация резцовой головки
sovetskyfilm.ru
особенности, технические характеристики и отзывы
Отечественный токарный станок 1М61 разработан в семидесятых годах минувшего столетия конструкторами Ереванского станкостроительного комбината. Основное предназначение – оснащение небольших предприятий, изготавливающих продукцию небольшими партиями или единичные экземпляры изделий.

Устройство
Станок токарный 1М61 включает в свою конструкцию несколько основных элементов:
- несущую станину;
- блок переключения передач;
- узел регулировки скоростей;
- подающую коробку;
- специальный фартук;
- суппорт;
- бабку заднюю;
- электрическое оборудование;
- предохранительный экран;
- систему охлаждения рабочей и обрабатывающей зоны.

Характеристики токарного станка 1М61
Ниже приведено несколько таблиц с параметрами рассматриваемого агрегата.
Размеры обрабатываемых заготовок:
Наименование | Единица измерения | Параметры | Примечания |
Категория точности (ГОСТ) | – | Н | _ |
Максимальный диаметр обрабатываемой заготовки | мм | 320 | Над станиной |
Аналогичный показатель | мм | 160 | Над суппортом |
Длина изделия по максимуму | мм | 710 | 100 на новых модификациях |
Резец по высоте | мм | 25 | – |
Края фланцевого шпинделя | – | 6К | Согласно ГОСТ 12593-72 |
Диаметр прутка, помещающегося в отверстие шпинделя | мм | 32 | – |
Центр узла передней бабки | мм | – | ГОСТ 13214-67 |
Число передач (продольных и поперечных) | шт | 17 | – |
Нарезаемые резьбы:
Метрические | Модульные | Питчевые | Дюймовые |
13 мм с шаговым пределом 0,5-6,0 единиц | 10 мм с шагом от 0,25 до 3 мм | 16 позиций плюс питч от 7 до 96 мм | 16 вариантов с количеством ниток на дюйм 3,5/48 |
Шпиндель и дополнительные элементы токарного станка 1М61:
Шпиндель | Резцовые салазки |
Прямое вращение – 24 скорости | Максимальное перемещение – 120 мм |
Обратные обороты – 24 передачи | Угол поворота по максимуму – -60/+45 градусов |
Интенсивность прямого и обратного вращения – от 12,5 до 1600 оборотов в минуту | Цена одного деления – один градус |
Продели в продольной конфигурации – 0,08-1,2 мм/об | Показатель на лимбе – 0,05 мм |
Аналогичный показатель в поперечной продоле – 0,04-0,95 мм/об | – |
Диаметр отверстия – 35 мм | – |
Торможение – имеется | – |
Габаритные размеры: длина/ширина/высота – 2,055/1,095/1,45 м. Масса – 1,26 т.
Конструктивные особенности
По своим техническим характеристикам токарный станок 1М61 причислен к классу точности «Н». Электрический мотор агрегата способен функционировать в реверсивном диапазоне. Скорость вращения шпинделя сопоставима с возможностью изменения функционирования коробки скоростей и агрегации разносторонних шестерен между собой.
На рассматриваемом агрегате могут использоваться резцы, сверла и метчики разнообразной конфигурации. Подобная универсализация позволяет выполнять целый ряд технологических манипуляций, включая внешнее точение, развертывание, сверление, отрезку и подобные операции.
Поперечные и продольные перемещения производятся при помощи ходового валика и винта, на его лицевой части расположен маховик. Ходовой винт задействуется при нарезании резьбы, параметры фартука дают возможность блокировки агрегации движений суппорта. Это обнуляет рискованность перемещений суппорта с ходовым валиком и винтом.
Управление
Контролировать функционирование токарного станка по металлу 1М61 оператору доступно при помощи нескольких рабочих органов. Задняя бабка оснащается специальным упором, который агрегирует с пинолью, маховиком и сопровождающими элементами. За надежность и точность торцовой обработки отвечает каретка устройства и отдельный винт.
Рукоятки на лицевой части станины предусмотрены для выполнения ряда процессов:
- Определение частоты вращения шпиндельного механизма.
- Пуск оборотов ходового винта или валика.
- Перемещение верхнего суппорта.
- Характеристики подачи.
- Задавание параметров нарезаемой резьбы и активация реверсивной подачи.
- Отключение и включение маточной гайки ходового винта.
- Аналогичные манипуляции с предохранительной муфтой.
- Выбор нарезаемой резьбы.
- Контроль реверсного и прямого вращения бабки шпинделя.

Коробки переключения скоростей и передач
В продольной и поперечной плоскости работу станка обеспечивает подающая коробка. Она также применяется для обозначения параметров нарезаемой резьбы. В инструкции по эксплуатации прилагается документ с таблицей, позволяющей определиться с подбором настроек для выполнения определенной операции.
Основная информация, указанная в профильных таблицах:
- Советы по выбору сменных шестеренок.
- Расположение рукоятки в соответствии с конкретными значениями подач.
- Рекомендации в плане выставления параметров подающей коробки при нарезании резьбы с конкретным шагом.
Эксплуатация
Барабан скоростей токарно-винторезного станка 1М61, с помощью которого устанавливается определенная частота вращения шпиндельного блока, включает в себя реверсивный электрический мотор, передачу клиноременного типа, комплект зубчатых колес с разными габаритами. При имеющихся условиях шпиндель в состоянии работать на 24 скоростях. Половина их них активируется при помощи переборных шестеренок, остальные позиции включаются за счет прямого соединения шпинделя с зубчатой муфтой.
Технические возможности
Шпиндель токарного станка 1М61 вращается в прямом и обратном направлении с включением одной из 24-х скоростей. Технические параметры агрегата обеспечивают этот процесс в скоростном режиме от 12,5 до 1600 оборотов в минуту. В сквозное гнездо шпиндельного механизма допускается установка прутка диаметром 32 мм. Все размеры и манипуляции соответствуют стандартам ГОСТ 12593 и 13214 (категория М5).
Особенности конструкции задней бабки позволяют элементу перемещаться на дистанцию до 100 мм. Резцовый держатель станка эксплуатируется с инструментом, высота держателя которого не превышает 25 миллиметров. Среди прочих характеристик:
- Центра по высоте – 170 мм.
- Предельная длина поверхности с возможностью обточки заготовок - до 640 мм.
- Максимальная длина детали – 1000 мм.
- Подача в продольном/поперечном направлении – 1,2/0,6 оборотов в минуту.
- Перемещение суппорта – 200/600 мм.
Верхние салазки двигаются в диапазоне до 120 мм, а каретка – до 600 мм. Лицевая часть скоростной коробки оснащена тремя рукоятками, одна из которых служит для переключения шестеренчатого узла. Остальные рычаги отвечают за работу зубчатой муфты с перебором и изменением вектора оборотов ходового винта (для нарезания резьбы). В коробке скоростей предусмотрена электромагнитная многодисковая муфта, обеспечивающая торможение шпинделя.

Отзывы о токарном станке 1М61
Несмотря на то что конструкция рассматриваемого агрегата разрабатывалась более 50-ти лет назад, отклики потребителей о нем преимущественно позитивные. Среди преимуществ владельцы выделяют такие моменты:
- Точность выполненных операций.
- Эффективность, оптимально рассчитанная на малосерийное или штучное производство определенных деталей.
- Простота в обслуживании и эксплуатации.
- Доступная цена.
- Высокий показатель ремонтопригодности.

Владельцы рекомендуют обратить внимание при работе с указанным оборудованием на несколько моментов. Во-первых, включение обратного перемещения при нарезке резьбы осуществляется посредством специальной рукоятки. Для этого оператору необходимо передвинуть ручку в предельно нижнюю позицию. Во-вторых, перед использованием охлаждающего насоса необходимо рассчитать общую нагрузку с учетом информации о габаритах и составе обрабатываемой заготовки. В рассматриваемой линейке имеется усовершенствованная модель станка под индексом 1М61П. Она точнее и быстрее обрабатывает деталь, ориентирована на малое серийное производство.
загрузка...
fjord12.ru
Токарный станок 1м61 технические характеристики — studvesna73.ru
1М61 — Станок токарно-винторезный универсальный

Технические характеристики:
Станки модели 1м61 предназначены для разнообразных токарных работ.
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) ННаибольший диаметр детали обрабатываемой над станиной, мм 320Наибольший диаметр детали обрабатываемой над суппортом, мм 160Наибольшая длина обрабатываемой детали, мм 710, 1000Пределы частот вращения шпинделя, min/max, об/мин 12,5 / 1600Мощность двигателя главного движения / мощность суммарная, кВт 4Габариты машины: длина/ширина/высота, мм 2055/1095/1450, 2345/1095/1450Масса машины с выностным оборудованием, кг 1300, 1375
Характеристики станков
Характеристики КПО
Характеристики импортного оборудования
Характеристики Электротехнического оборудования
16.02.17 — Обновлены характеристики на пресс КА4537
30.07.15 — Обновлены характеристики на станок 7534
Делитесь информацией
Не нашли на портале характеристики на нужное вам оборудование?Отправьте нам модель отсутствующего у нас оборудования, и мы Вас оповестим, как только добавим характеристики этого оборудования на сайт.
У Вас есть фотографии, описание или характеристики оборудования, отсутствующего на нашем портале? Помогите порталу и вышлите информацию в любом формате на [email protected]
Наша кнопка
Разместите нашу кнопку на своем сайте:
1М61 — Токарный станок
Токарный станок 1м61 используется для выполнения различных токарных операций: обработку поверхностей вращения, нарезание резьбы, точение и обдирку валов и пр. Если в задней бабке станка закрепить сверло, то можно также производить сверление центральных отверстий. Ввиду высокой жесткости конструкции станка, на нем можно вести обработку режущим инструментом (резцами) как из быстрорежущей стали, там и современными резцами со съемными твердосплавными пластинами.
Станок 1М61 выпускался в двух вариантах, в зависимости от максимального межцентрового расстояния (РМЦ) — с РМЦ 710 мм и 1000 мм. Кроме того выпускалась модель 1М61П. позволяющая обеспечить повышенную точность согласно ГОСТ 8-82. Станок 1М61 чаще всего использовался как универсальное оборудование на производствах единичного и мелкосерийного типов. На данный момент не выпускается, однако имеется большое количество экземпляров токарного станка 1М61 еще советских времен сохраняющих работоспособность.
Класс точности станка по ГОСТ 8-82: Н Максимальный диаметр заготовки, устанавливаемой над станиной, мм: 320Максимальный диаметр заготовки, обрабатываемой над суппортом, мм: 160 Максимальный диаметр обрабатываемого прутка, мм: 32Максимальная длина обтачивания, мм: 640Расстояние между центрам, мм: 710, 1000Высота центров, мм: 710Минимальная частота вращения шпинделя, об/мин: 12,5Максимальная частота вращения шпинделя, об/мин: 1600
Нарезаемая резьбаметрическая, мм: 0,5-6 дюймовая (число ниток/дюйм): 48-3,5модульная: 0,25-3питчевая: 7-96
Двигатель главного движенияМодель: ЧА100LЧУЗМощность, кВт: 4Частота вращения, об/мин: 1420
Двигатель насоса охлажденияМодель: ПА-22Мощность, кВт: 0,12Частота вращения, об/мин: 2800Производительность, л/мин: 22
Габаритные размеры станка 1М61, ммдлина: 2055, 2345ширина: 1095высота: 13750
Масса станка 1М61, кг: 1300, 1375

Изготовителем токарно-винторезных станков модели 1М61 является Ереванский станкостроительный завод им. Дзержинского .
Токарно-винторезные станки. Общие сведения
Токарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.

Структурная схема токарно-винторезного станка
- вращательным движением заготовки (B1 ) по цепи: электродвигатель 1 — шпиндель 2 со звеном настройки iv
- поступательным движением инструмента (П1 и П2 ) по цепи: шпиндель 2 — ходовой вал 4 (при точении) или шпиндель — ходовой винт 3 (при нарезании резьбы) со звеньями настройки iv и iкп
Основные размеры токарно-винторезного станка
Основным параметром токарно-винторезного станка является наибольший диаметр D, обрабатываемой заготовки над станиной. Зазор между горизонтальной плоскостью направляющих и диаметром обрабатываемой заготовки D — не более 0,04D. Диаметр D приблизительно равен удвоенной высоте центров станка.
ГОСТ 440—57 предусматривает ряд размеров токарно-винторезных станков с значениями D от 100 до 6300 мм, построенными по закону геометрической прогрессии со знаменателем φ = 1,26 (с небольшими округлениями).
Другим основным параметром станка является наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой детали. Оно определяется при сдвинутой (без свешивания с направляющих) в правое крайнее положение задней бабке. Станки с одним и тем же наибольшим диаметром обрабатываемой заготовки могут иметь различное межцентровое расстояние в пределах, предусмотренных ГОСТом 440—57. Например, станки с наибольшим диаметром обрабатываемой заготовки 400 мм выполняются с наибольшим расстоянием между центрами 700, 1000 и 1400 мм. Для большинства тяжелых токарных станков наибольшее расстояние между центрами не регламентировано.
Важным размером станка является также наибольший диаметр обрабатываемой заготовки над суппортом D1. Он должен быть не меньше, чем предусмотрено в ГОСТе 440—57.
Кроме этих основных параметров токарно-винторезных станков, ГОСТ 440—57 устанавливает наибольшее число оборотов шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя, размер центра шпинделя (номер конуса Морзе или метрического), наибольшую высоту резца и наибольший допустимый вес станка (без электрооборудования).
Типаж токарно-винторезных станков
Станкостроительная промышленность выпускает токарно-винторезные станки с наибольшим диаметром обрабатываемой заготовки в пределах 160—1250 мм и наибольшим расстоянием между центрами до 12 500 мм.
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
1М61 станок токарно-винторезный универсальный. Назначение, область применения
Станок предназначен для выполнения разнообразных токарных работ в механических цехах в условиях мелкосерийного и единичного производства.
Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя.
Класс точности станка Н.
Габарит рабочего пространства станка 1М61. Суппорт

Посадочные и присоединительные базы станка 1М61. Шпиндель

Общий вид универсального токарно-винторезного станка 1М61

Расположение основных узлов токарно-винторезного станка 1М61

Спецификация органов управления токарно-винторезным станком 1М61
- Станина — 1М61.10.000
- Коробка скоростей — 1M61.20.000
- Коробка передач — 1M61.26.000
- Коробка подач — 1M61.31.000
- Фартук — 1M61.40.000
- Суппорт — 1M61.50.000
- Задняя бабка — 1М61.60.000
- Электрооборудование — 1М61.81.000
- Защитный экран — 1M61.82.000
- Система охлаждения — 1M61.84.000
Расположение органов управления токарно-винторезного станка 1М61

Перечень органов управления токарно-винторезным станком 1М61
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Кинематическая схема токарно-винторезного станка 1М61

Передняя бабка токарно-винторезного станка 1М61



Тормозная муфта токарно-винторезного станка 1М61

Конструкция токарно-винторезного станка 1М61
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей (рис. 8) обеспечивает 24 скорости вращения шпинделя (16—2000 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
Коробка подач токарно-винторезного станка 1М61 (три рукоятки)
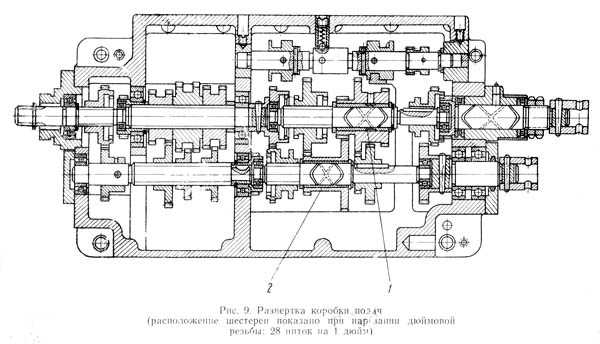
Коробка подач токарно-винторезного станка 1М61 (четыре рукоятки)


Более поздний вариант коробки подач — назначение рукояток:
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4. (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1М61

Фартук токарно-винторезного станка 1М61

Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Задняя бабка токарно-винторезного станка 1М61

Электрооборудование. Электрическая схема станка 1М61
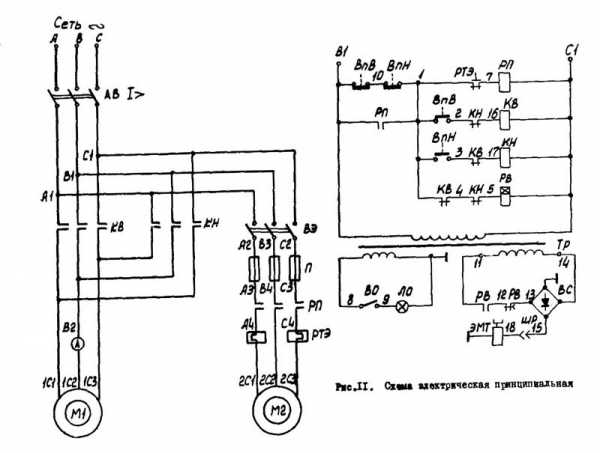
Электрооборудование токарно-винторезного станка 1М61. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
На станке установлены:
- Электродвигатель главного привода мощностью 4 кВт, 1420 об/мин
- Электронасос охлаждения с подачей 22 л/мин, 0,12 кВт, 2800 об/мин
Пуск, останов и реверс электродвигателя главного привода осуществляются реверсивным магнитным пускателем, управляемым путевыми выключателями при помощи рукоятки управления 14 (см. рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
Лампа местного освещения ЛО (рис. 13) включается и выключается выключателем 22, установленным на светильнике местного освещения.
Схема электрическая принципиальная показана на рис. 11. В табл. 7 указан перечень к схеме.
Описание работы электрической схемы токарно-винторезного станка 1М61
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении «вперед». Для пуска электродвигателя M1 в направлении «вперед» (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение «вперед». Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении «назад» производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении «вперед», только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Защита и блокировка в токарно-винторезном станке 1М61
В электросхеме станка предусмотрена защита от токов короткого замыкания электродвигателя главного привода при помощи электромагнитных расцепителей автоматического выключателя АВ и электронасоса охлаждения предохранителями П.
Нулевая защита осуществляется промежуточным реле РП.
Для защиты электронасоса охлаждения от перегрузки в электросхеме предусмотрено тепловое реле РТЭ.
Для предотвращения одновременного включения контактов реверсивного пускателя KB и КН имеются механическая и электрическая блокировки.
Подключение к цеховой системе заземления на станке осуществляется специальным болтом заземления.
Установочный чертеж станка 1М61

Возможности токарно-винторезных станков

На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре. куб в кубе в кубе и в кубе. куб в додекаэдре. который в свою очередь в шаре, кольцо в кольце .
Токарно-винторезный универсальный станок 1М61. Видеоролик.
Технические характеристики станка 1М61

Токарный станок 1м61,1м61п предназначенный для выполнения токарных работ (наружное и внутреннее точение, растачивание, сверление ), нарезание резьбы как метчиком, так и резцом.
Используется в индивидуальном и мелкосерийном производствах.
Токарный станок 1м61- нормальной точности
Токарный станок 1м61п- повышенной точности
Устройство токарного станка 1м61,1м61п
- Станина;
- Коробка скоростей;
- Коробка передач;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Электрооборудование;
- Защитный экран;
- Система охлаждения
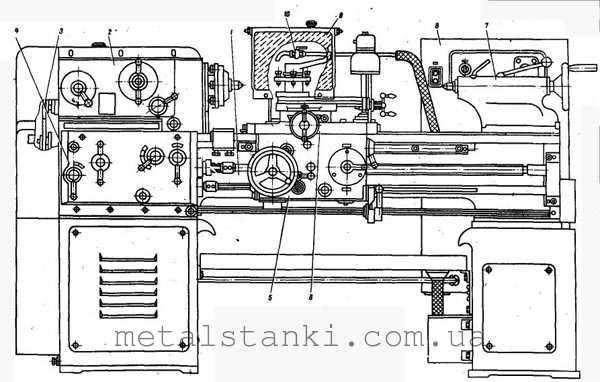
Органы управления токарного станка 1м61,1м61п
- Ручка установки частоты вращения шпинделя
- Ручка установка различных шагов резьбы и реверса ходового винта
- Ручка установки частоты вращения шпинделя (ручка перебора)
- Ручка установки типа нарезаемой резьбы
- Ручка установки значение подачи
- Ручка установки шага нарезаемой резьбы
- Ручка включение ходового винта или вала
- Ручка поперечного перемещения суппорта
- Ручное продольное перемещение суппорта маховиком
- Кнопка сцепления и расцепления вала-шестерни с рейкой для нарезания резьбы
- Ручка включения предохранительной муфты
- Ручка включения маточной гайки
- Ручка установки продольного и поперечного суппорта
- Ручка включения прямого и реверсного вращения шпиндельной бабки
- Ручное перемещение верхней части суппорта
- Маховик осевого перемещения пиноли
- Ручка фиксации задней бабки к направляющим станины
- Указатель нагрузки
- Фиксация пиноли задней бабки
- Включение электронасоса системы охлаждения
- Включение и отключение станки в сеть
- Местное освещение
- Винт фиксации каретки станки при торцевых работах
- Поворот и фиксация резцовой головки

Токарно-винторезный станок модели 1М61 предназначен для выполнения большого диапазона операций. Он был разработан Ереванским станкостроительным заводом. Это же предприятие занималось его серийным производством.
Конструктивные особенности

Токарно-винторезный станок 1М61 характеризуется стандартной компоновкой элементов. Это дает возможность быстро обучать персонал для работы на этом типе оборудования, положительным образом сказывается на эксплуатационных качествах.
Его основная область назначения – токарная обработка заготовок методом вращения. Для выполнения этой функции в конструкции станка есть станина, на которую устанавливаются все компоненты. Она изготовлена из чугуна методом литья, что повысило устойчивость и частично гасит колебания, возникающие во время работы.
На раме станка 1М61 установлены следующие компоненты:
- коробки скоростей и передач. Располагаются в левой части схемы под защитным кожухом. Необходимы для передачи крутящего момента от электродвигателя, а также изменения частоты вращения шпиндельной головки. Элементы управления находятся на лицевой части кожуха;
- шпиндельная головка. Ее основная функция – передача движения от коробки скоростей закрепленной детали. Может вращаться в прямом и обратном направлении. Последняя функция необходима для формирования резьбы;
- система подач. Представляет собой движущуюся каретку, расположенную на направляющих станины. На каретке находится суппорт с резцедержателем. Их механизмы изменяют положение режущего инструмента относительно поверхности заготовки. Основные характеристики – параметры подач.
Для исключения одновременного продольного и поперечного движения в фартуке есть специальный механизм. Дополнительной функцией является исключение работы валика и винта. В электрической части станка 1М61 есть защита от короткого замыкания, система реверса снабжена электрической и механической блокировкой.
Местное освещение представляет собой лампу, установленную на гибком основании. Кнопка включения расположена непосредственно на светильнике. Питание осуществляется от общей электросети через понижающий блок.
Технические характеристики станка

Благодаря удачной компоновке станок 1М61 не занимает много места. Его габариты составляют 205,5*109,5*145 см при массе 1260 кг. Перед установкой необходимо сделать надежное основание. Альтернативным вариантом является установка регулируемых опор с функцией гашения колебаний.
Обзор характеристики станка 1М61 лучше всего делать по основным узлам – шпинделя, механизма подачи и задней бабки. Максимально допустимый диаметр заготовки, закрепленной над станиной, составляет 32 см. Этот же параметр при установке над суппортом не может превышать значения 16 см. Длина заготовки — до 71 или 100 см. При этом протяженность обтачивания — до 64 см. Высота резцедержателя стандартная и составляет 25 мм.
Технические характеристики шпиндельной головки станка 1М61:
- диаметр отверстия – 35 мм. Максимальный диаметр прутка – 132 мм;
- число частот обратного и прямого вращения – 24;
- характеристики частоты – от 12,5 до 1600 об/мин;
- есть механизм принудительного торможения шпинделя.
Технические параметры системы подач модели 1М61:
- смещение продольное каретки – до 60 см;
- поперечное перемещение – до 20 см;
- смещение верхнего суппорта – до 12 см;
- параметры передач. Их число одинаково для продольных и поперечных режимов – 17;
- возможно формирование всех типов резьбы.
Пиноль задней бабки может смещаться до 10 см. В конструкции станка установлены два электродвигателя. Для главного привода используется силовая установка мощностью 4 см. Второй агрегат предназначен для работы системы охлаждения.
В видеоматериале можно посмотреть сравнение станка 1М61 с аналогичной моделью:
studvesna73.ru