Содержание
Токарный станок ТВ-6: технические характеристики
Устройство ТВ-6 представляет собой учебный универсальный токарно-винторезный станок. Он предназначен для проведения любых операций по токарной обработке. Предполагает политехническое обучение и холодную обработку металла.
Содержание:
- 1 Назначение и область применения
- 2 Технические характеристики токарно-винторезного станка
- 3 Конструктивные элементы
- 4 Схема органов управления
- 4.1 Тумба
- 4.2 Коробка подач и гитара сменных шестерней
- 4.3 Передняя и задняя бабки
- 4.4 Устройство фартука
- 4.5 Конструкция суппорта
- 5 Электрическая схема
- 6 Особенности использования
- 7 Кинематическая схема
- 8 Преимущества и недостатки
Назначение и область применения
Новая модель станка, заменила ТВ-4, более устаревший агрегат. Даже при упрощенной конструкции, станок ТВ-6 имеет все необходимые составные элементы обычных винторезных устройств.
Наделен 6-ю скоростным шпинделем, 4-мя скоростями подач в суппорт, предполагает нарезание метрической резьбы без необходимости переставлять шестерни в гитаре.
ТВ-6 подходит для следящих видов работ:
- Проточка и расточка поверхности цилиндрического и конического типа.
- Подрезка торцов.
- Отрезка.
- Нарезка резьбы метрического типа.
- Сверление.
Технические характеристики токарно-винторезного станка
Конструктивные элементы
Агрегат имеет классическую компоновку, свойственную данному типу оборудования. К основным элементам можно причислить:
- Переднюю и заднюю бабку.
- Коробку подач.
- Несущую станину.
- Сменную гитару.
- С защитным кожухом и экраном.
- Устройство, регулирующее подачу смазывающих веществ.
- Наличие фартука.
Каждый элемент расположен на своем обычном месте, определенные части можно заменять и сменять при обслуживании.
Схема органов управления
Схема органов управления, имеет:
- Рукоятку, устанавливающую частоту вращения шпиндельного узла.

- Еще одна рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Рукоятку, устанавливающую нарезку резьбы (правую и левую) и изменяющую направление подачи.
- Рукоятку, устанавливающую величину подачи и шага резьбы.
- Рукоятку, переключающую ходовой валик.
- Реверсивную кнопку, включающую и останавливающую станок.
- Рычаг, ограждающий патрон.
- Наличие защитного экрана.
- Рукоятку закрепляющую резцовую головку.
- Источник света для освещения рабочего места.
- Рукоятку, вручную перемещающую поперечные салазки.
- Рукоятку, перемещающую верхние (резцовые) салазки.
- Рукоятку, закрепляющую пиноль.
- Рукоятку, закрепляющую заднюю бабку по направлению к станине.
- Маховики, перемещающие пиноль.
- Кнопку, включающую и выключающую реечную шестерню.
- Маховики, вручную перемещающие продольную каретку.
- Рукоятку, регулирующую гайки в ходовом винте.
- Рукоятку, включающую предельную механическую передачу.
- Ограждающий щиток перед ходовым винтом и валом.
- Наличие трансформатора ОСЗР-0,063–83УХЛ3.


Комплектация
Станок предполагает базовую комплектацию, подробно рассмотренную ниже.
Тумба
Предусматривается наличие передней и задней тумбы.
Первая имеет П-образную форму и ребра жесткости, в нижних и верхних частях устройства.
Передняя тумба имеет реверсивную кнопку на корпусе, отвечающую за включение и выключение электродвигателей.
В задней тумбе обусловлено наличие приводного электродвигателя. Она также имеет П-образную форму, внутри электрооборудование с щитком.
Коробка подач и гитара сменных шестерней
Не менее важный элемент агрегата, коробка подач и гитара, их ключевые особенности рассмотрены далее:
- Гитару сменных шестерней используют для изменения параметров резьбы.
- Коробку подач приводит в действие коробка скоростей, используя шестерни в передаточном механизме, в её составе:

- два вала;
- пять шестерен, имеющих разные параметры;
- ходовой валик;
- муфту;
- круглые гайки;
- рукоятку переключений;
- сливную пробку.
`
Рукоятки на корпусе коробки подач определяют параметр нарезки заготовок. Другой рычаг, включает ходовой валик агрегата.
Важно!
Для коробки подач не требуется специальное обслуживание, только наличие смазки в области шестерен, для их полноценного функционирования.
Передняя и задняя бабки
Главным элементом любого станка является передняя и задняя бабки. А главные их особенности и предназначение перечислены далее:
- Предназначение передней бабки заключается в расположении шпиндельного узла с коробкой скоростей.
- Заднюю бабку использую для того, чтобы закрепить центры, они применяются для поддержания торцевых поверхностей крупных изделий. Благодаря использованию центра, возможно значительно увеличить точность работы.
 Благодаря использованию центра, возможно значительно увеличить точность работы.
Благодаря использованию центра, возможно значительно увеличить точность работы.Также посредством передней бабки, обеспечивается доступ в коробку передач и гитару, что позволяет настроить параметр нарезки.
Устройство фартука
Фартук является частью устройства, располагающей салазки, которые отвечают за плавное перемещение суппорта. Изготавливается он из стали.
Устройства фартука состоит из:
- маховичка;
- реечной шестерни;
- вала;
- червячной шестерни;
- маточной гайки;
- ходового валика.
Конструкция суппорта
Суппорт крепит режущие инструменты для удобства обработки и перемещает его в процессе работы с металлом. Четыре каретки основывают конструкцию суппорта.
В четвертой каретке, резцедержатель фиксируют рабочие инструменты. Она перемещается по направлению к третей каретке, но только продольно.
Поворотная каретка №3, закрепляется на вторую каретку, последняя, в свою очередь, прикрепляется к первой, двигающейся поперечно.
У суппорта свои характеристики:
- Он надежно фиксирует режущий инструмент.
- Располагается в определенном положении по отношению заготовки.
- Может перемещаться по продольному и поперечному направлению.
Суппорт значительно расширяет функциональность станка.
Электрическая схема
Особенности использования
Даже при том, что устройство тв-6 считается учебным, при работе на нем можно получить высокую точность и работать со сложными токарными операциями. Приводной механизм агрегата использует клиноременную передачу, поэтому требуется регулярная проверка натяжения ремня.
При такой несложной профилактической мере используется максимум мощности электродвигателя и обеспечивается продление срока службы работы. При ослаблении натяжения, легко отрегулировать ремни, ослабив гайки и выставив необходимый уровень натяжения.
Еще одна распространённая неисправность устройства, это вибрации при вращении шпиндельного узла, из-за ослабления винтового соединения. В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.
В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.
При выявлении зазоров в шпинделе, необходима шлифовка торцов. Но только в случае незначительных зазоров с радиальным и осевым характером.
Важно!
Станок имеет высокую надежность, при надлежащем уходе агрегат прослужит долгие годы, обеспечивая максимальную точность.
Кинематическая схема
Преимущества и недостатки
Плюсы агрегата:
- Небольшой размер.
- Низкое электропотребление.
- Отсутствие сложного технического обслуживания.
- Простота использования.
- Точность работы.
- Универсальность.
Минусы станков модельного ряда тв-6:
- Ограниченный функционал из-за основного предназначения устройства.
- Упрощенная конструкция.
ТВ-6 токарно-винторезный станок: Паспорт, Характеристики, Схема, Руководство
Токарно-винторезный станок ТВ-6 стал выпускаться в серийном производстве только с 1980 года ростовским станкостроительным предприятием «КомТез-Плюс». Эта модель заменила предшествующую ТВ-4 и широко применяется в учебных целях для молодых специалистов по токарному делу. В связи с этим его возможности в техническом и эксплуатационном плане стандартны, поэтому он способен выполнять типовые работы по холодной механической обработке заготовок.
Эта модель заменила предшествующую ТВ-4 и широко применяется в учебных целях для молодых специалистов по токарному делу. В связи с этим его возможности в техническом и эксплуатационном плане стандартны, поэтому он способен выполнять типовые работы по холодной механической обработке заготовок.
Основное назначение станка
Данный вид оборудования разработан для проведения обучающей программы по базовым аспектам токарных работ, поэтому у него нет высокотехнологичных режимов. Как правило, его используют для таких стандартных операций, как:
- Высверливание и расточка отверстий.
- Обрезка лишних участков детали.
- Обработка торцевых частей.
- Создание резьбы метрического типа.
- Обточка изделий конусообразной и цилиндрической формы.
Станок ТВ6 или как его еще называют «школьник», применяется только для работы со сталью различной твердости и цветными металлами. Это связано с тем, что при обработке других материалов образуются летучие вещества, которые имеют в составе потенциально опасные включения, способные причинить вред здоровью человека.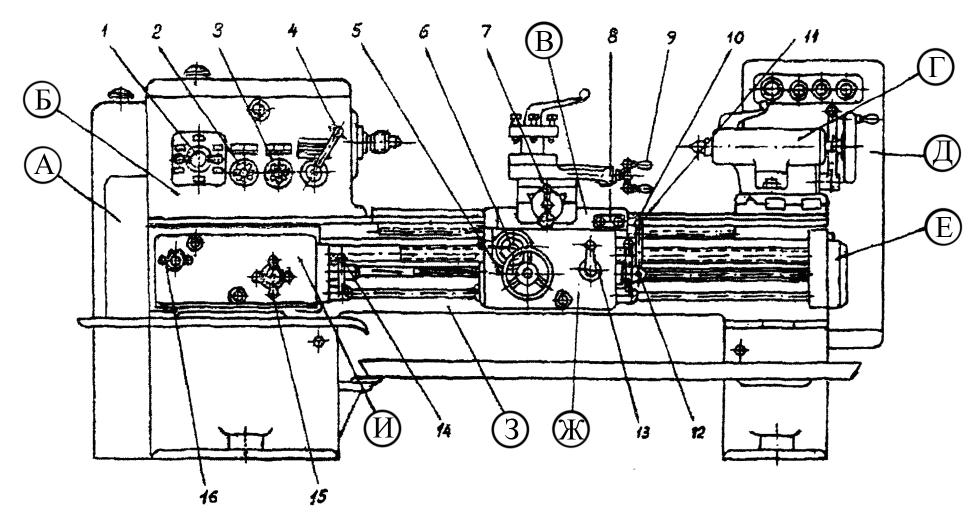 Также к числу вредных веществ относится мелкодисперсная пыль, которая небезопасна при точении изделий в учебных заведениях.
Также к числу вредных веществ относится мелкодисперсная пыль, которая небезопасна при точении изделий в учебных заведениях.
Технические характеристики
Оборудование обладает достаточно небольшими размерами – 144х47х11 см и весом 300 кг, поэтому он отлично помещается в учебную мастерскую. При этом такие габариты позволяют обеспечить доступ к нему со всех сторон, что немаловажно для полноценной работы. Обработка изделий может производиться в том случае, если ее наибольший диаметр над резцедержателем равен 8 см, а над основанием – 20 см.
Максимальная длина детали, которая помещается в рабочую зону, равняется 35 см, однако участок, подвергающийся обработке, может быть всего 30 см. Не менее важно знать высоту центров станка ТВ-6, расположенных над опорной частью режущего приспособления – 12 мм. Габариты резцедержателя в стандартной комплектации равны 12х12 мм. На основе паспортных данных можно выделить следующие основные параметры:
- Высота центров над направляющими основания – 108 мм.
- Расстояние между патроном и задней бабкой – 350 мм.
- Движение резцедержателя в параллельном направлении на деление лимба — 0,5 мм, в перпендикулярном – 0,025 мм.
- Движение резцедержателя в параллельном направлении на оборот лимба – 30 мм, в перпендикулярном – 2 мм.
- Есть 3 метрических резьбы.
- Скорость вращения в прямом и обратном направлении – 130, 170, 235, 385, 510,700 об/мин.
- Наибольший допустимый диаметр прутка – 12 мм.
- Количество ступеней вращения во всех направлениях – 6.
- Конус Морзе шпинделя — №3.
- Возможность остановки шпинделя – отсутствует.
- Возможность блокировки рукоятей – отсутствует.
- Мощность электрического двигателя – 110 Вт.

Сведения о производителе учебного токарно-винторезного станка ТВ-6
Производитель токарно-винторезного станка модели ТВ-6 — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВ-6 (ТВ6) станок токарно-винторезный учебный.
 Назначение, область применения
Назначение, область применения
Школьный токарно-винторезный станок ТВ-6 заменил модель ТВ-4
и был заменен на более совершенную модель
ТВ-6М.
Станок ТВ-6 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Принцип работы и особенности конструкции станка
Учебный токарно-винторезный станк ТВ-6, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6 имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.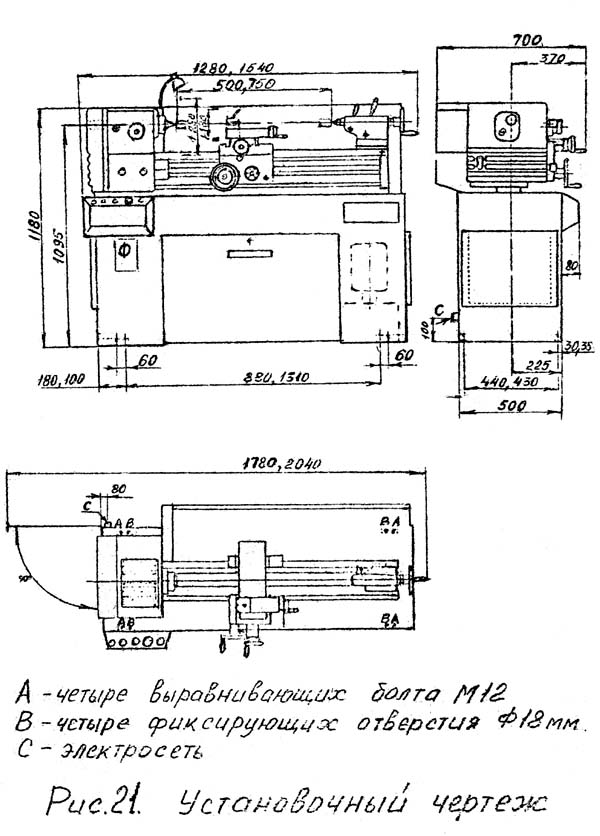
Конец шпинделя станка ТВ-6 имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6 — Ø100 мм.
Привод станка ТВ-6 осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Урок по технологии.
 7-класс»Строение ТВ-6″
7-класс»Строение ТВ-6″
Технология. 7 класс
Тема
.
Строениетокарно-винторезногостанка. Кинематическая схема. Технологическиеустройства.
Планируемые результаты:
Предметные
: Ознакомление обучающихся с назначением и устройством токарно- винторезного станка ТВ – 6. Научатся читать кинематическую схему станка;
2. Метапредметные (УУД):
Регулятивные —
научатся анализировать содержание материала; осуществлять итоговый и пошаговый контроль при выполнении практической части урока; оценивать правильность выполнения работы; бережливому отношению к оборудованию и инструментам.
Коммуникативные
— умение работать в группе при выполнении задания, умение вести сотрудничество с учителем и сверстниками, оказывать посильную помощь одноклассникам и быть объективным при оценке их работ; адекватно относиться к замечаниям учителя и одноклассников при появлении ошибок в работе.
Познавательны
е – развитие технического мышления, знаний о строении машин и механизмов.
Личностные –
развитие мотивов учебной деятельности, навыков сотрудничества с взрослыми и сверстниками; развитие логического мышления, моторики движений
Тип урока.
Комбинированный.
Методы и формы обучения:
устный опрос, беседа, рассказ, демонстрация наглядных пособий, показ приемов работы учителем, практическая работа.
Оборудование
: токарно- винторезный станок ТВ – 6, плакат: устройство токарно- винторезного станка ТВ – 6, компьютер, телевизор, раздаточный материал (карточки-задания)
Ход урока.
- Оргмомент.
- Актуализациязнанийимотивацияучебной деятельностиучеников.
1. К каким группам машин принадлежит токарный станокиз обработки древесины? 2. Какую машину называют технологической? 3. Как осуществляется приведение в движение исполнительного (рабочего) органа токарного станка для обработки древесины и сверлильного станка? 4.
Что общего и в чем отличие сверлильного и токарного станков для обработки древесины?
 Что общего и в чем отличие сверлильного и токарного станков для обработки древесины?
Что общего и в чем отличие сверлильного и токарного станков для обработки древесины?3.
Изучение нового материала.
3.1. Токарно-винторезныйстанокТВ6.
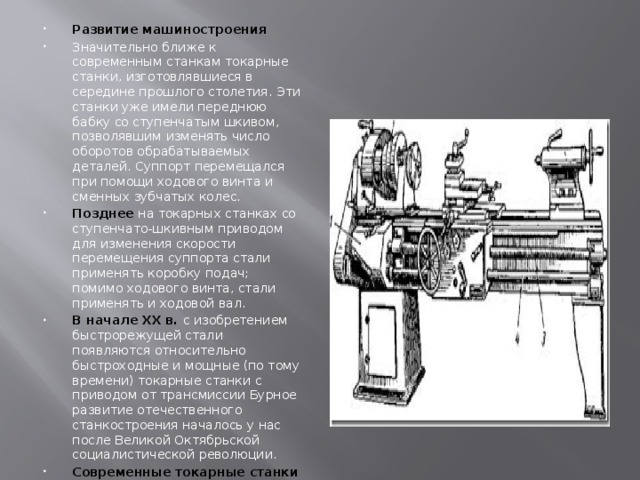
Создание совершенных токарных металлорежущих станков началось в начале XVIII ст. В XIX ст. были сконструированы станки с механическим креплением и перемещением режущего инструмента. На современных металлообрабатывающих предприятиях используют металлорежущие станки, которые большинство или все технологические операции выполняют автоматически, без затраты физической силы человека. Эти машины называют
автоматами.
С помощью компьютеров они могут выполнять самые разнообразные технологические операции, запрограммированные человеком.
Слайд 1
В школьных учебных мастерских можно изготовлять изделия из металла, которые имеют цилиндрическую, коническую, фасонную поверхность, ступенчатую с выступлениями, уступами и другой геометрической формой поверхности на токарно-винторезном станке марки ТВ-6М.
Основными сборочными единицами (узлами) токарно-винторезного станка являются: станина, передняя бабка, задняя бабка, суппорт, коробка подач, клиноременная передача, гитарный механизм.
Слайд 2
Станина
— это основа станка, на которой монтируются основные его узлы. Она имеет две направляющие: передняя направляющая служит для передвижения каретки суппорта, задняя — для передвижения задней бабки.
Передняябабка
крепится на левой части станины. В станке ТВ -6М передняя бабка служит и коробкой скоростей. Передняя бабка предназначена для крепления обрабатываемой заготовки и предоставления ей вращательного движения, изменения частоты вращения шпинделя (скорости резания) и изменения направления вращения (реверс).
Шпиндель
передает вращательное движение заготовке, которая обрабатывается, с помощью трехкулачкового патрона.
Гитарныймеханизм
предназначен для передачи вращательного движения от коробки скоростей к коробке подач.
Коробкаподач
получает вращательное движение от коробки скоростей через шестерни гитарного механизма и обеспечивает по три скорости подачи суппорта через ходовой вал и ходовой винт.
Суппорт
предназначен для крепления резца и предоставления ему движения подачи в нужном направлении.
С помощью поворотнойплиты
на суппорте можно возвращать и устанавливать верхние полозки под необходимым углом к оси вращения заготовки, которая дает возможность вытачивать короткие конусы.
Задняябабка
токарно-винторезного станка имеет такое же назначение, что и задняя бабка токарного станка СТД-120М. Она поддерживает длинные заготовки во время их обработки, а в
патроне
крепятся необходимые режущие инструменты, которые имеют хвостовик с конусом
Резцедержатель
имеет форму параллелепипеда с пазом по всему периметру. Внутри резцедержателя есть отверстие, через которое проходит винт фиксатора
1
. В верхней части паза по его периметру расположены болты с квадратными головками
В верхней части паза по его периметру расположены болты с квадратными головками
4
для крепления резцов. В резцедержателе можно одновременно закрепить четыре резца. Благодаря этому на перестановку резцов во время работы не требуется много времени. Для их установки необходимо повернуть рукоятку фиксатора
3
против часовой стрелки и повернуть резцедержатель так, чтобы нужный резец стал в рабочее положение, и опять зафиксировать его рукояткой
3
.
Слайд 3
Слайд 4
2. Кинематическая схема
( по плакату)
На кинематической схеме токарно-винторезного станка валы и шестерни условно развернуты в одной плоскости. Все валы пронумерованы римскими цифрами в последовательности передачи вращательного движения :
валэлектродвигателя—I,
приводнойвалкоробки скоростей—II,
промежуточныйвал—III,
валсподвижными блокамизубчатыхколес—IV,
шпиндельV.
Это дает возможность наглядно проследить передачу вращательного движения на шпиндель станка, изменение частот вращения шпинделя (скорость резания) за счет перемещения блоков зубчатых колес на валу VI, передачу вращательного движения на коробку подач. Начиная с вала VI, можно проследить изменение направления подачи, работу гитарного механизма, передачу вращательного движения на ходовой вал и ходовой винт с помощью муфт, работу фартука суппорта и изменение частот вращения ходового вала и ходового винта (скорость механической подачи) за счет перемещения блока зубчатых колес на валу.
Слайд 5
4. Первичное закрепление знаний.
1. Как передается главное движение от электродвигателя на шпиндель? 2. Как изменить скорость резания? 3. Как передается движение от шпинделя на ходовой винт? Ходовой вал? 4. Как изменить скорость механической подачи? 5. Как изменить направление движения механической подачи?
5.
Практическая работа.
Слайд 6
Изучение строения ТВ 6М. Органы управления. Переключение передач. Крепление заготовок.
Органы управления. Переключение передач. Крепление заготовок.
6. Рефлексия.
7.
Итоги урока.
Оценивание.
Домашнее задание: Проработать соответствующий материал по конспекту.
Расположение составных частей токарно-винторезного станка ТВ6
Расположение составных частей токарно-винторезного станка ТВ6
Спецификация составных частей токарно-винторезного станка ТВ6
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения гитарного механизма
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятка поперечной подачи суппорта
- Рукоятка закрепления резцедержателя
- Рукоятка перемещения верхних салазок
- Рукоятка крепления пиноли
- Рукоятка крепления задней бабки
- Маховик подачи пиноли
- Рукоятки управления механической подачей
- Рукоятки управления механической подачей
- Кнопка
- Маховик перемещения суппорта
- Кнопки включения и отключения электродвигателя
Расположение органов управления токарно-винторезным станком ТВ-6
Расположение органов управления токарно-винторезным станком ТВ-6
Спецификация органов управления токарно-винторезного станка ТВ-6
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нарезания правой и левой резьбы и изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валик
- Реверсивная кнопка включения и остановки станка
- Ограждение к патрону
- Защитный экран
- Рукоятка крепления резцовой головки
- Светильник местного освещения К-1М
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка перемещения верхних (резцовых) салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Маховик ручного перемещения продольной каретки
- Рукоятка включения гайки ходового винта
- Рукоятка включения предельной механической подачи
- Ограждение щитка для ходового винта и вала
- Трансформатор ОСЗР-0,063-83УХЛ3 ТУ 16-671. 041-84
 041-84
041-84Таблица органов управления токарно-винторезным станком тв-6
Таблица символов токарно-винторезного станка тв-6
Управление станком тв-6
Пуск и остановка электродвигателя станка производится нажатием кнопок «Пуск» и «Стоп».
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях (см. рис. 3).
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта — левое или правое.
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5: «Винт-вал» в правом положении «Винт».
- На фартуке — рукоятка самохода 8 в нижнем выключенном положении «От себя».
- Рукоятка включения реечной шестерни 7 — в положении «На себя».
- Рукоятка включения маточной гайки 9 — в нижнем крайнем положении.
II. Положение рукояток и рычагов при работе с ходовым валом (механическая подача)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта (левое или правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «Вал-винт» — в левом крайнем положении «Вал».
- На фартуке — рукоятка самохода 8 во включенном положении «На себя».
- Рукоятка включения маточной гайки 9 — в верхнем положении.
- Рукоятка включения реечной шестерни 7 — в положении «От себя».
III. Положение рукояток и рычагов при ручной продольной подаче
- На передней бабке — положение рукоятки трензеля 3 в среднем положении.
- На коробке подач — положение рычага «Вал-винт» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки в верхнем положении.
IV. Положение рукояток управления для получения необходимых режимов резания согласно рис.
 14
14
Паспорт токарно-винторезного станка ТВ-6М.
Данное руководство по эксплуатации «Токарно-винторезный станок ТВ-6М» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка ТВ-6М.
Содержание Паспорта токарно-винторезного станка ТВ-6М:
- Схема расположения органов управления
- Конструкция основных узлов станка
- Электрооборудование
- Установка станка и подготовка его кработе
- Смазка станка
- Управление станком
- Приемы работ на станке
- Правила техники безопастности при работе на станке
- Уход за станком
- Возможные неисправности и методы их устранения
- Кинематическая схема станка
- Ведомость комплектации станка
- Чертежи быстроизнашивающихся деталей
Скачать бесплатно Паспорт токарно-винторезного станка ТВ-6М в нормальном качестве можно по ссылке расположенной ниже:
Схема кинематическая токарно-винторезного станка ТВ-6
Механизмы токарно-винторезного станка ТВ-6
Кинематическая схема токарно-винторезного станка ТВ-6
Перечень подшипников токарно-винторезного станка ТВ-6
Паспорт токарного станка ТВ-6
Данное руководство по эксплуатации «Паспорт токарного станка ТВ-6» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке.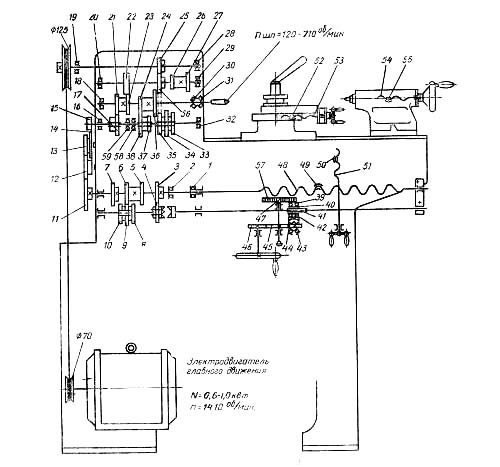 Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка ТВ-6.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка ТВ-6.
Содержание
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
- Назначение
- Состав станка
- Устроиство и работа станка и его составных частей
- Спецификация шарикоподшипников
- Система смазки
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
- Указания мер безопастности
- Порядок установки
- Первоначальный пуск станка
- Управление станком
- Регулирование станка
- Уход за станком
- Возможные неисправности в работе со станком и методы их устранения
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
- Техническая характеристика
- Основные данные суппорта
- Комплект поставки
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ ГАРАНТИИ ИЗГОТОВИТЕЛЯ ПРИЛОЖЕНИЯ
- Чертежи быстроизнашивающихся деталей
Скачать бесплатно Паспорт токарно-винторезного станка ТВ-6 в нормальном качестве можно по ссылке расположенной ниже:
Технические характеристики станка ТВ-6
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60. .1000 .1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Аппарат
, характеристики, описание и отзывы
Практическая подготовка – залог успешного обучения специалиста.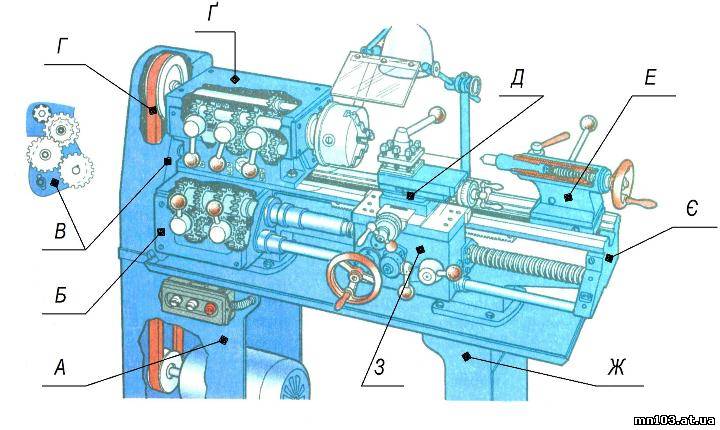 Настоящим токарем нельзя стать, только изучая теорию по учебникам. Здесь надо прежде всего научиться работать на станке. Для этого в 80-х годах прошлого века было налажено производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебного и машинного оборудования. Этот станок создан для обучения основам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Настоящим токарем нельзя стать, только изучая теорию по учебникам. Здесь надо прежде всего научиться работать на станке. Для этого в 80-х годах прошлого века было налажено производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебного и машинного оборудования. Этот станок создан для обучения основам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Назначение
Токарный станок ТВ-6 разработан для обучения основам токарной обработки. Поэтому никаких заоблачных характеристик от него ждать не приходится. Станок подходит для самых простых операций:
- Подготовка отверстий.
- Обрезка концов.
- Режущая часть заготовки.
- Исполнение с метрической резьбой.
- Растачивание деталей, имеющих цилиндрическую (коническую) форму.
Токарный станок ТВ-6 («школьник», как его еще называют) умеет работать только с цветными металлами и сталью. Такой выбор обусловлен тем, что материал при обработке не должен выделять летучие соединения и пыль, губительно влияющие на окружающих.
Основные характеристики
Токарный станок ТВ-6 при первом осмотре удивляет своими небольшими размерами. При весе 300 килограммов его длина составляет 144 сантиметра, ширина — 47 см, высота — 110 см. Благодаря этому машина идеально подходит даже для небольших мастерских.
Результатом малых размеров является малый размер деталей, которые можно обрабатывать на станке. Агрегат позволяет работать с деталью, длина которой не превышает 35 см. При этом поворот возможен на интервале, длина которого не более 30 см. По высоте над рамой можно обрабатывать детали диаметром до 20 см. Это значение только выше слайда 8 сантиметров.
Основные характеристики в сравнении с исполнением других агрегатов можно увидеть на фото ниже.
Устройство токарного станка ТВ-6
Лучше разобраться в возможностях аппарата, поможет понимание из каких узлов и механизмов состоит агрегат. Ведь конструкция обеспечивает заданные технические характеристики.
Ведь конструкция обеспечивает заданные технические характеристики.
Состав представлен следующими основными механизмами:
- Тумба (условно разделена на две части).
- Экран для безопасности.
- Передача инфекции.
- Фартук.
- Бабка (также условно различают перед и зад).
- Подставка.
- Гитара.
- Электрический двигатель.
- Корыто.
Передняя часть — 6-ступенчатая коробка. К нему крепится вал, который передает вращение от двигателя. Для этого используется ременная передача. Направление движения резцедержателя изменяется за счет специального механизма, установленного в коробке. Регулируется с помощью ручки. При его повороте шестерня перемещается в одно из крайних положений. Если зубчатое колесо вращается влево, то происходит процесс прямого вращения. В этом процессе задействована зубчатая передача. Если шестерня перемещается в правое положение, вращение меняется на противоположное. От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия дрелью.
От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия дрелью.
Разберем устройство токарно-винторезного станка ТВ-6 подробнее. Для этого рассмотрим его основные механизмы и узлы (их принцип работы и устройство) отдельно.
Шкаф
Конструкция станка делит шкаф на две части: переднюю и заднюю. У них похожее, но другое устройство.
Передняя тумба собрана в форме буквы «П». Чтобы конструкция была более прочной, снизу и сверху монтируют ребра жесткости. Двигатель расположен за постаментом. Включил (выключил) его нажатием кнопки, которая находится перед шкафом.
Отличие задней тумбы в том, что в ее конструкцию вместо двигателя входит электрический щиток.
Гитара и редуктор
Гитарой называют шестерню зубчатого колеса. Необходимо передать движение от главного вала прямо на коробку. Гитара представляет собой кронштейн с закрепленными на нем шестернями. Токарный станок ТВ-6 имеет постоянное передаточное число, равное одной четверти.
Гитара передает вращение на коробку передач. Он, в свою очередь, состоит из следующих деталей:
- Вал (2 шт.).
- Шестерни (5 штук с разными характеристиками).
- Муфта.
- Блок-шестерня.
- Сливная пробка.
- Ходовой ролик.
- Рукоятка для регулировки (2 шт.).
Параметры резьбы определяются изменением настроек рукоятки, которая расположена на передней части редуктора. При его вращении (а у него 3 положения) редуктор, двигаясь по шлицам, включает другую шестерню. На панели ящика находится еще одна ручка, которая запускает ходовой ролик и винт.
Фартук
Фартук нужен для подачи суппорта от ходового ролика (винта) механическим или ручным способом. При необходимости выполнить ручную подачу вращайте маховик, расположенный на валу-шестерне. Последняя смыкается с шестерней, находящейся на шестерне реечной передачи.
Червяк, соединенный с помощью скользящей шпонки с роликом, обеспечивает механическую подачу. Он передает движение червячной передаче. От него на следующую шестерню и кулачковую муфту движение передается на ведущую шестерню. Кулачковая муфта соединена с рукояткой, вращение которой приводит к механической подаче.
Он передает движение червячной передаче. От него на следующую шестерню и кулачковую муфту движение передается на ведущую шестерню. Кулачковая муфта соединена с рукояткой, вращение которой приводит к механической подаче.
Суппорт
Установка резцов в токарный станок по металлу ТВ-6 осуществляется благодаря суппорту. Благодаря наличию 4-х салазок (кареток) фрезы перемещаются:
- По направляющим в осевом направлении.
- В направлении, перпендикулярном движению первого вагона.
- В осевом направлении по направляющим третьих салазок.
Каретки устанавливаются последовательно, то есть друг на друга. Деталь фиксируется на четвертой каретке с помощью специального механизма. При повороте рукоятки механизм нажимается и его положение фиксируется штифтом.
Бабка
Второй конец детали при обработке на токарном станке ТВ-6 фиксируется задней бабкой. Имеет основание и корпус, за счет чего крепится к направляющей рамы. На них передвигается бабушка. Внутри за счет маховика пино перемещается в продольном направлении. Во внутреннее отверстие пера, по форме напоминающее конус, вставляются сверла, патроны и другие инструменты.
На них передвигается бабушка. Внутри за счет маховика пино перемещается в продольном направлении. Во внутреннее отверстие пера, по форме напоминающее конус, вставляются сверла, патроны и другие инструменты.
Отзывы
Токарный станок ТВ-6 отличный представитель времен Советского Союза. Изготовленный в восьмидесятых годах прошлого века, он встречается до сих пор. И многие пользователи не собираются от него отказываться. Это надежная, долговечная машина, качественно выполняющая свои функции.
Принимая решение о покупке данной модели токарного станка, опытные пользователи советуют ответить для себя на два основных вопроса:
- Какая нужна точность.
- Какие работы планируется выполнять на станке.
Конечно, современные импортные аналоги по точности обходят станок ТВ-6. Но если вы хотите снять более толстый слой металла, то равных «школьнику» не найти.
Что касается второго вопроса, то не всю работу машина способна выполнять. Например, как отмечают некоторые из пользователей, станок не мог заточить трубу стамески. Для расширения функционала вам понадобится набор сменных шестерен, которые необходимы для нарезания резьбы инструментом. Они позволят изменить размер шага при необходимости.
Например, как отмечают некоторые из пользователей, станок не мог заточить трубу стамески. Для расширения функционала вам понадобится набор сменных шестерен, которые необходимы для нарезания резьбы инструментом. Они позволят изменить размер шага при необходимости.
Из недостатков можно назвать то, что станок работает от электрической сети с напряжением 380 В. Если дома нет ЛЭП, то устройство необходимо переоборудовать на 220 В. Еще одним недостатком данного токарного станка является то, что во время работы сильно шумит. Но с другой стороны, если вы установите его в своем частном дворе, то с этим проблем не будет.
Судя по всему, отечественный токарный станок для работы с металлом ТВ-6, выпускавшийся с целью обучения токарному делу, нашел свое применение в быту. Его используют многие любители делать своими руками полезные самоделки. Это надежный, долговечный агрегат, который даже спустя почти четыре десятилетия пользуется спросом.
спецификации чипангизо, мафотокозедве нди ндеманга
Отандиза Зочита нди чинсинси бвино мапхунзиро катсвири. Ину симунгахозе кухала Тернер венивени, монга мва купхунзира чипхунзицо чакути мабуку. Apa, choyamba tiyenera kuphunzira mmene ntchito makina. Kuti zimenezi zitheke, mwamsanga ndi 80s Mu zaka zapitazo yopanga wononga-kudula lathe TV-6 unayambitsidwa. Msiyeni iye pa Rostov maphunziro fakitale ndi makina zipangizo. makina anapangidwa kuphunzitsa ndizosowa kuti aliyense ayenera kudziwa Turner. chitsanzo Zimenezi zingapezeke mu masukulu ambiri ndi kusukulu zapadera.
Ину симунгахозе кухала Тернер венивени, монга мва купхунзира чипхунзицо чакути мабуку. Apa, choyamba tiyenera kuphunzira mmene ntchito makina. Kuti zimenezi zitheke, mwamsanga ndi 80s Mu zaka zapitazo yopanga wononga-kudula lathe TV-6 unayambitsidwa. Msiyeni iye pa Rostov maphunziro fakitale ndi makina zipangizo. makina anapangidwa kuphunzitsa ndizosowa kuti aliyense ayenera kudziwa Turner. chitsanzo Zimenezi zingapezeke mu masukulu ambiri ndi kusukulu zapadera.
kusankhidwa
Токарный станок TV-6 udaikidwa kuphunzitsa ndizosowa kutembenukira choncho. Чончо, палибе махалидве трансцендентальный сафуна кудикира па Ие. makina ndi oyenera ntchito zophweka kwambiri:
- Konzani mabowo.
- Чепеца малекезеро.
- Кулеканица мадзи а заготовка лапанси.
- Кучита чинкафуника улуси.
- mbali wotopets ndi цилиндрический (конический) mawonekedwe.
Токарный станок ТВ-6 («вопхунзира» монга патчедва) ахоза кугвира нди зицуло санали акахала нди зицуло.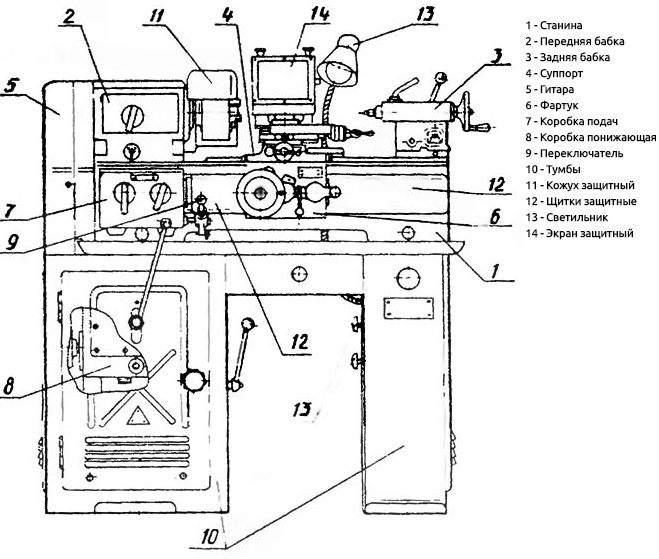 Chotero kusankha zotsatira chakuti nkhani pa processing sayenera kumasula kosakhazikika mankhwala ndi fumbi, amene anakhudzidwa вредоносная эна.
Chotero kusankha zotsatira chakuti nkhani pa processing sayenera kumasula kosakhazikika mankhwala ndi fumbi, amene anakhudzidwa вредоносная эна.
Характеристики Ofunika
Токарный станок TV-6 pa kuona koyamba zosayembekezereka chifukwa cha kukula kwake yaing’ono. Нди кулемера ква макилогаламу 300 нди куталика масентимита 144, м’лифупи — 47 см, куталика -. 110 masentimita makina Chikukwana mwangwiro ngakhale zokambirana yaing’ono.
Chifukwa ча кукула yaing’ono ndi kukula yaing’ono mbali kuti angathe kukonzedwa pa makina. Unit limakupatsani ntchito ndi chigawo ndi kutalika kwa zomwe si upambana masentimita 35. Pankhaniyi protachivanie zotheka kusiyana pankhani msinkhu, ndi pamwamba pa bedi akhoza, обработанный mbali ndi awiri a 20 cm. Копоса известняковая палибэ зопоса 30 см yaitali. Wopanda, mtengo uli ndi 8 masentimita.
Mahalidwe waukulu poyerekeza ndi anthu a mayunitsi ena Tingaone mu chithunzi m’munsimu.
Токарный станок чипангизо ТВ-6
Кумветцеца за мпхамву я чипангизо кудзакутандизани кумветцеца зимене зигаво нди нджира акуконзерани. Ндипоту капангидве амаперека махалидве аменева.
Ндипоту капангидве амаперека махалидве аменева.
Куленгедва укуфанизидва нди нджира зоцатирази зофуника:
- Имани (салембедва мбали зивири).
- Экран читетезо.
- Коробка передач.
- Тевера.
- Передняя бабка (комансо условно акутали куцоголо нди кумбуйо).
- Чиманго.
- Гитала.
- Галимото магетси.
- Уфа.
Трансмиссии ку магаво 6 нди ликулу куцоголо. Kuti izo wagwirizana kutsinde kuti передает kasinthasintha kwa injini. Чифуква чайчи ламба пагалимото. Malangizo a kayendedwe ka chofukizira imasiyana cutters likuvutika ndi njira yapadera wokwera mu bokosi. Iwo malamulo kudzera mwa chogwirizitsa. Itafika аке amasuntha зида му umodzi ва maudindo mapeto. Нгати зида нди зимайенда ламанзере, ндие ндондомеко пацоголо касинтасинта. pochita zimenezi zida unit. Нгати зида за анавамвера куманджа, пали касинтасинта зосияна. Кучокера зозунгулира атамангади-кунджа аматетеза на корме. Komanso timatha pokonza mabowo ntchito kubowola.
Кучокера зозунгулира атамангади-кунджа аматетеза на корме. Komanso timatha pokonza mabowo ntchito kubowola.
Тиени тикамбиране чипангизо вононга-кудула макина, ТВ-6 мватсатанетсатане. Кути изи йоцириза, зимагвирира амафотокоза нди зигаво (мфундо аво нтчито нди чипангизо) пайоха.
тумба
Kapangidwe ka nduna lathe ukugawa pawiri: kutsogolo ndi kumbuyo. Иво амафанана кома восияна чипангизо.
Ндуна кутсоголо нди анасонхана му мавонекедве а «У» калата. Kupanga anali wolimba kwambiri, pamwamba ndi pansi wokwera nthiti. двигатель Zitsulo kumbuyo oyenerera. Аназимица па (кучокера) нди куканикиза изо, лимене лири па матебуло куцоголо.
Kumbuyo zitsulo kusiyana ndi kuti m’malo akuphatikizapo galimoto kumaphatikizapo chishango magetsi.
Гитала нди редуктор
Гитала отчедва куфала магия. M’pofunika kufala kwa zoyenda kuchokera kutsinde yaikulu mwachindunji bokosi. Gitala нди bulaketi нди магия па изо. Токарный станок TV-6 zonse zida chiŵerengero, amene ali wofanana ndi munthu wachinayi.
Гитала передает kasinthasintha kuti редуктор lapansi. Iye, nayenso tichipeza zigawo izi:
- Куцинде (2 ма шт.).
- Магия (5 ма шт. Нди Махалидве Осияна).
- Люмикиза.
- Блок Зида.
- Кухеца пулаги.
- Акутхаманга водзигудубуза.
- Пакахала кути асинтхе (2 шт.).
Ulusi magawo ofunitsitsa ndi kusintha chogwirira kolowera kuti lili patsogolo pa gear lapansi. Pa kasinthasintha ake (lili 3 udindo) zida wagawo kuyendera mipata ya, amachita ndi pinion ena. Gulu la bokosi ndi chogwirira wina, amene akuyamba akuthamanga wodzigudubuza ndi wononga.
thewera
Thewera zofunik kudyetsa суппорт ku wodzigudubuza шпиндель (wononga) umakaniko kapena pamanja. Ngati m’pofunik kuchita Buku chakudya, ayenera atembenuza ndi маховик, lime lili pa шестерня kutsinde. сливается Последняя нди шестерня, ндило па зида водзигудубуза чикомболе.
нёнголоци А олумикизидва мва кутцецерека дюбели нди валик аматипатса макина чакудья. Ие передает зоенда кути зида мбози. Kuchokera mu zida lotatira ndi galu zowalamulira kayendedwe imafalikira ndi zida chikombole. Собака зоваламулира чикугвиризана нди чогвирира, нди касинтасинта ва имбаенда чакудья макина.
Ие передает зоенда кути зида мбози. Kuchokera mu zida lotatira ndi galu zowalamulira kayendedwe imafalikira ndi zida chikombole. Собака зоваламулира чикугвиризана нди чогвирира, нди касинтасинта ва имбаенда чакудья макина.
тандизо
Фрезы Хазикитса му Чицуло токарные станки ТВ6 икучита куямика суппорт лапанси. Chifukwa Wopanda 4 (ngolo) резцы kusuntha:
- Pamodzi atsogoleri motsogozedwa ofananira.
- Моцогозедва перпендикулярно ква гулу ла офимба оямба.
- Motsogozedwa ofananira wachitatu Wopanda kalozera.
Нголо имаконзедва му мнданданда, ндико кути, па вина нди мзаке. пункт амамангириридва ку офимба чачинайи кудзера нджира йападера. Кусафуна чогвирира лимагвирира нди мбамуйха, ндипо мало аке чили пини.
mutu
Mapeto wachiwiri mwa mfundo обработка pa токарный станок TV-6 kudzera задняя бабка amodzi. Iwo ali m’munsi ndi thupi, chifukwa chimene yomatidwa chimango chitsogozo. Малинга нди ие бабки ндипо акучита гулули. Mkati chifukwa маховик chimachititsanso motsogozedwa kotenga ya cholembera ndi. Mu dzenje lamkati ла cholembela нди kooneka нди Tinthu phirilo kubowola али anaikapo, makatiriji нди zipangizo зина.
Mkati chifukwa маховик chimachititsanso motsogozedwa kotenga ya cholembera ndi. Mu dzenje lamkati ла cholembela нди kooneka нди Tinthu phirilo kubowola али anaikapo, makatiriji нди zipangizo зина.
Отзывы
Токарный станок TV6 — nthumwi wangwiro wa Советский Союз. Anapanga му Mipingo я atumwi wotsiriza, anakumana kutali. Ndi kupereka ambiri owerenga Sapita kutali. Ndi yodalirika ndiponso cholimba makina, эффективно ntchito zake.
Ankapita kwa ogulidwa izi lathe chitsanzo, mapulogalamuwanso odziwa akulangizidwa kudzifunsa mafunso awiri ofunika:
- Kodi mwatsatanetsatane chofunika.
- Kodi ndi mitundu iti ya ntchito adzachitidwa pa makina.
Кумене, масику ано аналоги ячилэндо кузиламбалала макина ТВ6 молондола. Кома нгати мукуфуна кучотса нкхунгу восанджикиза ва зицуло, нди «вопхунзира» сапезека.
Ponena za funso lachiwiri, si onse ntchito makina amatha kuchita. Mwachitsanzo, monga tanenera ndi ena owerenga kuti makina analephera kuti mukhal chitoliro cutters.