Технические характеристики и паспорт вертикально-сверлильного станка 2Н125. Вертикально сверлильный станок 2н125л
2Н125Л станок вертикально-сверлильный облегченный Описание, характеристики, схемы
Сведения о производителе вертикально-сверлильного станка 2Н106П
Изготовитель вертикальных сверлильных станков модели 2Н125Л - Молодечненский станкостроительный завод МСЗ, основанный в 1947 году.
Завод основан в 1947 году и является одним из старейших предприятий станкостроительной отрасли в производстве вертикально-сверлильных станков.
Перечень выпускаемой продукции, выпускаемой Молодечненским станкостроительным заводом:
- настольные вертикально-сверлильные станки 2С108П, МН16Н, МН25Л, МН25-Н-01
- резьбонарезной автомат МН56
- гайконарезные автоматы 2АО61, МН62, МН63, МН64
- балансировочный станок 9А715Р
- центровально-подрезные станки 2А911, 2А911-01
- станки для автосервиса МН9011-01, МН9022-01, МП9012, МС9012-02
- редукторы
Станки, выпускаемые Молодечненским станкостроительным заводом
2Н125Л Назначение и область применения сверлильного станка
Станок вертикально-сверлильный универсальный модели 2Н125Л, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами и применяется во вспомогательных и основных немеханических цехах машиностроительных заводов, а также в ремонтных службах немашиностроительных предприятий.
На станке можно обрабатывать детали, устанавливаемые как на столе, так и на плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения.
Вертикально-сверлильный станок модели 2Н125Л предназначен для выполнения широкого круга сверлильных операций: сверления, рассверливания, зенкерования, развертывания. На станке допускается нарезание резьб с ручным управлением реверсирования шпинделя. На станке можно обрабатывать детали на фундаментной плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения по столу (либо с незначительным перемещением), что значительно облегчает обслуживание станка.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках 2Н125Л механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
На станке допускается нарезание резьб с ручным реверсированием шпинделя.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2Н125Л
МН25Н-01 - Ø20 - производитель Молодечненский станкостроительный завод МСЗ, РУП
2Н125Л, МН25Л - Ø25 - производитель Молодечненский станкостроительный завод МСЗ, РУП
2Т125 - Ø25 - производитель Гомельский завод станочных узлов, РУП
Z4025-2 - Ø25 - производитель Guangzhou Pearl River Machine Tool Works Co., Ltd Китай
Z5025-1A, Z5025-1B, Z5025-3A, Z5025-3B - Ø25 - производитель Guangzhou Pearl River Machine Tool Works Co., Ltd Китай
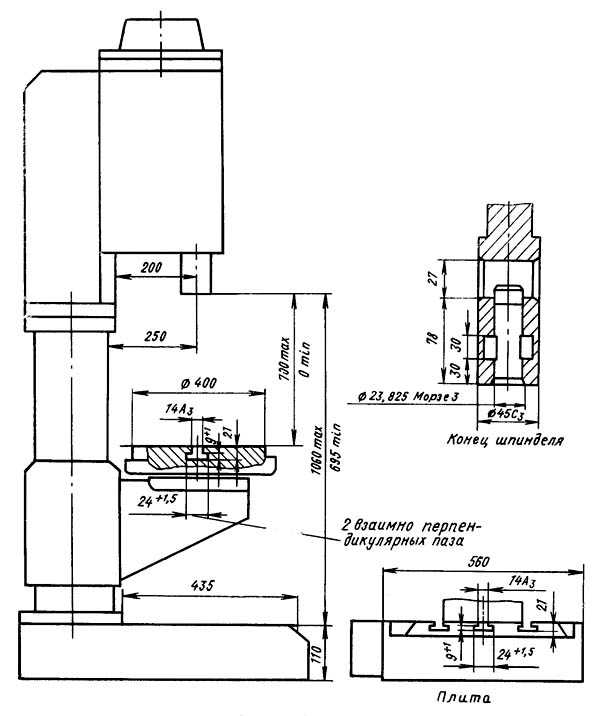
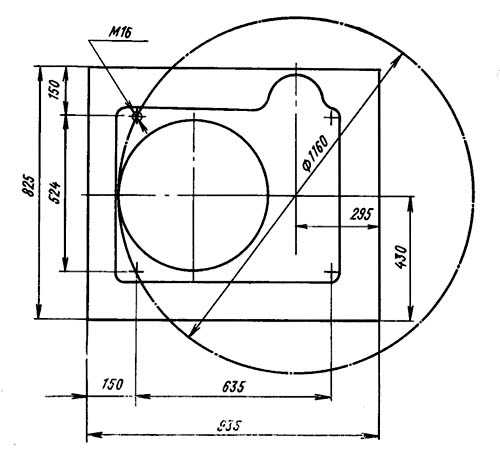
Габарит рабочего пространства сверлильного станка 2Н125Л
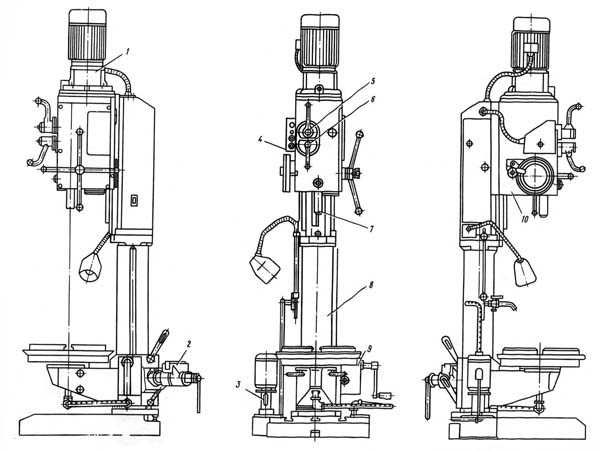
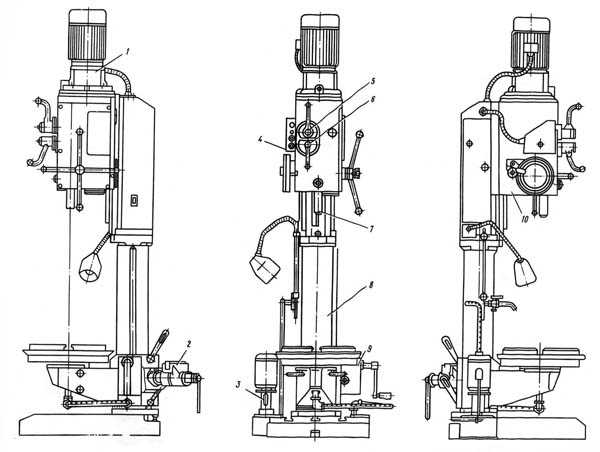
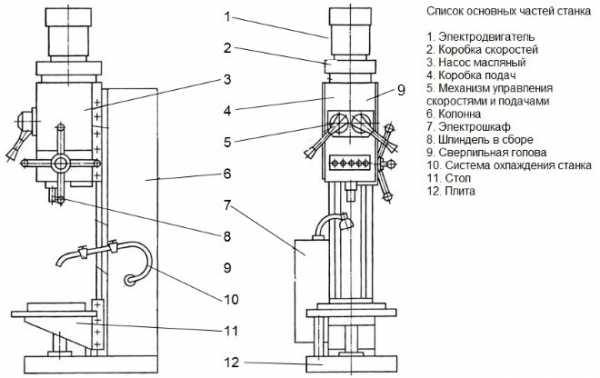
Общий вид сверлильного станка 2Н125Л


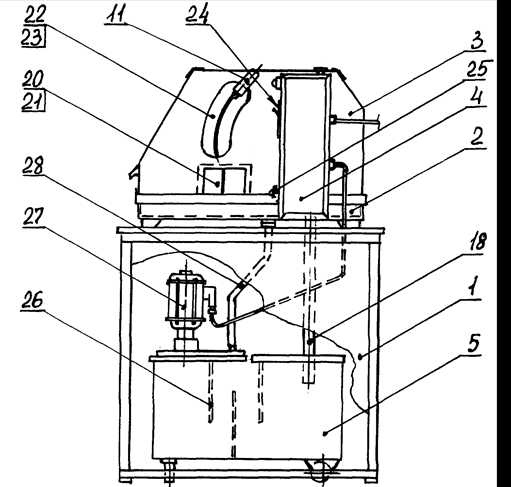
Расположение основных частей сверлильного станка 2Н125Л
- Привод 2Н125Л.21.000
- Тиски поворотные*) 2Н125Л.60.000
- Охлаждение 2Н1251.80.000
- Электрооборудование 2Н125Л.90.000
- Коробка скоростей 2Н1251.20.000
- Коробка подач 2Н1251.30.000
- Шпиндель 2Н125Л.50.000
- Колонна, стол, плита 2Н125Л.10.000
- Механизм подъема стола 2Н125Л.11.000
- Сверлильная головка 2Н125Л.40.000
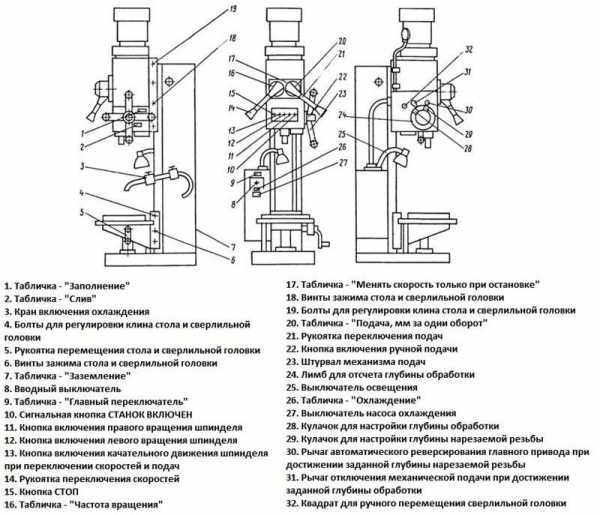
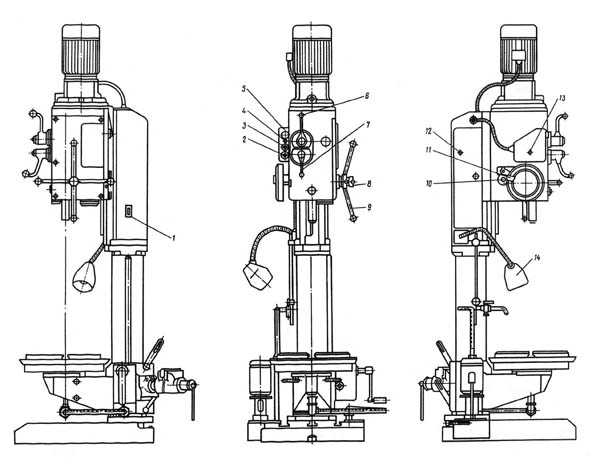
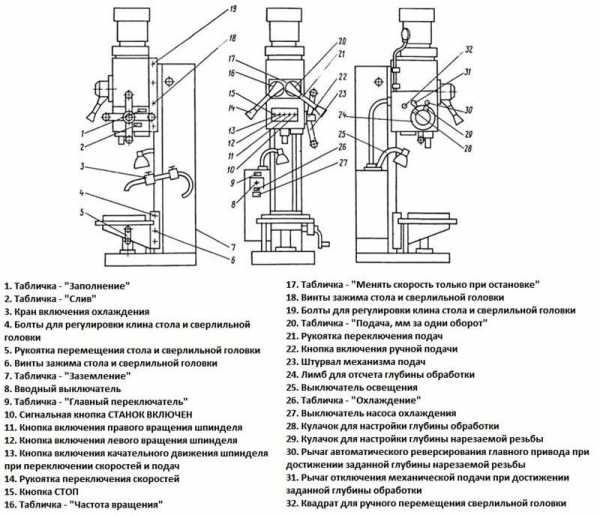
Расположение органов управления сверлильного станка 2Н125Л
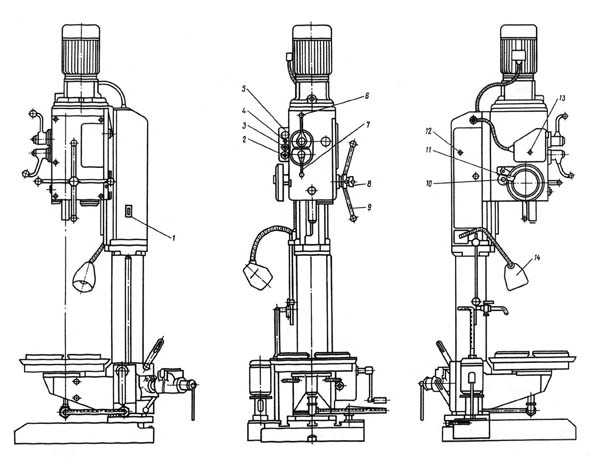
Перечень органов управления сверлильного станка 2Н125Л
- Вводной выключатель
- Кнопка включения левого вращения шпинделя
- Кнопка включения правого вращения шпинделя
- Лампа контроля сети
- Кнопка "Стоп"
- Рукоятка переключения скоростей
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Рукоятка механизма подач
- Кулачок для настройки глубины обработки
- Квадрат для ручного перемещения сверлильной головки
- Тумблер включения охлаждения
- Тумблер проворота шпинделя
- Выключатель освещения
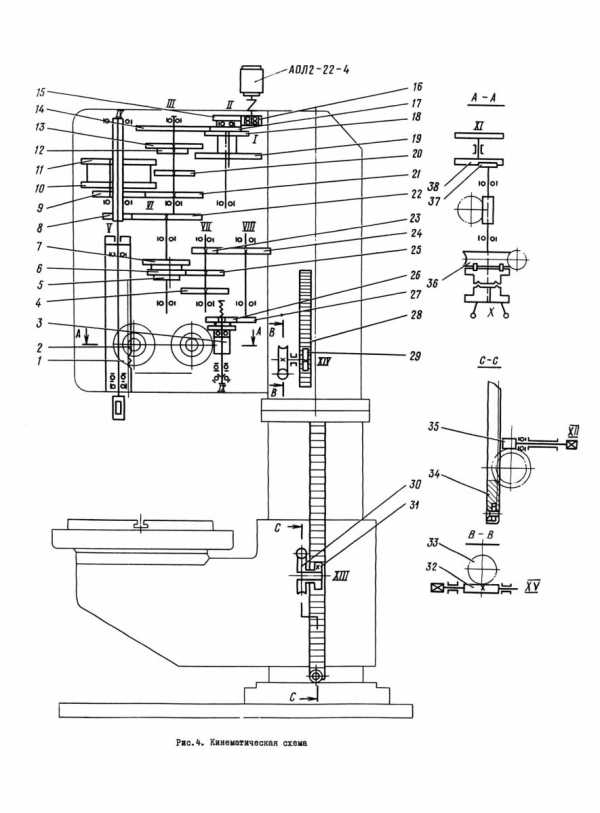
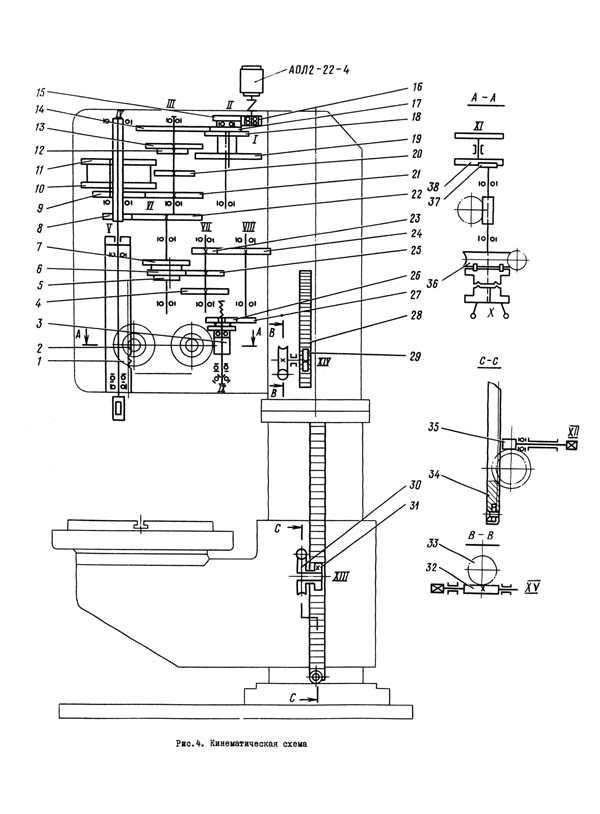
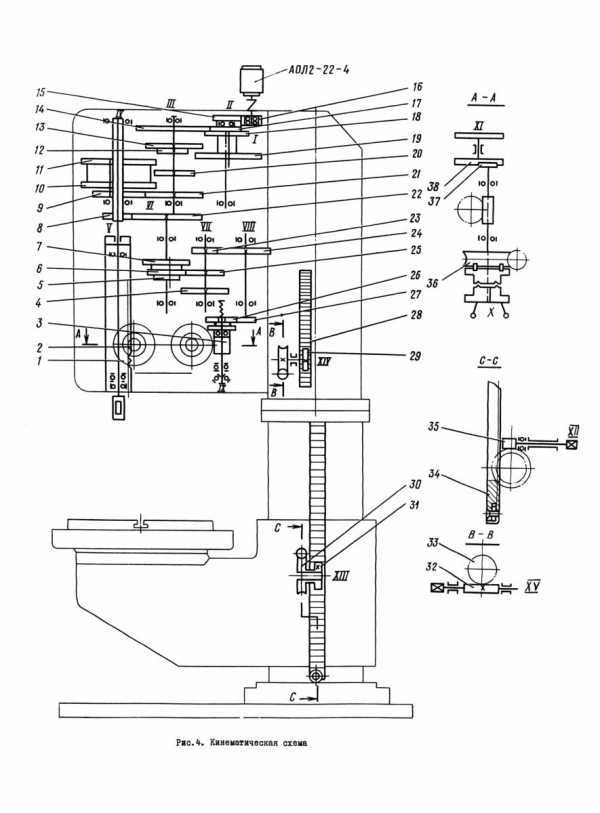
Кинематическая схема вертикально-сверлильного станка 2Н125Л
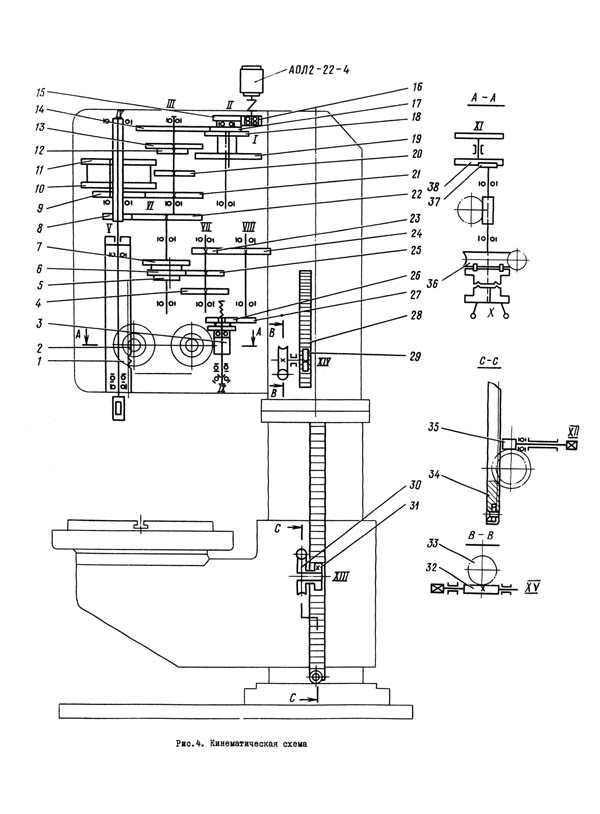
Схема кинематическая вертикально-сверлильного станка 2Н125Л. Скачать в увеличенном масштабе
Конструкция вертикально-сверлильного станка 2Н125Л
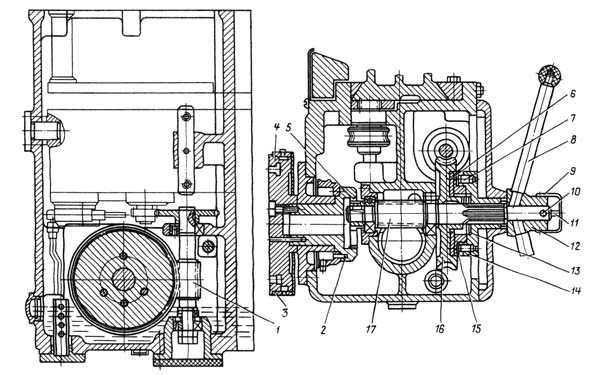
Коробка скоростей
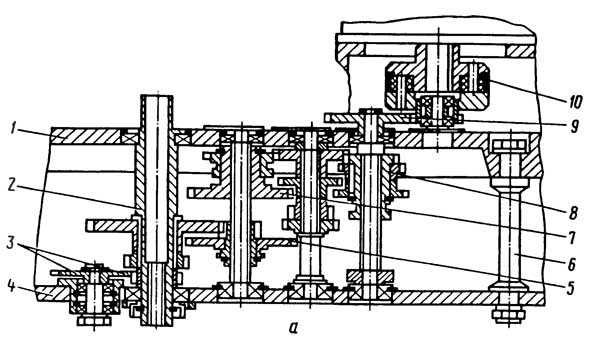
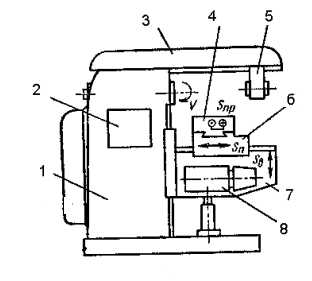
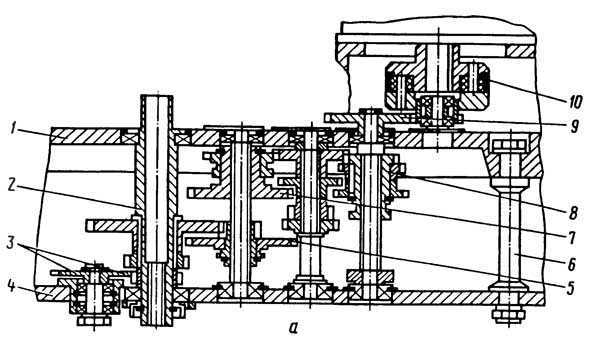
Коробка скоростей (рис.6) сообщает шпинделю различные числа оборотов, что осуществляется двумя передвижными тройчатками. Опоры валов коробки скоростей размещены в двух плитах: верхней 5 и нижней I, которые стянуты между собой четырьмя стяжками 4. Механизм коробки скоростей приводится во вращение от электродвигателя через эластичную муфту и зубчатую передачу. Последний вал коробки скоростей представляет собой полую гильзу 3, шлицевое отверстие которой передает вращение шпинделю станка. На этой же гильзе крепится шестерня 2 привода коробки подач.
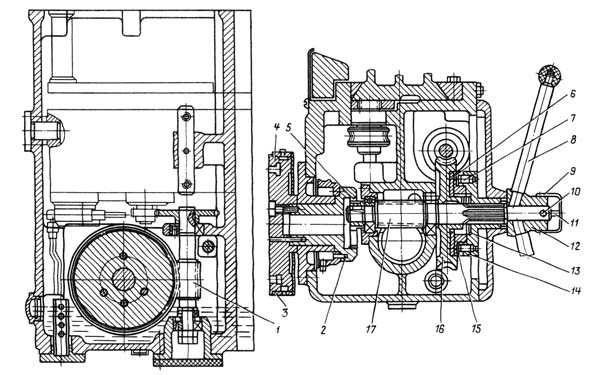
Переключение блоков шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет по три фиксированных положения по окружности и вдоль оси. Рукоятка 6 располагается на лицевой поверхности сверлильной головки и через шестерню 7 и круговую рейку 8 перемещает две штанги 9 и 10, на которых закреплены вилки, связанные с переключаемыми блоками. Дополнительная фиксация положения блоков шестерен производится за счет фиксации штанг 9 и 10 при помощи шариковых фиксаторов. Все валы коробки скоростей шлицевые, что значительно упрощает сборку. Все механизмы коробки скоростей собираются отдельно и монтируются в сверлильной головке. Смазка механизмов коробки скоростей так же, как и прочих механизмов в сверлильной головке, производится от шестеренного насоса, имеющегося в коробке подач. Для контроля работы маслонасоса имеется специальный маслоуказатель в корпусе привода.
Привод станка
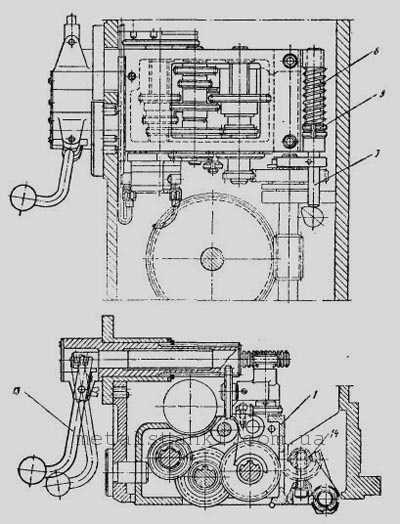
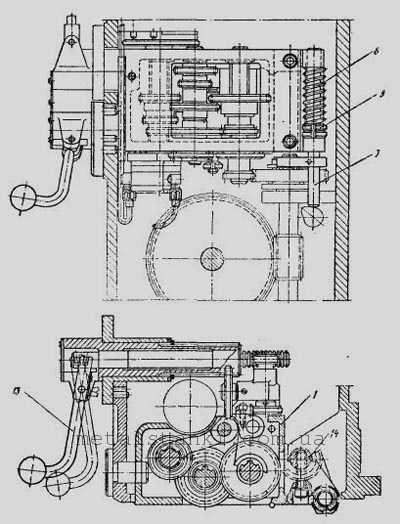
Привод (рис.7) служит для обеспечения эластичной связи вала электродвигателя с коробкой скоростей станка.
Привод состоит из отдельного корпуса I, на котором монтируется электродвигатель. На валу электродвигателя закрепляется полумуфта 2, которая при помощи пальцев 3 и резинового кольца 4 передает вращение полумуфте-шестерне 5. Полумуфта-шестерня зацепляется с первичной шестерней коробки скоростей.
Коробка подач
Коробка подач (рис.8) представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе 4. Привод коробки подач осуществляется от шестерни 5, сидящей на гильзе 3 (рис.6) коробки скоростей.
На первом валу коробки подач имеется передвижной блок-шестерня 2 (рис. 8) , при помощи которого осуществляется три автоматические подачи шпинделя. Переключение блоков-шестерен осуществляется одной ручкой 3, которая при помощи шестерен 5 передвигает вилку б, связанную с переключаемым блоком.
Фиксация положения блоков-шестерен производится за счет фиксации ручки 3 и шарикового фиксатора, имеющегося в вилке 6. На выходном валу коробки подач установлена шестерня I, передающая вращение на червяк механизма подач.
Предохранительная муфта служит для выключения механической подачи при достижении заданной глубины обработки и находится на входном валу сверлильной головки.
Сверлильная головка
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
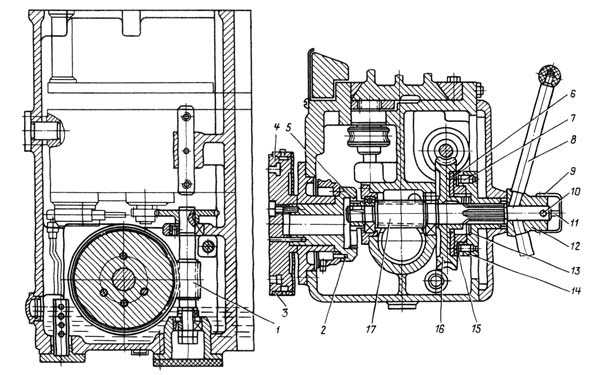
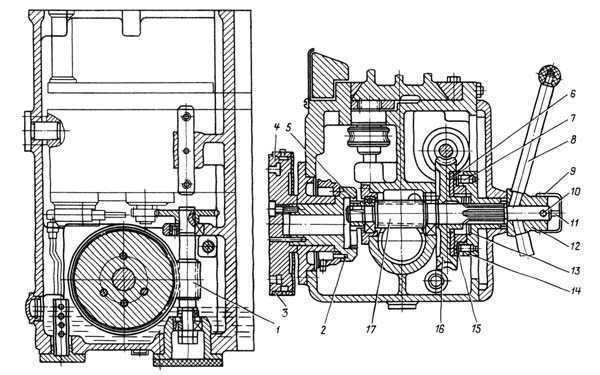
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель
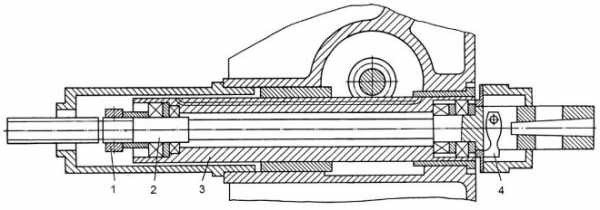
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
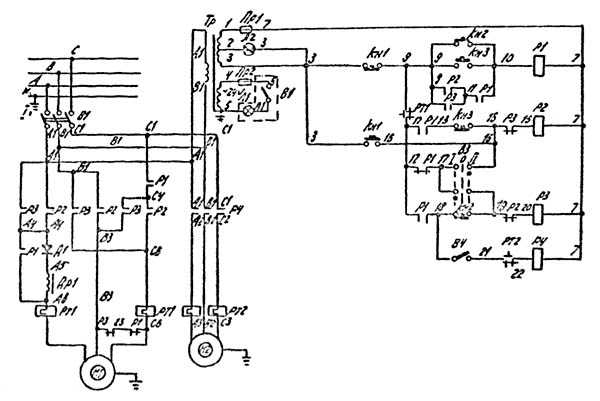
Электрооборудование и электрическая схема сверлильного станка 2Н125Л
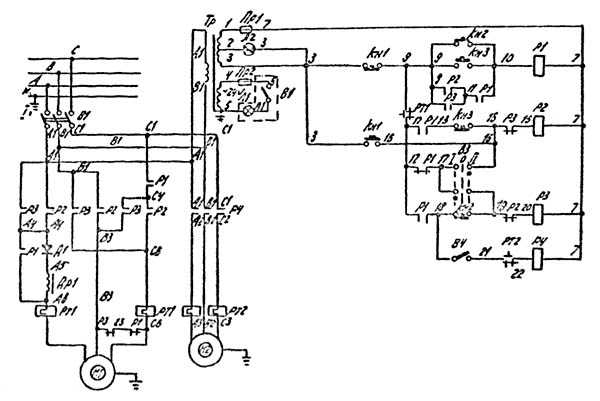
Схема электрическая вертикально-сверлильного станка 2Н125Л. Скачать в увеличенном масштабе
Электрооборудование вертикально-сверлильного станка 2Н125Л
На станке установлен короткозамкнутый асинхронный электродвигатель. На станке могут применяться следующие величины напряжения переменного тока частотой 50 или 60 Гц:
- силовая цепь 220, 380, 440 В
- цепь управления 110 В
- цепь местного освещения 24 В
- цепь сигнализации 24 В
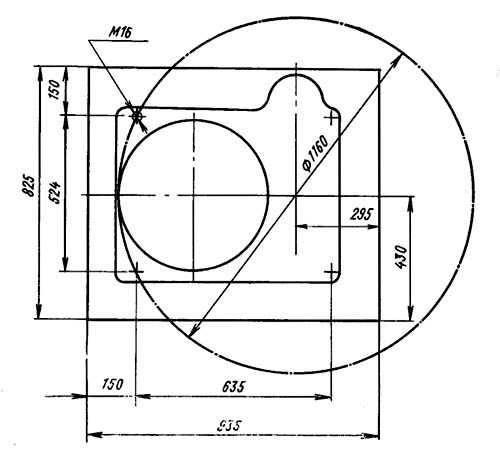
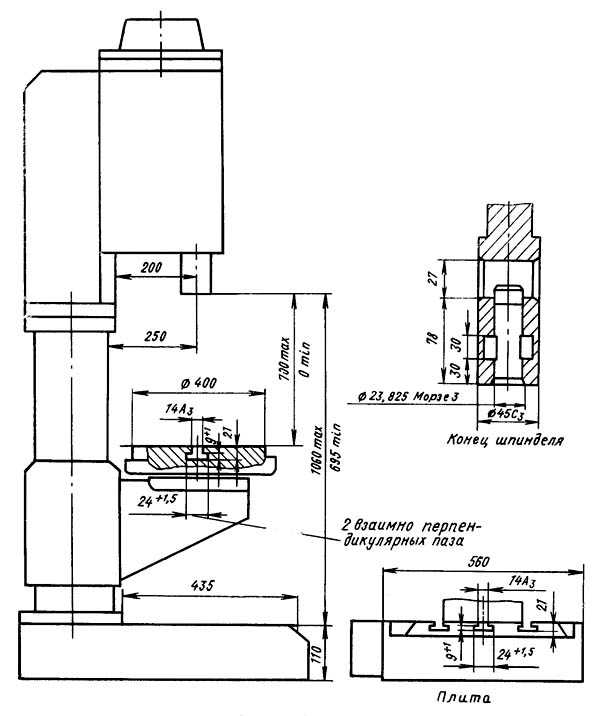
Установочный чертеж вертикально-сверлильного станка 2Н125Л
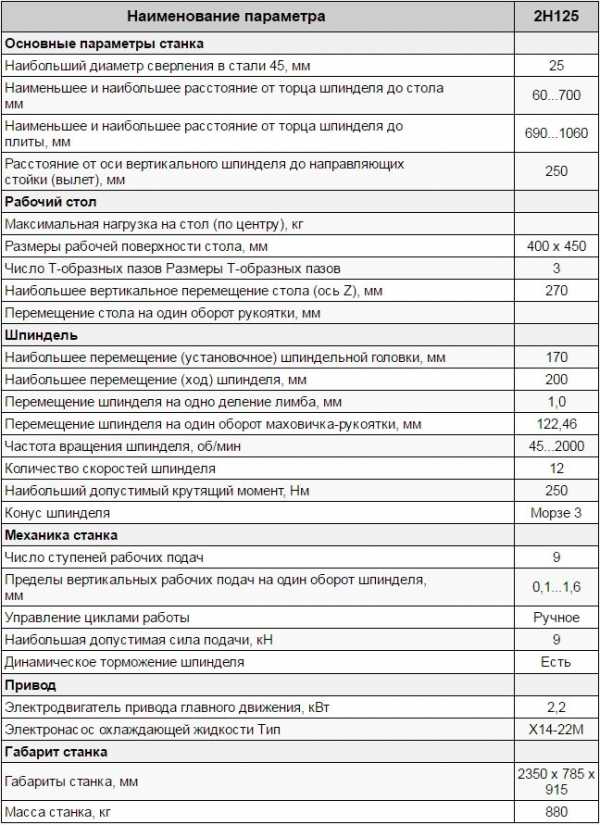
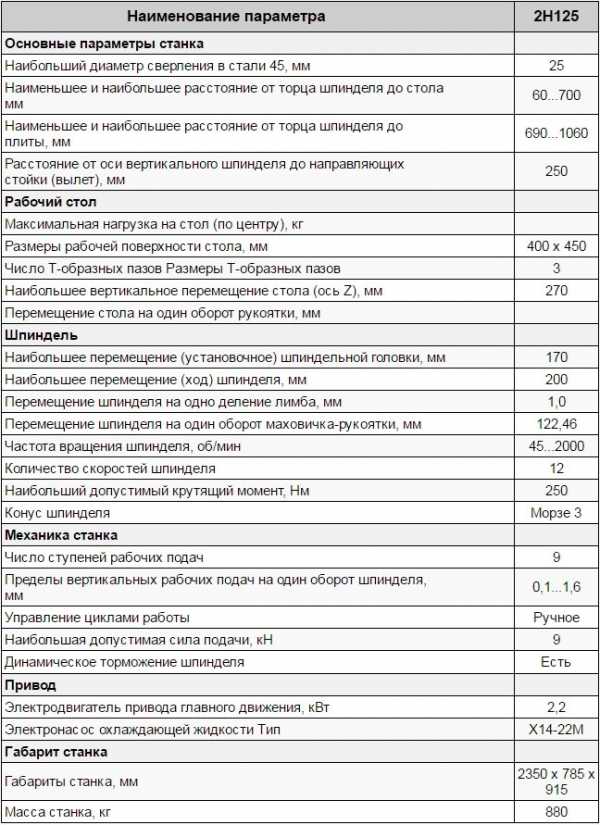
Технические характеристики станка 2Н125Л
| Основные параметры станка | ||||
| Наибольший диаметр сверления в стали 45, мм | 25 | 25 | 35 | 50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 60..700 | 0..700 | 30..750 | 0..800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 690..1060 | 845..1060 | 700..1120 | 700..1250 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 250 | 300 | 350 |
| Рабочий стол | ||||
| Максимальная нагрузка на стол (по центру), кг | ||||
| Размеры рабочей поверхности стола, мм | 400 х 450 | Ø400 | 450 х 500 | 500 х 560 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 270 | 525 | 300 | 360 |
| Перемещение стола на один оборот рукоятки, мм | 1,75 | |||
| Шпиндель | ||||
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 170 | 250 | 170 | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 200 | 150 | 250 | 300 |
| Перемещение шпинделя на одно деление лимба, мм | 1,0 | 1,0 | 1,0 | 1,0 |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 122,46 | 122,46 | 131,68 | |
| Частота вращения шпинделя, об/мин | 45..2000 | 90..1400 | 31,5..1400 | 22,4..1000 |
| Количество скоростей шпинделя | 12 | 9 | 12 | 12 |
| Наибольший допустимый крутящий момент, Нм | 250 | 88 | 400 | 800 |
| Конус шпинделя | Морзе 3 | Морзе 3 | Морзе 4 | Морзе 5 |
| Механика станка | ||||
| Число ступеней рабочих подач | 9 | 3 | 9 | 12 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1..1,6 | 0,1; 0,2; 0,3 | 0,1..1,6 | 0,05..2,24 |
| Управление циклами работы | Ручное | Ручное | Ручное | Ручное |
| Наибольшая допустимая сила подачи, кН | 9 | 5,6 | 15 | 23,5 |
| Динамическое торможение шпинделя | Есть | Есть | Есть | Есть |
| Привод | ||||
| Электродвигатель привода главного движения, кВт | 2,2 | 1,5 | 4,0 | 7,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | ПА-22 | Х14-22М | Х14-22М |
| Габарит станка | ||||
| Габариты станка, мм | 2350 х 785 х 915 | 770 х 786 х 2235 | 2535 х 825 х 1030 | 2930 х 890 х 1355 |
| Масса станка, кг | 880 | 620 | 1200 | 1870 |
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным металлорежущим станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Вертикально-сверлильный станок 2Н125Л: устройство,схемы, характеристики
Кинематическая схема вертикально-сверлильного станка 2Н125Л
Коробка скоростей вертикально-сверлильного станка 2Н125Л
Коробка скоростей предназначена для сообщения шпинделю 9 различных скоростей, за счет перемещения двух подвижных блоков. Подшипники валов коробки скоростей станка размешены в верхней 1 и нижней 2 плитах, которые стягиваются между собой стяжками 3.
Механизм коробки скоростей приводится во вращательное движение от электродвигателя через эластичную предохранительную муфту и зубчатую передачу.
Вал 4 имеет форму гильзы, шлицевое отверстие передает вращательное движение шпиндельной бабки станка.
Переключение подвижных блоков шестерен осуществляется с помощью одной рукоятки, которая имеет три фиксированных положения по окружности и вдоль оси.
Ручка 6 размещена на лицевой поверхности сверлильной головки, через шестерню 7 и круговую рейку 8 осуществляет перемещение 2 штанг 9 и 10, на котором размещены вилки переключения подвижных блоков.
Коробка подач вертикально-сверлильного станка 2Н125Л
Коробка подач сверлильного станка расположена в отдельном литом корпусе 1 и состоит из трехвалового механизма.
Вращение коробки подач станка осуществляется через шестерни 5, расположенные на гильзе 4 коробки скоростей.
На первом валу коробки подач сидит подвижная тройчатка 3. С помощью нее подается 3 автоматические подачи на шпиндельную бабку.
Переключение подвижных блоков осуществляется ручкой 4, которая с помощью шестерен 5 перемещает вилку 6, которая в свою очередь переключает подвижные блоки.
Фиксация подвижного блока шестерен производится с помощью фиксации ручки 4 и шарикового фиксатора, расположенного в вилке 6. На выходном валу коробки подач станка установлена шестерня 7, передающая крутящий момент червяку механизма подач.
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка сверлильного станка представляет собой чугунный корпус, в котором смонтированы все основные узла оборудования: коробка подач, скоростей, шпиндельная бабка и механизм подач.
Все узлы, кроме механизма подач собираются отдельно и крепятся к сверлильной головке.
Механизм подач состоит из:
- Червячной передачи;
- Вала с реечной шестерней;
- Лимба со связанными с ним деталями, рукоятки, кулачковые и храповые обгонные муфты.
Механизм подач предназначен для выполнения различных функций, а именно:
- Ручной подвод режущего инструмента к детали;
- Включения и выключение рабочей подачи;
- Ручное опережение подачи инструмента;
- Ручной отвод шпиндельной бабки вверх.
Техническая характеристика вертикально-сверлильного станка 2Н125Л
| Наибольший диаметр сверления, мм | 25 |
| Размер конуса шпинделя | Морзе 3 |
| Наибольший ход шпинделя, мм | 150 |
| Вылет шпинделя, мм | 250 |
| Диаметр рабочей поверхности стола, мм | 400 |
| Длина обработанной поверхности плиты, мм | 435 |
| Ширина обработанной поверхности плиты, мм | 560 |
| Наибольшее вертикальное перемещение стола, мм | 525 |
| Перемещение стола за 1 оборот рукоятки, мм | 1,75 |
| Наибольшее перемещение сверлильной головки, мм | 215 |
| Цена деления лимба, мм | 1 |
| Вес станка,кг | 670 |
www.metalstanki.com.ua
2.2Характеристика сверлильного станка 2н125л
1.Назначение. Универсальный облегченно-упрощенный вертикально-сверлильный станок 2Н125Л предназначен для сверления, рассверливания, зенкерования, развертывания.
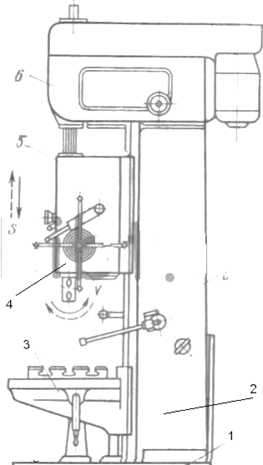
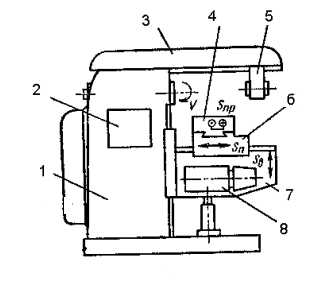
Фундаментная плита; 2. Колонна; 3. Стол; 4. Кронштейн; 5. Коробка подач; 6. Коробка скоростей.
Рисунок 2. Общий вид сверлильного станка 2Н125Л
Станок состоит из: На фундаментной плите 1 смонтирована колонна 2. В верхней части колонны расположена коробка скоростей 6, через которую шпинделю с режущим инструментом сообщают главное вращательное движение. Движение подачи (поступательное вертикально) инструмент получает через коробку подач 5, расположенную в кронштейне 4. Совмещение оси вращения инструмента с заданной осью отверстия достигается перемещением заготовки
Расшифровка 2Н125Л
Буквенно-цифирный индекс сверлильного станка 2Н125Лобозначает следующее: цифра 2- группа "сверлильные и расточные"; Буква Н1- Класс точности станка – Н1- нормальный. Цифра 25 - условный диаметр сверления.
2.3 Характеристика фрезерного станка 6н81г
1. Назначение: Фрезерный станок 6Н81Г предназначен для фрезерования плоскостей небольших деталей различной конфигурации из стали, чугуна и цветных металлов цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами. Широкая техническая характеристика станка позволяет использовать быстрорежущий инструмент. Применяется в единичном, серийном и крупносерийном производстве.
1-станина;2-коробка скоростей;3-хобот;4-стол;5-подвеска;6-салазки;7- консоль; 8-коробка передач.
Рисунок 3. Общий вид станка фрезерного 6Н81Г
2. Станок состоит из: В станине 1 станка размещена коробка скоростей 2. По вертикальным направляющим станины перемещается консоль 7. Заготовка, устанавливаемая на столе 4 в тисках или приспособлении, получает подачу в трех направлениях: продольном (перемещение салазок по направлению салазок 6), поперечном (перемещение консоли по направляющим станины). Главным движением является вращение шпинделя. Коробка подач 8 размещена в консоли. Хобот 3 служит для закрепления подвески 5, поддерживающей конец фрезерной оправки.
3.Расшифровка 6н81г
Буквенно-цифирный индекс сверлильного станка 6Н81Гобозначает следующее: цифра 6- группа фрезерных станков, Н – серия (поколение) станка; 8 – номер подгруппы , 1 – исполнение станка - типоразмер (1 - размер рабочего стола - 250 х 1000
2.5 Характеристика отрезного станка
1. Назначение: Отрезной станок предназначен для разрезания деталей без прожогов поверхностей резания и может быть использован при изготовлении образцов, для металлографического анализа, в исследовательских целях машиностроительной отрасли.
Тумба 2. Станок 3. Кожух 4. Пульт управления5. Насосная станция 6. Вертикальная стойка. 7. Верхняя ось. 8. Поворотное коромысло 9. Режущий диск 10. Электродвигатель 11. Рукоятка 12. Нижняя ось 13. Корпус 14. Упругий торсион. 15. Станина 16. Пружина 17. Эксцентриальные тиски. 18. СОЖ 19. Прозрачный экран 20. Окна 21. Резиновые щитки 22. Радиальный паз 23.Резиновые щитки 24. Пускатель 25. Кнопка Стоп.
Рисунок 4. Общий вид отрезного станка
Станок, состоит из: Тумбы 1, на которой размещен станок 2, закрытый кожухом 3, с пультом управления 4. Внутри тумбы 1 расположена насосная станция 5. Станок, выполнен в виде маятниковой пилы с двумя осями вращения в вертикальной стойке 6. На верхней оси 7 крепится поворотное коромысло 8 с приводным абразивным диском 9 и электродвигателем 10, связанные между собой клиноременной передачей (передача на чертеже не показана), в верхней части коромысла 8 расположена консольная рукоятка 11 для ручного управления режущим диском 9. Нижняя ось 12 установлена в корпусе 13 и жестко связана одним концом с вертикальной стойкой 6, а другим - с упругим торсионом 14, закрепленным на станине 15. Для частичной компенсации массы электродвигателя 10 служит пружина 16. На станине 15 установлен механизм зажима заготовок в виде эксцентриковых тисков 17, днище станины 15 выполнено вогнутым для лучшего стока смазочно-охлаждающей жидкости (СОЖ) в слив 18. Кожух 3 коробчатой формы из металлолиста спереди и сверху, имеет прозрачный экран 19, выполненный из оргстекла. С боковых сторон кожуха 3 расположены окна 20 с резиновыми щитками 21 от разбрызгивания СОЖ и для размещения длинномерного профиля, предназначенного для распиловки. Для перемещения выведенной за кожух 3 рукоятки 11 служит радиальный паз 22 с резиновыми щитками 23. Пульт управления 4 служит для включения станка пускателем 24 и остановки его кнопкой "Стоп" 25. Насосная станция 5 представляет собой емкость с фильтрующими решетками 26 и с электронасосом 27, обеспечивающим подачу СОЖ в станок 2 по шлангу 28, слив отработанной СОЖ из станка осуществляется по сливному шлангу 18.
studfiles.net
Вертикально-сверлильный станок 2Н125: технические характеристики
Среди большого разнообразия металлообрабатывающего оборудования, предлагаемого на современном рынке, немногие модели завоевали такую популярность у специалистов, как вертикально-сверлильный станок 2Н125.

Станок 2Н125 на производстве
Обладая широкой универсальностью, это устройство отличается простотой конструкции, надежностью в работе, что дает возможность эксплуатировать его на протяжении длительного времени, не теряя при этом в точности и эффективности обработки. Несмотря на то, что конструкция 2Н125 была разработана несколько десятков лет назад, по своим характеристикам этот станок не уступает многим современным моделям.
Что собой представляет станок модели 2Н125
Полностью оправдывая свою универсальность, аппарат 2Н125 позволяет эффективно выполнять целый перечень технологических операций:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
Расположение основных частей станка
В оснащении этого вертикально-сверлильного станка имеется только один шпиндельный узел, что делает конструкцию оборудования простой и надежной. На современном рынке представлен ряд модификаций данного станка с несколькими сверлильными головками, в которые можно устанавливать различные инструменты, чтобы выполнять обработку деталей с более высокой производительностью.
Устройство шпиндельного узла: 1 – гайка регулировки подшипников; 2 – шпиндель; 3 – гильза; 4 – рычаг
Технические характеристики рассматриваемого агрегата оптимально подходят для того, чтобы использовать его в условиях мелкосерийного производства. Вертикально-сверлильные станки 2Н125 лучше всего демонстрируют себя при обработке деталей средней толщины, изготовленных из стали не слишком высокой прочности. Согласно паспорту, на рассматриваемом станке можно использовать сверла, диаметр которых не превышает 25 мм. Модификации модели отличаются расширенными характеристиками: на них можно работать со сверлами диаметром до 35 мм.
Несмотря на то, что массовый выпуск вертикально-сверлильного станка 2Н125 был налажен в середине прошлого века, его до сих пор можно встретить в оснащении многих производственных предприятий. Основной причиной высокой надежности устройства является кинематическая схема, которая благодаря своим характеристикам способна эффективно работать даже в самых сложных условиях. Простота кинематической схемы также способствует тому, что в случае поломки такое оборудование можно достаточно быстро отремонтировать, используя для этого стандартный набор инструментов.
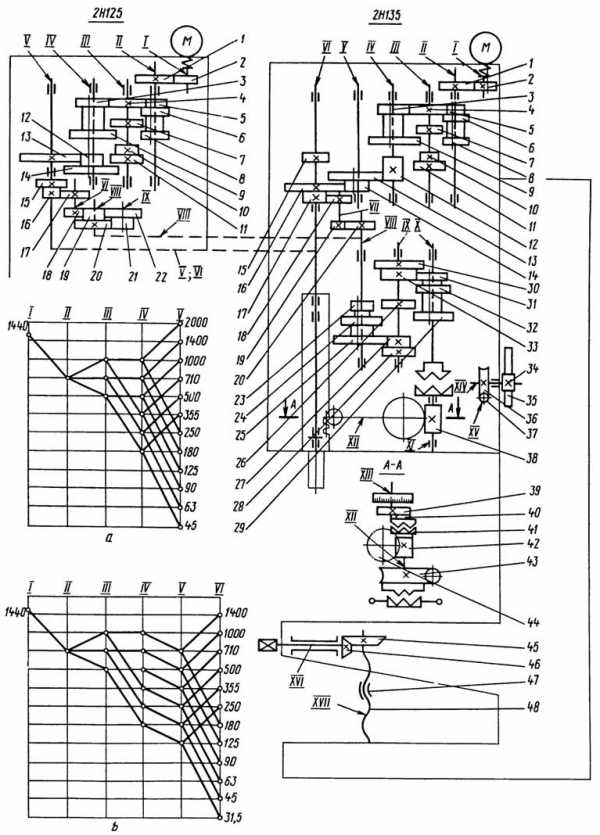
Схема кинематическая и графики вращения главного привода станка: a) 2Н125; b) 2Н135 (нажмите для увеличения)
Конечно, вертикально-сверлильный станок модели 2Н125 не отличается такими же компактными габаритами и удобством в работе, как многие современные устройства, но эти незначительные недостатки компенсируют его высокая надежность и доступная цена.Современные модификации оборудования
За длительный период своего существования вертикально-сверлильный станок модели 2Н125 был подвергнут нескольким модификациям, что было вызвано необходимостью сделать устройство более удобным в работе. Однако, если изучить технические паспорта модифицированных моделей, можно обратить внимание на то, что их кинематические схемы незначительно отличаются друг от друга. Это свидетельствует о том, что все модифицированные устройства так же надежны, как и базовая модель.

Передняя панель станка 2Н125, выпущенного полвека назад и до сих пор работающего в инструментальном цехе
На современном рынке можно встретить следующие модификации вертикально-сверлильного станка 2Н125.
2Н125АЭто модель, в которой разработчики попытались автоматизировать процесс выполнения ряда технологических операций. Перед началом обработки детали оператор станка может выставить рабочие параметры, что осуществляется при помощи регулировки специальных кулачков и манипуляций с органами управления оборудования. После того как требуемые параметры выставлены, оператору остается только включить станок и контролировать ход выполнения обработки.
2Н125СХарактеристики этого вертикально-сверлильного станка позволяют устанавливать на нем шпиндельный узел, в котором предусмотрено несколько гнезд для фиксации инструмента, что значительно повышает эффективность использования такого устройства и производительность обработки.
2Н125ННа данных вертикально-сверлильных станках, согласно паспорту, устанавливаются не только многошпиндельные сверлильные головки, но и поворотные рабочие столы, что значительно расширяет функциональность этих аппаратов и делает работу на них более удобной и производительной.
2Н125КРабочий стол таких вертикально-сверлильных станков имеет крестовую конструкцию.

Крестовой стол-тиски, размещаемый на стандартном столе станка 2Н125
2Н125Ф2Это наиболее высокотехнологичная модификация станка, оснащенная рабочей головкой револьверного типа, крестовым столом. Управление технологическими процессами обработки осуществляется при помощи системы ЧПУ.
Существует еще одна модификация рассматриваемого станка – 2Н135. В паспорте данного аппарата указано, что он позволяет сверлить отверстия диаметром до 35 мм (об этом говорят и цифры в конце маркировки).Какими техническими возможностями обладает станок базовой модели
Для того чтобы понять, какими техническими возможностями обладает рассматриваемый станок, достаточно взглянуть на его основные характеристики, полный перечень которых приведен в паспорте установки. Сюда следует отнести следующие параметры оборудования.
- Шпиндель станка может вращаться с частотой в интервале 45–2000 об/мин.
- За один оборот маховика-рукоятки шпиндель перемещается на величину 122,46 мм.
- Конструкция станка предусматривает 9 рабочих подач.
- Регулировка скорости вращения шпинделя может осуществляться по 12 ступеням.
- Оборудование соответствует классу точности «Н».
- Станок оснащен рабочим столом с габаритами 400х450 мм.
- Габаритные размеры самого станка – 2350х785х915 мм.
- Масса агрегата – 880 кг.
Подробные технические характеристики станка 2Н125
Ниже вы можете бесплатно скачать техническую документацию по станку 2Н125, а именно паспорт станка или руководство по эксплуатации. Паспорт вертикально-сверлильного станка 2Н125:СкачатьВ паспорте вертикально-сверлильного станка 2Н125 представлены более полные характеристики оборудования, а также схема сборки и дополнительная информация (год выпуска, модификация и др.). Кроме того, в паспорте указаны полезные сведения о материалах, которые были использованы при изготовлении отдельных конструктивных элементов станка. Несмотря на то, что станок предназначен для работы от трехфазной электрической сети с напряжением 380 В, его можно подключить и к однофазной сети, но в этом случае мощность оборудования будет ниже.
Рассматриваемый вертикально-сверлильный станок настраивается и управляется полностью вручную. За вертикальное перемещение шпинделя отвечает специальная ручка-маховик, которая имеет надежную конструкцию и при правильном уходе и своевременной смазке способна прослужить длительное время без поломок и неточностей в работе.
Органы управления вертикально-сверлильного станка 2h225
Базовая модель станка, как уже говорилось выше, оснащена одношпиндельной сверлильной головкой, которая устанавливается в конусное отверстие шпиндельного узла, выполненное по стандарту Морзе 3. При использовании на модифицированных аппаратах многошпиндельной головки в нее устанавливается сразу несколько режущих инструментов, необходимых для выполнения обработки. Чтобы выбрать требуемый в данный момент инструмент, такую головку проворачивают и фиксируют в заданном положении при помощи специальных гаек.
Таким образом, конструкция вертикально-сверлильного станка 2Н125 достаточно проста, что тем не менее не мешает его эффективному использованию для точной и качественной обработки деталей, изготовленных из различных металлов.Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
2н125л — sovetskyfilm.ru
2Н125Л — Станок вертикально-сверлильный

Технические характеристики:
Станки модели 2н125л предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Наибольший диаметр сверления в стали, мм 25Конус Морзе шпинделя № 3Расстояние оси шпинделя до направляющих колонны, мм 250Наибольший ход шпинделя, мм 200
Расстояние от торца шпинделя:
До стола, мм 60 – 700До плиты, мм 690 – 1060
Наибольшее (установочное) перемещение сверлильной головки, мм 170Перемещение шпинделя за один оборот штурвала, мм 122, 46Рабочая поверхность стола, мм 400 х 450Наибольший ход стола, мм 270
Установочный размер Т-образных пазов в столе:
Центрального 14Н9Крайних 14Н11
Расстояние между двумя Т-образными пазами, мм 80Количество скоростей шпинделя 12Пределы чисел оборотов шпинделя, об/мин 45 – 2000Количество подач 9Пределы подач, мм/об 0,1 – 1,6Наибольшее количество нарезаемых отверстий, в час 60
Электродвигатель главного движения:
Тип 4А90L4Мощность, кВт 2,2
Габариты станка, мм (высота х ширина х длина) 2350х785х915Вес станка, кг 880Завод изготовитель Г. Молодечно
ООО «СТЭК» продает станок токарно-винторезный 2Н125 1985 г.в. в раб. сост.
Фундаментная плита; 2. Колонна; 3. Стол; 4. Кронштейн; 5. Коробка подач; 6. Коробка скоростей.
Рисунок 2. Общий вид сверлильного станка 2Н125Л
Станок состоит из. На фундаментной плите 1 смонтирована колонна 2. В верхней части колонны расположена коробка скоростей 6, через которую шпинделю с режущим инструментом сообщают главное вращательное движение. Движение подачи (поступательное вертикально) инструмент получает через коробку подач 5, расположенную в кронштейне 4. Совмещение оси вращения инструмента с заданной осью отверстия достигается перемещением заготовки
Буквенно-цифирный индекс сверлильного станка 2Н125Лобозначает следующее: цифра 2- группа «сверлильные и расточные»; Буква Н1- Класс точности станка – Н1- нормальный. Цифра 25 — условный диаметр сверления.
2.3 Характеристика фрезерного станка 6н81г
1. Назначение: Фрезерный станок 6Н81Г предназначен для фрезерования плоскостей небольших деталей различной конфигурации из стали, чугуна и цветных металлов цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами. Широкая техническая характеристика станка позволяет использовать быстрорежущий инструмент. Применяется в единичном, серийном и крупносерийном производстве.
1-станина;2-коробка скоростей;3-хобот;4-стол;5-подвеска;6-салазки;7- консоль; 8-коробка передач.
Рисунок 3. Общий вид станка фрезерного6Н81Г
2. Станок состоит из. В станине 1 станка размещена коробка скоростей 2. По вертикальным направляющим станины перемещается консоль 7. Заготовка, устанавливаемая на столе 4 в тисках или приспособлении, получает подачу в трех направлениях: продольном (перемещение салазок по направлению салазок 6), поперечном (перемещение консоли по направляющим станины). Главным движением является вращение шпинделя. Коробка подач 8 размещена в консоли. Хобот 3 служит для закрепления подвески 5, поддерживающей конец фрезерной оправки.
3.Расшифровка 6н81г
Буквенно-цифирный индекс сверлильного станка 6Н81Г обозначает следующее: цифра 6 — группа фрезерных станков, Н – серия (поколение) станка; 8 – номер подгруппы. 1 – исполнение станка — типоразмер (1 — размер рабочего стола — 250 х 1000
2.5 Характеристика отрезного станка
1. Назначение: Отрезной станок предназначен для разрезания деталей без прожогов поверхностей резания и может быть использован при изготовлении образцов, для металлографического анализа, в исследовательских целях машиностроительной отрасли.
Тумба 2. Станок 3. Кожух 4. Пульт управления5. Насосная станция 6. Вертикальная стойка. 7. Верхняя ось. 8. Поворотное коромысло 9. Режущий диск 10. Электродвигатель 11. Рукоятка 12. Нижняя ось 13. Корпус 14. Упругий торсион. 15. Станина 16. Пружина 17. Эксцентриальные тиски. 18. СОЖ 19. Прозрачный экран 20. Окна 21. Резиновые щитки 22. Радиальный паз 23.Резиновые щитки 24. Пускатель 25. Кнопка Стоп.
Рисунок 4. Общий вид отрезного станка
Станок, состоит из: Тумбы 1, на которой размещен станок 2, закрытый кожухом 3, с пультом управления 4. Внутри тумбы 1 расположена насосная станция 5. Станок, выполнен в виде маятниковой пилы с двумя осями вращения в вертикальной стойке 6. На верхней оси 7 крепится поворотное коромысло 8 с приводным абразивным диском 9 и электродвигателем 10, связанные между собой клиноременной передачей (передача на чертеже не показана), в верхней части коромысла 8 расположена консольная рукоятка 11 для ручного управления режущим диском 9. Нижняя ось 12 установлена в корпусе 13 и жестко связана одним концом с вертикальной стойкой 6, а другим — с упругим торсионом 14, закрепленным на станине 15. Для частичной компенсации массы электродвигателя 10 служит пружина 16. На станине 15 установлен механизм зажима заготовок в виде эксцентриковых тисков 17, днище станины 15 выполнено вогнутым для лучшего стока смазочно-охлаждающей жидкости (СОЖ) в слив 18. Кожух 3 коробчатой формы из металлолиста спереди и сверху, имеет прозрачный экран 19, выполненный из оргстекла. С боковых сторон кожуха 3 расположены окна 20 с резиновыми щитками 21 от разбрызгивания СОЖ и для размещения длинномерного профиля, предназначенного для распиловки. Для перемещения выведенной за кожух 3 рукоятки 11 служит радиальный паз 22 с резиновыми щитками 23. Пульт управления 4 служит для включения станка пускателем 24 и остановки его кнопкой «Стоп» 25. Насосная станция 5 представляет собой емкость с фильтрующими решетками 26 и с электронасосом 27, обеспечивающим подачу СОЖ в станок 2 по шлангу 28, слив отработанной СОЖ из станка осуществляется по сливному шлангу 18.
Вертикально-сверлильные станки 2Н125 выпускались в период с 1965 по 1990 гг. Стерлитамакским станкостроительным заводом. Они относятся к предпоследней серии подобного оборудования, которое изготавливалось на этом предприятии.
Конструкция станка

Одним из основных критериев выбора станков этого типа является условный диаметр сверления. Для этой модели он составляет 25 мм. Благодаря универсальности и относительной простоте конструкции станки 2Н125 могут использоваться для комплектации мелкосерийных производств, ремонтных мастерских.
Оборудование предназначено для выполнения операций сверления, зенкования, рассверливания и аналогичных им функций. Характеристики пределов подач и регулировка оборотов шпинделя позволяет выбирать оптимальный режим обработки стальных заготовок. В качестве режущего инструмента можно использовать сверла всех типов. Для нарезания резьбы устанавливаются метчики различных размеров.
К особенностям конструкции относят следующие факторы:
- ручное управление. Подача выполняется вручную, при этом возможно изменить режим работы без полной остановки шпинделя;
- наличие реверсивного устройства. Оно необходимо для формирования точной резьбы;
- высокий показатель устойчивости. Этому способствует относительно большая масса конструкции и эргономичное размещение компонентов станка;
Доступ к управлению параметрами и ремонту электрооборудования осуществляется через специальный шкаф, расположенный в задней части конструкции. Для уменьшения нагрева детали во время обработки есть система подачи охлаждающей жидкости. Патрубок располагается над рабочим столом и имеет функцию изменения положения относительно поверхности обрабатываемой детали.
Сверлильная головка изготовлена методом литья. Внутри нее установлены все основные компоненты станка: коробка передач, шпиндель, механизм переключения скоростей.
Технические характеристики оборудования
Ознакомление с техническими характеристиками вертикально-сверлильного станка 2Н125 следует начать с анализа основных параметров. К ним относятся масса, которая составляет 880 кг и габариты – 235*78,5*91,5 см. Они позволяют установить оборудования на ограниченной площади рабочего помещения.
Помимо этого, к основным техническим характеристикам оборудования относят расстояния от рабочего торца шпиндельной головки до рабочего стола – от 6 до 70 см. Если же выполняется обработка деталей с относительно небольшой толщиной, следует учитывать другой показатель – степень удаления от шпинделя до рабочей поверхности плиты – от 69 до 106 см.
В паспорте станка указаны другие, не менее важные характеристики оборудования 2Н125. К ним относятся параметры рабочего стола:
- номинальный размер – 40*45 см;
- количество пазов Т-образной формы для фиксации заготовки – 3 шт.;
- вертикальное перемещение на максимальное расстояние 27 см.
Для выполнения операций сверления в конструкции есть многофункциональная шпиндельная головка. Для выбора оптимального режима обработки следует знать основные характеристики этого компонента станка:
- параметры смещения. Установочное составляет 17 см, на ход – 20 см;
- границы частоты вращения головки, об/мин – от 45 до 2000;
- число скоростей составляет 12;
- максимальный крутящий момент, Нм – 250.
Вертикально сверлильный станок 2Н125 имеет конус шпинделя Морзе 3. Это необходимо учитывать при выборе инструмента обработки, а также установки режима функционирования.
Для станка 2Н125 характерно 9 ступней подач. Быстрая смена инструмента обеспечивается механизмом оперативной остановки шпинделя.
Номинальная мощность электродвигателя главного привода составляет 2,2 кВт. Но помимо него в конструкции есть электронасос для подачи охлаждающей жидкости в зону обработки материалов.
Основные правила эксплуатации
После установки оборудования необходимо ознакомиться с инструкцией по эксплуатации. Преимуществом такого типа оборудования являются минимальные требования, предъявляемые к условиям работы. Главное – проконтролировать отсутствие внешних и внутренних дефектов на рабочих органах станка.
Установку следует выполнять на твердую поверхность, которая выдержит вес оборудования. По окончании первичной наладки режимов станок должен поработать на холостом ходу некоторое время. Затем можно устанавливать сверла и выполнять пробную обработку металлических изделий.
Рабочий должен ознакомиться с правилами безопасности перед началом работы. Обязательно применение специальных защитных средств: перчаток, очков и рабочей одежды. В случае возникновения неполадок станок полностью отключается от электросети и только затем выполняются профилактические работы.
В видеоматериале представлен обзор аналогичной модели 2Н125Л:
Сведения о производителе вертикально-сверлильного станка 2Н106П
Изготовитель вертикальных сверлильных станков модели 2Н125Л — Молодечненский станкостроительный завод МСЗ . основанный в 1947 году.
Завод основан в 1947 году и является одним из старейших предприятий станкостроительной отрасли в производстве вертикально-сверлильных станков.
Перечень выпускаемой продукции, выпускаемой Молодечненским станкостроительным заводом:
- настольные вертикально-сверлильные станки 2С108П, МН16Н, МН25Л, МН25-Н-01
- резьбонарезной автомат МН56
- гайконарезные автоматы 2АО61, МН62, МН63, МН64
- балансировочный станок 9А715Р
- центровально-подрезные станки 2А911, 2А911-01
- станки для автосервиса МН9011-01, МН9022-01, МП9012, МС9012-02
- редукторы
Сверлильные станки. Общие сведения.
Синонимы: drilling machine, bench type drilling machine, centre drilling machine, co-ordinate drilling machine, radial drilling machine, deep drilling machine, multi spindle drilling machine, centre drilling machine
Сверлильные станки предназначены для сверления, зенкования, зенкерования, развертывания отверстий, для подрезания торцов изделий и нарезания резьб метчиками. Применяются они в основном в единичном и мелкосерийном производстве, а некоторые модификации этих станков — в условиях массового и крупносерийного производства.
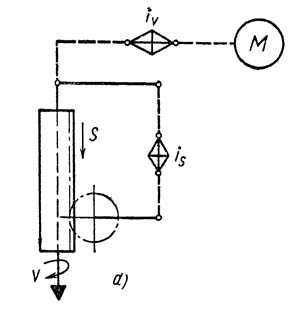
Кинематические связи вертикально-сверлильного станка
Основными формообразующими движениями при сверлильных операциях являются: главное — вращательное движение v и движение подачи s шпинделя станка. Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки iv и is. посредством которых устанавливается необходимая скорость вращения инструмента и его подача.
Основными параметрами станка являются наибольший диаметр сверления отверстия по стали, вылет и максимальный ход шпинделя
Сверлильные станки подразделяются на
- Станки сверлильные настольные служат для обработки отверстий диаметром до 16 мм (например, в приборостроении). Настольные станки строят для наибольшего условного диаметра сверления отверстий в стальных деталях (σв = 500 ÷ 600 Мн/м2) 3; 6; 12 и 16 мм.
- Станки вертикально-сверлильные (колонные) служат для обработки отверстий диаметром — 18; 25; 35; 50 и 75 мм, используются для получения отверстий в деталях относительно небольшого размера в условиях индивидуального и мелкосерийного производства, в ремонтных цехах и т. п.
- Станки радиально-сверлильные для обработки тяжёлых и крупногабаритных деталей. Вылет радиально-сверлильных станков составляет 1300 ÷ 2000 мм.
- Станки координатно-сверлильные предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться сверлильные операции, чистовое фрезерование, разметка и проверка линейных размеров, в частности межцентровых расстояний.
- Станки сверлильно-фрезерные комбинированные
- Станки для глубокого сверления (горизонтально-сверлильные) обычно используют при обработке глубоких отверстий (например, в осях, валах, стволах стрелковых и артиллерийских систем и т. п.).
- Станки центровальные служат для получения в торцах заготовок центровых отверстий.
- Станки сверлильные многошпиндельные служат для одновременной обработки (главным образом сверления) нескольких отверстий.
В промышленности наибольшее распространение получили вертикально-сверлильные и радиально-сверлильные станки.
2Н125Л Назначение и область применения сверлильного станка
Станок вертикально-сверлильный универсальный модели 2Н125Л, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами и применяется во вспомогательных и основных немеханических цехах машиностроительных заводов, а также в ремонтных службах немашиностроительных предприятий.
На станке можно обрабатывать детали, устанавливаемые как на столе, так и на плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения.
Вертикально-сверлильный станок модели 2Н125Л предназначен для выполнения широкого круга сверлильных операций: сверления, рассверливания, зенкерования, развертывания. На станке допускается нарезание резьб с ручным управлением реверсирования шпинделя. На станке можно обрабатывать детали на фундаментной плите. Наличие круглого поворотного стола позволяет обрабатывать отверстия в деталях без их перемещения по столу (либо с незначительным перемещением), что значительно облегчает обслуживание станка.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках 2Н125Л механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
На станке допускается нарезание резьб с ручным реверсированием шпинделя.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2Н125Л
МН25Н-01 — Ø20 — производитель Молодечненский станкостроительный завод МСЗ, РУП
2Н125Л, МН25Л — Ø25 — производитель Молодечненский станкостроительный завод МСЗ, РУП
2Т125 — Ø25 — производитель Гомельский завод станочных узлов, РУП
Z4025-2 — Ø25 — производитель Guangzhou Pearl River Machine Tool Works Co. Ltd Китай
Z5025-1A, Z5025-1B, Z5025-3A, Z5025-3B — Ø25 — производитель Guangzhou Pearl River Machine Tool Works Co. Ltd Китай
Габарит рабочего пространства сверлильного станка 2Н125Л
Общий вид сверлильного станка 2Н125Л


Расположение основных частей сверлильного станка 2Н125Л
- Привод 2Н125Л.21.000
- Тиски поворотные*) 2Н125Л.60.000
- Охлаждение 2Н1251.80.000
- Электрооборудование 2Н125Л.90.000
- Коробка скоростей 2Н1251.20.000
- Коробка подач 2Н1251.30.000
- Шпиндель 2Н125Л.50.000
- Колонна, стол, плита 2Н125Л.10.000
- Механизм подъема стола 2Н125Л.11.000
- Сверлильная головка 2Н125Л.40.000
Расположение органов управления сверлильного станка 2Н125Л
Перечень органов управления сверлильного станка 2Н125Л
- Вводной выключатель
- Кнопка включения левого вращения шпинделя
- Кнопка включения правого вращения шпинделя
- Лампа контроля сети
- Кнопка «Стоп»
- Рукоятка переключения скоростей
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Рукоятка механизма подач
- Кулачок для настройки глубины обработки
- Квадрат для ручного перемещения сверлильной головки
- Тумблер включения охлаждения
- Тумблер проворота шпинделя
- Выключатель освещения
Кинематическая схема вертикально-сверлильного станка 2Н125Л
Конструкция вертикально-сверлильного станка 2Н125Л
Коробка скоростей
Коробка скоростей (рис.6) сообщает шпинделю различные числа оборотов, что осуществляется двумя передвижными тройчатками. Опоры валов коробки скоростей размещены в двух плитах: верхней 5 и нижней I, которые стянуты между собой четырьмя стяжками 4. Механизм коробки скоростей приводится во вращение от электродвигателя через эластичную муфту и зубчатую передачу. Последний вал коробки скоростей представляет собой полую гильзу 3, шлицевое отверстие которой передает вращение шпинделю станка. На этой же гильзе крепится шестерня 2 привода коробки подач.
Переключение блоков шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет по три фиксированных положения по окружности и вдоль оси. Рукоятка 6 располагается на лицевой поверхности сверлильной головки и через шестерню 7 и круговую рейку 8 перемещает две штанги 9 и 10, на которых закреплены вилки, связанные с переключаемыми блоками. Дополнительная фиксация положения блоков шестерен производится за счет фиксации штанг 9 и 10 при помощи шариковых фиксаторов. Все валы коробки скоростей шлицевые, что значительно упрощает сборку. Все механизмы коробки скоростей собираются отдельно и монтируются в сверлильной головке. Смазка механизмов коробки скоростей так же, как и прочих механизмов в сверлильной головке, производится от шестеренного насоса, имеющегося в коробке подач. Для контроля работы маслонасоса имеется специальный маслоуказатель в корпусе привода.
Привод станка
Привод (рис.7) служит для обеспечения эластичной связи вала электродвигателя с коробкой скоростей станка.
Привод состоит из отдельного корпуса I, на котором монтируется электродвигатель. На валу электродвигателя закрепляется полумуфта 2, которая при помощи пальцев 3 и резинового кольца 4 передает вращение полумуфте-шестерне 5. Полумуфта-шестерня зацепляется с первичной шестерней коробки скоростей.
Коробка подач
Коробка подач (рис.8) представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе 4. Привод коробки подач осуществляется от шестерни 5, сидящей на гильзе 3 (рис.6) коробки скоростей.
На первом валу коробки подач имеется передвижной блок-шестерня 2 (рис. 8). при помощи которого осуществляется три автоматические подачи шпинделя. Переключение блоков-шестерен осуществляется одной ручкой 3, которая при помощи шестерен 5 передвигает вилку б, связанную с переключаемым блоком.
Фиксация положения блоков-шестерен производится за счет фиксации ручки 3 и шарикового фиксатора, имеющегося в вилке 6. На выходном валу коробки подач установлена шестерня I, передающая вращение на червяк механизма подач.
Предохранительная муфта служит для выключения механической подачи при достижении заданной глубины обработки и находится на входном валу сверлильной головки.
Сверлильная головка
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
Электрооборудование и электрическая схема сверлильного станка 2Н125Л
Электрооборудование вертикально-сверлильного станка 2Н125Л
На станке установлен короткозамкнутый асинхронный электродвигатель. На станке могут применяться следующие величины напряжения переменного тока частотой 50 или 60 Гц:
- силовая цепь 220, 380, 440 В
- цепь управления 110 В
- цепь местного освещения 24 В
- цепь сигнализации 24 В
Установочный чертеж вертикально-сверлильного станка 2Н125Л
Технические характеристики станка 2Н125Л
Среди большого разнообразия металлообрабатывающего оборудования, предлагаемого на современном рынке, немногие модели завоевали такую популярность у специалистов, как вертикально-сверлильный станок 2Н125.

Станок 2Н125 на производстве
Обладая широкой универсальностью, это устройство отличается простотой конструкции, надежностью в работе, что дает возможность эксплуатировать его на протяжении длительного времени, не теряя при этом в точности и эффективности обработки. Несмотря на то, что конструкция 2Н125 была разработана несколько десятков лет назад, по своим характеристикам этот станок не уступает многим современным моделям.
Что собой представляет станок модели 2Н125
Полностью оправдывая свою универсальность, аппарат 2Н125 позволяет эффективно выполнять целый перечень технологических операций:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
Расположение основных частей станка
В оснащении этого вертикально-сверлильного станка имеется только один шпиндельный узел, что делает конструкцию оборудования простой и надежной. На современном рынке представлен ряд модификаций данного станка с несколькими сверлильными головками, в которые можно устанавливать различные инструменты, чтобы выполнять обработку деталей с более высокой производительностью.
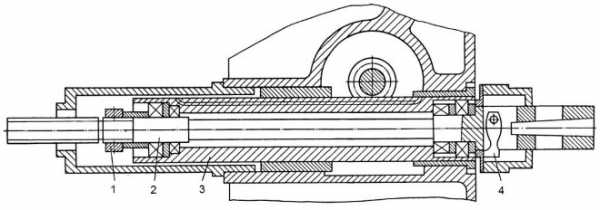
Устройство шпиндельного узла: 1 – гайка регулировки подшипников; 2 – шпиндель; 3 – гильза; 4 – рычаг
Технические характеристики рассматриваемого агрегата оптимально подходят для того, чтобы использовать его в условиях мелкосерийного производства. Вертикально-сверлильные станки 2Н125 лучше всего демонстрируют себя при обработке деталей средней толщины, изготовленных из стали не слишком высокой прочности. Согласно паспорту, на рассматриваемом станке можно использовать сверла, диаметр которых не превышает 25 мм. Модификации модели отличаются расширенными характеристиками: на них можно работать со сверлами диаметром до 35 мм.
Несмотря на то, что массовый выпуск вертикально-сверлильного станка 2Н125 был налажен в середине прошлого века, его до сих пор можно встретить в оснащении многих производственных предприятий. Основной причиной высокой надежности устройства является кинематическая схема, которая благодаря своим характеристикам способна эффективно работать даже в самых сложных условиях. Простота кинематической схемы также способствует тому, что в случае поломки такое оборудование можно достаточно быстро отремонтировать, используя для этого стандартный набор инструментов.
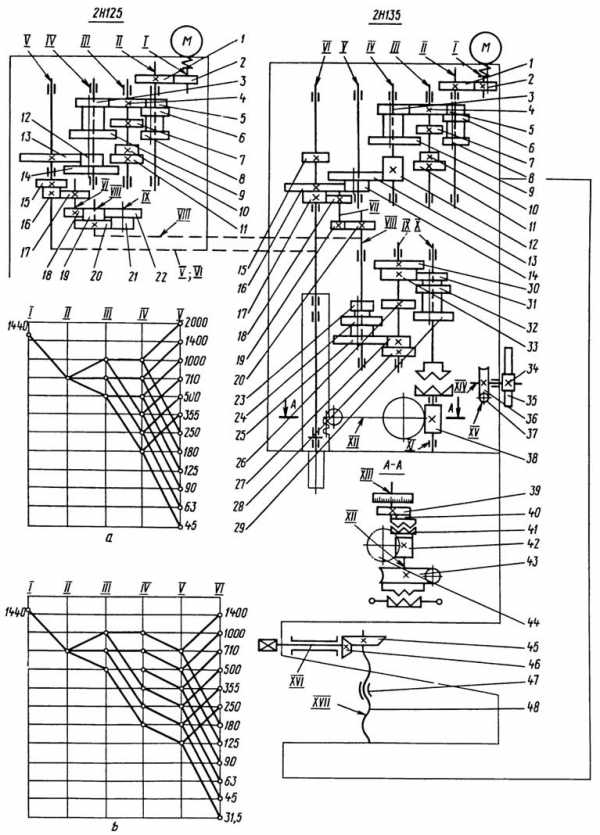
Схема кинематическая и графики вращения главного привода станка: a) 2Н125; b) 2Н135 (нажмите для увеличения)
Конечно, вертикально-сверлильный станок модели 2Н125 не отличается такими же компактными габаритами и удобством в работе, как многие современные устройства, но эти незначительные недостатки компенсируют его высокая надежность и доступная цена.
Современные модификации оборудования
За длительный период своего существования вертикально-сверлильный станок модели 2Н125 был подвергнут нескольким модификациям, что было вызвано необходимостью сделать устройство более удобным в работе. Однако, если изучить технические паспорта модифицированных моделей, можно обратить внимание на то, что их кинематические схемы незначительно отличаются друг от друга. Это свидетельствует о том, что все модифицированные устройства так же надежны, как и базовая модель.

Передняя панель станка 2Н125, выпущенного полвека назад и до сих пор работающего в инструментальном цехе
На современном рынке можно встретить следующие модификации вертикально-сверлильного станка 2Н125.
Это модель, в которой разработчики попытались автоматизировать процесс выполнения ряда технологических операций. Перед началом обработки детали оператор станка может выставить рабочие параметры, что осуществляется при помощи регулировки специальных кулачков и манипуляций с органами управления оборудования. После того как требуемые параметры выставлены, оператору остается только включить станок и контролировать ход выполнения обработки.
Характеристики этого вертикально-сверлильного станка позволяют устанавливать на нем шпиндельный узел, в котором предусмотрено несколько гнезд для фиксации инструмента, что значительно повышает эффективность использования такого устройства и производительность обработки.
На данных вертикально-сверлильных станках, согласно паспорту, устанавливаются не только многошпиндельные сверлильные головки, но и поворотные рабочие столы, что значительно расширяет функциональность этих аппаратов и делает работу на них более удобной и производительной.
Рабочий стол таких вертикально-сверлильных станков имеет крестовую конструкцию.

Крестовой стол-тиски, размещаемый на стандартном столе станка 2Н125
Это наиболее высокотехнологичная модификация станка, оснащенная рабочей головкой револьверного типа, крестовым столом. Управление технологическими процессами обработки осуществляется при помощи системы ЧПУ.
Существует еще одна модификация рассматриваемого станка – 2Н135. В паспорте данного аппарата указано, что он позволяет сверлить отверстия диаметром до 35 мм (об этом говорят и цифры в конце маркировки).
Какими техническими возможностями обладает станок базовой модели
Для того чтобы понять, какими техническими возможностями обладает рассматриваемый станок, достаточно взглянуть на его основные характеристики, полный перечень которых приведен в паспорте установки. Сюда следует отнести следующие параметры оборудования.
- Шпиндель станка может вращаться с частотой в интервале 45–2000 об/мин.
- За один оборот маховика-рукоятки шпиндель перемещается на величину 122,46 мм.
- Конструкция станка предусматривает 9 рабочих подач.
- Регулировка скорости вращения шпинделя может осуществляться по 12 ступеням.
- Оборудование соответствует классу точности «Н».
- Станок оснащен рабочим столом с габаритами 400х450 мм.
- Габаритные размеры самого станка – 2350х785х915 мм.
- Масса агрегата – 880 кг.
Подробные технические характеристики станка 2Н125
Ниже вы можете бесплатно скачать техническую документацию по станку 2Н125, а именно паспорт станка или руководство по эксплуатации.
Паспорт вертикально-сверлильного станка 2Н125: Скачать
В паспорте вертикально-сверлильного станка 2Н125 представлены более полные характеристики оборудования, а также схема сборки и дополнительная информация (год выпуска, модификация и др.). Кроме того, в паспорте указаны полезные сведения о материалах, которые были использованы при изготовлении отдельных конструктивных элементов станка. Несмотря на то, что станок предназначен для работы от трехфазной электрической сети с напряжением 380 В, его можно подключить и к однофазной сети, но в этом случае мощность оборудования будет ниже.
Рассматриваемый вертикально-сверлильный станок настраивается и управляется полностью вручную. За вертикальное перемещение шпинделя отвечает специальная ручка-маховик, которая имеет надежную конструкцию и при правильном уходе и своевременной смазке способна прослужить длительное время без поломок и неточностей в работе.
Органы управления вертикально-сверлильного станка 2h225
Базовая модель станка, как уже говорилось выше, оснащена одношпиндельной сверлильной головкой, которая устанавливается в конусное отверстие шпиндельного узла, выполненное по стандарту Морзе 3. При использовании на модифицированных аппаратах многошпиндельной головки в нее устанавливается сразу несколько режущих инструментов, необходимых для выполнения обработки. Чтобы выбрать требуемый в данный момент инструмент, такую головку проворачивают и фиксируют в заданном положении при помощи специальных гаек.
Таким образом, конструкция вертикально-сверлильного станка 2Н125 достаточно проста, что тем не менее не мешает его эффективному использованию для точной и качественной обработки деталей, изготовленных из различных металлов.
Внимание, только СЕГОДНЯ!sovetskyfilm.ru
Сверлильный станок 2н125 технические характеристики
Вертикально-сверлильный станок 2н125 — обзор
Поиск идеального инструмента – это всегда непростая задача для профессионала. А если при покупке, помимо всего прочего, нужно уложиться в определенный бюджет, то и вовсе спектр возможных приобретений значительно сужается. В данной статье мы поговорим о сверлильных станках, в частности, о детище отечественного Стерлитамакского завода – агрегате 2н125.
Этот станок рассчитан на мелкосерийное или единичное производство и способен справиться с такими задачами, как сверление и рассверливание, зенкерование, развертывание и многое другое. Данная модель была спроектирована и впервые введена в эксплуатацию еще в середине прошлого века, однако надежность, обеспеченная простотой конструкции и качеством материалов, до сих пор возглавляет список преимуществ вертикально-сверлильных станков 2н125.
При этом технике свойственны такие плюсы как доступность (постсоветское оборудование всегда отличалось небольшой себестоимостью) и простота обслуживания. Другой вопрос, может ли конкурировать эта техника с западными аналогами по параметрам удобства в эксплуатации, безопасности и точности.
В общем, чтобы опытные мастера и любители, посещающие наш портал, получили максимально объективное представление о данной модели, рассмотрим подробнее сферу ее применения и технические характеристики.
Где используется?
Как и знаменитый агрегат 2Н135 модель 2Н125 рассчитана на невысокие объемы производства. Техника идеально подойдет как для установки в небольшом мелкосерийном цеху, так и для работы в бытовых условиях. Сверлильный станок 2н125 имеет условный диаметр сверления 25 миллиметров. С его помощью можно не только сверлить и рассверливать отверстия, но также выполнять ряд других операций.
При этом оператор станка может самостоятельно выбирать частоту оборотов и режим подачи шпинделя, что позволяет оптимально задействовать ресурсы техники для выполнения конкретной задачи. Станок способен работать с самыми разными отверстиями и материалами максимально эффективно, что также стоит отметить как преимущество модели. Оборудование относится к категории размещения 4 в соответствии с ГОСТ 15150-69.

Поскольку возраст этой модели составляет уже не одно десятилетие, было бы дико, если бы столь популярная техника за все время своего существования не подверглась бы ни единой модификации. В этом плане производитель позаботился об удовлетворении самых специфичных потребностей мастера, предложив несколько возможных вариаций сверлильного станка 2н125
prostostanok.ru
Вертикально сверлильный станок 2Н125Л
Коробка скоростей предназначена для сообщения шпинделю 9 различных скоростей, за счет перемещения двух подвижных блоков. Подшипники валов коробки скоростей станка размешены в верхней 1 и нижней 2 плитах, которые стягиваются между собой стяжками 3.
Механизм коробки скоростей приводится во вращательное движение от электродвигателя через эластичную предохранительную муфту и зубчатую передачу.
Вал 4 имеет форму гильзы, шлицевое отверстие передает вращательное движение шпиндельной бабки станка.
Переключение подвижных блоков шестерен осуществляется с помощью одной рукоятки, которая имеет три фиксированных положения по окружности и вдоль оси.
Ручка 6 размещена на лицевой поверхности сверлильной головки, через шестерню 7 и круговую рейку 8 осуществляет перемещение 2 штанг 9 и 10, на котором размещены вилки переключения подвижных блоков.
Коробка подач сверлильного станка расположена в отдельном литом корпусе 1 и состоит из трехвалового механизма.
Вращение коробки подач станка осуществляется через шестерни 5, расположенные на гильзе 4 коробки скоростей.
На первом валу коробки подач сидит подвижная тройчатка 3. С помощью нее подается 3 автоматические подачи на шпиндельную бабку.
Переключение подвижных блоков осуществляется ручкой 4, которая с помощью шестерен 5 перемещает вилку 6, которая в свою очередь переключает подвижные блоки.
Фиксация подвижного блока шестерен производится с помощью фиксации ручки 4 и шарикового фиксатора, расположенного в вилке 6. На выходном валу коробки подач станка установлена шестерня 7, передающая крутящий момент червяку механизма подач.
Сверлильная головка сверлильного станка представляет собой чугунный корпус, в котором смонтированы все основные узла оборудования: коробка подач, скоростей, шпиндельная бабка и механизм подач.
Все узлы, кроме механизма подач собираются отдельно и крепятся к сверлильной головке.
Механизм подач состоит из:
- Червячной передачи;
- Вала с реечной шестерней;
- Лимба со связанными с ним деталями, рукоятки, кулачковые и храповые обгонные муфты.
Механизм подач предназначен для выполнения различных функций, а именно:
- Ручной подвод режущего инструмента к детали;
- Включения и выключение рабочей подачи;
- Ручное опережение подачи инструмента;
- Ручной отвод шпиндельной бабки вверх.
| Наибольший диаметр сверления, мм | 25 |
| Размер конуса шпинделя | Морзе 3 |
| Наибольший ход шпинделя, мм | 150 |
| Вылет шпинделя, мм | 250 |
| Диаметр рабочей поверхности стола, мм | 400 |
| Длина обработанной поверхности плиты, мм | 435 |
| Ширина обработанной поверхности плиты, мм | 560 |
| Наибольшее вертикальное перемещение стола, мм | 525 |
| Перемещение стола за 1 оборот рукоятки, мм | 1,75 |
| Наибольшее перемещение сверлильной головки, мм | 215 |
| Цена деления лимба, мм | 1 |
| Вес станка,кг | 670 |
www.metalstanki.com.ua
Вертикально-сверлильный станок 2Н125,2Н135
Вертикально-сверлильный станок 2н125 предназначен для сверления, рассверливания, зенкерования, развертывания отверстий деталей в условиях единичного и мелкосерийного производства. Класс точности станка – Н (нормальный).
Конструкция сверлильного станка достаточно жесткая и прочная, что исключает возможность вибрации во время обработки. Возможна обработка деталей из различных материалов (сталь, чугун, цветные материалы), быстрорежущим (Р6М5, Р18) инструментом или твердым сплавом (ТК, ВК).
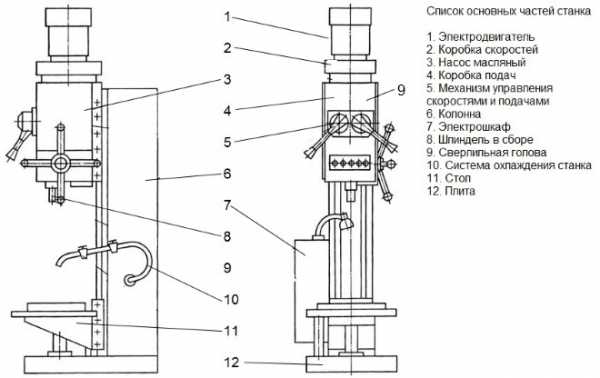
Устройство вертикально-сверлильного станка 2Н125,2Н135
Устройство сверлильного станка:
- Главный привод;
- Коробка скоростей станка;
- Насос плунжерный;
- Насос плунжерный;
- Коробка подач станка;
- Колонна, стол, плита;
- Механизм управления скоростями вращения и подачами;
- Шкаф;
- Электрическое оборудование станка;
- Шпиндель;
- Система охлаждения станка;
- Сверлильная головка станка.
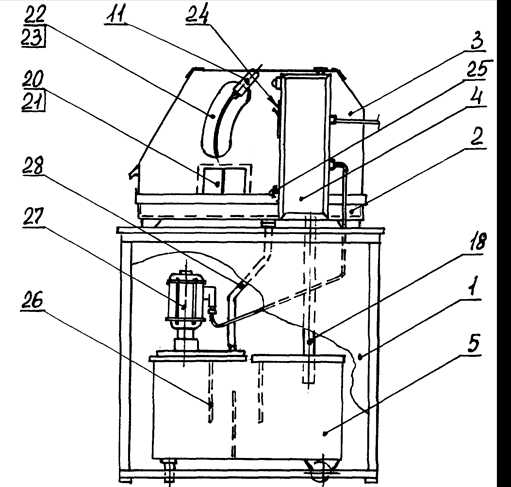
Органы управления вертикально-сверлильного станка 2Н125,2Н135
3.Кран включения охлаждения;
4,19.регулировочные болты клина стола и сверлильной головки;
5.Рукоятка перемещения стола и головки;
6,18.Винты зажима стола и головки;
8.Вводной выключатель;
10.Сигнальная кнопка СТАНОК ВКЛЮЧЕН;
11.Кнопка включения правого вращения шпинделя;
12.Кнопка включения левого вращения шпинделя;
13.Кнопка включения качательного движения шпинделя при переключении скоростей вращения и подач S;
14.Рукоятка переключения скоростей;
15.Кнопка СТОП;
21.Рукоятка переключения подач;
22.Кнопка включения ручной подачи;
23.Штурвал механизма подач;
24.Лимб для отсчета глубины обработки;
25.Выключатель освещения;
27.Выключатель насоса охлаждения;
28.Кулачок для настройки глубины обработки;
29.Кулачок для настройки величины глубины нарезаемой резьбы;
30.Рычаг автоматического реверса главного привода при достижении заданной величины глубины нарезаемой резьбы;
31.Рычаг отключения подачи при достижении заданной величины глубины обработки отверстия;
32.Квадрат для ручного перемещения головки.
Коробка скоростей вертикально-сверлильного станка 2Н125,2Н135
Благодаря передвижным блокам 5, 7, 8, коробка скоростей получает и передает шпинделю 12 различных скоростей вращения. Опоры валов (подшипники) коробки скоростей размещены в двух плитах 1 и 4, которые скреплены между собой четырьмя стяжками 6. Коробка скоростей вращается от вертикально расположенного электродвигателя через эластичную предохранительную муфту 10 и зубчатую прямозубую передачу 9.
Вал 2 – гильза – выполнен со шлицевым отверстием, с помощью которого вращение передается шпинделю. Через зубчатую пару 3 крутящий момент передается на коробку подач.
Коробка подач вертикально-сверлильного станка 2Н125,2Н135
Коробка подач смонтирована в отдельном чугунном корпусе и монтируется в сверлильной головке. Перемещения осуществляется с помощью двух тройных блоков шестерен и получает девять различных подач.
Механизм подачи связан с коробкой подач и предназначен для выполнения различных операций, а именно:
- ручного подвода режущего инструмента к заготовки;
- включения рабочей подачи инструмента;
- ручного перемещения подачи;
- выключения рабочей подачи инструмента;
- ручного отвода шпиндельной головки вверх;
- ручной подачи S, используемой при нарезании различной резьбы.
Техническая характеристика вертикально-сверлильного станка 2Н125,2Н135
| Наибольший диаметр сверления в стали, мм | 25 | 35 |
| Размер конуса шпинделя ГОСТ 2847-45 | Морзе 3 | Морзе 4 |
| Вылет шпинделя, мм | 250 | 300 |
| Вылет шпинделя, мм | 200 | 250 |
| Наибольшие усилие подачи, кгс | 900 | 900 |
| Наибольший крутящий момент на шпинделе кгс см | 2500 | 2500 |
| Число скоростей шпинделя | 12 | 12 |
| Число оборотов шпинделя в минуту об/мин | 45- 2000 | 31,5-1400 |
| Число подач мм/об | 0,1-1,6 | 0,1-1,6 |
| Допустимое число реверса в час | 40 | 40 |
| Управление циклами работы | ручное | ручное |
| Расстояние от конца шпинделя до стола, мм | 60-700 | 30-750 |
| Расстояние от конца шпинделя до плиты, мм | 690-1060 | 700-1120 |
| Рабочая поверхность стола (ширина х длина), мм | 400 х 450 | 450х500 |
| Наибольший ход стола , мм | 270 | 300 |
| Питающая электросеть: | ||
| Рот тока | переменный трехфазный | переменный трехфазный |
| переменный трехфазный | 50 | 50 |
| Напряжение, в | 380 | 380 |
| Масса станка с электрооборудованием , кг | 880 | 1200 |
www.metalstanki.com.ua
2.10 Заключение
В результате проделанной лабораторной работы мы изучили расположение органов управления станка и настройку станка на требуемую частоту вращения шпинделя и подачу стола, настройку механизма подач на заданный шаг нарезаемой резьбы, рабочие приемы нарезания резьбы резцом, методы контроля шага нарезаемой резьбы
Лабораторная работа №3 Настройка вертикально-сверлильного станка модели 2Н125
3.1 Задание
1 Ознакомиться со станком и правилами настройки на обработку отверстия.
2 Изучить рабочие приемы нарезания резьбы метчиком.
3 Обработать на станке заготовку по заданию преподавателя.
3.2 Цель работы
Изучить устройство, кинематику и технологические возможности вертикально-сверлильного станка модели 2Н125 и овладеть практическими приёмами его настройки.
3.3 Общие методические указания
Сверлильные станки предназначены для получения цилиндрических и конических сквозных и глухих отверстий, а также их рассверливания, зенкерования, развертывания, растачивания и нарезания резьбы.
В промышленности используют следующие типы сверлильных станков: одношпиндельные вертикально-сверлильные; радиально-сверлильные; многошпиндельные сверлильные; горизонтально-сверлильные станки для глубокого сверления; центровальные; агрегатные на базе силовых головок; настольно-сверлильные.
Основными размерами, характеризующими сверлильные станки, являются наибольший диаметр сверления, а также вылет шпинделя, для радиально-сверлильных станков – наибольший ход шпинделя, номер конуса в отверстии шпинделя, а для горизонтально сверлильных наибольшая глубина сверления.
3.4 Технические характеристики вертикально-сверлильного станка 2н125
Наибольший диаметр сверления в стали 45ГОСТ1050-74, мм 25
Размеры конуса шпинделя по СТ СЭВ 147-75 Морзе 3
Расстояние оси шпинделя до направляющих колонны, мм 250
Наибольший ход шпинделя, мм 200
Расстояние от торца шпинделя, мм: до стола 60–700
до плиты 690–1060
Наибольшее (установочное) перемещение
сверлильной головки, мм 170
Перемещение шпинделя за один оборот штурвала, мм 122, 46
Рабочая поверхность стола, мм 400x450
Наибольший ход стола, мм 270
Установочный размер Т-образных пазов в столе поГОСТ 1574-75: центрального 14Н9
крайних 14Н11
Расстояние между двумя Т-образными пазами
по ГОСТ 6669-75, мм 80
Количество скоростей шпинделя 12
Пределы чисел оборотов шпинделя, об/мин 45–2000
Количество подач, мм/об 9
Пределы подач, мм/об 0,1–1,6
Управление циклами работы ручное
Напряжение питающей сети, В 380,220
Электродвигатель главного движения, кВт 2,2
Электронасос охлаждения, кВт 0,12
Производительность, л/мин 22
Габариты станка, мм: высота 2350
ширина 785
длина 915
Масса станка, кг 880
studfiles.net
i-perf.ru
Вертикально-сверлильный станок 2Н125: технические характеристики
Содержание статьи:
Вертикально-сверлильные станки 2Н125 выпускались в период с 1965 по 1990 гг. Стерлитамакским станкостроительным заводом. Они относятся к предпоследней серии подобного оборудования, которое изготавливалось на этом предприятии.
Конструкция станка

Внешний вид
Одним из основных критериев выбора станков этого типа является условный диаметр сверления. Для этой модели он составляет 25 мм. Благодаря универсальности и относительной простоте конструкции станки 2Н125 могут использоваться для комплектации мелкосерийных производств, ремонтных мастерских.
Оборудование предназначено для выполнения операций сверления, зенкования, рассверливания и аналогичных им функций. Характеристики пределов подач и регулировка оборотов шпинделя позволяет выбирать оптимальный режим обработки стальных заготовок. В качестве режущего инструмента можно использовать сверла всех типов. Для нарезания резьбы устанавливаются метчики различных размеров.
К особенностям конструкции относят следующие факторы:
- ручное управление. Подача выполняется вручную, при этом возможно изменить режим работы без полной остановки шпинделя;
- наличие реверсивного устройства. Оно необходимо для формирования точной резьбы;
- высокий показатель устойчивости. Этому способствует относительно большая масса конструкции и эргономичное размещение компонентов станка;
Доступ к управлению параметрами и ремонту электрооборудования осуществляется через специальный шкаф, расположенный в задней части конструкции. Для уменьшения нагрева детали во время обработки есть система подачи охлаждающей жидкости. Патрубок располагается над рабочим столом и имеет функцию изменения положения относительно поверхности обрабатываемой детали.
Сверлильная головка изготовлена методом литья. Внутри нее установлены все основные компоненты станка: коробка передач, шпиндель, механизм переключения скоростей.
Технические характеристики оборудования
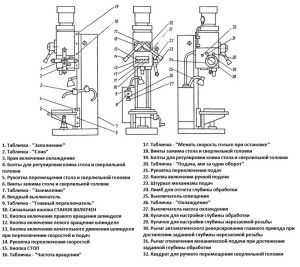
Компоненты станка
Ознакомление с техническими характеристиками вертикально-сверлильного станка 2Н125 следует начать с анализа основных параметров. К ним относятся масса, которая составляет 880 кг и габариты – 235*78,5*91,5 см. Они позволяют установить оборудования на ограниченной площади рабочего помещения.
Помимо этого, к основным техническим характеристикам оборудования относят расстояния от рабочего торца шпиндельной головки до рабочего стола – от 6 до 70 см. Если же выполняется обработка деталей с относительно небольшой толщиной, следует учитывать другой показатель – степень удаления от шпинделя до рабочей поверхности плиты – от 69 до 106 см.
В паспорте станка указаны другие, не менее важные характеристики оборудования 2Н125. К ним относятся параметры рабочего стола:
- номинальный размер – 40*45 см;
- количество пазов Т-образной формы для фиксации заготовки – 3 шт.;
- вертикальное перемещение на максимальное расстояние 27 см.
Для выполнения операций сверления в конструкции есть многофункциональная шпиндельная головка. Для выбора оптимального режима обработки следует знать основные характеристики этого компонента станка:
- параметры смещения. Установочное составляет 17 см, на ход – 20 см;
- границы частоты вращения головки, об/мин – от 45 до 2000;
- число скоростей составляет 12;
- максимальный крутящий момент, Нм – 250.
Вертикально сверлильный станок 2Н125 имеет конус шпинделя Морзе 3. Это необходимо учитывать при выборе инструмента обработки, а также установки режима функционирования.
Для станка 2Н125 характерно 9 ступней подач. Быстрая смена инструмента обеспечивается механизмом оперативной остановки шпинделя.
Номинальная мощность электродвигателя главного привода составляет 2,2 кВт. Но помимо него в конструкции есть электронасос для подачи охлаждающей жидкости в зону обработки материалов.
Основные правила эксплуатации
После установки оборудования необходимо ознакомиться с инструкцией по эксплуатации. Преимуществом такого типа оборудования являются минимальные требования, предъявляемые к условиям работы. Главное – проконтролировать отсутствие внешних и внутренних дефектов на рабочих органах станка.
Установку следует выполнять на твердую поверхность, которая выдержит вес оборудования. По окончании первичной наладки режимов станок должен поработать на холостом ходу некоторое время. Затем можно устанавливать сверла и выполнять пробную обработку металлических изделий.
Рабочий должен ознакомиться с правилами безопасности перед началом работы. Обязательно применение специальных защитных средств: перчаток, очков и рабочей одежды. В случае возникновения неполадок станок полностью отключается от электросети и только затем выполняются профилактические работы.
В видеоматериале представлен обзор аналогичной модели 2Н125Л:
stanokgid.ru