ОТ-5 Станок токарно-винторезный повышенной точности облегченный схемы, описание, характеристики. Винторезный станок токарный
Токарно-винторезный станок: технические характеристики, виды
Основное и главное предназначение любых модификаций токарно-винторезных станков — это обработка металлических поверхностей по их прямому назначению.
В настоящее время есть несколько различных устройств данного типа, которые, несмотря на некоторую свою функциональную схожесть, имеют ряд принципиальных различий, в том числе и конструкционного плана.
Сегодня универсальные токарные винторезные станки можно встретить практически на всех крупных предприятиях промышленной сферы, а также во многих небольших мастерских.

Станки токарно-винторезного типа предназначены, главным образом, для работы по металлу и могут выполнять нарезание практически всех видов резьбы, осуществлять различные токарные операции с высокой точностью.
Технические характеристики многих устройств данного типа позволяют производить даже сложную обработку непосредственно по своему прямому назначению.
Станок, относящийся к классу токарно-винторезных, имеет и настольное исполнение, что дает возможность его применения и в домашних условиях.
Современное токарно-винторезное оборудование дополнительно оснащается устройствами управления ЧПУ.
Данный блок ЧПУ дает возможность сократить участие человека в рабочем процессе и значительно увеличивает не только технические характеристики станка, но и его функциональный потенциал.
Основные параметры и возможности
Токарно-винторезные станки используются для работы по металлу уже достаточно давно.
Данное оборудование постоянно совершенствуется и дополняется новыми функциями, что дает возможность проводить еще более сложные работы.
Все современные агрегаты состоят не только из рабочих органов, но и устройств ЧПУ, которые дают возможность наладить автоматическое управление всеми рабочими операциями.
Оборудование, относящееся к данному типу и классу, отличается своей безопасной эксплуатацией и абсолютной надежностью в работе.
Они обладают достаточной точностью для выполнения операций практически любой сложности.
Данного класса станки достаточно просто обслуживать, особенно если они дополнительно оснащены управляющим устройством ЧПУ.
Такие универсальные агрегаты достаточно долговечны даже при активной эксплуатации.
Даже настольный вариант станка имеет хорошую производительность и способен решать многие задачи по своему прямому назначению.
Такие устройства имеют жесткую и прочную станину, выполненную преимущественно из стали.
Для крепления заготовок в них используется либо усовершенствованный патрон, либо специальные центры, расположенные в области рабочей зоны.
Видео:
В агрегатах данного типа и класса отмечается стабильная фиксация рабочего резца за счет некоторых конструктивных особенностей держателя.
Станок, в том числе и настольный, имеет шпиндель, который особым образом устанавливается на подшипниках качения, относящихся к прецизионной группе.
Для обеспечения максимальной безопасности, в станках предусматриваются специальные комплексы в виде блокирующих и ограждающих механизмов.
Следует отметить и достаточно простое выставление рабочих параметров, даже на тех агрегатах, которые не оснащены устройствами управления ЧПУ.
В большинстве модификаций станков токарно-винторезного класса предусмотрено удобное отключение суппорта, которое происходит за счет нажатие на устройство, расположенное на фартуке агрегата.
Оборудование данного класса выпускается на протяжении многих лет, при этом качество выполнения всевозможных работ по металлу, даже на устройствах раннего выпуска, всегда оставалось на высоком уровне.
Современные агрегаты, конечно, имеют более высокие технические характеристики, что позволяет добиться еще более качественной обработки всевозможных металлических поверхностей.
Некоторые модификации
Универсальное оборудование данного класса используются непосредственно для работ по металлу на протяжении многих лет, и за все время эксплуатации этих устройств было выпущено множество самых разных модификаций.
В настоящее время на промышленных объектах можно найти как старое оборудование, так и современное, оснащенное управляющими системами ЧПУ, которые имеют более высокие характеристики своей работы.
Видео:
Так, токарно-винторезный станок 16к20 выпускается сразу несколькими отечественными предприятиями и не предусматривает установку автоматического управления блока ЧПУ.
Между тем, в его схеме работы предусмотрено управление перемещениями суппорта, а также каретки практически на всех скоростях, в том числе и на высоких.
Есть переключатели автоматической остановки двигателя, а также насоса охлаждения.
Также он оснащен рычагами задания типа выполняемых работ, контроля за фиксацией рабочих муфт, установкой значения шага резьбы и так далее.
Работа на нем осуществляется в режиме ручного управления, а все необходимые операции задает непосредственно оператор.
Практически аналогичные параметры имеет токарно-винторезный станок 1к62, который также предназначен для нарезания резьбы различных типов, сверления, а также зенкерования и так далее.
Данное оборудование отличается высокой надежностью и хорошей управляемостью.
Также к проверенному в работе оборудованию данного класса можно отнести токарно-винторезный станок 1м63, который имеет высокие показатели по надежности и производительности.
Некоторые модели агрегата предусматривают монтаж управляющего блока ЧПУ, но только в дополнительной комплектации.
В нем предусмотрено применение резцов различных типов, в том числе и для твердых сплавов, регулировка шага нарезания резьбового соединения, а также выполнение различных видов работ на высоких скоростях.
Видео:
Следует отметить то, что в данном станке за движение суппорта отвечает отдельный двигатель.
Универсальное и функциональное оборудование данной марки позволяет осуществлять при необходимости точение конусов с большой длиной.
В этом случае следует отметить и токарно-винторезный станок 1в62г, который также рассчитан на работу на крупных производствах и позволяет решать большое количество самых разных задач.
Хорошо себя проявил в работе и токарно-винторезный станок тв 4, который может дополнительно оснащаться управляющим устройством ЧПУ.
Все агрегаты данного класса предназначены исключительно для работы по металлу с большой точностью и высокой производительностью.
Их отличительной чертой является легкость при управлении и эксплуатации. К достоинствам данного оборудования можно также отнести и долговечность.
Особенности исполнения
Следует отметить, что в конструктивном исполнении данные универсальные устройства могут иметь некоторые различия.
Токарно-винторезный станок 1к62 отличается достаточно объемными габаритами и большим весом.
Он предназначен для использования преимущественно в промышленных целях. Аналогичное исполнение имеет и токарно-винторезный станок 1в62г.
Их характеристики работы дают возможность выполнять практически любые операции по обработке металлических поверхностей, согласно их прямому назначению.
Токарно-винторезный станок 1к62 подходит и для домашних работ по металлу — достаточно приобрести его настольный вариант.
Видео:
В большинстве случаев настольный универсальный станок имеет достаточно компактные габариты, сравнительно небольшой собственный вес и великолепный характеристики.
Между тем, настольный агрегат по многим своим возможностям мало в чем уступает промышленным устройствам.
Настольный станок данного класса нашел широкое применение на небольших производствах, а также в быту.
Характеристики такого оборудования, конечно, несколько ниже, чем у заводских агрегатов, однако для выполнения многих задач по назначению их вполне хватает.
У оборудования данного класса основным рабочим узлом считается шпиндель, который обеспечивает необходимое вращение обрабатываемых деталей.
Кроме этого, в этих станках вращается и рабочий режущий инструмент для работы по металлу. Настольный агрегат выпускается с нормальной и повышенной точностью обработки.
За счет того, что в устройствах данного класса присутствует винт, они способны выполнять нарезку резьбы при помощи резца. Все рабочие элементы станков размещаются непосредственно на рабочей станине.
Видео:
Повысить функциональные возможности устройств этого типа можно, путем использования дополнительного оборудования для фрезеровки, шлифования, а также для сверления отверстий радиального типа.
Современные устройств данного типа дополнительно оснащаются управляющими устройствами ЧПУ, и в этом случае управление их работой происходит за счет компьютерной программы, что повышает точность обработки и увеличивает общую производительность.
Станки этого класса для работы по металлу можно встретить в различных производственных сферах, в том числе в кораблестроении и автостроении.
rezhemmetall.ru
1А62 токарно-винторезный станок: характеристики, паспорт, устройство
Промышленный токарный станок 1А62 является типичным представителем отечественного станкостроения. Несмотря на то, что производство серии давно прекращено, подобные станки все еще встречаются на предприятиях. Универсальное назначение и устройство винторезного станка серии 1А62 делают его востребованным при выполнении работ различного назначения. На основе базовой модификации также разработан токарный станок 1А62Г, ориентированный на обработку заготовок повышенного размера.

Технические характеристики станка
Возможности станков типа 1А62 направлены на производство токарных работ по металлу. Они обеспечивают точение заготовок с максимальным диаметром до 400 мм. Допустимый размер детали при обработке над суппортом ограничен диаметром 200 мм. Модернизированная модель — токарный станок с индексом 1А62Г, позволяет протачивать заготовки диаметром 600 мм над специальным углублением в конструкции станины. При этом длина заготовки большого диаметра не должна превышать 300 мм. Максимальный продольный размер протачиваемой детали в зависимости от модификации составляет 750, 1000 или 1500 мм.
Коробка скоростей токарного станка позволяет задавать скорость вращения шпинделя в диапазоне от 11,5 до 1200 об/мин в прямом направлении.
Весь диапазон разбит на 24 ступени. В обратном направлении, коробка реализует 12 скоростей со значениями от 18 до 760 об/мин. Станок оснащен коробкой переключения подач, обеспечивающей перемещения фартука со скоростью от 0,082 до 1,59 мм/об, а поперечные перемещения суппорта — от 0,027 до 0,522 мм/об. Технические характеристики редуктора позволяют точить метрические резьбы с шагом от 1 до 12 мм. Таблица резьб также включает дюймовые, модульные и питчевые ряды.
Для главного привода используется трехфазный асинхронный двигатель мощностью 7,0 кВт. Суммарная потребляемая мощность не превышает 7,2 кВт. Габариты станка, обеспечивающего работу с метровыми заготовками, составляют 1295×2785×1500 мм. Вес такой модели равен 1960 кг.
Устройство станка 1А62
Конструкция 1А62 заимствовала много решений от своего предшественника ДИП-200. При этом в кинематику были внесены многочисленные изменения, направленные на повышение долговечности и упрощение конструкции. Цельнолитая станина П-образного сечения имеет большую массу и высокую жесткость. Заодно со станиной выполнены каленые призматические направляющие продольной подачи. Модификация 1А62Г получила дополнительную выемку, позволяющей увеличить диаметр обрабатываемой заготовки. При точении других деталей выемка закрывается специальным мостиком.
Шпиндель токарного станка установлен на одном переднем и двух задних подшипниках. Пуск и реверс шпинделя производится через фрикционную муфту. Рукоятки управления установлены на передней бабке и подвижном на фартуке станка. Ленточный тормоз гарантирует быстрый останов вращения при отключении муфты. Полый шпиндельный вал допускает установку обрабатываемого прутка диаметром до 36 мм. В базовом варианте устанавливаются токарные патроны диаметром 200 или 250 мм.
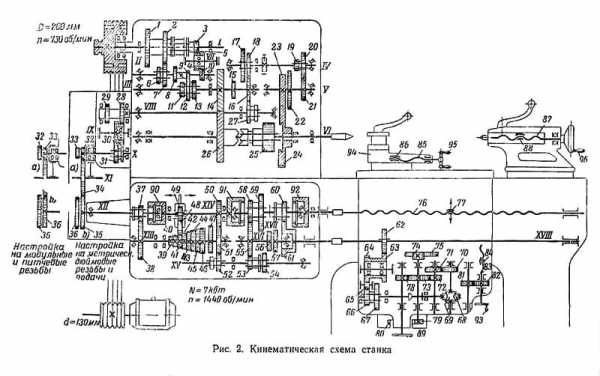
Кинематическая схема коробки скоростей токарного станка 1А62Г реализована с использованием зубчатых шестерен.
Передача вращения от электромотора на входной вал редуктора осуществляется с использованием клиноременной передачи. Органы управления коробкой скоростей представляют собой три рукоятки, смонтированные на боковой поверхности шпиндельной бабки.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 1А62
Коробка переключения подач обеспечивает механические перемещения суппорта токарно-винторезного станка 1А62. В конструкцию заложена возможность выполнения метрической и других видов резьб, как в правом, так и в левом варианте. Предусмотрено прямое подключение ходового вала к валу шпинделя, используемое для выполнения точных изделий. Для перекрытия всего возможного диапазона скоростей, дополнительно используются две пары сменных шестерен, устанавливаемых в гитаре станка. Циркуляционная система смазки обеспечивает поступление масла на элементы коробки скоростей и коробки переключения подач. Привод маслонасоса выполнен от отдельного электродвигателя.
Подвижный фартук позволяет выполнять перемещения суппорта по продольной и поперечной осям в ручном и механизированном режиме. Изменение направления движения выполняется через реверсивный механизм. В состав оборудования фартука включены два предохранительных устройства. Первое из них блокирует одновременное включение продольного и поперечного перемещения. Второе автоматически отключает подачу, при большой механической нагрузке. Сверху фартука закрепляются нижние салазки поперечной подачи и поворотные салазки для выполнения конусов. Резцедержка предназначена для закрепления 4 инструментов сечением 25×25 мм. Операции поворота и точного позиционирования инструмента могут выполняться 1 рукой.
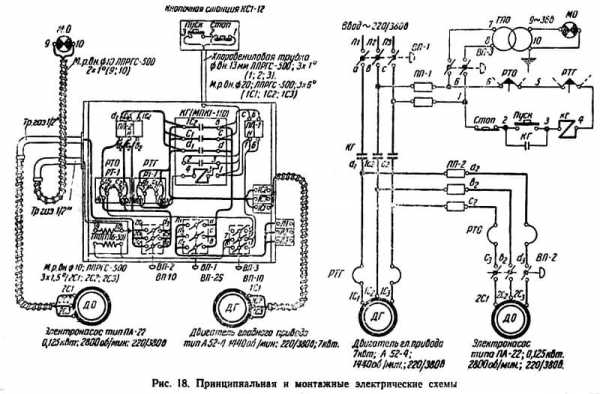
Схема электрооборудования станка обеспечивает единственную функцию запуска двигателя главного движения. Защиты и блокировки, за исключением тепловой защиты электродвигателей, не реализованы. В схеме, дополнительно предусмотрен понижающий трансформатор для питания цепей освещения.
Назначение оборудования
Назначение 1А62 соответствует другим универсальным станкам токарно-винторезной группы. С его помощью выполняется точение, сверление, нарезание резьбы и другие токарные операции. Исходная заготовка может устанавливаться как в патроне, так и в центрах. Качество токарной обработки позволяет использовать станок в составе чистовой и получистовой групп оборудования. Руководство по эксплуатации, рекомендует использовать данную модель при изготовлении единичной или мелкосерийной продукции.

Сведения о производителе
Модель 1А62 выпускал с 1947 по 1956 Московский станкостроительной завод «Красный пролетарий» им. А.И. Ефремова. Токарно-винторезный станок модификации 1А62Г изготавливался Астраханским станкостроительным заводом в период с 1955 по 1980 годы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
1616 Станок токарно-винторезный универсальныйпаспорт, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1616
Производителем токарно-винторезных универсальных станков 1616 является Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В годы войны завод освоил выпуск токарно-винторезного станка 1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616, в шестидесятых годах модели - 1В616 и 1А616, а с начала семидесятых годов начался выпуск серии 16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки токарные производства СВСЗ
1616 станок токарно-винторезный универсальный. Назначение и область применения
С 1949 года Средневолжский станкостроительный завод начал выпускать токарно-винторезный станок 1616 в двух исполнениях: нормальной точности (модель 1616) и повышенной точности (модель 1616П).
Станок предназначен для токарной обработки сравнительно небольших деталей из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые и модульные резьбы.
Токарный станок модели 1616 обладает достаточной быстроходностью для своего времени (наибольшее число оборотов шпинделя в минуту 1415) и электродвигатель мощностью 2,8 кВт. В дальнейшем станок 1616 был усовершенствован: мощность двигателя увеличилась до 4,5 кВт, скорость шпинделя возросла до 44..1980 об/мин, продольные - 0,06..3,6 мм/об.
Наибольший диаметр детали типа Диск, обрабатываемой над станиной, составляет 320 мм, а максимальный диаметр детали типа Вал, закрепляемой в центрах над верхней частью суппорта - 175 мм. Расстояние между центрами 750 мм.
Наибольшая длина обтачивания детали с механической подачей суппорта равна 700 мм, т. е. на 50 мм меньше, чем максимальное расстояние между центрами.
Шпиндель станка 1616 получает 24 скорости вращения (19..1415 об/мин) в прямом и обратном направлении (142..580) от коробки скоростей через переборные шестерни. Для управления перебором служат рукоятки на передней бабке.
Две фрикционные муфты в коробке скоростей управляют пуском, остановом и реверсированием шпинделя при включенном двигателе.
Передний конец шпинделя станка 1616 имеет внешний конус, шпонку и гайку М115х4 для крепления промежуточного фланца с патроном.
- Конец шпинделя резьбовой - М115 х 4
- Внутренний (инструментальный) конус шпинделя - Морзе 5
- Стандартный диаметр токарного патрона - Ø 165 мм
- Диаметр сквозного отверстия в шпинделе - Ø 30 мм. Наибольший диаметр прутка - Ø 29 мм
- Частота прямого вращения шпинделя I диапазон - 19; 27; 40; 53; 76; 108; 31; 45; 65; 86; 124; 178 об/мин (12 ступеней)
- Частота прямого вращения шпинделя II диапазон - 152; 220; 315; 418; 602; 864; 250; 360; 517; 685; 988; 1415 об/мин, (12 ступеней)
- Торможение шпинделя: нет
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Механизм коробки подач дает возможность получить через ходовой винт следующие резьбы:
- Резьба метрическая с шагом от 0,5 до 9 мм
- Резьба дюймовая с числом ниток на 1 дюйм от 2 до 38
- Резьба модульная с шагом в модулях от 0,5 до 9
- Продольные подачи 0,07..1,67 мм/оборот (140 ступеней)
- Поперечные подачи 0,02..1,24 мм/оборот (140 ступеней)
От шпинделя движение передается на гитару, и от нее на входной вал коробки подач.
Обрабатываемая деталь устанавливается в центрах или патроне. Привод станка осуществляется от одного электродвигателя через два клиноременных ремня и редуктор, расположенный в левой тумбе станка.
Наличие клиноременной передачи предохраняет механизмы коробки скоростей и шпиндельной бабки от динамических ударов при пуске, реверсировании и торможении.
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Двигатель для привода быстрого хода не предусмотрен.
В станке предусмотрена возможность установки гидрокопировального устройства и гидропневмоцилиндров для зажима изделий в патроне или цанге.
Станина жесткой конструкции установлена на общей массивной тумбе. Привод станка разделенный. Коробка скоростей смонтирована в левой части тумбы.
Коробка подач закрытого типа имеет удобное управление. К станку прилагаются копирная линейка и механизм четырехпозиционных продольных упоров. Станок 1616 имеет централизованную циркуляционную систему смазки и систему охлаждения с отдельным приводом.
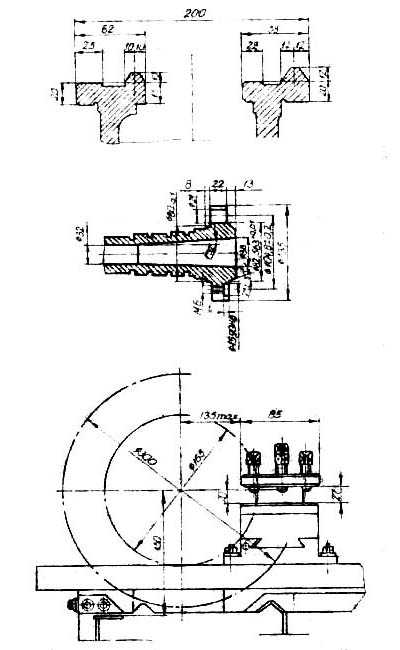
Габарит рабочего пространства станка 1616. Эскиз суппорта
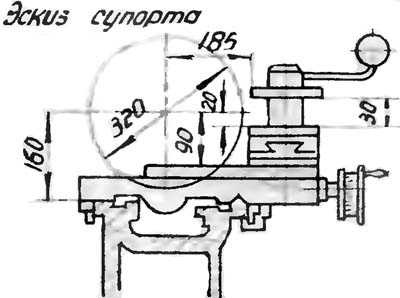
Габарит рабочего пространства станка 1616
Присоединительные и посадочные базы станка 1616. Эскиз шпинделя.
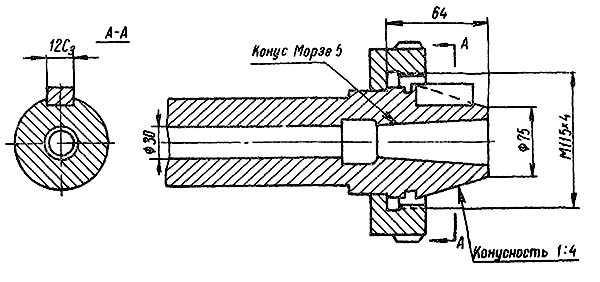
Шпиндель токарно-винторезного станка 1616
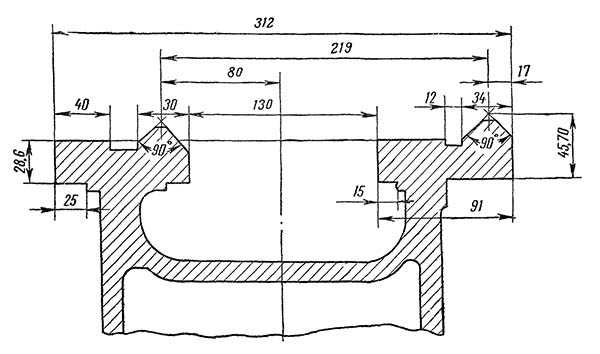
Станина токарно-винторезного станка 1616
Станина токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
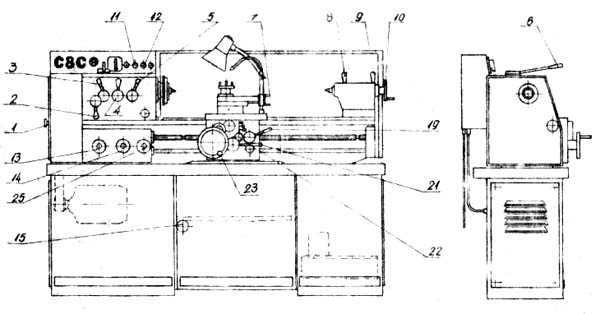
Общий вид токарно-винторезного станка 1616

Фото токарно-винторезного станка 1616

Фото токарно-винторезного станка 1616
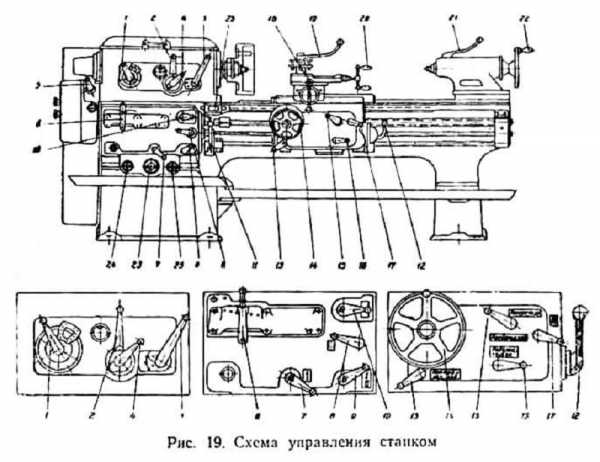
Размещение органов управления токарно-винторезным станком 1616
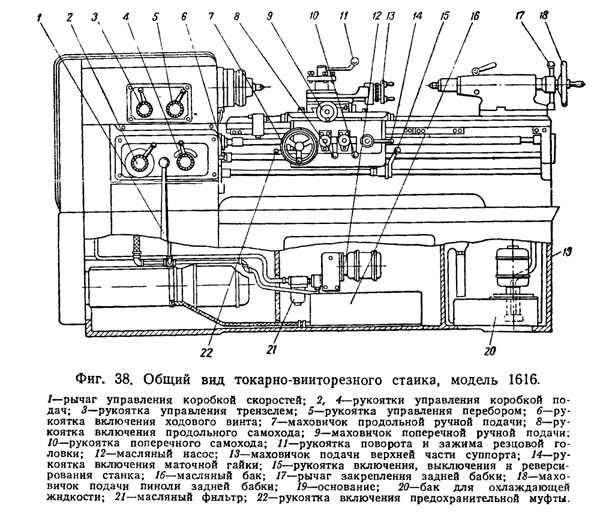
Размещение органов управления токарным станком 1616
Спецификация органов управления токарным станком 1616
- рычаг управления коробкой скоростей;
- рукоятка управления коробкой подач;
- рукоятка управления трензелем;
- рукоятка управления коробкой подач;
- рукоятка управления перебором;
- рукоятка включения ходового винта;
- маховичок продольной ручной подачи;
- рукоятка включения продольного самохода;
- маховичок поперечной ручной подачи;
- рукоятка поперечного самохода;
- рукоятка поворота и зажима резцовой головки;
- масляный насос;
- маховичок подачи верхней части суппорта;
- рукоятка включения маточной гайки;
- рукоятка включения, выключения и реверсирования станка;
- масляный бак
- рычаг закрепления задней бабки
- маховичок подачи пиноли задней бабки
- основание
- бак для охлаждающей жидкости
- масляный фильтр
- рукоятка включения предохранительной муфты
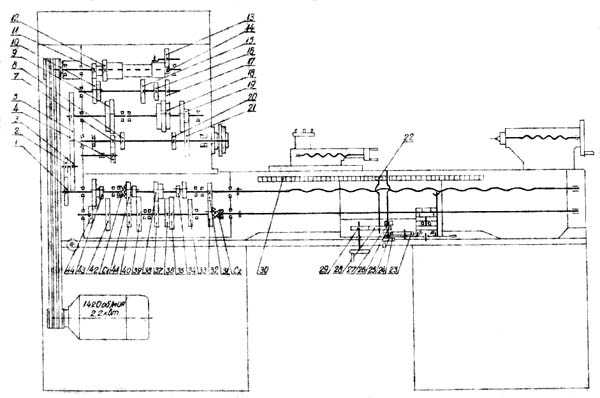
Кинематическая схема токарного станка 1616
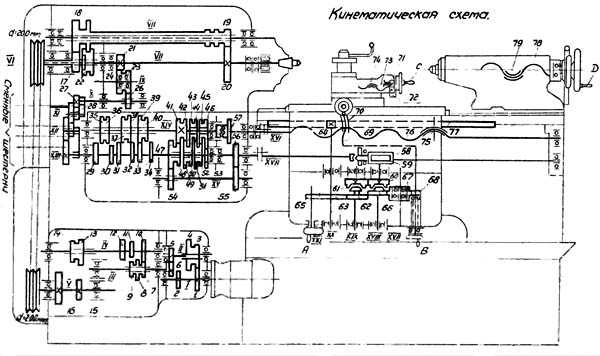
Кинематическая схема токарного станка 1616
1. Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Узлы токарно-винторезного станка 1616
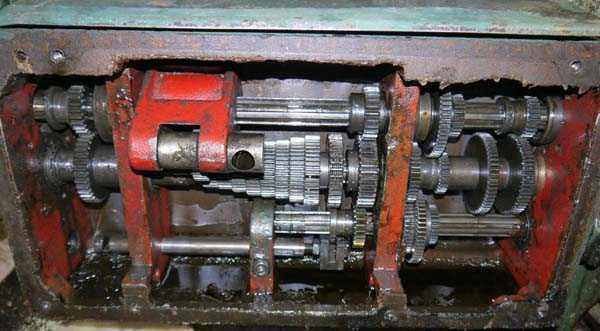
Коробка скоростей токарного станка 1616
Коробка скоростей (редуктор) токарного станка 1616
Коробка скоростей (редуктор) токарного станка 1616. Смотреть в увеличенном масштабе
Основанием станка 1616 является сплошная тумба. В левой части основания смонтирован на подвеске редуктор с фланцевым электродвигателем; в средине тумбы установлены масляный резервуар и маслонасос, а слева расположены бак и привод для системы охлаждения.
В корпусе редуктора на радиальных шариковых подшипниках смонтированы три валика. На первом шлицевом валике перемещается тройной блок шестерен, а на втором - двойной блок шестерен. Управление обоими блоками осуществляется от одной рукоятки и может производиться на ходу станка 1616. Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель.
При поворачивании рычага станка 1616 с барабаном по часовой стрелке (в) или против часовой стрелки (г) относительно оси 6 производится выбор нужного числа оборотов, которые указываются стрелкой 4, закрепленной на барабане 5. Числа оборотов нанесены на табличке, установленной на неподвижном кронштейне 3. При подаче рычага 1 от токаря по стрелке б сначала производится переключение скорости, затем - включение электродвигателя. Принципиальная схема механизма переключения скоростей показана на фиг. 207-Переключающии диск 5, связанный с барабаном 8, имеет расположенные по окружности в определенной закономерности отверстия.
Каждой скорости редуктора соответствует свое расположение отверстий. Как уже указывалось выше, при повороте диска с барабаном происходит выбор нужной скорости, при этом против круглых реек 10 и 11 на диске располагается необходимая для данной скорости комбинация отверстий При перемещении переключающего диска в направлении стрелки б вдоль вала 6 он упирается в конец рейки 10 или 11 и перемещает ее. поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
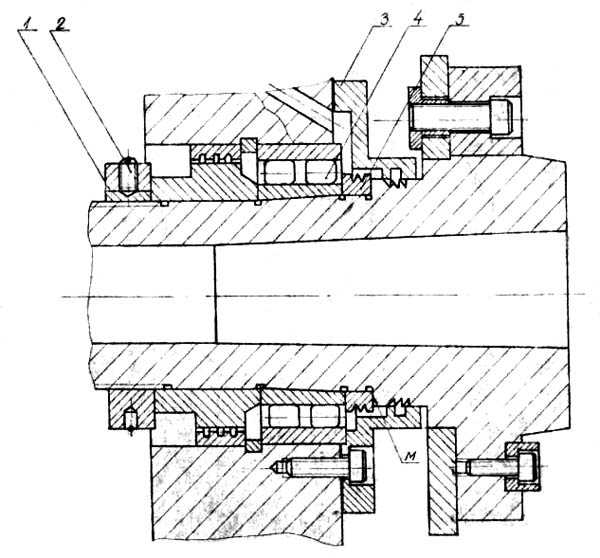
Передняя бабка токарного станка 1616
Передняя бабка токарного станка 1616
Передняя бабка токарного станка 1616. Смотреть в увеличенном масштабе
Схема смазки токарного станка 1616
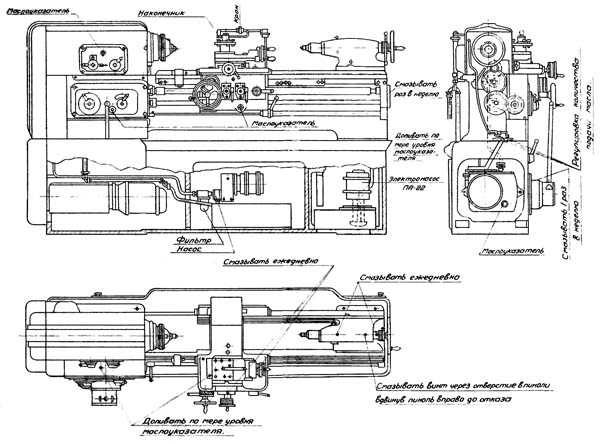
Схема смазки токарного станка 1616
Схема смазки токарного станка 1616. Смотреть в увеличенном масштабе
Схема электрическая принципиальная токарного станка 1616
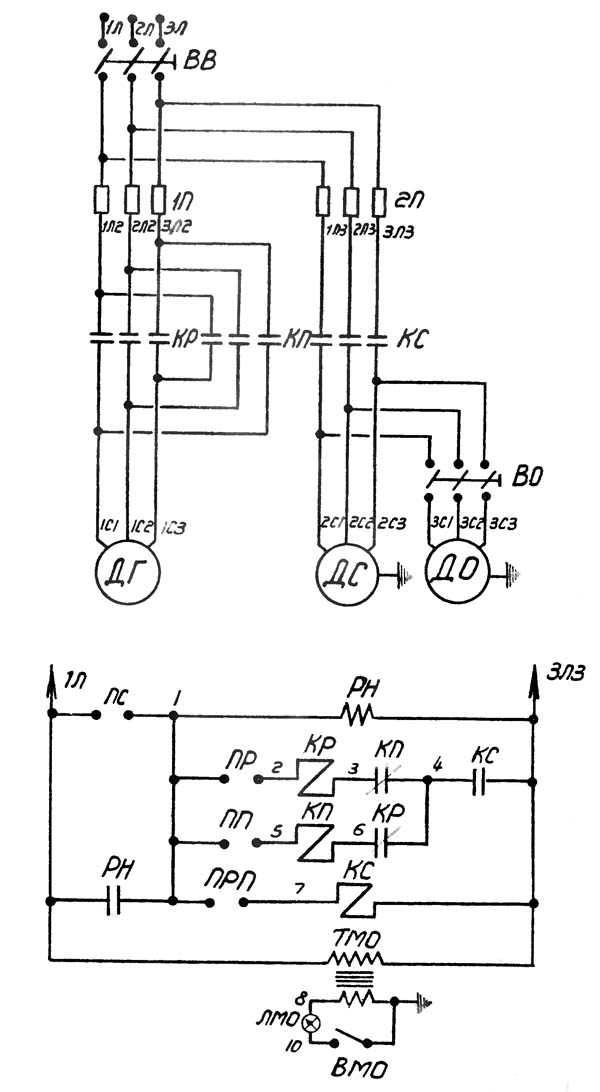
Электрическая схема токарного станка 1616
Электрооборудование токарного станка 1616
На станке установлены два трехфазных электродвигателя;
Электродвигатель ДГ привода главного движения типа A02-41-4 мощностью 4,0 кВт, 1430 об/мин, 220/380 В.
Электронасос ДО для подачи охлаждающей жидкости к резцу - типа ПА 22 мощностью 0,12 кВт, 2800 об/мин, 220/880 в.
Станки изготавливаются с электрооборудованием, рассчитанным для работы при напряжении 380 В, как в силовых цепях, так и в цепях управления.
Лампа местного освещения питается напряжением 36 в от понижающего трансформатора Т
Согласно условиям заказа станки могут быть изготовлены с рабочим напряжением 220 или 500 В.
Токарно-винторезный универсальный станок 1616. Видеоролик.
Технические характеристики станка 1616
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 320 | 320 | 320 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 175 | 180 | 180 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750 | 710 | 500,750,1000 |
| Наибольшая длина обтачивания, мм | 700 | 660 | 960 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 25 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 170 | |
| Высота оси центров над плоскими направляющими станины (высота центров), мм | 160 | 165 | |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | |||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | |||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 30 | 35 | 45 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 29 | 34 | 44 |
| Частота прямого вращения шпинделя, об/мин | 19..1415 | 9..1800 | 25..2500 |
| Число ступеней частот прямого вращения шпинделя | 24 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 19..1415 | 9...1800 | 25...1250 |
| Число ступеней частот обратного вращения шпинделя | 24 | 21 | 18 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 6 |
| Конец шпинделя | М115х4 | 6К ГОСТ 12593-72 | 6К ГОСТ 12593-72 |
| Торможение шпинделя | нет | есть | есть |
| Блокировка рукояток | нет | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольной каретки суппорта от руки, по валику, по винту, мм | 850/ 750/ 750 | 670 | 500,750, |
| Наибольшее перемещение поперечной каретки суппорта от руки, по винту, мм | 210/ 90/ нет | 195 | 220 |
| Цена деления лимба продольного перемещения суппорта, мм | 1 | 1 | |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,05 | |
| Число ступеней продольных подач | 140 | ||
| Пределы продольных рабочих подач, мм/об | 0,07..1,67 | 0,065..0,91 | 0,05..2,8 |
| Пределы поперечных рабочих подач, мм/об | 0,02..1,24 | 0,065..0,91 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 4 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..9 | 0,5...24 | 0,25...56 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 38..2 | 56..1 | 112..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,5..9 | 0,25..22 | 0,25..56 |
| Количество нарезаемых резьб питчевых | |||
| Пределы шагов нарезаемых резьб питчевых | нет | 128...2 | 112...0,5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 105 | 120 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° |
| Наибольшее сечение державки резца, мм | 20 х 30 | 20 х 25 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 20 | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 | 4 |
| Задняя бабка | |||
| Диаметр пиноли задней бабки, мм | |||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | |
| Наибольшее перемещение пиноли, мм | 95 | 120 | |
| Перемещение пиноли на одно деление лимба, мм | 1 | 1 | |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 2 | 4 |
| Мощность электродвигателя главного привода, кВт | 2,8/ 1420 | 4 | 4,2; 7,1 |
| Тип электродвигателя главного привода | АОЛ42-4 | А02-41-4 | 4А132М8/4У3 |
| Мощность электродвигателя маслонасоса, кВт | 0,1 | ||
| Мощность электродвигателя насоса охлаждения, кВт | 0,1 | 0,125 | 0,125 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2355 х 852 х 1275 | 2135 х 1225 х 1220 | 2025 х 1110 х 2270 |
| Масса станка, кг | 1850 | 1500 | 1900 |
Связанные ссылки
Каталог справочник токарных станков
Паспорта и руководства токарных станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
 Изготовитель токарно-винторезного станка С8С - предприятие Завод металлорежущих машин "Металлик", г. Пазарджик, Болгария. Станки, выпускаемые Болгарскими станкостроительными заводамиС8С Станок токарно-винторезный универсальный. Назначение, область примененияТокарно-винторезный станок С8С предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне. Основные технические характеристики токарно-винторезного станка С8СИзготовитель - Завод металлорежущих машин "Металлик", г. Пазарджик.
Шпиндель токарно-винторезного станка С8С
Подачи и резьбы токарно-винторезного станка С8С
Универсальный токарный станок с8с оснащен 12 скоростными ступенями частоты вращения шпинделя. Станок можно настроить для нарезания метрической, дюймовой, модульной и питчевой резьбы, как это указано на лицевой табличке станка. Шпиндельная система, зубчатые трансмиссии и другие механизмы в коробке скоростей смазываются автоматически через зубчатый масляный насос и путем разбрызгивания. Габариты рабочего пространства токарного станка С8С. Эскиз суппорта
Габариты рабочего пространства токарного станка c8c Общий вид токарно-винторезного станка С8С
Фото токарного станка c8c
Фото токарного станка c8c
Фото коробки передач токарного станка c8c
Фото коробки подач токарного станка c8c Расположение составных частей и органов управления токарным станком С8С
Расположение составных частей и органов управления токарным станком c8c Перечень составных частей органов управления токарного станка С8С
Схема кинематическая токарно-винторезного станка С8С
Кинематическая схема токарного станка c8c Схема кинематическая токарно-винторезного станка С8С. Смотреть в увеличенном масштабе Краткое описание основных узлов станка С8СЛевая многодисковая фрикционная муфта на приемном валу коробки скоростей - для прямого вращения шпинделя, правая муфта для обратного вращения. Шпиндель токарно-винторезного станка С8С
Шпиндель токарно-винторезного станка с8с Схема электрическая принципиальная токарно-винторезного станка С8С
Электрическая схема токарного станка c8c Схема электрическая принципиальная токарно-винторезного станка С8С. Смотреть в увеличенном масштабе Технические характеристики токарного станка С8С
Связанные ссылки. Дополнительная информация Каталог справочник токарно-винторезных станков Паспорта и схемы к токарно-винторезным станкам и оборудованию Справочник деревообрабатывающих станков Справочник КПО Купить каталог, справочник, базу данных: Прайс-лист информационных изданий | ПродукцияНовости |




stanki-katalog.ru
1603 Станок токарно-винторезный повышенной точности схемы, описание, характеристики
Сведения о производителе токарного настольного станка 1603
Токарно-винторезный станок 1603 выпускался предприятием Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
Станки, выпускаемые Кироваканским заводом прецизионных станков
1603 токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезные станки повышенной точности моделей 1603 предназначены для выполнения различных токарных работ в центрах, в цанге, в патроне, для нарезания метрических, модульных и дюймовых резьб.
Станок 1603 является универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ.
Технические характеристики токарно-винторезного станка 1603
Изготовитель - Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной - Ø 160, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта - Ø 80 мм
- Высота центров - 85 мм
- Расстояние между центрами - 250 мм
- Пределы продольных подач - 0,01..0,3 мм/об (8 шагов с одной настройкой гитары)
- Пределы поперечных подач - нет
- Нарезаемые резьбы: метрическая 0,2..3 мм (18 шагов)
- Нарезаемые резьбы: дюймовая 8..40 ниток на дюйм (13 шагов)
- Нарезаемые резьбы: модульная 0,3..1 мод (7 шагов)
- Мощность привода - 1,1 кВт, 1400 об/мин
- Вес станка полный - 500 кг
Шпиндель токарно-винторезного станка 1603
- Конец шпинделя - резбовой М45
- Конец шпинделя - конус морзе №3
- Диаметр стандартного патрона - Ø 100 мм
- Диаметр отверстия в шпинделе - Ø 20 мм
- Наибольший диаметр обрабатываемого прутка - Ø 19 мм
- Пределы чисел оборотов шпинделя в минуту (без ступ) - 56..3150 об/мин
1603 Габаритные размеры рабочего пространства токарно-винторезного станка
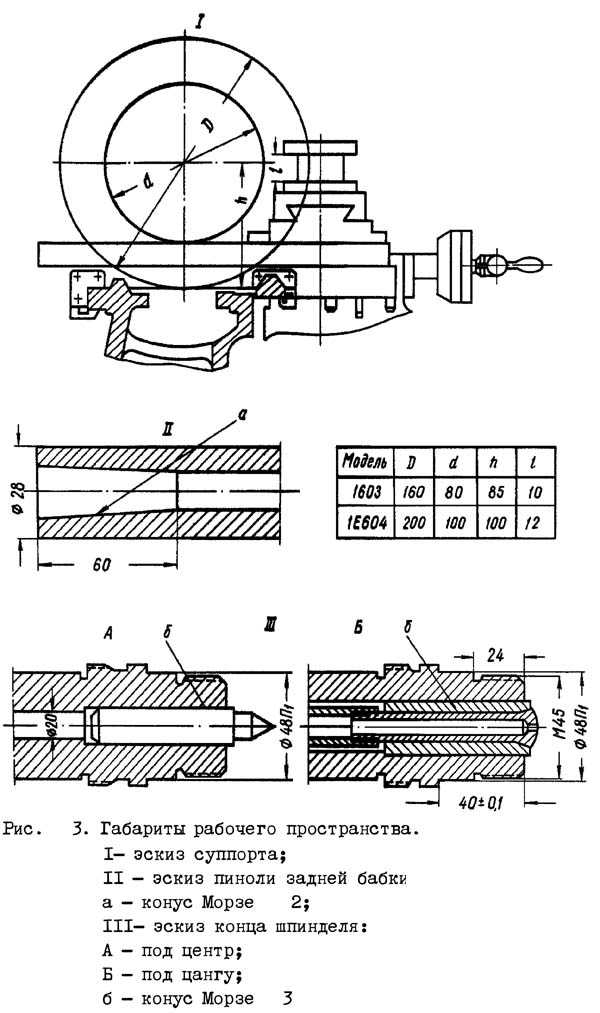
Габаритные размеры рабочего пространства станка 1603
1603 Общий вид токарно-винторезного станка

Фото токарно-винторезного станка 1603

Фото токарно-винторезного станка 1603

Фото токарно-винторезного станка 1603
1603 Расположение составных частей токарно-винторезного станка
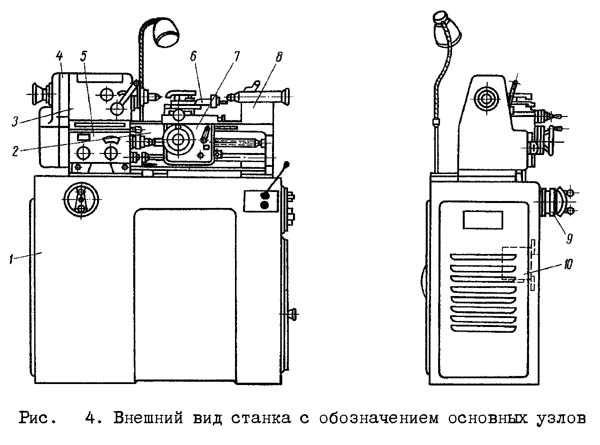
Расположение составных частей токарного станка 1603
Спецификация составных частей токарно-винторезного станка 1603
- Тумба - 03-13
- Станина - 03-10
- Передняя бабка - 03-20
- Гитара - 03-25
- Коробка подач - 03-30
- Суппорт - 03-50
- Фартук - 03-40
- Задняя бабка - 03-60
- Вариатор - 03-16
- Смазочный агрегат - 03-70
1603 Расположение органов управления токарно-винторезным станком
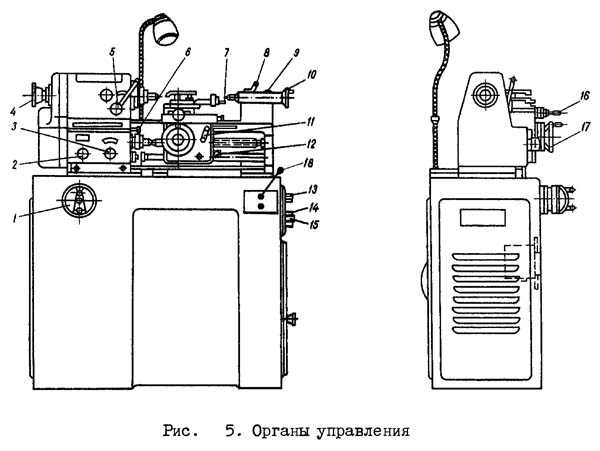
Расположение органов управления токарным станком 1603
Спецификация органов управления токарно-винторезным станком 1603
- Маховик изменения числа оборотов шпинделя
- Рукоятка изменения величины подач (рукоятка А)
- Рукоятка звена увеличения подач (рукоятка Б)
- Маховик зажима цанги
- Рукоятка перебора
- Кнопка прямого включения ходового винта и левой резьбы
- Рукоятка перемещения верхней каретки
- Рукоятка зажима пиноли
- Рукоятка зажима бабки
- Маховик перемещения пиноли
- Рукоятка включения и выключения маточной гайки
- Рукоятка включения муфты продольной подачи
- Выключатель привода приспособлений
- Выключатель освещения
- Кнопки автоматического выключателя
- Рукоятка ручного поперечного перемещения суппорта
- Маховик ручного продольного перемещения суппорта
- Рукоятка изменения вращения шпинделя и торможения
1603 Схема кинематическая токарно-винторезного станка
Кинематическая схема токарного станка 1603
Схема кинематическая токарно-винторезного станка 1603. Смотреть в увеличенном масштабе
Схема расположения подшипников токарного станка 1603. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка 1603
Тумба
Тумба литая, чугунная, монолитной конструкции. На поперечной стенке левой части тумбы при помощи шпилек крепится вариатор. На корпусе вариатора устанавливается натяжное устройство ременной передачи .
На передней стенке левой части тумбы размещен маховик управления числами оборотов вариатора.
Справа на стенке тумбы размещена рукоятка для пуска, реверса и торможения шпинделя.
В правой части тумбы расположена панель электроаппаратуры. На правом торце тумбы размещен пульт управления, штепсель привода приспособлений, а также ниша с полками для инструмента. К передней стенке левой части тумбы изнутри крепится смазочный агрегат.
Станина
Станина устанавливается и крепится на тумбе станка. Направляющие станины выполнены в виде одной призмы и плоскости для суппорта и одной призмы и плоскости для задней бабки.
Слева на станине установлена передняя бабка, слева спереди к обработанной плоскости станины крепится коробка подач.
Справа спереди крепится кронштейн для опор ходового винта, ходового валика и тяги выключения муфты фартука.
Под передней призмой станины укреплена рейка продольного перемещения суппорта.
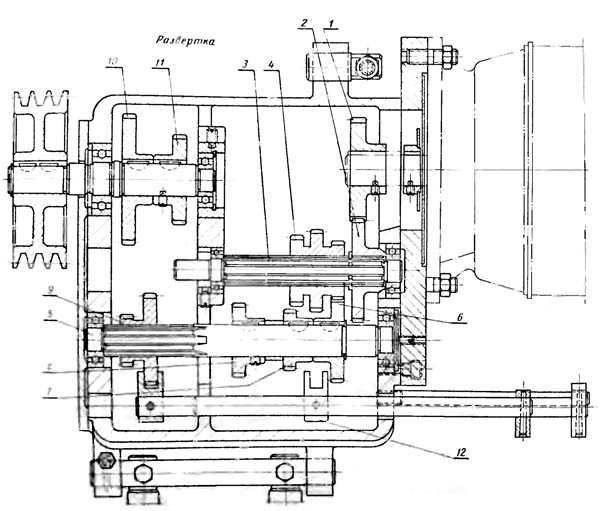
Передняя бабка токарно-винторезного станка 1603
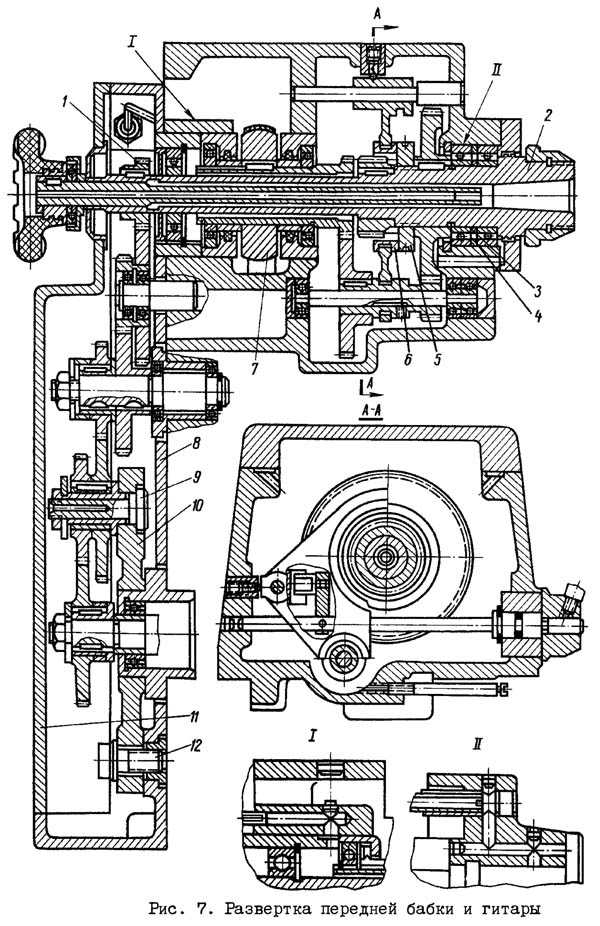
Развертка передней бабки токарного станка 1603
Развертка передней бабки токарно-винторезного станка 1603. Смотреть в увеличенном масштабе
На рис. 7 представлена развертка передней бабки и гитары.
Передняя бабка устанавливается и закрепляется слева сверху на станке. Вращение шпинделя 2 передается от шкива 7 либо непосредственно через муфту 6 с внутренними зубьями, либо через перебор. Перебор и муфта управляются одной рукояткой. В передней опоре шпинделя установлены два радиально—упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки. Регулировка зазора производится кольцами 3 и 4. Фиксация шпинделя осуществляется гайкой 5. В задней опоре шпинделя установлен радиальный шарикоподшипник. Приемный шкив 7 разгружен и расположен между опорами шпинделя. Привод подачи осуществляется от шестерни I, сидящей на конце шпинделя.
Опоры шпинделя смазываются и охлаждаются маслом, поступающим от смазочного агрегат. Для контроля поступления смазки на передней стенке бабки установлен маслоуказатель.
Механизм передней бабки смазывается разбрызгиванием.
Гитара
Гитара передает вращение от передней бабки к коробке подач. Она состоит из алюминиевого корпуса 8, прикрепленного к передней бабке, кронштейна 10, крышки II и сменных шестерен.
Кронштейн гитары поворачивается на фланце коробки подач и закрепляется в нужном положении винтом 12. В пазу кронштейна закрепляется ось 9 сменных шестерен.
Смазка гитары осуществляется от смазочного агрегата.
Коробка подач токарно-винторезного станка 1603
Чертеж коробки подач токарного станка 1603
Чертеж коробки подач токарно-винторезного станка 1603. Смотреть в увеличенном масштабе
Коробка подач обеспечивает регулирование величин продольных подач в пределах 0,01-0,3 мм/об двумя настройками гитары. При первой настройке возможно получение восьми подач от 0,01 до 0,10, при второй от 0,025 до 0,3 мм/об. При второй настройке, при необходимости, возможно получение шести шагов наиболее употребляемых метрических резьб (0,25; 0,5; 0,75; 1,0; 1,5; 2,0).
Для нарезания точных резьб имеется возможность прямого соединения ходового винта при помощи кулачковой шестерни I (рис. 8). Управление коробкой подач осуществляется рукоятками, расположенными на передней стенке коробки.
Реверсивный механизм для получения левой резьбы в виде цилиндрического трензеля 2 помещен в коробке подач. Управление осуществляется кнопкой, расположенной на правом торце коробки.
Подшипники и механизм коробки смазываются маслом, сливающимся из передней бабки.
Суппорт токарно-винторезного станка 1603
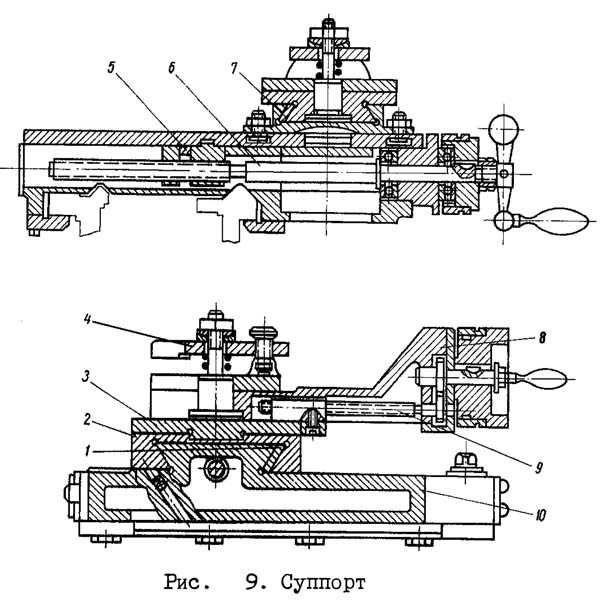
Чертеж суппорта токарного станка 1603
Чертеж суппорта токарно-винторезного станка 1603. Смотреть в увеличенном масштабе
Продольные салазки суппорта 10 (рис. 9) перемещаются по призматической и плоской направляющим станины. Сверху по направляющим продольных салазок перемещаются при помощи винта 6 поперечные салазки 2, сзади сверху на поперечных салазках выполнены Т-образные пазы для установки заднего резцедержателя. Сверху на поперечных салазках установлены поворотные салазки 3 с верхней кареткой 8. Резцедержатель 4 установлен на верхней каретке, которая перемещается винтом 9.
Смазка направляющих суппорта осуществляется при помощи плунжерного насоса.
Фартук токарно-винторезного станка 1603
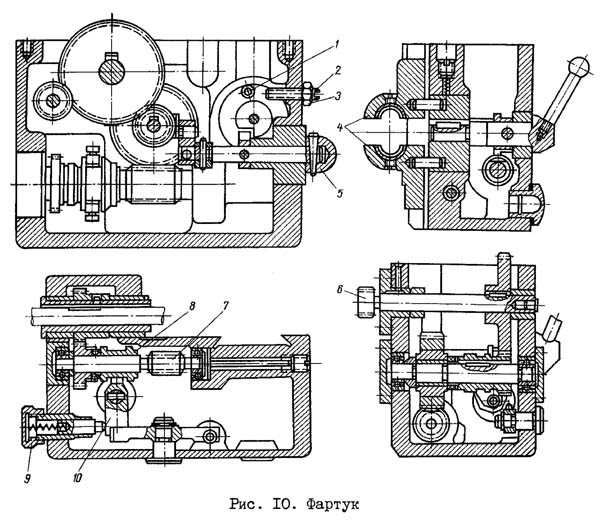
Чертеж фартука токарного станка 1603
Чертеж фартука токарно-винторезного станка 1603. Смотреть в увеличенном масштабе
Фартук
Фартук сообщает суппорту продольное перемещение. При нарезании резьбы движение передается ходовым винтом и маточной гайкой 4 (рис. 10), а при проточке — реечной передачей 6. Вращение реечной шестерне от ходового винта передается перегрузочным механизмом 10 и промежуточными шестернями.
Вариатор токарно-винторезного станка 1603
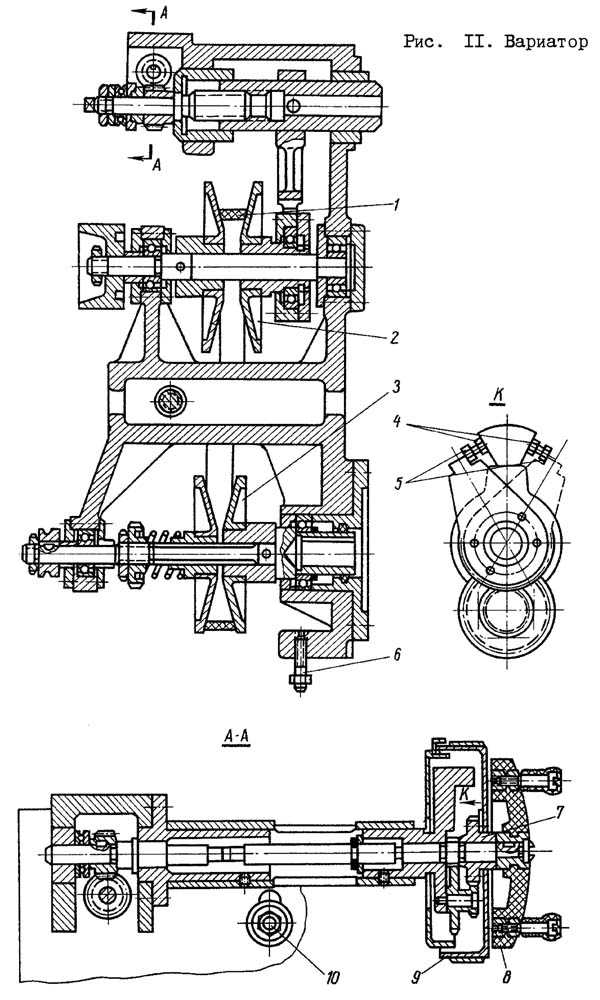
Чертеж вариатора токарного станка 1603
Чертеж вариатора токарно-винторезного станка 1603. Смотреть в увеличенном масштабе
Привод вращения шпинделя выполнен в виде бесступенчатого вариатора с широким клиновым ремнем 1(рис. II). Верхний шкив 2 - управляемый, нижний 3 - подпружиненный. Натяжение ремня осуществляется натяжным роликом. Изменение чисел оборотов шпинделя осуществляется поворотом маховика 8 с лимбом 9. Регулировка крайних положений дисков осуществляется винтами 5, которые контрятся гайками 4.
Корпус вариатора крепится к левой поперечной стенке тумбы. К корпусу вариатора прикреплен электродвигатель.
Задняя бабка
Задняя бабка устанавливается на плоскую и призматическую направляющие станины и прижимается к ним при помощи эксцентрикового зажима.
Корпус задней бабки для обточки конусов может перемещаться в поперечном направлении (+6 мм) по нижней плите двумя винтами. Пи-ноль задней бабки перемещается от маховика при помощи винтовой пары и может фиксироваться в требуемом положении рукояткой.
Для смазки бабки установлены шариковые масленки.
Шпиндель токарно-винторезного станка 1603
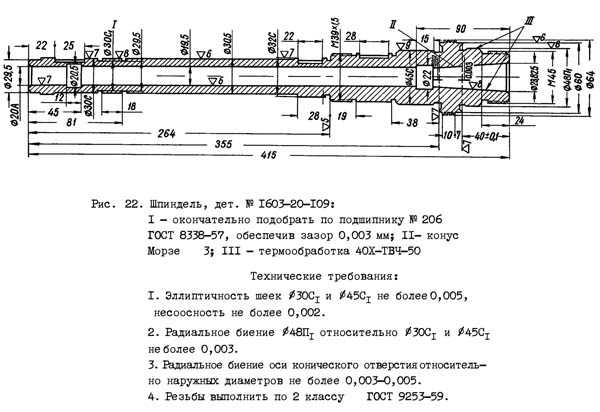
Чертеж шпинделя токарного станка 1603
Чертеж шпинделя токарно-винторезного станка 1603. Смотреть в увеличенном масштабе
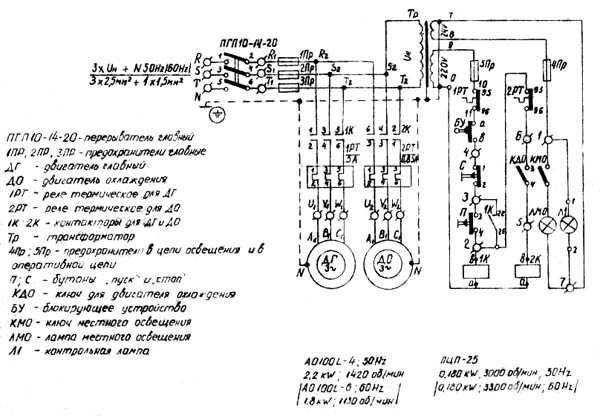
1603 Схема электрическая токарно-винторезного станка
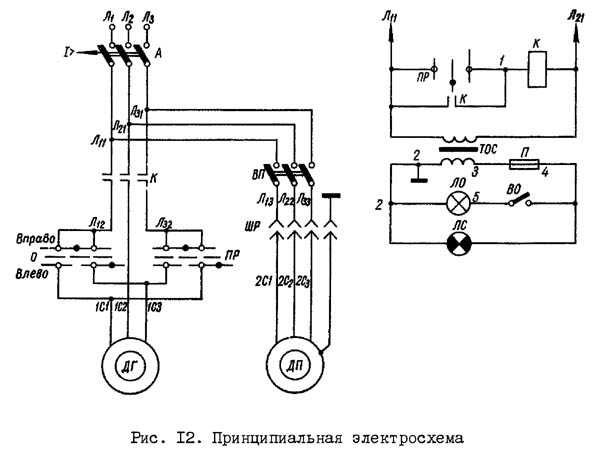
Электрическая схема токарного станка 1603
Описание работы электросхемы
Нажатием на кнопку автоматического выключателя А подается напряжение, при этом загорается сигнальная лампочка ЛС. Нажатием педали барабанного переключателя ПР вниз или вверх включается магнитный пускатель К, и осуществляется пуск электродвигателя главного привода ДГ соответственно вперед или назад. Возвращением педали в среднее положение магнитный пускатель отключается, и происходит остановка электродвигателя.
Электродвигатель приспособления ДП включается поворотом пакетного выключателя ВП на панели электрооборудования.
Электрооборудование токарно-винторезного станка 1603
Электрооборудование станка включает:
- электродвигатель главного привода ДГ
- электродвигатель приспособления ДП
- барабанный переключатель ПР
- автоматический выключатель А
- пакетный выключатель ВП
- магнитный пускатель К
- местное освещение ЛО
1603 Станок токарно-винторезный повышенной точности. Видеоролик.
Основные технические характеристики станка 1603
| Основные параметры станка | ||||
| Класс точности | П | П | П | П |
| Наибольший диаметр заготовки над станиной, мм | 160 | 200 | 160 | 200 |
| Наибольший диаметр заготовки над суппортом, мм | 80 | 100 | 90 | 118 |
| Высота центров, мм | 85 | 100 | 86 | 108 |
| Наибольший заготовки в центрах (РМЦ), мм | 250 | 350 | 250 | 350 |
| Наибольшая высота держателя резца, мм | ||||
| Высота от опорной поверхности резца до линии центров, мм | 10 | 12 | 10 | 12 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 90 | 110 | ||
| Наибольшие размеры сечения державки резца, мм | 10 х 10 | 12 х 12 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20,2 | 20,2 |
| Наибольший диаметр прутка в патроне, мм | 18 | 18 | 20 | 20 |
| Наибольший диаметр прутка в цанге, мм | 12 | 12 | 10 | 10 |
| Конус отверстия в шпинделе | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/ступ | Б/ступ | Б/ступ | Б/ступ |
| Частота прямого вращения шпинделя, об/мин | 56..3150 | 56..3150 | 80..4000 | 70..3500 |
| Число ступеней частот обратного вращения шпинделя | Б/ступ | Б/ступ | Б/ступ | Б/ступ |
| Частота обратного вращения шпинделя, об/мин | 56..3150 | 56..3150 | 80..4000 | 70..3500 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 250 | 250 | 232 | 350 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,1 | 0,1 | 0,5 | 0,5 |
| Перемещение суппорта продольное на один оборот лимба, мм | 20 | 20 | 100 | 100 |
| Наибольшее поперечное перемещение суппорта, мм | 95 | 115 | 110 | 135 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 | 0,025 | 0,025 |
| Перемещение суппорта поперечное на один оборот лимба, мм | 2 | 2 | 2 | 2 |
| Наибольшее перемещение резцовых салазок, мм | 60 | 60 | 100 | 120 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 |
| Перемещение резцовых салазок на один оборот лимба, мм | 2 | 2 | 2 | 2 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±45° | ±45° |
| Число ступеней продольных подач суппорта при постоянной настройке гитары | 8 | 8 | 4 | 4 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,01..0,3 | 0,01..0,3 | 0,04..0,32 | 0,04..0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Диаметр ходового вала, мм | 18 | 18 | ||
| Диаметр и шаг ходового винта, мм | 26 х 5 | 26 х 5 | ||
| Количество нарезаемых резьб метрических | 18 | 18 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..3,0 | 0,2..3,0 | 0,25..3 | 0,25..3 |
| Пределы шагов нарезаемых резьб дюймовых | 40..8 | 40..8 | 80..10 | 80..10 |
| Пределы шагов нарезаемых резьб модульных | 0,3..1,0 | 0,3..1,0 | 0,1..1,25 | 0,1..1,25 |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Диаметр пиноли, мм | 35 | 35 | ||
| Конус отверстия пиноли задней бабки | Морзе 2 | Морзе 2 | Морзе 2 | Морзе 2 |
| Наибольшее перемещение пиноли, мм | 55 | 55 | 35 | 70 |
| Перемещение пиноли на одно деление линейки, мм | 1 | 1 | 1 | 1 |
| Перемещение пиноли на одно деление лимба, мм | 0,04 | 0,04 | ||
| Поперечное смещение задней бабки, мм | ±6 | ±6 | ||
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 0,6 (1370) | 0,8 (1370) |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1080 х 560 х 1170 | 1180 х 590 х 1185 | 1270 х 725 х 1250 | 1380 х 730 х 1250 |
| Масса станка, кг | 500 | 525 | 670 | 750 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник токарных винторезных станков
Паспорта к токарным винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
ОТ-5 Станок токарно-винторезный повышенной точности облегченный схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка ОТ-5
Производителями токарно-винторезного станка ОТ-5 были Одесский станкостроительный завод и Кироваканский завод прецизионных станков г. Кировокан - Ванадзор.
В настоящее время выпуск станков прекращен.
Станки, выпускаемые Одесским станкостроительным заводом
ОТ-5 токарно-винторезный станок облегченный повышенной точности. Назначение, область применения
Облегченный токарный станок ОТ-5 спроектирован на базе токарного станка 16Б05П и может применяться в передвижных ремонтных мастерских.
Токарный станок ОТ-5 предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических, дюймовых и модульных резьб.
Станок обеспечивает качество обрабатываемой поверхности и точность работы (точность размеров, геометрических форм) высокого класса.
Станок предназначен для использования в климатических условиях — У.4.1. по ГОСТ 15150—69
Основные конструктивные особенности.
- Установка вариатора на специальной плите, не имеющей контакта с тумбой, а также независимая подвеска фартука станка обеспечивают снижение уровня вибрации при обработке и повышают качество обрабатываемой поверхности.
- Коробка подач обеспечивает возможность нарезания большого количества метрических, модульных резьб и получения широкого диапазона продольных и поперечных подач без смены шестерен гитары. Шпиндель установлен в оригинальных радиальных и упорных гидростатических подшипниках, что в сочетании с жесткой конструкцией станка позволяет производить уникальную по точности токарную обработку.
В автоматическую линию не встраивается.
Класс точности П по ГОСТ 8—82Е.
Разработчик — Одесское СКБ специальных станков.
ОТ-5 Габаритные размеры рабочего пространства токарно-винторезного станка
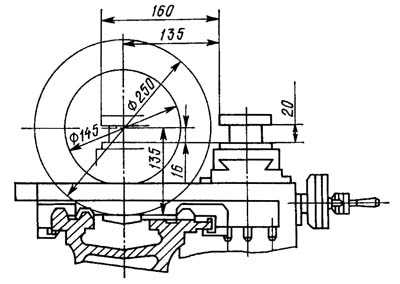
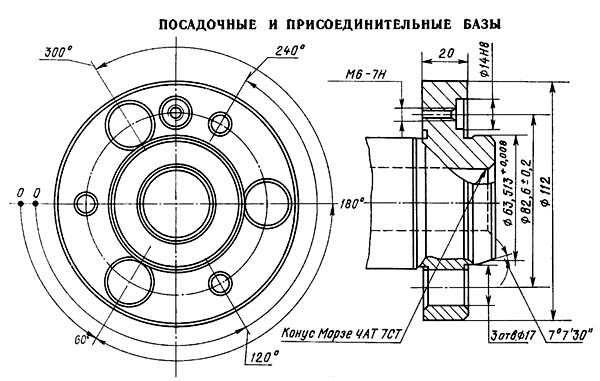
ОТ-5 Посадочные и присоединительные базы токарно-винторезного станка
ОТ-5 Общий вид токарно-винторезного станка


ОТ-5 Расположение составных частей токарно-винторезного станка
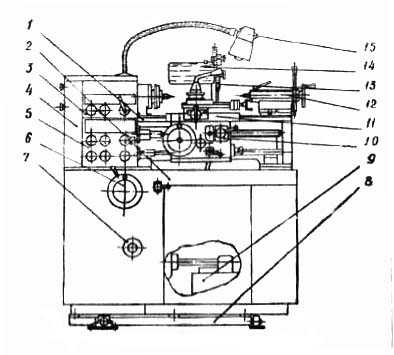
Перечень составных частей токарно-винторезного станка ОТ-5
- Станина - 16Б05П.111.000
- Тумба - ОТ-5.121.000
- Бабка передняя - ОТ-5.221.000
- Гитара - 16Б05П.311.000
- Коробка подач - 16Б05П.321.000
- Вариатор - 16Б05П.211.000
- Переключатель - ОТ-5.821.000
- Рама - ОТ-5.131.000
- Агрегат смазочный - 16Б04П.411.000
- Фартук - 16Б04П.331.000
- Суппорт - 16Б05П.341.000
- Бабка задняя - ОТ-5.231.000
- Охлаждение - ОТ-5.511.000
- Ограждение - ОТ-5.611.000
- Электрооборудование - ОТ-5.811.000
ОТ-5 Расположение органов управления токарно-винторезным станком
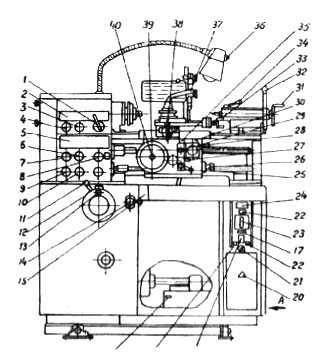
Перечень органов управления токарно-винторезным станком ОТ-5
- Рукоятка перебора скоростей
- Рукоятка звена увеличения шага резьбы
- Рукоятка реверса привода подачи
- Рукоятка переключения подач и резьб
- Рукоятка переключения подач и резьб
- Рукоятка включения ходового винта или ходового валика
- Рукоятка переключения подач и резьб
- Рукоятка переключения подач и резьб
- Рукоятка переключения скоростей вариатора
- Маховичок изменения чисел оборотов шпинделя
- Рукоятка управления вращением шпинделя
- Выключатель охлаждения
- Вводной автомат
- Рукоятка включения предохранительного устройства фартука
- Маховичок настройки величины тягового усилия
- Рукоятка включения маточной гайки
- Кнопка переключения продольной и поперечной подачи суппорта
- Маховичок перемещения пиноли задней бабки
- Рукоятка зажима задней бабки
- Рукоятка перемещения верхней каретки
- Рукоятка зажима пиноли задней бабки
- Выключатель освещения
- Рукоятка зажима резцедержателя
- Рукоятка ручного поперечного перемещения
- Маховичок ручного продольного перемещения
- Кнопка включения маховичка и лимба продольной подачи
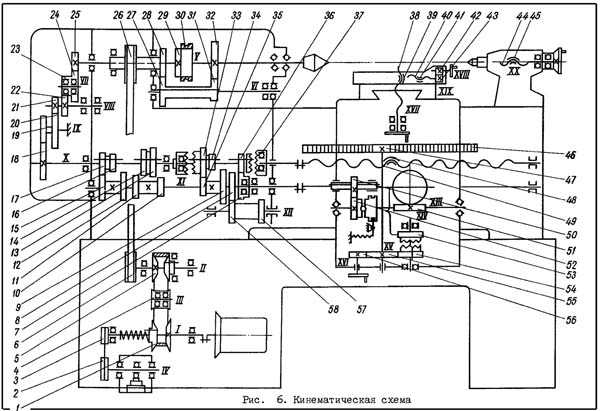
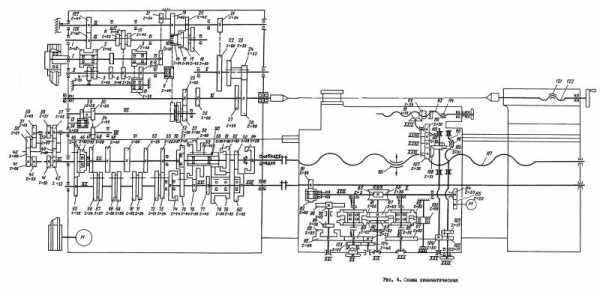
ОТ-5 Кинематическая схема токарно-винторезного станка
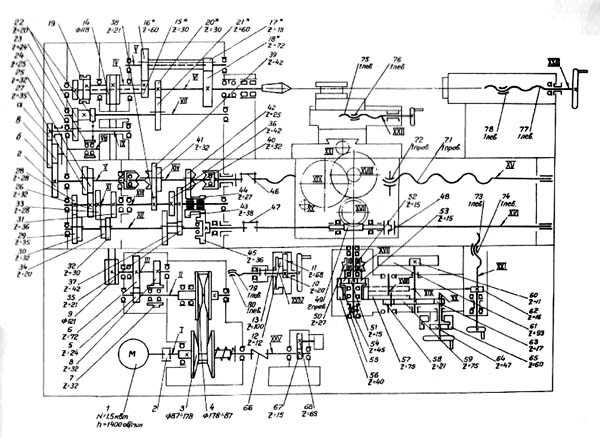
Схема кинематическая токарно-винторезного станка ОТ-5. Скачать в увеличенном масштабе
Кинематическая схема станка позволяет осуществлять следующие операции:
- главное движение — вращение шпинделя
- движение подачи — перемещение резца
- вращение насоса смазки
ОТ-5 Вариатор токарно-винторезного станка
Вариатор (бесступенчатая коробка скоростей)
Вариатор состоит из собственно вариатора и двухступенчатой коробки скоростей (коробки переключения диапазонов).
Первый (ведущий) вал 2 вариатора приводится во вращение фланцевым электродвигателем через зубчатую полумуфту. Вторая половина муфты выполнена заодно с валом 2, на котором установлены неподвижный (в осевом направлении) диск 4 и подпружиненный скользящий диск 3, образующие ведущий шкив вариатора. От этого шкива вращение посредством широкого клинового ремня передается валу 7 через ведомый шкив вариатора, состоящий из неподвижного диска 5 и управляемого скользящего диска 6.
Кроме ведомого шкива, на валу 7 расположены зубчатые колеса 8 и 9. Зубчатое колесо 9 снабжено наружным и внутренним зубчатым венцом полумуфтой. Зубчатое колесо 8, перемещаясь по шлицам вдоль вала 7, переключает диапазоны скоростей выходного вала вариатора. На этом валу посажен ведущий шкив клиноременной передачи, связывающей вариатор с передней бабкой. Для натяжения передачи корпус 11 коробки скоростей вариатора может поворачиваться на стакане 10, закрепленном на корпусе 1 вариатора. Поворот корпуса 11 производится при помощи стяжной гайки 21, после чего корпус закрепляется винтами на стакане 10.
Механизм управления вариатором и коробкой скоростей расположен сверху на корпусе вариатора. Маховичок 12 управляет перемещением скользящего диска 6, рукоятка 16 служит для переключения шестерен в коробке скоростей. Планетарная передача 20—19—18—17 связывает маховичок 12 с диском 13, на котором установлено кольцо 14 с лимбом 15. На лимбе нанесены две шкалы скорости вращения шпинделя, одна — для прямого включения шпинделя, вторая — для включения шпинделя через перебор.
Для отсчета показаний шкал служат две пары указательных штрихов, нанесенных на прозрачном щитке, расположенном над лимбом. При переключении скоростей вариатора щиток перемещается вместе с рукояткой 16. Для отсчета следует пользоваться той парой указательных штрихов, которая в данный момент находится в верхнем положении.
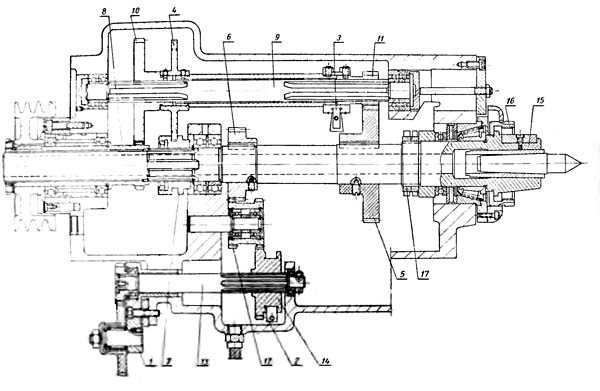
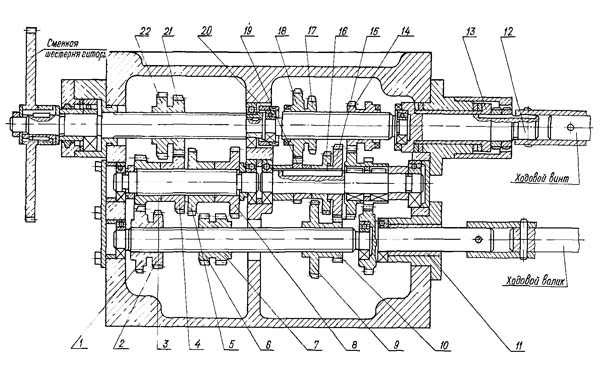
ОТ-5 Шпиндельная бабка токарно-винторезного станка
В корпусе передней бабки собраны:
- шпиндель
- перебор
- привод резьб и подач с трензелем
- механизм управления
Приемный шкив 8 передней бабки установлен на втулке 11, соосной со шпинделем 4. Слева от шкива расположена муфта 10 прямого включения шпинделя, справа — зубчатые колеса перебора 2, 6, 7,11.
Шпиндель станка вращается в прецизионных подшипниках качения.
В передней опоре шпинделя установлены роликовый двухрядный подшипник и два шариковых радиально-упорных, в задней — шариковый радиальный подшипник.
Задняя опора шпинделя и левая опора втулки 11 шкива 8 расположены в стакане 9. При замене приводных ремней этот стакан нужно снимать.
Передаточное отношение перебора передней бабки равно 1/8 Управление перебором 6, 7 и муфтой 10 прямого включения осуществляется одной рукояткой. Рядом с шестерней перебора 11 на шпинделе 4 расположено зубчатое колесо 3 привода резьб и подач. Зубчатое колесо 1, расположенное на первом валу 12 привода резьб и подач, может соединяться либо с зубчатым колесом перебора 11, либо с зубчатым колесом 3, сидящим на шпинделе. Это дает возможность при включенном переборе получить увеличение шага резьб
Изменение направления подачи или нарезаемой резьбы осуществляется трензелем, состоящим из двойного зубчатого колеса 13, скользящего зубчатого колеса 15 и паразитного колеса 16. Колеса 15 посажено на шлицы выходного вала 14, на конец которого надевается одно из сменных колес гитары.
Рукоятки управления механизмами передней бабки расположены на передней стенке бабки. Спереди к корпусу бабки 5 прикреплен литой кожух, в котором установлены кнопки управления главным электродвигателем.
Смазка механизмов передней бабки — централизованная, от смазочного агрегата.
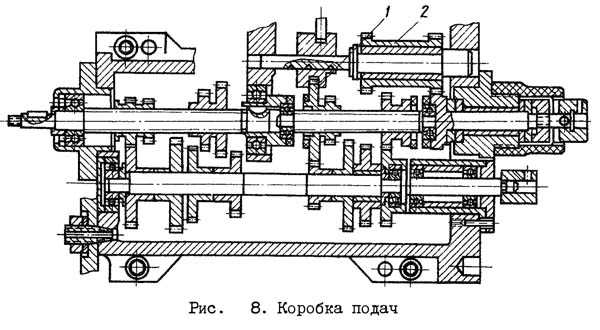
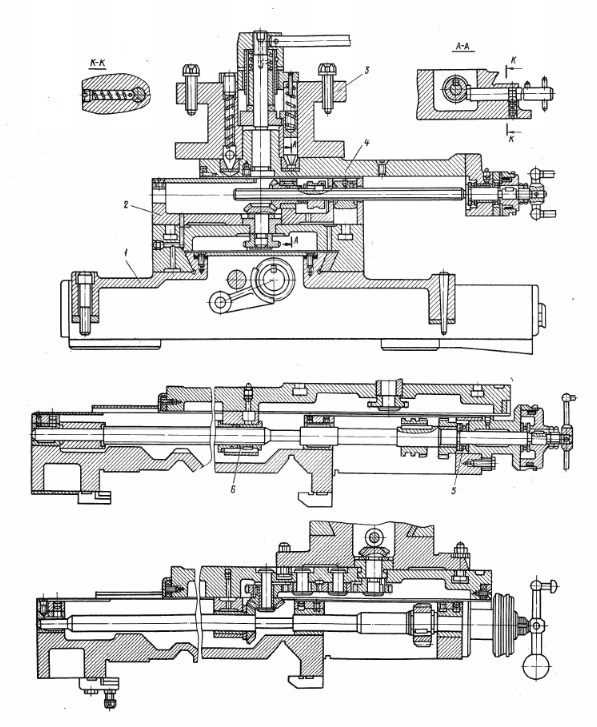
ОТ-5 Коробка подач токарно-винторезного станка
Коробка подач станка (рис. 12) в сочетании с гитарой позволяет устанавливать требуемые передаточные отношения для нарезания резьб с различным шагом и получения различных продольных и поперечных подач.
В коробке подач имеются следующие механизмы:
- Механизм основного ряда (зубчатые колеса 3, 4, 1, 2, 5, 8, 6, 7)
- Механизм множительный (зубчатые колеса 9, 10, 19, 15, 16, 17, 18)
- Механизм смещения ряда (зубчатые колеса 21, 22, 3, 4)
- Механизм переключения передачи движения на ходовой валик или на ходовой винт (полумуфта 14)
- Механизм прямого включения ходового винта (полумуфты 12, 14, 18, 20)
- Механизм переключения (на рисунке не показаны)
Механизм основного ряда дает возможность получить четыре передаточных отношения, пропорциональные четырем шагам метрических или модульных резьб.
Умножая эти передаточные отношения на передаточные отношения множительного механизма (1/4, 1/2, 1, 2) и на передаточные отношения механизма смещения ряда (1,1 1/4), можно нарезать метрические и модульные резьбы при постоянной настройке гитары.
Механизмы переключения расположены на плите под крышкой коробки подач. Рукоятки переключения находятся на крышке спереди.
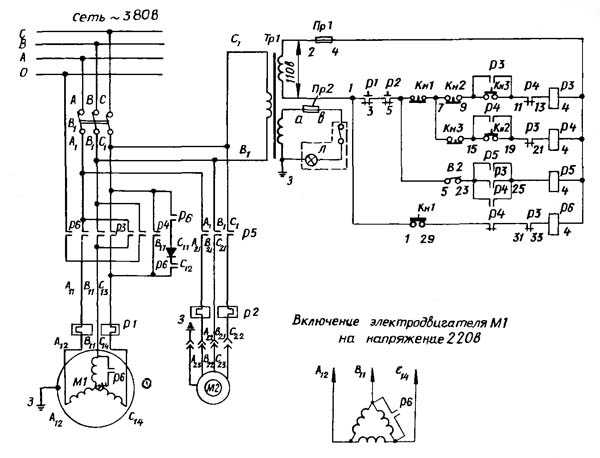
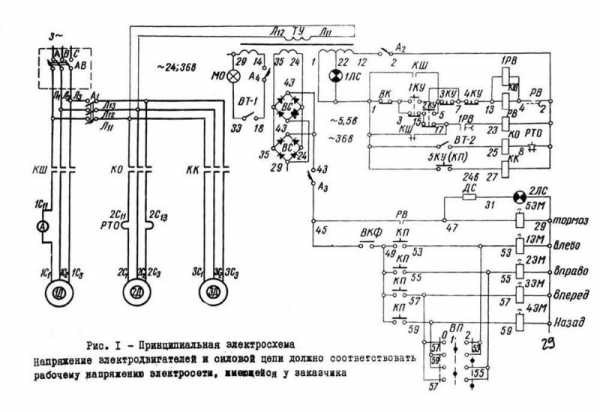
ОТ-5 Схема электрическая токарно-винторезного станка
Основные технические характеристики станка ОТ-5
| Основные параметры станка | |||
| Класс точности | П | П | П |
| Наибольший диаметр заготовки над станиной, мм | 250 | 200 | 250 |
| Наибольший диаметр заготовки над суппортом, мм | 145 | 115 | 145 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 350 | 500 |
| Высота центров над плоскими направляющими станины, мм | 135 | 108 | 135 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 135 | 110 | 135 |
| Высота резца, установленного в резцедержателе, мм | 16 | 12 | 16 |
| Наибольшая высота держателя резца, мм | 20 | 17 | 20 |
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 26,5 | 24 | 26 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 25 | 23,5 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в цанге, мм | 16 | 16 | |
| Центр шпинделя по ГОСТ 13214-67 | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К | 4К |
| Число ступеней частот прямого вращения шпинделя | б/с регулирование | б/с регулирование | б/с регулирование |
| Частота прямого вращения шпинделя, об/мин | 35..3500, 30..3000 | 35..3500, 30..3000 | 30..3000 |
| Торможение шпинделя | есть | есть | есть |
| Блокировка рукояток | |||
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 160 | 135 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Количество подач суппорта продольных | 28 | 28 | 28 |
| Количество подач суппорта поперечных | 28 | 28 | 28 |
| Пределы подач суппорта продольных, мм/об | 0,02..0,35 | 0,02..0,35 | 0,02..0,35 |
| Пределы подач суппорта поперечных, мм/об | 0,01..0,175 | 0,01..0,175 | 0,01..0,175 |
| Шаги нарезаемых метрических резьб, мм | 0,2..28 | 0,2..28 | |
| Шаги нарезаемых модульных резьб, мод | 0,1..14 | 0,1..14 | |
| Шаги нарезаемых дюймовых резьб, ниток на дюйм | 5..96 | 5..96 | |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 110 | 80 | 110 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±45° | ±45° |
| Задняя бабка | |||
| Конус Морзе задней бабки | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 85 | 70 | 85 |
| Перемещение пиноли на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,5 | 1,1 | 1,5 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1510 х 725 х 1360 | 1310 х 690 х 1360 | 1510 х 725 х 1360 |
| Масса станка, кг | 705 | 660 | 720 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
stanki-katalog.ru
Токарно-винторезный станок 1М63: характеристики, паспорт
Токарно-винторезный станок 1М63 разработали и начали выпускать в середине 50-х годов. Данное оборудование на тот момент имело уникальные технические характеристики, станок 1М63 позволил проводить обработку на высоком качестве заготовок из различных металлов.

Токарно-винторезный станок 1М63
Область применения
Покупателями винторезного станка 1М63 зачастую становились машиностроительные заводы с довольно крупным объемом производства. Это связано с тем, что ходовой винт модели позволяет проводить обработку заготовки длиной 750-10000 мм в зависимости от РМЦ. Однако сегодня этот токарно-винторезный станок существенно уступает современным винторезным моделям по показателю производительности и точности обработки. Назначение: можно точить цилиндрические и конусообразные детали, нарезать резьбу.
Токарный станок модели 1М63 может использоваться для работы со сложными формами и округлыми типами заготовок. Дополнительное назначение – нарезка различных типовых резьб. Чертеж оборудования предполагает очень удобную конструкцию основного шпинделя и самого резца, кроме того допускается установка для работы следующих инструментов: зенкеров, сверл, метчиков и плашек. Сама заготовка для последующей обработки может закрепляться непосредственно в патроне либо поддерживается крепеж в центрах.
К основным достоинствам машины приписывают:
- простота выполнения любой операции;
- не сложная конструкция узловых элементов машины;
- станина токарного станка 1М63 характеризуется достаточной жесткость, также увеличены стандарты температурной стабильности и точности обработки;
- характеристики двигателей установки имеют высокие показатели мощности, что облегчает обработку по металлу;
- износостойкость каждого отдельного узлового агрегата имеет высокие значения;
- скорость нарезания резьб очень высокая;
- кинематическая схема отличается определенной жесткостью, что положительно сказывается на всей работоспособности установки;
- в комплектации 1М63 присутствуют электрические и стандартные механические блокировки, которые обеспечивают максимальную безопасность при выполнении любой операции.
Особенности конструкции
У 1М63 есть несколько качеств, которые выделяют его среди других станков токарной группы:
- Резцедержатель 1М63 создан так, что можно использовать инструменты из специальных сплавов и быстрорежущей стали. Резцедержатель создан так, что можно его изменять под режущий инструмент и поворачивать на нужный угол.
- Токарный станок по металлу 1М63 относится к классу винторезных машин, которые отвечают за возможность проведения работы по нарезанию резьб. Для этого устанавливается гитара сменных шестерен. Кроме этого коробка скоростей имеет сменные зубчатые колеса. Путем подбора зубчатых колес можно изменять шаг резьбы.
- Для того чтобы точение детали могла проводится на высокой скорости и при высоких показателях подачи повысили жесткость нижней части суппорта и станины.
- На токарно-винторезном станке 1М63 установлен специальный двигатель и коробка подач, которые дают возможность ускорить движение суппорта во время точения заготовки. Коробка подач также имеет шестерни из каленной стали.
- При создании верхней части 1М63 также предусмотрели возможность перемещения. Именно поэтому при установке стандартного резцедержателя можно проводить точение конических поверхностей.

Гитара токарного станка 1М63
Паспорт токарно-винторезного станка 1М63 указывает на то, что вес варьируется в пределе от 4200-13200 в зависимости от показателя РМЦ. Проведем также обзор основных характеристик.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1М63
Широкий спектр выполняемых работ на токарном оборудовании этой модели обеспечивается отдельными модернизациями конструкции. Любая операция по точению, созданию конусов и нарезанию резьб выполняется достаточно легко, без тонкой скрупулезной настройки. Дополнительными конструкционными особенностями установки 1М63 являются:
- размер поперечника заготовок повышен до 700 мм.;
- показатель допустимого диаметра деталей над суппортом равняется 350 мм.;
- увеличен допустимая масса заготовок, теперь можно работать с деталями до 3,5 тонны;
- диаметр отверстия цилиндрической формы в главном шпинделе равняется 105 мм.;
- имеется функция крестообразного смещения суппортов в продольной плоскости – 5,2, в поперечной до 2 м/минуту;
- повышена мощность силового узла до 15 кВт.;
- масса модели составляет 5750 кг.
Суппорт токарного станка 1М63
Большие габариты, увеличенная функциональность позволяют устанавливать модель 1М63 в больших цехах, где упор делается на количество выпускаемой продукции. При этом точность работы и эффективность машины также остается на достаточном уровне.
Основные характеристики
Устройство фрикциона токарно станка 1М63, как и остальных его элементов соответствует установленным стандартам в 1982. Модель относится к классу точности Н и должна соответствовать установленным стандартам. Технические характеристики следующие:
- Подшипники шпинделя 1М63 поддерживают частоту вращения в пределах от 10 до 1 250 об/мин.
- Токарный станок может иметь самый различный показатель РМЦ. Во время работы оба фиксирующих элемента неподвижные.
- Модель может использоваться для обработки длинных и не жестких деталей с различным показателем РМЦ. Для этого предусмотрена возможность установки люнета. Однако стоит учитывать, что люнет не поставляется в комплекте. Люнет для токарного станка 1М63 используется для ограничения при обработке деформации деталей.
- Резцедержатель выполнен в классическом стиле: инструмент сам по себе неподвижный, двигается только суппорт. Расстояние между осью центров и кромкой резцедержателем составляет 32 см. При изготовлении резцедержателя применяется прочный материал, который исключает вероятность деформации конструкции. Настройка резцедержателя позволяет подобрать оптимальные показатели точения.
- Отверстия в шпинделе 65 мм. Шпиндель используется для установки заготовок диаметром 630 мм. Прямой прут может устанавливаться и подаваться по мере точения на рассматриваемом токарно-винторезном 1М63.
- Устанавливается задняя бабка на рассматриваемом токарно-винторезном станке, при ее мощи фиксируется задний конец.
- Коробка передач дает возможность регулировать скорость в 22 диапазонах.
- Суппорт имеет продольную и поперечную подачу в автоматическом режиме.
- Кинематический механизм довольно сложный. Есть передняя и задняя бабка. В передней бабке есть коробка скоростей. Задняя бабка позволяет фиксировать второй конец детали. Положение задней бабки может изменяться. Также используются обгонные муфты 1М63, отвечающие за поддержание точности работы.
- При рассмотрении коробок скоростей и подачи отметим высокую прочность и надежность. Ремонтопригодность коробок делает токарно-винторезный станок 1М63 более привлекательным.
- Электрический шкаф расположен в передней бабке, что подтверждает чертеж токарного станка 1М63.
- Фартук токарного станка 1М63 управляется при помощи специального переключателя.
- Характеристика сменных колес позволяет нарезать дюймовую, метрическую, модульную и питчевую резьбу. Технический потенциал у модели довольно большой. Установить можно сменные колеса для точения резьбы самого различного типа
Приобрести люнет для повышения качества обработки следует в случае, когда нужно проводить высокоточное точение деформирующихся заготовок. Люнеты могут изготавливаться из самых различных материалов. Если не использовать люнет, то сильная подача приведет к деформации заготовки. Люнеты могут устанавливаться и сниматься в зависимости от поставленных задач.
Электрооборудование и кинематическая схема
Кинематическая схема станка 1М63
Токарно-винторезный станок 1М63, электросхема которого имеет 4 электродвигателя, также имеет подробное описание каждого узлового модуля в своем паспорте. Основной мотор может работать от сети 50 Гц или 60 Гц. Электрическая схема указывает на то, что мотор имеет мощность 13 кВт.
Инструкция по эксплуатации предусматривает охлаждение системы. Для этого также устанавливается большой мотор. Кинематическая схема указывает на необходимость подачи 22 литров жидкости в минуту. Мощность электродвигателя 0,12 кВт.
Кинематический механизм представлен и мотором, который обеспечивает ускоренное движение суппорта. Резец передвигается вместе с суппортом благодаря установке мотора, мощность которого 1,1 кВт.
Кинематическая схема станка 1М63 также указывает на наличие четырех муфт. Муфта фрикционная 1М63 отвечает за движение каретки: продольный и поперечный проход проводится во время обтачивания, внутренний механический элемент позволяет быстро подводить режущий инструмент. Электромагнитный тип устройства позволяет быстро изменять положение каретки. Имеется фрикционная муфта прямого хода 1М63, которая предназначена для обеспечения плавности прямых подач в оборудовании.
Электрическая схема станка 1М63
Ремонт оборудования
Работа на любом оборудовании предполагает проведение как планового ремонта, так и комплексного. Мероприятия по восстановлению работоспособности отдельных механизмов требуются для модели 1М63 достаточно редко. Но, постепенная потеря стабильности, расшатывание отдельных компонентов конструкции ведет к понижению точности операций и снижении скорости обработки.
Для проведения комплексного ремонта у производителя заказчику необходимо совместно со станком отсылать следующие документы: технические паспорт установки, специальные акты предыдущих технических осмотров и ведомость, в которой отражена информация о сборочных узловых модулях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru