Содержание
Фрезерный станок по металлу своими руками (47 фото)
Фрезерный станок по металлу изготовленный своими руками, подробный фото отчёт по изготовлению самоделки.
Всем доброго времени суток! Хочу показать процесс изготовления своего самодельного фрезера.
И так: после изучения тем по постройке самодельных фрезеров я покопался под верстаком и извлек на свет — две малых продольных подачи — назовем их каретками, две поперечных подачи без ответных ластохвостов (т.е. только верхние части), двух координатный столик от сверлилки 2м112, и обрезки швеллера шириной 140 мм, в качестве шпинделя я хотел сначала использовать вот такую дрель:
Заменил подшипники с шариковых на конусные роликовые, но никак не решался вопрос по креплению цанг- шомпол не воткнеш а гайку накидную резать — опыту маловато, да и смотрелся бы такой фрезер как откровенная халтура, короче шпиндель пока в сторону, а займемся станиной.
Взял куски швеллера, два одинаковых сварил вместе, разметил и просверлил отверстия под резьбу М 10 для крепления кареток и двух-координатного столика. Нарезал резьбу закрутил болты и навернул гайки по три- четыре штуки, удлиненных не нашел, те гайки которые оказались близко с полкой швеллера обточил на конус (только самые нижние) иначе болты стало выворачивать, гайки обварил, вот что получилось:
Нарезал резьбу закрутил болты и навернул гайки по три- четыре штуки, удлиненных не нашел, те гайки которые оказались близко с полкой швеллера обточил на конус (только самые нижние) иначе болты стало выворачивать, гайки обварил, вот что получилось:
Также сделал желобок для сбора СОЖ, как на заводских станинах из уголка 25 х 25 мм, а чтобы этот желобок не висел в воздухе, а также чтобы приподнять станину от поверхности стола, чтобы бетон залился выше образовавшихся перегородок — эти уголки обварил еще полосой 25 х 4 мм:
Стойку приварил к станине только передним краем, а затем два раза обнял полосой сзади, косынками заварил плечики станины, но когда все остыло померил угольником, а прямого угла нету — стойка немного отвалилась назад:
Затем, прогнал метчиком резьбы — ох и тяжко болты выкручивались после сварки — вкрутил свежие болты, замазал пластилином торцы гаек чтобы бетоном болты не прихватило и металлом 2 мм заварил заднюю стенку стойки:
Залил бетон (1 к 2 — цемент М500, песок и щебень гранитный, где то около ведра).
Примерил навесное оборудование.
Дальше занялся поворотной площадкой для шпинделя — попался в руки фланец не знаю от чего — проточил внутреннее отверстие для посадки на «пенёк» от резцедержки на каретке. Сам пенек, я отпилил болгаркой по высоте фланца, родной болт обрезал по длине и нарезал резьбу м20*1,5, выточил гайку толщиной 8 мм, а так как все сделано в потай, грани не нарежешь, то насверлил отверстий под ключ от болгарки:
Теперь шпиндель, есть у меня такой патрон с км4: и набор цанг к нему. Долго я боялся его трогать, но решился, первым делом обрезал гайку, уж больно здоровенная была. Потом зажал в токарный, балванку, проточил под диаметр цанги на 18 и зажал ее не вынимая из станка этим патроном — проверил на малых оборотах — биения нет -подпер конусом и снял лишнюю теперь уже резьбу и заодно проточил это место под посадку Ф40 мм подшипника №208-конусного а предыдущую посадку ф30 мм под 206, получилось довольно точно:
Но нет материала, чтобы выточить корпус и поэтому откладываем его в сторону, а вынимаем то что есть: несколько корпусов подшипников, вал с КМ2 от такой же дрели как в начале темы, вот теперь попрошу не бить ногами, вал изначально был коротковат и я его удлинил — напрессовал кусок полдюймовой трубы, обварил, проточил новую посадку и под резьбу которую и нарезал еще просверлил отверстие под шомпол так как окошко окажется внутри шпинделя да и цанги держать надо чтоб не вываливались.
Но цанги то, не под шомпол и мне их стало жалко сверлить, нарезать, и я просто нарезал резьбу на валу.
Токарь я, начинающий, станком резать не умею, а такого диаметра лерка попалась тока 3/4 дюйма, ну и что, зато гайка прекрасно подошла от металлопластиковой фасонины.
Теперь о шпинделе вкратце — два корпуса причем в нижний влезли сразу два подшипника -шариковый и роликовый конический между ними кусок трубы и сварка.
Перед тем, как варить все в сборе с подшипниками стянул гайкой и чтобы легко крутилось и в процессе сварки короткими прихватками с промежуточным окунанием в воду, результат — крутится, не скажу, что свободно но в общем легко — все таки три подшипника, дальше фотки без писанины:
В результате, получился вот такой шпиндель, далее сверление нарезание, обкатка:
Может, кто то, скажет — жесткости мало — скажите где? Металл 8 мм, еще будут скептики, что рабочий конец фрезы уходит за габариты столика — сразу опережаю отвечаю — на шпинделе просверлены лишние отверстия также и во флянце т. е. шпиндель ставится выше открывая гайку центральную для именно работы под углом, а это обычное положение и еще столик этот временный только для настройки станка а в перспективе стол будет этот:
е. шпиндель ставится выше открывая гайку центральную для именно работы под углом, а это обычное положение и еще столик этот временный только для настройки станка а в перспективе стол будет этот:
Достался мне вот такой, электродвигатель на 340 ватт, 12 вольт. На валу была муфточка резиновая с шлицевой посадкой, а так как шкив с шлицами я изготовить пока не могу, то решил оставить эту муфту и применить плоский ремень.
Чтобы он не сваливался, просверлил в валу отверстие и нарезал резьбу м5, дальше из обрезков швеллера сделал два кронштейна — один для крепления этого мотора другой для натяжения ремня, на шпиндель выточил шкив из остатков д16т и нарезал в нем резьбу, чтоб не заморачиваться со шпонкой, и законтрогаил это все, еще приварил пенек и кронштейник с боку:
В общем, получился самодельный фрезерный станок своими руками. Осталось поставить трансформатор, выпрямитель и регулятор оборотов, все это закреплю сзади на стойке в коробке. Регулятор попробую использовать от шуруповерта тока микруху вынесу на стойку вместо радиатора и к кнопке надо приделать винт чтоб вращением регулировать или заменить обычным резистором или выкинуть пружинку из кнопки.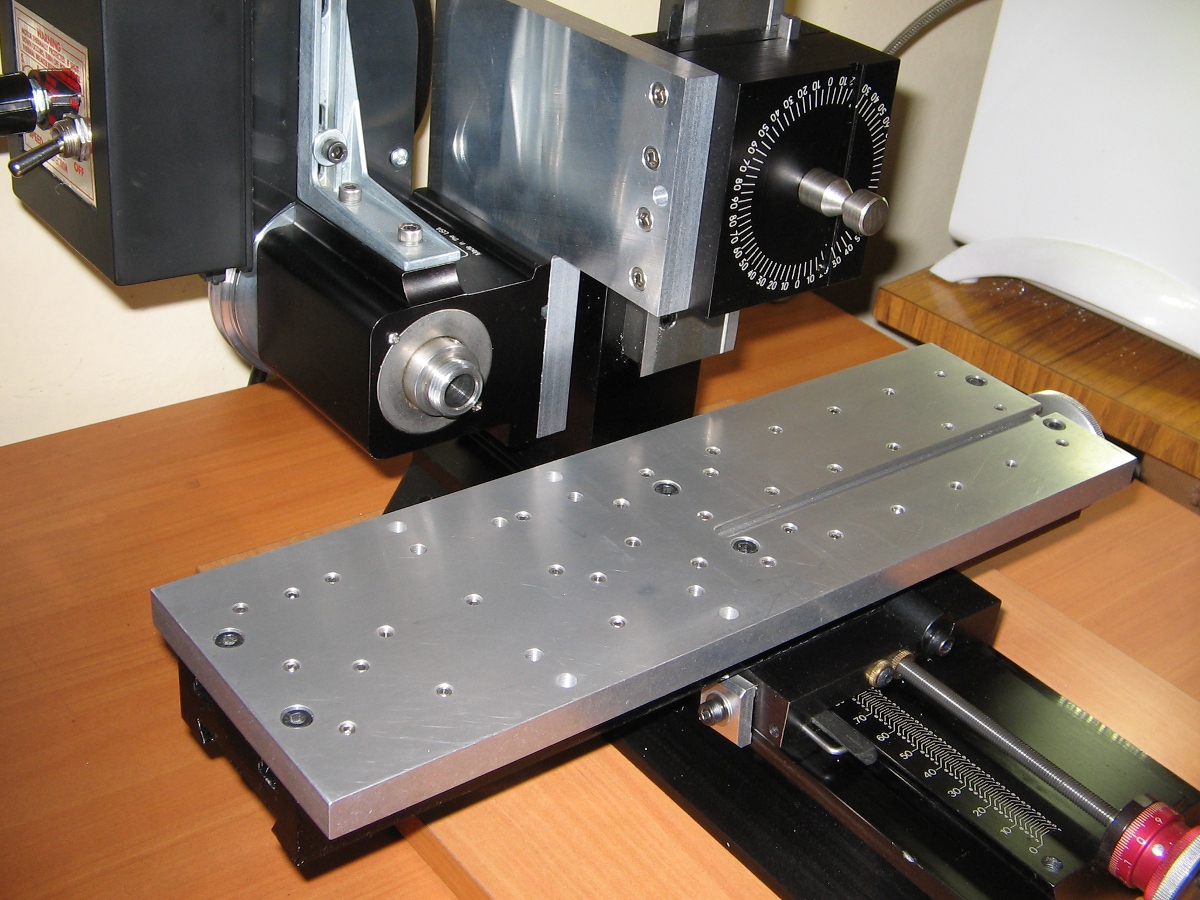
Боялся что ремень будет слетать — нет как вкопанный даже не ёрзает по шкиву и не буксует, вот фото долгожданной стружки:
Автор самоделки: Андрей Борисович. г. Волгоград.
Фрезерный станок по металлу своими руками для дома
Если возникла идея изготовить самодельный фрезерный станок по металлу, то возникают определенные вопросы. Их необходимо решить перед началом работы.
Какие операции будет выполнять этот агрегат? Класс задач, предполагаемый для исполнения? Тип оборудования: горизонтальный или вертикальный? Нужна ли делительная головка? Что использовать в качестве основы? Какого размера нужно иметь станок: напольный или настольный?
- Фрезерование деталей в домашних условиях
- Современные новации в индивидуальном производстве
- Основные инструменты для фрезерования
- Выбор рабочей головки для фиксации инструмента
- Сверлильный станок
- Токарный станок для фрезерования
- Использование ручного фрезера
- Фиксация детали и рабочее перемещение
- Этапы проектирования
- Пошаговое изготовление простейшего фрезерного станка своими руками
- Инструмент
- Этапы изготовления станка
- Заключение
Фрезерование деталей в домашних условиях
Определяясь с типом станка, нужно отталкиваться от работ, которые можно выполнять с его помощью.
Фрезеровать можно:
- Поверхности деталей, добиваясь получения нужных плоскостей.
- Создавать пазы, в которые в последующем будут устанавливаться шпонки, например, для монтажа шкивов или зубчатых колес на валах.
- Нарезать зубья на шестернях или звездочках, эти детали применяют в трансмиссиях машин или коробках перемены передач.
- Придавать оригинальную форму литым или кованым изделиям, фрезерование производится по специальным программам или моделям (оригиналам).
- Пропиливать углубления для прохода жидкостей или газов в специальных устройствах.
- Изготавливать оригинальные медали, жетоны, значки и другие эксклюзивные малоразмерные изделия.
Современные новации в индивидуальном производстве
В домашней мастерской современные мастера по заказу для крупных предприятий выполняют обработку деталей согласно прилагаемым чертежам. Подобная подработка выгодна и предприятиям: отпадает необходимость задействования дополнительного технологического оборудования в цеху для выполнения рутинных операций.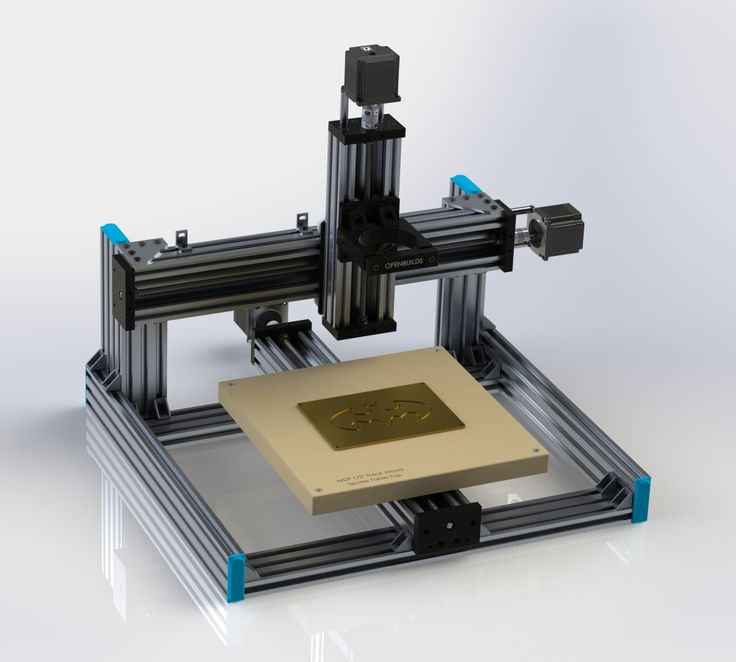
Домашний мастер производит работу по контракту с заказчиком, проблемы доставки заготовок и деталей он решает самостоятельно. В результате накладные расходы основного производства снижаются. Рабочее место создается самим исполнителем.
Для организации производства доходов достаточно создать индивидуальное предприятие (ИП), чтобы иметь официальный статус (облегчаются финансовые расчеты). В настоящее время подобных организаций достаточно, они выполняют солидные объемы заказов.
Основные инструменты для фрезерования
Станок для фрезерования металла создается под определенный вид фрез. Здесь у мастера имеется солидный выбор:
- Пальчиковый инструмент используется для формирования пазов. Ширина и глубина будущей проточки по заданным параметрам выполняется за один или несколько проходов.
- Торцевые фрезы могут обрабатывать плоскости. Крепление производится за хвостовик с внутренней резьбой. Дополнительная фиксация осуществляется за счет конуса Морзе.
- Фасонное фрезерование, а также изготовление зубьев для механических передач выполняется с помощью специальных фрез.
 Они могут иметь пальчиковый или дисковый вид.
Они могут иметь пальчиковый или дисковый вид. - Для получения спиральных канавок дополнительно используют делительные головки. В зависимости от расположения стола обрабатывается определенная часть цилиндрической заготовки. Каждое линейное перемещение детали сопровождается ее поворотом на заданный угол.
 Они могут иметь пальчиковый или дисковый вид.
Они могут иметь пальчиковый или дисковый вид.Выбор рабочей головки для фиксации инструмента
Самостоятельно электродвигатель никто не сделает. Используются готовые электромоторы. Чтобы передать крутящий момент от вращающегося вала к инструменту, нужно иметь специальную муфту. В ней должно быть коническое отверстие для крепления хвостовика или иметься цанговый патрон.
Сверлильный станок
Изготавливать подобные приспособления довольно сложно. Гораздо проще взять за основу узлы, в которых присутствуют необходимые элементы. Чаще всего используют фрагменты настольных сверлильных станков.
У сверлильного оборудования имеется отдельный вал. Он получает привод от электродвигателя через блок клиноременных шкивов. Сравнительно просто регулируется частота вращения главного вала при постоянных оборотах двигателя. Нужно только переместить ремень с одного ручья в другой. Он одновременно перемещается на ведомом и ведущем валах.
Сравнительно просто регулируется частота вращения главного вала при постоянных оборотах двигателя. Нужно только переместить ремень с одного ручья в другой. Он одновременно перемещается на ведомом и ведущем валах.
Если принято подобное решение, то остается доработать патрон для фиксации инструмента. Обычный трехкулачковый патрон можно оставить. Однако, потребуется модернизировать его, добавив резьбовое крепление хвостовика.
Внимание! Возникающее в процессе фрезерования касательное сопротивление движению обязательно будет вырывать инструмент из патрона. При увеличении подачи (перемещения инструмента за один оборот) сопротивление растет пропорционально квадрату роста скорости продольного движения.
Сверлильно-фрезерный станок сможет выполнять работу в двух разных режимах. По такому пути идет большинство мастеров, желающих иметь сложное технологическое оборудование в мастерской.
Токарный станок для фрезерования
Сделать фрезерный станок по металлу на базе токарного оборудования. Наличие удобного трехкулачкового патрона на токарном станке позволяет закреплять в нем конический крепеж для фрез. Деталь фиксируется с помощью струбцин или ручных тисков к суппорту, на котором устанавливают резцедержатель. Мощность обычно измеряется десятками кВт, а коробка скоростей обеспечивает значительное количество вариантов частот вращения главного вала.
Наличие удобного трехкулачкового патрона на токарном станке позволяет закреплять в нем конический крепеж для фрез. Деталь фиксируется с помощью струбцин или ручных тисков к суппорту, на котором устанавливают резцедержатель. Мощность обычно измеряется десятками кВт, а коробка скоростей обеспечивает значительное количество вариантов частот вращения главного вала.
В подобном варианте пользователь получит токарно-фрезерный станок. Процесс переделки не займет много времени. Потребуется.
- Снять резцедержатель.
- Установить вспомогательную плиту.
- Закрепить на плите прижимы или приспособить струбцины.
- Внутри патрона установить фрезу.
- Зафиксировать деталь на плите.
- Определить ход фрезерования.
- Подвести деталь к инструменту и производить обработку по заданным параметрам.
Использование ручного фрезера
Ручные электрические фрезеры выпускаются для обработки древесины и мягких металлов. Их приспосабливают для обработки твердых материалов.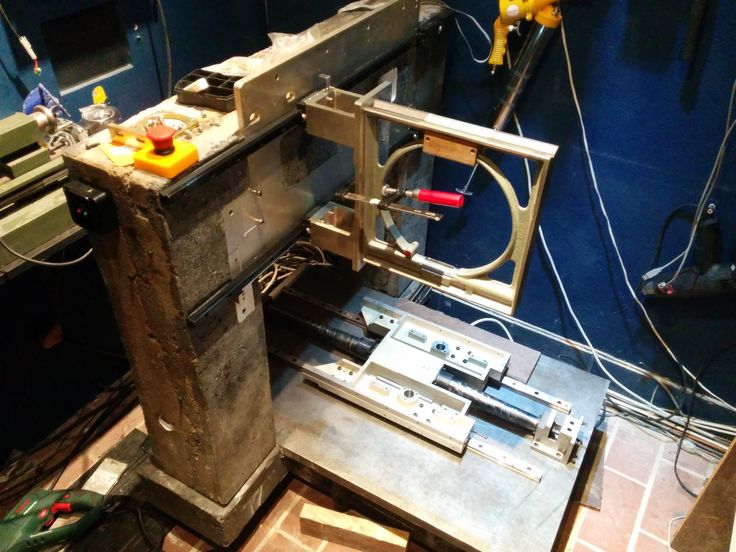 Для этого проектируют достаточно мощные опоры, способные выдерживать значительные касательные (боковые) нагрузки. Необходимо обеспечивать жесткость самой конструкции агрегата.
Для этого проектируют достаточно мощные опоры, способные выдерживать значительные касательные (боковые) нагрузки. Необходимо обеспечивать жесткость самой конструкции агрегата.
Используют стальные уголки или профильные прямоугольные трубы с толстыми стенками. Из них сваривают стойки для крепления фрезера (в нем имеется шпиндель для крепления хвостовиков фрез).
У большинства фрезеров имеются специальные площадки, которые можно закрепить на стойке. Так как габариты обрабатываемых деталей могут заметно отличаться друг от друга, то опоры выполняются в виде консоли или портала.
Для домашней мастерской консольные конструкции не могут иметь большой вылет в горизонтальной плоскости. Только крупные напольные станки позволяют располагать фрезу на удалении от стойки. Для настольных агрегатов имеются ограничения.
Портальные конструкции могут иметь значительный вынос для инструмента. Но и тут следует подходить разумно. Крупные детали на фрезерном станке обрабатывают редко. В домашних условиях изготовить подобный станок сложно.
В домашних условиях изготовить подобный станок сложно.
Фиксация детали и рабочее перемещение
Наличие в составе оснастки механизма для осевого перемещения позволяет задавать перемещение инструмента на заданную глубину. Некоторые мастера создают универсальное оборудование, которое может быть использовано для обработки разных видов материалов.
Задачей проектирования будет разработка стола. На нем нужно закрепить обрабатываемую заготовку. Механизация должна позволять перемещать верхнюю часть относительно инструмента в двух направлениях.
Поэтому в конструкции предусматривается неподвижная и подвижная части. Чаще между собой они связаны с помощью клиновых пазов. При перемещении в подобных условиях зазор выбирается до минимума. Жесткая относительная фиксация гарантирует качество выполняемой работы.
Движение подвижных частей происходит за счет ходовых винтов. Вращая маховичок, фрезеровщик заставляет двигаться верхнюю часть стола с закрепленной деталью. Наличие двух ходовых винтов, расположенных под углом 90⁰, позволяет позиционировать деталь относительно фрезы в любом месте.
Этапы проектирования
Многие мастера работают, только используя эскизы. Окончательная подгонка расположения деталей производится только при установке их на станину. Уже по месту сверлятся необходимые отверстия, а потом производится монтаж. Довольно часто приходится изменять взаимное расположение узлов. Просверленные отверстия заваривают. Затраты времени довольно большие.
Современная компьютерная техника дает в руки проектировщиков мощный инструмент – трехмерное моделирование с помощью инженерных программ. Выбор программного обеспечения большой. Освоить любую несложно, достаточно установить на свой компьютер и просмотреть уроки, опубликованные в сети.
- Чтобы проще производить виртуальный монтаж, создаются трёхмерные модели твердых тел. Производится измерение имеющихся деталей и узлов.
- С помощью инструментов компьютерной программы разрабатываются аналоги с точными размерами (в пределах разумного допуска).
- Проектируется сцена – моделируется место будущего размещения станка в мастерской.
- На виртуальной сцене размещаются станина и узлы.
- По модели можно перемещать элементы, добиваясь рациональной установки по высоте, ширине и в пространстве сцены.
- Некоторые узлы могут быть спроектированы по месту, применительно к имеющейся модели.
- После завершения моделирования создаются рабочие чертежи. Эта процедура занимает немного времени. Достаточно перенести проекции сборочных узлов и деталей на координатные плоскости и расставить размеры.
- При необходимости для лучшего понимания особенностей конструкции выполняют разрезы и сечения. Они помогают разобраться во взаимодействиях между отдельными деталями и их устройстве.

Пошаговое изготовление простейшего фрезерного станка своими руками
Инструмент
Перед началом изготовления нужно подобрать необходимые комплектующие. Они будут использованы в процессе работы. Понадобится инструмент:
- Сварочный аппарат поможет изготовить сварную станину будущего оборудования.
- Электродрель и сверлильный станок с набором сверл позволит изготовить необходимые монтажные отверстия.
- Набор ключей и отверток необходим для соединения деталей и узлов при сборке конструкции.
- Покраска с помощью краскопульта придаст изделию промышленный вид.

Этапы изготовления станка
На рабочем столе станка будут установлены координатные тиски. Их особенность заключается в том, что зафиксированная деталь может перемещаться в нужном направлении.
Чтобы гарантированно производить фрезерование в разных направлениях в подстолье предусматривается поворотная опора. Ее можно сориентировать под любым углом, а затем закрепить выбранное положение.
В качестве электродвигателя будет использоваться электрический миксер. Мощность составляет 1300 Вт. Имеется втулка, чтобы на резьбе присоединить патрон и пальчиковую фрезу.
Миксер может получать вращения с разной частотой вращения вала. Используется встроенный регулятор.
Наличие специальной площадки позволяет крепить инструмент на стойке.
Выполняется доработка: вытачивается специальный валик с резьбой М10.
Хвостовики фрез будут фиксироваться в трехкулачковом патроне. Решено использовать патрон с максимальным диаметром 16 мм.
Для большинства типоразмеров фрез такой диаметр достаточен.
Изготовлена станина. В ней использованы швеллер и пластинчатый радиатор отопления. Для удобства использования общая длина радиатора обрезана наполовину.
С помощью косынок усилены сварные швы. При сварке использован специальный кондуктор, который обеспечил перпендикулярное расположение сварных заготовок между собой.
Станина покрашена грунтовкой на алкидной основе. Поверх нанесена алкидная эмаль.
Использован швеллер № 18. Выполнена разметка под верхнюю планшайбу. Просверлены отверстия для установки планшайбы миксера на вертикальной стойке станины.
В нижней части стойки видны отверстия для крепления нижней опоры. К ним будет крепиться основа под цилиндрическую вращающуюся опору.
Полная высота стойки составляет 980 мм. При проектировании были смоделированы условия фрезерования возможных деталей. После анализа трехмерных моделей определены оптимальные размеры стойки.
На нижней опоре видны отверстия. В них будут устанавливаться трубчатая опора и корпус подшипника для механизма привода вертикального перемещения рабочего стола.
Ширина нижней опоры составляет 550 мм, в глубину опора имеет размер 500 мм. На подставке будет предусмотрено пространство для установки подобной опоры.
Измерение глубины опорной плоскости.
Вид снизу. По углам приварены болты. К ним будут крепиться резиновые башмаки. С их помощью будет устраняться вибрация станка.
Имеются роликовые натяжители цепи, их роль будет описана при установке цепного привода в механизме вертикального перемещения стола.
Резиновые башмаки крепятся на резьбе. Внутри башмака методом вулканизации закреплена гайка М10.
Длина болта выбрана так, чтобы она составляла 60% от высоты резинового башмака. Эластичная опора будет надежно удерживаться на основании станины.
Эластичная опора будет надежно удерживаться на основании станины.
Показаны элементы трубчатых опор. Одна вставляется в другую. Цилиндр с фланцем предназначен для крепления сверху пластины стола.
Нижняя опора имеет приваренную перпендикулярно трубу с фланцем. Он необходим для дополнительного крепления основы опоры к вертикальной стойке. Подобная конструкция обеспечивает дополнительную жесткость всей конструкции станка.
Внутри трубчатой опоры имеется опора. К ней устанавливается ходовой винт. При его вращении будет перемещаться внутренняя труба.
Вместо фланца приварена звездочка, на нее можно установить цепь. Будет организован цепной привод. С его помощью внутренняя труба со столом сможет перемещаться по вертикали вверх и вниз.
Установка опоры на нижнюю плоскость. Дополнительная фиксация ее к вертикальной стойке станины.
Виден дополнительный фиксатор. Он необходим для последующей фиксации трубчатого подъемника в определенном положении.
Теперь установлен и трубчатый подъемник рабочего стола. Сверху располагается фланец. Он будет нужен для установки пластины стола.
Еще один вид. На нижней опоре видно отверстие. Оно необходимо для установки механизма управления вертикальным перемещением стола.
Рабочий стол – это пластина, которая будет закреплена к фланцу на трубе. Выше будут размещаться координатные тиски.
Процесс установки пластины на трубчатый подъемный элемент.
Показано, как будет производиться установка координатных тисков. Маховичок привода перемещения расположен за пределами пластины, при его вращении будет обеспечено продольное горизонтальное перемещение.
Тиски будут удерживать обрабатываемую деталь, не позволяя ей смещаться.
Теперь нужно подумать о том, как управлять положением стола по высоте. Устанавливается корпус подшипника. Через него пройдет вал, сверху будет установлен маховик.
Вот это валик пройдет через подшипник.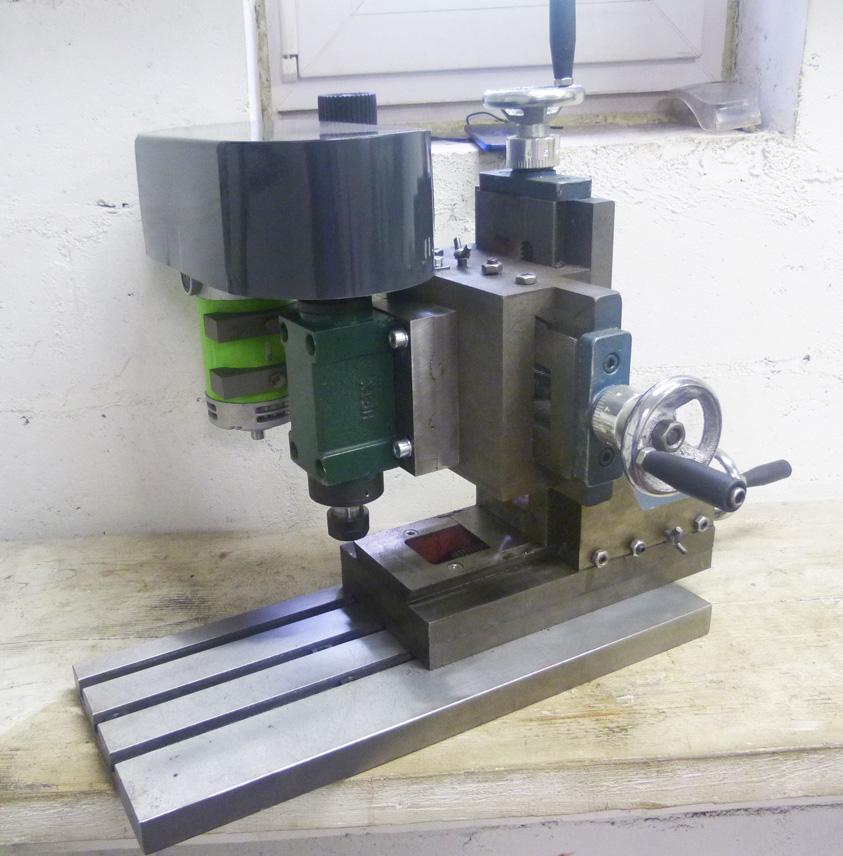 На одном конце имеется шпоночный паз для крепления маховика, на другом – приварена цепная звездочка.
На одном конце имеется шпоночный паз для крепления маховика, на другом – приварена цепная звездочка.
Вращая маховик, можно управлять вертикальным положением рабочего стола. Найден эбонитовый маховичок. Рукам будет приятно касаться его поверхности при работе на станке.
Сам маховичок устанавливается поверх опорной пластины. Им будет несложно пользоваться в процессе эксплуатации оборудования.
Снизу соединяется цепь. Маленькая звездочка управляет большой. Поэтому маленькая – это ведущая, а большая – это ведомая.
Теперь видно, как работают натяжители цепи. Они поддерживают требуемое натяжение, что не позволяет цепи падать вниз.
Настал черед установки фрезерной головки. Доработанный миксер размещается на вертикальной стойке.
Планшайба миксера крепится к отверстиям, просверленным в стойке. Дополнительно изготовлена рамка, она помогает разместить рабочую головку в положении перпендикулярном к рабочему столу.
Для визуального контроля над положением стола устанавливается микрометрическая головка. Она поможет оператору выставлять нужную глубину обработки металла.
Она поможет оператору выставлять нужную глубину обработки металла.
Станок выставляется на специальную тумбу. Видно, что рабочий стол ненамного возвышается над поверхностью верстака. При эксплуатации фрезеровщику не нужно высоко поднимать руки. Размеры оборудования подобраны правильно.
Закрепив уголок в координатных тисках, можно на нем фрезеровать паз. Используется пальчиковая фреза диаметром 8 мм.
Подобные операции часто выполняются на валах. В последующем на них устанавливают шестерни или шкивы. Операция востребована для редукторов.
Поверхностное фрезерование с помощью торцевой фрезы. Такие операции нужны для придания деталям плоских поверхностей. Чаще всего подобная операция нужна при обработке алюминиевого или чугунного литья.
При необходимости можно установить простейший механический привод для вращения маховика координатных тисков. Его часто оснащают простейшим ЧПУ. Тогда работа будет частично автоматизирована. Фрезеровщику останется только устанавливать и снимать детали на столе.
Видео: фрезерный станок по металлу своими руками.
Заключение
- Выполнен анализ конструкций фрезерных станков, изготавливаемых своими руками, для оснащения домашних мастерских.
- Представлена пошаговая инструкция изготовления простейшего станка.
Republished by Blog Post Promoter
Рама фрезерного станка с ЧПУ [Полное руководство по сборке]
[ Детали фрезерного станка с ЧПУ Начало ]
Рама фрезерного станка с ЧПУ поддерживает станок и обеспечивает жесткость для сопротивления силам резания. Как правило, это база с разъемной колонной. Вот несколько различных рам, чтобы дать представление:
Рама фрезерного станка Tormach
Джон Гримсмо принимает доставку на своем Tormach PCNC 1100… база. Основание более светлое. Под ней подставка.
Полноразмерная рама Hurco VMC
Для сравнения, вот полноразмерная рама VMC:
Он мало чем отличается от Tormach, просто он значительно мощнее. У нас все еще есть L-образная форма с колонной, прикрепленной болтами к основанию.
Что насчет коленных мельниц?
Практически каждый машинист знает о коленных фрезах. Знаменитая мельница Бриджпорта является неотъемлемой частью многих магазинов.
Была эпоха, когда правили CNC Knee Mills, но она прошла. Две конструкции рамы, показанные выше, похожи, и это не коленные мельницы. Вместо этого они называются «Bed Mills». Чтобы узнать больше о том, почему коленные фрезы менее подходят для ЧПУ (хотя вы все еще можете купить множество новых коленных фрез с ЧПУ), прочитайте нашу статью о коленных фрезах Bridgeport.
Материалы для рам фрезерных станков с ЧПУ
Рамы станков с ЧПУ своими руками чаще всего изготавливаются из чугуна. Другие возможности включают алюминий или сварные конструкции с эпоксидно-гранитной заливкой.
Два основных параметра рамы машины:
- Жесткость или жесткость: рама должна сопротивляться деформации при воздействии на нее режущих и других сил.
- Демпфирование: рама должна быстро гасить любые вибрации, чтобы не было вибрации или, по крайней мере, плохого качества поверхности при работе машины.
Чугун обладает отличной амортизацией и жесткостью. Сталь, с другой стороны, довольно жесткая, но ее демпфирование плохое, поэтому она используется редко. Исключением будет случай, когда есть какой-то другой механизм демпфирования, кроме самой массы и материала. Прекрасным примером могут служить стальные сварные детали, заполненные эпоксидной смолой.
Эпоксидный гранит представляет собой смесь эпоксидной смолы и камней различного размера, от песка до мелкой гальки. Что происходит с вибрацией, так это трение на поверхности между смолой и камнями. Различные размеры в разной степени сопротивляются разным частотам вибрации. Эпоксидный гранит является прекрасным демпфером, но у него мало прочности, поэтому мы используем сварной стальной контейнер для эпоксидного гранита, чтобы обеспечить прочность.
Вот эскиз, который я сделал для возможной сварной стальной рамы и эпоксидно-гранитной рамы для фрезерного станка с ЧПУ:
Сварная сталь и стол с эпоксидно-гранитным заполнением…
поговорим об алюминиевых профилях, таких как профиль 8020, а также об алюминиевых пластинах. Он более предпочтителен, чем сталь, с точки зрения демпфирования, а также обладает желательным свойством, заключающимся в том, что его не нужно снимать с напряжения. Сталь и чугун имеют внутренние напряжения, которые могут привести к деформации материала при механической обработке. С алюминием таких проблем не будет.
Основание фрезерного станка RF-45 заполнено эпоксидно-гранитным материалом для демпфирования…
Эпоксидно-гранитные заливки очаровательны. Я сделал заливку на своем оригинальном фрезерном станке с ЧПУ RF-45, и это заметно улучшило производительность. Подробнее о том, как это сделать, читайте в моей статье об эпоксидно-гранитных заливках.
Влияние рамы на производительность станка
Жесткость и демпфирование важны для работы с ЧПУ. Если рама станка слишком сильно изгибается при приложении усилий резания, это вызывает много проблем:
Если рама станка слишком сильно изгибается при приложении усилий резания, это вызывает много проблем:
- Низкая стойкость инструмента (аналогично отклонению инструмента)
- Низкая точность: трудно выполнить точную резку, когда резак перемещается от того места, где он должен быть.
- Плохая отделка поверхности
На фотографиях выше вы можете увидеть, насколько мощными являются промышленные рамы VMC. Самодельные рамы почти никогда не достигают таких уровней жесткости и демпфирования, так насколько хорошо работают эти машины?
Оказывается, мы можем смоделировать их производительность, взглянув на массу рамы в сравнении с рабочим объемом машины и мощностью шпинделя. Рабочая зона — это общий объем, который может достичь резак. Относительно легкая рама может быть чрезвычайно точной, если ей приходится иметь дело только с небольшой рабочей зоной. В качестве альтернативы, если мощность шпинделя достаточно низкая, он не сможет так сильно искажать кадр. Эти переменные компенсируются.
Эти переменные компенсируются.
Вот очаровательный маленький станок, который не стоил много денег и очень точен:
У меня есть целая статья об этом, и если все, что вас интересует, это гравировка бродяг по пятицентовым монетам, это будет много веселья. С другой стороны, большинству из нас нужен больший объем работы для наших проектов.
Так в чем компромисс?
Я провел следующий анализ зависимости мощности шпинделя от веса машины коммерческих VMC:
После дальнейших исследований я смог разработать функцию для нашего калькулятора G-Wizard, которая автоматически снижает мощность вашего шпинделя (при необходимости) до максимум, который может выдержать рама вашей машины, и при этом оставаться на нижнем уровне жесткости VMC. Это довольно гладко и было особенно полезно для людей с машинами, у которых есть проблемы с жесткостью. У меня были клиенты, которые говорили мне, что их машины в основном превратились из безумно непоследовательных в ручные, чтобы внезапно стать простыми в использовании.
Калькулятор также может оказаться полезным для определения того, сколько рамы вам нужно, или, наоборот, насколько мощный шпиндель вы можете установить на раму, прежде чем он станет слишком большим.
Источники для самодельных станков с ЧПУ
Самодельному станку с ЧПУ сложно построить с нуля жесткую и хорошо демпфированную раму. Подумай об этом. Вы в состоянии создавать тяжелые чугунные рамы? Есть ли у вас доступ к литейному цеху, где можно разлить расплавленный чугун? Можете ли вы весить год или около того, пока ваши кастинги приносят сезон и снимают внутреннее напряжение?
Большинство скажут, что не могут с этим справиться. Это оставляет несколько других доступных подходов — они могут попробовать метод изготовления, который будет работать, или они могут разобрать раму донорского ручного фрезерного станка. Последний, безусловно, является наиболее распространенным подходом, хотя мы видим, что люди используют алюминий. Я еще не видел, чтобы кто-то пробовал сварку стали и эпоксидно-гранитный подход, но лично я думаю, что это тот, кто, скорее всего, создаст высокопроизводительный станок с ЧПУ с нуля.
Создание такой рамы немного выходит за рамки нашей компетенции, поэтому давайте вместо этого сосредоточимся на донорах ручных фрезерных станков. Обратите внимание, что это совсем другая история для фрезерных станков с ЧПУ и плазменных столов. Их рамы почти изготовлены ЧПУ DIY. Мы поговорим об этих методах подробнее в другой статье, а сейчас просто учтите, что эти подходы обычно просто недостаточно хороши для приличного фрезерного станка с ЧПУ.
Ручной фрезерный станок Доноры
Вероятно, кто-то где-то переоборудовал все распространенные виды ручного фрезерования в ЧПУ. Если у вас уже есть ручная мельница, выйдите и погуглите, чтобы найти идеи от других о том, как ее преобразовать.
Но если вы еще не получили его, просто знайте, что они не все равны. Есть плюсы и минусы, которые следует учитывать. Хорошей новостью является то, что у меня есть полная статья о том, как выбрать лучшую донорскую мельницу для вашего проекта с ЧПУ. Обязательно проверьте это!
Является ли ручная обработка быстрее, чем ЧПУ для простых деталей?
IndyMill — самодельный станок с ЧПУ по металлу с открытым исходным кодом — Indystry.
 cc
cc
IndyMill — это проект, начатый Никодемом Бартником в качестве модернизации станка с ЧПУ Dremel. Основная идея этого проекта состоит в том, чтобы создать простой в сборке станок с ЧПУ, который сможет воспроизвести любой человек во всем мире. Использование популярных и легкодоступных компонентов — лишь одна из многих проблем в пути. Хорошая документация так же важна, как и хороший дизайн, эти два компонента должны собраться вместе, чтобы создать выдающийся проект, и это цель. Ниже Вы можете увидеть актуальный список видео и несколько фотографий этого проекта, а также список файлов и деталей. Также подпишитесь на рассылку, чтобы быть в курсе:
Список деталей
Ниже вы можете найти таблицы со всеми деталями, которые я использовал для сборки IndyMill. Таблица разделена на механику и электронику, если вы предпочитаете лист Excel, который можно легко распечатать, экспортировать и открыть на своем компьютере, вы можете найти его здесь:
Лист Excel — детали IndyMill
Сборка IndyMill на основе этого списка деталей имеет рабочая зона около 520х400х115мм. Внешние размеры 760х660х360 мм. Конечно, используя более длинные профили, линейные направляющие и шарико-винтовые пары, вы можете сделать его больше.
Внешние размеры 760х660х360 мм. Конечно, используя более длинные профили, линейные направляющие и шарико-винтовые пары, вы можете сделать его больше.
Чтобы вам было проще собирать IndyMill, я постепенно добавляю в свой магазин больше продуктов, чтобы вы могли легко купить и собрать свою машину, если хотите. Just recently I added a set of screws and bearings:
Mechanics
| Name | Quantity | Banggood | Aliexpress | Amazon | |
| Profile 20×40 600 мм | 2 | https://bit.ly/3iGGfdM | https://bit.ly/30VoyRv | https://amzn.to/3B9BG4G | |
| Профиль 20×40 666 мм | 2 | 1 9: https/ /bit. ly/2XYn3QE ly/2XYn3QE | https://bit.ly/3kC0ZoJ | https://amzn.to/3B9BG4G | |
| Профиль 20×80 600 мм | 2 | https://bitly /2Y03gQL | https://bit.ly/2PRw7Cs | https://amzn.to/3B9BthU | |
| Трапециевидный ходовой винт 220 мм | 1 | https://bit.ly/2PS5r4C | https://bit.ly/31Nef0Z | https://amzn.to/3zpXgS4 | |
| Ball Screw SFU1605 650mm | 1 | https ://bit.ly/3fR7yQJ | https://bit.ly/2xpnVTR | https://amzn.to/3mBfTyM | |
| ШВП SFU1605 600 мм | 2 | https://bitly /2PQIXkg | https://bit. ly/2xpnVTR ly/2xpnVTR | https://amzn.to/3yeHyrH | |
| Линейная направляющая MGN12 600 мм | 2 | https://bit.ly/2DSsF85 | https://bit.ly/2XY4ADA | https://amzn.to/2UQD0dp | |
| Linear Rail MGN12 650mm | 2 | https ://bit.ly/2DSsF85 | https://bit.ly/2XY4ADA | https://amzn.to/3yjJ7o4 | |
| Линейная направляющая MGN12 200 мм | 2 | https://bit.ly /3gVz94w | https://bit.ly/3fWvn9N | https://amzn.to/3zmz3Mj | |
| Линейный рельсовый блок MGN12H | 12 | https://bit.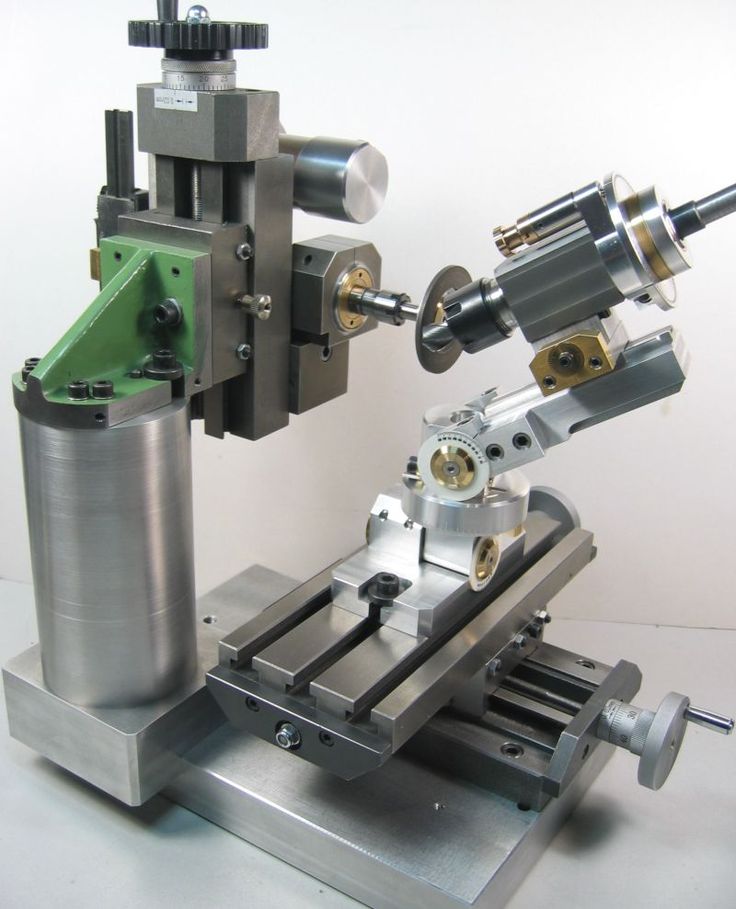 ly/3gVz94w ly/3gVz94w | https://bit.ly/3gVSOBm | https://amzn.to/3zmosBh | |
| 60000RS Подшипник 31 9: /bit.ly/30RjJsl | https://bit.ly/30Uv0by | https://amzn.to/3BtqgsX | |||
| 6201RS Подшипник | 6 | ||||
| 6201RS https://bit.ly/2E44Tpj | https://amzn.to/2Y0GRWv | ||||
| 608RS Подшипник | 1 | https://bit.ly/33Wh6Hz | https://bit.ly/2XYrk6t | https://amzn.to/3kvRVCz | |
| Муфта от 8 до 10 мм | https1 ://bit.ly/30SUCoV | https://bit.ly/3gWQAS3 | https://amzn. to/3gAvYB5 to/3gAvYB5 | ||
| Закрытый ремень GT2, 200 мм | 1 | https://bit.ly /3aoq69M | https://bit.ly/2Yfwmfl | https://amzn.to/3DgIe3z | |
| GT2 8мм Шкивы | 2 | https://bit.ly/31ms1rh | https://bit.ly/31kutym | https://amzn.to/3bfyxxv | |
| https://bit.ly/3gVOySf | https://amzn.to/3koSoX7 | ||||
| Угловые соединители | 2 | https://bit.ly/ 3fVVIVc | https://bit.ly/3kGIdfO | https://amzn. to/3mEnug2 to/3mEnug2 | |
| Винты M3x16 мм | 14 | https://bit.ly/31QrePG | https://bit.ly/3fUVyh2 | https://amzn.to/3DhWYyZ | |
| M3x10 mm screws | 60 | https: //bit.ly/31QrePG | https://bit.ly/2PSy3e0 | https://amzn.to/3Bf5rRQ | |
| Винты M3x8 мм | 26 | https://bit.ly/31QrePGre | https://bit.ly/30TJGHN | https://amzn.to/3krYgyL | |
| Гайка M3 | 4 | https://bit.ly/3uPUI04 | https://bit.ly/3HQZ7U5 | https://amzn. to/3mCoMIu to/3mCoMIu | |
| Т-образная гайка M3 | 31 9 https/ /bit.ly/2E5v3rN | https://bit.ly/30WttBP | https://amzn.to/3DkI6jr | ||
| Винты M5x20 мм | 24 | https://bit.ly/2CnrOvo | https://amzn.to/3mxdEg0 | ||
| Винты M5x16 мм | 6 | https://bit.ly/31PSNZh | https://bit.ly/2CnrOvo | https://amzn.to/3mBVaLs | |
| Винты M5x12 мм | 2 https:1 | 2 https:1 | 2 /bit.ly/31PSNZh | https://bit.ly/2CnrOvo | https://amzn.to/3mx2RT7 |
| Винты M5x10 мм | 4 | https://bit.ly/2CnrOvo | https://amzn.to/3jluM6y | ||
| Т-образная гайка M5 | 20 | https://bit.ly/2FnQDIX | https://bit.ly/30WttBP | https://amzn.to/3mBuNW2 | |
| Гайка M5 | https://bit.ly/2PSv710 | https://amzn.to/3sN7hGB | |||
| Винты M6x12 мм | 20 | 9Wm12y/3f https://bit.ly2y/3f https://bit.ly/2E1ev4t | https://amzn.to/3yoLbLr | ||
| Гайка с мелкой резьбой M12x1 | 3 | – | https://bit.ly/2FhzHDH | https://amzn. to/3mAdhRL to/3mAdhRL |
 1/310PSN
1/310PSNElectronics
| Name | Quantity | Banggood | Aliexpress | Amazon | ||
| Nema23 Stepper Motor | 4 | https://bit.ly/2Y0BnrI | https://bit.ly/2xpnVTR | https://amzn .to/3BnVMtp | ||
| IndyShield | 1 | – | – | – | ||
| TB6600 Stepper Drivers | 4 | https://bit.ly/33VQFSs | https://bit. ly/2PSt2lG ly/2PSt2lG | https://amzn.to/3sK9QJR | ||
| Arduino UNO | 1 | https://bit.ly/3gVqtLs | https://bit.ly/3gVqtLs | https://amznto /3Lxr1qx | ||
| Блок питания 12 В, 30 А | 1 | https://bit.ly/30RaqZA | https://bit.ly/3kJOtDu | https://amzn.to/3gKI6Ps | ||
| Розетка переменного тока | 1 | https://bit.ly /30Tk2mr | https://bit.ly/30REsfK | https://amzn.to/3gOcb0B | ||
| Кабели | – | https://bit.ly/2PQ2qlc 9013 https://bit.ly/2PQ2qlc 9013 9013 . ly/3kH9TBh ly/3kH9TBh | https://amzn.to/3Jzmz97 | |||
| 4-контактные разъемы | 4 | https://bit.ly/30UUpSi | https://bit.ly/3am7dUU | https://amzn.to/3LzjFCO | ||
| Шпиндель 500 Вт | 1 | https://bit.ly/3gVpcnx | 1 90 https://bit.ly/3gVpcnx | 1 90 https://bit.ly/3gVpcnx | 1 90. ly/3iCR4NJ | https://amzn.to/3rOxHIY |
| Шпиндель 1,5 кВт | 1 | https://bit.ly/3kGN4O7 | ||||
| Инвертор для шпинделя 1,5 кВт | 1 | https://bit. ly/2E0aHQO ly/2E0aHQO | https://bit.ly/2PMiLHE | https://amzn.to/3mzGw7i |
Инструкция по сборке
Приведенный выше список деталей и файлы внизу — это все, что вам нужно для сборки IndyMill. Это с открытым исходным кодом, поэтому вам не нужно ничего платить за файлы или дизайн. Но я подумал, что сделаю подробную инструкцию, чтобы кому-то из вас было проще собрать этот проект и заодно поддержать мою работу. Это 40 страниц, более 60 рисунков и много полезной информации о процессе сборки. Это PDF-файл, поэтому вы можете поместить его на свой компьютер, смартфон, планшет или даже распечатать. И это всего 10 долларов. Повторюсь, для сборки этого проекта он вам не нужен, но если вы хотите упростить процесс сборки и одновременно поддержать мою работу, вы можете получить инструкцию здесь:
Купить на
Ниже вы можете скачать файлы DXF, вы можете использовать эти файлы для заказа лазерной резки деталей.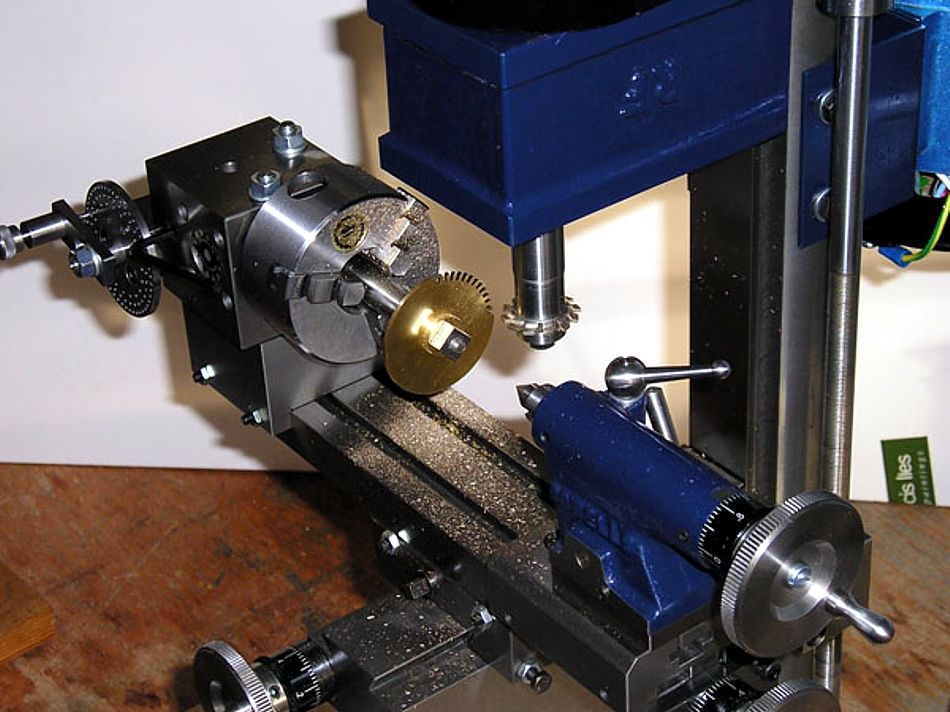 Их нужно вырезать из 6-мм стали или алюминия (и всего две маленькие детали вырезать из 8-мм стали или алюминия, см. таблицу ниже).
Их нужно вырезать из 6-мм стали или алюминия (и всего две маленькие детали вырезать из 8-мм стали или алюминия, см. таблицу ниже).
Если вы собираетесь заказать или изготовить его самостоятельно, просто отправьте эти файлы в компанию, у которой есть лазерный резак, способный резать сталь. Убедитесь, что они могут вырезать все отверстия. Вам нужно каждый файл вырезать только один раз. Все файлы DXF имеют формат мм.
Металлические пластины IndyMill Файлы DXF Загрузить файлы DXF
Я также продаю комплект стальных пластин для IndyMill. Комплект имеет порошковое покрытие RAL5019, и я вручную нарезаю все отверстия, чтобы комплект был готов к сборке прямо из коробки. Также доступен комплект из неокрашенной и нетронутой стали. Если у вас есть какие-либо вопросы по комплектам, пожалуйста, дайте мне знать!
| Наименование | Количество | Толщина материала |
Пластина шпинделя 500 Вт. dxf dxf | 1 | 6 mm |
| Motor Support Left.dxf | 1 | 6 mm |
| Motor Support Right.dxf | 1 | 6 mm |
| Screw Support Left.dxf | 1 | 6 mm |
| Screw Support Right.dxf | 1 | 6 mm |
| X Axis.dxf | 1 | 6 mm |
| Y Axis Left.dxf | 1 | 6 mm |
| Y Axis Right.dxf | 1 | 6 mm |
Z Axis Motor Support. dxf dxf | 1 | 6 mm |
| Z Axis Rail Support1.dxf | 1 | 8 мм |
| Рельс оси Z2.dxf | 1 | 8 мм |
Вам также понадобятся некоторые 3D-печатные детали, все вы можете найти ниже в архиве ZIP STL. Настройки, которые я использую для их печати: заполнение 40%, 3 периметра, высота слоя 0,3 мм (с соплом 0,6 мм).
IndyMill-STLDownload STL Files
| Part Name | Quantity | ||
| 6000 holder.stl | 3 | ||
| Ball screw block X axis flap.stl | 1 | ||
Шарико-винтовой блок, ось X.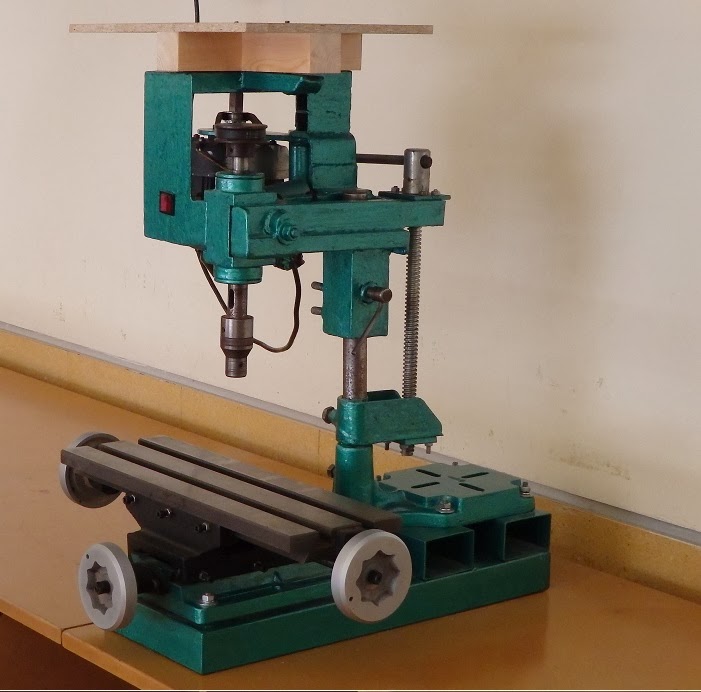 stl stl | 1 | ||
| Шарико-винтовой блок, ось Y, клапан.stl | 2 | ||
| Шарико-винтовой блок, ось Y.stl | 1 2 10128 x halder гайки оси. STL | 1 | |
| Y Держатель гайки оси. 1 | |||
| Держатель гайки оси Z.stl | 1 |
Если у вас нет 3D-принтера и вы не можете распечатать детали, вы можете заказать их в моем магазине:
Видео
Вот все видео, которые я сделал об IndyMill (плюс обновления ниже). Я настоятельно рекомендую просмотреть их все, прежде чем начинать создавать что-то одно. В каждом из них много полезной информации и пошагово показан процесс сборки. Кроме того, вы можете более подробно рассмотреть сбои, процесс проектирования и некоторые решения проблем 🙂
 youtube.com/embed/5jFCecZdbGs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/5jFCecZdbGs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
 youtube.com/embed/YcuXGD3IoZw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/YcuXGD3IoZw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> IndyShield
IndyShield — это плата Arduino UNO с винтовыми клеммами для упрощения подключения электроники к фрезерному станку с ЧПУ. Он разработан для работы с GRBL, поэтому вы можете легко использовать его не только для IndyMill, но и для любого другого станка с ЧПУ, который вы хотите построить. Вы можете скачать дизайн печатной платы ниже, и если вы хотите купить его, загляните в мой магазин:
Конечно, поскольку мой проект с открытым исходным кодом, ниже вы можете найти ZIP-архив со всеми файлами дизайна IndyShield (созданного в Eagle). Не стесняйтесь изменять его и делиться с другими, только не забудьте поставить ссылку на мой проект 🙂
Не стесняйтесь изменять его и делиться с другими, только не забудьте поставить ссылку на мой проект 🙂
IndyShield V2 – indystry.ccСкачать
Если вы хотите поддержать мои проекты (буду очень признателен!) Вы можете сделать это через Patreon (ссылка ниже). Вы также можете поддержать меня через PayPal!
Обновления
Я решил добавить концевые выключатели, датчик z, аварийную кнопку, светодиодную подсветку и доску с резьбой, так как считаю эти обновления наиболее полезными для меня. Я работаю над зажимной системой для этой доски и пылезащитного башмака (я хочу создать очень универсальный и простой в изготовлении пылезащитный башмак для шпинделя мощностью 500 Вт). Файл stl держателя концевых выключателей можно найти в ZIP-архиве со всеми файлами STL в разделе файлов выше. Здесь у вас есть ссылки на некоторые вещи, которые я использовал для обновлений:
Файл stl держателя концевых выключателей можно найти в ZIP-архиве со всеми файлами STL в разделе файлов выше. Здесь у вас есть ссылки на некоторые вещи, которые я использовал для обновлений:
| Name | Quantity | Banggood | Aliexpress | Amazon | |
| Limit switches | 3 | https://bit.ly/368SJHr | https://bit.ly/3fEjhDu | https://amzn.to/3oODmgl | |
| Кнопка экстренного вызова | 1 | https://bit.ly/39fvbmi | https://bit.ly/ 2ВеЛож | https://amzn. to/3oORy8S to/3oORy8S | |
| Светодиодная лента | 0,5 м | https://bit.ly/3mdu620 | https://bit.ly/3lapRTC | https://amzn. to/3pbzNBd | |
| M8 Забивные гайки | 30-50 | https://bit.ly/368rL2K | https://bit.ly/2JnrIqE | https://amzn.to/368rL2K |
Самодельные крышки для шариковых винтов
Я сделал очень простые самодельные телескопические крышки для шариковых винтов из ПВХ, чтобы защитить винты и сохранить все в рабочем состоянии в течение длительного времени. Ниже вы можете увидеть мое видео, где я объяснил, как я это сделал, и вы также можете найти прямо там ZIP-архив со всеми файлами STL, необходимыми для добавления этого обновления в ваш IndyMill!
Файлы STL для самодельных крышек шарико-винтовых парСкачать файлы STL
 youtube.com/embed/iX00YX6wYsE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/iX00YX6wYsE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Пылезащитный башмак шпинделя 500 Вт
Я разработал и изготовил свою собственную универсальную версию пылезащитного башмака для шпинделя 500 Вт (очень популярный китайский шпиндель). Это очень просто сделать и работает очень хорошо. Вы можете найти больше информации о моем пыльнике в видео ниже. Вы также можете скачать бесплатно файлы, которые вы можете использовать, чтобы сделать это самостоятельно (эти файлы также находятся на моем GitHub).
Файлы дизайна пылезащитного башмакаСкачать файлы
Шпиндель мощностью 1,5 кВт, новый пылезащитный башмак, компьютерный стол, подсветка шпинделя и многое другое
Я добавил множество обновлений в IndyMill, включая новый огромный и мощный шпиндель (обновление, о котором многие просили), зверя мощностью 1,5 кВт, который делает его просто оооочень легко обрабатывать алюминий. Поскольку я заменил шпиндель, мне также пришлось переделать пылезащитный башмак, концепция в основном та же, но я сделал его немного больше. Я также добавил некоторые обновления для шпинделя мощностью 500 Вт, освещение шпинделя — простую печатную плату со светодиодами, которую вы можете напрямую прикрепить к шпинделю и получить еще больше света во время обработки, а другим обновлением была простая схема для управления шпинделем мощностью 500 Вт с помощью GRBL. Этот должен пройти еще несколько тестов, но уже должен работать правильно.
Поскольку я заменил шпиндель, мне также пришлось переделать пылезащитный башмак, концепция в основном та же, но я сделал его немного больше. Я также добавил некоторые обновления для шпинделя мощностью 500 Вт, освещение шпинделя — простую печатную плату со светодиодами, которую вы можете напрямую прикрепить к шпинделю и получить еще больше света во время обработки, а другим обновлением была простая схема для управления шпинделем мощностью 500 Вт с помощью GRBL. Этот должен пройти еще несколько тестов, но уже должен работать правильно.
Возможно, не так заметно, но невероятно важным обновлением стала замена блока питания 12 В на 36 В и сразу после этого замена драйверов TB6600 на DM556.
Я также добавил несколько небольших (но все равно крутых!) обновлений, таких как компьютерный стол, систему охлаждения и, наконец, переработал файлы для 3D-печати (новые файлы обновляются в разделе файлов). Вы можете увидеть все обновления и некоторую другую информацию в видео:
