Как правильно заточить сверло по металлу: способы и видео. Круг для заточки сверла по металлу
заточка свёрл
Сверло по металлу является самым распространённым инструментом в любой мастерской, а правильная заточка свёрл позволяет производить сверление легко и быстро, даже если обрабатываемый материал довольно твёрдый. В этой статье, больше рассчитанной на новичков, будет описано почти всё, что связано с правильной заточкой и доводкой сверла по металлу, а так же полезные приспособления, которые ощутимо облегчат эту операцию.
Мало кто знает, что спиральное сверло является более сложным инструментом, чем токарный резец. И каждого уважающего себя мастера в арсенале имеется большое количество спиральных свёрл разного диаметра и длины и все они будут бесполезны, если они не будут правильно заточены. Особенно это важно при сверлении металлов и сплавов, ведь просверлить древесину, какой то пластик, или другой мягкий материал возможно и подзатупившимся сверлом, а с металлами такой фокус не получится.
Правильно заточенное сверло отлично врезается в металлы и сплавы, даже довольно твёрдые. Но если сверло используется часто, а сплав довольно твёрдый, то даже остро заточенное сверло с каждой минутой будет вгрызаться в материал все медленнее, а усилие давления на инструмент придётся прилагать все сильнее.
С какой скоростью затупится остро заточенное спиральное сверло зависит от нескольких факторов: от твёрдости или вязкости просверливаемого материала, скорости подачи (силы давления), от оборотов шпинделя сверлильного станка или дрели, от состава применяемой смазочно-охлаждающей жидкости (СОЖ) и других причин и нюансов.
И если даже один из выше перечисленных факторов окажется неблагоприятным, то острота спирального сверла измеряется минутами. Ну и если необходимо сверлить довольно много отверстий одного диаметра одним сверлом, да ещё и обрабатываемый материал довольно твёрдый, то заточку сверла придётся делать довольно часто, иначе работа превратится в мучение, ну или придётся сделать запас из нескольких новых сверл нужного диаметра, а это лишние затраты.
Поэтому каждый уважающий себя и свой кошелёк мастер, должен уметь затачивать спиральные свёрла правильно. А вот как это сделать и с помощью чего, и будет рассмотрено в этой статье.
О том, что сверло начало тупиться подскажет скрипящий звук, к тому же при этом возрастает усилие, которое нужно сделать на инструмент, чтобы он хоть как то продолжал работать. Но всё же лучше прекратить работу, иначе чем дальше, тем количество выделяемого тепла будет больше, а процесс износа инструмента (его режущих кромок) будет быстрее. К тому же чем больше износятся режущие кромки (грани) сверла, тем сложнее и дольше их восстанавливать.
И процесс затупления возникает с самых краёв углов режущих кромок спирального сверла, так как края режущих кромок не только вгрызаются в материал при сверлении, но ещё и испытывают трение от постоянного соприкосновения с стенками уже просверленного отверстия. Да и скорость резания на краях гораздо больше, чем у центра. Если вовремя не прекратить работу для заточки сверла, то затупление постепенно распространится от краёв на всю поверхность режущих кромок и восстановить их будет уже сложнее.
Геометрия спирального сверла.
Прежде чем перейти непосредственно к правильной заточке сверла, рассмотрим из чего состоит спиральное сверло и его геометрические параметры, так как ознакомившись с ними, новичкам будет гораздо легче производить правильную заточку свёрл.
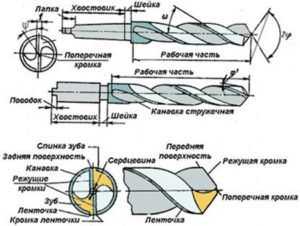
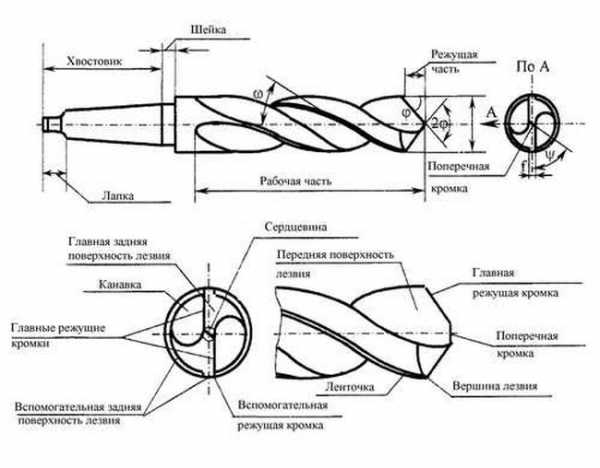
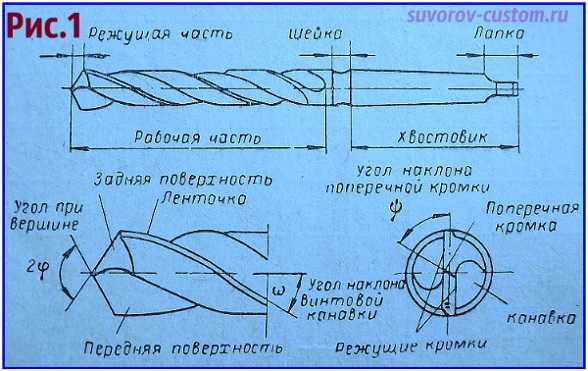 Как было сказано выше, спиральное сверло — это довольно сложный инструмент, даже сложнее чем токарный резец. Как видно из рисунка 1 а спиральное сверло состоит из рабочей части, шейки и хвостовика. Хвостовик сверла может быть как коническим — конус Морзе, так и цилиндрическим и всё зависит от устройства шпинделя сверлильного станка или дрели.
Как было сказано выше, спиральное сверло — это довольно сложный инструмент, даже сложнее чем токарный резец. Как видно из рисунка 1 а спиральное сверло состоит из рабочей части, шейки и хвостовика. Хвостовик сверла может быть как коническим — конус Морзе, так и цилиндрическим и всё зависит от устройства шпинделя сверлильного станка или дрели.
На рабочей части сверла выполнены две винтовые (спиральные — отсюда и название) канавки, которые образуют два рабочих пера. Так же рабочая часть сверла имеет режущую и цилиндрическую направляющие части с двумя спиральными ленточками, которые обеспечивают направление и центровку сверла в просверливаемом отверстии.
Режущая часть сверла имеет две главные режущие кромки (см. рисунок 1), которые образуются пересечением задних и передних поверхностей и две главные режущие кромки выполняют основную работу резания материала. Также режущая часть имеет поперечную кромку (см. рисунок 1 справа внизу) на перемычке сверла.
Шейка сверла — это промежуточная часть, которая соединяет конический хвостовик и рабочую часть сверла. Шейка может и отсутствовать на спиральных свёрлах небольших диаметров, которые имеют обычный цилиндрический хвостовик.
Хвостовик сверла предназначен для крепления сверла в шпинделе сверлильного станка или в патроне станка или дрели, а также хвостовик служит для передачи крутящего момента от шпинделя (патрона) к рабочей части сверла. Как я отметил чуть выше, хвостовик может быть как коническим, для закрепления в коническом отверстии шпинделя сверлильного станка или в переходной конической втулке с конусом Морзе (об этом я уже писал в подробной статье про сверлильные станки вот тут). Или цилиндрическим, для закрепления в сверлильном патроне.
Лапка на хвостовике не позволяет сверлу провернуться в коническом отверстии шпинделя при больших нагрузках, а также лапка служит упором для выбивания сверла из конического отверстия шпинделя (выбивание производят с помощью клина).
Основные углы спирального сверла.
Основные углы показаны на рисунке 2.
Передний угол ϒ измеряют в плоскости, которая перпендикулярна к главной режущей кромке сверла (эта плоскость указана на рисунке ΙΙ — ΙΙ). Угол ϒ образуется касательной линией АМ, указанной на рисунке 2, к передней поверхности в точке А на режущей кромке и линией АК, которая перпендикулярна к поверхности резания в той же точке.
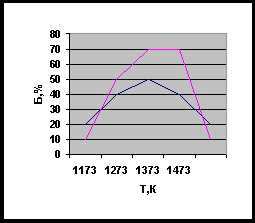
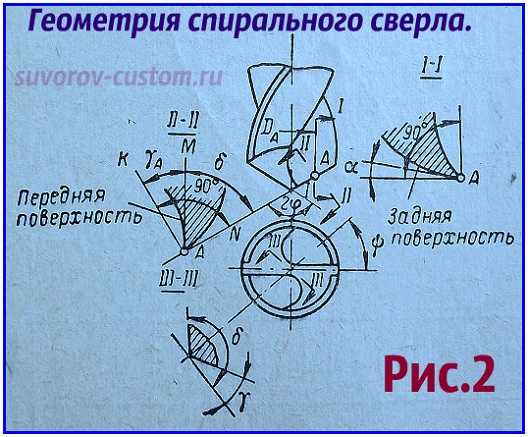 В разных точках режущей кромки передний угол имеет разные значения. Так если у периферии на наружном диаметре сверла угол имеет наибольшую величину в 20-30º, то при приближении к вершине сверла он уменьшается до величины, которая близка к нулю.
В разных точках режущей кромки передний угол имеет разные значения. Так если у периферии на наружном диаметре сверла угол имеет наибольшую величину в 20-30º, то при приближении к вершине сверла он уменьшается до величины, которая близка к нулю.
Задний угол α измеряется в плоскости, которая касательна к цилиндрической поверхности, ось которой совпадает с осью сверла ( плоскость указана на рисунке Ι — Ι). Задний угол α образуется касательной к задней поверхности в точке А на режущей кромке сверла и касательной в той же точке к поверхности резания.
Задние углы у спирального сверла разные для различных сечений по диаметру сверла. У периферии задние углы как правило меньше 6 — 8º, а у перемычки могут достигать 30º.
Угол наклона поперечной кромки ψ образован между проекциями поперечной кромки (см. рисунок 1 б) и главными режущими кромками на плоскость, которая перпендикулярна оси сверла.
Для того, чтобы повысить стойкость спирального сверла (свёрл) диаметром более 12 мм практикуют двойную заточку свёрл и при этом режущие кромки сверла имеют форму ломаной линии (см. рисунок 3). При этом основной угол 2φ равен 116º-118º — это для чугуна и стали, а на участке В, который равен 0,18 — 0,22 D мм. ещё затачивается второй угол при вершине сверла 2φο — он равен 70 — 75º.
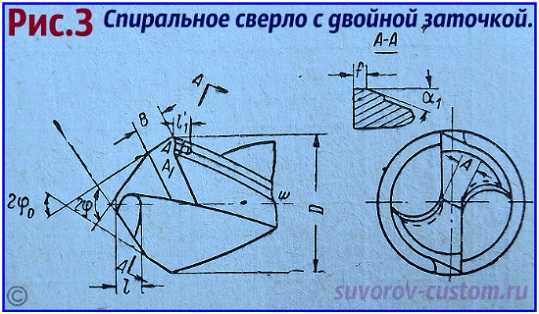 Следует отметить, что стойкость с двойной заточкой свёрл получатся примерно в два раза больше, чем при обычной заточке. А это значит, что скорость резания у спиральных свёрл с двойной заточкой примерно на 15% больше, чем рекомендуется обычно в специальных таблицах нормативов для свёрл с обычной заточкой.
Следует отметить, что стойкость с двойной заточкой свёрл получатся примерно в два раза больше, чем при обычной заточке. А это значит, что скорость резания у спиральных свёрл с двойной заточкой примерно на 15% больше, чем рекомендуется обычно в специальных таблицах нормативов для свёрл с обычной заточкой.
Рекомендуемая форма заточки и подточки спиральных свёрл, в зависимости от диаметра и обрабатываемого материала, показана в таблице 1 ниже.
Угол наклона винтовой канавки ω — это угол, который заключён между направлением оси сверла и касательной к ленточке сверла. А величина этого угла составляет примерно от 18 до 30º. Следует отметить, что для спиральных свёрл маленьких диаметров (от 0,25 — 3 мм) угол наклона винтовой канавки ω делают от 18 до 25º. Ну а для спиральных свёрл с бóльшим диаметром (от 10 мм и более) угол наклона винтовой канавки ω равен 30º.
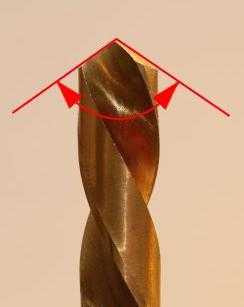
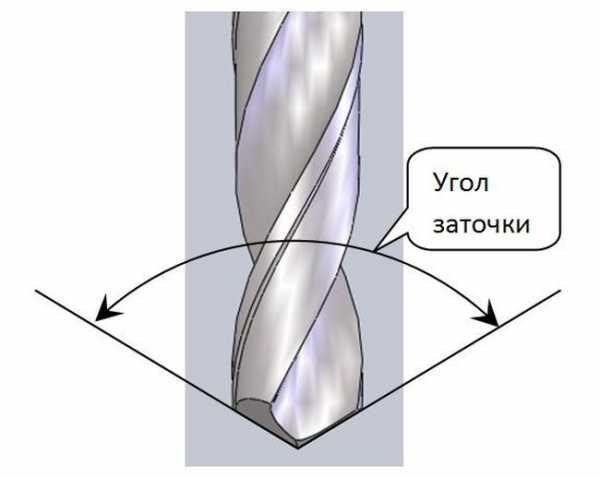
Угол при вершине сверла 2φ — это угол, который заключён между режущими кромками и в зависимости от свойств обрабатываемого материала желательно принимать следующие значения угла 2φ:
- при сверлении стали, чугуна и твёрдых бронз угол 2φ равен 116 — 118º.
- при сверлении мягких бронз и латуней угол 2φ равен 130º.
- при сверлении силумина, алюминия или баббита угол 2φ равен 140º.
- при сверлении меди угол 2φ равен 125º.
- при сверлении целлулоида, эбонита и других пластиков угол 2φ равен 85-90º.
А в целях уменьшения усилия при сверлении и обеспечения нормального процесса образования стружки, применяют две специальные подточки, которые показаны в таблице 2 ниже.
Первая подточка — это подточка поперечной кромки сверла и она осуществляется с обеих её сторон на длину L.
Вторая подточка — это подточка ленточки сверла на длине L¹. При этом ширина ленточки делают уменьшенной до размеров примерно ƒ равной 0,2 — 0,4 мм. И такая подточка уменьшает трение ленточки о стенки просверливаемого отверстия.
В таблице 2 чуть ниже приведены данные об нужных углах и других элементах при заточке сверла (свёрл).
Новаторские (и не только) способы заточки сверла.
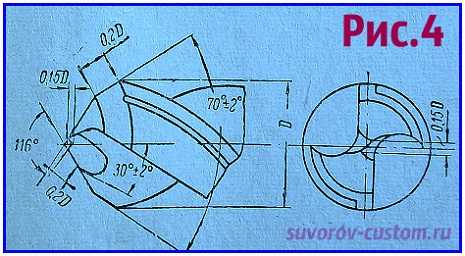
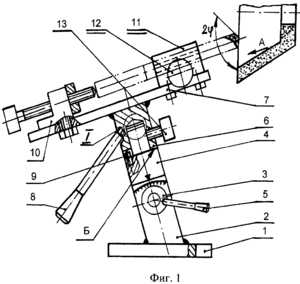
На рисунке 4 показана заточка сверла конструкции В.И. Жирова, которая имеет двойную заточку и позволяет сверлить с довольно большими подачами. Кроме двойной заточки это сверло имеет и сильно подточенную перемычку и поперечное лезвие у этого сверла вообще отсутствует. От этого ощутимо уменьшаются осевые усилия и облегчается процесс резания материала при сверлении.
Сверло конструкции Жирова
Такую заточку сверла желательно применять для сверления чугунов и других хрупких материалов и при их сверлении значения подач инструмента берутся в полтора раза бóльшими, чем при сверлении свёрлами с обычной заточкой.
Ещё один новаторский способ заточки по способу Е.Я. Есиновича показан на рисунке 5. Довольно давно, ещё в 60-х годах прошлого века он начал прорезать на главных режущих кромках две стружко-разделительные канавки.
При сверлении эти канавки отлично дробят стружку и от этого облегчается вывод стружки из отверстия (особенно из глубокого) во время сверления.
Сверло конструкции Есиновича
Так же при таком способе заточки ощутимо улучшаются условия охлаждения инструмента и всё это повышает производительность труда при сверлении, особенно при сверлении глубоких отверстий.
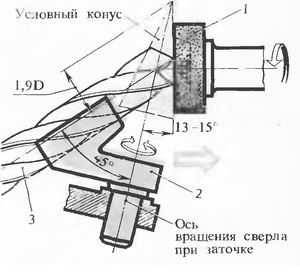
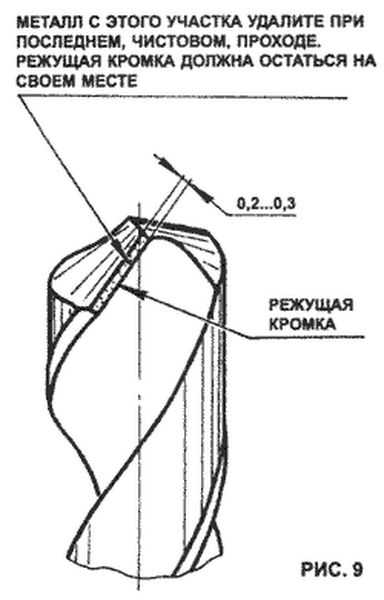
На рисунке 6 показана заточка сверла для сверления отверстий в стенках труб и в листовом материале из цветного металла. Если сверлить стенки труб и листовой материал обычными свёрлами, то внутри трубы или с обратной стороны стального листа образуются довольно крупные заусенцы, удалить которые в трубах (или в порогах и других закрытых полостях кузова автомобиля) довольно проблематично.
Заточка сверла для сверления отверстий в стенках труб из цветных металлов.
А изображённое на рисунке 6 сверло позволяет сверлить почти без заусенцев, так как такое сверло на выходе из отверстия не вытягивает заусенцы, а образует с помощью торца А остаток металла в виде тонкой шайбы.
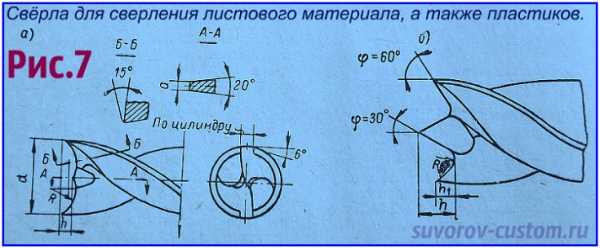
Также для качественного сверления листового материала (например для отверстий в кузове машины при замене порогов — заточка с выступающей вершинкой, а также для сверления различных пластиков, фанеры, МДФ, дерева применяется заточка сверла показанная на рисунке 7. И как видно на рисунке 7 сверло имеет острые подрезающие кромки вогнутой по радиусу формы (радиус R) и кромка криволинейной формы имеет глубину профиля h.
Заточка сверла для сверления отверстий в листовом металле, пластике, фанере, дереве…
А ленточки подточены на длину L¹ и эта длина должна быть примерно на 5 — 10 мм больше длины отверстия, которое сверлится. Ну а поперечную кромку подтачивают со стороны передних поверхностей под углом в 10º.
При заточке свёрл с выступающей вершинкой (как на рисунке 7б) высота выступа h для свёрл диаметром от 15 до 18 мм составляет примерно 3-4 мм, а уголки сверла должны выступать над впадиной на величину h¹, которая равна не менее 1,8 мм.
Заточка свёрл — нюансы правильной заточки.
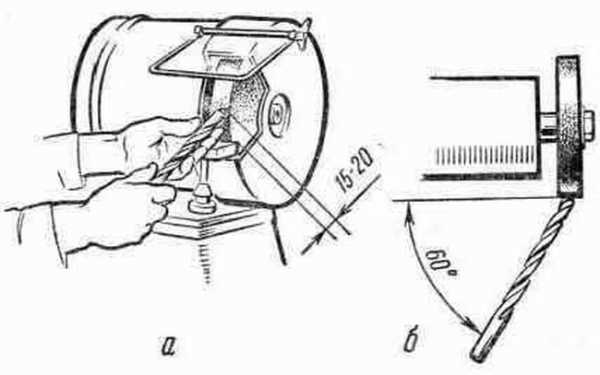
Для начала не помешает запомнить новичкам, что затачивать свёрла следует так, чтобы поперечное лезвие перемычки сверла получилось острым, а не закруглённым. Заточка сверла показана на рисунке 8 и как видно из рисунка заточка осуществляется по задней поверхности.
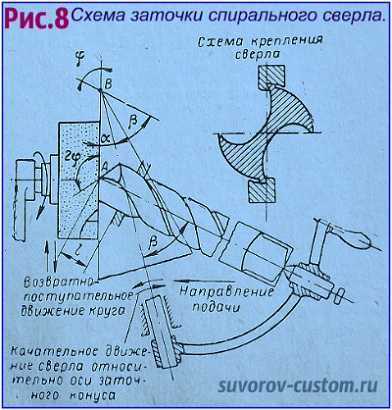 А получение нужных величин геометрии спирального сверла основано на том, что задние поверхности инструмента являются частями конических поверхностей воображаемых конусов, ну а режущие кромки сверла должны совпадать с образующими этих конусов. А оси воображаемых конусов должны быть взаимно перпендикулярны и составлять с осью сверла угол β который равен 45º.
А получение нужных величин геометрии спирального сверла основано на том, что задние поверхности инструмента являются частями конических поверхностей воображаемых конусов, ну а режущие кромки сверла должны совпадать с образующими этих конусов. А оси воображаемых конусов должны быть взаимно перпендикулярны и составлять с осью сверла угол β который равен 45º.
При заточке передняя торцовая плоскость круга заточного станка (о заточных станках и шлифовальных кругах подробно вот тут) должна совпадать с образующей воображаемого заточного конуса, осью которого является ось поворота головки заточного станка.
Затачиваемое спиральное сверло, зажатое в головке станка под углом β к её оси, совершает в процессе заточки вокруг этой оси качательное движение. А получение разных углов при вершине сверла 2φ осуществляется за счёт изменения угла при вершине заточного конуса (из этого следует, что φ = α+β).
Ну, а если к примеру, повернуть суппорт с расположенной в нём осью качания головки станка и установить угол α =13º, тогда при заточке сверла получим нормальный угол при вершине, то есть: 2φ=2α+2β=2×45º=116º.
И ещё при заточке следует правильно зажимать сверло в кулачках головки станка, чтобы сверло было зажато именно по ленточкам. А расстояние ι от периферийных точек режущих кромок сверла до зажимных кулачков (или губок) следует выбирать по таблице 3, опубликованной ниже.
Подточку перемычки и ленточки у спирального сверла производят как правило вручную, при помощи шлифовального круга с немного сточенными (закруглёнными) кромками. Ну а что касается применяемых абразивных кругов, то для заточки свёрл из быстрорежущих и углеродистых сталей применяют шлифовальные круги из электрокорунда (на керамической связке) твёрдость таких кругов СМ1, а зернистость от 63 до 80 — это для предварительной обработки. Для окончательной обработки зернистость конечно же меньше и составляет от 32 до 50.
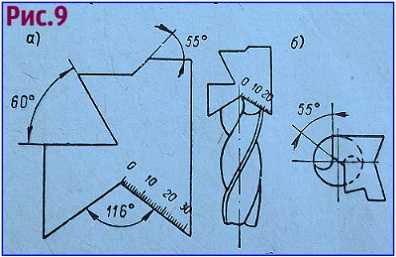
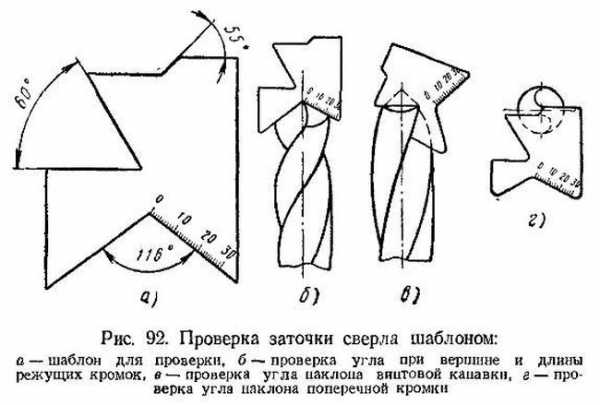
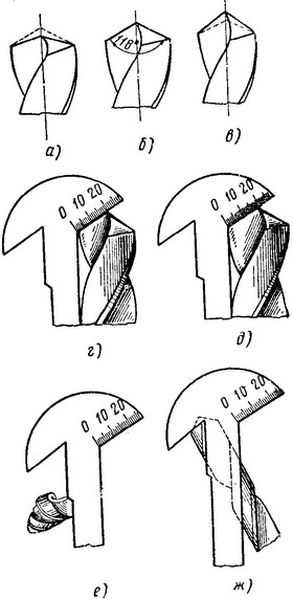
Ну а правильность заточки контролируют с помощью специальных шаблонов, например как на рисунке 9 (на рисунке показан контроль правильности заточки свёрл с помощью шаблона: а — для проверки угла 2φ, б — для проверки угла ψ).
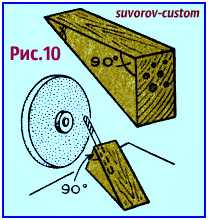
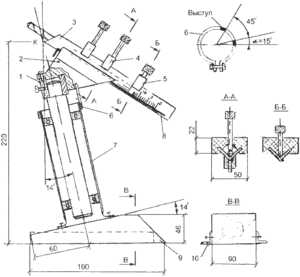
Ну а у кого нет специализированного заточного станка для заточки свёрл, то можно использовать обычный наждак и простое приспособление показанное на рисунке 10, в котором делается (сверлится) нужный угол для установки сверла.
заточка свёрл с помощью простого приспособления
Вот вроде бы и всё, надеюсь многие новички найдут в этой статье что то полезное для себя и заточка свёрл для них уже будет не такой сложной операцией, успехов всем.
suvorov-castom.ru
видео и инструменты для сборки своими руками, чертежи и шаблоны
 Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений.
Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений.
Как сделать самодельные приспособления для заточки сверл, какие шаблоны для этого существуют и что нужно подготовить для работы, вы узнаете из нашей статьи.
Особенности заточки сверл
 Сверла – эти недорогие приспособления, особенно если говорить о тех, что широко используются для бытовых нужд. Однако если есть возможность, то после затупления лучше заточить инструменты, чем покупать новые.
Сверла – эти недорогие приспособления, особенно если говорить о тех, что широко используются для бытовых нужд. Однако если есть возможность, то после затупления лучше заточить инструменты, чем покупать новые.
Есть заводские устройства, предназначенные для заточки, но при их покупке вы сильно потратитесь, и это не восполнит экономию при отказе от приобретения новых инструментов. Именно поэтому немало мастеров собирают станки для заточки своими руками.
 Стоит отметить, что затупление касается сверл по металлу, поскольку инструменты по дереву практически этому не подвержены, за исключением случаев применения на высоких оборотах при смолистой заготовке. Также заточке не подлежат победитовые наконечники по камню или бетону.
Стоит отметить, что затупление касается сверл по металлу, поскольку инструменты по дереву практически этому не подвержены, за исключением случаев применения на высоких оборотах при смолистой заготовке. Также заточке не подлежат победитовые наконечники по камню или бетону.
А вот сверла по металлу многие точат посредством всех дополнительных приспособлений своими руками, но точность такой работы далеко не всегда идеальна, поэтому желательно использовать хотя бы минимум механики.
Как правильно сделать приспособление для заточки сверл своими руками: обучающее видео
Чтобы самому сделать такое устройство, вам потребуется средство контроля (шаблон). Каким бы образом сверло не затачивалось, точность проверяется специальным шаблоном.
Простые сверла по черному металлу имеют угол кромки от 115 до 120 градусов. Если металл другой, то и углы заточки тоже будут отличаться:
- для твердосплавной бронзы, стали или чугуна он составляет также от 115 до 120 градусов;
- для мягкой бронзы или латунных сплавов – от 125 до 135 соответственно;
- для красной меди 125 градусов;
- для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов;
- для магния и его сплавов – 85 градусов;
- для пластика, текстолита и силумина – от 90 до 100 градусов.
Вы можете подготовить сразу несколько шаблонов в зависимости от перечисленных значений и, в соответствии с ними, своими руками выполнять заточку. Одно и то же сверло можно применять для разных типов заготовок, нужно лишь менять углы вершины рабочего места.
Простое, но очень удобное затащивающее устройство – это втулки разного размера, которые прикреплены к основанию. Сделать самому их можно, опираясь на специальные чертежи. Помните, что инструмент во втулке не должен болтаться, а качество сверления может ухудшиться, даже если ошибка составит всего один градус.
 Можно сделать большую обойму на основе алюминиевых или медных трубок в зависимости от типовых параметров сверл или же взять брусок из мягкого материала и проделать в нем много отверстий. В точиле очень важно поставить удобный подручник, благодаря которому можно будет под нужным углом двигать приспособление для заточки и держать упор.
Можно сделать большую обойму на основе алюминиевых или медных трубок в зависимости от типовых параметров сверл или же взять брусок из мягкого материала и проделать в нем много отверстий. В точиле очень важно поставить удобный подручник, благодаря которому можно будет под нужным углом двигать приспособление для заточки и держать упор.
Перечисленные приспособления для заточки изготавливаются уже немало десятилетий подряд и пользуются спросом до сих пор. Для сборки заточного станка своими руками можно вместо уголка взять дубовый брусок.
Простейший станок для заточки можно собрать, просто установив напротив боковой части наждака верстак или столик. Даже такое простое приспособление обеспечивает высокое качество и точность выполнения работ.
Особенности выполнения заточки на простом устройстве
 В интернете можно отыскать готовые чертежи устройств для заточки сверл, или же наброcать их самому, но для этого следует понимать принцип работы со сверлом.
В интернете можно отыскать готовые чертежи устройств для заточки сверл, или же наброcать их самому, но для этого следует понимать принцип работы со сверлом.
Во время работы категорически запрещено допускать движение сверла вокруг своей оси. Если он провернется как минимум на миллиметр, то будет испорчен, и вам придется для повторной обработки стачивать небольшое расстояние.
После окончания работы сверло должно остыть, также выполните замеры шаблонами. Кромки должны быть идеально симметричными вплоть до десятых долей миллиметра. Особенно это важно, если сверло имеет минимальный диаметр.
Заточка может сопровождаться такими ошибками:
- углы будут правильными и симметричными, а вот длина режущих кромок – нет. В таком случае центр сверления сместится по отношению к оси, вследствие чего появляются биения. В самом начале работы будет трудно попасть в разметку, а само сверло может сломаться;
- Когда несимметричны друг другу углы режущей кромки, то центровка точна. Во время создания отверстий работает только одна режущая часть, работа происходит очень медленно и быстро греется наконечник. Может быть «отпускание» закаленного металла вследствие нагрева, отверстие может быть разбитым, а диаметр будет превышать диаметр сверла.
 Как из подручных средств своими руками собрать точильный станок для спиральных сверл по металлу?
Как из подручных средств своими руками собрать точильный станок для спиральных сверл по металлу?
Для основы прибора можно взять любой точильный станок, который способен исправно работать, в нем нет биения оси, и он держит обороты под нагрузкой.
Задание выглядит таким образом:
- подручник обязан строго стоять горизонтально на одной оси с вращением наждака;
- конструкция должна быть безопасной, надежной и прочной;
- следует предусмотреть возможность затачивать как вручную, так и полуавтоматом;
- форма подручника должна способствовать свободному опущению хвостовика сверла на нужный угол.
 Специфических деталей для изготовления этого приспособления не требуется, практически все необходимое есть у каждого домашнего мастера. Заготовки обрабатываются болгаркой, сваркой или точилом.
Специфических деталей для изготовления этого приспособления не требуется, практически все необходимое есть у каждого домашнего мастера. Заготовки обрабатываются болгаркой, сваркой или точилом.
Для режима полуавтоматики предполагается качающийся упор, поэтому нужно сделать петлевое соединение. Точно подберите для отсутствия люфтов отверстия болта, кронштейна и трубки.
Площадка должна двигаться по вертикальной оси, чтобы можно было менять угол заточки сверла. Данную ось можно фиксировать, а подручник должен качаться, опираясь при этом на горизонтальную ось, что при заточке обеспечивает нужную артикуляцию.
 Опорная пластина выполняется из металла на 4 мм в толщину, а основные части конструкции должны иметь толщину в 3 мм соответственно. Это обеспечивает ее высокую прочность. Подручник с корпусом наждака соединяется жестко. Крепить его к защитному кожуху нельзя, поэтому посредством металлической «щеки» прикрутите кронштейн.
Опорная пластина выполняется из металла на 4 мм в толщину, а основные части конструкции должны иметь толщину в 3 мм соответственно. Это обеспечивает ее высокую прочность. Подручник с корпусом наждака соединяется жестко. Крепить его к защитному кожуху нельзя, поэтому посредством металлической «щеки» прикрутите кронштейн.
К опорной пластине затем прикручиваем саму направляющую пластину для сверл толщиной в 5 мм. В ней для фиксации сверла при обработке пропиливается паз треугольной формы.
Конструкция имеет угол поворота в 90 градусов, что позволяет обеспечивать заточку разными методами. Начиная от метода Леонтьева и заканчивая прижимом под определенным углом и созданием острого угла кромки благодаря кривизне наждака.
 Сверло при обработке будет не только прочно стоять в канавке, его также можно будет вдоль паза подавать к абразиву, а угол заточки при этом отклоняться не будет. Благодаря частичному превышению плоскости опорной пластины над осью движения диска, можно достичь нужной формы заточки затылка кромки.
Сверло при обработке будет не только прочно стоять в канавке, его также можно будет вдоль паза подавать к абразиву, а угол заточки при этом отклоняться не будет. Благодаря частичному превышению плоскости опорной пластины над осью движения диска, можно достичь нужной формы заточки затылка кромки.
Перед выполнением работ сверло следует прижать к пластине и выставить параллельно ей режущую кромку. Юстировка на этом окончена и можно к наждаку подносить и инструмент. Заточку нужно выполнять медленно и аккуратно, тщательно следить за углом.
Благодаря такому самодельному инструменту достигается высокая точность заточки и практически не нужен шаблон. Правда, потребуется время на установку станка и настройку угла, то зато потом вы без труда быстро наточите сверла в нужном количестве.
А вот если потребуется заточить бур, оснащенный твердосплавной насадкой, то можно на фиксированный угол прикрепить качающуюся пластину. Для этого под осевую гайку кладут несколько шайб.
Применение наждачного круга в самодельном инструменте для заточки
Для универсальных точильных работ в основном используют белые круги на основе электрокорунда. Их применяют для заточки лопат, топоров, ножей и заготовок из металла.
С целью обработки твердосплавных сверл или быстрорежущих металлов нужно брать абразивные зеленые круги на основе карбида кремния с маркировкой 64С. А вот под бытовые нужды достаточно зернистости круга на 25Н.
 Заточка сверл требует более мелкой фракции в области от 8Н до 16Н. Помните, что наждаки на основе карбида кремния во время работы сильно греются, поэтому сверло в контакте с таким абразивом держать долго нельзя. Давайте металлу остывать после 2-3 подходов и охлаждайте его в содовой воде.
Заточка сверл требует более мелкой фракции в области от 8Н до 16Н. Помните, что наждаки на основе карбида кремния во время работы сильно греются, поэтому сверло в контакте с таким абразивом держать долго нельзя. Давайте металлу остывать после 2-3 подходов и охлаждайте его в содовой воде.
Качество кромки зависит от направления вращения абразива. Рабочая его поверхность обязана набегать на срез (идти сверху вниз).
Периферийная поверхность наждака при обработке обязана быть ровной. Ее можно править насадкой на основе эльбора. Если диск имеет малый диаметр, допускается применение плоскогубцев, в которых будет удерживаться эльборовый резец.
Итак, мы рассмотрели, как в домашних условиях можно собрать и использовать приспособления разной сложности с целью заточки сверл и не только. Выбрать подходящий вариант вы можете в зависимости от ваших бытовых потребностей.
Самодельный станок для заточки сверл
instrument.guru
Заточка сверла по металлу своими руками: приспособления, углы
Содержание статьи:
Сверла в процессе эксплуатации неизбежно теряют свои первоначальные свойства. Это связано с изменением конфигурации режущих кромок. Но при этом не всегда необходимо покупать новые. Если своевременно выполняется заточка сверла – время эксплуатации инструмента увеличивается.
Принципы заточки сверл
Конструкция сверла
Для того, чтобы разработать технологию обработки режущей кромки этого типа инструмента — необходимо знать принцип его работы. Во время вращения режущие части сверла формируют конус. Такую же конфигурацию приобретает дно глухого отверстия.
Определяющим условием правильного выполнения этого процесса является соблюдение конфигурации режущей кромки, которая располагается на концах торца. В случае изменения геометрии неизбежно появятся дефекты. Чаще всего это излишний нагрев сверла по металлу, формирование неровных стенок глухого или сквозного отверстия. Во избежание возникновения этих дефектов необходимо своевременно выполнять заточку.
Основные принципы восстановления конфигурации режущей кромки сверла:
- определиться с конфигурацией сверла. Его строение и материал изготовления напрямую повлияет на выбор технологии заточки;
- правильно выбрать инструмент для выполнения этой процедуры. Оптимальным вариантом будет использование специальных станков. В случае их отсутствия можно воспользоваться универсальным точильно-шлифовальным оборудованием;
- рекомендуется использовать охлаждающую жидкость. Она снизит степень нагрева режущей кромки во время обработки, а также минимизирует вероятность появления внутреннего или поверхностного натяжения.
Применение средств индивидуальной защиты является обязательной мерой. Даже если специальный станок имеет прозрачный щиток – всегда есть вероятность вылета мелкой стружки или поломки сверла.
Для обработки небольших сверл по металлу можно использовать шлифовальную машинку. В этом случае оно жестко крепится, а заточка осуществляется с помощью небольшой фрезы.
Технология обработки спиральных сверл

Технология заточки на абразивном кругу
Для заточки свел этого типа можно использовать абразивный круг, установленный на вал электродвигателя. Затем необходимо рассчитать угол между режущими кромками. Они должны образовывать конусное глухое отверстие в процессе эксплуатации.
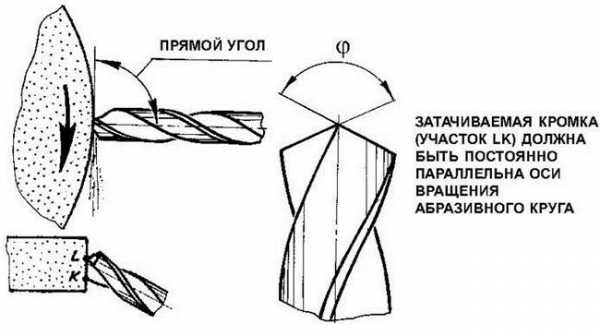
Для правильного форсирования режущей части необходимо ориентироваться на конфигурацию спиральных канавок, вдоль которых происходит удаление стружки. Во время заточки кромка сверла должна быть параллельна оси вращения абразива. Сначала выполняется обработка одной кромки, а затем второй. Расстояние от режущей части до канавок должно быть одинаковым для двух сторон.
Угол между кромками должен быть равен изначальному. Если нет аналогичного нового сверла по металлу – можно ориентироваться по следующим данным, которые зависят от материала обработки:
- для стали — 140°;
- для обработки бронзы, латуни — от 110° до 120°;
- сверла по алюминию, дереву или пластику – от 90° до 100°.
В случае обработки универсальных сверл угол между режущими кромками составляет 120°. Для повышения качества рекомендуется изготовить или приобрести готовый шаблон. Следует отметить, что его конфигурация может быть различной в зависимости от типа обрабатываемого сверла.
Окончательный этап правки – формирование задней поверхности. Обработка также происходит на абразивном станке. Контроль качества осуществляется с помощью обычной шайбы.
Заточка победитовых моделей
Конструкция победитового сверла
Заточка сверл с победитовыми напайками является более сложной процедурой. Для ее выполнения необходимо правильно добрать обрабатывающий инструмент и придерживаться правил выполнения работы.
В качестве инструмента обработки необходимо использовать специальные алмазные круги. Предварительно следует убедиться, что сверло можно наточить. Если длина режущей части составляет более 10 мм – оно может подвергаться заточке.
Правила заточки победитовых сверл:
- среднее значение оборотов диска. При их увеличении может произойти перегрев кромки, что приведет к отслоению победитовой напайки;
- минимальное давление на диск. Скорость снятия материала с режущей кромки у этих моделей высока. Необходимо постоянно контролировать конфигурацию;
- равномерная заточка. В случае разницы между размерами кромок во время эксплуатации неизбежно появятся неровности в отверстии, возможет люфт инструмента.
Добиться идеального состояния победитового сверла сложно. В отличие от инструмента по металлу, твердосплавные напайки могут изготавливаться из различных сплавов, что неизбежно скажется на сложности обработки инструмента.
Если во время обработки режущая кромка нагрелась – опускать его в масло или другую охлаждающую жидкость не нужно. Остывание должно быть естественным. В противном случае возможно отслоение победитовой напайки.
В видеоматериале наглядно показана технология, по которой происходит заточка сверла:
stanokgid.ru
основные способы и правильный угол заточки, советы специалистов
Инструменты со временем приходят в негодность: тупятся, ломаются и трескаются. Устранить получается не все последствия использования, из-за чего приходится приобретать новые приспособления, но некоторые все же можно восстановить и дать им вторую жизнь. Особенно это касается свёрл, которые в процессе применения могут не только сломаться, но и затупиться.
Разновидности свёрл по металлу
 Проделать отверстие в цветных металлах, стали, чугуне сегодня получится без использования специального оборудования. Для подобных целей понадобится лишь качественная дрель и хорошие свёрла.
Проделать отверстие в цветных металлах, стали, чугуне сегодня получится без использования специального оборудования. Для подобных целей понадобится лишь качественная дрель и хорошие свёрла.
Этот вид изделий выпускают разных форм. Например, режущий инструмент в виде спирали, образуют которую несколько продольных канавок, выводящих стружку. Такое приспособление принято называть спиральным.
Сверло по металлу ещё может быть такого вида:
- корончатым;
- конусным.
Последний вид имеет коническую форму. Таким изделием сверлят отверстия различных диаметров в зависимости от конечной и начальной окружности конуса. Работать с первыми легче, ведь каждая ступень в них означает определённый диаметр, а при использовании последних придётся постоянно контролировать над процессом.
Корончатые свёрла лучше всего применять для высверливания углублений больших диаметров. Ещё они эффективны при многослойном сверлении сразу нескольких листов металла. Благодаря конструкции этих изделий, не нужно использовать более мощные инструменты, так как силы резания сохраняются небольшими.
Чтобы корончатое сверло прослужило как можно дольше, необходимо следить за отсутствием вибрации и охлаждением металла. Во время их покупки необходимо обращать внимание на инструменты с усиленными хвостовиками, не проскальзывающими в патроне.
В основном хвостовики выпускают в конической и цилиндрической формах. Шестигранники встречаются очень редко. Инструменты с цилиндрическим хвостовиком фиксируют в трехкулачковом патроне, поэтому их диаметр не превышает 12 мм.
Разумеется, промышленные изделия с коническим хвостовиком рассчитаны под сверлильные станки. Их максимальный размер может достигать 60 мм. Если не совпадает конус инструмента и шпинделя, то применяют переходную втулку.
Маркировка свёрл
 Свёрла маркируют специальными обозначениями. На них указывается чаще всего марка стали и диаметр. Правда, на слишком маленьких инструментах до 2 мм ничего не отмечают. Изделия толщиной более 3 мм несут ещё сведения о производителе и классе точности.
Свёрла маркируют специальными обозначениями. На них указывается чаще всего марка стали и диаметр. Правда, на слишком маленьких инструментах до 2 мм ничего не отмечают. Изделия толщиной более 3 мм несут ещё сведения о производителе и классе точности.
Когда сверло выполнено из быстрорежущей стали, то на нём стоит маркировка в виде буквы Р. Остальные цифры с буквами обозначают, сколько и какой компонент находится в сплаве.
Предположим, если на приспособлении указано К6 – это значит шесть частей кобальта. При выборе длинных изделий по металлу, следует обращать внимание именно на присутствие такого компонента, ведь он улучшает теплостойкость изделия.
Признаки тупого сверла по металлу
Большинство людей продолжают выполнять необходимые работы затупленным инструментом, пока оно не поломается. В результате им приходится его выкидывать и покупать новое.
Происходит это потому, что неопытные мастера просто не знают, как осуществляется заточка свёрл. Восстановить затупившийся инструмент получится даже самостоятельно, применяя инструменты, имеющиеся в любой мастерской.
Сверлить следует только заточенным изделием. В том случае, если при создании отверстия услышите скрип в месте, где соприкасается сверло с металлом, значит, оно затупилось.
В этом случае инструмент будет сильно тереться о сталь, прокручиваться и выделять тепло во время работы. Лучше не дожидаться, когда приспособление сломается, а перейти к заточке сверла по металлу своими руками.
Чем точить изделие в домашних условиях
Крупными свёрлами по металлу домашние мастера в быту обычно не пользуются, самые популярные размеры — 0,5—18 мм. Конечно, лучше всего работу по заточке таких инструментов выполнять на станке. Если такого оборудования нет, то подойдёт небольшой наждак, который есть у каждого в гараже.
Кроме этого, для заточки сверла по металлу можно использовать насадку на электродрель или болгарку. Но перед работой необходимо прочно зафиксировать электроинструмент на ровной поверхности. С их помощью получится сделать вращающийся наждачный камень либо заточный диск.
Можно сделать приспособление для заточки свёрл своими руками. Во время их обработки не стоит забывать о технике безопасности. Надо обязательно выполнять работу в защитных очках, чтобы избежать травм.
Более того, важно при заточке охлаждать изделие, иначе сталь утратит прочность, поэтому нужно периодически опускать инструмент в ёмкость с холодной жидкостью. Воду стоит разместить возле закреплённого электроинструмента или точильного станка.
Способы заточки свёрл по металлу
 Одноплоскостная обработка в домашних условиях. К такому варианту прибегают, когда требуется заострить изделия не более 3 мм.
Одноплоскостная обработка в домашних условиях. К такому варианту прибегают, когда требуется заострить изделия не более 3 мм.
Минусом этой заточки является то, что во время работы может произойти выкрашивание кромки. Эта методика нуждается в особой аккуратности. Суть её в том, что сверло прикладывается к кругу и передвигается параллельно рабочей поверхности.
Втулочная или двухплоскостная заточка
Этот вариант широко используется мастерами для заострения изделий. В таком случае применяют специальные втулки. Первым делом надо взять в левую руку сверло за рабочую поверхность, потом его следует подвести к заборному конусу, удерживая правой рукой приспособление за хвостик.
Режущая кромка изделия будет прижиматься к торцу точильного круга и в итоге сверло при помощи правой руки станет проворачиваться вокруг собственной оси. Таким способом заточится задняя поверхность инструмента.
Главное — сохранить при вращении инструмента правильный угол, образующийся между торцом шлифовального камня и его наклоном. Именно для этого и применяют специальные втулки, чтобы соблюдать угол заточки сверла по металлу.
Затачивание коническим способом
Когда приступают точить спиральные свёрла своими руками, сначала обрабатывают заднюю, а потом уже режущую часть. Работа выполняется следующим образом:
- В первую очередь поверхность приспособления необходимо прижать к шлифовальному кругу или камню так, чтобы не осталось никаких интервалов.
- При проведении заточки угол надо держать постоянно одинаковым.
- Необходимо обратить внимание на кончик изделия сбоку: если задняя поверхность обработана правильно, то будет виден ровный конус.
- Затем можно переходить к заострению режущей кромки своими руками, при этом строго соблюдая угол.
Использование насадок для заточки свёрл по металлу
Такой удобный метод предполагает применение специальных приспособлений для заострения изделий. К плюсам этого способа можно отнести простоту использования и универсальность. Это устройство обладает цилиндрической формой.
На нём находится, с одной стороны, присоединительный узел, с помощью которого насадка надевается на шпиндель дрели, а с другой — имеются выемки для установки свёрл определённой ширины. Для обработки необходимо изделие вставить в отверстие, после чего останется привести устройство в движение двигателем дрели и соблюдать угол заточки.
Доводка после заострения сверла
 Без чистовой обработки изделия не получится устранить шероховатости и добиться гладкой поверхности. Ко всему прочему, свёрла, подвергающиеся доводке, обретают износостойкость.
Без чистовой обработки изделия не получится устранить шероховатости и добиться гладкой поверхности. Ко всему прочему, свёрла, подвергающиеся доводке, обретают износостойкость.
Желательно её выполнять точильными кругами, изготовленными из зелёного карбида кремния. Осуществляя доводку важно соблюдать симметричность осей. Чтобы не допустить ошибки, лучше проверить правильность заточки угла сверла шаблоном, который можно сделать самостоятельно из таких материалов:
- Алюминий.
- Медь.
- Сталь.
Листы из них должны иметь толщину примерно 1 мм. Наиболее долговечными получаются изделия из стали. Посредством шаблона удастся выяснить длину кромок для резки, а ещё угол между перемычкой и режущей частью. Его делать следует перед началом использования нового инструмента, чтобы перенести с последнего нужные углы.
Проще всего определить правильность подточки — осуществить пробное сверление. Когда режущие перья заточены неравномерно, у менее нагруженной части стружка из отверстия будет выходить в малом количестве. Иногда она вылетает лишь через одно углубление. Причём диаметр проделанной выемки может превышать толщину сверла.
После заточки сверла по металлу, необходимо обратить внимание на его симметричность. Чтобы удостовериться, насколько правильно проведена работа, понадобится обычная дрель. Таким инструментом сверлят пластик, а затем проверяют с какой стороны больше пойдёт стружки. Именно эту грань и надо будет доработать.
Правила хранения новых и заточенных изделий
В процессе переноски и хранения свёрл по металлу, необходимо следить, чтобы они не тёрлись друг о друга. Помните, что доставая приспособление из общей коробки, режущие рабочие кромки будут тупиться о соседние изделия.
Поэтому лучше сделать индивидуальные втулки или отверстия для хранения их в вертикальном положении. Вдобавок ко всему, рекомендуется подписать размеры, чтобы поиски сверла необходимого размера не занимали много времени. Безусловно, надо контролировать влажность в помещении, чтобы избежать коррозии изделий.
Рекомендации для заточки свёрл по металлу
Спиральные изделия следует обрабатывать по задним кромкам. Они должны получиться абсолютно одинаковыми после работы.
Причём делать это не так просто, особенно в ручном режиме, поскольку необходимо выдерживать определённую форму и угол инструмента во время заточки.
Прежде чем приступить к заострению режущего инструмента, желательно потренироваться сначала на нерабочих изделиях. Ещё стоит учитывать тот факт, что сверление выполняют именно боковые кромки приспособления.
Заточку проводят, чтобы вернуть заводскую форму режущей части изделия. При работе стоит придерживаться основного правила заострения инструментов с напайками из различных сплавов: чем тверже материал обрабатываемого сверла, тем ниже скорость заточки.
instrument.guru
Как заточить сверло по металлу? Приспособление для заточки. Угол заточки сверла
Технологический процесс механической обработки материалов включает множество разнообразных операций, для проведения которых требуется качественный и острый инструмент. Так, в механическом цеху на любом машиностроительном предприятии может использоваться набор из токарных, фрезерных, сверлильных и более сложных станков. В них используется свой тип инструмента, для каждого из которых есть и определенный способ заточки.
Особенности работы сверл
 Механическая обработка металла связана с огромными нагрузками на инструмент. Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть – это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
Механическая обработка металла связана с огромными нагрузками на инструмент. Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть – это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
 Если, например, в токарном резце или дисковой фрезе с формой и конструкцией режущей части все понятно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому нужно знать, как правильно заточить сверло. Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Если, например, в токарном резце или дисковой фрезе с формой и конструкцией режущей части все понятно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому нужно знать, как правильно заточить сверло. Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Основные элементы режущей части сверла
 Перед тем как заточить сверло по металлу, следует ознакомиться с конструкцией его режущей части, которая включает следующие элементы:
Перед тем как заточить сверло по металлу, следует ознакомиться с конструкцией его режущей части, которая включает следующие элементы:
1. Основная режущая кромка.
2. Вспомогательная винтовая режущая кромка (ленточка).
3. Перемычка.
4. Передняя поверхность.
5. Задняя поверхность.
Что понадобится для заточки?
На предприятии все необходимое для реставрации инструмента всегда под рукой. А вот домашнему мастеру приходится искать альтернативу качественным заводским приспособлениям в более простых решениях, которые можно использовать в условиях обычного гаража. И все же перед тем, как заточить сверло по металлу, запаситесь минимальным набором:
1. Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием «наждак». В гараже встречается очень часто.
2. Емкость для охлаждающей жидкости.
3. Охладитель (вода или машинное масло).
Для того чтобы выдержать угол заточки сверла, может быть недостаточно такого набора. Ведь контролировать процесс придется «на глазок», что вряд ли получится без наличия определенного опыта. В таком случае в базовый комплект нужно включить еще и приспособление для заточки сверла, которое можно купить или смастерить самостоятельно.
Контролируемые параметры
 Когда все готово, необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента. Перед тем как правильно заточить сверло, нужно знать его углы:
Когда все готово, необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента. Перед тем как правильно заточить сверло, нужно знать его углы:
1. Передний. Определяется в главной секущей плоскости (проходит перпендикулярно главной режущей кромке) как угол между передней поверхностью и основной плоскостью (перпендикулярна вектору скорости резания). Он направлен по касательной к окружности сверла.
2. Задний. Также определяется в главной секущей плоскости как угол между задней поверхностью и плоскостью резания (проходит через вектор скорости и режущую кромку).
3. Угол при вершине находится между двумя главными режущими кромками, если посмотреть на сверло сбоку.
Оптимальное значение переднего угла – 18-20 градусов, заднего - 10-12. Угол при вершине в сверлах по металлу имеет стандартное значение – 118 градусов.
Процесс заточки
Теперь давайте поговорим о том, как заточить сверло по металлу на обычном наждаке. Основная заточка данного осевого инструмента производится по задней поверхности. Для этого включите наждак, крепко возьмите сверло в руку таким образом, чтобы главная режущая кромка была направлена навстречу вращению точила. Теперь подводим кромку к точилу, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка расположилась параллельно поверхности круга. Проделываем такую же операцию со второй режущей кромкой. В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
Простая заточка используется для сверл диаметром до 10 мм. При увеличении этого параметра можно дополнительно выполнить подточку передней поверхности. В результате передний угол уменьшается, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, период стойкости сверла.
Заточка с помощью приспособления или станка
 Описанный выше способ можно назвать кустарным, так как точного контроля параметров сверла непосредственно во время заточки добиться просто невозможно. В лучшем случае вы проверите углы после окончания заточки, а в худшем – просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло?
Описанный выше способ можно назвать кустарным, так как точного контроля параметров сверла непосредственно во время заточки добиться просто невозможно. В лучшем случае вы проверите углы после окончания заточки, а в худшем – просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло?
Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл.
Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования – точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла:
1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания.
2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости.
3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления.
Конструкция приспособления
 Как уже стало понятно, ручная заточка сверла – это дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, приходит такое чутье только после многолетней практики работы со сверлильным станком или дрелью. Не стоит экспериментировать, так как можно смастерить самостоятельно или приобрести приспособление для заточки. В обоих случаях оно будет включать одинаковые конструктивные элементы и работать по одному принципу.
Как уже стало понятно, ручная заточка сверла – это дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, приходит такое чутье только после многолетней практики работы со сверлильным станком или дрелью. Не стоит экспериментировать, так как можно смастерить самостоятельно или приобрести приспособление для заточки. В обоих случаях оно будет включать одинаковые конструктивные элементы и работать по одному принципу.
Итак, основная задача приспособления – правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы. Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов.
Заточка насадками
Еще один простой и удобный способ предусматривает использование такого приспособления, как насадка для заточки сверл. Основное преимущество его заключается в универсальности и простоте использования. Устройство имеет цилиндрическую форму. С одной стороны расположен присоединительный узел, посредством которого насадка устанавливается на шпиндель дрели. С другой стороны расположены отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Меры безопасности
 Заточка сверла связана с образованием мелких частиц, которые отрываются от точила в процессе износа. Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
Заточка сверла связана с образованием мелких частиц, которые отрываются от точила в процессе износа. Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
При заточке сверла без приспособления проследите за тем, чтобы надежно фиксировать его положение. В противном случае при контакте с точилом его может просто вырвать у вас из рук.
www.syl.ru
Как заточить сверла по металлу
Обработка металлов резанием подразумевает наличие только качественного и хорошо заправленного инструмента. С инструментами для дерева также не все просто, но для древесины существует масса других инструментов и свёрл со своими особенностями — сверла Форстнера, перьевые сверла, зубчатые коронки. Они или затачиваются редко, или же не затачиваются вовсе. Со свёрлами по металлу приходится возиться довольно часто и сегодня мы рассмотрим некоторые моменты, касающиеся заточки.
Содержание:
- Какие сверла затачивать и каким инструментом
- Параметры заточки спирального сверла
- Угол заточки, зависимость от материалов
- Методы заточки кромок в зависимости от диаметра сверла
- Заточка победитового сверла
Какие сверла затачивать и каким инструментом

Настоящий хозяин никогда не станет выбрасывать даже недорогие сверла и постарается заточить даже сломанное сверло, поскольку после заправки оно ещё может отслужить довольно долго. Но для этого необходимо восстановить его геометрию в соответствии с заводскими параметрами. Это отчасти касается и перового сверла по дереву. Как заточить сверла по металлу правильно, чем проводить заточку разберёмся прямо сейчас.

Поскольку металл тверже дерева, то о заточке свёрл по дереву можно не вспоминать долгие месяцы, а то и годы. Любой, даже самый мягкий металл, не сможет быть обработан тупым и изношенным инструментом. Кроме того, что о качестве отверстия можно забыть, используя тупые сверла, сам процесс сверления сопровождается перегревом инструмента, а это ещё больше изнашивает инструментальную сталь. В производственных условиях существуют специальные приспособления для заточки свёрл, есть и бытовые заточные станки для спиральных свёрл, но мастера, как правило, используют заточной станок универсальный, в крайнем случае, при наличии опыта, можно заправить сверло болгаркой.

Параметры заточки спирального сверла
Заточить сверло можно по нескольким методикам и от этого зависит твёрдость обрабатываемого металла, а также немаловажную роль играет и диаметр сверла. Однако в любом случае стоит обратить внимание на некоторые моменты:

- когда мы затачиваем сверло, его кромка должна быть строго параллельна оси заточного станка, в идеале — рабочей поверхности заточного круга;
- в процессе заточки нельзя спешить и оказывать излишнее давление на кромку;
- каждая режущая кромка на каждом сверле должна быть такой же длины, как и противоположная;
- для каждого металла необходимо хотя бы примерно соблюдать свой угол заточки.
Угол заточки, зависимость от материалов
Именно опираясь на последний пункт, необходимо знать основные углы, которые образуют режущие кромки:
- древесина, алюминий и хрупкие материалы требуют заточки под углом 140 градусов;
- силуминовые сплавы, магниевые, а также пластики отлично сверлятся при заточке сверла под углом 90 градусов;
- для сверления меди применяют угол заточки 125 градусов;
- 120-130 градусов — оптимальный угол для сверления мягкой бронзы и латуни;
- для сверления стали, чугуна и твёрдой бронзы применяют угол 116-119 градусов.
А как же соблюдать такую точность, ведь 120 от 118 градусов на глаз отличить довольно сложно? Конечно, сложно. Для этого существуют специальные шаблоны, по которым сверяют углы заточки кромок. Зная угол, такой шаблон можно запросто изготовить своими руками, а со временем угол будет получаться автоматически.
Методы заточки кромок в зависимости от диаметра сверла
В зависимости от диаметра сверла, может применяться несколько методик правки кромок. К примеру, для сверла диаметром не более 3 мм применяют одноплоскостную заточку. Это значит, что рабочая кромка затачивается только в плоскости, параллельной рабочей поверхности заточного станка или его оси. Есть некоторые нюансы, поскольку при таком методе правки может выкрашиваться рабочая кромка сверла, если перестараться с усилием прижатия. Поэтому таким методом затачивать надо аккуратно, тем более, что сверла небольшого диаметра.
Для сверла диаметром более 3 мм используют более сложный метод заточки — конический. Для этого сверло удерживается за хвостовик, кромка аккуратно прижимается к рабочей поверхности заточного круга. В процессе заточки тело сверла слегка покачивается, тем самым придавая кромке коническую форму.
Заточка победитового сверла
Победитовое сверло для сверления отверстий в бетоне затачивается ещё проще — для этого необходимо соблюдать угол между осью сверла и осью заточного станка строго 60 градусов, а угол поворота режущей кромки должен быть в пределах 170 градусов. Здесь спешить никак нельзя, поскольку есть риск сточить большую часть напайки, после чего сверло будет непригодно для использования, но имея определённые навыки, можно сточить металлическую часть сверла, освободив несколько миллиметров победитовой напайки, если есть такая возможность.
Самая распространённая ошибка при заточке спирального сверла любого диаметра — отрицательный угол между режущей кромкой и затылком. Чтобы этого избежать, необходимо просто следить, чтобы кромка в любом случае была выше затылочной части. Заправляйте инструмент правильно и удачной всем работы!
nashprorab.com
Станок для заточки сверл по металлу и дереву
Чтобы быстро и качественно просверлить отверстия, необходимы острые сверла. Во время эксплуатации они теряют свою остроту, повреждаются, появляются трещины. Рекомендуется приобрести мощный станок для заточки сверл, изготовить его мастера могут самостоятельно. В быту особенно требуется заточной станок для спиральных сверл. Пользуется популярность мобильный точильный станок для заточки сверл.
Виды станков
Сверлильные станки бывают разных типов. Они делятся по принципу функциональности и отношению рабочих поверхностей. Затачиваются различными методами:
- Спиральные – заточный станок для спиральных сверл необходим для использования в любых направлениях промышленности: выполнять ремонтные и бытовые работы.
- Плоские – узкопрофильные инструменты, ими пользуются при сверлении отверстий крупных диаметров. Название получили из-за плоской рабочей кромки, по форме аналогичной развертки.
В процессе движения режущей поверхности в материале, внутри обрабатываемого сырья появляется стружка, часто в передней поверхности. Только огромное скопление стружки значимо в изменении пластичных частей сверла: в процессе работы оно нагревается, под действием острых окончаний стружки деформируется рабочая кромка.
Особенности работы
В скорости этой работы имеется большая разница, жесткая и рисковая-медная и стальная. Процесс сверления и снижения остроты зубцов:
- в работе описывается коническая поверхность;
- форма получается и рабочей поверхностью сверла;
- режущая кромка притупляется и изменяет личный центр.
Все углы рабочей поверхности находятся над поверхностью торца, так обеспечивается обычный и нужный задний угол. Распространенный вариант изготовления затачиваемых сверл самостоятельно – пользование электрическим точилом. Мастера могут работать и точильным брусом, он производится из смеси абразивных материалов, но это занимает огромное количество времени и сил, по сравнению с использованием устройства с электрическим мотором.
В универсальном точильном агрегате, особенно ручного управления, присутствует движок. Скорость его достигает 1,5–2 тыс. мин. Самая подходящая мощность до 300 Ватт. Модели изготавливают Vollmer, Drill, Weinig, Sturm и Doctor. Если покупать китайский станок, следует изучить всего его характеристики, навести справки у проверенных источников.

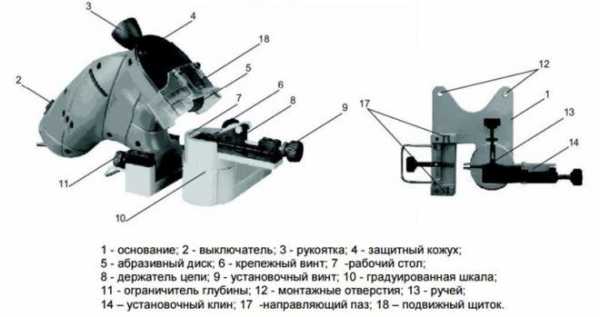
Основные узлы сверлильного станка
Тактические особенности агрегата
Ориентация осуществляется по режущим кромкам, работать необходимо по направлению спиральных канавок, они деформируют форму от манипуляции огромного числа стружки. Сверла необходимо установить так, чтобы затачиваемая кромка располагалась параллельно оси шлифовального инструмента. Как только будет наблюдаться отблеск света от рабочей поверхности, это означает, что кромка уже наточилась. Вторая сторона натачивается так же.
Важный аспект работы с агрегатом – не расцентровать сверло заранее, равновесие потеряется, а в процессе работы инструмент будет отклоняться на какое-то число градусов от определенных параметров. Известный параметр заточки – угол между комками.
Чтобы при самостоятельном изготовлении точность обработки была большой, необходимо сосредоточиться на установленном стандартом и измененном параметре. Чтобы проконтролировать весь процесс заточки, требуется заказать определенный шаблон для сверла с необходимым диаметром и углом.
Если времени и средств недостаточно на покупку шаблона, стоит применить следующий способ:
- действовать по правилу механики левой руки;
- рука сгибается и располагается над сверлом так, чтобы режущая поверхность была с нескольких сторон закрыта;
- получается определенный коридор.
Светильник располагается напротив торцевой поверхности. Затем проверяется ровность и точность заточки. При использовании электрического станка необходимо обязательно проконтролировать процесс обработки заточки сверл.
Если ошибка будет на 1 мм, то точность будет потеряна полностью. Устройство для заточки корончатых сверл в режиме автомат, имеющий небольшой диаметр, подойдет в использовании для дисков, ножниц, цепей и ножей. На этом станке осуществляется заточка сверла по металлу.
Станок для заточки сверл
Станок для заточки сверл своими руками
Станки для заточки сверл бывают различные, стоимость оборудования зависит от сложности выполняемых работ, качества сборки, гарантийного срока эксплуатации. При этом заточный станок для сверл рекомендуется изготовить самостоятельно. При опыте работы с техникой, выполнить сборку домашнего аналога будет произвести несложно.
Чтобы изготовить заточные станки, потребуются следующие инструменты:
- точильный круг;
- заглушка;
- провода;
- мотор с максимальной мощностью;
- тумблер;
- подставка;
- ось.
Чтобы процесс работы был максимально безопасен, рекомендуется разместить в корпусе станок, а ось с точильным кругом оставить снаружи, выступая на несколько миллиметров. Устройство будет осуществлять свою работу от сети, станки бывают как переносные, так и настольные. Этот нюанс упрощает работу с домашним агрегатом при выполнении больших объемов работ.

Самодельный заточной станок
Важно позаботиться расположение аппарата:
- Стоит обратить внимание на широкий металлический стол. В таком случае электрический двигатель располагается на столешнице, для этого нужны крепления и отметки места отверстия для болтов. Электродвигатель убирается и просверливается 4 отверстия.
- Следующим шагом будет установка двигателя на место и закрепление болтами. У электрического двигателя, изготовленного самостоятельно, имеется вал. На него надевается зернистый диск, когда диаметр вала соответствует диаметру отверстия в диске, надевают шайбу на вал, диск и снова на шайбу.
- Устанавливается крепежная гайка, а резьба заранее нарезается на валу, следует воспользоваться специальной насадкой на круг. На ней сверло неподвижно, затачивать сверла мастера могут, как карандаш. Есть возможность соорудить ее самостоятельно или приобрести в специальном магазине.
- Если диаметр вала менее диаметра отверстия в камне, требуется прибавить втулку. В ней проделывается определенное отверстие и отверстие для болта. Это процедура осуществляется, чтобы зафиксировать ее на валу. В таком случае она не будет поворачиваться вместе с абразивным диском в процессе работы.
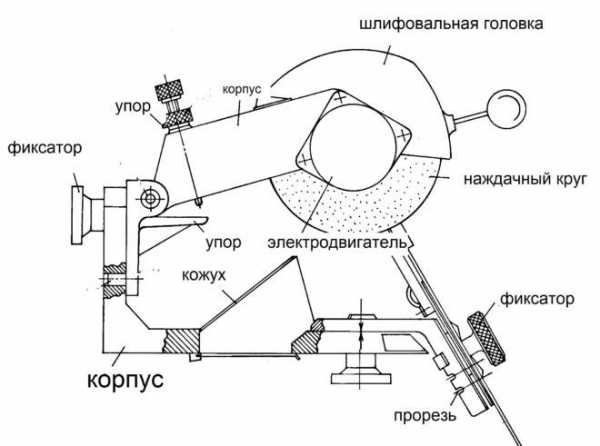
Схема устройства станка для заточки сверл
Дополнительные манипуляции
На конце втулки нарезается правая резьба по ходу вращения диска для его фиксации. Требуется использовать гайки и шайбы, втулку нужно надеть на вал. Если выбор электродвигателя сложный, рекомендуется воспользоваться движком от старой стиральной машинки. Мощность такого электрического двигателя станет самой подходящей для самодельного станка.
Пускатель и отрезки проводов необходимо приготовить заранее. Провода подойдут от старой аппаратуры, они обойдутся дешевле. Провод подсоединяется к пускателю, но у пускателя предусматривают три разомкнутых контакта. Его обмотка подключается к фазной линии через 2 кнопки, соединенные последовательно.
При включении на обмотку подается напряжение, контуры пускателя замыкаются. Одна из пар станет шунтировать кнопку. Если ее отпустить, напряжение останется на пускателе. При нажатии на кнопку включения цепь питания обмотки разрывается, а пускатель отпускает контакты, двигатель останавливается.
Как сделать электрический станок своими руками
Даже если электрический двигатель открытый, он абсолютно безопасен, не требует дополнительной защиты. Лучше всего соорудить металлический короб для защиты конструкции хотя бы от пыли, сделать стеклянный защитный экран. Это поспособствует защищенности глаз и дыхательных путей от пыли из круга.
В помещении необходимо установить приток свежего воздуха, защитные материалы на окна, провести дополнительное освещение. Производительность вырастет в три раза при соблюдении санитарных норм в помещении.
Техника безопасности агрегата
Следует зафиксировать защитный кожух, он обязан закрывать торец абразивного диска на две трети. Изготавливается из старой камеры автомобиля. Если точильный диск расколется, части останутся в кожухе и не представят никакого вреда.
В процессе заточки сверл на станке, изготовленном самостоятельно, требуется придерживаться правил техники безопасности. Работа осуществляется с острыми лезвиями, часто причиняющими вред.
Видео: Сверлоточилка
promzn.ru