Калькулятор усилия гибки для листогибочного пресса онлайн. Радиус гиба листового металла
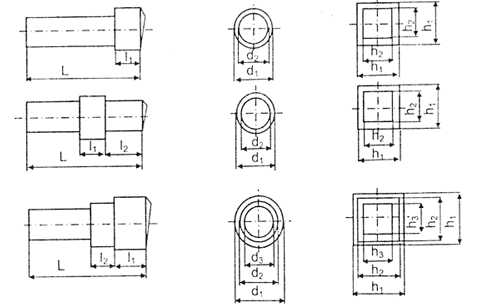
| Как определить радиус гиба? При гибке профиля или трубы не редко возникает вопрос: как определить радиус гиба? В этом вам поможет метод изложенный ниже. Вам понадобится линейка определенной длины (300 или 500 мм), она может быть сделана из любой рейки, требования к линейке – она должна быть прямой и достаточно жесткой, чтоб не прогибалась. После того как вы нашли линейку и сделали её нужной длины 300 или 500 мм, нужно приложить линейку к дуге, радиус которой вас интересует, и замерить просвет А, как это показано на рисунке.
--Вернуться |
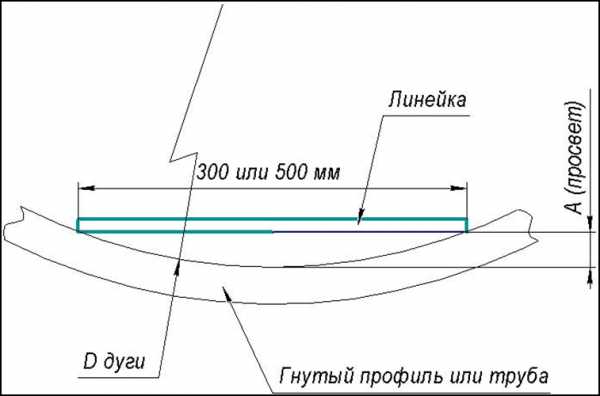 Далее нужно обратиться к одной из таблиц, в зависимости от того, какой длины использовалась линейка, и найти диаметр дуги соответствующий измеренному просвету А. Значения диаметра дуги при использовании линейки 300 мм
Далее нужно обратиться к одной из таблиц, в зависимости от того, какой длины использовалась линейка, и найти диаметр дуги соответствующий измеренному просвету А. Значения диаметра дуги при использовании линейки 300 ммstanok74.ru
Гибка металла - основные понятия, радиус гибки
ЧАСТЬ 2 (Основные понятия, внутренний радиус гибки)
Итак, для начала определимся с основными понятиями. В описании процесса гибки мы будем использовать следующие:
Очень важное понятие – внутренний радиус гибки. Важно понимать, что эта величина должна быть в пределах определенных значений. Нужно их придерживаться! Возьмем, к примеру, конкретный пример – поджим заготовки до 180 градусов. Почему-то именно в нашей стране стремятся дожать эти полки в ноль и сделать поджим идеально плоским. Самое смешное, что это считается стандартом качества при приемке изделий. На деле же все наоборот, «плоский поджим» не что иное как результат грубого нарушения технологии гибки, при котором внутренний радиус экстремально мал. Прошу вас, делайте все правильно и рассказывайте об этом своим заказчикам. Поджим до 180 градусов должен быть либо таким (закрытый поджим):
При этом, нужно выдвинуть заготовку «на себя», прежде чем дожимать.
Либо таким (открытый поджим):
Просто введите соответствующее значение для поджима в блоке управления станка.
Но вернемся к теории…
Минимальный радиус гибки (Rmin).
Если радиус гибки меньше значения (особенно это касается материалов с повышенной прочностью), то внешняя (растянутая) поверхность приобретает структуру «апельсиновой корки». При сильной зернистости подобного рода металл может потрескаться или сломаться совсем. В любом случае, любое покрытие металла в месте перегиба существенно пострадает и заготовка не выдержит проверки временем.
Минимальный радиус зависит от механических свойств материала (относительное удлинение или относительное сужение металла), угла гибки, направления линии гибки относительно направления прокатки (вдоль линии прокатки минимальный внутренний радиус всегда больше при прочих равных условиях).
Формулы для нахождения Rmin:
Да, таких формул несколько. Они тем сложнее, чем больше факторов мы пытаемся учесть при расчетах. Я выбрал самые простые варианты, которые можно вычислить быстро, вставив по одному табличному значению.
1. По относительному сужению
Где S = толщина металла, δ = относительное сужение металла (в процентах)
Здесь очень важно понимать, что значение в скобках должно быть > 0. Следовательно, при δ < 50 (то есть, для менее эластичных сталей) – мы домножаем толщину металла на результат выражения в скобках. При δ > 50 (более эластичные стали) мы не учитываем выражение в скобках и минимальный радиус будет равняться толщине металла:
2. По относительному удлинению
Где S = толщина металла, ψ = относительное удлинение (в относительных единицах)
Также, следует учесть, что скрупулезно высчитывать минимальные значения углов нам, скорее всего, не придется. Да и станок нам не позволит выдерживать минимальные радиусы, если не считать подгибов до 180 градусов (помните, уже упоминал об этом). Считайте, что формулы я привел только для лучшего понимания процесса. Теперь ведь понятно, что внутренний радиус, как минимум, должен быть равен толщине металла. Главное – всегда помнить об этом.
К тому же, существуют таблицы с указанными значениями относительных минимальных радиусов (см. в Справочной).
Максимальный радиус гибки (Rmax).
Если радиус гибки больше значения Rmax , будет очень сложно контролировать изгиб в связи с пружинением металла. Пружинение будет проявляться тем меньше, чем меньше толщина металла. Если у нас большой радиус предусмотрен, то он должен быть в пределах допустимых значений для данной детали.
Чтобы добиться пластической деформации металла необходимого уровня, максимальный угол гибки должен быть:
Где S = толщина металла, ε = модуль упругости при растяжении, σT = предел текучести.
Продолжение следует…
При подготовке информации я использовал: 1. Machinery’s Handbook 28th Edition. Industrialpress, 2008; 2. Малов А. Н. «Технология холодной штамповки», 1969г.
mehanolog.ru
ТЕХНОКОМ | Калькулятор усилия гибки онлайн
Калькулятор расчета необходимого усилия листогибочного пресса позволяет просчитать необходимый тоннаж. Полезен для технологов и инженеров для общей проработки возможностей своего оборудования или подбора листогибочного пресса для выполнения определенной гибки по параметрам. Позволяет получить общие справочные значения в считанные секунды без сложного обсчета, в том числе для дальнейшего подбора гибочного инструмента или размещения заказов по гибке.Легенда
F (усилие, тоннаж), тонн - общее необходимое усилие для осуществления гибаS (толщина), мм - толщина материала (листа) для гибкиV (открытие), мм - открытие матрицыh (длина полки), мм - минимальная необходимая длина для прямой остаточной полки детали после гибкиL (длина гибки), мм - основная длина гибки детали (параллельна ширине листогибочного пресса)R (радиус), мм - внутренний радиус гибаTS (предел прочности) - предел прочности материала детали для гибки
Основная используемая формула для расчета:
Гибочное усилие F = (1,42 x TS x S2 x L)/1000 x V Внутренний радиус R = (5 x V) / 32 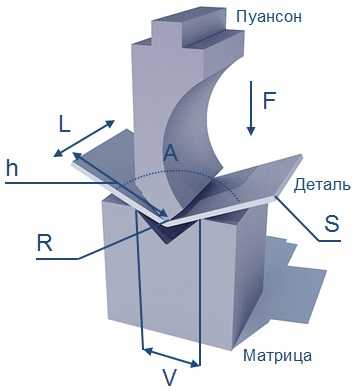 | Для не целых значений используйте точку, а не запятую |
Внимание!
Данный калькулятор предназначен исключительно для получения ориентировочной справочной информации и не может являться эффективным инструментом для точных расчетов и составления технических заданий. Для получения точных и достоверных значений необходимо консультироваться со специалистами.Таблица по усилиям гибки для листогибочного пресса
Нижеприведенная таблица отображает примерное справочное усилие в соответствии с открытием матрицы, минимальной полкой, толщиной металла и радиусом. Данная таблица действительна для 1 метра конструкционной стали| V | H min | R | 0,5 | 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 18 | 20 |
| 6 | 5 | 1 | 2,5 | 6,5 | 10 | |||||||||||||||||||
| 8 | 6 | 1,3 | 2 | 5 | 8 | 11 | ||||||||||||||||||
| 10 | 7 | 1,7 | 1,5 | 4 | 6 | 9 | 13 | |||||||||||||||||
| 12 | 9 | 2 | 3 | 5 | 7 | 11 | 16 | |||||||||||||||||
| 15 | 12 | 2,7 | 4 | 6 | 9 | 13 | 16 | |||||||||||||||||
| 20 | 15 | 3,3 | 4 | 7 | 10 | 13 | 19 | |||||||||||||||||
| 26 | 18 | 4,2 | 5 | 7,5 | 10 | 14 | 21 | |||||||||||||||||
| 30 | 22 | 5 | 6,5 | 8 | 12 | 19 | 24 | |||||||||||||||||
| 32 | 23 | 5,4 | 7,5 | 11,6 | 17 | 23 | 30 | |||||||||||||||||
| 37 | 25 | 5,8 | 10 | 14,5 | 20 | 26 | 33 | |||||||||||||||||
| 42 | 29 | 6,7 | 13 | 17 | 23 | 29 | 35,5 | |||||||||||||||||
| 45 | 32 | 7,5 | 16 | 21 | 27 | 33 | 48 | |||||||||||||||||
| 50 | 36 | 8,3 | 19 | 24 | 30 | 43 | 58 | |||||||||||||||||
| 60 | 43 | 10 | 20 | 25 | 36 | 49 | 64 | |||||||||||||||||
| 70 | 50 | 11,5 | 21 | 31 | 42 | 55 | 69 | |||||||||||||||||
| 80 | 57 | 13,5 | 27 | 37 | 48 | 60 | 75 | |||||||||||||||||
| 90 | 64 | 15 | 32 | 42 | 54 | 66 | 95 | |||||||||||||||||
| 100 | 71 | 17 | 38 | 48 | 60 | 86 | 134 | |||||||||||||||||
| 130 | 93 | 22 | 37 | 46 | 66 | 103 | 149 | |||||||||||||||||
| 180 | 130 | 30 | 33 | 48 | 75 | 107 | 133 | |||||||||||||||||
| 200 | 145 | 33 | 43 | 67 | 97 | 119 | ||||||||||||||||||
| 250 | 180 | 42 | 54 | 77 | 95 |
www.technocom-rus.ru
методы и технологические особенности. Радиусная гибка листового металла
Представим, что вам нужно создать определенную модель из металла, имеющую конкретный вид и форму. Как сделать это, исключив различные виды соединений, в том числе и сварку?
На помощь приходит гибка металла . Это необходимый этап производства различных элементов и металлических изделий. Швеллеры и уголки, стальные каркасы и откосы, водопроводные и канализационные трубы, различные корпусные изделия - для всего этого вы можете заказать гибку металлопроката.
Швеллеры и уголки, стальные каркасы и откосы, водопроводные и канализационные трубы, различные корпусные изделия - для всего этого вы можете заказать гибку металлопроката.
Мы осуществляем эту услугу на специальном оборудовании. Называется такое приспособление - трубогиб для профильной трубы (а также листогиб для листового металла). На них и сгибают металлопрокат, придавая ему необходимую форму. В отличие от ручного сгибания в домашне-подпольных условиях, трубогиб для трубы и листогиб металлического листа позволяет учитывать пластичность металла, толщину профиля, градус нужной кривизны и т.п. Таким образом, профессиональное оборудование помогает произвести точную и качественную гибку металла. Так что, задавшись вопросом о том, как согнуть трубу , лучше обращаться к специалистам.
Наши услуги гибки металла.
Гибка профиля и круглой трубы по радиусу
Перидически, в строительстве и ремонте, может возникнуть вопрос: как согнуть профильную трубу ? Причем с высокой точностью, именно под нужным градусом, без лишней деформации или даже поломки.
Ответ - гибка профильной трубы на специальном оборудовании, от компании «Атлант Металл». Никаких варварских тисков, ломающих металопрокат (особенно они могут повредить круглую трубу). Только правильные профессиональные станки!
Думаете, цены на гибку трубы слишком высоки, по сравнению с тем, что вы можете сделать в своем гараже бесплатно? А что насчет того, что некачественным сгибанием можно даже разрушить или существенно повредить металлопрокат? Тогда менять решение будет поздно. Естественно, домашняя гибка труб не сравнится с профессиональной.
Гибка листа производится с помощью такого специального оборудования, как листогибочный пресс (листогиб). Для авиа-, приборо- и машиностроения обязательно требуется эта услуга. Применяется гибка металла в Москве – одна из услуг нашей компании – еще и в производстве конусов, коробок, различных профилей.
Для выполнения такой ответственной задачи, компания «Атлант Металл» советуется обращаться исключительно к профессионалам. Неверное выполнение гибки в домашних условиях, может загубить ценный металлопрокат.
Причем, выбирая компанию для выполнения этой услуги, обязательно обращайте внимание на качество. Многие металлоконструкции используются в быту и производстве, и часто от их надежности могут зависеть человеческие жизни!
Радиусная гибка листового металла представляет собой эффективный способ изгиба заготовки с учетом требуемого угла и радиуса. Пластическая деформация материала рассматриваемым методом осуществляется из нескольких гибов. Все заготовки обрабатываются последовательно и подгибаются до достижения необходимого угла.
Характеристики гибов (их количество и расстояние между ними) определяются с учетом индивидуальных особенностей, в частности – требований к плавности образованной дуги. Количество гибов прямо пропорционально плавности радиусного изгиба. Чем больше гибов и меньше шаг между ними – тем плавнее будет изгиб на выходе.
Что еще надо знать о радиусной гибке металла?
На сегодняшний день радиусная гибка листового металла получила широкую популярность в рамках производства изделий различных характеристик. Рассматриваемая технология металлообработки используется при работе с:
- профилями,
- навесными фасадами,
- карнизами и козырьками,
- декоративными интерьерными предметами,
- мебельными конструкциями,
- урнами,
- и так далее.
Мы осуществляем гибку металла с применением универсального и специализированного оборудования для пластической деформации. В зависимости от того, какой металл лежит в основе заготовки и каковы требования заказчика к будущему изделию, радиусная гибка может выполняться с учетом различных характеристик. Таким образом, мы способны решать задачи любой сложности, создавая изделия, которые полностью соответствуют пожеланиям и требованиям заказчика.
Остались вопросы? Мы готовы предоставить подробную консультацию перед оформлением заказа на радиусную гибку. Свяжитесь с нами по телефону, указанному в разделе «Контакты», чтобы получить больше информации об услуге и ценах.
Гибка листового металла - одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) - получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве используются:
- Вертикальные с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры - горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос - как гнуть жесть - не вызывает сложностей, поскольку пластичность этого материала - весьма высокая.
Характерная особенность листогибочных машин - сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства , предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале - упругие, а далее - пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные - растягиваются. Условную линию, которая разде
repair-guides.com
Радиусная гибка металла, рубка листового металла, гибка профиля от компании «Перфосталь»
Наши Услуги Продукция Прочие Услуги|
Радиусная гибка листового металла – это изгиб (пластическая деформация) листовой заготовки на заданный угол с заданным радиусом. Радиусный гиб состоит из нескольких гибов, при каждом из которых листовая заготовка последовательно (пошагово) подгибается до получения заданного угла сгиба. Количество гибов и шаг между гибами задается применительно к каждому случаю радиусной гибки, исходя из необходимой плавности дуги. Чем больше гибов (чем меньше шаг гибки), тем плавнее радиусный изгиб. |
ООО «Перфосталь» производит радиусную гибку листового металла:
толщина металла – до 5 мм
длина гиба – до 3000 мм
радиус гиба – любой от 5 мм
Радиусная гибка применяется при изготовлении широкого круга изделий: специальные профили, элементы навесных фасадов, карнизы, элементы интерьеров, металлическая мебель, корпусные детали, рекламные стендеры, урны, центральные вставки бортов лимузинов, компенсаторы и т.д.
|
ООО «Перфосталь» производит радиусную гибку листового металла как универсальным, так и специальным гибочным инструментом – пуансоном с увеличенным радиусом рабочей части и матрицей с увеличенным раскрытием. Применение специального «радиусного» гибочного инструмента улучшает качество радиусной гибки (следы линий гибов менее заметны на заготовке) и ускоряет работу за счет уменьшения количества гибов, что особенно актуально при разнонаправленной радиусной гибке и при конусной радиусной гибке листового металла. |
Примеры наших изделий.
1
1
Возможности лазерной резки металлаБезусловно, появление лазера упростило судьбу человечества. Сегодня лазеры разных мощностей нашли свое применение в самых разнообразных областях – начиная от медицинской коррекции зрения до управления космической техникой.
Плазменная или лазерная резка металла, что лучше?Какой из методов резки металла эффективнее: плазменный или лазерный? Разобрав некоторые нюансы, можно дать ответ на этот вопрос.
www.perfosteel.ru
Минимальные радиусы гиба полос, источник: РТм 3-513-74
Источник: РТм 3-513-74
Способность материала к гибке определяется величиной относительного радиуса гибки R/S.
Для деталей с углом гибки, отличным от 90°, радиус гибки следует определить по табл.2 и умножить на поправочный коэффициент, приведенный в табл.1.
Таблица 1. Поправочные коэффициенты
|
Угол гибки |
30° |
45° |
60° |
75° |
90° |
120° |
150° |
|
Коэффициент поправочный |
1,60 |
1,45 |
1,30 |
1,15 |
1,00 |
0,90 |
0,75 |
Таблица 2. Относительный радиус гибки
|
Марка материала |
Состояние материала |
Толщина, мм |
||
|
До 4 |
Св.4 до 8 |
Св.8 |
||
|
Относительный радиус гибки R/S |
||||
|
Ст.1, Ст.2 |
Отожжёный |
1,0 |
1,5 |
2,0 |
|
Ст.3 |
1,2 |
1,8 |
2,5 |
|
|
Ст.4 |
1,5 |
2,2 |
3,0 |
|
|
Ст.5 |
2,0 |
3,0 |
4,0 |
|
|
08, 08кп |
1,0 |
1,5 |
2,0 |
|
|
10, 10кп |
||||
|
15,15кп |
1,2 |
1,8 |
2,5 |
|
|
20, 20кп |
||||
|
25, 30 |
1,5 |
2,2 |
3,0 |
|
|
35, 40 |
2,0 |
3,0 |
4,0 |
|
|
45, 50 |
2,2 |
3,5 |
4,5 |
|
|
60Г |
2,5 |
3,7 |
5,0 |
|
|
65Г |
4,5 |
- |
- |
|
|
15Г |
- |
1,8 |
2,5 |
|
|
20Г |
2,2 |
3,0 |
||
|
40Г |
3,5 |
4,5 |
||
|
50Г |
3,7 |
5,0 |
||
|
25ХГСА |
4,0 |
6,0 |
- |
|
|
30ХГСА |
||||
|
У7, У7А |
4,5 |
- |
||
|
15ХСНД |
2,0 |
3,0 |
4,0 |
|
|
12Х18Н9Т |
Закалённый |
1,0 |
1,5 |
2,0 |
|
12Х18Н10Т |
||||
|
20Х13 |
Отожжёный |
2,0 |
3,0 |
4,0 |
|
12Х21Н5Т |
4,0 |
6,0 |
- |
|
|
М1, М2, М3 |
Мягкий |
1,0 |
1,5 |
2,0 |
|
Твердый |
1,5 |
2,0 |
2,5 |
|
|
Л63, Л68 |
Мягкий |
0,8 |
1,2 |
2,0 |
|
Полутвердый |
1,2 |
1,8 |
2,5 |
|
|
ЛС59-1 |
Мягкий |
2,0 |
2,5 |
3,0 |
|
Твердый |
2,5 |
3,7 |
5,0 |
|
|
БрКМц3-1 |
Мягкий |
1,0 |
- |
- |
|
Твердый |
2,0 |
|||
|
БрБ2 |
Мягкий |
1,5 |
||
|
Твердый |
3,0 |
|||
|
МН19 |
Мягкий |
1,0 |
1,2 |
|
|
МНЦ15-20 |
1,2 |
1,5 |
||
|
АД1 |
Отожжёный |
1,0 |
||
|
Нагартованный |
1,5 |
2,0 |
||
|
Амц |
Отожжёный |
|||
|
Нагартованный |
4,0 |
5,0 |
||
|
АМг1, АМг3 |
Отожжёный |
3,5 |
4,0 |
|
|
АМг6 |
4,0 |
4,5 |
||
|
Д16 |
2,5 |
3,5 |
||
|
Закалённый и естественно состаренный |
5,0 |
7,0 |
||
|
В95 |
Отожжёный |
3,0 |
4,5 |
|
|
Закалённый и естественно состаренный |
6,0 |
8,0 |
||
|
МА1 |
Отожжёный |
10,0 |
15,0 |
|
|
МА8 |
8,0 |
12,0 |
||
|
Нагретый |
3,5 |
4,5 |
||
К оглавлению
glavconstructor.ru