Листогибочное оборудование: машины, станки для ручной гибки. Станок ручной для гибки металла
станки для гибки листового металла
Гибка металла – это метод изменения формы заготовки. Такое изменение выполняют без какой-либо выборки материала, а именно резания или электросварки.

Гибка металла
Требуемый результат получают за счет использования деформирования металла. При гибке сжимают внутренний слой материала и растягивают наружный. Чем-то операция гибки сродни правке, применение которой устраняет дефекты – выпуклости и волнистости.
Разновидности и конструкция гибочных станков
Гибку листового металла производят на специализированном оборудовании – листогибах. По принципу действия, станки для гибки металла, можно условно разделить на несколько видов:

Универсальный гибочный станок
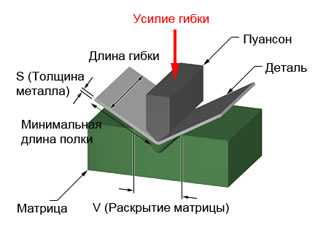
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.
Универсальные прессы легко перенастраиваются и способны решить множество технологических задач.
Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.
 Ротационный гибочный станок
Ротационный гибочный станок 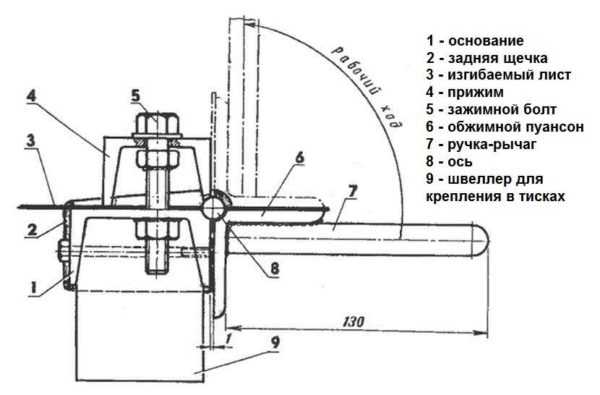 Поворотно-гибочный станок
Поворотно-гибочный станок Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.
Станок для гибки металла может работать от мускульной силы человека, гидравлического, пневматического, электрического (электромеханического) или механического привода.
 Фальцегибочный станок
Фальцегибочный станок  Фальцепрокатный станок
Фальцепрокатный станок Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
Виды гибочных станков
Для получения полной картины работы листогибочного станка необходимо понимать, как оно устроено. В состав этого оборудования входят такие узлы, как стол, на котором размещают заготовки. Заготовка будет перемещаться по его поверхности в заданном направлении. Кроме этого, на столе может быть установлен резак, отсекающий готовые детали от листа исходного материала. В качестве резака может быть использован роликовый нож или сабельная гильотина.

Гибочный станок
В состав гибочных станков входит угломер. Его применяют при установке угла, под которым должен быть изогнут лист. Кроме этого узла, не последнюю роль играют ограничители, регулирующие предельную высоту получаемого изделия.Рабочая длина гибки и предельная толщина металла у каждого типа станка строго индивидуальна.
На практике применяют следующие типы гибочных станков.

Ручное оборудование для гибки металла
Ручное оборудование обладает небольшими габаритами, может быть легко перевезено из одного места в другое. Его применяют на единичном производстве. На ручных станках выполняют работы по получению деталей, выполненных из разных материалов, например, алюминия, меди, оцинкованной стали. Работа на таком станке не требует какой-либо специальной подготовки.

Электромеханическое оборудование для гибки металла
Механическое оборудование использует в своей работе энергию маховика, специально для этого раскручиваемый. Станки с электромеханическим приводом работают за счет приводной станции, которые включают в свой состав электрический двигатель, редуктор, ремни или цепи. Гидравлические агрегаты работают от энергии получаемой от гидравлического цилиндра.

Гидравлические листогиб
Кстати, для бережного гиба листов, особенно тех, на которые нанесено покрытие, применяют листогибы, применяющие сжатый воздух.Существуют и такие устройства, как электромагнитные. Их довольно часто применяют при изготовлении ящиков и коробов. Рабочим инструментом в таком оборудовании являются мощные электромагниты, под воздействием которых происходит гибка листа.
Отдельный класс гибочного оборудование – носимые (мобильные), как правило, их применяют непосредственно на рабочем месте, например, на стройплощадке.
Преимущества и недостатки гибочных станков
Как и любое оборудование для гибки обладает рядом достоинств. К ним можно отнести – прочность получаемых готовых деталей. Применение станков для гибки позволяет формировать детали без применения сварки и резки. После выполнения операции гибки, в месте ее выполнения снижается вероятность появления коррозионных явлений.
Расчет усилия гибки позволяет создать прочное изделие
Применение гибочных станков позволяет создавать цельные конструкции, причем в составе такого изделия возможно получение разносторонних гибов и углов.Но, надо понимать и то, что гибочное оборудование довольно дорого стоит. Операции по изгибу листов обладают высокой трудоемкостью, особенно если эти работы выполняют на оборудовании, предназначенном для ручных работ.Но перечисленные недостатки с лихвой компенсируются качеством получаемых изделий.
Принцип работы различных листогибочных станков
Технологическое оборудование, применяемое на современном производстве по созданию металлических конструкций, позволяет получать из листового материала готовые детали с разными габаритами и формами.
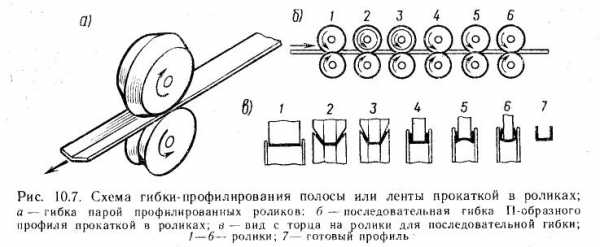
Гибка прокаткой в роликах
Ручные листогибы
Эти конструкции имеют ряд особенностей, в частности, у них существуют ограничения на глубину закладки заготовки, максимальной толщины металла, его шириной, точнее длиной гибки. Чем тоньше металл, тем длина гибки больше. Чаще всего, их применяют для гибки тонколистового металла.

Гибка ручным листогибом
Работа ручной установки строится следующим образом:Верхней балкой лист прижимается к рабочему столу. Необходимый угол гиба получают путем подъема нижней, поворотной балки. Используя это станок необходимо иметь в виду то, что толщина листа, который может быть обработан, не должна превышать 2 мм.
Ручные листогибы обладают небольшой массой, и это позволяет их использовать и в стационарных условиях, и непосредственно на рабочем месте, например, на строительной площадке.
Гидравлические листогибы
Эти станки используют в качестве источника энергии жидкость. Насос, встроенный в систему, он создает избыточное давление, под действием которого плунжер, передвигает подвижную поперечную балку.Лист, подлежащий обработке, прижимают к рабочему столу, и движение поперечной балки выполняет, правку и гибку листа.
Листогибы этого класса используют для обработки заготовок по всей длине рабочего стола, кроме того, с их помощью выполняют глубокую вытяжку металла.Гидравлические цилиндры отличаются точностью позиционирования и высокой эффективностью работы. Их применение позволяет контролировать величину перемещения, скорость и движение частей гидравлической системы.

Гидравлический листогиб
Станки с гидравлическим приводом применят для производства доборных комплектующих, воздуховодных коробов, деталей кровельного покрытия. С помощью этого оборудования изготавливают рекламные конструкции, выполняют внешнюю и внутреннюю отделку зданий и сооружений.Использование гидравлического оборудования позволяет обрабатывать листы с большей толщиной, например, до 4 – 8 мм. Разумеется, эта величина зависит от марки обрабатываемого материала.
Электромеханические листогибы
Конструкция этого оборудования состоит из станины, поворотной балки для загиба листа. Кроме поворотной балки, на станке устанавливают балку собранную из профильных сенментов, которая прижимает лист. Для безопасности оператора на станке этого типа реализовано педальное управление.

Электромеханические листогибы
Листогибы этого типа позволяют выполнять гибку металла с большой длиной. Их используют для обработки разных материалов, в том числе оцинковку, холоднокатаную сталь толщиной 2,5 мм.
Станки этого типа задействуют на производстве отливов, подоконников, конструкций для вентиляционных систем.
Гибка металла и ее основные способы
Гибка листа
Следует понимать, что операции гиба металла не ограничиваются работой с листовым металлом. При создании металлоконструкций разного назначения возникает потребность в использовании гнутых труб или профиля.

Радиусная гибка листа
Радиусная гибка листового металла выполняется на вышеописанном оборудовании. При ее исполнении важно подобрать правильный линейный размер заготовки. Проектировщик должен помнить о том, что длина заготовки, должна быть чуть больше, чем длина готовой детали. Это связано со спецификой гибочной операции. Дело в том, что при изменении положения одной части листа относительно другой, внутренние слои металла сжимаются, а наружные вытягиваются. То есть перед тем как выполнять радиусную гибку металла необходимо тщательно просчитать геометрические параметры заготовки.
Для расчета радиуса гиба достаточно использовать табличные данные, которые можно найти практически в любом инженерном справочнике.
Гибка труб
Трубы тоже можно изгибать в соответствии с требованиями рабочей документации. Существует несколько методов – ручной и механизированный. Кстати, в повседневной жизни гнутые трубы можно встретить на ограждениях и перилах, установленных в жилых домах и помещениях другого назначения.

Гибка гидравлических труб
Чаще всего трубы зашибают по радиусу. Этот процесс позволяет формировать частичный или полный изгиб трубы. Причем, он не будет зависеть от формы и размера сечения. Процесс деформирования труб выглядит примерно следующим образом – при изгибании полого профиля на заготовку воздействует несколько сил, одна оказывает влияние на поверхность внутренней стенки, а вторая на внешнюю сторону профиля.

Процесс гибки круглых труб
При выполнении изгиба трубы существует опасность того, что при взаимодействии этих сил профиль трубы может деформироваться. В результате этого может произойти потеря соосности. Более того, при несоблюдении ряда технологических правил, труба может быть разорвана. При неравномерном изгибе возможно образование складок в месте сгиба. Причиной тому воздействие тангенциальных сил, возникающих в процессе деформации трубы.
Во избежание подобных явлений применяют холодную и горячую гибку трубы. Первый метод применяют для обработки труб с небольшим диаметром. Но в таком случае необходимо знать минимально допустимый радиус гиба, который проходит по осевой линии. Надо отметить, что применение местного разогрева трубы создает более комфортные условия для выполнения гиба трубы. Металл после нагрева получает пластичность, достаточную для выполнения заданной деформации. Метод горячей гибки применяют на трубах большого диаметра.
Гибка металла на станках с ЧПУ преимущества
Все чаще и чаще использование оборудования, работающего под управлением компьютера, становится нормой, нежели исключение. Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
Работа по обработке заготовок на гибочных станках под управлением ЧПУ выглядит следующим образом:
- при помощи носителей информации или через ЛВС в систему управления вводится управляющая программа.
- в ней закодированы необходимые для работы оборудования сигналы, на основании которых будет выполняться обработка заготовки. То есть, исполнительные механизмы, получая соответствующие команды, приводят в движение рабочий орган (пуансон) вдавливающий заготовку в матрицу.
Использование систем управления позволяет добиться определенных преимуществ, перед другими способами обработки металла:
- Качество готового изделия, оно обеспечивается, в том числе и том, что при работе ЧПУ полностью исключается влияние человеческого фактора.
- Размеры и форма получаемого изделия полностью соответствуют требованиям рабочей документации.
Кроме названных параметров нельзя не упомянуть и то, что работа по изготовлению продукцию может выполняться в режиме 7/24 без привлечения дополнительных человеческих ресурсов.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами.. Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
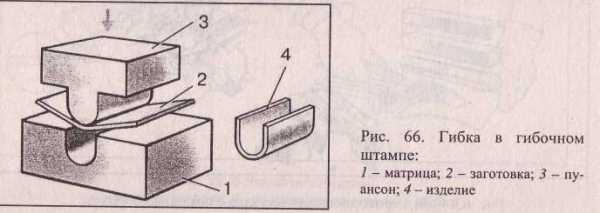
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Гибка металла последующая обработка
По сути, гибочные операции носят промежуточных характер при изготовлении определенных узлов, например, элементов металлических лестниц. То есть, после гибки, полученные детали, отправляют на сборочное производство, где их устанавливают на место определенное в рабочей документации на изделие.

Сборочное производство
Если изделие не будет использоваться в составе других конструкций, то на ее поверхность наносят защитное коррозионно-стойкое покрытие. Это может быть грунтовка типа ГФ 21, или порошковая краска. Все зависит от назначения и условий эксплуатации готового изделия.
Зачем нужен самодельный листогиб
Гибка листового металла своими руками – это вполне осуществимая операции, которая может быть выполнена в домашних условиях. Но, многих домашних мастеров останавливает довольно высокая цена на листогибочные станки. Для нужд мелкосерийного производства или для работ по дому нет необходимости в установке сложных машин с гидравлическим проводом, а вполне хватит ручного станка.
Для того, что бы изготовить станок подобного рода необходимо иметь, как минимум эскизную документацию. Ее всегда можно найти в сети интернет, где ее можно или просто скачать, или купить. Но лучше всего изучить работу действующего ручного станка и полученные знания реализовать в металле.

Самодельный листогиб
На самом деле, для сооружения такого станка, потребуется некоторое количество метало проката, листового материала, сварочный аппарат и слесарный инструмент.
Листогиб своими руками
Станок для гибки листового металла состоит из следующих основных компонентов:
- станины;
- прижимной балки;
- поворотной гибочной балки;
- обжимная балка;
- нож (роликовый, сабельный) для отрезки заготовок;
- приемный лоток, который может быть изготовлен из дерева или листового металла.
При изготовлении такого станка мастер должен помнить, что он управляется мускульной силой и поэтом рассчитывать на то, что можно будет обрабатывать металл с толщиной до 2 мм.
Основание для станка
Для изготовления станины потребуется некоторое количество профильного металлопроката. Это может быть швеллер или двутавровая балка.

Станина — основание для станка
При ее сборке необходимо помнить о том, что конструкция должна обладать жесткостью. От этого параметра зависит качество обработки металла.
Прижимное устройство
В качестве прижима, в серийно выпускаемом оборудовании применяют стальные плиты. В самодельном станке можно использовать профильный прокат, например, швеллер No 12.

Прижимное устройство самодельного листогиба
Роликовый нож
Для отрезания полученной детали, можно использовать несколько видов ножей, например, сабельный, или роликовый. Чаще всего их применяют для работы с тонколистовым материалом. При сборке самодельного листогиба роликовый нож целесообразно приобретать в компании, которая занимается поставками подобного оборудования.

Роликовый нож самодельного листогиба
Все дело в том, что для изготовления роликовых ножниц, как впрочем, и других, применяют инструментальные стали. Для получения рабочих органов необходимо использовать термическую обработку, а в домашних условиях это выполнить вряд ли получиться.
Обслуживание и техника безопасности
К работе на листогибах могут быть допущены лица, которые обладают квалификацией слесаря МСР. Перед началом работы персонал должен пройти соответствующее обучение и сдать квалификационные экзамены.Персонал, который будет работать на листогиба должен пройти первичный инструктаж по безопасности.Между тем, на станках предназначенных для гибки листового металла, предусмотрены определенные меры безопасности, например, на некоторых моделях, поворотная балка или плита могут быть приведены в движение только после нажатия оператором двух управляющих кнопок. Такое решение позволит избежать травм рук оператора.

Управляющая панель листогиба
На некоторых моделях для запуска механизма необходимо еще и нажимать педаль.В конструкции механического оборудования, предусмотрено наличие концевых датчиков, ограничивающих ход пуансона или поворотной плиты. Кроме этого, безопасность работ обеспечивают различного вида ограждения, которые ограничивают допуск оператора в рабочую зону.
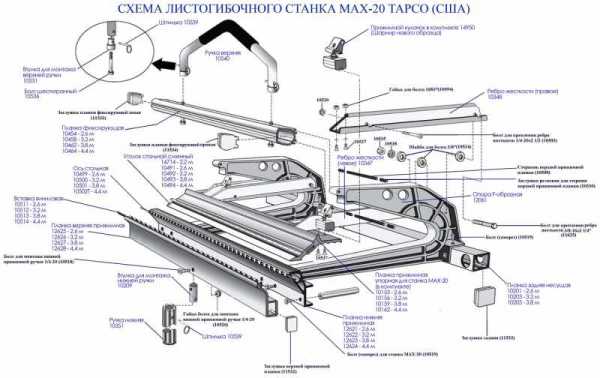
Схема листогибного станка
Они установлены таким образом, что даже отключение одной из них приведет к тому, что станок просто не включится.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Станок для гибки листового металла – как работает, каким бывает? + видео
Гибка листового металла представляет собой особую технологическую операцию, дающую возможность получать требуемые по конфигурации заготовки. Если для ее выполнения используется станок либо иное специальное оборудование, весь процесс происходит с минимальными усилиями со стороны человека.
1 Какие есть приспособления для гибки?
Гибка металла своими руками чаще всего производится посредством элементарных конструкций. В быту для этих целей применяют обычный автомобильный домкрат. Он позволяет без серьезных затруднений изгибать тонкие трубы и листы, стержневую арматуру небольшого сечения. Еще проще использовать для гибки листового металла киянку, которая имеется у любого хозяина, и металлический уголок. Такое приспособление работает по простейшему принципу. Вы укладываете лист на уголок и загибаете его свободную часть ударами киянки.

Домашний станок для гибки металла
Рекомендуем ознакомиться
Если в быту имеется необходимость в более-менее регулярном изгибании металлических изделий, можно создать самостоятельно даже простой станок. Его делают из струбцины, металлической прочной балки и уголка. Такое приспособление справляется с тонкими листами. Но для работы с прокатом большой толщины оно не подходит. На промышленных предприятиях, а также в небольших мастерских для гибки металла используют другое оборудование. Оно может быть пневматическим, электромеханическим либо гидравлическим. Производственный станок (иначе говоря – пресс) дает возможность работать с материалами любой твердости, толщины и прочности.
Оборудование для изгибания листового проката функционирует по разным принципам. Если используется пневматический станок, его узлы приводятся в действие давлением воздуха, электромеханический работает за счет специального механизма (кривошипно-шатунного). А гидравлическое оборудование функционирует благодаря напору жидкости. При этом любой пресс для гибки создает определенное усилие, которое и позволяет сгибать заготовку. Основным элементом подобной конструкции является траверса – балка укороченного типа, изготовленная из прочного металла. Она управляется специальными системами, в состав которых входят датчики.
А листогибочное оборудование последних модификаций и вовсе контролируется компьютерами. Последние программируют до миллиметра позицию траверсы и скорость ее хода. За счет этого станок с программным управлением гарантирует получение точно выверенных углов изгиба.
2 Гибочный пресс – 3 разновидности
Оборудование для работы с металлом на профессиональном уровне принято делить на три типа. Согласно принятой классификации, станок для гибки металла может быть:
- Поворотным – оснащается подвижной и неподвижной плитами, а также особыми балками. Это оборудование используется для работы с заготовками сравнительно малых размеров и с несложным рельефом.
- Ротационным – снабжается вальцами, между которыми и происходит изгибание заготовки. Такой пресс идеален для обработки крупных по геометрическим параметрам изделий. Обычно его применяют для выпуска небольших объемов заготовок. Важный момент! Ротационный станок может быть переносным либо стационарным. Небольшие мастерские и предприятия, как правило, приобретают мобильное оборудование. Оно занимает меньше места и стоит дешевле стационарных агрегатов.
- Стандартным – оснащенным гидро- либо пневмоприводом. Подобные установки имеют в своей конструкции пуансоны и матрицу. Сгибание листового металла производится между этими узлами. Стандартный пресс оптимален для изготовления больших партий однотипных изделий. Отметим, что на современных предприятиях большей популярностью пользуются гидравлические листогибы. По сравнению с пневматическими агрегатами они намного надежнее и проще в эксплуатации.

Процесс гибки металлических листов
Стандартный гибочный пресс (и пневматический, и гидравлический) требует постоянного присутствия оператора. Все операции на нем выполняются человеком. Оператор настраивает станок для гибки, подает на него заготовки, следит за их правильным положением во время работы агрегата. Поворотный пресс (как и ротационный) в этом плане намного удобнее в эксплуатации. Такое оборудование является автоматизированным. От оператора требуется лишь задать конкретный алгоритм процесса, все остальное сделает станок.
3 Популярное оборудование – обзор востребованных агрегатов
Многие предприятия используют гибочные машины немецкого производителя ThyssenKrupp. Любой пресс с маркировкой MetalMaster LBM обеспечивает качественное выполнение работ. Такое оборудование выпускается в трех разновидностях:
- LBM 300 – пресс для заготовок большой (до 315 см) длины. Он без проблем обрабатывает алюминий толщиной 1,3 мм, нержавеющую сталь 0,5 мм, кровельный металл 0,8 мм.
- LBM 250 – работает с изделиями не длиннее 265 см. По техническим возможностям идентичен вышеописанному агрегату.
- LBM 200 – пресс для заготовок протяженностью не более 215 см. Используется для гибки алюминия толщиной 1,7 мм, кровельной стали 1 мм и нержавейки 0,7 мм.

Станок MetalMaster LBM
Под брендом MetalMaster выпускаются и более современные агрегаты для гибки металла. Они оснащаются программным управлением и дают возможность обрабатывать листы большой толщины (до 15 мм) и длины (до 15 м). На такие листогибы устанавливаются сменные инструменты (разные комплекты матриц и пуансонов), за счет чего на них можно изгибать широкую номенклатуру заготовок. Наиболее известным поворотным и ротационным оборудованием ThyssenKrupp признаются модели серии HPN, CNC и HPJ-K.
Достойным конкурентом немецких агрегатов на российском рынке считаются гидравлические установки Ermaksan. Эти листогибы созданы для скоростной, качественной и высокоточной гибки. На них монтируется превосходное ЧПУ, которое значительно упрощает работу с большим количеством различных заготовок. На данный момент совсем не сложно найти те листогибочные приспособления, которые идеально подойдут для нужд различных потребителей.
tutmet.ru
Ручной листогибочный станок для гибки металла
Содержание статьи:
Листогибочное оборудование позволяет изготавливать из листового металла самые разнообразные изделия. Оно отличается простотой обслуживания и эксплуатации, высоким качеством продукции. Гибочное оборудование работает по принципу холодной прессовки без изменения температуры сырья. Назначение его — правка и модификация формы полос и листов металла, в результате которой получаются детали кровли, профили, разнообразные детали.
Общие сведения
листогибочный станок Энкор Корвет-503
Первое оборудование для гибки металла было разработано в Соединенных Штатах Америки более двухсот лет назад. Оно, как и коленогибочный станок, работало на ручной тяге и не нашло широкого применения, так как качество продукции было достаточно низким, а эксплуатация опасной. На смену ручному устройству пришло пневматическое. Функционировало оборудование на сжатом воздухе медленно и не отличалось высокой производительностью. Во второй половине прошлого столетия появились гидравлическая листогибочная машина — надежная, производительная и безопасная.
Принцип работы всех листогибов схож, различаются они типом тяги: лист металла фиксируется прижимной балкой и придавливается гибочной траверсы. Рабочий контролирует ее работу с помощью системы датчиков. Нередко станок дополняется задним упором, положение которого выставляется в зависимости от ширины отгибаемой полосы. На обработку листы металла подаются вручную или автоматически.
Область применения листогибочного оборудования обширна: приборостроение, авиастроение, строительство, машиностроение. Изготовление элементов кровли (карнизы, отливы, водосточные трубы, которые потом идут на доработку на коленогибочный станок, козырьки, элементы из арматуры и металлопроката), детали для бытовой техники и приборов тоже производится на листогибах.
Технические характеристики
Будучи универсальным оборудованием, любой станок сгибания имеет пределы возможностей. Поэтому при выборе необходимо тщательно ознакомиться с характеристиками.
Наибольшая толщина металлических листов, которые будут обрабатываться, варьирует от 0,5 до 20 мм. В зависимости от этого станки делятся на группы:
- 0,4 — 0,7 мм для работ по жести;
- 0,7 — 1,5 мм для производства строительных профилей;
- 1,5 — 4 мм изготовление каркасных конструкций для строительства;
- от 4 мм для изготовления специальных деталей.
При выборе листогиба следует обращать внимание не только на габариты листов, но и на материал. Сопротивляемость деформации у стали, чугуна и алюминия различны, также как приложенное усилие.
Длина гиба это вторая важнейшая характеристика. Она равняется длине самого станка и может составлять от 1,2 до 6 метров. Наименьшая длина у переносных ручных устройств, наибольшая — у гидравлических прессов.
Глубина подачи материала. Этот параметр не всегда учитывается при выборе станка, хотя он имеет большое значение для качества готовой продукции. У станков с неограниченной глубиной подачи прижимная и гибочная балки закреплены таким образом, что они несколько провисают. В результате материал изгибается не одинаково в центре листа и по краям. Дефект не очень заметен на коротких станках, но у трехметровых бросается в глаза. Хотя изготовители станков стараются исправить его за счет изменения конструкции или увеличения веса балок, это удается лишь частично. Минимальная глубина подачи материала у листогибов составляет 48 см.
Виды листогибочных станков
электромеханический листогиб
Листогибочная машина может быть стационарной или мобильной. По методу воздействия на материал оборудование делится на:
- ротационное — в качестве исполнительного инструмента выступают валки, которых может быть 2 — 4;
- поворотное — с прижимной балкой;
- прессовое — оборудованы пуансоном и матрицей.
По типу приводов различают следующие типы листогибов:
- ручной листогибочный станок работает по материалу толщиной не более 0,25 см. Исполнительный инструмент приводится в движение рычагом на ручной тяге, как коленогибочный станок. Устройство легкое, чаще всего выполняется в передвижном варианте, что позволяет эксплуатировать его прямо на стройплощадке. Оно удобно для производства профилей нестандартных форматов, деталей наружной и внутренней отделки. Многие модели дополнительно оборудуют роликовыми резаками, отрезающими металлический лист в нужном месте;
- электрическая листогибочная машина работает с металлом толще 2,5 мм, управление не требует от оператора ни малейших усилий. Это стационарные устройства, оснащенные электромотором, приводом и редуктором. Электролистогибы весьма производительны, поэтому применяются при серийном производстве и являются наиболее распространенными после ручных;
- гидравлический листогиб выполняет гибку листов металла до 2 см толщиной. Он может быть передвижным или стационарным, предназначен для работы с длинными листами. Гидравлические листогибы с ЧПУ специально разработаны для работы с особо толстыми металлическими листами (до 5 см толщиной). Длина гиба у такого оборудования может достигать 6 метров;
- электромагнитные станки отличаются тем, что материал гнется не за счет контактного воздействия. Основное действие выполняет электромагнит высокой мощности. Поэтому это достаточно компактное оборудование с впечатляющими возможностями;
- пневматические станки применяют для работы с тонкими листами с лакокрасочным покрытием или оцинковкой, толщиной не более 1,5 мм. Пневматические устройства гнут материал на 180 градусов, выполняются в передвижном или стационарном варианте.

сегментный листогиб
Сегментные листогибы предназначены для выполнения деталей со сложными профилями. Некоторые путают коленогибочный станок и этот вид листогибов. На самом деле, гибочное оборудование сегментного типа разработано для изготовления коробок. Исполнительные инструменты этого станка делятся на сегменты и размещены на двух траверсах. Поэтому листогибочная машина позволяет сгибать кромки материала по периметру. В пределах заданных можно выставлять ширину сегментов при одинаковой высоте. Для удобства сегменты быстро защелкиваются. Сегменты могут крепиться на винты или штифты, быстро меняются местами и перемещаются. Чаще всего сегментные листогибы выполняют на ручной или электрической тяге.
Видеоролики о работе листогибов на различной тяге:
stanokgid.ru
Гибка листового металла: технология, станок, обработка
 Металлоконструкции произведенные на листогибной установкеГибка листового металла – неэнергоёмкая операция листовой штамповки. Поэтому во многих случаях, когда не требуется высокая производительность, её выполняют на оборудовании с ручным приводом. Это снижает затраты на подготовку и организацию производственных площадей, упрощает управление станками, удешевляет производимые изделия.
Металлоконструкции произведенные на листогибной установкеГибка листового металла – неэнергоёмкая операция листовой штамповки. Поэтому во многих случаях, когда не требуется высокая производительность, её выполняют на оборудовании с ручным приводом. Это снижает затраты на подготовку и организацию производственных площадей, упрощает управление станками, удешевляет производимые изделия.При этом, ввиду высокого качества листогибочных агрегатов, точность гибки остаётся на прежнем уровне.
Особенности ручной гибки плоских листовых заготовок
Любой изгибаемый металл обладает упругими свойствами. Поэтому в процессе приложения к заготовке кратковременного деформирующего усилия пластические характеристики материала заготовки не успевают реализоваться должным образом. В результате имеет место пружинение – частичное восстановление формы согнутой заготовки после отвода рабочего инструмента в исходное положение. К сожалению, обработка листового металла гибкой с использованием механических прессов не предоставляет возможности увеличить время контакта пуансона с заготовкой.
Гибка листового металла
Виды различных конструктивных и технологических приёмов, при помощи которых можно компенсировать пружинение металла, следующие:
Станки для гибки, оснащённые ручным приводом, таких проблем не создают, ибо время выдержки металла под давлением задаётся самим оператором.
 Вальцовочный станок
Вальцовочный станокВ практике выполнения гибочных операций на подобном листогибочном оборудовании чаще встречаются такие его разновидности, как гибочный и вальцовочный агрегат. Технологическое отличие между ними заключается в том, что гибочный станок производит последовательное деформирование по всей поверхности контакта инструмента с заготовкой, а вальцовочный – лишь по части такой поверхности. Вальцовка требует для своей реализации меньшего усилия, чем гибка, зато её рабочий цикл – длиннее.
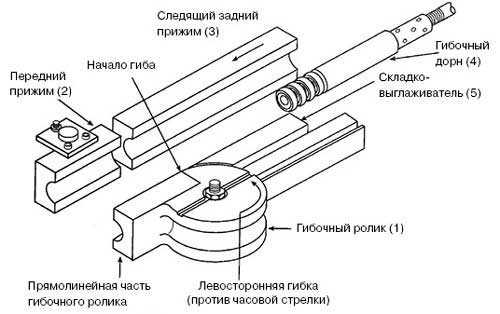
Разновидности технологических операций при ручной гибке
Поскольку крутящий момент с применением мускульной силы ограничен физическими возможностями оператора, то чаще всего применяется гибка листового металла по следующим схемам процесса:
Схема процесса гибки- Свободная гибка непрофилированным инструментом, когда заготовка фиксируется на двух противоположно размещённых опорах и деформируется пуансоном, имеющим строго определённый радиус рабочей части. Способ применяется преимущественно для одноугловой V-образной гибки. Такая технология отличается минимально необходимым для этого усилием;
- Калибрующая гибка, при которой деформация листовой заготовки происходит в матрице. Гибочный станок, предназначенный для этих целей, должен обладать более жёстким столом и, соответственно, станиной;
- Гибка с одновременным растяжением – применяется при деформировании малопластичных сплавов (например,
 Гибка калибрующим ударом
Гибка калибрующим ударомалюминия с марганцем), а также сталей с содержанием углерода более 0,4%. Данная технология предполагает приложение к заготовке растягивающих усилий от её краёв, что усложняет привод агрегата, и увеличивает требующуюся нагрузку;
- Гибка в роликовых (вращающихся) матрицах: применяется при локальном формообразовании, в частности, при профилировании листового или широкополосового металла. В частности, любой вальцовочный станок должен иметь возможность для установки роликовых матриц. Усилие при данном способе гибки – наименьшее из возможных.
Обработка листового металла с использованием операций гибки выбирается в зависимости от следующих факторов:
- Возможностями, которыми обладает станок для гибки металла. Гибка металла
- Марками применяемого в производстве листового проката.
- Требуемой производительностью оборудования (необходимо учитывать, что, кроме самой гибки, часто требуется выполнять ещё отрезку, пробивку отверстий и другие операции).
- Максимальными усилиями, которые потребует для своего управления гибочный или вальцовочный станок.
- Точностью процесса, что определяется конструкцией фиксирующих приспособлений, которыми обладает гибочный агрегат.
Оборудование для выполнения ручной гибки листового металла
Гибочный станок с ручным приводом чаще встречается в условиях мелкосерийного производства, где часто требуется оперативная переналадка оборудования с одного типоразмера выпускаемой продукции на другой. Обработка листового металла на ручных листогибочных установках экономит производственные площади, и в большинстве случаев не требует использования дорогого специализированного инструмента – штампов.
Как сделать листогибочный станок своими руками
Ввиду резкого увеличения прилагаемого усилия и момента, толщина листовых заготовок для гибки и последующей резки стали не должна превышать 1,2…1,5 мм, а для более пластичных сплавов, например, алюминия – 2…3 мм. Этих ограничения вполне допускают, чтобы такая технология использовалась при производстве стальных строительных элементов – скосов, жёлобов, распределительных коробок, а также при производстве доборных элементов кровли зданий. При производстве данных элементов из полосы станки должны иметь боковые ножи для резки дефектных краёв изделия. Ручной листогибочный станок
Преимуществом ручных листогибочных установок является то, что при низких скоростях деформирования не происходит отслаивания предварительного защитного покрытия заготовок. Поэтому технология ручной гибки вполне допускает наличие на исходном металле цинкового покрытия, либо слоя краски.
Виды станков для холодной гибки классифицируются по следующим признакам:
- По ширине рабочего стола, что определяет предельные габариты деформируемого изделия;
- По наличию дополнительного инструмента, в частности, ножа для роликовой резки кромок;
 Листогиб ручной
Листогиб ручной - По максимальной величине момента, прилагаемого к рукоятке привода гибочного ползуна;
- По виду привода: гибочный ползун может перемещаться либо поворотом рукоятки, либо педалью (возможен и комбинированный вариант).
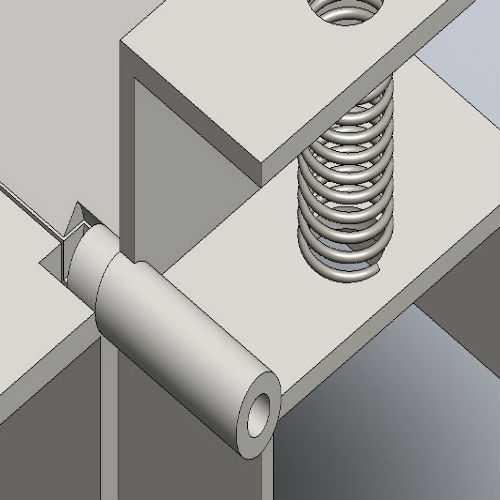
- По кинематике движения ползуна – он может перемещаться возвратно-поступательно, либо по дуге. Последнее исполнение делает гибочный агрегат более компактным; П-образный винтовой прижим
- По способу прижима: для малогабаритных заготовок достаточно обычного винтового прижима, но для более мощных и универсальных агрегатов, где, наряду с гибкой, необходимо выполнение операции резки, потребуется гидравлический прижим. Иногда в конструкции имеется и боковой прижим, более всего удобный именно для осуществления резки.
Следует отметить, что ведущие производители ручных листогибов часто оснащают их и дополнительными опциями.
Одним из наиболее авторитетным производителем данного оборудования считается американская фирма Tapco (Тапко). Станки данной компании позиционируются производителем как агрегаты, которые должны заниматься выпуском наружных кровельных элементов конструкций зданий, а потому обязаны работать преимущественно вне помещений. Поэтому узлы такого оборудования выполняются исключительно из сталей с антикоррозионным покрытием.
Технология гибки на станке Tapco предусматривает возможность выполнения следующих переходов:
- Резки исходной заготовки в размер (все данные станки – проходного типа, при котором перемещение заготовки производится только в одном направлении).
- Последующей профилированной или сегментной гибки (определяется видом инструмента, который установлен на гибочный ползун).
- Обрезки кромок с одновременной калибровкой готовой детали.
 Ручной листогиб Tapco
Ручной листогиб TapcoСтанки легко разбираются и обслуживаются, поскольку производитель собирает их по методу модульной сборки. По этой же причине станки от «Тапко» отличаются лёгкостью при своей транспортировке на новое место использования. Вместе с тем применение высококачественного металла для изготовления инструмента и деталей таких станков соответствующим образом сказывается на их цене.
Реклама партнеров
Видео: Ручной станок листогибочный
Похожие статьи
promtu.ru
технологии, оборудование и инструменты :: SYL.ru
Гибка металла – чрезвычайно распространенная операция на машиностроительных производствах. Свойство металлов сохранять остаточную деформацию было открыто еще древними людьми. И сегодня данная особенность железоуглеродистых сплавов и других металлических материалов активно используется не только для придания листовому материалу необходимой формы с использованием высокотехнологичного современного оборудования, но и при проведении некоторых видов работ в домашних (кустарных) условиях.

Общие положения
Гибка металла заключается в изменении формы исходного материала (лист стали, пруток проката и т.д.). Причем современные технологии позволяют выдавливать из тонколистового материала невероятно сложные поверхности (например, элементы кузова автомобилей).
На предприятиях данные работы осуществляются специальными станками для гибки металла. Подобное оборудование имеет очень высокую производительность и способно выпускать огромное количество изделий в единицу времени.
Следует отменить, что не каждая сложная поверхность обязательно получена гибкой металла. Наряду с данной технологией известны и давно применяются в промышленности также и обработка металла резанием, литье в песчаные формы и в кокиль, так называемое экструдирование, прокат и другие методы формирования объемных поверхностей.

Технология гибки металла: основные положения
Данный процесс позволяет получать сложные по форме поверхности без применения сварочных соединений, что значительно улучшает ряд важных эксплуатационных показателей изделия (прежде всего сопротивление коррозии и отсутствие протекания процессов разупрочнения и развития отпускной хрупкости для ряда материалов), а также положительно сказывается на экономических показателях производства.
При проведении ремонтных работ дома также часто возникает необходимость в придании листовому материалу или прутку необходимой формы. Принцип и физические основы процесса не отличаются, но в быту применяется примитивное оборудование.
К недостаткам данной технологии относится ограничение по толщине изгибаемого листа стали, а также определенные ограничения по химическому составу материалов и предварительной термической и химико-термической обработки изделий. Так, для гибки металла с толстыми стенками его необходимо предварительно разогреть, чтобы материал «потек». Температура, при которой сталь и сплавы на основе железа становятся податливыми и хорошо деформируются, для каждого материала разная. Существуют специальные марки сталей, которые устойчивы к воздействию высоких температур и сохраняют высокие механические свойства.

Технологические возможности оборудования
На рынке представлено огромное количество всевозможных приспособлений и станков для осуществления процесса гибки стальных материалов. Они позволяют получать из стального листа профили сложных форм.
Все виды оборудования для гибки металлов можно классифицировать следующим образом:
- ротационные машины: ровный лист запускается между вращающимися валками и изгибается;
- поворотные станки: один конец листа жестко крепится к неподвижной балке, а другой – к поворотному механизму; поворотная балка приводится в движение, и лист изгибается;
- пресс с гидравлическим (реже с пневматическим) приводным механизмом: листовой материал кладется на нижнюю форму, а сверху со значительным усилием прижимается вторая полуформа; в результате лист выдавливается и приобретает очертания формы.

Гибка металла в условиях промышленного производства. Особенности
На современном этапе технологического развития общества в изготовлении практически любого сложного и не очень изделия в той или иной степени применяется гибка металла: металлические трубы, элементы стального каркаса зданий, автомобили, пружины, рессоры и т.д.
Оборудование для осуществления гибки отличается большим разнообразием, в том числе и по принципу действия: от высокотехнологичных высокоскоростных прессов выдавливания до известных уже несколько сот лет валиков.
В основном на промышленных производствах реализована гибка металлов прессом. Гидравлический агрегат способен развивать очень большое усилие и изгибать даже толстостенные изделия. Работа на таком прессе сопряжена с риском получения травм и даже с риском для жизни. Поэтому одну единицу станочного оборудования обслуживают минимум два человека. А рабочий ход может осуществляться лишь в том случае, если оба рабочих нажмут на соответствующие кнопки.

Гибка в домашних условиях
Для придания металлу нужной формы наличие сложного и дорогостоящего оборудования совсем необязательно. Если толщина стали сравнительно небольшая (до 3 миллиметров) и в ней содержится немного углерода, то из нее можно получить изделие сложной формы и в домашней мастерской. В качестве станка для гибки металла можно использовать обыкновенные слесарные тиски с молотком, а для завивки спиралей из прутка или тонкой полосы пользуются так называемой улиткой. Конструкция улитки не отличается сложностью. Ее можно изготовить самостоятельно.
Рекомендации опытных мастеров
Холодная деформация сопровождается возникновением огромного числа дислокаций, что приводит к появлению значительных напряжений. Для изделий, которые не испытывают значительных нагрузок в процессе эксплуатации (кровля, жестяные трубы и другие элементы) это не критично. А вот для ответственных изделий, узлов агрегатов подобные напряжения могут послужить концентратором разрушающих сил. Поэтому изделия такого типа в обязательном порядке должны подвергаться рекристаллизационному отжигу, который нормализует структуру и снимает пагубные напряжения.
Величина напряжений и образующихся пустот и пор между зернами металла напрямую зависит от радиуса кривизны, а значит, и от применяемого инструмента для гибки металла. Этот параметр относится к категории справочных данных и зависит от химического состава стали, а также от толщины листового материала. Если радиус кривизны не превышает допустимого значения, то изделие допускается к работе после испытаний на прочность контрольного образца.
www.syl.ru
Станок для гибки металла (металлогибочный)
СодержаниеСтанок для гибки и художественной резки металла представленн в виде прессового устройства, которое может работать как с цельными металлическими листами, так и с вырезанными полосами.
Металлогибочный станок
Станок для художественной резки и гибки, изготовленный своими руками, попмогает игибать листы под любым углом, не влия при этом на плоскостность.
Для чего применяются металлогибочные станки?
Металлогибочные станки могут применяться при обработке латунных, стальных алюминиевых или медных листов.
Толщина заготовки для гибки при этом не должна превышать 0,8 мм. Ручной листогибочный станок воздействует на заготовку таким образом, что она практически не подвергается деформации.

Металлогибочный станок
Таким образом устройство для гибки позволяет изготавливать самые различные предметы художественной формы своими руками.
Если балка для гибки и резки оснащена специальной силиконовой вставкой, то работать с окрашенными листами можно без риска повреждения покрытия.
Кроме того, металлогибочный станок для художественной резки своими руками может без труда работать с железными и жестяными листами.
При этом показатели точности и качества гибки и резки будут достаточно высокими. Устройство для гибки и художественной резки металла активно применяется в таких областях, как:
- машиностроение изготовлении кузовов и запчастей;
- строительство (кровля, металлический сайдинг, отливы для окон;
- мебельное производство;
- электроника.
Металлогибочный станок состоит из основания (железный лист), прижима, обжимного пуансона, оснащенного креплениями и двух струбцин.
Изготовить устройство для гибки и резки можно своими руками используя при этом металлические заготовки.
Для сборки своими руками применяются швеллера на которых крепится рама листогиба. Большинство модификаций имеют приспособления для фиксации рулонного металла, угломер, дублирующие опоры для листов и профилирующее устройство.к меню ↑
Конструктивные особенности станка
В металлогибочный станок для резки, изготовленный своими руками листы можно вставлять как передней, так и с тыльной стороны.
Это избавляет от необходимости проведения предварительной порезки заготовок. Металлогибочный агрегат оснащен резцом, который позволяет производить разрезание листа непосредственно на месте проведения работ. Основные конструктивные элементы устройства представлены в виде:
- роликового ножа;
- заднего стола;
- подставки;
- передних упоров;
- измерительной пластины;
- упора сгиба угла.
Роликовый нож изготавливается с применением прочного стального сплава, который можно затачивать после проведения работ.
Конструкция резака отличается устойчивостью к механическим нагрузкам и дополнительно покрыта порошковой посыпкой.
Его вес может достигать 5 кг. Задний стол устройства для гибки позволяет размещать на нем лист для обработки. При этом передвигать его можно в нужном направлении. Сгибатель и резак фиксируются на опорах рабочего стола.
Читайте также: виды и принципы работы станков для резки металла.

Подставка металлогибочного станка
Подставка устройства для гибки, изготовленного своими руками, размещена на подставке из дерева, что препятствует скольжению конструкции.
Подставка может регулироваться по высоте. С помощью передних опор можно устанавливать такой параметр, как ширина разреза.
В этом случае устройство можно разворачивать на 180° и возвращаться к начальной позиции. Упор помогает быстро задавать нужный угол изгиба заготовки и при этом фиксировать деталь под произвольным углом.к меню ↑
Как работает самодельный ручной листогиб? (видео)
к меню ↑
Принцип работы и виды листогибочных станков
Принцип работы листогибочного устройства базируется на фиксировании заготовки на рабочем столе. Это производится благодаря наличию прижимной рамы. Последующий сгиб производится с участием поворотной балки.
data-ad-client="ca-pub-8514915293567855"data-ad-slot="5929285318">
Станок позволяет достигнуть максимального угла изгиба в 135-180°, при этом максимальная толщина листа напрямую зависит от мощностных характеристик прессового механизма.
Прижимание производится механическим способом при котором используется эксцентриковая стяжка. Конструктивные особенности устройства позволяют производить неограниченную по длине подачу заготовок.
Некоторые модификации позволяют производить прижим с помощью электромагнита, расположенного в корпусе устройства. Электромагнит с легкостью обеспечивает нужную степень прижима и исключает вероятность выскальзывания заготовки из-под прижимного механизма.

Металлогибочный станок электромагнитный
Как правило данная конструкция отличается повышенной жесткостью и позволяет производить прямолинейный и высококачественный изгиб.
Длина заготовок может быть изначально фиксированной или заданной с помощью ограничителей. Это удобно при создании однотипных деталей.
В ассортименте имеются специальные гибочные прессы, которые способны деформировать заготовку за счет вдавливания матрицы в выемку выступом пуансона. Усилие в таком устройстве возникает благодаря работе гидро- или пневмопривода.
Представленное оборудование позволяет работать со сталью, толщина листов которой может колебаться от 0,3 до 2,5 см. Оборудование такого типа может быть как передвижным, так и стационарным.
В зависимости от особенностей обработки заготовок, листогибы могу быть поворотными, с гибочной балкой, прессовыми – с матрицей и пуансоном, ротационными – с обязательным наличием валков. Станки могут быть:
- пневматическими;
- электромеханическими;
- механическими;
- гидравлическими;
- ручными.
Читайте также: «Как изготовить сварочный осциллятор своими руками?»
к меню ↑
Делаем листогиб своими руками
Устройство, состоящее из основания, обжимного пуансона, оснащенного рычагом, прижима и струбцин можно самостоятельно изготовить при наличии сварочного аппарата.
Для этого понадобятся недоформированные уголки 3 и 5 номеров и небольшой отрезок швеллера. Основание может быть изготовлено из швеллеров 6, 5 и 8-й марок с длиной в 400-500 мм.

Самодельный листогиб
Прижим, сделанный с помощью уголка может обеспечивать сгибание листа на 90°, что может быть использовано при фальцевом соединении.
Прижим изготавливается из уголка с маркировкой «5», который усиливается дополнительно профилем под номером 3. Для придания нужной жесткости прижим изготавливают короче основания на 50-70 мм.
К торцам необходимо приварить кронштейны из отрезков уголков под номером 3. Края полок уголков должны контактировать с изгибаемым листом и перед сваркой быть обработаны напильником или фрезой.
Читайте также: виды, особенности и самостоятельная сборка фрез для мотоблока.
В стенке каждого углового кронштейна сверлится отверстие, с диаметром, равным 8 мм.Обжимной пуансон выполняется из уголков 5-го номера.
Он должен быть снабжен отверстиями с диаметром в 10 мм. Далее с ребер торцов уголков-пуансонов снимаются фаски. Их длина должна составлять 30 мм, при глубине в 5 мм. Это нужно для дальнейшего закрепления и установки стальных осей из прутьев.
Оси привариваются так, чтобы осевая линия была направленна параллельно ребру следующего уголка.
Перед тем как начать предварительную сборку основания и пуансона, нужно закрепить их и в слесарных тисках таким образом, чтобы уголки и швеллеры располагались в одной плоскости.
На поверхность для проведения пробных работ помещается лист мягкого металла, с толщиной в 1 мм. Сверху он фиксируется с помощью прижима.
Прижим листогиба
Прижим на некоторое время притягивается к основанию агрегата шпильками и ли накладками, оснащенными струбцинами.
После того как щечки будут размещены оптимальным образом, их следует приварить к раме. Для крепления струбцин к листогибочному агрегату можно использовать уголки марки 3, которые привариваются к полке основания. Теперь листогиб полностью готов к работе.к меню ↑
Как сделать станок для гибки листового металла — подробное видео
Читайте также: «Выбираем лучшие тиски для сверлильного станка».
data-full-width-responsive="true"data-ad-client="ca-pub-8514915293567855"data-ad-slot="8040443333">
Главная страница » Для гибкиostanke.ru