Балеринка по кафелю: виды и применение сверла для больших отверстий. Сверло регулируемое по металлу
сверло для больших отверстий в плитке
В керамической плитке, активно используемой для отделки поверхностей стен и полов, часто необходимо просверлить круглые отверстия большого диаметра, без которых не обойтись при прокладке коммуникаций, а также при монтаже электрических розеток, крепежных и декоративных элементов. Инструментом, при помощи которого такие отверстия можно выполнить максимально аккуратно, является балеринка.
Умелое использование «балеринки» гарантирует точное отверстие с аккуратными краями
Что собой представляет балеринка
Режущий инструмент, в обиходе называемый балеринкой, имеет и более профессиональное название – «круговое регулируемое сверло с резцами». Сверло располагается в центральной части инструмента и используется для того, чтобы выполнить центровку отверстия. От осевой линии данного сверла отсчитывается радиус окружности, которую будут описывать резцы.
Для оснащения балеринок используются сверла первого или шнекового типа, так как конический инструмент плохо справляется с керамическими материалами и может соскальзывать с их поверхности. Результатом такого соскальзывания может стать повреждение как самого инструмента, так и поверхности плитки.
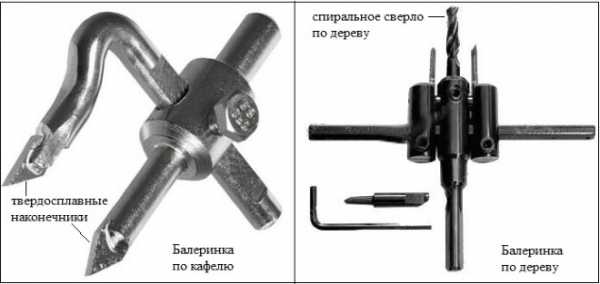
Балеринка по кафелю отличается от насадки, предназначенной для сверления отверстий в древесных материалах
Виды по числу резцов
На конструкцию балеринки влияет число резцов, которыми она оснащена (их количество может варьироваться от одного до трех).
- В конструкции балеринок, оснащенных одним резцом, имеется специальный регулируемый кронштейн с затяжным винтом. Чтобы начать работать с таким инструментом, резец при помощи кронштейна необходимо выдвинуть на требуемое расстояние от оси центрального сверла, а затем зафиксировать его положение при помощи затяжного винта.
- Режущие инструменты двухрезцовых балеринок также располагаются на кронштейне, который является неподвижным. Регулировка положения резцов относительно оси центрального сверла обеспечивается за счет подвижных держателей, на которых установлены и зажимные винты для фиксации режущего инструмента. Положение каждого из резцов такой балеринки выставляется отдельно, при этом, конечно, их расстояние от оси центрального сверла должно быть одинаковым.
- Трехрезцовая балеринка по кафелю и керамической плитке отличается самой сложной конструкцией. Основой такого инструмента является круглая платформа дискового типа, в специальных пазах которой и двигаются резцы. Точно выставлять положение резцов и, соответственно, получать отверстия требуемого диаметра позволяет специальная шкала, нанесенная на корпус платформы устройства в области ее пазов. Движение всех трех резцов такого устройства синхронизировано, что позволяет быстро, легко, а главное, точно выставлять положение каждого инструмента относительно оси центрального сверла.

Защитная корзинка на некоторых моделях инструмента спасает от разлета осколков
Шкалой для определения точного положения резцов относительно оси центрального сверла оснащены также современные модели одно- и двухрезцовых балеринок. Следует иметь в виду, что точность отверстий, полученных балеринкой с такой шкалой, значительно выше, чем при использовании более простого инструмента.
Особенности конструкции
Конструкция любой балеринки включает в себя следующие элементы:
- шток, при помощи которого такое приспособление фиксируется в патроне электрической дрели;
- центровочное сверло перьевого типа;
- регулируемый кронштейн, на котором фиксируется режущий инструмент;
- резец, на рабочую часть которого нанесено алмазное напыление или напаяна пластина из твердого сплава.
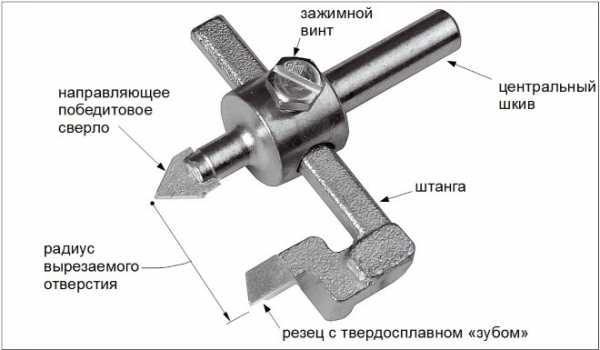
Устройство «балеринки»
Выбирая балеринку для выполнения работ по кафельной или керамической плитке, не стоит экономить. Качественный инструмент, цена которого значительно выше, чем у более простых моделей, не только позволит вам эффективно выполнить работу, но и не испортит плитку, которая может стоить даже дороже, чем используемая для ее сверления балеринка.
Преимущества и недостатки использования
Для сверления отверстий большого диаметра в керамической или кафельной плитке можно использовать не только балеринку, но и ряд других приспособлений, к которым относятся инструмент корончатого типа, наборная пила или алмазная струна, установленная на ножовку по металлу. Выбирая любой из этих инструментов, следует в первую очередь оценивать эффективность его использования.

Главное преимущество балеринки перед коронками – регулируемый диаметр вырезаемого отверстия
Рассмотрим недостатки использования для сверления отверстий балеринки.
- При применении такого инструмента для выполнения сверлильных работ по кафельной плитке образуется большое количество осколков, которые могут нанести вред рабочему. Между тем можно успешно решить такую проблему, если наклеить на поверхность плитки, которая сверлится, обычный скотч, или использовать для сверления инструмент с защитной решеткой. Стоимость последнего ненамного выше, чем цена обычных моделей, однако он значительно повышает безопасность человека, который с ним работает.
- Край отверстия, которое сверлится при помощи балеринки, получается не слишком аккуратным. Решается и такая проблема: инструмент можно смачивать водой или машинным маслом, а также выполнять сверление максимально аккуратно и без лишней спешки.
Наиболее значимым достоинством балеринок является то, что их использование позволяет получать в керамической или кафельной плитке отверстия в большом диапазоне диаметров. Так, на современном рынке представлен инструмент, при помощи которого можно делать отверстия, радиус которых находится в диапазоне 20–90 и 40–130 мм. Соответственно, чтобы определить диаметр таких отверстий, данные значения необходимо умножить на два. В том случае, если основные рабочие элементы балеринки (сверло и резцы) изготовлены из качественных материалов, она достаточно успешно справляется со всеми своими функциями.
Приобретая балеринку любой конструкции следует обратить внимание на жесткость соединения штанги с центральным штоком
Как выполняется процесс резки плитки
Существует определенный алгоритм, которого следует придерживаться при использовании такого инструмента для сверления отверстий в плитке, как балеринка.
- В первую очередь на лицевой стороне плитки необходимо наметить центр будущего отверстия, для чего можно использовать обычный керн.
- Резец или резцы балеринки, которые и будут выполнять основную работу по резке материала, устанавливаются и фиксируются на требуемом расстоянии от оси центрального сверла.
- Тот участок плитки, на котором будет выполняться рез, желательно смазать машинным маслом. При этом следует проконтролировать, чтобы оно не попало в центр круга, что может привести к соскальзыванию сверла.
- Сверло, находящееся и вращающееся в центре будущего отверстия в плитке, должно пройти через ее поверхность раньше резцов, поэтому оно должно иметь большую длину, чем их выступающая часть.
- Плитку, в которой отверстие выполняется при помощи балеринки, необходимо жестко зафиксировать на ровной поверхности деревянной доски или гипсокартона. Для обеспечения такой фиксации можно использовать обычные струбцины.
- Сверление отверстия выполняют на малых оборотах инструмента, при этом желательно постоянно поливать формирующуюся на плитке канавку машинным маслом.
- После того как рез в плитке выполнен больше чем наполовину ее толщины, а центральное сверло прошло обрабатываемый материал насквозь, изделие переворачивают и аналогичную обработку выполняют с его обратной стороны.
- Плитку с обратной стороны просверливают до конца, а край полученного отверстия, который может получиться не слишком ровным, обрабатывают при помощи напильника, наждачной шкурки или шлифовальной машинки.
Несмотря на то, что отверстия, получаемые при помощи балеринки, отличаются не очень ровными краями, использовать ее для выполнения не слишком объемных работ вполне обоснованно. Кроме того, неровные края отверстий в дальнейшем будут скрыты наружными панелями электрических розеток и другими декоративными элементами.
В заключение наглядное видео о сверлении керамической плитки балеринкой, а также о тех случаях, когда для вырезания отверстий можно использовать болгарку.Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
Набор кольцевых (корончатых) сверл по металлу из быстрорежущей стали.
Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться.На данный момент знаю два вида исполнения кольцевых сверл - с твердосплавными пластинками и обозреваемые - из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием.Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение.Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм.К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла.Доставили набор упакованным в полиэтилен

 Сверло является сборным, состоит из хвостовика, самой коронки, спирального сверла (выполняющего роль центральной опережающей части) и конической пружинки.
Сверло является сборным, состоит из хвостовика, самой коронки, спирального сверла (выполняющего роль центральной опережающей части) и конической пружинки. Хвостовик взаимозаменяем для всех коронок от 14 до 32 мм. Исключением является коронка диаметром 35 мм - ее хвостовик имеет некоторые отличия в размерах, укажу в скобках. Собственно термин "хвостовик" больше относится к трехгранной части предназначенной для крепления в патроне, а ее продолжением является крепежная часть для всех составляющих. Центрирующие сверло диаметром 5 мм (6мм) имеет характерную лыску предотвращающую от проворачивания и фиксируется винтом на крепежной части хвостовика. Рядом находится резьба для накручивания коронки М10х1.25 (М12х1.25).Коронки изготовлены из быстрорежущей стали аналогом которой является Р6М5. Высота у всех одинаковая - 13 мм. Различия только в диаметре, а, при внимательном рассмотрении, оказалось и в форме заточки. Центрирующие сверла выступают относительно режущей кромки коронки в среднем на 17 мм. Почему-то у всех по разному - от 15 до 19 мм.
Хвостовик взаимозаменяем для всех коронок от 14 до 32 мм. Исключением является коронка диаметром 35 мм - ее хвостовик имеет некоторые отличия в размерах, укажу в скобках. Собственно термин "хвостовик" больше относится к трехгранной части предназначенной для крепления в патроне, а ее продолжением является крепежная часть для всех составляющих. Центрирующие сверло диаметром 5 мм (6мм) имеет характерную лыску предотвращающую от проворачивания и фиксируется винтом на крепежной части хвостовика. Рядом находится резьба для накручивания коронки М10х1.25 (М12х1.25).Коронки изготовлены из быстрорежущей стали аналогом которой является Р6М5. Высота у всех одинаковая - 13 мм. Различия только в диаметре, а, при внимательном рассмотрении, оказалось и в форме заточки. Центрирующие сверла выступают относительно режущей кромки коронки в среднем на 17 мм. Почему-то у всех по разному - от 15 до 19 мм.

 Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие :14 мм - номинал15 мм - отклонение +0.1 мм16 мм - номинал18 мм - номинал20 мм - отклонение - 0.05 мм22 мм - отклонение + 0.05 мм25 мм - отклонение + 0.05 мм26 мм - номинал28 мм -
Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие :14 мм - номинал15 мм - отклонение +0.1 мм16 мм - номинал18 мм - номинал20 мм - отклонение - 0.05 мм22 мм - отклонение + 0.05 мм25 мм - отклонение + 0.05 мм26 мм - номинал28 мм - www.taker.im
Особенности твердосплавных сверл по металлу: нюансы выбора, виды, особенности
Часто во время обработки металлических заготовок приходится прибегать к специальным приспособлениям, рассчитанным на работу с особо прочными материалами. Именно таким может считаться твердосплавное сверло. Эта деталь получила наибольшее распространение при обработке пазов. В то же время с ее помощью выполняется резьба металлических изделий.
Подобным элементом часто оснащают станки различного назначения. Если рассматривать предлагаемые на рынке виды таких сверл, то самыми востребованными считаются концевые виды.
Рассматривая доступные к продаже изделия, следует отметить, что они могут иметь разное число зубцов и вариант исполнения. Обычно эти элементы создаются с применением особых материалов, которые отличаются высоким качеством исполнения и демонстрируют высокую стойкость к износу. Эти свойства и позволяют с минимальными затратами времени выполнять необходимые операции.
Какие факторы следует учитывать при выборе средств?
В рамках доступных для сверления приспособлений можно выделить несколько наиболее распространенных типов:
-
 цилиндрические;
цилиндрические; - концевые;
- шпоночные.
Принять правильное решение в пользу подходящего типа можно лишь при условии, если покупатель имеет представления о том, для чего он планирует использовать это устройство. Помимо глубины сверления необходимо знать о материале, который придется обрабатывать.
На этапе выбора твердосплавных сверл для металла наибольшего внимания заслуживают следующие параметры:
- прочность;
- качество исполнения;
- марка и страна-производитель;
- применяемый для изготовления материал;
- стоимость;
- надежность.
Наилучшим решением будет, если покупатель остановит выбор на сверлах проверенных производителей. Действуя подобным образом, можно гарантировать, что во время сверления не возникнет вынужденных перерывов, а также будет исключено низкое качество готовых изделий.
Твёрдосплавные свёрла: применение, разнообразие моделей и отличия
Сверлильные изделия твердосплавного варианта исполнения широко используются не только на производстве, но и в быту, причиной чего являются их функциональные особенности и значимые преимущества. Предлагаемые модели могут быть классифицированы на несколько видов, исходя из такого параметра, как сфера их применения.
Скажем, если возникает задача по созданию отверстий большого диаметра, то желательно останавливать выбор на сверлах первого типа. Приспособления винтового исполнения помогут эффективно выполнять операцию, если необходимо обеспечить значительную глубину создаваемого отверстия.
Какие бывают твердосплавные сверла?
Характерной особенностью твердосплавных сверл для металла является очень прочная титаново-вольфрамовая основа, полезный эффект от наличия которой сводится к обеспечению высокой скорости выполнения работы. В дополнение к этому преимуществом подобных изделий является высокая стойкость к внешним воздействиям.
Виды сверл
Принято различать следующие виды твёрдосплавных свёрл для металла:
-
 сплошные;
сплошные; - сварные;
- оснащенные пластинами.
В случае возникновения необходимости в приобретении твердосплавных сверл желательно рассматривать модели от известных фирм. Это дает уверенность в высоком качестве и надежности приобретаемого продукта.
Конструкции сверл со сменными твердосплавными пластинами
 При создании сверл для металла, оснащенных сменными твердосплавными пластинами, обязательно должен быть выдержан диаметр, диапазон которых может составлять 12–63 мм. Они позволяют создавать отверстия до 5 диаметров. Причем они в состоянии работать с поверхностями из различных материалов. В основе сверла для металла присутствует корпус, имеющий точные посадочные поверхности под пластины и непосредственно твердосплавные пластины, которые фиксируются в корпусе за счет винтов.
При создании сверл для металла, оснащенных сменными твердосплавными пластинами, обязательно должен быть выдержан диаметр, диапазон которых может составлять 12–63 мм. Они позволяют создавать отверстия до 5 диаметров. Причем они в состоянии работать с поверхностями из различных материалов. В основе сверла для металла присутствует корпус, имеющий точные посадочные поверхности под пластины и непосредственно твердосплавные пластины, которые фиксируются в корпусе за счет винтов.
Особенности конструкционного исполнения корпуса сверла для металла связаны с внешним оформлением и размерами канавок, используемых для удаления стружки. Они могут иметь прямой либо спиральный вариант исполнения. Стоит заметить, что они могут различаться в плане угла подъема винтовой линии. Если профилирование каналов была проведено с соблюдением технологии, то это дает возможность выполнять обработку с высокой подачей. Причем здесь исключается спутывание стружки, а качество обработанной поверхности остается достаточно высоким.
Также необходимо уделить внимание исполнению каналов для подвода СОЖ. Лучше всего, когда они находятся недалеко от зоны корпуса. Такой вариант размещения позволяет сократить до минимума сердцевину корпуса сверла, что дает возможность нарастить канавки, используемые для удаления стружки.
Конструкция
 Устройство твердосплавных пластин имеет свои особенности, благодаря чему удается добиваться высокой производительности и устойчивости инструмента при обработке различных материалов и эксплуатации инструмента в любых условиях. Обеспечить более высокую производительность и устойчивость инструмента удается благодаря геометрии передней поверхности пластины, марке твердого сплава и исполнению самой пластины.
Устройство твердосплавных пластин имеет свои особенности, благодаря чему удается добиваться высокой производительности и устойчивости инструмента при обработке различных материалов и эксплуатации инструмента в любых условиях. Обеспечить более высокую производительность и устойчивость инструмента удается благодаря геометрии передней поверхности пластины, марке твердого сплава и исполнению самой пластины.
Наибольшее распространение получили твёрдосплавные пластины для сверл, имеющие форму трех- и четырехгранника. Сверление с применением этих приспособлений позволяет обеспечить создаваемому отверстию почти плоское дно. Особенностью устаревших модификаций сверл является наличие квадратной, треугольной или пластины типа «ломанный треугольник». При использовании подобных устройств можно гарантировать достаточно хорошие результаты в плане производительности, стойкости и качества. Однако все же они показывают не такие впечатляющие результаты, как изделия для сверления, оснащенные специально профилированными пластинами.
Наилучших результатов можно ожидать от технологии, которая внедрена в конструкции, носящая название пошагового врезания. Здесь внимание уделяется режущей кромке центральной четырехгранной пластины, выполненной в виде волны. Вначале при помощи подобной технологии удается добиться стабилизации сверла и в то же время уменьшения до минимума риска его увода. В дополнение к этому наблюдается существенное уменьшение силы резания.
Сверла, оснащенные сменными твердосплавными пластинами, для металла выделяются и тем, что позволяют создавать отверстия, диаметр которых превышает номинальный показатель сверла. Это достигается за счет смещения сверла на токарном станке по отношению к оси элемента на расстоянии в диапазоне 0,8–3,5 мм. Точное значение определяется непосредственно диаметром.
Подобную операцию на обрабатывающем центре выполняют при помощи эксцентриковых втулок. Также вместо них могут использоваться регулируемые патроны для сверл. Вместе с тем при помощи сверла со сменными твердосплавными пластинами для металла можно выполнять такую операцию, как растачивание заранее созданных отверстий, а также обработка фасок. Эта задача решается при помощи периферийной пластины сверла.
Собираясь использовать сверла со сменными пластинами для металла, необходимо иметь в виду, что с их помощью можно обрабатывать наклонные и вогнутые поверхности, не прибегая к подготовке поверхности и засверливанию. Чтобы успешно справиться с подобной задачей, необходимо только уменьшить подачу при врезании на 50–70%.
Увеличение производительности
Среди достоинств, которыми обладают сверла для металла, оснащенные сменными твердосплавными пластинами, следует выделить то, что они позволяют повысить уровень производительности, стойкости и добиться большей экономии на изготовление одной детали.
Если планируется создавать отверстия ф25, а используемая поверхность выполнена из стали, то при работе высококачественным сверлом для металла из быстрорежущей стали лучше всего задействовать следующие режимы обработки:
- Для шпинделя выбирается частота вращения 380 мин-1;
- подача на оборот выставляется на уровне 0,4 мм/об.;
- показатель минутной подачи будет иметь значение 152 мм/мин.
Если для обработки аналогичного материала выбрано сверло со сменными твердосплавными пластинами, то для шпинделя должна быть выбрана частота вращения, имеющая значение 3700 мин-1, подача на оборот составит 0,09 мм/об., а оптимальным показателем минутной подачи будет 333 мм/мин.
Особенностью всех пластин является наличие четырех режущих кромок. В дополнение к этому следует помнить о том, что твердосплавные пластины обладают куда большей стойкостью, нежели изделия для сверления, выполненные на основе быстрорежущей стали. Если выбор был остановлен на приспособлениях, оснащенных сменными пластинами, то пользователю не придется тратить время и силы на такую операцию, как переточка инструмента. Особую актуальность это достоинство приобретает в ситуациях, когда планируется создавать множество отверстий.
Применение СОЖ
Чтобы добиться наилучших результатов при использовании сверла для металла, оснащенного сменными твердосплавными пластинами, в обязательном порядке должен присутствовать внутренний подвод СОЖ. Если приходится иметь дело с отверстиями, глубина которых не превышает одного диаметра, то здесь допустимо отказаться от использования СОЖ. При определении расхода СОЖ следует учитывать диаметр используемого сверла для металла.
Если рассматривать номенклатуру сверл для металла, оснащенных сменными твердосплавными пластинами, то она включает достаточно большое количество модификаций. Причем для получения наилучших результатов при осуществлении сверления следует в первую очередь позаботиться о правильном подборе и использовании металлорежущего инструмента. По этой причине, решив использовать новую технологию или внести изменения в имеющуюся, желательно привлечь к реализации этого замысла специалистов. Они не только помогут подсказать наиболее подходящее решение для возникшей задачи, но и помогут наиболее эффективно его реализовать.
Технические рекомендации при сверлении металлов
 Чтобы правильно выполнить центровку сверла для металла, следует применять центрирующий штифт. Для этого следует накернить отверстие, ориентируясь на разметку. Затем штифт вставляют в углубление и включают магнит. Далее следует повторно убедиться в правильном размещении штифта, поскольку при работающем магните часто происходит смещение штатива.
Чтобы правильно выполнить центровку сверла для металла, следует применять центрирующий штифт. Для этого следует накернить отверстие, ориентируясь на разметку. Затем штифт вставляют в углубление и включают магнит. Далее следует повторно убедиться в правильном размещении штифта, поскольку при работающем магните часто происходит смещение штатива.
Определитесь с оптимальной скоростью. Этот параметр имеет большое значение. Следует учесть, что в случае выбора более высокой скорости, чем рекомендовано, выполнить работу по сверлению не удастся. Обязательно необходимо обеспечить частоту вращения не ниже 25% от рекомендованной. При работе с твердосплавными сверлами следует помнить о том, что они чутко реагируют на чересчур заниженные скорости. В этом случае можно столкнуться с такими явлениями, как повышенная вибрация и выкрошивание зубьев. Если скорость будет завышена более, чем на 20%, то при использовании сверла из быстрорежущей и порошковой стали последние быстро придут в негодность.
Следует правильно выбрать подачу. В начале работы необходимо установить подачу на уровне в 2 раза ниже рекомендованного. Следует иметь в виду, что при слишком большом давлении на сверло скорость останется прежней. Чтобы добиться большей производительности, рекомендуется применять в сочетании с твердосплавными сверлами оборудование, обладающее повышенной частотой вращения. Иногда может понадобиться прилагать больше усилий во время сверления. Если это происходит, то высока вероятность, что вы работаете затупившимся сверлом либо пытаетесь создать отверстие в слишком твердом материале.
Заключение
Твердосплавные сверла являются довольно специфичным изделием для обработки поверхностей, выполненных из особо прочных материалов. По этой причине выбор подобных приспособлений должен осуществляться с учётом конкретного изделия, в котором планируется создавать отверстие. Не всегда использование первого попавшегося твердосплавного сверла позволяет эффективно решать возникшую задачу.
Чтобы обеспечить высокую производительность сверления, нужно принимать во внимание множество факторов, включая особенности обрабатываемого материала, характеристики создаваемых отверстий, качество кромки. В ряде случаев может потребоваться приобретение и специального сверлильного оборудования, поскольку обычные инструменты, рассчитанные на использование сверл для создания отверстий в заготовках нормальной прочности, могут быть не приспособлены для этого. В некоторых ситуациях это может привести даже к тому, что не только не удастся эффективно решить задачу по сверлению отверстий, но и сделать негодным к дальнейшему использованию приобретенное твердосплавное сверло, стоимость которого обычно довольно высокая.
Оцените статью: Поделитесь с друзьями!stanok.guru
Особенности твердосплавных сверл по металлу |
Часто во время обработки металлических заготовок приходится прибегать к специальным приспособлениям, рассчитанным на работу с особо прочными материалами. Именно таким может считаться твердосплавное сверло. Эта деталь получила наибольшее распространение при обработке пазов. В то же время с ее помощью выполняется резьба металлических изделий.
Подобным элементом часто оснащают станки различного назначения. Если рассматривать предлагаемые на рынке виды таких сверл, то самыми востребованными считаются концевые виды.
Рассматривая доступные к продаже изделия, следует отметить, что они могут иметь разное число зубцов и вариант исполнения. Обычно эти элементы создаются с применением особых материалов, которые отличаются высоким качеством исполнения и демонстрируют высокую стойкость к износу. Эти свойства и позволяют с минимальными затратами времени выполнять необходимые операции.
Какие факторы следует учитывать при выборе средств?
В рамках доступных для сверления приспособлений можно выделить несколько наиболее распространенных типов:
-
 цилиндрические;
цилиндрические; - концевые;
- шпоночные.
Принять правильное решение в пользу подходящего типа можно лишь при условии, если покупатель имеет представления о том, для чего он планирует использовать это устройство. Помимо глубины сверления необходимо знать о материале, который придется обрабатывать.
На этапе выбора твердосплавных сверл для металла наибольшего внимания заслуживают следующие параметры:
- прочность;
- качество исполнения;
- марка и страна-производитель;
- применяемый для изготовления материал;
- стоимость;
- надежность.
Наилучшим решением будет, если покупатель остановит выбор на сверлах проверенных производителей. Действуя подобным образом, можно гарантировать, что во время сверления не возникнет вынужденных перерывов, а также будет исключено низкое качество готовых изделий.
Твёрдосплавные свёрла: применение, разнообразие моделей и отличия
Сверлильные изделия твердосплавного варианта исполнения широко используются не только на производстве, но и в быту, причиной чего являются их функциональные особенности и значимые преимущества. Предлагаемые модели могут быть классифицированы на несколько видов, исходя из такого параметра, как сфера их применения.
Скажем, если возникает задача по созданию отверстий большого диаметра, то желательно останавливать выбор на сверлах первого типа. Приспособления винтового исполнения помогут эффективно выполнять операцию, если необходимо обеспечить значительную глубину создаваемого отверстия.
Какие бывают твердосплавные сверла?
Характерной особенностью твердосплавных сверл для металла является очень прочная титаново-вольфрамовая основа, полезный эффект от наличия которой сводится к обеспечению высокой скорости выполнения работы. В дополнение к этому преимуществом подобных изделий является высокая стойкость к внешним воздействиям.
Виды сверл
Принято различать следующие виды твёрдосплавных свёрл для металла:
-
 сплошные;
сплошные; - сварные;
- оснащенные пластинами.
В случае возникновения необходимости в приобретении твердосплавных сверл желательно рассматривать модели от известных фирм. Это дает уверенность в высоком качестве и надежности приобретаемого продукта.
Конструкции сверл со сменными твердосплавными пластинами
 При создании сверл для металла, оснащенных сменными твердосплавными пластинами, обязательно должен быть выдержан диаметр, диапазон которых может составлять 12–63 мм. Они позволяют создавать отверстия до 5 диаметров. Причем они в состоянии работать с поверхностями из различных материалов. В основе сверла для металла присутствует корпус, имеющий точные посадочные поверхности под пластины и непосредственно твердосплавные пластины, которые фиксируются в корпусе за счет винтов.
При создании сверл для металла, оснащенных сменными твердосплавными пластинами, обязательно должен быть выдержан диаметр, диапазон которых может составлять 12–63 мм. Они позволяют создавать отверстия до 5 диаметров. Причем они в состоянии работать с поверхностями из различных материалов. В основе сверла для металла присутствует корпус, имеющий точные посадочные поверхности под пластины и непосредственно твердосплавные пластины, которые фиксируются в корпусе за счет винтов.
Особенности конструкционного исполнения корпуса сверла для металла связаны с внешним оформлением и размерами канавок, используемых для удаления стружки. Они могут иметь прямой либо спиральный вариант исполнения. Стоит заметить, что они могут различаться в плане угла подъема винтовой линии. Если профилирование каналов была проведено с соблюдением технологии, то это дает возможность выполнять обработку с высокой подачей. Причем здесь исключается спутывание стружки, а качество обработанной поверхности остается достаточно высоким.
Также необходимо уделить внимание исполнению каналов для подвода СОЖ. Лучше всего, когда они находятся недалеко от зоны корпуса. Такой вариант размещения позволяет сократить до минимума сердцевину корпуса сверла, что дает возможность нарастить канавки, используемые для удаления стружки.
Конструкция
 Устройство твердосплавных пластин имеет свои особенности, благодаря чему удается добиваться высокой производительности и устойчивости инструмента при обработке различных материалов и эксплуатации инструмента в любых условиях. Обеспечить более высокую производительность и устойчивость инструмента удается благодаря геометрии передней поверхности пластины, марке твердого сплава и исполнению самой пластины.
Устройство твердосплавных пластин имеет свои особенности, благодаря чему удается добиваться высокой производительности и устойчивости инструмента при обработке различных материалов и эксплуатации инструмента в любых условиях. Обеспечить более высокую производительность и устойчивость инструмента удается благодаря геометрии передней поверхности пластины, марке твердого сплава и исполнению самой пластины.
Наибольшее распространение получили твёрдосплавные пластины для сверл, имеющие форму трех- и четырехгранника. Сверление с применением этих приспособлений позволяет обеспечить создаваемому отверстию почти плоское дно. Особенностью устаревших модификаций сверл является наличие квадратной, треугольной или пластины типа «ломанный треугольник». При использовании подобных устройств можно гарантировать достаточно хорошие результаты в плане производительности, стойкости и качества. Однако все же они показывают не такие впечатляющие результаты, как изделия для сверления, оснащенные специально профилированными пластинами.
Наилучших результатов можно ожидать от технологии, которая внедрена в конструкции, носящая название пошагового врезания. Здесь внимание уделяется режущей кромке центральной четырехгранной пластины, выполненной в виде волны. Вначале при помощи подобной технологии удается добиться стабилизации сверла и в то же время уменьшения до минимума риска его увода. В дополнение к этому наблюдается существенное уменьшение силы резания.
Сверла, оснащенные сменными твердосплавными пластинами, для металла выделяются и тем, что позволяют создавать отверстия, диаметр которых превышает номинальный показатель сверла. Это достигается за счет смещения сверла на токарном станке по отношению к оси элемента на расстоянии в диапазоне 0,8–3,5 мм. Точное значение определяется непосредственно диаметром.
Подобную операцию на обрабатывающем центре выполняют при помощи эксцентриковых втулок. Также вместо них могут использоваться регулируемые патроны для сверл. Вместе с тем при помощи сверла со сменными твердосплавными пластинами для металла можно выполнять такую операцию, как растачивание заранее созданных отверстий, а также обработка фасок. Эта задача решается при помощи периферийной пластины сверла.
Собираясь использовать сверла со сменными пластинами для металла, необходимо иметь в виду, что с их помощью можно обрабатывать наклонные и вогнутые поверхности, не прибегая к подготовке поверхности и засверливанию. Чтобы успешно справиться с подобной задачей, необходимо только уменьшить подачу при врезании на 50–70%.
Увеличение производительности
Среди достоинств, которыми обладают сверла для металла, оснащенные сменными твердосплавными пластинами, следует выделить то, что они позволяют повысить уровень производительности, стойкости и добиться большей экономии на изготовление одной детали.
Если планируется создавать отверстия ф25, а используемая поверхность выполнена из стали, то при работе высококачественным сверлом для металла из быстрорежущей стали лучше всего задействовать следующие режимы обработки:
- Для шпинделя выбирается частота вращения 380 мин-1;
- подача на оборот выставляется на уровне 0,4 мм/об.;
- показатель минутной подачи будет иметь значение 152 мм/мин.
Если для обработки аналогичного материала выбрано сверло со сменными твердосплавными пластинами, то для шпинделя должна быть выбрана частота вращения, имеющая значение 3700 мин-1, подача на оборот составит 0,09 мм/об., а оптимальным показателем минутной подачи будет 333 мм/мин.
Особенностью всех пластин является наличие четырех режущих кромок. В дополнение к этому следует помнить о том, что твердосплавные пластины обладают куда большей стойкостью, нежели изделия для сверления, выполненные на основе быстрорежущей стали. Если выбор был остановлен на приспособлениях, оснащенных сменными пластинами, то пользователю не придется тратить время и силы на такую операцию, как переточка инструмента. Особую актуальность это достоинство приобретает в ситуациях, когда планируется создавать множество отверстий.
Применение СОЖ
Чтобы добиться наилучших результатов при использовании сверла для металла, оснащенного сменными твердосплавными пластинами, в обязательном порядке должен присутствовать внутренний подвод СОЖ. Если приходится иметь дело с отверстиями, глубина которых не превышает одного диаметра, то здесь допустимо отказаться от использования СОЖ. При определении расхода СОЖ следует учитывать диаметр используемого сверла для металла.
Если рассматривать номенклатуру сверл для металла, оснащенных сменными твердосплавными пластинами, то она включает достаточно большое количество модификаций. Причем для получения наилучших результатов при осуществлении сверления следует в первую очередь позаботиться о правильном подборе и использовании металлорежущего инструмента. По этой причине, решив использовать новую технологию или внести изменения в имеющуюся, желательно привлечь к реализации этого замысла специалистов. Они не только помогут подсказать наиболее подходящее решение для возникшей задачи, но и помогут наиболее эффективно его реализовать.
Технические рекомендации при сверлении металлов
 Чтобы правильно выполнить центровку сверла для металла, следует применять центрирующий штифт. Для этого следует накернить отверстие, ориентируясь на разметку. Затем штифт вставляют в углубление и включают магнит. Далее следует повторно убедиться в правильном размещении штифта, поскольку при работающем магните часто происходит смещение штатива.
Чтобы правильно выполнить центровку сверла для металла, следует применять центрирующий штифт. Для этого следует накернить отверстие, ориентируясь на разметку. Затем штифт вставляют в углубление и включают магнит. Далее следует повторно убедиться в правильном размещении штифта, поскольку при работающем магните часто происходит смещение штатива.
Определитесь с оптимальной скоростью. Этот параметр имеет большое значение. Следует учесть, что в случае выбора более высокой скорости, чем рекомендовано, выполнить работу по сверлению не удастся. Обязательно необходимо обеспечить частоту вращения не ниже 25% от рекомендованной. При работе с твердосплавными сверлами следует помнить о том, что они чутко реагируют на чересчур заниженные скорости. В этом случае можно столкнуться с такими явлениями, как повышенная вибрация и выкрошивание зубьев. Если скорость будет завышена более, чем на 20%, то при использовании сверла из быстрорежущей и порошковой стали последние быстро придут в негодность.
Следует правильно выбрать подачу. В начале работы необходимо установить подачу на уровне в 2 раза ниже рекомендованного. Следует иметь в виду, что при слишком большом давлении на сверло скорость останется прежней. Чтобы добиться большей производительности, рекомендуется применять в сочетании с твердосплавными сверлами оборудование, обладающее повышенной частотой вращения. Иногда может понадобиться прилагать больше усилий во время сверления. Если это происходит, то высока вероятность, что вы работаете затупившимся сверлом либо пытаетесь создать отверстие в слишком твердом материале.
Заключение
Твердосплавные сверла являются довольно специфичным изделием для обработки поверхностей, выполненных из особо прочных материалов. По этой причине выбор подобных приспособлений должен осуществляться с учётом конкретного изделия, в котором планируется создавать отверстие. Не всегда использование первого попавшегося твердосплавного сверла позволяет эффективно решать возникшую задачу.
Чтобы обеспечить высокую производительность сверления, нужно принимать во внимание множество факторов, включая особенности обрабатываемого материала, характеристики создаваемых отверстий, качество кромки. В ряде случаев может потребоваться приобретение и специального сверлильного оборудования, поскольку обычные инструменты, рассчитанные на использование сверл для создания отверстий в заготовках нормальной прочности, могут быть не приспособлены для этого. В некоторых ситуациях это может привести даже к тому, что не только не удастся эффективно решить задачу по сверлению отверстий, но и сделать негодным к дальнейшему использованию приобретенное твердосплавное сверло, стоимость которого обычно довольно высокая.
Источник
stroymaster-base.ru
Сверла по дереву с регулируемым диаметром реза Bohrcraft
Сверла по дереву с регулируемым диаметром сверления отверстия диаметром от 15-45 до 22-75 мм с 4-х гранной центровкой и 2-мя ножами спеременной длиной Общая длина 90 мм Для сверления отверстий в мягких породах дерева
Основные технические характеристики:
| Арт. № | Обозначение | Диаметр мм | Кол-во: | Цена с НДС | |
| 33500501545 | № 1 | 15-45 мм | |||
| 33500502275 | № 2 | 22 - 75 |
Сверло регулируемое по дереву.
www.wikselen.ru