Как измерять линейно-угловым измерительным инструментом. Треугольник измерительный металлический
|
Без чего не обойдется ни один строитель и ремонтник, так это без измерительных приборов. Причем, как без сложных, современных: всевозможных новомодных лазерных уровней, так и без старых добрых измерительных линеек, у которых есть верный помощник – строительный угольник слесарный, столярный, поверочный. Инструменты, проверенные временем!С древних времен мастера, работающие с камнем и деревом, пользовались измерительным прибором, названным впоследствии линейкой. В помощь к ней для разметки материала и проверки соответствия расчетам со временем добавилось еще одно устройство – две линейки, скрещенные строго под прямым углом. Оба эти инструмента за много веков претерпели немало изменений, но сути своей не поменяли: они помогают мастеру размечать площадку, материалы, детали, а потом контролировать ход и качество работ.
Угольник даже нашел своё место в истории: вместе с циркулем его считают символом работы каменщиков и плотников, есть связь и с церковным учением – атрибутами покровительствующего строителям апостола Фомы называют именно линейку и угольник, да и масоны его именуют одним из своих символов. Арифметику и геометрию, вернее их образ, в семи свободных искусствах олицетворял именно угольник. Ну, а мы с вами с ним хорошо знакомы как раз благодаря этим наукам и школьным урокам математики. Деревянные, пластиковые или металлические школьные угольники традиционно треугольной формы, равнобедренные с двумя углами по 45 градусов или разносторонние по 30 и 60 градусов. Без них выполнение заданий и представить себе невозможно. Во взрослой жизни цели и задачи у них те же, а вот роль гораздо масштабнее. Угольник слесарный, столярный – поверочный инструментИзначально строительный инструмент от чертежного угольника отличается тем, что мастера используют в работе конструкцию, представляющую по сути соединенные под прямым углом две линейки, одна из которых утолщена и выполняет роль ручки, а чертежники пользуются набором треугольников и прочих линеек. Материалы, из которых производят эти орудия, не отличаются от тех, к которым мы привыкли со школьной скамьи: дерево, металл и пластмасса.
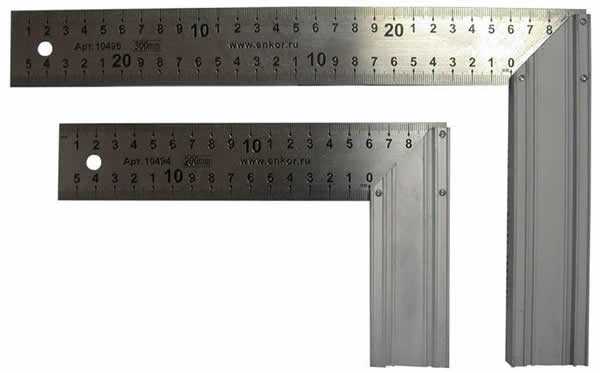
Так уж сложилось, что плотники и столяры, т.е. все, кто работает с деревом, в основном, и пользуются многими деревянными инструментами, в том числе и измерительными. А вот для слесаря и монтажника, сталкивающихся среди прочего и с металлом, необходим угольник металлический – поверочный инструмент №1 должен быть надежным и стойким к внешним воздействиям. Хотя по большому счету сейчас такого принципиального различия уже не существует, каждый выбирает себе удобный инструмент.
Этот инструмент у всех упомянутых мастеров служит для поверки прямых углов различных сооружений и конструкций, контролирования взаимного перпендикуляра между деталями, поэтому главным его качеством служит идеальный угол в 90 градусов, образуемый линеечными поверхностями. За счет этого он и получил еще одно своё наименование – поверочный. Слесарные его разновидности выпускают согласно ГОСТу 3749-77. Например, у самой малой модели "УП 60х40" цифры обозначают размер составных частей в миллиметрах: одна из линеек длиной в 60 мм, а вторая в 40 мм. У них есть 2 класса точности перпендикулярности, измеряемые в микронах: 5 в 1-м классе и 13 во 2-м. Вес этого "малыша" составляет всего-то 70 граммов. Есть, конечно, и модели, которые в сравнении с этой будут выглядеть гигантскими.
Универсальный угольник – прямой и не толькоСовременная конструкторская мысль требует построения не только прямых углов, правильность которых можно проверить героем данного исследования, или повторения однотипных кривых линий, получаемых при помощи всевозможных лекальных линеек, но и идти на многочисленные нестандартных решения. Для этого и инструмент потребуется нестандартный, готовый легко и быстро построить разные углы, т.е., по сути, стать универсальным угломером. Такое устройство было придумано, есть разные его модификации, суть которых одна: основная большая рабочая поверхность соединена при помощи шарнира с меньшей подвижной частью. В максимально раскрытом состоянии они дают искомые 90 градусов, а устанавливать заданное значение угла помогает специальная полукруглая шкала, наподобие хорошо знакомого по школе транспортира.
Есть еще одна разновидность инструмента, претендующая на универсальность. Называется она малка. Конструкционно это всё те же две части, скреплённые специальным зажимным винтом. Одна из них основная, её ещё называют колодкой, бывает преимущественно деревянной или пластиковой, прикладывается к точке/линии отсчета, а вторая – тонкая металлическая линейка служит для начертания новых линий и измерения углов между составными частями инструмента. В зависимости от размера их применяют или при кабинетных инженерных работах, или на стройплощадках. Как выбрать хороший строительный угольник?Безусловно, угольник не может быть первым в списке необходимых измерительных инструментов, но и откладывать его приобретение в слишком долгий ящик тоже не стоит. Давайте разберемся, как не растеряться и выбрать в специализированном торговом центре то, что нужно, а не нечто с ближайшего стеллажа. Прежде всего, важно понимать масштабность предстоящих работ: для внутренней отделки вполне подойдет экземпляр средних размеров, а для поверки внешних крупных конструкций нужно выбрать модель помассивнее.
Отправляясь в магазин за новым угольником, прихватите с собой обычный лист бумаги А4, чем толще, тем лучше. Сложенный аккуратно пополам он станет идеальным контролёром прямого угла нужного инструмента. Если в точности угольника вы уже убедились, то нелишним будет проверить и качество нанесения делений сантиметров и миллиметров, не сотрутся ли они после первого же применения. В принципе, на угольнике измерительную шкалу достаточно нанести только на одну сторону – основную рабочую, но, как признаются многие мастера, иногда бывает удобно, чтобы инструмент имел сразу две шкалы делений: и на ручке тоже. Ручку зачастую изготавливают из другого материала, нежели основную часть. Деревянная ручка изначально лучше держится в руке. А вот в случае с пластиковыми или металлическими вариантами предпочтение следует отдать моделям с резиновыми вставками, не допускающими скольжения пальцев. Поэтому всё нужно лично попробовать и выбрать тот инструмент, который в руках будет держать удобно, тогда и точности работ будет проще добиться.
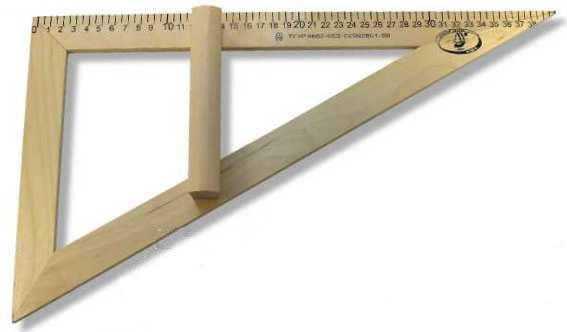
Ну, и совсем незаменимым помощником при самых разнообразных работах станет модель с ключевым элементом строительного уровня – т.е. оснащенная контрольной ампулой, с жидкостью и пузырьком воздуха, которые не позволяет допустить отклонений от горизонтали или вертикали. На первый взгляд это может показаться и излишеством, однако, при некоторых операциях в слесарно-столярном деле это может быть для вас неоценимым подспорьем. Ведь один инструмент гораздо легче держать в руках, чем управляться с двумя, а то и тремя сразу. Неожиданное применение школьного угольника!Мы все привыкли использовать школьный деревянный равнобедренный угольник исключительно для занятий по геометрии или черчению, а возможности его, как выясняется, могут быть значительно шире. Вот, например, нет у вас под рукой строительного уровня, а оценить степень горизонтальности поверхности все-таки необходимо, причем времени на поиски специального устройства у вас попросту не хватает. Что делать? На выручку приходит смекалка, школьный угольник и подручные материалы: крепкая нить, рыболовное остроносое грузило из папиного или дедушкиного арсенала.
Итак, приступаем: один конец нитки привязываем к ушку грузика, а второй крепим к вершине равнобедренного треугольника так, чтобы острый конец грузила выполнял бы роль указателя у отметки, сделанной строго посередине длинной стороны треугольника. По сути, делаем небольшой отвес, размещенный внутри треугольника. Пару минут – и устройство готово! Помещаем его на проверяемую поверхность и по отклонению остроносого указателя определяем степень отклонения от горизонтали. |




www.emomi.com
Строительный уголок аллюминиевый с насечкой транспортира
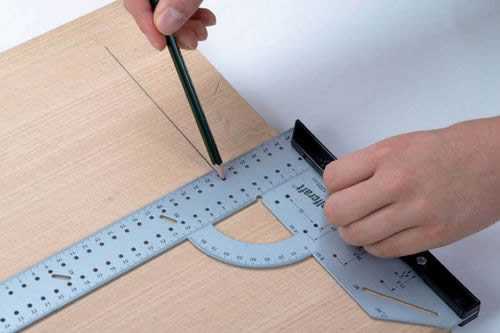
Так же этим инструментом удобно пользоваться как транспортиром. Удобные насечки с градацией от 0 до 90 градусов позволят разметить любой материал – будь то деревянный брус, кафельная плитка или лист ГВЛ. Все, что имеет хотя бы одну прямую сторону может быть размечено – девиз производителей строительных уголков. Точная стыковка отрезанных деталей после разметки этим инструментом гарантирована. Известная поговорка “Семь раз отмерь – один раз отрежь” может сократится до “Отмерил – отрезал”
С одной стороны имеется выступающее ребро, которое позволит удобно стыковать инструмент с размечаемой деталью и сдвигать параллельно стороне, отчеркивая линии строго на заданном расстоянии. Это позволит вам избежать применения длинных линеек для разметки прямых линий, согласитесь – избавиться от одного из инструментов при выполнении работ это несомненный плюс. Меньше транспортируемых инструментов при монтаже и ремонте, меньше места для хранения, меньше вес.
Как вы можете видеть, speedsquare довольно грубый в отношении нанесенной маркировки. Не сказать, что эти значения не точные, скорее, тонкость маркировки лучше подходит для обработки металлических, стеклянных и керамических материалов дерева разработки, а не для деревообработки. Но даже для разметки деревянных досок или бруса этот строительный металлический уголок подходит отлично.
Мы уверены, что этот полезный и необходимый девайс появится в списке обязательных ручных инструментов для строительства в вашем хозяйстве. Даже выполняя всего одну функцию – отмеряя прямой угол он будет незаменим при выполнении любых работ. Легкий, прочный и долговечный инструмент.
Благодаря прилагаемой в комплекте книге-инструкции вы легко научитесь пользоваться уголком для расчетов и проектирование для вас станет более простой и понятной задачей.
multituls.ru
Треугольник мощностей
Если величины треугольника напряжений (рисунок 1, а) умножить на ток I (рисунок 1, б), то получим треугольник мощностей (рисунок 1, в). Все стороны треугольника мощностей, показанного отдельно на рисунке 2, представляют собой мощности.
Рисунок 1. Получение треугольника мощностей
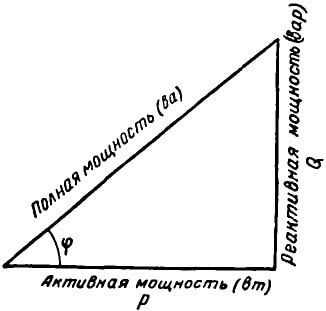 |
| Рисунок 2. Треугольник мощностей |
Гипотенуза треугольника мощностей есть полная мощность S.
S = U × I .
Она измеряется в вольт-амперах (ВА) или киловольт-амперах (кВА) по показаниям вольтметра и амперметра. Величина полной мощности характеризует основные габариты (наибольшие размеры) генераторов и трансформаторов. В самом деле, изоляция обмоток генераторов и трансформаторов рассчитывается на определенное напряжение, а величина тока определяет нагрев их обмоток (I2 × r).
Катет, прилегающий к углу φ, представляет собой известную нам активную мощность P.
P = Uа × I .
Так как Uа = I × r, то
P = I2 × r .
Активная мощность в цепях переменного тока расходуется на нагрев. В двигателях переменного тока большая часть активной мощности превращается в механическую мощность.
Активная мощность измеряется ваттметром и выражается в ваттах (Вт) или киловаттах (кВт). Из треугольника мощностей имеем:
P = S × cos φ = U × I × cos φ .
Активная мощность характеризует степень нагрузки первичного двигателя, вращающего генератор.
Катет, лежащий против угла φ, есть реактивная мощность Q.
Q = Ur ×I .
Так как Ur = I × x (где x – реактивное сопротивление), то
Q = I2 × x .
Реактивная мощность обусловлена наличием магнитных и электрических полей в индуктивностях и емкостях цепей. Из треугольника мощностей имеем:
Q = S × sin φ = U × I × sin φ .
Реактивная мощность измеряется в вольт-амперах реактивных (вар) или киловольт-амперах реактивных (квар). Применяя к треугольнику мощностей теорему Пифагора, получим:
S2 = P2 + Q2
или
Рассмотрим электрическую цепь, показанную на рисунке 3, в которую входят индуктивное и активное сопротивления и измерительные приборы – амперметр, вольтметр и ваттметр.
1. Если подключить эту цепь к постоянному напряжению, то, поскольку индуктивное сопротивление xL при постоянном токе будет равно нулю, в цепи остается одно активное сопротивление r и тогда
Амперметр покажет ток 5 А.
Мощность
P = I × U = 5 × 120 = 600 Вт
или
P = I2 × r = 25 × 24 = 600 Вт .
Следовательно, ваттметр покажет 600 Вт. Таким образом, ваттметр, включенный в цепь постоянного тока, показывает мощность в ваттах, потребляемую цепью. Показание ваттметра равно произведению показаний вольтметра и амперметра.
2. Подключим ту же цепь к переменному напряжению.
В этом случае:
Ток в цепи
Амперметр покажет ток 4 А.
Подсчитаем мощность, идущую на нагрев:
P = I2 × r = 42 × 24 = 384 Вт .
Показание ваттметра в этом случае будет 384 Вт.
Полная мощность, забираемая цепью от источника переменного тока,
S = I × U = 4 × 120 = 480 Вт .
Следовательно, генератор, питающий эту цепь, отдает полную мощность S = 480 ВА. Но в самой цепи только активная мощность P = 384 Вт безвозвратно теряется в виде тепла.
Отсюда видно, что цепь переменного тока, содержащая наряду с активным сопротивлением индуктивное, из всей получаемой ею полной энергии только часть расходует на тепло. Остальная часть – реактивная энергия – то забирается цепью от генератора и запасается в магнитном поле катушки, то возвращается обратно генератору.
Источник: Кузнецов М. И., "Основы электротехники" - 9-е издание, исправленное - Москва: Высшая школа, 1964 - 560 с.
www.electromechanics.ru
Как и чем измеряются углы.
Методы и средства контроля и измерения углов
Углы и измерение углов
Угловые размеры определяют положение плоскостей, осей, линий, центров отверстий и т. д. Угловые размеры бывают зависимые и назависимые. Независимые углы не связаны с другими параметрами изделия; зависимые углы определяются основными параметрами изделий, к которым они относятся.
В качестве единицы измерения плоских углов Международной системой единиц (СИ) принят радиан - угол между двумя радиусами круга, вырезающими на его окружности дугу, длина которой равна радиусу данного круга. Измерение углов в радианах на практике связано с значительными трудностями, так как ни один из современных угломерных приборов не имеет градуировки в радианах. По этой причине в машиностроении для угловых измерений в основном применяются внесистемные единицы: градус, минута и секунда. Эти единицы связаны между собой следующими соотношениями:
- 1 рад = 57°17׳45״ = 206 265″
- 1° = π/180 рад = 1,745329 × 10-2 рад;
- 1‘ = π /10800 рад = 2,908882 × 10-1 рад;
- 1” = π/648000 рад = 4,848137 × 10-6 рад.
Значение угла при измерении определяют сравнением его с известным углом. Известный угол может быть задан так называемыми жесткими (с постоянным значением угла) мерами - аналогами формы элементов детали: угловыми мерами, угольниками, угловыми шаблонами, коническими калибрами, многогранными призмами. Измеряемый угол можно сравнивать также с многозначными угломерными штриховыми мерами и различными видами круговых и секторных шкал. Еще одним методом получения известного угла является его расчет по значениям линейных размеров на основании тригонометрических зависимостей.
В соответствии с этим классификацию методов измерений углов производят в первую очередь по виду создания известного угла: сравнением с жесткой мерой, сравнением с штриховой мерой (гониометрические методы) и тригонометрическими методами (по значениям линейных размеров).
При сравнении углов с жесткой мерой отклонение измеряемого угла от угла меры определяют по просвету между соответствующими сторонами углов детали и меры, по отклонению показаний прибора линейных размеров, измеряющих несовпадение этих сторон или при контроле «по краске», т.е. по характеру тонкого, слоя краски, перенесенного с одной поверхности на другую.
В приборах для гониометрических измерений имеются штриховая угломерная шкала, указатель и устройство для определения положения сторон угла. Это устройство связано с указателем или шкалой, а измеряемая деталь - соответственно со шкалой или указателем. Определение положения сторон угла можно производить как контактным, так и бесконтактным (оптическим) способом. При соответствующих измеряемому углу положениях узлов прибора определяют угол относительного поворота шкалы и указателя.
При косвенных тригонометрических методах определяют линейные размеры сторон прямоугольного треугольника, соответствующего измеряемому углу, и по ним находят синус или тангенс этого угла (координатные измерения). В других случаях (измерение с помощью синусных или тангенсных линеек) воспроизводят прямоугольный треугольник с углом, номинально равным измеряемому, и устанавливая его как накрест лежащий с измеряемым углом, определяют линейные отклонения от параллельности стороны измеряемого угла основанию прямоугольного треугольника.
При всех методах измерений углов должно быть обеспечено измерение угла в плоскости, перпендикулярной к ребру двугранного угла. Перекосы приводят к погрешности измерения.
При наличии наклона плоскости измерения в двух направлениях погрешность измерения угла может быть и положительной и отрицательной. При измерениях малых углов эта погрешность не превысит 1% значения угла при углах наклона плоскости измерения до 8°. Такая же зависимость погрешности измерения угла от углов перекоса получается и в случаях неточного базирования деталей на синусной линейке, несовпадения направления ребра измеряемого угла или оси призмы с осью поворота на гониометрических приборах (при фиксации положения граней по автоколлиматору), при измерениях с помощью уровней и т.п.
Угол наклона плоскостей обычно определяется уклоном, численно равным тангенсу угла наклона. Малые значения уклонов часто указывают в микрометрах на 100 мм длины, в промилле или миллиметрах на метр длины (мм/м). Например, в мм/м указывается цена деления уровней. Пересчет уклонов в угол обычно производится по приближенной зависимости: уклон 0,01 мм/м (или 1 мкм/100 мм) соответствует углу наклона в 2″ (погрешность подсчета угла по этой зависимости составляет - 3%).
Как было показано выше в машиностроении в зависимости от используемых средств и методов различают три основных способа измерения углов:
Сравнительный метод измерения углов с помощью жестких угловых мер. При этом измерении определяется отклонение измеряемого угла от угла меры.
Абсолютный гониометрический метод измерения углов, при котором измеряемый угол определяется непосредственно по угломерной шкале прибора.
Косвенный тригонометрический метод: угол определяется расчетным путем по результатам измерения линейных размеров (катетов, гипотенузы), связанных с измеряемым углом тригонометрической функцией (синусом или тангенсом).
Сравнительный метод измерения углов обычно сочетается с косвенным тригонометрическим методом, последним определяется разница сравниваемых углов в линейных величинах на определенной длине стороны угла.
***
Угловые призматические меры и угольники
Угловые призматические меры служат для хранения и передачи единицы плоского угла. Их применяют для проверки шаблонов и угловых размеров различных изделий; для градиуровки угломерных приборов, а также для непосредственных измерений. Угловые меры, предназначенные для проверки угломерных приборов и рабочих мер, называют образцовыми.
По точности аттестации образцовые угловые меры делят на четыре разряда (1,2,3 и 4). Предельные погрешности аттестации рабочих углов не должны превышать для угловых мер 1-го разряда - ±0,5”; 2-го разряда - ±1”; 3-го - ±3”; 4-го - ±6”. Угловые меры собирают в блоки с помощью специальных державок.
Контроль углов угольниками осуществляют, оценивая просвет между угольником и контролируемой деталью на глаз, или сравнивают с образцовой щелью, созданной с помощью концевых мер длины и лекальной линейки. При использовании крупных угольников просвет оценивают с помощью щупов. Погрешность проверки углов угольником зависит от погрешности самого угольника, длины сторон угла, по которой производится проверка, и других факторов.
Угломеры с нониусами
Угломеры с нониусами применяют для измерения профиля угла на деталях контактным методом с отсчетом по угловому нониусу с точностью 2' и 5'. Состоит угломер из круглого угломерного диска, скрепленного с корпусом зажимной гайкой. На основании смонтированы установочная планка и нониус с нанесенными 30 делениями с двух сторон от нулевого штриха; каждое деление соответствует 2 мин. Линейка с лицевой стороны имеет продольный ласточкообразный паз, по которому перемешается (в процессе установки линейки на угол) хвостовик прижима.
При измерении угломер накладывают на проверяемую плоскость детали так, чтобы линейка и рабочая плоскость корпуса были совмещены со сторонами измеряемого угла. Целое число градусов отсчитывают по шкале диска до нулевого деления (штриха) нониуса. Затем определяют деление нониуса, совпадающего с делениями основной шкалы (диска). После этого определяют по нониусу сколько минут и градусов совпадают с делениями нониуса.
Оптический угломер
В корпусе оптического угломера закреплен стеклянный диск со шкалой, имеющей деления в градусах и минутах. Цена малых делений 10 '. С корпусом жестко скреплена основная (неподвижная) линейка. На диске смонтированы лупа, рычаг и укреплена подвижная линейка. Под лупой параллельно стеклянному диску расположена небольшая стеклянная пластинка, на которой нанесен указатель, ясно видимый через окуляр. Линейку можно перемещать в продольном направлении и с помощью рычага закреплять в нужном положении.
Во время поворота линейки в ту или другую сторону будет вращаться в том же направлении диск и лупа. Таким образом, определенному положению линейки будет соответствовать вполне определенное положение диска и лупы. После закрепления линеек зажимным кольцом через лупу отсчитывают показания угломера. Оптическим угломером можно измерять углы от 0 до 180°. Допускаемые погрешности показания оптического угломера ±5'.
Индикаторный угломер
В индикаторном угломере обычная шкала и нониус заменены индикаторным циферблатом. Отсчет угловых размеров производится по показаниям стрелки на большой шкале через 10°. Цена деления 5', предел измерения угломера 0…360°.
Портативный оптический угломер-шаблон
Портативный оптический угломер-шаблон предназначен для проверки профиля резцов. Он состоит из стандартной восьмикратной лупы, неподвижно закрепленной на прозрачном диске из органического стекла. Вокруг оси, запрессованной в этот диск, свободно поворачивается стальной диск, по периметру которого с высокой точностью выполнены шаблоны наиболее часто встречающихся в практике углов, радиусов и кривых. Нужный профиль шаблона накладывают на затачиваемый резец и под лупой проверяют точность доводки. Прибор отличается точностью и удобством, так как им можно пользоваться непосредственно на рабочем месте.
***
Калибры, шаблоны и щупы
k-a-t.ru
Как пользоваться штангенциркулем, микрометром, линейкой
С измерением длины, ширины и высоты домашнему мастеру приходится сталкиваться постоянно. Угол в 90° или 45° тоже не редко приходится выдерживать. Иначе качественно ремонт квартиры или изготовление самоделок не выполнить. Точности при выполнении линейных измерений 1 мм в подавляющем большинстве случаев достаточно, и для них подойдет рулетка или простая линейка.
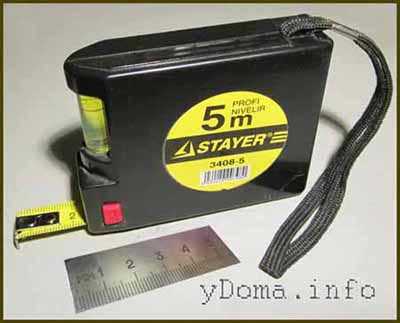
Зачастую рулетки имеют дополнительно пузырьковый уровень, который позволяет выставить горизонтально мебель, холодильник и другие предметы. Но точность такого уровня не высокая из-за маленькой длины опорной плоскости рулетки. В дополнение колбочка с пузырьком воздуха в рулетках часто установлена не точно, что не обеспечивает горизонтальность и выполненной работы.
В продаже, для измерения линейных размеров представлен широкий ряд лазерных измерительных приборов, но, к сожалению, из-за высокой цены они не доступны для непрофессионалов.
Инструкцияпо применению штангенциркуля (колумбуса)
Штангенциркуль – это линейный измерительный инструмент служащий для измерения наружных и внутренних размеров деталей включая глубину, с точностью 0,1 мм.
Измерить диаметр сверла, самореза и размеры других небольших деталей с достаточной точностью линейкой не получится. В таких случаях нужно использовать штангенциркуль, который позволяет измерять линейные размеры с точностью до 0,1 мм. С помощью штангенциркуля можно выполнить измерение толщины листового материала, внутреннего и внешнего диаметров трубы, диаметр высверленного отверстия, его глубину и другие измерения.
Штангенциркули бывают с отсчетом измеряемой величины по линейке и нониусу, циферблату часового типа и цифровому индикатору. Разновидность штангенциркуля с линейкой для измерения глубины отверстий профессионалы еще называют «Колумбус».

Доступным по цене, высоконадежным является штангенциркуль с нониусом типа ШЦ-1 с диапазоном измерений от 0 до 125 мм, что для большинства случаев вполне достаточно. Штангенциркуль ШЦ-1 дополнительно позволяет измерять диаметр отверстий и глубину.
В настоящее время в продаже появился цифровой пластиковый штангенциркуль китайского производства ценой менее $4, фотография которого представлена ниже.

Штангенциркуль из пластмассы, хотя его губки сделаны из карбона, назвать измерительным инструментом сложно, так как он не сертифицирован и поэтому точность показаний 0,1 мм заявленная производителем не гарантирована. В дополнение при частом использовании пластик быстро износится, и погрешность показаний увеличится.
Штангенциркуль из пластмассы, если его показания точны для домашних редких измерений вполне подойдет. Для проверки штангенциркуля можно измерять хвостовик сверла, на котором выбит размер или диаметр штыря электрической вилки.
Устройство и принцип работы нониуса штангенциркуля
Устроен классический штангенциркуль следующим образом. На измерительной штанге с помощью пазов установлена подвижная рамка. Для того, чтобы рамка плотно сидела, внутри установлена плоская пружина и предусмотрен винт, для жесткой ее фиксации. Фиксация необходима при проведении разметочных работ.
На штанге нанесена метрическая шкала с шагом 1 мм и цифрами обозначены сантиметровые деления. На рамке нанесена дополнительная шкала с 10 делениями, но с шагом 1,9 мм. Шкала на рамке называется нониусом в честь ее изобретателя португальского математика П.Нуниша. Штанга и рамка имеют измерительные губки для наружных и внутренних измерений. К рамке дополнительно закреплена линейка глубиномера.

Измерения выполняются зажимом между губками детали. После зажима рамка фиксируется винтом для того, чтобы она не сместилась. Количество миллиметров отсчитывается по шкале на штанге до первой риски нониуса. Десятые доли миллиметров отсчитываются по нониусу. Какой штрих по счету слева на право на нониусе совпадет с любой из рисок шкалы на штанге, столько и будет десятых долей миллиметра.

Как видно на фото, измеренный размер составляет 3,5 мм, так как от нулевой отметки шкалы на штанге до первой риски нониуса получилось 3 полных деления (3 мм) и на нониусе совпала с риской шкалы штанги риска пятого деления нониуса (одно деление на нониусе соответствует 0,1 мм измерений).
Примеры измерения штангенциркулем
Для измерения толщины или диаметра детали нужно развести губки штангенциркуля, вставить в них деталь и свести губки до соприкосновения с поверхностью детали. Надо проследить, чтобы плоскости губок при смыкании были параллельны плоскости измеряемой детали. Внешний диаметр трубы измеряется точно так же, как и размер плоской детали, только нужно, чтобы губки прикасались к диаметрально противоположным сторонам трубы.
Для того, чтобы измерять внутренний размер в детали или внутренний диаметр трубы, у штангенциркуля есть дополнительные губки для внутренних измерений. Их заводят в отверстие и раздвигают до упора в стенки детали. При измерении внутренних диаметров отверстий добиваются максимального показания, а при измерении в отверстии параллельных сторон, добиваются минимальных показаний.

В некоторых типах штангенциркулей губки не смыкаются до нуля и имеют собственную толщину, которая обычно на них выбита, например, число «10», хотя первая риска нониуса стоит на нулевой отметке. В случае измерения внутренних отверстий таким штангенциркулем к считанным показаниям по шкале нониуса добавляется 10 мм.
С помощью штангенциркуля типа колумбус, имеющего подвижную линейку глубиномера можно измерять глубину отверстий в деталях.

Для этого нужно полностью выдвинуть линейку глубиномера из штанги, вставить ее до упора в отверстие. Подвести до упора в поверхность детали торца штанги штангенциркуля, при этом не допуская выхода линейки глубиномера из отверстия.

На фотографии, для наглядности, я продемонстрировал измерение глубины отверстия, приложив линейку глубиномера штангенциркуля с внешней стороны отрезка трубы.
Примеры выполнения разметки деталей штангенциркулем
Штангенциркуль не предназначен для нанесения разметочных линий на материалах и деталях. Но если губки штангенциркуля для наружных измерений заточить на мелкозернистом наждачном круге, придав им острую форму, как показано на фотографии, то разметку штангенциркулем производить будет довольно удобно.
Снимать лишний металл с губок нужно очень аккуратно и медленно, не допуская цветов побежалости металла губок от сильного разогрева, иначе можно их испортить. Чтобы ускорить работу, для охлаждения губок, можно периодически окунать их на непродолжительное время в емкость с холодной водой.

Для того, чтобы отмерять полоску листового материала с параллельными сторонами, нужно раздвинуть губки штангенциркуля ориентируясь по шкале на заданный размер, одной губкой вести по торцу листа, а второй процарапать линию. Так как губки штангенциркуля закалены, они не истираются. Можно размечать как мягкие материалы, так и твердые (медь, латунь, сталь). Остаются хорошо видные риски.

С помощью заточенных остро губок штангенциркуля можно легко наметить линию окружности. Для этого в центре делается неглубокое отверстие диаметром около 1 мм, в него упираясь одной из губок, второй прочерчивают линию окружности.

Благодаря доработке формы губок штангенциркуля для наружных измерений, появилась возможность точно, удобно и быстро выполнять разметку деталей для их последующей механической обработки.
Как измерять микрометром на практике
Получить размер изделий с точностью 0,01 мм можно выполнив измерения микрометром. Их много модификаций, но самый распространенный это гладкий микрометр типа МК-25, обеспечивающий диапазон измерений от 0 до 25 мм с точностью 0,01 мм. Микрометром удобно измерять диаметр сверла, толщину листового материала, диаметр провода.

Микрометр представляет собой скобу, с одной стороны которой находится опорная пятка, а с другой имеется стебель и высокоточная резьба, в которую закручивается микровинт. На стебле нанесена метрическая шкала, по которой выполняется отсчет миллиметров. На микровинте имеется вторая шкала с 50 делениями, по которой отсчитываются сотые доли мм. Сумма этих двух величин является измеренным размером.
Для того, чтобы выполнить измерение микрометром, деталь размещают между пяткой и торцом микрометрического винта и вращают по часовой стрелке за ручку трещотки (находится на торце барабана микрометрического винта) до тех пор, пока трещотка не издаст три щелчка.

На стебле нанесено две шкалы с шагом 1 мм – основная оцифрованная через каждых 5 мм и дополнительная, сдвинутая относительно основной на 0,5 мм. Наличие двух шкал позволяет повысить тонность измерений.
Отсчет показаний выполняется следующим образом. Сначала считывают, сколько целых, не закрытых барабаном, миллиметров получилось по оцифрованной, нижней шкале на стебле. Далее проверяют по верхней шкале наличие риски, расположенной правее от риски нижней шкалы. Если риски не видно, то переходят к снятию показаний со шкалы на барабане. Если риска просматривается, значит, к целому числу полученных миллиметров добавляется еще 0,5 мм. Показания на барабане отсчитывают относительно прямой линии, нанесенной вдоль стебля между шкалами.
Например, размер измеренной детали составляет: 13 мм по нижней шкале, на верхней шкале открытой метки, правее открытой на нижней шкале нет, значить 0,5 мм добавлять не нужно, плюс 0,23 мм по шкале барабана, в результате сложения получаем: 13 мм+0 мм+0,23 мм=13,23 мм.
Микрометр с цифровым отсчетом результатов измерений применять удобнее и позволяет измерять с точностью до 0,001 мм.

Если, например, села батарейка, то цифровым микрометром можно выполнять измерения точно так же, как и гладким МК-25, так как имеется и система отсчета по делениям с точностью 0,01 мм. Цена микрометров с цифровым отсчетом результатов измерений высока и для домашнего мастера неподъемна.
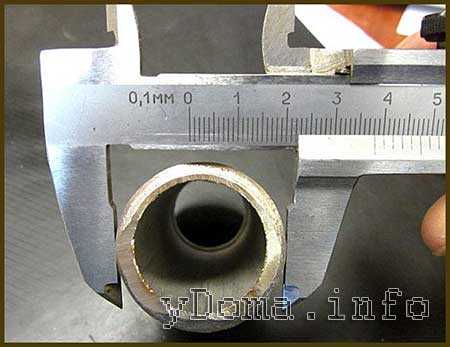
Как измерять трубу большого диаметра
Губки штангенциркуля с диапазоном измерений от 0 до 125 мм имеют длину 40 мм и поэтому позволяют измерять трубы с внешним диаметром до 80 мм. В случае необходимости измерять трубу большего диаметра или при отсутствии под рукой штангенциркуля можно воспользоваться народным способом. Обвить трубу по окружности одним витком не растягивающейся нитки или проволоки, измерять длину этого витка с помощью простой линейки, а затем разделить полученный результат на число Π=3,14.
Не смотря на простоту, такой способ измерения диаметра трубы позволяет обеспечить точность 0,5 мм, что для домашнего мастера вполне достаточно. Для более точного измерения нужно намотать больше витков.
Как измерять угол
Для получения заданного угла при разметке можно воспользоваться транспортиром, с которым все познакомились еще в школе на уроках геометрии. Для измерения в быту точности его вполне достаточно.
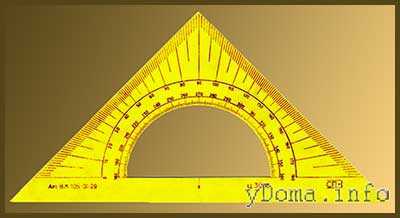
На фотографии представлена пластмассовая линейка в виде треугольника, имеющего углы 45º и 90º, с встроенным транспортиром. С помощью него можно выполнить разметку и проверить точность полученного угла.
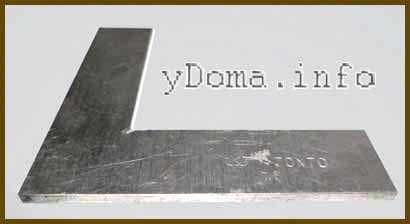
При выполнении разметки металлических деталей используют слесарный металлический угольник, обеспечивающие более высокую точность измерений.
Как пользоваться стуслом
Для получения прямого или угла 45º без разметки, удобно использовать приспособление, которое называется стусло. С помощью стусла удобно пилить в размер под углом наличники для дверей, багет, плинтуса и многое другое. Распил получается с требуемым углом автоматически.

Достаточно отмерять длину, вложить полоску материала между вертикальными стенками стусла и удерживая рукой выполнить распил. Для получения качественного торца доски следует использовать пилу с мелкими зубцами. Хорошо подходит ножовка по металлу. Удается распиливать даже лакированные доски без сколов лака.

Угол 450 при пилении с использования стусла, получается также легко, как и прямой. Благодаря высоким направляющим стенок стусла можно распиливать доски разной толщины.

Стусло можно купить готовое, но его не сложно сделать самостоятельно из подручного материала. Достаточно взять три доски из дерева или фанеры подходящего размера, и к боковым торцам одной из них саморезами прикрутить две другие. Сделать направляющие пропилы под требуемыми углами и приспособление стусло готово.
ydoma.info
Выбор измерительных средств. Приемы и точность измерений: штангенглубиномер, микрометрический нутромер, резьбовой микрометр, резьбомеры
Большое разнообразие объектов измерений приводит к большому разнообразию контрольно-измерительных инструментов и приборов, а также методов и приемов измерений. Вместе с тем в зависимости от назначения отдельных деталей машин, измерения необходимо производить с различной точностью. В одном случае достаточно воспользоваться обычной масштабной линейкой, а в другом — применить точный прибор, дающий возможность произвести измерение с точностью до величины ±0,01 мм.
Допустим, требуется замерить диаметр поршня. Его можно замерить кронциркулем и масштабной линейкой, штангенциркулем и микрометром. В первом случае точность измерений соответствует величине —0,5 мм, во втором — от 0,1 до 0,05 мм, а в третьем — 0,01 мм.
Нормальные условия выполнения линейных и угловых измерений установлены ГОСТ 8.050-73. Погрешности, допускаемые при измерении линейных размеров от 1 до 500 мм, в зависимости от допусков и номинальных размеров изделий регламентированы в ГОСТ 8.051-73. Предел допускаемой погрешности измерения учитывает влияние погрешности измерительных средств, установочных мер, температурных деформаций, метода измерения и т. д. Результат измерений с погрешностью, не превышающей допускаемую, принимают за действительное значение.
Основные факторы, влияющие на выбор средства измерения, — это размер и квалитет (класс точности) измеряемого изделия, допускаемая погрешность средства измерения, условия и метод использования средства измерения.
Раздвижной измерительный инструмент с линейным нониусом. Штангенциркуль — многомерный раздвижной инструмент с нониусом* для измерения наружных и внутренних размеров, диаметров, глубин и высот деталей. Конструкции выпускаемых штангенциркулей позволяют производить отсчет размеров с точностью до 0,1 и 0,05 мм. Такая высокая точность достигается применением специального устройства для отсчета — линейного нониуса.
На рис. 129 изображен штангенциркуль (универсальный) с точностью измерений до 0,1 мм ГОСТ 116-89. Он состоит из штанги 1, на которой нанесена шкала линейки, губок 2 и 9 и перемещающейся по штанге рамки 7 с губками рамки 3 и 8.
Рис. 129
Измеряемый предмет слегка зажимают между губками, фиксируют рамку зажимным винтом 4 и затем по шкалам штанги и нониуса производят отсчет размера. В пазу обратной стороны штанги свободно скользит линейка 5 глубиномера, представляющая собой плоский стержень. Один конец ее жестко соединен с рамкой. В сомкнутом положении свободный торец линеики глубиномера точно совпадает с торцом штанги. При измерении глубины штанга торцом устанавливается на плоскость детали у измеряемого отверстия. Нажимом на рамку стержень глубиномера перемещают до упора в дно отверстия и затем фиксируют положение рамки зажимным винтом.
Отсчет размеров производят по штанге и нониусу. Нониус длиной 19 мм разделен на 10 частей. Одно его деление, таким образом, составляет 19/10 = 1,9 мм, что на 0,1 мм меньше целого миллиметра (рис. 130,I). При нулевом показании штрих нониуса находится от ближайшего справа штриха штанги на расстоянии, равном величине отсчета 0,1 мм, умноженной на порядковый номер штриха нониуса, не считая нулевого (рис. 130, II). Целое число миллиметров отсчитывается по шкале штанги слева направо нулевым штрихом нониуса. Дробная величина (количество десятых долей миллиметра) определяется умножением величины отсчета ОД мм на порядковый номер штриха нониуса (не считая нулевого), совпадающего со штрихом штанги.
На рис. 130, III показано два примера отсчета. В первом по шкале штанги читаем целое число 39 мм, затем по шкале нониуса определяем дробную величину 0,1 мм х 7 = 0,7 мм (седьмой штрих обозначен крестиком). Значит, замеряемый размер 39 мм + 0,7 мм = 39,7 мм. Во втором примере аналогично первому определяем 61 мм + 0,1 мм х 4 = 61,4 мм.
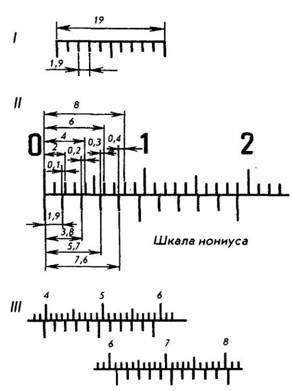
Рис. 130
Точность отсчета в 0,1 мм иногда бывает недостаточной. В этом случае пользуются штангенциркулем, позволяющим производить измерение с точностью до 0,05 мм.
Штангенглубиномер (ГОСТ 162-90) (рис. 131) предназначен для измерения глубины глухих отверстий, пазов, канавок, уступов и высот с величиной отсчета по нониусу 0,1 и 0,05 мм. Он отличается от штангенциркуля только конструкцией: штанга заканчивается срезанным торцом, являющимся измерительной поверхностью, рамка имеет вместо губок широкую опорную поверхность — основание 1.
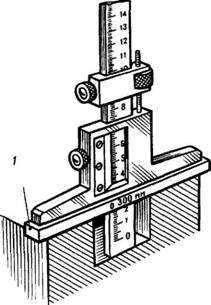
Рис. 131
При измерениях штангенглу- биномер основанием устанавливают над отверстием, а штангу выдвигают до упора в его дно. Далее все действия аналогичны операции по замеру детали штангенциркулем.
Микрометрический измерительный инструмент. Микрометр (ГОСТ 6507-90) — более сложный по устройству инструмент, чем рассмотренные раньше (рис. 132). Он позволяет производить измерения с большей точностью.
Рис. 132
Микрометр для наружных измерений состоит из подковообразной скобы 1, пятки 2, стебля 5, зажимного устройства — стопора 4, барабана 6 с микрометрическим винтом 3, колпачка 7 с насечкой, навинченного на правую часть барабана, и трещотки, присоединенной при помощи винта к торцу шейки колпачка. Отсчеты измерений производятся по шкале на стебле 5 и шкале на коническом нониусе барабана 6.
Шкала на стебле имеет 25 делений, нанесенных вдоль оси стебля сверху и снизу и перпендикулярных к ней с расстоянием между ними в 1 мм. Штрихи, расположенные над риской, смещены вправо относительно нижних штрихов на 0,5 мм. По ,нижним штрихам отсчитывают целое число миллиметров, а по верхним — 0,5 мм. Сотые доли миллиметра определяются при помощи делений на нониусе, поверхность которого разделена штрихами в виде образующих нониуса на 50 равных частей.
При повороте на одно деление микрометрический винт 3, соединенный с барабаном 6, перемещается вдоль оси на 1/50 шага, т. е. на расстояние, равное 0,5 мм : 50 = 0,01 мм.
Для определения какого-либо размера детали микрометром ее помещают между пяткой 2 и торцом микрометрического винта 3. Затем поворачивают барабан до тех пор, пока торец микрометрического винта не приблизится к поверхности детали. Дальнейшее продвижение винта 3 производят при помощи колпачка 7 с трещоткой. Услышав характерный треск, подобный треску пружины часов при заводе, поворот колпачка прекращают. После этого стопором 4 стопорят микрометрический винт, отделяют микрометр от детали и считывают показания.
Отсчет показаний производят следующим образом (рис. 133): если кромка барабана остановится ближе к нижнему штриху стебля (рис. 133, I), то число целых миллиметров полученного размера определяют по нижнему делению шкалы, а Число сотых долей миллиметра — по показаниям барабана. Так, приведенное на рисунке положение шкал соответствует размеру 8 + 0,24 = 8,24 мм;
Рис. 133
если кромка барабана остановится ближе к верхнему штриху стебля, то полученный размер представит сумму трех величин: числа целых миллиметров до ближайшего нижнего к кромке барабана деления на стебле плюс 0,5 мм от него до верхнего деления и плюс показания сотых долей миллиметра по барабану. В приведенном случае (рис. 133, II) положение шкал соответствует размеру 8 + 0,5 + 0,24 = 8,74 мм. На рис. 134 показаны приемы измерения деталей микрометром.
Рис. 134
Микрометрический нутромер (штихмас) (ГОСТ 10-88) служит для измерения внутренних размеров деталей, а также размеров диаметров отверстий. Точность измерений нутромером такая же, как и микрометром — 0,01 мм. Состоит он (рис. 135) из головки и сменных калиберных стержней (удлинителей). Микрометрическая головка состоит из микрометрического винта 6, расположенного внутри барабана 4, колпачка 5, стебля 3, стопорного устройства 2 и сменного наконечника 1. С помощью сменных наконечников (удлинителей) увеличивают предел измерений.
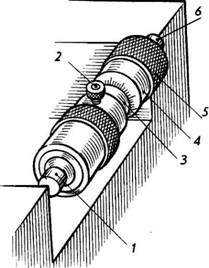
Рис. 135
Считывают размеры при пользовании зтим инструментом так же, как и при замерах микрометром.
Инструмент для измерения углов и конусов. Размеры углов, как и все другие, могут иметь допуски. Верхнее и нижнее отклонения угловых размеров располагают на чертежах так же. как и линейных размеров. Например, означает угол с номинальным размером 90°, верхнее допустимое отклонение которого равно 10°, а нижнее — 8°. Когда размеры углов на чертежах не имеют допусков, их устанавливают в соответствии с отраслевыми стандартами.
Для измерения углов и конусов применяют различные инструменты. Рассмотрим некоторые из них.
Универсальный угломер (ГОСТ 5378-88) (рис. 136) применяют для измерения наружных и внутренних углов различных деталей.
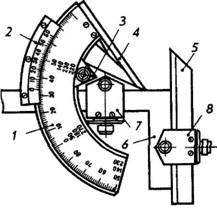
Рис. 10
Угломер состоит из основания 1, на котором нанесена основная шкала на дуге 130°, и жестко скрепленной с ним линейки 4. По дуге основания перемещается сектор 3, несущий нониус 2. К сектору 3 посредством державки 7 может быть прикреплен угольник 6, в котором в свою очередь с помощью державки 8 закреплена съемная линейка 5. Угольник 6 и съемная линейка 5 имеют возможность перемещаться по краю сектора 3.
Хотя основная шкала угломера нанесена лишь на дуге 130°, но, меняя установку измерительных деталей, можно измерять углы от 0 до 320°. Точность отсчета по нониусу равна 2'. Отсчет, полученный при измерении угловых величин или при установке заданного угла, производится так же, как и на линейных шкалах штангенинструмента, т. е. по шкале и нониусу. Число градусов отсчитывают по шкале основания, а минут — по шкале иониуса.
Например, на рис. 137 нулевой штрих нониуса пришелся на деление между 76 и 77° основной шкалы, а со штрихом (отмечен крестиком) шкалы основания совпадает 9-й штрих нониуса. Следовательно, по основной шкале отсчитывают 76°, а по шкале нониуса 9 х 2' = 18'. Значит, угол в данном случае равен 76°18'.
Рис. 137
Калибры и шаблоны. Предельные калибры —скобы ГОСТ 16775-71...16777-71 применяют для контроля наружных диаметров валов по предельным размерам.
Предельная скоба имеет две стороны с размерами: наибольший допустимый ПР — проходная сторона и наименьший допустимый НЕ — непроходная сторона.
На рис. 138 показана схема и прием контроля измеряемого диаметра вала 1 проходной скобой; 2 — непроходная скоба; 3 — проходная скоба. Разница между этими размерами составляет допуск на размер диаметра контролируемого вала. Сторона скобы НЕ делается по наименьшему допустимому размеру диаметра таким образом, чтобы вал не проходил через нее. Действительный размер диаметра вала при этом виде контроля установить нельзя. Нельзя также установить действительный размер отклонений от геометрических форм вала, т. е. овальность, конусность и т. д. Для определения действительного размера диаметра вала и действительных отклонений, выраженных в числовых значениях, следует применять универсальные измерительные средства.

Рис. 138
Предельные калибры — пробки (рис. 139) применяют для контроля цилиндрических отверстий ГОСТ 24962- 81, для определения соответствия размера диаметра отверстия заданным на чертеже пределом (допуском). Принцип контроля этим калибром аналогичен предыдущему.
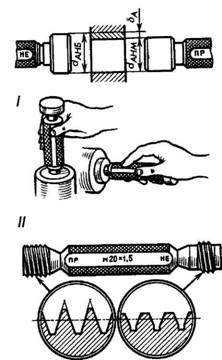
Рис. 139
Для проверки цилиндрической крепежной резьбы II применяют рабочие, приемные и контрольные калибры ГОСТ 24963-81. Рабочие калибры используют для проверки правильности размеров резьбы изделий в процессе их изготовления. Приемные калибры — для проверки правильности размеров резьбы контролерами и заказчиками. Контрольные калибры (контркалибры) — для контроля и регулировки (установки) размеров рабочих калибров.
Шаблоны широко распространены в машиностроении для проверки деталей сложного профиля. Профиль шаблона (отсюда название профильный калибр — шаблон) по идее представляет собой ту идеальную форму, которую следует придать детали. Проверка шаблоном заключается в прикладывании его к изделию и оценке величины световой щели между проверяемым профилем и измерительной кромкой шаблона. Шаблонами контролируют профиль зубьев зубчатых колес I и зубьев ходовых резьб II, профиль кулачков и шпоночных пазов, радиусы скруглении, углы заточки режущего инструмента и др. (рис. 140).
Рис. 140
Шаблоны профильные служат для определения отклонений действительного профиля зуба от теоретического. Проверка заключается в накладывании шаблона на зуб колеса и определении отклонения по величине световой щели на просвет. Такая проверка не дает числового выражения отклонения, но во многих случаях бывает достаточной.
Кроме специальных шаблонов индивидуального назначения, в производстве используют еще и нормализованные шаблоны. Один из них ГОСТ 4126-82 показан на рис. 141. Он представляет собой набор стальных пластинок с закругленными по определенному радиусу (отмеченному на пластинках) концами. Данный радиусомер имеет комплект пластин для замера радиусов от 1 до 6,5 мм. Промышленность располагает радиусомерами и большего размера.
Рис. 141
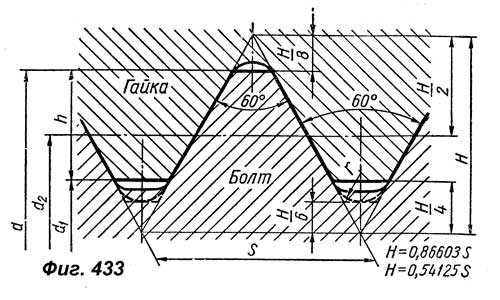
Измерение цилиндрических резьб. Наиболее ходовыми средствами измерения и контроля резьбы являются резьбовой микрометр и резьбомеры.
Резьбовой микрометр ГОСТ 4380-86 предназначен для измерения среднего диаметра наружной резьбы на стержне (рис. 142,I). Внешне он отличается от обычного только наличием измерительных вставок: конусного наконечника, вставляемого в отверстие микровинта и призматического наконечника, помещаемого в отверстие пятки. Вставки к микрометру изготовляются парами, каждая из которых предназначена для измерения крепежной резьбы с углом профиля 55 или 60° с определенным шагом. Например, одна пара вставок применяется в тех случаях, когда надо измерить резьбу с шагом 1... 1,75 мм, другая — 1,75 ... 2,5 мм и т. д.
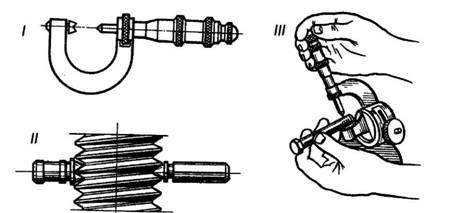
Рис. 142
После установки микрометра на нуль вставками как, бы обнимается один виток проверяемой резьбы (рис. 142, II). После того как вставки вошли в соприкосновение с поверхностью резьбы, стопорят микрометрический винт и отсчитывают результат по шкалам микрометрической головки (рис. 142, III).
Резьбомеры ГОСТ 519-77 (рис.143) применяют для измерения шага резьбы. Это наборы шаблонов (тонких стальных пластинок), измерительная часть которых представляет собой профиль стандартной резьбы определенного шага или числа ниток на дюйм для подсчета шага. Резьбомеры изготавливают двух типов: на одном из них № 1 выбито клеймо «М60°», на другом № 2 — «Д55°».
Рис. 143
Для измерения шага резьбы подбирают шаблон-пластинку (гребенку), зубцы которой совпадают с впадинами измеряемой резьбы. Затем читают указанный на пластинке шаг или число ниток на дюйм. Для определения шага по резьбомеру № 2 требуется дюйм — 25,4 мм разделить на число ниток, указанное на шаблоне.
Наружный диаметр резьбы <2 на стержне или внутренний диаметр резьбы D1 в отверстии измеряют штангенциркулем. Зная два этих исходных параметра, подбирают точное значение резьбы по сравнительным таблицам стандартных резьб.
Измерение элементов зубчатых колес. На чертеже зубчатых колес всегда задают размер толщины зуба (длину хорды) как расчетную величину.
Штангензубомер — инструмент для замера толщины зуба у зубчатых колес (рис. 144). Он состоит из двух взаимно перпендикулярных линеек 1 и 5 со шкалами. Линейка 1 служит для установки заданной высоты, а линейка 5 для измерения толщины зуба — длины хорды по этой высоте. Заметим, что толщина зуба, замеряемая по хорде делительной окружности, всегда находится на определенном расстоянии от окружности вершин зубьев, что на чертеже специально оговаривается.
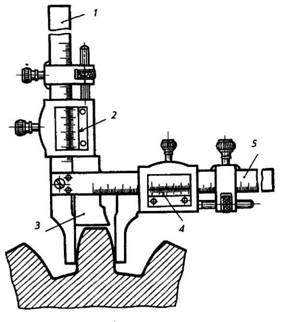
Рис. 144
В начале измерения упор 3 устанавливают при помощи нониуса 2 на размер заданной высоты и фиксируют его стопорным винтом. Штангензубомер упором 3 ставят на окружность вершины зуба, который собираются замерить. Затем сдвигают губки горизонтальной линейки до соприкосновения с профилем зуба, после чего по шкале нониуса 4 отсчитывают размер толщины зуба, так же как и при измерении штангенциркулем.
Обычно, когда говорят о точности обмера, подразумевают под этим то максимальное отклонение от истинного размера, которое может получиться при измерении. Например, точность измерения ± 0,02 показывает, что истинное значение может отличаться от прочитанного на шкале инструмента максимум на 0,02 мм. Эта величина характеризует измерительный инструмент, но для практики она неудобна, так как не дает прямого указания, когда в сложившихся обстоятельствах и каким инструментом следует производить измерение. В этом случае удобнее связать тип инструмента с размером допуска. Допуск всегда указан на чертеже. При отсутствии чертежа величину допуска выбирают в зависимости от характера сопряжения данной детали с другими.
Таблица 15
Измерительный инструмент для внешнего промера
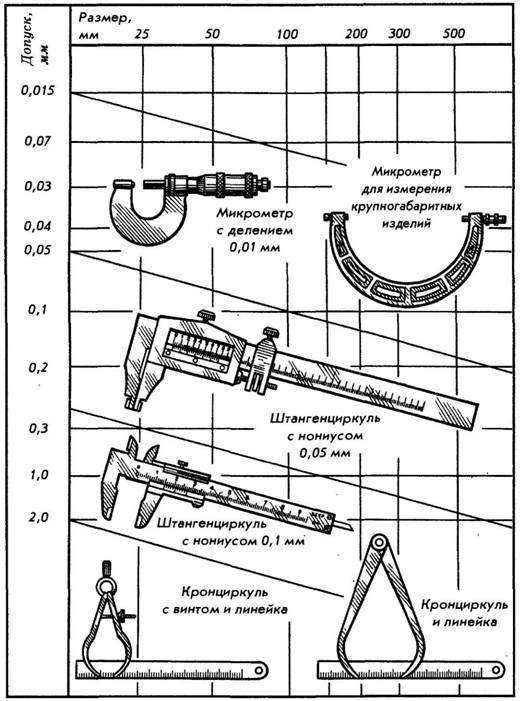
Рис. 144 А
Таблица 16
Измерительный инструмент для внутреннего промера
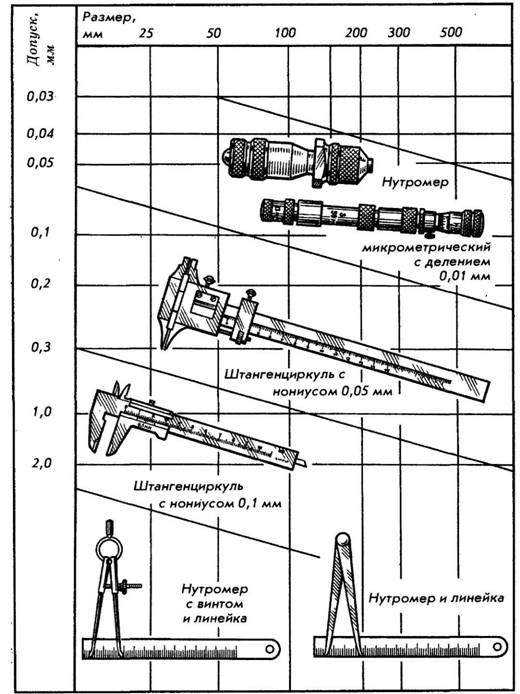
Рис. 144 Б
Таблица 17
Измерительный инструмент для промера глубины
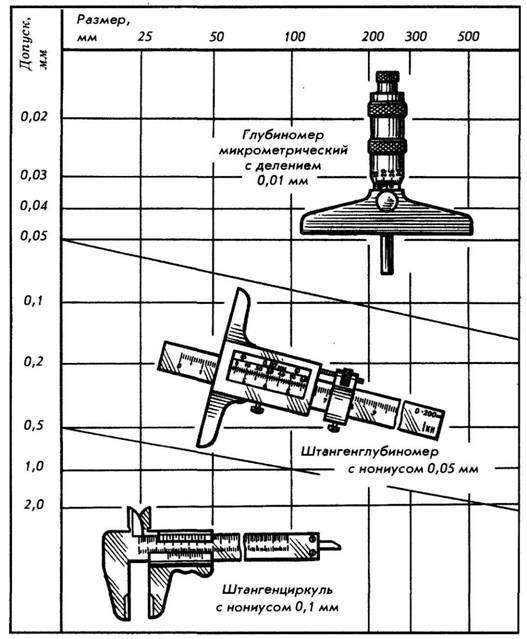
Рис. 144 В
В табл. 15, 16 и 17 (рис. 144 А, В и В) приведены рекомендации по применению измерительного инструмента со шкалами в зависимости от установленных допусков и размеров детали. В ней даны верхние пределы применения инструмента, т. е. наименьшие допуски, которые могут быть промерены данным инструментом. Каждый из приведенных в таблице типов инструмента может быть применен и для более грубых промеров.
Совершенствование методов и средств технического контроля осуществляется путем механизации и автоматизации контрольных операций и применением так называемого активного контроля, позволяющего проверять размеры деталей во время их обработки. Прогрессивные средства контроля выбирают исходя из экономической эффективности их применения. Для механизации контрольных операций применяют многомерные контрольные приспособления и различные механические устройства.
В таких многомерных приборах и приспособлениях используются различные жесткие калибры, индикаторы и устройства, основанные на пневматических, электроконтактных и других способах измерения.
Промышленность располагает также автоматами с механическими измерительными устройствами и с электроконтактными датчиками, электроизмерительные устройства которых позволяют с высокой точностью проверять различные геометрические и физические параметры деталей.
Приборы для автоматического контроля деталей в процессе их обработки наиболее часто применяются при шлифовании валов, отверстий, плоскостей и пр. Эти приборы, устанавливаемые на станках, подают сигнал при достижении деталью заданного размера или автоматически изменяют режим обработки и останавливают станок.
* Нониус — вспомогательное отсчетное устройство, повышающее точность оценки долей делений основной шкалы измерительного инструмента
cherch.ru