Правила сварки нержавейки в аргоновой среде. Давление аргона при сварке нержавейки
Технология сварки нержавеющей стали аргоном
Нержавейка – это сталь с добавлением легирующих металлов (преимущественно хрома и никеля). Благодаря лигатурам полученный материал обладает повышенной стойкостью к коррозии, высокой прочностью и рядом других преимуществ. Однако с другой стороны все это затрудняет работу с металлом, так он хуже поддается механической обработке и достаточно сложный для сваривания.
 Чтобы получить качественный шов и надежное соединение, сварщик должен соблюдать все рекомендации и технологические процессы.
Чтобы получить качественный шов и надежное соединение, сварщик должен соблюдать все рекомендации и технологические процессы.
Существует несколько способов качественно сварить нержавеющую сталь, но сегодня мы рассмотрим как происходит tig сварка нержавейки и полуавтоматом в среде аргона. Аргон – это защитный газ, применяемый в полуавтоматических сварках и тиг аппаратах. Основная его особенность – обеспечение низкого уровня разбрызгивания и создание практически идеальной ванны, в которой при должной сноровке можно получить шов высокого качества. Оба способа гарантируют получение ровного и качественного соединения, полученные в аргонодуговой сваркой швы, можно прировнять к произведениям искусства.
Особенности и трудности сварки нержавейки аргоном
При сварке нержавейки мы сталкиваемся с рядом трудностей, объясняемых особенностями металла. Так, например нельзя допускать перегрев шва, в противном случае могут образовываться сплавы с повышенной плавкостью, что затруднит дальнейшую обработку. Однако это не самый большой недостаток перегрева, ведь если допустить прогрев свыше 500 градусов, то металл может потерять свои антикоррозийные свойства. Это происходит по причине окислов хрома и избежать эффекта можно либо не допуская перегрев, либо охлаждая заготовку. Чаще всего решение приходит в виде снижении на 1/5 силы тока, от значений, подходящих для аналогичных по толщине сталей без лигатур.
Еще одна сложность с которой столкнется сварщик – высокий коэффициент линейного расширения. Это означает, что металл стремится к усадке, вследствие чего на только что созданном шве могут возникнуть трещины. Поэтому очень важно следить за выдержкой зазоров, для каждого положения их можно узнать в ГОСТ по свариванию нержавеющих сталей.
Очередная особенность нержавейки – повышенное электрическое сопротивление. Подразумевается, что сварка металла будет происходить с применением аналогичных высоколегированных сплавов, которые обладают схожими свойствами. Однако высокий уровень электрического сопротивления приводит к тому, что перегрев может происходить не только с заготовкой, но и с припоем.Получается, что если аргонная сварка ваш окончательный выбор, то стоит внимательно следить за:
- температурой металла;
- температурой припоя;
- зазором между свариваемыми деталями;
- силой тока.
Подготовка нержавейки
Сварка аргоном нержавейки, как и любого другого металла, подразумевает предварительную подготовку. Чтобы правильно подготовить металл необходимо:
- зачистить наждачной бумагой или другим абразивным материалом места, где будет производиться сварка;
- обезжирить зачищенные участки ацетоном или растворителем;
- если сваривается тонкий металл, около 1 мм, то сварной участок можно предварительно прогреть газовой горелкой до 200 – 300 градусов, это снизит напряжение в металле и позволит избежать трещин;
- последний, но не менее важный пункт – выставление зазоров.
Также не стоит забывать про подготовку припоя, он выбирается согласно толщине металла. Не менее важно подготовить место проведения сварочных работ, а также защитную одежду. Про настройки сварочных аппаратов поговорим далее.
Технология TIG сварки
Аргонодуговая сварка по TIG технологии выполняется неплавящимся электродом из вольфрама. Работа может проводится на переменном или постоянном токе. Главной составляющей является – горелка. В ней закреплен неплавящийся вольфрамовый стержень и сопло, подающее защитный газ. Проволока или в данном случае – припой, он подносится вручную к месту образования дуги. Движение горелки, как и подача припоя, контролируется сварщиком. Особенностью формирования шва таким способом является тот факт, что поперечных движений, как при других технологиях сварки – нет. Горелка, как и припой перемещается строго вдоль оси шва.
Строгие линейные движения в одном направлении позволяют не выводить сварочную ванну из защитной среды и сохранять ее от окислений и разбрызгивания. Чтобы получить максимально ровное соединение, аргон должен подаваться с обеих сторон шва. Это значительно увеличивает расход газа, но и сварка нержавеющей стали происходит более качественно.
Еще одной особенностью тиг сварки является неплавящийся вольфрамовый электрод. Он нужен, для формирования и подержания дуги, однако касаться им метала или помогать класть припой – нельзя. Розжиг производится без чирканья или точечного касания. В некоторых случаях используют специальную пластину из графита или угля. На которой разжигают дугу, а затем переносят ее на место сваривания.
Чтобы лучше понять, как происходит тиг сварка нержавейки, давайте разберем основные принципы настройки и управления горелкой, для сваривания двух пластин, толщиной 1 мм в нижнем положении.
- Сперва разберемся с припоем, для этого нам нужно знать маркировку металла, а затем подобрать припой с чуть большим количеством примесей, чем у свариваемого сплава.
- Теперь выставляем постоянный ток, прямой полярности.
- Сила тока 30 – 50 А, напряжение не больше 28 В, скорость сварки 12 – 28 см/минуту, а расход аргона 3-5 литров.
В данном диапазоне настроек вы сможете качественно приварить две пластины, толщиной 1 мм, но если вы хотите потренироваться, то лучше начинать с более толстых сталей 3-4 мм.Когда мы выставили все необходимые параметры, и зазоры можно приступать к свариванию. Подносим горелку, зажигаем дугу и постепенно подносим припой. Саму горелку ведем под углом 70 – 80 градусов, а припой на более остром угле 10-15 градусов.
Полезный совет – отключайте подачу аргона не сразу, а спустя 4 – 10 секунд после отключения тока, иначе неостывшая сварная ванна может окислиться!
Работа полуавтоматом в среде аргона
Предыдущий способ отлично подходит для сваривания изделий применяемых в пищевой промышленности, для случаев, когда важен внешний вид соединений, но он имеет один значительный минус – низкая скорость работы. В этом плане сварка нержавейки полуавтоматом в среде аргона выглядит более привлекательно. Она позволяет сваривать детали не хуже, чем TIG методом, но с большей скоростью. Еще одно преимущества полуавтомата – доступность работы с толстыми металлами.
Работа полуавтоматом имеет ряд особенностей. Например проволока для сваривания, должна быть с примесью никеля, как и сама нержавейка. Можно работать и обычным материалом, но качество будет несопоставимо. Также, не стоит забывать про то, что проволока с никелем плавится быстрей, это нужно учитывать при настройках аппарата.
Теперь про защитный газ, здесь мы также применяем аргон. Расход газа устанавливается на уровне от 6 до 12 литров в минуту. В отличие от предыдущего варианта, в некоторых случаях можно использовать не чистый аргон. Например для работы с толстыми нержавеющими сталями допустимо использовать 2% углекислоты. Некоторые сварщики используют различные вариации углекислоты и аргона, вплоть до соотношения, в которых на аргон приходится 70%, а на углекислоту – 30%. Таким образом можно снизить стоимость работ, в случаях когда внешний вид соединения не особо важен.
Аргоновая сварка нержавейки полуавтоматом может происходить с использованием следующих технологий:
- короткой дуги;
- импульсного режима.
При использовании короткой дуги мы можем без труда сваривать тонкие металлы, ведь данная технология минимизирует риск прожига детали. Наиболее точным является импульсный метод. Он наиболее контролируем и гарантирует высокое качество работ. Импульсным, он назван потому, что металл подается в сварочную ванну каплями. Используя данный метод сварщик может полностью исключить разбрызгивание металла, снизить расход проволоки. Импульсный метод идеален для работы с металлами средней толщины и толстыми нержавеющими сплавами.
Заключение
Несмотря на все трудности сваривания нержавейки, при правильном подходе любой, даже начинающий сварщик сможет выполнить качественный шов. Мы описали как настроить сварочный ток, как расположить свариваемый материал, как подобрать проволоку, припой и другие особенности работы с полуавтоматом и TIG методом. Следуйте описанным технологиям, соблюдайте меры предосторожности и тогда сварка нержавейки не вызовет у вас трудностей.
svarkagid.ru
Правила сварки нержавейки в аргоновой среде
Среди известных способов сплавления металлических изделий аргоновая сварка нержавейки занимает особое место, поскольку по ряду технических характеристик она существенно отличается от других методов.
Сварка в среде инертного газа аргона обычно применяется в ситуациях, когда требуется соединение заготовок сравнительно небольшой толщины. Технология обеспечивает получение надежных и коррозионностойких соединений с аккуратными и ровными сварными швами.
Специфика операций
Сварка в аргоновых средах востребована при работе с трубными изделиями из нержавейки, входящих в состав систем транспортировки промышленных жидкостей и газов. Высокое качество сварного соединения позволяет применять метод и при сваривании нержавеющих труб, эксплуатируемых под достаточно высоким давлением.

Основным ручным инструментом, используемым при работе с защитным газом, является специальная горелка с зафиксированным на ней электродом, через сопло которой к месту сваривания нержавейки подаётся струя аргона.
Качественный сварной шов подготавливается с помощью проволоки, специально подаваемой к месту формирования дуги в ручном режиме. При этом все перемещения и манипуляции с горелкой также выполняются только вручную.
Данная технология, в отличие от других методов обработки нержавейки, исключает какие-либо поперечные смещения электрода и подносимой к нему присадочной проволоки.
Единственно допустимое направление их перемещения – строго вдоль оси образуемого соединения. Положение горелки при проведении сварочных операций должно соответствовать рисунку, изображённому на фото.
Требования к манипуляциям сварщика в рабочей зоне обеспечивают постоянство нахождения сварочной ванны в пределах радиуса действия газовой защиты. Это является необходимым условием получения прочного соединения деталей из нержавейки. Также следует позаботиться о том, чтобы защититься от воздушного слоя с обратной стороны шва, обдуваемого струёй аргона.
Общий расход аргона в этом случае существенно возрастает, зато качество соединения нержавейки на всех участках шва повышается. С общими положениями о расходовании аргона при данном виде сварки, а также с используемым при этом оборудованием будет рассказано далее.
Расходование инертного газа
Расход аргона при сварке нержавейки в каждом конкретном случае определяется стоящими перед исполнителем задачами и объёмами сварочных операций.
При этом для объектов, требующих наплавления значительного количества свариваемого материала расход рассчитывается на каждый килограмм проволоки. Этот способ считается наиболее универсальным и очень часто используется в условиях серийного производства изделий из нержавейки.
Ещё один принцип расчёта объёма аргона основывается на том же показателе его расхода, но уже в литрах на метр полученного шва. Таким способом удобнее всего пользоваться при сварке одинаковых (однотипных) деталей из нержавейки и на малых производствах. Формула для расчёта в этом случае несколько усложняется и выглядит так:
Рг = (Руг*Т + Рдг),
- Руг – это удельный показатель расхода аргона в заданных условиях, определяемый по таблице;
- Т – общая продолжительность сварки аргоном;
- Рдг – поправочный показатель, учитывающий расходы аргона на подготовительные процедуры подогрева.
Обратите внимание, что все входящие в эту формулу величины оцениваются только в литрах. Также важно учитывать, что при сварке нержавейки и ряда цветных металлов этот показатель может увеличиваться почти в 1,5, а порой и в 2 раза.
Особенности сваривания полуавтоматом
Аргонодуговая сварка специальных сплавов с использованием неплавящихся электродов из вольфрама осуществляется аппаратами переменного или постоянного тока, включёнными в прямой полярности.
Сварка нержавейки в среде аргона с применением полуавтомата обеспечивает существенное повышение эффективности производимых операций. Особо отмечается тот факт, что сварка полуавтоматом может применяться и для сплавления заготовок нержавейки значительной толщины.
При работе по указанной методике необходимо учитывать следующие особенности сварки с использованием аргона:
- подаваемая в зону горения проволока должна содержать добавки никеля, оказывающие существенное влияние на качество будущего соединения;
- когда требуется сваривать детали из нержавейки большей толщины – для улучшения показателя смачиваемости шва в общий объём аргона добавляется небольшое количество углекислого газа;
- в указанных условиях обязателен выбор подходящего режима работы оборудования и инструмента.
Последний пункт требований предполагает, что сварочные операции в аргоне могут проводиться по технологии так называемой «короткой» дуги, методом струйного переноса или же в импульсном режиме.
Самым контролируемым из всех перечисленных считается случай, когда сварочный аппарат работает в импульсном режиме, а проволока подаётся к месту сварки небольшими порциями.
Благодаря этому удаётся уменьшить эффект разбрызгивания раскалённых частиц, а также сузить границы термической обработки сплавляемых заготовок нержавейки. К тому же данный подход позволяет снизить расход достаточно дорогой сварочной проволоки.
Ещё одним существенным достоинством этого метода является высокая скорость обработки шва и прилегающего к нему участка.
Что касается других технологий, то посредством струйного переноса, как правило, свариваются заготовки и оборудование со стенками значительной толщины, а так называемая «короткая» дуга больше годится для обработки тонких нержавеющих изделий.
Дополнительные рекомендации
Обзор особенностей сварки нержавейки в газовой среде следует сопроводить следующими дополнительными пояснениями:
- важнейшим условием получения качественного сварного шва является тщательное обезжиривание поверхностей заготовок ацетоном или специальным (авиационным) бензином. Такая подготовка позволяет снизить показатель пористости структуры формируемого шва, а также повысить устойчивой самой сварочной дуги;
- особое внимание должно уделяться работе с аустенитными сплавами нержавейки, технология сваривания которых предполагает предельную аккуратность и осторожность в обращении с заготовками;
- для предотвращения попадания вольфрама с электродов в зону расплавленного металла дугу рекомендуется поджигать бесконтактным способом. В случае невозможности сделать это непосредственно на свариваемой заготовке нередко используется специальная угольная плита, с которой дуга после поджигания переносится в рабочую зону;
- необходимо также внимательно следить за тем, чтобы показатель легирования присадочной проволоки не был ниже, чем у соединяемых элементов нержавейки (стыкуемых частей трубопроводов, например).
В заключении отметим, что при выборе наиболее подходящего способа сварки нержавейки, вначале рассматриваются варианты, чаще всего применяемые в данных условиях работы.
Но независимо от выбора того или иного решения по технологии, желательно исходить из конкретных требований к соединению. Это позволит сэкономить материалы и средства, не ухудшив качество работ.
svaring.com
Технология сварки нержавейки аргоном
Апрель 27, 2017
В нержавеющую сталь добавляется определенное количество хрома — не более 12%, что делает этот металл весьма податливым для обработки. Для соединения изделий из нержавейки можно использовать абсолютно все технологии сварочных работ. Однако тонкие элементы лучше всего соединять при помощи сварки нержавейки в аргоне.
Нержавеющая сталь обладает определенными техническими и эксплуатационными характеристиками, которые оказывают существенное влияние на конечный результат сварочных работ:
- Невысокий показатель теплопроводности не позволяет использовать чересчур высокий сварочный ток, так как в этом случае можно прожечь металл в районе формирования сварного соединения. Решается подобная проблема снижением силы подаваемого на металл тока до приемлемых параметров;
- Чрезмерно высокий усадочный процент металла в процессе остывания после проведения сварных работ с нержавеющей сталью. Чтобы это не сказалось на качестве соединения, необходимо правильно выставлять зазор между свариваемыми элементами;
- Если заготовка будет в течение долгого времени разогрета до высокой температуры, то это приведет к тому, что хром начнет испаряться, соответственно антикоррозийные характеристики в районе сформированного шва будут потеряны. Чтобы этого не произошло, сварка нержавейки аргоном подразумевает быстрое охлаждение конструкции.

Какое необходимо использовать оборудование и расходные материалы
Аргонная сварка качественной нержавейки может осуществляться при помощи стандартного набора оборудования, куда входят инвертор, осциллятор и баллон, не удастся обойтись без горелки, соответствующих шлангов и проводов.
В качестве расходных материалов придется использовать сварную проволоку и непосредственно аргон. Если планируется осуществлять аргонную сварку нержавейки, то и присадку тоже придется брать из нержавеющей стали. Как правило, заготовки производятся из материала, имеющего маркировку 304, то для него в большинстве случаев подойдет проволока марки Y308.
Вместо аргона можно использовать и ряд других газов, однако аргон расходуется наиболее экономично, к тому же его разрешается применять для соединения материалов разного рода, например меди с нержавейкой. В частности, для нержавеющей стали потребуется всего лишь 8 литров газа в минуту. Кроме того, можно дополнительно снизить расход газа, если на горелке будет размещена специальная газовая линза, обладающая специальной сеточкой.
Технология проведения работ
В принципе, методы выполнения работ приблизительно такие, как и сварка меди, стали, алюминия и других металлов, однако здесь имеются определенные нюансы:
- Неплавящийся элемент и присадочную проволоку ведут исключительно вдоль формируемого сварного соединения. Отклоняться ни в одну из сторон нельзя, так как в этом случае расплавленный металл будет покидать аргоновую среду и вступать в контакт с воздухом, чего допустить нельзя;
- Чтобы качество шва, полученного в результате аргонодуговой сварки, было как можно более высоким, после завершения работы по его формированию, придется обдувать его аргоном с обеих сторон. Несмотря на то что это приведет к увеличению расхода газа, данная особенность не позволит не схватившемуся металлу вступить в контакт с воздухом и допустить испарение хрома;
- Не допускается соприкосновение неплавящегося элемента с поверхностью соединяемых заготовок, их сваривают без непосредственного контакта. Недопустимо касаться даже при необходимости осуществить розжиг дуги. Чтобы это выполнить, зачастую розжиг производится на специальной пластине, сделанной из графита или угля, в дальнейшем дуга переносится на основной металлом. Однако существует и бесконтактная технология, подразумевающая использование специального медного осциллятора.
Как уже говорилось выше, подачу газа после завершения сварочных работ сразу прекращать запрещается, нужно ее осуществлять еще примерно 10-15 секунд.
Как сварить между собой трубы из нержавеющей стали?
Сегодня нержавеющие элементы достаточно часто применяются в бытовых условиях, в промышленности они используются еще чаще, причем в самых разных областях производства. Соединять их между собой следует с помощью аргонодуговой сварки, причем технология в данном случае почти не будет отличаться от сварки листового металла. Все подготовительные работы точно такие же, как и режимы самой сварки, однако существует один незначительный нюанс.
Как уже говорилось выше, желательно обдувать сварное соединение с обеих сторон аргоном. Снаружи сделать это не так проблематично. Чтобы выполнить это изнутри, нужно немного исхитриться:
- С одной стороны труба затыкается пробкой из бумаги, ткани или иного материала.
- Стыковое соединение по периметру заклеивается любым клеящим материалом — скотчем либо изоляционной лентой.
- В открытое отверстие закачивается аргон, причем давление ставят минимальное, чтобы пробка осталась на месте.
- Когда внутри труба полностью заполнилась газом, второе отверстие тоже затыкают пробкой.
- Клеящую пленку теперь снимают с заготовок и производят сварные работы.

Сварка в аргоновой среде с помощью неплавящегося вольфрамового электрода
Данная работа производится в случае, когда между собой требуется соединить элементы незначительной толщины, причем благодаря этой технологии получаются очень качественные, аккуратные и привлекательно выглядящие соединения. Обычно сварные работы промышленного типа подразумевают стыковку труб, которые в дальнейшем будут предназначаться для транспортировки жидких или газообразных продуктов. Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
В процессе производства работ применяется специальный неплавящийся электрод, причем здесь допустимо пользоваться как прямой, так и обратной полярностью. Ключевым рабочим инструментом в данной ситуации будет горелка, в которой будет закрепляться электрод. Из ее сопла во время проведения работы будет выходить струя аргона.
Сварное соединение будет формироваться во многом за счет металла заготовок, поэтому следует учесть этот момент и сделать их несколько больше, чем подразумевается по проекту. При необходимости допустимо использовать присадочный материал, который придется подавать в ручном режиме к участку, где будет гореть дуга. Перемещать горелку с электродом, изготовленным из вольфрама, также придется руками. Стоит сразу сказать, что производительность труда в случае применения данной технологии будет не слишком высокой. Дело в том, что подавать присадку вручную не слишком удобно, к тому же в это время придется еще и обдувать сварную ванну аргоном и проводить электрод. Одновременно выполнять такой ряд действий с качественным итогом может только весьма профессиональный сварщик, поэтому лучше воспользоваться полуавтоматической технологией.
electrod.biz
Сварка нержавейки полуавтоматом в среде аргона
Технология сварки нержавейки полуавтоматом
Сегодня, кроме полуавтоматов промышленного класса, появились полуавтоматические сварочные аппараты т.н. хобби-класса, позволяющие варить нержавейку полуавтоматом едва ли не в домашних условиях. К таким сварочным аппаратам хобби-класса относится, например, серия МДТ. Но, тем не менее, сварка нержавейки современным полуавтоматом по-прежнему остается сложным и ответственным процессом даже для опытного сварщика.
И эта сложность связана, во-первых, с различным химическим составом нержавеющих сплавов стали, а во-вторых, рядом характерных свойств нержавейки, которые ещё более усложняют сварочные работы.
Особые для сварщика свойства нержавеющей стали
Нержавеющая сталь обладает следующими свойствами, влияющие на процесс выполнения сварочных работ:
Низкая теплопроводность
Теплопроводность нержавеющей стали в 2 раза ниже, чем у низкоуглеродистых сплавов. Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны.

Небольшая температура плавления
Небольшая температура плавления в сумме с низкой теплопроводностью приводит к образованию в сварочной ванне жидкого расплава с температурой свыше 500 градусов. В этих условиях начинает происходит межкристаллитная коррозия – образование карбидов железа и хрома. В дальнейшем в местах концентрации карбидов образуются микротрещины, в которые проникает вода, провоцируя коррозийные процессы.
Рецепт предотвращения межкристаллитной коррозии – это принудительное охлаждение сварочной ванны (водяное, струёй инертного газа и пр.).
Высокий показатель теплового расширения
В условиях низкой теплопроводимости данный фактор приводит к линейной усадке и термической деформации кристаллической структуру нержавеющей стали. Для предотвращения усадки между свариваемыми деталями оставляется достаточно широкий зазор, в который и будет расширяться перегретая нержавейка.
Низкая электропроводность
По сравнению с другими сплавами железа нержавейку можно назвать изоляционными материалом, настолько слабо нержавеющая сталь проводит электрический ток. Из-за этого свойства происходит перегревание электродов в процессе сварочных работ, особенно, если они относятся к высоколегированным разновидностям, т.е., содержат большое количество никеля и хрома.
Особенности сварки нержавейки полуавтоматом в потоке аргона
Существуют несколько технологий проведения сварочных работ с нержавеющей сталью, например, с использованием специальной порошковой проволоки. Но у всех них существуют определённые недостатки. Так, сварочные швы, созданные с помощью порошковой проволоки, со временем растрескиваются.
На сегодняшний день полуавтоматическая сварка нержавейки является наиболее эффективным и качественным способом термического соединения двух деталей из нержавеющей стали. Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа.
Обратите внимание, соотношение аргона и углекислого газа изменяется в зависимости от характера нержавеющих сплавов, с которыми производятся сварочные работы. Это соотношение регулируется при помощи двух баллонов с аргоном и с углекислым газом, у которых по-разному откручиваются вентили, добиваясь, тем самым, разного соотношения охлаждающей газовой смеси.
Для повышения качества и улучшения внешнего вида получаемого сварочного шва используется нержавеющая проволока из никелевого сплава, которая подаётся в зону сварки механическим способом.
Как и соотношение охлаждающей смеси, химический состав проволоки зависит от химического состава нержавеющих сплавов и особенностей выполнения сварочных работ.

Итак, как варить нержавейку современным полуавтоматом? Данная процедура выполняется несколькими методами:
- Короткая дуга. Применяется для соединения тонколистных деталей.
- Струйный перенос. Применяется для соединения толстостенных деталей.
- Технология импульсной сварки. Широко применяется в промышленном производстве, поскольку отличается высокой скоростью выполнения сварочных работ при низком уровне энергопотребления.
Так, перед началом сварочных работ:
- Устанавливается обратная полярность;
- Устанавливается наклон электрона и угол подачи проволоки в зону сварочных работ. Так, например, при наклоне проволоки вперёд уменьшается глубина провара и увеличивается ширина сварочного шва. Такая комбинация применяется для варки тонколистных деталей;
- Устанавливается допустимый вылет проволоки. Обычно этот показатель ограничивается расстоянием в 12 мм;
- Устанавливается сила охлаждающего газового потока в диапазоне от 6 до 12 м3/мин. Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;
- Определяется порядок работы осушителя, задача которого удалять из газовой смеси пары воды. Дело в том, что молекулы воды, попадая в сварочную ванну, вступает в реакцию с углекислотой и металлами, в результате чего последовательно образуется сначала углекислая кислота, а затем углекислые соли металлов. В качестве осушителя обычно применяется медный купорос, который за 20 минут до начала сварки нагревается до 200 градусов. Средний расход медного купороса – 100 грамма на 4 баллона газовой смеси;
- За защиты от брызг расплавленного металла к полуавтомату подключается ёмкость с водно-меловым раствором;
- Выставляются скорость и траектория движения. Полуавтоматическую сварку необходимо начинать хотя бы в 5 см от края детали, иначе существует риск образования т.н. водородных трещин.
Завершение сварочных работ
Сварка нержавейки полуавтоматом не гарантирует получение идеального результата. По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.
Сергей Одинцов
electrod.biz
Технология сварки нержавейки полуавтоматом
Еще в начале прошлого столетия было случайно обнаружено, что при добавлении в низкоуглеродистую сталь небольшого количество хрома, появляется металл со способностью сопротивляться воздействию кислоты. С тех пор и появился металл, который сегодня известен как нержавейка.Всего лишь такое небольшое изменение в составе стали привело к существенной трансформации свойств материала: низкой проводимости тока и теплоотдачи, а также способности быть нейтральными к воздействию большинства из известных химических веществ и воды. Но это также затруднило и обработку полученной стали.Сварка нержавейки полуавтоматом является высокотехнологическим процессом, на результат которого влияет: тщательная подготовка, правильный выбор режима работ и расходных материалов.

Полуавтомат для сварки нержавеющей стали
Существует несколько способов сварки нержавеющей стали. Для этого используется:- Электродная сварка.
- Аргонно-дуговая.
- Сварка нержавейки в среде углекислого газа полуавтоматом.
- Короткой дугой.
- С применением струйного переноса.
- Импульсной сваркой.
 Возможна сварка нержавейки полуавтоматом без газа. Выполняется сварка без газа с помощью специальной порошковой проволоки. В результате получается качественный шов. Но недостатком способа является то, что шовный материал будет ржаветь с течением времени. Поэтому для работ с нержавейкой лучше использовать проволоку из такого же материала и с подачей углекислоты в сварную ванну. Соответственно полуавтомат для этих работ необходим с функцией MIG / MAG.
Возможна сварка нержавейки полуавтоматом без газа. Выполняется сварка без газа с помощью специальной порошковой проволоки. В результате получается качественный шов. Но недостатком способа является то, что шовный материал будет ржаветь с течением времени. Поэтому для работ с нержавейкой лучше использовать проволоку из такого же материала и с подачей углекислоты в сварную ванну. Соответственно полуавтомат для этих работ необходим с функцией MIG / MAG.Сварка нержавеющей стали полуавтоматическим аппаратом является сложным высокотехнологическим процессом и требует определенных навыков и профильного образования. Для начинающих мастеров следует попробовать выполнить работы на отдельной черновой заготовке.
Какой газ нужен для полуавтоматической сварки нержавейки
Как уже отмечалось особенности сварки нержавейки таковы, что лучшие результаты достигаются благодаря использованию газов, создающих защитный слой во время горения проволоки. Такое «облако» необходимо, чтобы на плавящийся металл не воздействовал кислород. Защитный газ позволяет улучшить процесс сжигания проволоки и ее адгезии к обрабатываемому материалу.При выполнении полуавтоматической сварки нержавеющей стали используют два рабочих состава газовой смеси.- Аргон и углекислота - этот состав рекомендован для проведения промышленных работ с нержавеющей сталью. Газовая смесь позволяет улучшить качество сварного шва и обеспечивает хорошую растекаемость расплавленного металла. Соотношение газа 98% Аргон на 2% Углекислоты.
- В некоторых случаях рекомендуют заменить углекислоту, на чистый кислород. Это необходимо, прежде всего, для улучшения смачиваемости на концах обрабатываемого шва.
Использование сварочного аппарата полуавтомата для нержавеющей стали с использованием газа позволяет использовать специальную нержавеющую проволоку при проведении работ, что существенно улучшает внешний вид и качество изделия после обработки.
Технология сварки нержавеющей стали полуавтоматом
Суть технологии сводится к тому, чтобы обеспечить оптимальные условия для проведения сварных работ с учетом особенностей обрабатываемого материала. Газ для сварки нержавейки полуавтоматом позволяет добиться минимального разбрызгивания расплавленной проволоки и обеспечить защиту нержавейки по краям шва.Каждый из способов выполнения работ имеет свои преимущества и особенности:- С использованием короткой дуги - полуавтоматическая сварка нержавейки, в среде защитных газов, выполненная этим способом позволяет обеспечить необходимые условия для сваривания тонких листов материала. Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
- Со струйным переносом - при этом способе рекомендовано использовать проволоку с флюсом (порошковую) без применения газа. Потребуется также использовать специальные головки на сварочный автомат.
- Импульсный метод - из всех режимов сварки нержавеющей стали полуавтоматом, импульсный является наиболее точным и эффективным, так как является полностью контролируемым. Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.
Какой бы из методов проведения сварочных работ по нержавейке ни был выбран, перед началом потребуется выполнить следующие приготовления:
- Поверхность зачищается до блеска.
- Металл обезжиривается с помощью растворителя или ацетона.
- При подготовке необходимо обработать торцы, чтобы между ними осталось небольшое пространство.
stroy-plys.ru
Как полуавтоматом самостоятельно варить нержавейку?
Комментариев:
Рейтинг: 18
Оглавление: [скрыть]
- Техники сварки полуавтоматом
- Технология сварки полуавтоматом в условиях защищенной среды
- Основы процесса сварки
- Как снять напряжение?
- Выпрямление деформаций
Нержавеющие стали подвергаются сварочным работам довольно часто, процесс этот требует внимательности. Перед тем как начать варить нержавейку, необходимо ознакомиться с инструкцией процесса, особенностями использования горелки. Схема сварки полуавтоматом нержавеющей стали отличается простотой, хотя и требуется соблюдение всех норм и условий. Для сварки применяется специальная проволока, в состав которой входит никель, позволяющий улучшить характеристики шва.
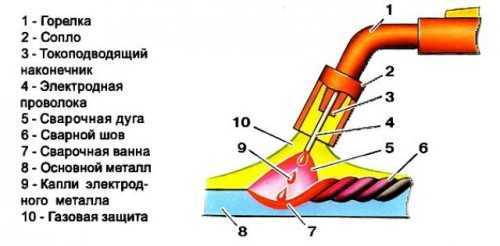
Схема сварочного процесса.
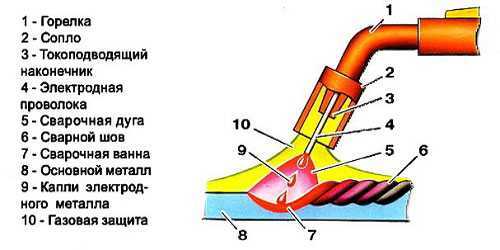
Сама горелка для сварки и схема работ представляют собой:
- корпус горелки, который необходимо наклонять под определенным углом;
- сопло, которое должно находиться под строго определенным углом и на оптимальном расстоянии, чтобы шов прогревался отлично;
- токопроводящий наконечник, который находится внутри сопла;
- электродная сварочная проволока, вставляемая в токопроводящий наконечник;
- сварочная дуга, воздействующая на металл;
- сварной шов, который остается после процесса сваривания деталей;
- сварочная ванна, т. е. область расплавленного металла, который образуется под воздействием высоких температур;
- капли электрода, которые подаются в ванну;
- газовая защита.
Техники сварки полуавтоматом
Расплав и перенос электродного материала: A. Капельный метод. Б. Струйный метод.
Сварка нержавейки возможна несколькими способами:
- импульсная сварка;
- сварка с использованием короткой дуги;
- сварка, во время которой применяется так называемый струйный перенос.
Короткая дуга применяется в том случае, когда работа производится для тонкого металла. Использование струйного переноса эффективно для соединения толстых деталей. Технология импульсной сварки является процессом управляемым.
Металл для проволоки в ванну вводится импульсами, при этом подача осуществляется по одной капле.
Дуга работает при среднем уровне тока, тепловложение уменьшается, как и зона общего термического влияния. Размер сварочной ванны получается оптимальным, а это важно для нержавеющей стали. При импульсной технологии также почти не наблюдаются брызг расплавленного металла. Это экономит материалы, сам процесс получается более безопасным. Время для зачистки шва уменьшается, поверхность получается качественной.
Можно ли варить черный металл и нержавейку? Да, такой процесс возможен, но только при выполнении некоторых условий. Надо учесть, зачем используется нержавеющая сталь, какой именно черный металл будет применен. Важно подобрать правильную присадочную проволоку, брать обычную не стоит, так как качество шва получится плохим. При использовании дуги и аргоновой смеси требуется брать специальные присадки из нержавеющей стали.
Вернуться к оглавлению
Чтобы ответить на вопрос, как варить полуавтоматом нержавеющую сталь, необходимо четко определить все требования к такому процессу.
Подготовительные работы:
Схема сварки в среде защитного газа.
- Газ для сварки берется с таким составом: 70% специальной сварочной углекислоты (можно брать пищевую), 30% аргона В.
- Полярность при работе применима обратная. Полярность прямая возможна только при работе под флюсами.
- Вылет сварочной проволоки должен составлять 6-12 мм. При сварке расстояние от сопла должно составлять 5-15 мм. Рабочий расход газовой сварочной смеси будет составлять 6-12 м³/мин при соблюдении давления в 0,05-0,2 атмосферы. Уменьшать количество газа нельзя, так как в этом случае шов получится недостаточным, качество его будет низким. Возможна и такая ситуация, при которой углерод начнет сильно выгорать, как и легирующие добавки.
- Соблюдать угол сварки надо таким образом, чтобы он смотрел назад. Электрод рекомендуется наклонять в сторону, противоположную ходу шва. Наклон соблюдается в 5-10 градусов. Это дает хорошую глубину провара, шов получается более качественный и ровный. Если угол наклонить вперед, то шов получается широким, а глубина провара меньшей. Последний вариант лучше всего подходит для тонкого металла.
- При сварочном процессе необходимо пользоваться осушителем. Это требуется по той причине, что состав баллона на 60% состоит из воды, при выходе у шва образуется кислота под воздействием высокой температуры и углекислоты. Но эта кислота намного ухудшает качество шва, а осушитель эту проблему может решить. В его качестве используется силикагель либо медный купорос, которые прокаливаются при температуре в 200°C примерно за 15 минут. На 3-4 рабочих объема баллонов необходимо взять всего 100 г такого осушителя.
- Требуется обеспечить защиту от брызг металла. Обычно для этого рекомендуют пользоваться меловым водным раствором.
Вернуться к оглавлению
Специальная сварочная нержавеющая проволока сама по себе является электродом, что упрощает процесс сварки.
Нержавеющие стали выпускаются 3-х марок, от выбора такой марки будет сильно зависеть процесс сварки:
- пищевая нержавеющая сталь, низколегированная;
- пищевая, химическая нержавеющая сталь, среднелегированная;
- жаропрочная, выдерживающая высокое давление, химическая нержавеющая сталь, высоколегированная.
Чтобы варить полуавтоматом правильно, необходимо использовать специальную проволоку:
- Первые два вида такой сварочной проволоки во время варки обеспечивают смешивание всех легирующих элементов, но металл выгорает, особенно это касается хрома. Происходит процесс так называемого корродирования, когда встречаются агрессивные среды.
- Третий вид сварочной проволоки является специальным, во время сварки не образуются трещины, напряжения в шве, т. е. стык получается качественным.
Подготовительные работы по металлу:
- Поверхность свариваемых деталей надо обезжирить, полностью удалить все следы оксидной пленки. Делается это механическим методом либо с использованием специальных кислот.
- Перед самой сваркой необходимо будущий шов обезводить, для чего его горелкой прогревают до 100°C. Но во время сварки все оставшиеся излишки выкипают автоматически, особенно если делается сплошной шов.
- Есть вариант подготовки, при котором прогревается область металла вокруг будущего шва до 200°C, в некоторых случаях такую процедуру проводят для всей заготовки. Это позволяет уменьшить влияние на металл около шва во время его нагрева при сварке.
- Не рекомендуется греть 2 разных типа стали, только одного типа.
Для боков лучше всего выполнять нахлест с проваркой по двум сторонам, сами кромки можно подогнуть наружу, внутренний угол не проваривается. Наружные кромки часто обрабатывают роликами по методу прессовки.
http://moyakovka.ru/youtu.be/OvpbnoHZlSM
Вернуться к оглавлению
При сварке полуавтоматом важно снять напряжение с металла, применяются такие действия:
- Напряжение при отпуске в 560-660°C снимаются. Такой процесс включает прогрев свариваемой детали до необходимой температуры, после чего сама деталь остужается на открытом воздухе.
- Если достигается температура в 760°C, то наблюдается такой процесс, как восстановление хрома на шве. Это позволяет быстро снять напряжение, чтобы обеспечить требуемое качество сварки.
- Для тонкостенных деталей напряжение отлично снимается. Если начинать проколачивать молотками шов уже после сварки, то соблюдается температура работы всего в 100°C.
http://moyakovka.ru/youtu.be/tv-wgQk5aJw
Вернуться к оглавлению
После окончания сварки необходимо выполнить такие действия, направленные на удаление возможных деформаций:
- Через специальную гладилку молотком обрабатывается деталь, которая должна плотно прилегать к наковальне.
- Если на поверхности образовался пузырь, то по краю требуется простучать его молотком, аккуратно приближаясь к самому пузырю. С другой стороны эту область также можно прогреть горелкой, двигаясь по кругу в 30-60 мм. Двигаться надо только в шахматном порядке, не прекращать простукивание молотком.
http://moyakovka.ru/youtu.be/NopfUuLBbRo
Сварка нержавеющей стали полуавтоматом требует определенных навыков. Сам процесс включает подготовку области сварки, проволоки для работы. После сварки, если есть необходимость, выполняется работа по устранению деформаций.
moyakovka.ru
Cварка нержавейки полуавтоматом
Нержавеющая сталь представляет собой легированный сплав с добавлением хрома и других химических компонентов. Благодаря этому получен материал с высокими антикоррозийными качествами.
В тоже время, такой сложный состав привел к изменению физических и механических свойств стали. Так сварка нержавейки полуавтоматом или другими способами имеет целый ряд нюансов.
Особенности нержавеющей стали влияющие на технологию сварки
В первую очередь необходимо учитывать следующие физические свойства нержавеющей стали:
- Невысокая (по сравнению с обычной сталью) теплопроводность может привести к перегреву прилегающей к сварочной ванне зоны, что вызывает потерю или ухудшение антикоррозионных качеств. Поэтому применяется пониженный сварочный ток.
- Значительное расширение металла при тепловом воздействии, поэтому при сварке необходимо оставлять между деталями определенный зазор.
- Металл имеет существенное электросопротивление, которое приводит к значительному нагреву электрода.
- Длительный перегрев может также привести к утрате антикоррозионных качеств, поэтому шов необходимо дополнительно охлаждать.
Все нержавеющие стали можно разделить по степени легирования. Проволока для сварки нержавейки полуавтоматом вбирается исходя из марки стали.
Низколегированную нержавейку (пищевую) можно варить и обычной сварочной проволокой, но все-таки предпочтение стоит отдавать специальным составам, это станет гарантией качества.
Подготовка заготовок
На качество шва оказывает огромное влияние процесс подготовки заготовок.
Если подготовка кромок деталей может выполняться любыми возможными способами, то к очистке и обезжириванию поверхностей стоит отнестись с особой серьезностью:
- Удаление оксидной пленки и обезжиривание поверхности может выполняться механической зачисткой или обработкой кислотой (в этом случае требуется последующее травление).
- Так же необходимо удалить из зоны сварки влагу (выполнить обезвоживание), для чего заготовку следует прогреть до 100 градусов.
- Высоколегированную нержавеющую сталь стоит прогревать до температуры 200 градусов, это снизит воздействие высоких температур на околошовную зону.
Низколегированные металлы нагревать не следует.
После выполнения подготовительных работ можно приступать к сварке.
Технология сварки
Сварка нержавейки полуавтоматом в аргоне может выполняться несколькими способами:
- Тонкие листы нержавеющей стали варятся короткой электрической дугой, для чего расстояние от электрода (проволоки) до заготовок устанавливается минимальным.
- Сварку толстолистовых деталей осуществляют методом струйного переноса присадочного металла. Это позволяет обеспечить более быстрое заполнение шва металлом, что приводит к уменьшению времени выполнения работ и предупреждает перегрев металла.
- Самый удобный и управляемый вид полуавтоматической сварки — импульсная. При этом расплавленная проволока подается в зону сварки небольшими каплями, такая импульсная подача обеспечивает возможность выполнять работы при сниженной силе сварочного тока. Именно такой метод применяется чаще всего.
Сварка в защитной среде из других газов
Кроме применения аргона для защиты сварочной зоны практикуется и сварка нержавейки полуавтоматом углекислотой. Но применение данного метода допускается только при использовании специальной проволоки. В состав такой сварочной проволоки в обязательном порядке должны входить раскислители, которые предотвратят появление пор в шве. В качестве таких элементов в проволоку добавляют кремний или марганец.
Технически возможно применение даже пищевой углекислоты, но в этом случае система подачи газа должна содержать влагоотделитель (силикагель, медный купорос или другие, поглощающие влагу вещества).
Достаточно часто применяют и смесь углекислого газа и аргона (70 и30% соответственно). Это позволяет несколько снизить себестоимость сварки.
Сварка нержавеющих сталей в среде защитных газов считается одной из самых перспективных технологий на сегодняшний день. Благодаря ей существует возможность получения надежного соединения с наименьшими трудозатратами.
steelguide.ru
www.samsvar.ru
Сварка аргоном нержавейки
Как правильно варить аргоном нержавейку?
В нержавеющую сталь добавляется определенное количество хрома — не более 12%, что делает этот металл весьма податливым для обработки. Для соединения изделий из нержавейки можно использовать абсолютно все технологии сварочных работ. Однако тонкие элементы лучше всего соединять при помощи сварки нержавейки в аргоне.
Нержавеющая сталь обладает определенными техническими и эксплуатационными характеристиками, которые оказывают существенное влияние на конечный результат сварочных работ:
- Невысокий показатель теплопроводности не позволяет использовать чересчур высокий сварочный ток, так как в этом случае можно прожечь металл в районе формирования сварного соединения. Решается подобная проблема снижением силы подаваемого на металл тока до приемлемых параметров;
- Чрезмерно высокий усадочный процент металла в процессе остывания после проведения сварных работ с нержавеющей сталью. Чтобы это не сказалось на качестве соединения, необходимо правильно выставлять зазор между свариваемыми элементами;
- Если заготовка будет в течение долгого времени разогрета до высокой температуры, то это приведет к тому, что хром начнет испаряться, соответственно антикоррозийные характеристики в районе сформированного шва будут потеряны. Чтобы этого не произошло, сварка нержавейки аргоном подразумевает быстрое охлаждение конструкции.

Какое необходимо использовать оборудование и расходные материалы
В качестве расходных материалов придется использовать сварную проволоку и непосредственно аргон. Если планируется осуществлять аргонную сварку нержавейки, то и присадку тоже придется брать из нержавеющей стали. Как правило, заготовки производятся из материала, имеющего маркировку 304, то для него в большинстве случаев подойдет проволока марки Y308.
Вместо аргона можно использовать и ряд других газов, однако аргон расходуется наиболее экономично, к тому же его разрешается применять для соединения материалов разного рода, например меди с нержавейкой. В частности, для нержавеющей стали потребуется всего лишь 8 литров газа в минуту. Кроме того, можно дополнительно снизить расход газа, если на горелке будет размещена специальная газовая линза, обладающая специальной сеточкой.
Технология проведения работ
В принципе, методы выполнения работ приблизительно такие, как и сварка меди, стали, алюминия и других металлов, однако здесь имеются определенные нюансы:
- Неплавящийся элемент и присадочную проволоку ведут исключительно вдоль формируемого сварного соединения. Отклоняться ни в одну из сторон нельзя, так как в этом случае расплавленный металл будет покидать аргоновую среду и вступать в контакт с воздухом, чего допустить нельзя;
- Чтобы качество шва, полученного в результате аргонодуговой сварки, было как можно более высоким, после завершения работы по его формированию, придется обдувать его аргоном с обеих сторон. Несмотря на то что это приведет к увеличению расхода газа, данная особенность не позволит не схватившемуся металлу вступить в контакт с воздухом и допустить испарение хрома;
- Не допускается соприкосновение неплавящегося элемента с поверхностью соединяемых заготовок, их сваривают без непосредственного контакта. Недопустимо касаться даже при необходимости осуществить розжиг дуги. Чтобы это выполнить, зачастую розжиг производится на специальной пластине, сделанной из графита или угля, в дальнейшем дуга переносится на основной металлом. Однако существует и бесконтактная технология, подразумевающая использование специального медного осциллятора.
Как уже говорилось выше, подачу газа после завершения сварочных работ сразу прекращать запрещается, нужно ее осуществлять еще примерно 10-15 секунд.
Как сварить между собой трубы из нержавеющей стали?
Сегодня нержавеющие элементы достаточно часто применяются в бытовых условиях, в промышленности они используются еще чаще, причем в самых разных областях производства. Соединять их между собой следует с помощью аргонодуговой сварки, причем технология в данном случае почти не будет отличаться от сварки листового металла. Все подготовительные работы точно такие же, как и режимы самой сварки, однако существует один незначительный нюанс.
Как уже говорилось выше, желательно обдувать сварное соединение с обеих сторон аргоном. Снаружи сделать это не так проблематично. Чтобы выполнить это изнутри, нужно немного исхитриться:
- С одной стороны труба затыкается пробкой из бумаги, ткани или иного материала.
- Стыковое соединение по периметру заклеивается любым клеящим материалом — скотчем либо изоляционной лентой.
- В открытое отверстие закачивается аргон, причем давление ставят минимальное, чтобы пробка осталась на месте.
- Когда внутри труба полностью заполнилась газом, второе отверстие тоже затыкают пробкой.
- Клеящую пленку теперь снимают с заготовок и производят сварные работы.

Сварка в аргоновой среде с помощью неплавящегося вольфрамового электрода
Данная работа производится в случае, когда между собой требуется соединить элементы незначительной толщины, причем благодаря этой технологии получаются очень качественные, аккуратные и привлекательно выглядящие соединения. Обычно сварные работы промышленного типа подразумевают стыковку труб, которые в дальнейшем будут предназначаться для транспортировки жидких или газообразных продуктов. Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
Сварное соединение будет формироваться во многом за счет металла заготовок, поэтому следует учесть этот момент и сделать их несколько больше, чем подразумевается по проекту. При необходимости допустимо использовать присадочный материал, который придется подавать в ручном режиме к участку, где будет гореть дуга. Перемещать горелку с электродом, изготовленным из вольфрама, также придется руками. Стоит сразу сказать, что производительность труда в случае применения данной технологии будет не слишком высокой. Дело в том, что подавать присадку вручную не слишком удобно, к тому же в это время придется еще и обдувать сварную ванну аргоном и проводить электрод. Одновременно выполнять такой ряд действий с качественным итогом может только весьма профессиональный сварщик, поэтому лучше воспользоваться полуавтоматической технологией.
Сергей Одинцов
electrod.biz
Технология сварки нержавейки аргоном
С соединением чугунных изделий разобрались здесь, а как быть, если нужно сварить детали из нержавеющей стали? Посмотрим, почему сложна сварка нержавейки аргоном. Технология в принципе описана уже неоднократно, но имеются некоторые тонкости, их надо знать.

Основная сложность процесса сварки нержавейки аргоном в том, что он требует предварительного нагрева и основывается на специфических свойствах нержавеющих сталей. А именно:
- высоком по сравнению с обычным углеродистым вариантом коэффициенте теплового расширения;
- низком, наоборот, коэффициенте теплопроводности;
- также низкой температуре плавления.
Таким образом, одним из самых перспективных направлений будет являться технология сварки нержавейки аргоном. Почему? Потому что сварка аргоном позволяет обойти почти все трудности. В частности самый большой риск — растрескивание самого шва и основного металла.
Для общего развития стоит посмотреть обучающее видео по сварке в среде аргона.
Каковы основные пункты технологии сварки нержавейки аргоном, о чем никогда нельзя забывать?
- Необходима тщательная подготовка кромок свариваемых деталей. Они зачищаются буквально до блеска стальной щеткой.
- Зачистку следует производить таким образом, чтобы между деталями оставался определенный зазор. Именно его наличие не позволит металлу растрескаться при последующей усадке из-за высокого показателя расширения нержавейки.
- После зачистки кромки обезжириваются (ацетоном).
- Чем варить? Если электродом, то вольфрамовым, если присадочной проволокой, то ее степень легирования должна быть выше степени легирования основного металла.
- Электрод нужно вести ровно, без рывков и рысканий по сторонам, ибо нарушится аргоновая защита, и возникнут проблемы на сварном шве в виде оксидной пленки.
Технологию аргонодуговой сварки нержавейки можно посмотреть в этом обучающем ролике.
Кроме того, существует еще полуавтоматический метод технологии сварки MIG MAG. Он хорош для толстостенных деталей. Защитный сварочный газ при этом способе состоит из двух компонентов: 2% CO2 + 98% Ar.
Аргон подается до тех пор, пока температура металла не упадет до 400⁰С.
24 марта 2016 Teor21 ← Сварка чугуна электродом в домашних условиях, видео, тонкости О том, как разбортировать колесо автомобиля в домашних условиях →avtotuningg.ru
Сварка нержавейки аргоном: нюансы технологии
Различные виды контактной сварки популярны благодаря своим отличительным преимуществам и большому охвату свариваемых материалов. В этой статье предоставляется вся необходимая теоретическая информация для проведения сварочных работ.
В статье кратко описываются основные типы сварных соединений, применяемых в современной промышленности. Основные их отличия и характеристики. Также приведены изображения сварных соединений. Сделан краткий вывод о возможностях их применения.
Данный материал даёт общее понятие о самом процессе сварочных работ: о его физических и химических механизмах. Поскольку разновидностей сварки очень много, то объяснить в целом сварочный процесс представилось возможным благодаря самому распространённому в быту виду – ручной дуговой сварки.
stalevarim.ru
Технология сварки нержавейки аргоном
Нержавеющая сталь относится к высоколегированным материалам, которые трудно поддаются сварке. Это получается за счет того, что металл в расплавленном состоянии ведет себя совершенно не так, как другие разновидности. Сварочная ванна получается очень жидкой, так что это заметно усложняет процесс получения нормального валика. Он выходит заметно деформированным, так как металл быстро растекается по поверхности и не может нормально схватить оба края детали. Это же создает негативные условия при образовании дефектов, количество которых увеличивается. Чтобы уменьшить негативные явления, следует использовать дополнительную защиту.

Сварка нержавейки аргоном
Аргонно-дуговая сварка нержавейки дает достаточно высокое качество за счет того, что защитным элементом во время процесса выступает инертный газ аргон. Он помогает прогревать материал, чтобы уменьшить деформации, а также защищает ванну от попадания мусора и воздействия кислорода из атмосферы. Он становится своеобразным изолятором. Себестоимость данного процесса несколько выше, чем у остальных, но он является наиболее качественным и в производственной сфере незаменимым. Такой метод пригоден не только для сварки нержавейки с нержавейкой, но и с другими материалами. Все это проводится согласно ГОСТ 10157-79.
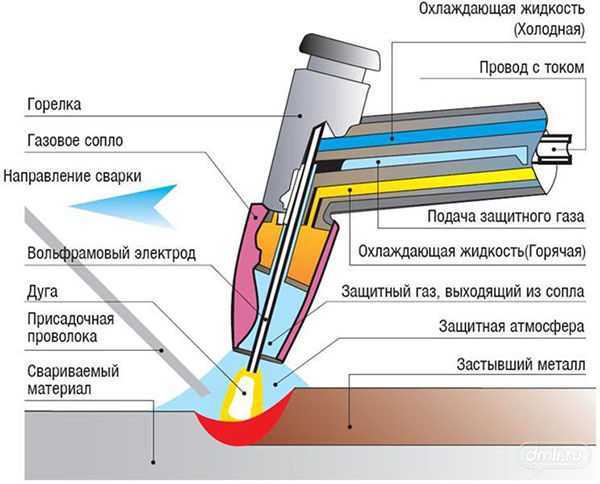
Схема аргонно-дуговой сварки
При работе нужно использовать особые режимы. Если сравнивать со стандартными металлами, то при одной и той же толщине силу тока и другие параметры понижают, примерно, на 20%. В любом случае, здесь требуется опыт работы с нержавейкой, поэтому, нужен опытный мастер, чтобы добиться качественного результата, а не только использовать правильную постановка параметров.
Что нужно учитывать при сварке нержавейки аргоном
Когда производится сваривание при помощи аргона, то следует в первую очередь учитывать свойства металла. Ведь газ хоть и предоставляет достаточную защиту от вмешательства посторонних факторов, формирует сварочный шов мастер и от его умения зависит итоговый результат. Также стоит обратить внимание, что подогрев металла, который следует делать перед сваркой, можно осуществлять все тем же аргоном. Это увеличивает его расход, но упрощает само проведение процесса. Аргоновая сварка нержавейки защищает от возможной вероятности брака из-за шлака.
Стоит учитывать, что прогревание должно быть равномерным, чтобы исключить тепловые деформации. Свойства нержавеющей стали делают процесс сваривания очень чувствительным ко всем факторам, поэтому, следует четко придерживаться заданной технологии. При использовании аргона можно применять стандартную сварочную проволоку из нержавейки. Лучше всего, когда она будет максимально совпадать по составу с тем материалом, с которым предстоит сваривание. В данном процессе не лишними будут флюсы и прочие дополнительные вещества.

Использование флюса для сварки нержавейки аргоном
Подготовка нержавейки
Аргоновая сварка нержавейки начинается с подготовительных этапов. Даже если заготовки представлены в новом виде, то их следует зачистить. Зачистка проводится при помощи металлической щетки, наждачной бумаги или комбинирования этих двух инструментов. Достаточно довести до блеска поверхность, где будет проходить шов. После этого нужно ликвидировать налеты и пленки, а также обезжирить все. Для таких процедур подойдет растворитель или ацетон. После проведения этих действий, следует выложить флюс на место будущего шва. На последнем этапе подготовки металл начинают подогревать газовой горелкой. Это требуется для того, чтобы в нержавейке не было напряжений из-за резкого перепада температур. При работе с тонкими листами это защищает от деформации. Как только все дойдет до изменения цвета металла, то можно приступать к сварке.

Зачистка нержавейки
Режимы аргоно-дуговой сварки нержавеющей стали
От выбора правильного режима зависит многое в данном деле. Так можно определить требуемый расход аргона при сварке нержавейкой, чтобы все прошло на требуемом уровне. В процессе работы можно определить нужные данные уже на практике, но если действовать впервые, то лучше воспользоваться уже готовыми данными.
| Толщина металла, мм | Сила тока, А | Величина напряжения, В | Диаметр электрода, мм | Количество аргона, л/мин |
| 1 | 30…60 | 11 | 1 | 2,5 |
| 1,5 | 40…70 | 12 | 1 | 2,7 |
| 2 | 50…80 | 13 | 2 | 2,9 |
| 2,5 | 60…90 | 14 | 2 | 3 |
| 3 | 70…100 | 15 | 3 | 3,3 |
| 4 | 80…120 | 18 | 4 | 3,5 |
| 5 | 100…140 | 20-22 | 4 | 4 |
Все начинается с подготовительных этапов. Нержавеющую сталь требуется подготовить к сварке, как это описано выше, и разогреть до требуемой температуры. Для всех термических процедур используется горелка. Аргоно-дуговая сварка нержавеющей стали может потребовать дополнительного использованию флюса. Начало шва делается с одного конца, где образуется сварочная ванна. Когда она дорастет до требуемого размера, а это можно определить только визуально, в зависимости от толщины металла, то можно передвигать шов далее.
«Обратите внимание!
Все перемещения следует делать исключительно равномерно, так как слишком быстрые перепады температуры могут вызвать брак.»
Сварка нержавеющей стали аргоном хоть и облегчает работу с этим металлом, но здесь все равно нужно иметь навыки. Движения должны быть четкими и равномерными, так как в ином случае металл будет растекаться в различные стороны, а формирование валика будет неправильным. После того, как все будет заварено до конца, следует быстро остудить материал, чтобы не произошла потеря качеств стойкости к коррозии.
Контроль качества
После того как закончится дуговая сварка нержавеющей стали, то следует проконтролировать качество полученного результата. Все это делается согласно ГОСТ 53525 и ГОСТ 18442-80. Основными методами являются:
- Контроль по внешнему виду – осуществляется путем визуального осмотра, где можно определить только явные дефекты, которые образовались на поверхности;
- Радиационный контроль – неразрушающий метод, который включает в себя радиоскопию, радиографию и радиометрию;
- Магнитный контроль – куда входят порошковые, графически и феррозные разновидности способом проверки качества;
- Акустический контроль – основан на звуковых и ультразвуковых разновидностях, таких эхо-импульсивная разновидность, резонансная, теневая, реверберационная, свободных колебаний и эмульсионная;
- Тепловой контроль – основан на контрасте температур, а также на методе теплового поля и термометрическом анализе;
- Течеискание – данный метод рассчитан на поиск течи, а также на проверку герметичной целостности;
- Капиллярный метод – основан на просачивании жидкостей через мелкие трещины в металле, куда входят такие разновидности как цветной и люминесцентный способ;
- Электромагнитный – основан на принципе действия вихревых токов. Здесь выделяют фазовую, амплитудную и их смешанную разновидность.
«Обратите внимание!
Для наиболее точного результат лучше всего использовать несколько методов, если качество сварного соединения действительно важно.»
Меры безопасности
Дуговая сварка нержавеющей стали является не совсем безопасным делом. Здесь нужно соблюдать несколько мер безопасности, халатное отношение к которым может привести к несчастным случаям. В первую очередь стоит помнить о газовой безопасности, так что баллон с аргоном требуется отставлять на достаточно расстояние от открытого источника огня, которое было бы приемлемым для проведения сварочных работ. Не стоит забывать и об электробезопасности. Не следует заниматься сваркой при повышенной влажности.
Не лишними будут методы личной безопасности, так как нужно помнить о горячих предметах, возможном разбрызгивании раскаленного металла и так далее. Аргон негативно влияет на дыхательную систему, так что следует использовать индивидуальные защитные средства.
svarkaipayka.ru
www.samsvar.ru
Сварка нержавейки аргоном – технология, советы
С соединением чугунных изделий разобрались здесь, а как быть, если нужно сварить детали из нержавеющей стали? Посмотрим, почему сложна сварка нержавейки аргоном. Технология в принципе описана уже неоднократно, но имеются некоторые тонкости, их надо знать.

Основная сложность процесса сварки нержавейки аргоном в том, что он требует предварительного нагрева и основывается на специфических свойствах нержавеющих сталей. А именно:
- высоком по сравнению с обычным углеродистым вариантом коэффициенте теплового расширения;
- низком, наоборот, коэффициенте теплопроводности;
- также низкой температуре плавления.
Таким образом, одним из самых перспективных направлений будет являться технология сварки нержавейки аргоном. Почему? Потому что сварка аргоном позволяет обойти почти все трудности. В частности самый большой риск — растрескивание самого шва и основного металла.
Для общего развития стоит посмотреть обучающее видео по сварке в среде аргона.
Каковы основные пункты технологии сварки нержавейки аргоном, о чем никогда нельзя забывать?
- Необходима тщательная подготовка кромок свариваемых деталей. Они зачищаются буквально до блеска стальной щеткой.
- Зачистку следует производить таким образом, чтобы между деталями оставался определенный зазор. Именно его наличие не позволит металлу растрескаться при последующей усадке из-за высокого показателя расширения нержавейки.
- После зачистки кромки обезжириваются (ацетоном).
- Чем варить? Если электродом, то вольфрамовым, если присадочной проволокой, то ее степень легирования должна быть выше степени легирования основного металла.
- Электрод нужно вести ровно, без рывков и рысканий по сторонам, ибо нарушится аргоновая защита, и возникнут проблемы на сварном шве в виде оксидной пленки.
Технологию аргонодуговой сварки нержавейки можно посмотреть в этом обучающем ролике.
Кроме того, существует еще полуавтоматический метод технологии сварки MIG MAG. Он хорош для толстостенных деталей. Защитный сварочный газ при этом способе состоит из двух компонентов: 2% CO2 + 98% Ar.
Важно. Если технология сварочного процесса нержавейки аргоном осуществляется при помощи электродов, последний должен подаваться углом вперед и на короткой дуге. Угол между ним и материалом присадки должен быть равен 90⁰.Аргон подается до тех пор, пока температура металла не упадет до 400⁰С.
24 марта 2016Teor21avtotuningg.ru
Аргонодуговая сварка нержавеющих сталей | Мир сварки
Назначение
Настоящая инструкция распространяется на ручную и автоматическую сварку в среде аргона нержавеющих сталей аустенитного класса.
В соответствии с требованиями инструкции разрешается производить сварку деталей из нержавеющих сталей типа Х18Н9Т с деталями из малоуглеродистой стали и никеля.
Инструкцией надлежит руководствоваться при проектировании, разработке технологических процессов, изготовление, контроле и приемке сварных узлов.
Отступления (ужесточение или снижение требований) от настоящей инструкции могут быть внесены в технологическую документацию на изделие по согласованию с главным технологом и представителем заказчика.
Материалы, оборудование, приспособления, инструмент даны в Приложении.
Выполнение аргонодуговой сварки меди должно производиться дипломированными сварщиками при соблюдении правил техники безопасности, изложенных в инструкции по ТБ.
К выполнению сварных работ допускать дипломированных сварщиков, имеющих право на производство работ по сварке нержавеющих сталей.
Подготовка деталей к сварке
Удалить со свариваемых поверхностей деталей масло и другие жировые загрязнения протиркой хлопчатобумажной тканью, смоченной бензином.
Произвести после обезжиривания дальнейшую подготовку деталей к сварке путем химического травления или механической зачистки свариваемых кромок.
Производить механическую зачистку или травление сварочной проволоки согласно соответствующей ТИ.
Производить механическую зачистку свариваемых деталей с двух сторон до металлического блеска на ширину 15-20 мм с помощью стальной щетки или шабера.
Примечание — На подготовленных к сварке кромках деталей не допускаются заусеницы, трещины, расслоения.
Протереть после механической зачистки кромки деталей хлопчатобумажной тканью, смоченной бензином.
Производить химическое травление деталей из нержавеющих сталей согласно соответствующей ТИ.
Производить отжиг тонколистовых деталей в вакуумной печи при температуре 900-950 °С в течение 20-30 мин. Рабочий вакуум 5×10-4 мм рт.ст.
Использовать подготовленные согласно данной инструкции детали и сварочную проволоку для сварки не позднее 72 ч.
Сварка
Выбор цанги, сопла и вольфрамового электрода горелки осуществлять исходя из соотношений, указанных в таблице 1.
| Диаметр вольфрамового электрода, мм | 1,5-2 | 2,5-3 | 3,5-4 | 4,5-6 |
| Диаметр выходного отверстия сопла, мм | 5-7 | 7-9 | 9-12 | 12-14 |
| Расход аргона, л/мин | 2-3 | 4-5 | 6-8 | 10-18 |
Примечание — Использование рекомендуемых соотношений позволяет обеспечивать хорошую защиту зоны сварного шва от воздействия окружающей среды.
Протереть цангу, сопло и вольфрамовый электрод горелки х/б тканью, смоченной спиртом. Протирку производить каждый раз перед началом смены.
Установить многослойную сетку с отверстием под вольфрамовый электрод между цангой и соплом горелки.
Закрепить вольфрамовый электрод в горелке таким образом, чтобы вылет его из сопла горелки не превышал 5-12 мм.
Перед началом смены проводить операции.
Проверить внешний вид сварочной установки, убедиться в отсутствии посторонних предметов и наличия заземления установки.
Подать на установку напряжение питания от силового распределительного щита.
Открыть вентиль баллона с аргоном. С помощью редуктора установить расход газа по ротаметру согласно таблице 2.
Производить сварку на постоянном токе прямой полярности.
Произвести сборку деталей или сборочных единиц под сварку с использованием кондуктора и сделать прихватки свариваемых кромок в диаметрально противоположных точках режимом согласно таблице 2.
Снять кондуктор с узла после прихватки и установить его в приспособление для сварки.
Сварку производить рекомендуемым режимом согласно таблице 2.
Примечание — Если сварной шов узла замкнутый, произвести перекрытие его по длине на 10-20 % от периметра шва.
По окончании сварки извлечь сваренный узел из приспособления.
Осмотреть узел с помощью лупы на отсутствие дефектов сварного шва. Швы должны иметь гладкую или мелкочешуйчатую поверхность без видимых дефектов: непроваров, подрезов, пор, трещин, незаплавленных кратеров.
Примечание — Окисление основной зоны (цвета побежалости) браковочным признаком не являются.
По окончании рабочей смены выключить установку и закрыть вентиль редуктора баллона.
Зачистку сварного шва с целью установления окалины, выплесков и наплывов металла производить по маршрутной карте на изготовление узла.
Марки стальной сварочной проволоки (присадочного материала) в зависимости от марок стали свариваемых деталей указаны в таблице 3.
| Автоматическая сварка, вольфрамовым электродом без присадки | |||||||
| 0,8 | 60-100 | 9-10 | 30-50 | 2,0 | — | 6-8 | 1-2 |
| 1,0 | 70-100 | 9-10 | 25-40 | 2,0 | — | 6-8 | 1-2 |
| 1,5 | 100-160 | 10-12 | 20-35 | 3,0 | — | 9-10 | 2-3 |
| 2,0 | 160-180 | 12-13 | 20-30 | 3,0 | — | 10-12 | 2-3 |
| 2,5 | 180-200 | 12-15 | 20-30 | 3,0 | — | 10-12 | 3-4 |
| 3,0 | 200-220 | 12-15 | 20-30 | 4,0 | — | 12-14 | 3-4 |
| Автоматическая сварка, вольфрамовым электродом с применением присадки | |||||||
| 1,0 | 70-120 | 9-10 | 20-25 | 2,0 | 0,5-0,8 | 6-8 | 1-2 |
| 1,2 | 70-120 | 9-10 | 20-25 | 2,0 | 0,8-1,2 | 6-8 | 1-2 |
| 1,5 | 120-150 | 10-12 | 20-25 | 3,0 | 1,2-1,6 | 9-10 | 2-3 |
| 2,0 | 170-200 | 10-12 | 20-25 | 3,0 | 1,2-1,6 | 9-10 | 2-3 |
| 2,5 | 180-210 | 12-15 | до 20 | 4,0 | 1,6-2,0 | 10-12 | 3-4 |
| 3,0 | 200-240 | 12-15 | до 20 | 4,0 | 1,6-2,0 | 10-12 | 3-4 |
| Ручная сварка вольфрамовым электродом | |||||||
| 1,0 | 45-65 | — | — | 2,0 | 1,2-1,6 | 5-8 | 1-2 |
| 1,5 | 45-70 | — | — | 2,0 | 1,2-1,6 | 5-8 | 1-2 |
| 2,0 | 70-90 | — | — | 2,0 | 2,0 | 8-10 | 2-3 |
| 2,5 | 80-100 | — | — | 3,0 | 2,0-2,5 | 10-12 | 2-3 |
| 3,0 | 100-130 | — | — | 3,0 | 2,0-2,5 | 10-12 | 2-3 |
| 12Х18Н9 | Св-04Х19Н9 |
| 12Х18Н9Т | Св-06Х19Н9Т |
| 12Х18Н10Т | Св-07Х19Н10Б |
Контроль качества сварки
Выполнять сплошной контроль качества сварных швов после окончания сварки с помощью лупы в соответствии с чертежом.
Произвести осмотр сварных швов по всей длине с обеих сторон.
Произвести разбраковку дефектом сварных швов согласно требованиям таблицы 4.
Подваривать дефектные участки сварных швов допускается не более двух раз.
Браковать окончательно сварные узлы, имеющие в сварных швах дефекты, размеры которых более допустимых к исправлению.
| Смещение кромок свариваемых деталей | Величиной до 0,1δ по всей длине шва | Величиной более 0,1δ по всей длине шва |
| Непровары | Не допускаются | Любой протяженности |
| Трещины | Не допускаются | Общей длиной до 15 мм |
| Прожог | Не допускается | Не более 1 |
| Подрезы | Глубиной до 0,1δ | Глубиной более 0,1δ |
| Раковины | Глубиной до 0,2δ | Глубиной более 0,2δ |
| Диаметром до 0,5δ – не более 2-х штук | Диаметром до 0,5δ – не более 5-ти штук | |
| Поры и вольфрамовые включения | Диаметром до 0,4δ – не более 3-х штук | Диаметром более 0,4δ – до 0,1δ не более 6-ти штук |
| Скопления мелких пор и вольфрамовых включений | Суммарной площадью до 5 мм2 | Суммарной площадью до 15 мм2 |
| Проплавы не представляющие пористого провисания и не мешающие дальнейшей сборке | 100 % |
Примечание — При измерении дефектов сварных швов необходимо пользоваться инструментом: штангенциркулем, щупом, специальными шаблонами или др.
Материалы
- Вольфрам лантанированный в виде прутков с содержанием лантана (1,3-1,8) % ТУ 48-19-27-88.
- Аргон газообразный, сорт высший ГОСТ 10157-79.
- Проволока стальная сварочная ГОСТ 2246-70.
- Ткань х/б бязевой группы ГОСТ 29298-92.
- Перчатки трикотажные ГОСТ 5007-87.
- Бензин «Галоша» ТУ 38-401-67-108-92.
- Спирт этиловый технический ГОСТ 17299-78.
- Аргон высокий чистоты типа «ВЧ» ТУ 6-21-12-94 (для деталей из нержавеющей стали толщиной 0,15-0,8 мм).
Оборудование, приспособления и инструмент
- Источник питания типа ПС-300, ПС- 300М, ПСО-500, ВКСМ-1000, УДГ-3010 УЖЛУ или УДГ-101 для сварки в среде защитных газов с комплектом сварочных горелок, цанг и сопел.
- Реостат типа РБ-200 или РБ-300.
- Редуктор баллонный ТУ 26-05-90-87.
- Ротаметр типа РМ-11 или РМ-1 ГОСТ 13045-81.
- Манометр ДМ 60-0,2 МПа-4 ГОСТ 2405-88.
- Набор резиновых трубок технических ГОСТ 5496-78 (для подачи защитных газов и воды в горелку).
- Шлем-маска защитная сварочная с набором защитных сварочных стекол ЭС-100, ЭС-300, ЭС-500 ТУ 38.11.0208-86.
- Очки герметичные защитные ГОСТ 12.4.001-80.
- Щетки стальные из нержавеющей проволоки диаметра (0,2-0,3) мм ГОСТ 18143-72.
- Сборочно-сварочные приспособления.
- Лупа ЛП-1-5 ГОСТ 25706-83.
- Штангенциркули ГОСТ 166-89.
- Линейка металлическая ГОСТ 427-75.
- Устройство для ламинарного истечения газа для горелки.
weldworld.ru