Электроды по чугуну ЦЧ-4 (Ø3.0 мм, 5кг). Цч электроды
Сварочные электроды ЦЧ-4
Обратите внимание цена указана за 1кг!
Вид покрытия – основное
ТУ У 28.7-34142621-006:2012 | Гост 9466 | ЦЧ-4 |
Назначение и область применения
Электроды покрытые металлические марки ЦЧ-4 для ручной дуговой сварки и наплавки чугуна с основным покрытием, что предназначены для холодной сварки конструкций с высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их соединение со сталью. Электроды ЦЧ-4 могут использоваться для сварки поврежденных деталей и сварки дефектов в отливках с высокопрочного и серого чугуна и предварительной наплавки первых одного-двух слоев на изношенных чугунных деталях под последующую наплавку специальными электродами.
Условия применения
Коэффициент наплавки 10,0 г/Ач. Расход электродов на 1 кг наплавленного металла - 1,8 кг.
Сварку электродами ЦЧ-4 проводят постоянным током обратной полярности в нижнем положении. При высоком напряжении (более 60 В) холостого хода трансформатора и короткойдлине сварочных кабелей возможно сварки переменным током. Варить только на чистых, обезжиренных и не ржавых поверхностях (перед сваркой шлифовать место соединения).Сварку проводять короткими валиками длиной (25-30) мм с охлаждением каждого валика на воздухе до 60°С и проковкой каждого участка шва легкими ударами молотка. При сваривании ковкого и высокопрочного чугуна длина валика может быть увеличена до (80-100) мм.
Химический состав наплавленного металла, %
Si | Mn | C | P | S | |
0,10-0,80 | 0,5-2,5 | 8,5-10,5 | не более | ||
| 0,25 | 0,04 | 0,07 | ||
Особые свойства
Электроды ЦЧ-4 обладают хорошими сварочно-технологическими свойствами: легким зажиганием дуги и стабильным горением, легкой отделимостью шлаковой корки, малыми потерями металла от разбрызгивания, хорошим формированием металла шва при сварке в нижнем положении. В металл шва сваренный электродами ЦЧ-4 вводится сильный карбидообразователь - ванадий. Образующиеся карбиды данного элемента, не растворяются в железе и имеют форму мелкодисперсных нетвердых включений. Металлическая основа при этом оказывается обезуглероженной и достаточно пластичной. После сварки возможна обработка режущим инструментом.
Сварочные данные
Положение шва в пространстве | Сила сварочного тока, А, для электрода диаметром, мм | ||
3,0 | 4,0 | 5,0 | |
Нижнее | 70-85 | 100-130 | 140-160 |
Упаковочные данные
Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в пачке, шт. | Вес пачки, кг |
3,0 | 350 | 30-31 | 0,8 | |
4,0 | 450 | 67-68 | 11 | 1 |
Аналоги
Производитель | Марка электродов |
ESAB | ОК 91.00 |
Прокалка перед сваркой
В случае увлажнения прокалка (160-200)°С - 60 мин.
Положение швов при сварке
PA EN 287
Сертификация
УкрСЕПРО, СтБ, ГОСТ Р
www.tddoka.ru
| ЦЧ-4. Сварочные электроды ЦЧ-4.
Основное назначение электродов ЦЧ-4: Электроды предназначены для холодной сварки деталей из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью; для сварки поврежденных деталей и заварки дефектов в отливках из высокопрочного и серого чугуна и предварительной наплавки первых слоев на изношенные чугунные детали под последующею наплавку специальными электродами. НТД ТУ 14-4-831-77, ГОСТ 9466-75, ГОСТ 9467-75 Технологические характеристики: Стержень из проволоки марок Св-08, по ГОСТ 2246-70 или другим нормативным документам. Диаметр выпускаемых электродов; 3,0; 4,0; и 5,0мм
ХАРАКТЕРИСТИКА ПЛАВЛЕНИЯ ЭЛЕКТРОДОВ. Производительность (для диаметра 4,0мм) 10,0 г/(А* ч): 1,1 кг/ч. Расход электродов на 1 кг наплавленного металла 1,8 кг. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СВАРКИ. Сварку производят короткими швами длиной 25-35мм с послойным охлаждением на воздухе до температуры 60°С, а для изделий из ковкого и высокопрочного чугуна длина валика может быть увеличена до 80-100мм. УСЛОВНОЕ ОБОЗНАЧЕНИЕ ЭЛЕКТРОДОВ ЦЧ-4- Ø ТУ 14-4-831-77, ГОСТ 9466-75, ГОСТ 9467-75 | ||||||
spelectrod.ru
Электроды ЦЧ-4 TM Monolith
Электроды ЦЧ-4 TM Monolith
ВИД ПОКРЫТИЯ– основное
| ТУ У 28.7-34142621-006:2012 | Гост 9466 | ЦЧ-4 |
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Электроды покрытые металлические марки ЦЧ-4 для ручной дуговой сварки и наплавки чугуна с основным покрытием, что предназначены для холодной сварки конструкций с высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их соединение со сталью. Электроды ЦЧ-4 могут использоваться для сварки поврежденных деталей и сварки дефектов в отливках с высокопрочного и серого чугуна и предварительной наплавки первых одного-двух слоев на изношенных чугунных деталях под последующую наплавку специальными электродами.
Условия применения
Коэффициент наплавки 10,0 г/Ач. Расход электродов на 1 кг наплавленного металла - 1,8 кг.
При высоком напряжении (более 60 В) холостого хода трансформатора и короткой длинесварочных кабелей возможно сварки переменным током. Варить только на чистых, обезжиренных и не ржавых поверхностях (перед сваркой шлифовать место соединения). Сварку проводять короткими валиками длиной (25-30) мм с охлаждением каждого валика на воздухе до 60°С и проковкой каждого участка шва легкими ударами молотка. При сваривании ковкого и высокопрочного чугуна длина валика может быть увеличена до (80-100) мм.
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %
|
Si |
Mn |
V |
C |
P |
S |
|
0,10-0,80 |
0,5-2,5 |
8,5-10,5 |
не более |
||
|
|
|
|
0,25 |
0,04 |
0,07 |
ОСОБЫЕ СВОЙСТВА
Электроды ЦЧ-4 обладают хорошими сварочно-технологическими свойствами: легким зажиганием дуги и стабильным горением, малыми потерями металла от разбрызгивания, хорошим формированием металла шва при сварке в нижнем положении. В металл шва сваренный электродами ЦЧ-4 вводится сильный карбидообразователь - ванадий. Образующиеся карбиды данного элемента, не растворяются в железе и имеют форму мелкодисперсных нетвердых включений. Металлическая основа при этом оказывается обезуглероженной и достаточно пластичной. После сварки возможна обработка режущим инструментом.
РЕЖИМЫ СВАРКИ
|
Положение шва в пространстве |
Сила сварочного тока, А, для электрода диаметром, мм |
||
|
3,0 |
4,0 |
5,0 |
|
|
Нижнее |
70-85 |
100-130 |
140-160 |
Сварку проводить постоянным током обратной полярности «+» на электроде.
УПАКОВОЧНЫЕ ДАННЫЕ
|
Диаметр, мм |
Длина, мм |
Количество электродов в пачке, шт. |
Вес пачки, кг |
|
3,0 |
350 |
30-31 |
0,8 |
|
4,0 |
450 |
11 |
1 |
АНАЛОГИ
|
Производитель |
Марка электродов |
|
ESAB |
ОК 91.00 |
ПРОКАЛКА ПЕРЕД СВАРКОЙ
В случае увлажнения прокалка (160-200)°С - 60 мин.
ПОЛОЖЕНИЕ ШВОВ ПРИ СВАРКЕ
PA EN 287
СЕРТИФИКАЦИЯ
Сертификат соответствия системе сертификации УкрСЕПРО
Сертификат соответствия государственным стандартам Республики Беларусь (СтБ)
Государственный стандарт Российской Федерации (ГОСТ Р)
Система менеджмента качества
beliff.ru
Электроды для сварки чугуна - Справочник сварщика
Для сварки чугуна и чугунных изделий необходимы специальные типы сварочных электродов. Такие электроды характеризуются по применяемому стержню самого электрода, который используется во время сварки. Стержень, в свою очередь, может быть сделан из чугунных прутков, или же из стальной сварной проволоки. Также, стержень может быть изготовлен из медной проволоки или же ее сплавов, реже – может использоваться проволока легированной стали. В конечном итоге, электроды необходимые для сварки чугуна, имеют следующие индексы и названия:
- ОМЧ-1 и ОЗЧ-1;
- МНЧ-1 и ЦЧ-4;
- ЦЧ-3А и АНЧ-1.
Теперь, по порядку о каждом из них. Электрод марки ОМЧ-1, это такой сварочный электрод, который сделан из чугунных прутков, имеющий специальное покрытие. Используются данные электроды для сварки или же наплавки чугунных деталей, или же отливок, сделанных из серого чугуна. Перед сваркой, необходимо предварительно сделать подогрев изделия. Такие электроды, как правило, подходят только для выполнения сварочных работ в нижнем положении, причем на постоянном токе обратной последовательности. При переменном токе, последовательность неважна. Во время наплавки металла в сварном шве, электроды способствуют образованию серого чугуна. При этом параметры устойчивости дуги и формирования шва, достаточно таки удовлетворительное.
 Электроды типа МНЧ-1 имеют фтористо-кальциевое покрытие. Такие электроды, чаще всего подходят для наплавки и сварки чугуна, без использования подогрева. В этом случае, сварку можно выполнять как в нижнем, так и в вертикальном положении, а кроме этого, еще и в потолочном положении. Во время использования электродов МНЧ-1 используют постоянный ток обратной последовательности. В результате, получается наплавленный железоникелемедный сплав, который очень хорошо обрабатывается.
Электроды типа МНЧ-1 имеют фтористо-кальциевое покрытие. Такие электроды, чаще всего подходят для наплавки и сварки чугуна, без использования подогрева. В этом случае, сварку можно выполнять как в нижнем, так и в вертикальном положении, а кроме этого, еще и в потолочном положении. Во время использования электродов МНЧ-1 используют постоянный ток обратной последовательности. В результате, получается наплавленный железоникелемедный сплав, который очень хорошо обрабатывается.
Электрод типа ОЗЧ-1 делают из медной проволоки с фтористо-кальциевым покрытием (а также, добавки железного порошка). Используются такие для наплавки и сварки чугуна, также без использования подогрева. Электроды АНЧ-1 характеризуются точно таким покрытием, как и ОЗЧ-1, однако в отличие от вышеупомянутых, здесь несколько другая проволока. В итоге, получается металл шва с меднохромоникелевым сплавом, что хорошо сказывается на последующей механической обработке.
Электроды ЦЧ-4 и ЦЧ-3А имеют электродный стержень и медно-кальциевое покрытие. Такие электроды отлично подходят для сварки чугунных изделий и сплавов, например чугуна со сталью. К тому же, они могут применяться при холодной сварке, а последующая механическая обработка таких изделий очень удобна.
www.vse-o-svarke.org
Электроды для сварки чугуна ЦЧ-4 Ø3,0 мм
Электроды ЦЧ-4 можно с полной уверенностью назвать прекрасным решением для холодной сварки разнообразных элементов, выполненных из стандартного и повышенной прочности чугуна. Кроме этого они подходят для работы с деталями, сделанными из сплава чугуна и стали. Дополнительно представленные электроды для сварки чугуна могут применяться для заварки изъянов литья. При необходимости с их помощью Вы без проблем сможете сваривать поврежденные элементы либо наплавить необходимый слой металла.
Важной особенностью использования представленной модели выступает ограничение по направлению. Сварка может осуществляться исключительно в нижнем положении, постоянным током, который обладает при этом обратной полярностью. Однако при существующих ограничениях данный факт позволяет выполнять наплавку любого количества слоев металла для восстановления поврежденных поверхностей. Особенно актуально это преимущество для ремонта станин оборудования, испытывающих постоянные нагрузки (механика, вибрации и т.д.).
Показатели сварки и готового шва стандартны. Но для ЦЧ-4 характерна пониженная производительность наплавки. В результате средний расход электродов на один килограмм наплавленного металла находится в районе 1,8 кг.
Как правильно использовать:
- Сварка выполняется посредством спец.валиков диаметром до 3,5 см. При этом необходимо обеспечивать охлаждение до показателей 60°С. Для определенных марок чугуна повышенной прочности данный режим можно повышать до 110°С.
- Чтобы улучшить шов, следует подвергнуть края детали нагреванию до 650°С на протяжении шестидесяти минут.
- В процессе работы поверхность элемента должна остывать понемногу. Оптимальным решением будет помещение изделия в печь, оснащенную опцией поэтапного понижения температуры. В случае отсутствия подобного оборудования следует разогретую деталь обернуть специальным теплоизоляционным материалом.
Технические характеристики электродов ЦЧ-4:
- Покрытие – основное.
- Коэффициент наплавки – 10,0 г/А ч.
- Производительность наплавки (для диаметра 4,0 мм) – 1,1 кг/ч.
- Расход электродов на 1 кг наплавленного металла – 1,8 кг.
- Прокалка перед сваркой: 160-200°С; 1 ч.
Классификация
Химический состав наплавленного металла, %:
| основа | 0,13 | 0,9 | 0,5 | 8,6 | 0,014 | 0,023 |
Механические свойства наплавленного металла:
| 490 | 180 |
Геометрические размеры и сила тока при сварке:
| 3,0 | 350 | 65 – 80 | 34 |
| 4,0 | 450 | 90 – 120 | 15 |
| 5,0 | 450 | 130 – 150 | 10 |
| Марка | ЦЧ-4 |
| Тип сварочного тока | AC/DC |
| Вид свариваемого металла | чугун |
| ГОСТ | 9466-75 |
| Сила тока при сварке, А | 70-95 |
| Коэффициент наплавки | 10 г/А ч |
| Временное сопротивление, МПа | 490 |
| HB - твердость по Бринеллю | 180 |
| Назначение | Холодная сварка, ремонтная наплавка и заварка дефектов литья в деталях из чугунов |
| Предел прочности, МПа | 495 |
| Относительное удлинение, % | 8 |
| Страна производства | Россия |
| Производительность наплавки | 1,1 кг/ч |
| Расход электродов на 1 кг наплавленного металла | 1,7 кг |
| Прокалка перед сваркой: | 160-200°С, 1 час |
| Тип покрытия | основное |
| Вес, кг | 5 |
www.svarcka.ru
Электроды ЦЧ-4

Сварочные электроды ЦЧ-4 предназначены для ремонтной наплавки металла, а также для заварки дефектов литья металла. Еще с помощью электродов ЦЧ-4 Вы можете производить сваривание чугуна со сталью. Также Вы можете производить сваривание и наплавку металла на серый высокопрочный и ковкий чугун. Еще с помощью электродов ЦЧ-4 Вы можете производить наплавку одного-двух слоев на изношенные чугунные детали. После наплавки электродами ЦЧ-4 Вам нужно производить завершающие слои наплавки металла с помощью специальных видов электродов.
Сваривание наплавка электродами ЦЧ-4 производится в нижнем положении сварочного шва при использовании постоянного тока обратной полярности. Если же Вы используете провода большой длины или же Ваш трансформатор имеет большую мощность, то Вам лучше всего использовать переменный ток.
Коэффициент наплавки электродов ЦЧ-4 составляет 10 г/Ач. Производительность наплавки составляет 1,1 килограмма наплавленного металла в час. На наплавку 1 килограмма металла у Вас уйдет 1,8 килограмма наплавочных электродов ЦЧ-4. Наплавочные электроды ЦЧ-4 сделаны с использованием специальной сварочной проволоки, которая полностью соответствует государственным стандартам, принятым ранее в нашей стране.
Состав наплавленного металла электродами ЦЧ-4 очень разнообразен. В него входят такие химические элементы, как железо, карбон, марганец, силиций, ванадий, фосфор и сера. Все составляющие наплавленного металла с использованием наплавочных электродов ЦЧ-4 дают Вам долгосрочную гарантию того, что Ваше изделие будет работать для Вас еще долгое время и не будет заставлять Вас снова и снова делать наплавку металла на детали изделия.
Наплавочные электроды ЦЧ-4 производятся диаметром 3, 4 и 5 миллиметров. При наплавке Вам нужно использовать нижнее положение шва, потому что в любом другом положении у Вас могут возникнуть проблемы с повышенным травматизмом или же неудобствами при наплавке.
Наплавка электродами ЦЧ-4 производится короткими валиками длиной от 25 до 35 миллиметров с воздушным охлаждением при температуре воздуха не более 60 градусов по Цельсию. Если же Вы производите наплавку металла на ковкий и высокопрочный чугун. При этом длина валика должна достигать 80 – 100 миллиметров.
Начинать производить прокалку Вы можете только после обязательной прокалки наплавочных электродов ЦЧ-4. Прокалка электродов позволяет Вам снизить уровень содержания влаги в покрытии сварочных электродов ЦЧ-4. Прокаливание производится при температуре 160 – 200 градусов по Цельсию. Продолжительность прокалки должна составлять 1 час.
Для произведения прокалки лучше всего используйте специальную печь для прокалки электродов. Такую рекомендацию дают заводы-изготовители электродов и сварочного оборудования. Поэтому если Вы прислушиваетесь к советам заводов-изготовителей, то увеличиваете гарантию для своего изделия. Приобрести наплавочные электроды ЦЧ-4 высокого качества Вы можете у одного из производителей, ссылки, на сайты которых указаны на странице «Контакты».
elektrod-3g.ru
Электроды для сварки чугуна со сталью:маркировка, характеристики
При большой твердости чугун обладает одним большим недостатком, который проявляется в его хрупкости. Это вызвано большим содержание углерода в составе, что делает сварку данного металла достаточно сложным процессом. Электроды по чугуну должны компенсировать многие негативные моменты благодаря специально подобранному составу, но их имеется достаточно большое количество разновидностей, так что для каждого случая приходится подбирать отдельную марку. С учетом того, что в самом металле может находиться до 6% углерода, в электродах присутствует примерно то же самое соотношение.

Электроды для сварки чугуна
Одним из самых качественных способов является сварка чугуна аргоном, но это достаточно дорого и не всегда доступно. Сварка чугуна электродом в домашних условиях также возможна и весьма распространена, благодаря своей простоте и дешевизне. Главное правильно подобрать расходный материал и подготовить металл под сварку. Очень важно, чтобы сварочные электроды по чугуну имели одинаковое время остывания с основным металлом, так как у него оно зачастую достаточно низкое. Это помогает избежать перенапряжения, что очень важно, так как у чугуна очень низкие пластичные свойства. При повышенных температурных режимах может происходить выгорание углерода, так что если в присадочном материала будет содержаться больше данного элемента, чем в основном.

Набор электродов для сварки металла
Электроды для сварки чугуна используются как в промышленности, так и в частной сфере. Естественно, что у каждой марки свои особенности применения, поэтому, некоторые из них принадлежат только к определенным областям. В целом же чугун достаточно распространенный металл. К нему в большинстве случаев выпускают материалы с большим диаметром, так как из него делаются массивные изделия. Это могут быть детали к машинам, станочному оборудованию и прочей тяжелой технике. Возникает необходимость, как в самой сварке, так и в наплавке, причем электроды для наплавки чугуна мало чем отличаются от других типов. Практически у всех них основное покрытие, но встречаются и модели с кислым, что обеспечивает стабильность дуги и возможность проводить процедуры во всех пространственных положениях. Все они изготавливаются согласно ГОСТ 7293-85.
Физико-химический состав
Химический состав определяет, какими свойствами будет обладать наплавленный металл. Во все марки в основу входит железо, а остальные элементы служат для улучшения свойств сваривания и поддержания состава основного металла, который может меняться от температурного воздействия. На примере одной из марок можно рассмотреть химический состав:
- Углерод — 0,13%;
- Марганец — 0,9%;
- Кремний — 0,5%;
- Железо – остальное;
- Ванадий — 8,6%;
- Сера — 0,014%;
- Фосфор — 0,023%.
Технические характеристики
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
Марки
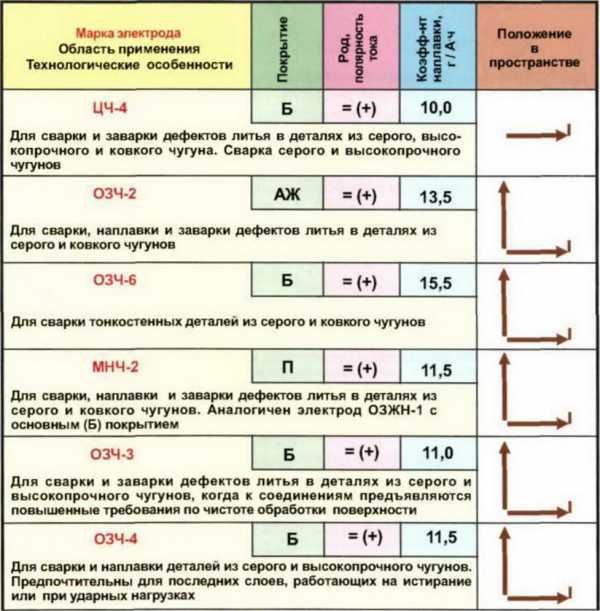
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.
- МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья. Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.
Электрод для сварки чугуна МНЧ-2
- ОЗЧ2 – данная марка лучше всего проявляется при сваривании серого и ковкого чугуна. Главной особенностью является возможность использования без предварительного подогрева. Но для них недоступна потолочная сварка, так что приходится использовать только вертикальную и нижнюю.

Электрод ОЗЧ-2
- ЦЧ4 – подходит как для горячей, так и для холодной сварки. Они используются сугубо в нижнем положении. Они используются как электроды для сварки чугуна со сталью. Сварка проводится при постоянном токе, кроме случаев с высоким напряжением, когда лучше применять переменный.

Электрод ЦЧ-4
- ОЗЖН1 – данная марка применяется исключительно при холодной сварке. С ее помощью можно соединять высокопрочный и серый чугун. В вертикальном и нижнем положении можно проводить соединение при больших объемах металла.

Электрод ОЗЖН-1
- ОК92.18 – эта марка используется только с предварительным подогревом. Может свариваться как на постоянном, так и на переменном токе. Очень чувствительна к выбору режима.

Электрод ОК92.18
Обозначение и маркировка
Маркировка электродов для чугуна зачастую содержит информацию о составе, что входит в изделие. Ведь железо хоть и является основным металлом для большинства марок, но помимо него встречаются и другие весомые примеси, не говоря уже о тех случаях, когда в качестве основы выступает никель. На примере марки МНЧ2 можно рассмотреть принцип формирования маркировки:
- М – в электроде содержится медь, которой в данном случае около 30%;
- Н – в электроде содержится никель, которого в данном случае 66%;
- Ч – материал предназначен для сваривания чугуна;
- 2 – номер марки, так как в серии есть и другие изделия с похожим составом, но различным соотношением элементов.
Выбор электрода для сварки чугуна
Электроды для сварки чугуна подбираются под конкретную марку. Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Помимо этого нужно обращать внимание на обмазку. Ее подбирают сразу к тем условиям, для которых предназначены изделия. Но с учетом того, что основное и кислое покрытие оказываются достаточно различными по свои свойствам, об этом факторе не стоит забывать. Здесь также играет роль его толщина, особенно если речь идет о наплавке. Здесь нужно останавливаться на как можно более толстых моделях.
Толщина стержня также становится определяющим фактором, если сварка проводится с тонкими изделиями. Здесь нужно подбирать максимально точно, чтобы толщина диаметра совпадала с толщиной основного металла. В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
Основные режимы и нюансы применения
Главной особенностью применение является работа с подогревом. Большинство марок требуют предварительного подогрева, а также поддержание шва в теплом состоянии с постепенным остыванием. Это помогает избавиться от возможных вкраплений кислорода и водорода, из-за чего образуются трещины, поры и другие виды брака.
| Величина диаметра, мм | Сила тока в нижнем положении, А |
| 3 | 65–80 |
| 4 | 90–120 |
| 5 | 130–150 |
Производители
Существует много марок от различных производителей, каждый из которых старается предложить свой вариант решения проблема сварки данного металла путем изменения состава. Можно встретить изделия таких компаний как:
- ASPIK;
- Гранит;
- Фрунзе-Электрод;
- Патон;
- Монолит;
- UTP.
svarkaipayka.ru