Как измерить напряжение холостого хода сварочного инвертора. Напряжение сварочного инвертора на выходе
Что такое холостой ход при сварки
Можно провести испытание сварочного инвертора на что он способен. Берем самый доступный сварочный инвертор TIG. Приведу пример аппарата на фото там IN 256T/ IN 316T.
Если посмотреть таблицу там указано где находится холостой ход в виде индикации. На таких аппаратах холостой ход запрограммирован компьютером. Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
К примеру ели китайский бюджетник там вы вообще не найдете информации о холостом ходе. Плюс еще Амперы завышены по показателям. На самом деле некоторые даже электроды уони 13/55 не потянут. А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение. Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку. Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
Рассмотрим примитивный ВД-306М У3. На малых токах 70-190 А напряжение 95 вольт плюс минус 3 вольта. На больших токах 135-325 А холостой ток 65 вольт плюс минус 3 вольта. При этом он стабилен во всех диапазонах силы тока. Как рукоятку не крути и меняй амперы сколько душе угодно холостой холостой ход не убавится.
Я к чему это веду если сварочный инвертор плохо варит на малых токах у вас причина в блоке управления описанная выше. Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Сами ради интереса проверьте свой сварочный аппарат. Киньте щупы от вольтметра на силовые кабеля и попробуйте варить. Увидите как падает напряжение. Сам лично варил в домашней сети инвертором интерскол 250А электродами 3мм УОНИ 13/45 с обратной полярностью. Как только не крутил амперы так толком и не смог их разжечь, зато МР-3 горят будь здоров от первого прикосновения.
Читайте в паспорте при покупке оборудования сколько холостого тока выдает аппарат и на каких токах. Если это не профессиональное оборудование холостой ход вы ни как не отрегулируете. Если не метод описанный выше. На самом корпусе агрегата вы навряд ли найдете такую информацию. Производители обычно ее скрывают громкими названиями и силой тока.
weldingmedia.ru
Сварочный инвертор, вольт-амперная характеристика, дуга
Для того чтобы разобраться в работе сварочного инвертора затронем немного тему возникновения сварочной дуги. Рассмотрим вольт – амперную характеристику электрической дуги, возникающей при сварке (далее ВАХ).
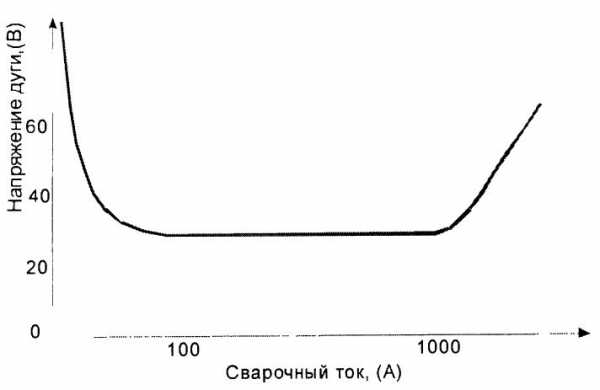
Как мы можем наблюдать из графика при малых токах, до 80 А, характеристика имеет падающий характер. Этим свойством необходимо пользоваться, потому что, если посмотреть на график, чем выше напряжение, прикладываемое к искровому промежутку, тем легче будет возникать электрическая дуга. Это значит, что дуга загорится от меньшего значения тока, чем на прямолинейном участке ВАХ. Как раз с целью облегчения зажигания дуги в сварочных инверторах применяют осцилляторы и прочие устройства, повышающие напряжения сварочных аппаратов. Для сварочных аппаратов инверторного типа стандартное напряжение колеблется, как правило, в промежутке от 70 В до 95 В и зависят от вольтдобавочной конструкции.
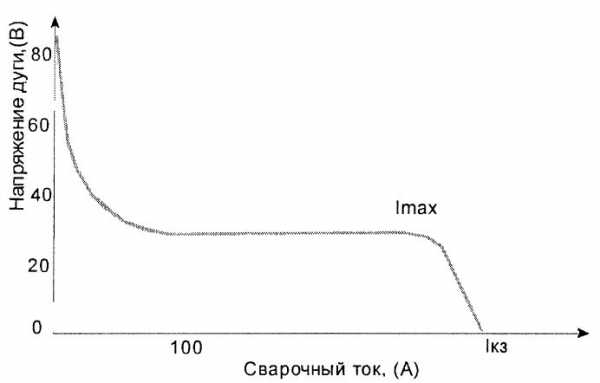
Приблизительный график ВАХ инвертора должен выглядеть примерно так:
Стабильный поджиг, а также поддерживание стабильного горение электрической дуги обеспечивает высокое напряжение холостого хода (ХХ). При обеспечении такой ВАХ легко поджигаются и хорошо горят электроды всех марок, также электроды для сварки цветных металлов, нержавейки и чугуна. Конечно выше показанная идеализированная ВАХ, но нужно стремится к получению именно такой характеристики. Мы рассмотрели участок только до 100 А, но главное на этом участке добиться значения ВАХ похожей на характеристику сварочной дуги, так как от этого зависит устойчивость дуги и качество сварочного шва. В итоге можно сформулировать первое требование к работе сварочного инвертора – это крутопадающая ВАХ. Если это условие не выполнено, то сварочный аппарат с достойными параметрами не получится.
Теперь рассмотрим участок от 80 А до 800 А. На этом участке дуга будет являться стабилизатором напряжения. Этот участок является наиболее подходящем для переноса расплавленного металла к свариваемому изделию. На данном участке напряжение дуги не зависит от тока, а зависит от ее длины.
Величину данного напряжения можно вычислить по формуле:
Где: UД – напряжение, В;
а – коэффициент, он постоянен и выражает сумму падений напряжений на катоде и аноде и не зависим от длины дуги, В;
b –напряжение среднее на единицу длины, В/мм;
L – длина дуги, мм;
Для стальных электродов коэффициенты а и b можно принять а=10 В, b=2 В/мм, соответственно напряжение для дуги длиной L=4 мм будет равно:
U=10+2*4=18 В
При атмосферном давлении и при сварке металлическим электродом будет гореть устойчиво при напряжении 18 – 28 В. Это и будет вторым требованием к нормальной работе сварочного инвертора. Итак, во всем рабочем диапазоне от 80 А до максимального значения тока, рабочее напряжение не должно уменьшатся менее 18 В, а чтоб поддержать гарантированно стабильную работу не ниже чем 22 – 24 В.
Рассмотрим третий участок кривой работы сварочного инвертора. Этот отрезок очень важен для обеспечения бесперебойной работы инвертора, ограничения тока КЗ, безопасной работы силовых ключей и так далее. В разных конструкциях преобразовательных устройств он может формироваться по разному. В инверторах с ШИМ модуляцией, ограничения тока силовой цепи реализовывают через обратную связь (ОС). В качестве датчика ОС применяют трансформатор тока. При достижении максимального тока импульс с трансформатора тока поступает на вход блока ограничения тока (БОТ), который выдает команду на прерывание импульсов силовых ключей.
На осциллограмме это будет выглядеть как уменьшение скважности импульсов (длительность импульса в открытом состоянии уменьшится), что приведет к уменьшению напряжения, но ток будет расти. Крутизна такого участка будет зависеть от быстроты реакции контроллера на изменения в нагрузке. Для резонансных инверторов этот участок ВАХ имеет более пологий наклон. Это зависит от добротности L – C цепочки – чем она выше, тем более крутой угол наклона кривой. Поэтому при правильной настройке сварочного аппарата можно обойтись без токовой ОС. Как видим резонансные преобразователи не боятся режима КЗ. И это будет третье требование к сварочным инверторам.
Также нужно обратить внимание на такие виды защит как:
- Безопасность сварщика. Он не должен попасть под опасное для жизни напряжение;
- Защита от длительного КЗ и перегрева силовых частей инвертора;
- Защиту от попадания влаги и пыли в устройство;
- Система стабилизации горения дуги и поджига;
elenergi.ru
Принцип работы сварочного инвертора и его устройство (видео)
30 сентября 2015
Просмотров: 4411
Сегодня рынок сварочных аппаратов прочно удерживают сварочные инверторы. Принцип работы сварочного инвертора существенно отличается от старых аппаратов (трансформаторных). Такие агрегаты захватили рынок относительно недавно, в середине нулевых, причинами успеха стали их достоинства и резко снизившаяся цена из-за удешевления электроники.

Конструкция сварочного инвертора.
Что такое инвертор
До появления сварочного инвертора для сварки использовали аппараты с мощными трансформаторами, которые выдавали ток до 500 А. Они были громоздкими и тяжелыми, их масса достигала 20, а иногда и 25 кг. Современные инверторы занимают мало места и весят на порядок ниже. Но для того чтобы понять принцип работы сварочного инвертора, необходимо знать принцип сварки как процесса.
Схема инверторного сварочного аппарата.
Как уже было сказано выше, сварочный аппарат дает на выходе большой ток. Этот ток позволяет получить электрическую дугу, которая имеет высокую температуру и плавит металл. Дуга возникает между металлической поверхностью (той, что требуется заварить) и электродом. Капли расплавленного дугой металла заливают щель свариваемых деталей. После застывания металла, которое происходит очень быстро, образуется шов, который обладает высокой прочностью. Такая дуговая сварка является основной, на ее долю приходится более 80% всех соединений.
Главное в сварке — это ток, который раньше получали при помощи мощных трансформаторов, однако уже середина 70-х годов прошлого века была отмечена изобретением инверторного сварочного аппарата. Он имеет малые габариты и массу, питается от бытовой сети в 220 В (или промышленной в 380 В), а на выходе дает широкий диапазон необходимых токов.
Вкратце принцип работы инвертора можно описать так: ток от сети (переменный, с частотой 50 или 60 Гц) идет на выпрямитель, где преобразуется в постоянный. Далее идет фильтр, который «сглаживает» постоянный ток. После фильтра следует инвертор, который преобразует постоянный ток в переменный высокой частоты. Далее напряжение понижается, и на выходе получается высокое значение переменного тока. Регулируя частоту, можно регулировать ток в широком диапазоне.
Подробное описание работы
Принцип работы сварочного аппарата.
В инверторах происходит увеличение рабочих частот с 50/60 Гц до 60 — 80 кГц (при этом увеличение рабочих частот в 4 — 6 раз позволяет снизить массу и габариты устройства в 2 — 3 раза). Повышение частоты (рабочей) происходит в контуре с мощными силовыми ключевыми транзисторами. Однако для работы транзисторов, которые на выходе дают большой ток высокой частоты, следует подать постоянный ток на вход. Постоянный ток получается после прохождения переменного тока питания (от внешней сети) выпрямителя. Электрическую схему можно условно разделить на 2 части: силовую и управления. Описание начинается с силовой части. Итак, сетевой выпрямитель представляет собой мощный диодный мост, который преобразует переменный ток в постоянный.
Для фильтрования применяются конденсаторы (часто электролитические). Фильтр необходим для сглаживания импульсов, которые происходят после прохождения диодного моста. При этом значение напряжения на выходе фильтра будет примерно в 1,4 раза выше входного напряжения диодного моста (т.е. на корень из 3). При этом важно знать то, что подобные схемы чувствительны к перепадам напряжения. При повышении входного напряжения более чем на 10% выходное повышается на 15%, этого достаточно, для того чтобы схема сгорела. Также важным конструктивным элементом выпрямителя является радиатор, который охлаждает диодный мост. Это связано с тем, что диоды и резисторы в диодном мосту сильно нагреваются под воздействием больших токов.
Помимо радиатора, на диодный мост устанавливается и термопредохранитель, в задачи которого входит немедленное отключение питания при нагреве моста более чем на 80 — 90°С.
Принципиальная электрическая схема сварочного инвертора.
Перед выпрямительным узлом устанавливают фильтр ЭМС (электромагнитная совместимость), он защищает сеть от высокочастотных помех и представляет собой дроссель и связку конденсаторов. Инвертор же представляет собой сборку транзисторов (часто из 2 штук) по схеме «косой мост». Коммутация постоянного напряжения в переменное происходит переключением транзисторов, частота которых может составлять десятки или сотни килогерц. Полученный на выходе ток имеет прямоугольную форму. Защиту транзисторов от сгорания обеспечивают RC-цепи, которые называют демпфирующими. Чтобы получить высокий ток на выходе инвертора, после косого моста стоит понижающий трансформатор напряжения. За ним находится мощный силовой выпрямитель, тоже диодный мост, который преобразует переменный ток в постоянный. Именно постоянный ток на выходе генерируют инверторы.
Все силовые контуры имеют охлаждение и термодатчики, которые отключают аппарат при превышении допустимого значения температуры. Чтобы обеспечить плавный запуск аппарата, используют стабилизаторы напряжения. Мягкий пуск необходим из-за того, что после зарядки конденсаторов фильтра на выходе получается большое значения тока, которое может сжечь силовые транзисторы.
Для управления силовой частью используют контроллер ШИМ. Он выдает сигналы на полевой транзистор. Выходные сигналы полевого транзистора попадают на трансформатор разделительный, у которого 2 выходные обмотки. С обмоток выходные сигналы поступают на силовые ключевые диоды (из силовой части). Также для закрытия силовых транзисторов применяется «обвязка» из 2 транзисторов. Для контроля выходного силового сигнала в системе управления применяется схема с использованием операционного усилителя, который подает входной сигнал ШИМ-контроллеру. На узел операционного усилителя, помимо выходных сигналов, заводятся сигналы со всех защитных контуров, в результате чего прекращается генерация сигнала управления и схема перестает работать (отключается).
Достоинства инверторов
Способы подключения сварочного инвертора.
Инверторы имеют следующие преимущества:
- Малая масса. Транзисторы весят значительно меньше трансформатора, поэтому масса прибора составляет 5 — 12 кг против 18 — 35 кг.
- КПД инверторов достигает порядка 90%. Это связано с меньшими потерями на нагрев «железа». Сварочные трансформаторы сильно греются.
- В связи с высоким КПД и низкими потерями в железе почти в 2 раза снижается электропотребление аппарата.
- Устройство сварочного инвертора дает возможность регулирования силы тока, что позволяет осуществить сварочные работы в широком диапазоне, т.е. не требуется специальных аппаратов для различных материалов (типа меди или латуни). Это делает такой аппарат универсальным.
- Сварочные инверторы более «лояльны» к ошибкам сварщиков. Почти все аппараты имеют автоматические режимы, которые не позволяют электроду залипнуть.
- Стабильное выходное напряжение, не зависящее от перепадов (до 10%) напряжения в сети. Это позволяет получить стабильную сварочную дугу, параметры которой регулируются автоматически, при этом могут быть учтены даже мелкие помехи типа ветра.
- Есть возможность применения любого типа электродов.
- Многие аппараты позволяют программировать режимы работы. Это дает возможность более точно настроить аппарат на конкретную задачу.
Недостатки инверторов
- Главным недостатком инверторов является цена, которая выше стоимости классических сварочных аппаратов на 20 — 50%.
- Высокая стоимость ремонта. Обычно у этих аппаратов выходят из строя силовые транзисторы, которые составляют до 60% стоимости всего устройства. Соответственно, их замена влетит «в копеечку».
- Невозможно использование инверторов в плохих климатических условиях: в дождь, снег или морозы. При снеге или морозах сварка должна проводиться в специальных шатрах, где обеспечивается температура выше 0 градусов.
Стоит отметить и короткие кабели питания, т.е. нельзя использовать удлинители. Обычно кабель питания имеет длину порядка 2 метров. Это вызвано тем, что в них наводятся помехи, которые вредят работе инвертора. В результате инверторы жестко привязаны к точкам подключения.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка...Похожие статьи
masterinstrumenta.ru
Сварочный инвертор, работающий при пониженном напряжении
Апрель 1, 2017
Подача стабильного сетевого питания в городах и сельской местности кардинально отличается. Использование современной бытовой техники с её высоким энергопотреблением поставило сёла и дачные посёлки в условия работы аппаратуры при пониженных напряжениях в сети общего пользования. Любое строительство предполагает использование соединения металлов, поэтому сварочные инверторы, работающие при низких напряжениях сети, всегда будут востребованны вдали от городов. Мы рассмотрим модели инверторных аппаратов, работающих в этих условиях, и способы обеспечения их оптимальных характеристик.
Принцип работы сварочного инвертора
Принцип действия инвертора основан на преобразовании входного переменного тока частотой 50 Гц и напряжением 220/380 V в выходной ток повышенной мощности. Он и обеспечивает дугу короткого замыкания, в результате действия которой и достигается расплавление металла в месте соединения деталей. Оборудованием, которым достигается стабильное воздействие дуги, и является сварочный аппарат. В случае пониженных входных характеристик он действует как сварочный инвертор, работающий при низких напряжениях питающих сетей. Эти агрегаты ничем не отличаются от обычных, кроме схемотехнических решений и используемых полупроводниковых элементов.

Аппараты для низкого напряжения отличаются малым влиянием входных параметров на процесс, обусловленный сваркой деталей. Это происходит за счёт того, что действует встроенный стабилизатор напряжения для сварочного инвертора, который сглаживает скачки. Любой инвертор использует напряжение на выходе для преобразования в мощный сварочный ток с целью сплавления металлов в одно целое по составу и прочностным характеристикам. Эти агрегаты состоят из следующих блоков:
- низкочастотный выпрямитель, преобразующий переменное напряжение 220/380 V в постоянный ток;
- высокочастотный транзисторный инвертор, формирующий переменный ток с большой частотой колебаний;
- силовой трансформатор с дросселем, позволяющий подавать сварочный ток на клемму инвертора;
- система обратной связи, регулирующая силу выходного тока, розжиг дуги, стабилизирующая напряжение на выходе;
- опционно присутствуют выпрямитель, форсирование дуги и функция антизалипания электродов;
- система индикации и управления режимами работы, система вентиляции и защиты от экстремальных условий сварки.
Важно, что инвертор, работающий в режиме пониженного питания, особо нуждается в эффективном охлаждении, поэтому необходима периодическая очистка от пыли радиаторов охлаждения аппарата.
Обеспечение эффективной работы инвертора
Колебания показателей в электросетях общего пользования могут быть от 150 В до 270 В, при номинальном питании 220 В. Это происходит за счёт перекоса нагрузки между фазами и устаревшим оборудованием, в котором отсутствует возможность регулирования стабильных параметров в сети. Такое положение характерно для сельской местности и имеет, к сожалению, повсеместный характер. Чтобы обеспечить работу сварочного инвертора в таких условиях, необходимы следующие обстоятельства:
- наличие стабилизатора входного напряжения для сварочного аппарата, который должен обеспечивать необходимую для работы мощность;
- инженерные схемотехнические решения, которые позволяют агрегату выполнять свои функции в условиях перепадов сетевых значений;
- наличие сварочного осциллятора для эффективного розжига дуги короткого замыкания;
- подбор параметров аппарата, который обеспечивает оптимальное напряжение холостого хода сварочного инвертора.
Стабилизатор входного напряжения должен обеспечивать потребляемую мощность в пределах от 5 кВт до 9.8 кВт и работать в широком диапазоне скачков питающих переменных токов. Нужно отметить, что большие габариты, вес и высокая цена не делают эту аппаратуру особо популярной. Поэтому наиболее востребованными являются встроенные в инвертор стабилизаторы питающих показателей, которые дают возможность уменьшить сетевую нестабильность путём подбора полупроводниковых элементов и режимов их работы.
В модельном ряду многих производителей нет такого аппарата, который не мог бы работать хотя бы в пределах от 190 до 230 В, а некоторые агрегаты, рассчитанные на российский рынок, работают в гораздо более широком диапазоне входных показателей. Поскольку стабилизаторы для инвертора слишком дороги, следует сосредоточиться при выборе аппарата на схемотехнических решениях и качественной элементной базе. Необходимо убедиться в наличии осциллятора, а также в стабильности напряжения холостого хода при скачках в сети.
Важным является наличие в схеме полупроводниковых деталей от известных производителей и их нагрузочные параметры, такой критерий должен быть определяющим при выборе инверторного аппарата.
Рекомендуемые инверторы для работы при пониженном электропитании
На рынке инверторов присутствуют немецкие, итальянские, китайские и российские аппараты, которые могут устойчиво выполнять свои функции как при повышении, так и при понижении параметров сети. Мы рассмотрим некоторые модели бюджетной и средней ценовой категории, которым присущи следующие качества:
- широкие пределы регулировки сварочного тока;
- наличие функции горячего старта;
- возможность эксплуатации в широких температурных пределах;
- продолжительная работа при максимальном токе;
- устойчивое напряжение холостого хода;
- работа при напряжении на входе от 150 В до 240 В и более.
Инверторный аппарат Fubag IR 200 позволяет вести работу с электродами от 1.6 мм до 5 мм, позволяет варить при входном напряжении 150 В. Регулировка тока — от 5 А до 200 А, температура окружающей среды — от -10 оС до +40 оС, обладает горячим стартом и обеспечивает ровную стабильную дугу короткого замыкания.

Сварочный аппарат Сварог ARC 160 стабильно работает от 160 В до 245 В входного электропитания с устойчивым розжигом дуги и номинальным током от 20 А до 160 А. Поддерживает режим сварки вольфрамовым электродом в защитной среде, но имеет малый ПВ — 40 %.
Работает при пониженном значении сети также инвертор Интерскол ИСА 160, выдавая устойчивые показатели по току от 20 А до 160 А. Продолжительность работы при максимальном токе ПВ 100 %, есть функции горячего старта, антиприлипания и форсажа дуги. Пользуется спросом, благодаря своей стабильности, удобству работы и неприхотливости.
Инвертор Aurora PRO Inter 200 продолжает работать даже при падении до 140 В, имеет многоуровневую защиту и выдаёт сварочный ток от 20 А до 200 А. Возможно использование 5 мм электродов на максимальном токе, его ПВ равен 60 %, а характерной особенностью является возможность подключения сетевого удлинителя длиной до 100 м при сечении провода не менее 2.5 мм2.
Все эти приборы обладают классом защиты IP 21, весом не более 8 кг и относительно небольшой потребляемой мощностью. Конечно, при напряжении в сети ниже 180 В рассчитывать на сварку электродом в 5 мм не приходится, но электродом 3 мм можно работать и при 150 В.
Важно, что нестабильные условия заставляют инвертор работать в экстремальном режиме, поэтому перед покупкой необходимо убедиться в наличии обслуживающих ваш аппарат мастерских.
Итоги
Мы рассмотрели работу сварочных инверторов при низком напряжении в электрической сети. Можно выбрать дорогостоящий стабилизатор, а можно подобрать сварочный аппарат с оптимальными характеристиками, выбор за вами, и он зависит от вида работ и финансовых возможностей.
electrod.biz
Немного теории и основные требования к сварочному инвертору
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Для понимания принципов построения сварочного источника инвертора необходимо немного затронуть процессы возникновения горения сварочной дуги. Начнем с вольтамперной характеристики дуги (в дальнейшем ВАХ).
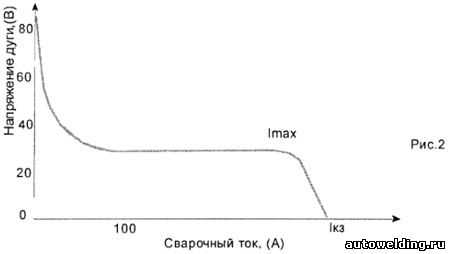
На рис.1 показана ВАХ дуги в общем виде. Как видим при малых токах, примерно до 80А характеристика дуги имеет падающий вид, или если на пальцах - при возростании тока напряжение дуги падает. Это очень интересное свойство душ которое можно и нужно ислользовать! Исходя из приведенного графика можно сделать однозначный вывод - чем выше напряжение, приложенное к искровому промежутку, тем легче процесс возникновения дуги, дуга загорится при токе намного меньше, чем если мы будем пытаться её зажечь на прямолинейном участке ВАХ! Именно с целью облегчения зажигания дуги применяются осцилляторы и различные устройства повышающие выходное напряжение сварочных аппаратов. Стандартное напряжение холостого хода (XX) для инверторных сварочных аппаратов колеблется от 70В до 95В, и зависит только от конструкции вольтодобавки.
Основной источник обычно имеет пологопадающую характеристику с крутопадающим хвостовым участком, ограничивающим максимальный ток короткого замыкания (КЗ). Приблизительный график ВАХ сварочного инвертора должен иметь вид, как на рис. 2. Как видим высокое выходное напряжение XX обеспечивает стабильный поджиг и поддерживание устойчивого горения дуги на всех режимах работы. При такой ВАХ сварочного инвертора, легко поджигаются и устойчиво горят электроды всех марок, в том числе электроды для сварки нержавеющих сталей, цветных металлов и чугуна.
На рис. 2 показан приблизительный график ВАХ, и реальная ВАХ может значительно отличаться, но в идеале нужно стремиться именно к получению похожей выходной характеристики сварочного аппарата. Мы рассмотрели только участок ВАХ дуги для токов менее 100А, но именно от того, насколько характеристика источника на этом участке будет похожа на характеристику дуги, зависит устойчивость дуги, и как следствие качество сварного шва.
Вот мы и сформулировали первое требование к сварочному инвертору - крутопадающая ВАХ. Это обязательное условие, если оно не будет выполнено, то у нас врядли получится сварочный аппарат с достойными параметрами.
Рассмотрим следующий участок ВАХ дуги, который начинается после 80А, и продолжается примерно до 800А. На этом участке ВАХ, дуга является стабилизатором напряжения, именно этот участок является наиболее подходящим для переноса расплавленного металла от электрода к свариваемому изделию. Напряжение в дуге на этом участке не зависит от приложенного тока, а зависит только от длины дуги.
Uд=a+b*L
где Uд - напряжение дуги, В;а - постоянный коэфициент, выражающий сумму падений напряжения на катоде и аноде дуги, не зависящий от длины дуги, В;b - среднее падение напряжения на единицу длинны дуги, В/мм;L - длина дуги, мм.
Для стальных электродов можно в среднем принять а=10В и b=2В/мм.
Тогда напряжение дуги длинной L=4mm составит:
U= 10+2*4=18В.
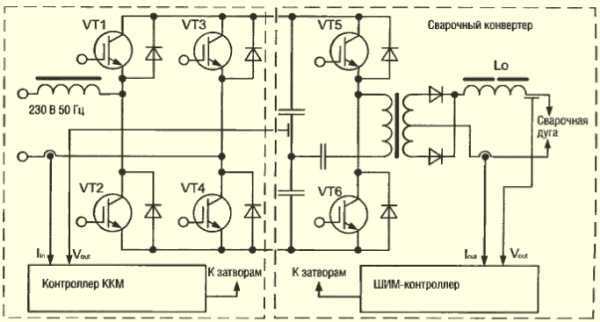
При атмосферном давлении, дуга при сварке металлическим электродом горит устойчиво при напряжении 18 - 28В. Это и будет следующее требование к нашему источнику. Во всём рабочем диапазоне, от 1=80А до Imax, напряжение не должно быть меньше 18В, а для стабильной работы не менее 22-24В! А теперь рассмотрим третий, хвостовой участок ВАХ сварочного инвертора. Этот отрезок кривой очень важен для стабильного горения дуги, для ограничения тока КЗ, для ограничения мощности инвертора, для безопасной работы силовых ключей! В разных конструкциях преобразователей он формируется различными способами, и как следствие, имеет разный наклон. В инверторах с ШИМ, ограничение максимального тока силовых ключей организовано через ОС, в качестве датчика может применяться токовый трансформатор. При достижении граничного тока, импульс с токового трансформатора поступает на вход ограничения тока в блок управления, и прерывает управляющий импульс, поступающий на силовые ключи.
На осциллограмме это выглядит, как сужение управляющего импульса. И чем больше нагрузка, тем короче становится импульс управления. Напряжение на выходе начинает понижаться, хотя ток растёт. Крутизна этого участка зависит от времени запаздывания реакции контроллера на изменение нагрузки. Для резонансных инверторов, этот участок ВАХ имеет более пологий наклон, его величина зависит только от добротности резонансной LC цепочки, и чем она выше, тем более крутой этот угол. Как видите, если аппарат правильно настроен, то можно обойтись без ОС по току! Ограничение мощности будет происходить автоматически. Именно поэтому считается, что резонансные преобразователи не боятся режима КЗ! И это правда! Вот сформировалось и третье основное требование - ограничение максимального тока силовых ключей! Это самое важное требование! Эти три условия должны быть выполнены в обязательном порядке!. Все остальные требования к сварочному источнику не столь важны. Необходимо о них рассказать.
Это:а) безопасность, сварщик должен быть уверен, что не попадёт под действие напряжения опасного для жизни;б) наличие защиты от режима длительного КЗ;в) наличие защиты от перегрева силовых частей аппарата;г) защищённость от влаги и пыли;д) наличие системы поджига и стабилизации горения дуги.
Источник: Назаров В.И. и др. "Сварочный инвентор. Теория и практика". Рыбинск, 2008
www.autowelding.ru
Стабилизатор напряжения для сварочного инвертора
Сварочный инвертор для пониженного напряжения
Подача стабильного сетевого питания в городах и сельской местности кардинально отличается. Использование современной бытовой техники с её высоким энергопотреблением поставило сёла и дачные посёлки в условия работы аппаратуры при пониженных напряжениях в сети общего пользования. Любое строительство предполагает использование соединения металлов, поэтому сварочные инверторы, работающие при низких напряжениях сети, всегда будут востребованны вдали от городов. Мы рассмотрим модели инверторных аппаратов, работающих в этих условиях, и способы обеспечения их оптимальных характеристик.
Принцип работы сварочного инвертора
Принцип действия инвертора основан на преобразовании входного переменного тока частотой 50 Гц и напряжением 220/380 V в выходной ток повышенной мощности. Он и обеспечивает дугу короткого замыкания, в результате действия которой и достигается расплавление металла в месте соединения деталей. Оборудованием, которым достигается стабильное воздействие дуги, и является сварочный аппарат. В случае пониженных входных характеристик он действует как сварочный инвертор, работающий при низких напряжениях питающих сетей. Эти агрегаты ничем не отличаются от обычных, кроме схемотехнических решений и используемых полупроводниковых элементов.

Аппараты для низкого напряжения отличаются малым влиянием входных параметров на процесс, обусловленный сваркой деталей. Это происходит за счёт того, что действует встроенный стабилизатор напряжения для сварочного инвертора, который сглаживает скачки. Любой инвертор использует напряжение на выходе для преобразования в мощный сварочный ток с целью сплавления металлов в одно целое по составу и прочностным характеристикам. Эти агрегаты состоят из следующих блоков:
- низкочастотный выпрямитель, преобразующий переменное напряжение 220/380 V в постоянный ток;
- высокочастотный транзисторный инвертор, формирующий переменный ток с большой частотой колебаний;
- силовой трансформатор с дросселем, позволяющий подавать сварочный ток на клемму инвертора;
- система обратной связи, регулирующая силу выходного тока, розжиг дуги, стабилизирующая напряжение на выходе;
- опционно присутствуют выпрямитель, форсирование дуги и функция антизалипания электродов;
- система индикации и управления режимами работы, система вентиляции и защиты от экстремальных условий сварки.
Обеспечение эффективной работы инвертора
Колебания показателей в электросетях общего пользования могут быть от 150 В до 270 В, при номинальном питании 220 В. Это происходит за счёт перекоса нагрузки между фазами и устаревшим оборудованием, в котором отсутствует возможность регулирования стабильных параметров в сети. Такое положение характерно для сельской местности и имеет, к сожалению, повсеместный характер. Чтобы обеспечить работу сварочного инвертора в таких условиях, необходимы следующие обстоятельства:
- наличие стабилизатора входного напряжения для сварочного аппарата, который должен обеспечивать необходимую для работы мощность;
- инженерные схемотехнические решения, которые позволяют агрегату выполнять свои функции в условиях перепадов сетевых значений;
- наличие сварочного осциллятора для эффективного розжига дуги короткого замыкания;
- подбор параметров аппарата, который обеспечивает оптимальное напряжение холостого хода сварочного инвертора.
Стабилизатор входного напряжения должен обеспечивать потребляемую мощность в пределах от 5 кВт до 9.8 кВт и работать в широком диапазоне скачков питающих переменных токов. Нужно отметить, что большие габариты, вес и высокая цена не делают эту аппаратуру особо популярной. Поэтому наиболее востребованными являются встроенные в инвертор стабилизаторы питающих показателей, которые дают возможность уменьшить сетевую нестабильность путём подбора полупроводниковых элементов и режимов их работы.
В модельном ряду многих производителей нет такого аппарата, который не мог бы работать хотя бы в пределах от 190 до 230 В, а некоторые агрегаты, рассчитанные на российский рынок, работают в гораздо более широком диапазоне входных показателей. Поскольку стабилизаторы для инвертора слишком дороги, следует сосредоточиться при выборе аппарата на схемотехнических решениях и качественной элементной базе. Необходимо убедиться в наличии осциллятора, а также в стабильности напряжения холостого хода при скачках в сети.
Рекомендуемые инверторы для работы при пониженном электропитании
На рынке инверторов присутствуют немецкие, итальянские, китайские и российские аппараты, которые могут устойчиво выполнять свои функции как при повышении, так и при понижении параметров сети. Мы рассмотрим некоторые модели бюджетной и средней ценовой категории, которым присущи следующие качества:
- широкие пределы регулировки сварочного тока;
- наличие функции горячего старта;
- возможность эксплуатации в широких температурных пределах;
- продолжительная работа при максимальном токе;
- устойчивое напряжение холостого хода;
- работа при напряжении на входе от 150 В до 240 В и более.
Инверторный аппарат Fubag IR 200 позволяет вести работу с электродами от 1.6 мм до 5 мм, позволяет варить при входном напряжении 150 В. Регулировка тока — от 5 А до 200 А, температура окружающей среды — от -10 оС до +40 оС, обладает горячим стартом и обеспечивает ровную стабильную дугу короткого замыкания.

Сварочный аппарат Сварог ARC 160 стабильно работает от 160 В до 245 В входного электропитания с устойчивым розжигом дуги и номинальным током от 20 А до 160 А. Поддерживает режим сварки вольфрамовым электродом в защитной среде, но имеет малый ПВ — 40 %.
Работает при пониженном значении сети также инвертор Интерскол ИСА 160, выдавая устойчивые показатели по току от 20 А до 160 А. Продолжительность работы при максимальном токе ПВ 100 %, есть функции горячего старта, антиприлипания и форсажа дуги. Пользуется спросом, благодаря своей стабильности, удобству работы и неприхотливости.
Инвертор Aurora PRO Inter 200 продолжает работать даже при падении до 140 В, имеет многоуровневую защиту и выдаёт сварочный ток от 20 А до 200 А. Возможно использование 5 мм электродов на максимальном токе, его ПВ равен 60 %, а характерной особенностью является возможность подключения сетевого удлинителя длиной до 100 м при сечении провода не менее 2.5 мм2.
Все эти приборы обладают классом защиты IP 21, весом не более 8 кг и относительно небольшой потребляемой мощностью. Конечно, при напряжении в сети ниже 180 В рассчитывать на сварку электродом в 5 мм не приходится, но электродом 3 мм можно работать и при 150 В.
Итоги
Мы рассмотрели работу сварочных инверторов при низком напряжении в электрической сети. Можно выбрать дорогостоящий стабилизатор, а можно подобрать сварочный аппарат с оптимальными характеристиками, выбор за вами, и он зависит от вида работ и финансовых возможностей.
Сергей Одинцов
electrod.biz
Можно ли пользоваться сваркой через стабилизатор напряжения?
Для работы сварочного инвертора требуется напряжение электрической сети, не сильно отличающееся от 220 В. Дело в том, что в случае его снижения до 200 В и ниже прибор попросту отключится. Кроме того, напряжение будет проседать и в сам момент сварки, что сделает невозможным проведение работ.
Особенности выбора стабилизатора
Для проведения сварки рекомендуется приобрести стабилизатор, предназначенный для сварочного аппарата. Он должен иметь:
- высокое быстродействие;
- большую мощность.
Как показывает практика, наиболее подходящими в таком случае являются электромеханические модели. Дело в том, что, несмотря на невысокое быстродействие, такие устройства не создают разрыва фазы в момент регулировки. Именно эта особенность является ключевой для различных электронных компонентов инверторов. Стабилизаторы релейного типа создают весьма продолжительный разрыв фазы, а это отрицательно сказывается на работе сварочного оборудования.
Для бытового инвертора малой мощности можно выбрать прибор, мощность которого составляет 3 кВт и более (в случае если не планируется сварка на максимальных токах). Если предполагается задействование в работе мощного сварочного инвертора в сетях с пониженным напряжением, то лучше отдать предпочтение моделям на 10 кВт.
Узнать больше:
Мы предлагаем приобрести стабилизаторы напряжения, цены Вас удивят!
www.stabilizators.ru
Не хватает напряжения для сварочного аппарата
Наверное, очень многим знакома ситуация, когда при сварке металла бытовым аппаратом электрод «залипает», и не образуется сварочная дуга. Это происходит по причине недостаточного напряжения в сети, ведь варить электродом диаметром 3 мм можно только при напряжении не менее 200 В, а 2 мм – 180 В. Но иногда при замере напряжения в розетке можно обнаружить и гораздо более низкие показатели – до 160-150 В. Проблема низкого напряжения в сети во многих населенных пунктах может быть связана с различными причинами:
- износом распределительных проводов, что приводит к выгоранию ноля и перекосу напряжения по фазам;
- наличием трансформаторной подстанции малой мощности, которая не может справиться с возросшей нагрузкой или увеличением числа потребителей;
- несбалансированностью фаз на трансформаторе и другими.
Решить эти проблемы иногда можно обращением организацию, поставляющую электроэнергию, с просьбой переключить вас на другую фазу или провести их регулировку, но далеко не всегда это возможно. Добиться же замены трансформатора и разводящих проводов на более мощные очень сложно. Что же делать, если не хватает напряжения в сети для сварки, а она очень нужна, например, при строительстве дома или ремонтных работах? И когда переход на меньший диаметр электрода не решает проблемы или невозможен?
Из сложившегося положения есть несколько вариантов выхода. Во-первых, можно приобрести бензиновый или дизельный генератор, к которому подключить сварочный инвертор, для которого не хватает напряжения. Этот вариант довольно дорогостоящий, ведь генератор нужен очень большой мощности, которой должно хватить для сварки. В противном случае, есть большой риск вывести из строя дорогостоящий генератор, при постоянной пиковой его нагрузке.
Во-вторых, можно приобрести стабилизатор напряжения для сварочного инвертора. Этот прибор поможет выровнять как пониженное, так и повышенное напряжение для обеспечения нормального процесса сваривания и предохранения инвертора от выхода из строя. Большинство инверторов способны работать в диапазоне напряжений +/- 30% от номинального, то есть, 160-280 В, чего вполне хватает в большинстве случаев. Но даже если у вас напряжение 140-150 В, есть возможность использовать стабилизатор после установки повышающего трансформатора. Последний будет поднимать напряжение на заданную фиксированную величину, а стабилизатор выровняет его до нужных параметров.
Популярное среди «народных умельцев» решение по установке одного лишь трансформатора без стабилизатора категорически не рекомендуется. Это связано с тем, что падение напряжения в сети может быть временным явлением, а после исправления неполадок оно может внезапно вернуться к нормальному. В этом случае, трансформатор все равно будет повышать напряжение, в результате чего оно может достигнуть даже 300 В. Это приводит не только к повреждению бытовых приборов, но и выгоранию тонкой старой проводки, возникновению пожаров и пр. Если же вы установите стабилизатор после трансформатора, то он выровняет возросшее напряжение или отключит систему, если не сможет справиться со слишком большим скачком.
Поэтому стоит задуматься о покупке не только стабилизатора напряжения для сварочного инвертора, но и большого стабилизатора для установки на всю бытовую сеть. Такое решение, хотя и будет существенно дороже, но поможет избавиться от проблем со скачками напряжения навсегда, сохранит вашу технику и продлит срок ее службы, а также может уберечь ваш дом от пожара.
welding-gear.ru
www.samsvar.ru
Выбор инвертора сварочного
Особенности выбора сварочного инвертора
Комментариев:
Рейтинг: 76
Оглавление: [скрыть]
- Аппараты, применяемые для сваривания металлов
- Устройство сварочного инвертора
- Отличительные особенности инверторов
- На что следует обращать внимание, приобретая аппарат
- Преимущества сварочного инвертора
- Недостатки сварочного инвертора
Сварочные аппараты имеют четкое деление по длительности рабочего цикла.
Электрическая схема подключения сварочного инвертора
Делая выбор сварочного инвертора для использования в быту, прежде всего обращают внимание на длительность рабочего цикла: время работы плюс перерыв.
Выбор инвертора зависит от того, какой толщины металл планируют сваривать.
При этом необходимо сравнить характеристики существующих аналогов и убедиться, что инвертор является именно тем прибором, что необходимо иметь для сварки в домашних условиях.
Аппараты, применяемые для сваривания металлов
Классификационная схема трансформаторов в зависимости от способов их питания.
Электрическая или дуговая сварка являются основным методом создания неразъемных соединений. Сварочные аппараты применяют и для резки металлов. Все эти устройства можно назвать источниками тока, регулируемого по величине, который является основным элементом изделия.
- Сварочные трансформаторы. Простейшим источником тока является понижающий трансформатор, с помощью которого напряжение сети (220 или 380 В) снижается до требуемого для сварки значения. Сам по себе трансформатор имеет большой вес, но для улучшения условий сварки и для сваривания цветных металлов применяют и другие достаточно тяжелые элементы, и вся конструкция получается громоздкой. В процессе сварки всегда наблюдается сильное падение напряжения в сети, ”просадка”. Работать с такими массивными конструкциями неудобно. Однако трансформаторы обладают существенным положительным качеством: они сравнительно недороги и, главное, долговечны и надежны в эксплуатации.
- Сварочные выпрямители. Это тот же понижающий трансформатор, на выходе которого имеется преобразователь переменного напряжения в постоянное (выпрямительный блок), и в нем имеется приспособление для регулирования величины сварочного тока. На постоянном токе получаются лучшие характеристики электрической дуги и, как следствие, более качественный шов, что является их преимуществом перед трансформатором. В этой конструкции, как и у трансформатора, практически нечему ломаться. По весу и стоимости сварочные выпрямители не очень отличаются от трансформаторов и имеют те же положительные качества и те же недостатки.
- Инверторы. Весьма сложная модификация источника сварочного тока, недавно появившаяся на рынке.
Вернуться к оглавлению
Устройство сварочного инвертора.
До выбора сравнительно дорогого аппарата целесообразно выяснить его характеристики. Поэтому необходимо ознакомиться с устройством инвертора.
Сварочный инвертор состоит из входного выпрямителя, собственно инвертора и выходного выпрямителя. Бытовой инвертор рассчитан на работу от однофазной сети напряжением 220 В. Его вход не имеет понижающего трансформатора. Это значит, что вся элементная база входного выпрямителя рассчитана на напряжение 220 В.
Инвертор преобразует постоянное напряжение в переменное, но уже имеющее частоту не 50 Гц, как на входе аппарата, а частоту, измеряемую килогерцами. У разных производителей она может изменяться от 20 до 65 кГц.
Это частотное преобразование лежит в основе преимуществ, которые дает инвертор. Чем больше частота на выходе инвертора, тем более эффективна его работа. В настоящее время ведутся разработки инвертора, который будет иметь частоту до 100 кГц.
Схема работы сварочного инвертора.
Только на высокой частоте в выходной части аппарата появляется понижающий высокочастотный трансформатор. Он снижает напряжение до 70-90 В. Ток же на его выходе можно регулировать в широких пределах, и он может достигать 200 А. Размеры высокочастотного трансформатора намного меньше, чем обычного трансформатора или трансформатора-выпрямителя. Например, сварочный инвертор, обеспечивающий на выходе ток в 160 А, имеет трансформатор весом 250 г. Обычный сварочный аппарат для обеспечения такого тока имел бы на входе понижающий трансформатор весом 18 кг.
После понижения напряжения снова осуществляется преобразование переменного тока в постоянный, который, проходя через высокочастотный фильтр, сглаживается, избавляясь от пульсаций.
Наиболее дорогим элементом сварочного инвертора является блок, осуществляющий управление всеми происходящими в нем процессами. Далее под термином “инвертор” будем понимать не узел в составе аппарата, а сам аппарат.
Вернуться к оглавлению
Виды сварочных источников питания.
Убедившись, что для выполнения небольшого объема сварочных работ в домашних условиях подойдет именно инвертор, следует разобраться, чем отдельные модели этих источников тока отличаются между собой.
Существуют две технологии их производства: MOSFET и IGBT. В середине прошлого века была разработана технология MOSFET. Однако значительно экономичнее оказались современные модели, выполненные по технологии IGBT. В Европе, где серьезно относятся к экономному расходованию энергоресурсов, в продаже имеются только модели, изготовленные по этой технологии.
В нашей торговой сети пока можно найти оба типа этих изделий. Поэтому есть необходимость рассказать об их отличиях. Возможно, кто-то посчитает целесообразным вариантом приобретение менее экономичного, но более дешевого изделия, выполненного по технологии MOSFET. Они больше подходят для сварки несложных сварочных швов в домашних условиях и пока еще более надежны, чем аппараты, изготовленные по технологии IGBT. При небольшом объеме работ преимущество, связанное с меньшими затратами энергии, практического значения не имеют.
Инвертор IGBT.
Инверторы IGBT работают на частоте 60-85 кГц, большей, чем имеет инвертор MOSFET, что позволило в них еще уменьшить вес всей конструкции. Технология IGBT более надежна по температурным характеристикам. Температура аварийного отключения при перегреве составляет 90°С, что примерно на 30˚ больше, чем у аппаратов технологии MOSFET.
Но и здесь есть над чем подумать. Если продолжительность собственно сварки небольшая, то это преимущество может быть несущественным.
Что касается такого важного для инверторов вопроса, как ремонт, то мнения тех, кто его выполняет, расходятся. Больше деталей, но к ним более свободный доступ у аппаратов технологии MOSFET, что для ремонта является преимуществом. Так считают одни. Другие считают, что компактный и имеющий меньшее количество элементов инвертор технологии IGBT, реже выходит из строя, да и ремонтировать его проще.
Более существенным является тот факт, что инвертор IGBT лучше приспособлен к сварке не только черных, но и цветных металлов и чугуна.
Вернуться к оглавлению
Структуры однофазных ШИМ инверторов.
Само по себе приобретение такого сварочного аппарата достаточно дорогое удовольствие, но и его ремонт может обойтись недешево. Например, замена основного элемента, называемого материнской платой, обойдется примерно в половину стоимости всего инвертора. Поэтому, приобретая дорогую вещь, не стесняйтесь беспокоить продавца, старайтесь получить от него как можно больше информации и внимательно изучайте документацию инверторного сварочного аппарата.
- Все инверторы в соответствии со стандартами имеют три режима: Anti-Sticking и Arc-Force исключают прилипание электрода в процессе сварки и уменьшают ток после включения, режим Hot‑Start ‑ автоматически увеличивает ток в момент касания электродом шва и обеспечивает надежное зажигание дуги.
- Для инверторов, собранных на элементах, чувствительных к накапливающейся пыли, большое значение имеет их вентиляция. Она должна быть организована так, чтобы как можно меньше пыли скапливалось на платах. Лучше, если в изделии имеется два вентилятора.
- Немаловажное значение имеет и диапазон эксплуатационных температур. Даже если планируют использование инвертора только в обогреваемом помещении, не исключено, что возникнет необходимость его применения в зимних условиях, в мороз.
- Для работы в сельской местности существенное значение имеет диапазон напряжений, в котором производитель гарантирует надежную работу инвертора. Обычно регламентируемое отклонение напряжения ±10% в сельской местности практически никогда не выдерживается. Существуют модели, которые имеют значительно больший рабочий диапазон.
- Будет не лишним поинтересоваться, имеются ли детали для приобретаемой модели и каковы сроки их поставки. Наличие деталей может свидетельствовать либо о том, что такую модель часто ремонтируют, либо о том, что производитель заботится о потребителях своей продукции.
- В быту для сваривания обычно достаточно 3-х мм электродов, однако лучше воспользоваться и приведенной ниже таблицей № 1 (Соотношение толщины свариваемых деталей, диаметра электрода и требуемого при этом тока).
| Толщина деталей, мм | 0,5 | 1-2 | 3 | 4-5 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 |
| Сварочный ток, А | 10-20 | 30-45 | 65-100 | 100-160 |
Вернуться к оглавлению
Схема диодного моста для сварочного полуавтомата.
Среди прочих достоинств начинающему сварщику важно знать, что даже человеку, не имеющему достаточного опыта, эти аппараты позволяют качественно выполнять сварку. Далее приведем преимущества, которые должны убедить в целесообразности приобретения именно этого типа аппарата.
- Малый вес. Есть инверторы массой 3 кг.
- Высокий КПД. У некоторых моделей он достигает 95%. Для сравнения: сварочный трансформатор в лучшем случае имеет КПД, равный 90%.
- Обеспечивает плавную регулировку сварочного тока в широком диапазоне (см. таблицу).
- Большой процент времени работы (ПВ). У некоторых моделей он достигает 80%. Этот параметр должен быть указан на самом устройстве. Его определяют относительно 10-минутного цикла работы на максимальной мощности. Например, обозначение “80%ПВ‑200 А” означает, что непрерывно на максимальном токе, равном 200 А, можно работать в течение 8 мин, после чего необходимо сделать 2-минутный перерыв.
- Инвертор можно использовать с электродами для переменного и постоянного тока, а также для сварки под инертным газом.
- Высокое качество сварного шва и малое разбрызгивание металла в процессе сварки.
- При большом постоянном токе всегда имеется т. н. электромагнитное дутье, то есть отклонение дуги от прямой линии. В инверторах это явление сведено до минимума.
- Инверторы позволяют сваривать металлы и сплавы, которые не поддаются сварке на других аппаратах.
Примечание. Реальный цикл сварки указан на самом аппарате.
В инструкции должен быть обозначен класс защиты изделия. Обозначение состоит из четырех индексов, размещаемых после литер IP.
http://moyakovka.ru/youtu.be/bZlG5OzDhas
Первый индекс определяет защиту от попадания внутрь предметов:
Обратная и прямая полярность в сварочном инверторе.
Далее указана защита от попадания внутрь предметов разных диаметров:
- более 50 мм;
- более 12 мм;
- более 2,5 мм;
- более 1 мм;
- не защищен от пыли, но она на работу аппарата не повлияет;
- защищен от попадания пыли.
Второй индекс определяет защиту от попадания внутрь воды:
- не защищен;
- защищен от проникновения вертикально падающих капель;
- защищен от проникновения капель, падающих под углом 15˚;
- защищен от проникновения капель, падающих под углом 40˚.
Например, обозначение IP23 означает, что аппарат защищен от попадания предметов диаметром более 2,5 мм и брызг воды, падающих на аппарат под углом 40˚. Здесь целесообразно проинформировать, что под дождем сваривать запрещено.
Вернуться к оглавлению
Схема намотки сварочного трансформатора.
Основным врагом элементов электроники этого сварочного аппарата является влага и пыль. Под дождем сваривать детали запрещено. Однако влага может образоваться внутри, если после работы на морозе сразу же перенести аппарат в теплое помещение.
В этом случае прежде, чем варить в теплом помещении, необходимо выдержать в нем инвертор определенное время. Для удаления пыли необходимо открывать корпус и продувать детали сжатым воздухом, делая тщательно эту операцию.
http://moyakovka.ru/youtu.be/UX81XigBgBY
Трудно обвинять эти изделия в том, что они чувствительны к изменению напряжения. Наоборот, они рассчитаны на значительно больший разброс напряжения, чем большинство бытовых приборов. Практически вся элементная база, из которой оно состоит, реагирует на многие факторы, которые на обычный сварочный трансформатор или выпрямитель не оказывают никакого влияния. Поэтому в нем присутствует много элементов защиты, которые также могут выходить из строя.
http://moyakovka.ru/youtu.be/f78SVlwbuhI
Например, элемент, называемый варистором, защищает схему от резких бросков напряжения. После защиты этот элемент выходит из строя и его приходится заменять.
При временном отсутствии централизованного электроснабжения к электрогенератору можно подключать только инвертор, имеющий компенсатор перепадов напряжения. Приобретая, проверьте, есть ли в нем это устройство. Об этом должно быть сказано в сопроводительной документации.
Имеется еще один момент, который должны учитывать сварщики, работавшие только на инверторах: такому специалисту при переходе на обычный сварочный аппарат придется учиться заново.
http://moyakovka.ru/youtu.be/aqolpLBCac0
Итак, прежде чем приступить к работе на таком оборудовании, необходимо усвоить хотя бы азы сварочного дела. При этом следует понимать, что влияет на качество шва, на каком расстоянии от шва необходимо держать электрод и под каким углом к свариваемой поверхности.
moyakovka.ru
Инверторный сварочный аппарат - особенности выбора
Инвертор - это сварка с улучшенными эксплуатационными показателями:
- Вес - около 20 кг.
- Потребление электроэнергии - значительно меньше обычной сварки.
- КПД - более 90%.
- Выработка постоянного тока с возможностью его установки для каждого типа сварки.
На сегодняшний день производители предлагают 3 типа инверторных сварочных аппаратов:
- бытовые;
- профессиональные;
- промышленные.
Если сварка необходима для домашнего пользования, рекомендуется выбрать бытовой аппарат. С помощью него можно хорошо проварить шов, однако его длина будет меньше. Но, бытовой инвертор большой мощности не производят.
Одним из определяющих факторов, при выборе инверторной сварки, является ее стоимость. Сегодня рынок переполнен множеством недорогих моделей. Но, специалисты не рекомендуют приобретать дешевые и маленькие аппараты. Уменьшение размера и массы сварки приводит к уменьшению ее возможностей. Профессиональные модели - дорогие. Их покупка не оправдана. Поэтому, выбирая инверторную сварку, нужно придерживаться «золотой» середины.

Важно! Главный недостаток недорогой модели сварки - маленький показатель длительности работы (процесса сваривания).
Этот параметр просчитывается из десятиминутного интервала. При такой длительности включения, дешевой сваркой можно варить 2 минуты. Остальное время она должна охлаждаться. Недорогие модели инверторов быстро выходят из строя. Из-за дефицита запчастей и одноплатного способа производства, ремонт подобной сварки очень затруднителен.
Для выбора оптимальной модели инвертора необходимо заранее ознакомиться с её техническими параметрами.
Недостатки инвертора
Как и любая электроника, инверторная сварка имеет свои недостатки.
- Высокая цена.
- Дорогой ремонт. При этом, поломки случаются при перегрузках и перепадах напряжения.
- Аппарат боится пыли. Поэтому требуется регулярная чистка и продувка.
- Хранить инвертор можно в любом закрытом помещении. Однако стоит помнить, что при колебаниях температуры на платах возможно образование конденсата. Поэтому аппарат рекомендуется включать только после 2 часов сушки в теплом месте.

Что нужно знать при выборе инверторной сварки
Существуют определенные ограничения для проведения сварных работ при нестабильном сетевом напряжении.
- Для городской электросети подходит инвертор с допуском +/- 15%.
- Для сельской(дачной) электросети подходит инвертор с допуском 20%.
Важно! Выбрав модель инвертора, нужно обратиться в сервисный центр и узнать о наличии печатных плат на эту модель. Платы часто выходят из строя и стоят много. Если их можно только заказать, это означает, что выбранную модель сварки редко сдают в ремонт. А это уже положительная статистика, которая является подтверждением надежности этого инвертора.

Какой температурный диапазон у инверторной сварки?
Максимальный показатель плюсовой температуры - 40°. В случае повышения температуры будет срабатывать защита. В зимний период работа инверторной сварки более затруднительна. Аппарат состоит из различных конденсаторов, транзисторов, микроконтроллеров и т. д., каждый из которых имеет свой рабочий диапазон температур. Производитель обязан указывать диапазон минусовых и плюсовых температур, при которых эта электроника будет работать в нормальном режиме. Но, такую информацию иногда трудно найти.
Важно! При слишком низкой температуре у инвертора загорается лампочка «перегрузка». Аппарат не включится. В случае отсутствия в паспорте рекомендуемого температурного диапазона эксплуатировать сварку нежелательно.
Если напряжение в сети нестабильное, лучше купить более мощную сварку, примерно 220-230В.
Большое значение имеет фирма-производитель. Основные показатели, на которые нужно обращать внимание:
- наличие каталога продукции;
- сервисный центр;
- инструкция на языке страны, в которой сварка продается;
- сайт производителя;
- сертификаты.
Аппарат потребляет столько же электроэнергии, сколько и затрачивает на сварку. В режиме ожидания электроэнергия расходуется лишь для управления.
Технические возможности сварочных инверторов
Благодаря микропроцессорному управлению, аппарат постоянно анализирует ситуацию на дуге.
- При коротком замыкании электрода на свариваемой поверхности, происходит автоматическое отключение напряжения.
- Усиление импульсов тока позволяет контролировать стабильность дуги в процессе сваривания.
- Инвертор может использоваться для всех видов сварки.
Видео
positroika-doma.ru
Как выбрать инверторный сварочный аппарат
Инвертор – это электронный аппарат с новыми свойствами:
- Он весит примерно двенадцать килограммов.
- Электроэнергии потребляет в несколько раза меньше обычного.
- КПД превышает 90 %.
- Вырабатывает постоянный ток, который устанавливается для определённого вида сварки.
 Особенности сборки дешевых аппаратов
Особенности сборки дешевых аппаратов
Выбор сварочного инвертора трудоёмкое, но важное дело. Промышленность выпускает три вида таких аппаратов: бытовые, профессиональные, промышленные. Для домашнего пользования лучше выбрать бытовой аппарат. Им можно качественно проварить шов, но его длина будет меньше. Однако следует заметить, что аппараты бытового назначения большой мощности не выпускают.
Перед тем как выбрать инверторный сварочный аппарат ;многих покупателей, конечно, интересует цена изделия. На рынках сварочных аппаратов сейчас много дешёвых моделей. Но специалисты не советуют покупать недорогие и миниатюрные аппараты. Стремление производителей уменьшить габариты и снизить вес изделия уменьшает и его возможности. Профессиональные модели стоят дорого. Их покупать нет смысла. Поэтому при выборе инверторного аппарата придерживаются середины.
Основной недостаток дешёвого сварочного аппарата – низкий показатель продолжительности включения.
Этот показатель рассчитывают из десятиминутного интервала. При такой продолжительности включения дешевым аппаратом можно варить две минуты, в остальное время он должен охлаждаться. Дешёвые аппараты быстро ломаются. Отремонтировать их сложно из-за недостатка запчастей, а также одноплатного метода производства.
Чтобы остановить выбор на определённой модели, надо предварительно ознакомиться с её характеристиками.
 Как работает инвертор
Как работает инвертор
К недостаткам инверторов относятся:
- Высокая стоимость.
- Их ремонт обходится дорого, а поломки происходят при перегрузках и скачках напряжения.
- Инвертор боится пыли, его надо часто чистить и продувать.
- Хранить этот сварочный аппарат можно в гараже, но надо помнить, что при изменениях температуры на платах может появиться конденсат. Поэтому надо придерживаться следующего правила: аппарат включать после двух часов просушки в тепле.
Что нужно выяснить при выборе устройства
 Сварочный инверторный аппарат
Сварочный инверторный аппарат
Какие ограничения имеются для выполнения сварочных работ при нестабильном напряжении в сети. Для городской электросети подойдёт аппарат с допуском плюс-минус 15%, для сельской и дачной электросети с 20 % допуском. Какие параметры сварки указаны производителем: диаметры используемых электродов, допустимое напряжение, мощность аппарата, сила тока.
В сервисном центре стоит узнать о наличии у них печатных плат на выбранный аппарат. Печатные платы часто ломаются и стоят дорого. Если таковые есть исключительно под заказ, значит, запчасти редко запрашивают, и это хорошо. На таком инверторе можно остановить выбор.
Каков его температурный диапазон?
 Инструкция
Инструкция
Предельно допустимая норма положительной температуры +40. При её повышении, а у нас это редкое явление, срабатывает защита. А вот зимой возникают проблемы. Инвертор состоит из микроконтроллеров, конденсаторов, транзисторов, тиристоров. Каждый из них имеет свой рабочий температурный диапазон. Производитель должен указать, при какой отрицательной и положительной температуре они будут нормально работать в сборке. Такую информацию бывает трудно найти.
Все знают, что при отрицательной температуре электроника работает плохо.
У этих аппаратов при очень низких температурах загорается лампочка «перегрузка». Инвертор не включается. Если в паспорте не указаны данные о температурном диапазоне эксплуатации, пользоваться сваркой на морозе нежелательно.
При нестабильности напряжения в энергосети лучше приобрести инвертор более мощный, ориентируясь на 220-230В.
Немаловажное значение имеет выбор фирмы-производителя. Для выбора хорошей сварочной установки, обращают внимание и на следующие показатели: наличие каталогов, сервиса, инструкции на языке страны-покупателя, её чёткость, сайт, сертификат.
Независимо от мощности сварочный инвертор потребляет столько электроэнергии, сколько расходует на сварку. В нерабочем состоянии потребление небольшое – только для управления. Вообще потребляет электроэнергии он меньше, чем обычный сварочный аппарат.
Технические возможности инверторов
 Характеристики сварочного инвертора
Характеристики сварочного инвертора
Они поистине уникальны. Микропроцессорное управление позволяет ему постоянно анализировать ситуацию на дуге.
- Автоматически отключается напряжение при коротком замыкании электрода на поверхность, которую сваривают. При этом нагревания аппарата и прилипания электрода нет.
- Облегчается возбуждение дуги во время сварки путём усиления импульсов тока.
- Сварочные инверторы успешно применяют для всех типов сварки: ручной дуговой, аргонно-дуговой, полуавтоматической, плазменно-дуговой.
Видео
Смотрите видео о том, какие преимущества имеет инверторный сварочный аппарат:
kakpravilnosdelat.ru
Хороший и современный сварочный инвертор
Оглавление: [скрыть]
- Важные параметры выбора инверторных сварочных аппаратов
- Полезные советы и рекомендации
- Лидирующие производители сварочных инверторов по мнению профессиональных сварщиков
Так как современные сварочные аппараты инверторного типа отличаются удобством и минимальными размерами, то их популярность растет день ото дня как среди профессионалов, так и среди любителей.

Сварочные инверторы получили широкое применение в силу своего компактного размера и удобного пользования.
Цена этого оборудования вполне доступна, поэтому желающих приобрести такой аппарат для личных нужд очень много. Единственной проблемой при выборе является большой ассортимент сварочных инверторов. Неопытному мастеру очень легко потеряться в таком изобилии, и, чтобы купить хороший сварочный инвертор, необходимо либо самому изучить информацию об этом оборудовании, либо обратиться за помощью к специалисту.
Нет единого ответа на вопрос: как выбрать самый надежный инвертор, обладающий высокими характеристиками? Так как этот вид оборудования обычно выбирается с учетом индивидуальных потребностей, то и ориентироваться при этом нужно на вид предстоящих работ, частоту пользования и квалификацию сварщика. Но есть и ряд общих рекомендаций, воспользовавшись которыми, осуществить выбор подходящего инвертора будет проще. Касаются они эксплуатационных условий.
При покупке инвертора для бытовых целей можно купить его с минимальной или средней мощностью.
Отправляясь в магазин за приобретением сварочного оборудования (инвертора), в первую очередь нужно оценить тип понравившейся модели. Их не так уж и много, всего 3. К первому типу относится оборудование, предназначенное для использования в быту, ко второму — полупрофессиональный инструмент и к третьему — аппараты профессионального назначения. Их отличительными особенностями являются ценовая категория, показатель мощности, а также временной период, в течение которого инверторам не требуется перерыв (цикл работы).
- Для выполнения периодичных разовых работ подойдет вариант аппарата бытового назначения, его стоимость самая низкая из возможных вариантов.
- Период непрерывной работы такого инвертора составляет от минимального значения в 10 минут до максимального, соответствующего 20 минутам, после которого потребуется перерыв в течение часа.
- А вот для осуществления работы в интенсивном режиме, например на даче или в гараже, больше подойдет полупрофессиональное оборудование, более дорогое по сравнению с предыдущим вариантом. Цикл работы такого оборудования варьируется от 5 до 8 часов и не требует перерыва.
Схема устройства инвертора.
Как уже стало понятно, линейка полупрофессионального и профессионального оборудования отличается от бытовых более высокой мощностью и длительным сроком службы. И еще при работе с ними обычно применяются электроды большей толщины, что влияет на необходимость высокой квалификации сварщика.
Если вы все же решили приобрести бытовую модель, то не забудьте обратить внимание на заявленную производителем потребляемую мощность.
Специалисты не рекомендуют останавливать свой выбор на сварочном аппарате с мощностью в 220-230 В.
Менеджеры в магазине могут настаивать на приобретении именно этих аппаратов, объясняя это соответствие мощности инвертора и электросети, но лучше прислушаться к мнению профессионалов и выбрать модель с питанием от 170 В. Возможность работы такого инвертора гарантирована даже при подключении к бытовой электросети.
Вернуться к оглавлению
Кроме обозначенных выше моментов, при покупке сварочного инвертора нужно обратить внимание и на такие параметры, как значение напряжения, характеризующего холостой ход. Чем больше показатель этого параметра, тем легче происходит поджог дуги. Оптимальным вариантом этого показателя является значение минимум 35 В, максимум 90 В. Но наиболее подходящим будет сварочный инвертор, имеющий в своей конструкции такое усовершенствование, как приспособление для поджога дуги.
Схема фирм производителей сварочных инверторов.
- Стоимость сварочного оборудования при покупке его в личное пользование тоже является немаловажным параметром. Например, очень легко поддаться соблазну и приобрести дешевый и довольно компактный сварочный инвертор китайских производителей. Но специалисты не рекомендуют этого делать.
- Низкая цена является показателем невысокого качества и дорогостоящего сервиса. Скупой платит дважды, приобретая дешевый аппарат низкого качества: вы потратите больше средств на его ремонт в процессе эксплуатации.
Поучитесь у сварщиков с большим опытом, они никогда не будут приобретать сварочный инвертор незнакомого производителя. Их выбор составляют проверенные на практике известные бренды. Солидность производителя гарантирует наличие хорошего качества оборудования, как бытового, так и профессионального назначения.
Именно поэтому очень важно, выбирая новый сварочный инвертор, обратить внимание в первую очередь на проверенных производителей. Если сами никогда не сталкивались с какой-то из моделей, можно спросить совета у коллег. Исходя из опыта профессионалов, можно составить краткий список производителей и их продукции, лидирующих по популярности. Рассмотрим его более подробно. В него входят универсальные модели, подходящие для осуществления сварки как дома, так и на работе.
Вернуться к оглавлению
Лидирующие позиции на рынке занимает инвертор «Kemppi».
Итак, возглавляет этот перечень компания «Kemppi». Этот финский производитель является основным лидером на рынке оборудования для сварки. Линейка их продукции представлена аппаратами разного назначения: от бытовых переносных моделей до профессиональных агрегатов, весовая категория которых достигает значения в 13 кг. Технические характеристики продукции этой фирмы отличаются высокими показателями. В качестве примера рассмотрим модель сварочного инвертора под маркой Kemppi Minarc 150 VRD.
Этот аппарат способен осуществлять ручную сварку дугового характера и аргонодуговую. В его функции входит самостоятельная корректировка показателей дуги. Для работы с ним подходят электроды различных видов и марок.
Конструкция инвертора «Kemppi» не боится пыли и влаги.
- Конструкция этого оборудования отличается невосприимчивостью к воздействию пыли и влажной среды.
- Перепады напряжения тоже не отражаются на его работе. А еще он не боится низких температурных режимов, свойственных зимнему периоду.
- Качество шва при работе таким аппаратом остается на высоте при любых условиях. Эта модель идеально подойдет тем, для кого сварочные работы являются основным заработком. В ее конструкции имеется функция «горячий старт», которая обеспечивает быстрое и легкое зажигание.
- Помимо устойчивости к низким температурам, отлично переносит жару. Отличительной особенностью этой модели является устройство под названием VRD. Оно позволяет снижать напряжение при холостой работе, что исключает возможность удара током в сложных условиях работы. Его вес составляет 4 килограмма, а в комплекте имеется удобная ручка в виде ремня, которая удобно располагается на плече.
Другой бренд производителей сварочного оборудования — компания FUBAG. Это сочетание немецкого качества и использования современных технологий. Аппараты этой фирмы работают при значении напряжения минимум в 85 В и максимум в 265 В. Они оснащаются еще и специальной защитой, которая устраняет чувствительность к возможным перепадам напряжения. В качестве примера рассмотрим модель сварочного инвертора однофазного характера FUBAG IN 163.
К его характеристикам можно отнести качественный шов (ровный и эстетичный) и образование мягкой дуги, исключающей разбрызгивание металла. Такая модель сварочного инвертора подойдет как для опытных сварщиков, так и для новичков. Обусловлено это наличием таких устройств, как «горячий старт», регулировка силы дуги и антизалипание. Кроме того, надежный инвертор для сварки этой марки оснащен системой вентиляции и защитой от перенапряжения.
http://moyakovka.ru/youtu.be/T8AJKOAWZ2s
Производительность этой модели находится на высоком уровне, так же как и показатели надежности. Отличие от других вариантов сварочного оборудования состоит в простом использовании, не влияющем на качество конечного результата. Несмотря на все имеющиеся усовершенствования, эти сварочные инверторы отличаются компактностью и доступной стоимостью.
moyakovka.ru
www.samsvar.ru