Чем нарезать резьбу - виды и назначение инструмента. Чем нарезают наружную резьбу
Нарезание наружной резьбы
Нарезание наружной резьбы
Подробности Категория: Сортовой прокатPaste a VALID AdSense code in Ads Elite Plugin options before activating it.
class="eliad">Нарезание наружной резьбы
Резьба представляет собой винтовую канавку, образованную на деталях вращения. Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
В резьбовых соединениях применяют болты, шпильки и винты. Болт – цилиндрический стержень с головкой на одном конце и с резьбой на другом(см. рис справа а). Шпилька - цилиндрический стержень с резьбой на обоих концах. Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку(б). Винт - цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм(в).
Основные элементы резьбы: угол подъема винтовой линии а,шаг резьбы р, угол профиля у, наружный и внутренний диаметры (рис. слева). В зависимости от назначения резьбового соединения применяются разные типы резьб.
По направлению витков резьба бывает правой и левой (рис. справа). Чаще всего нарезают правую резьбу.
Для нарезания наружной крепежной резьбы используют специальный инструмент — плашки. Они бывают круглые(рис. слева а), резьбонакатные(б) и раздвижные(в).
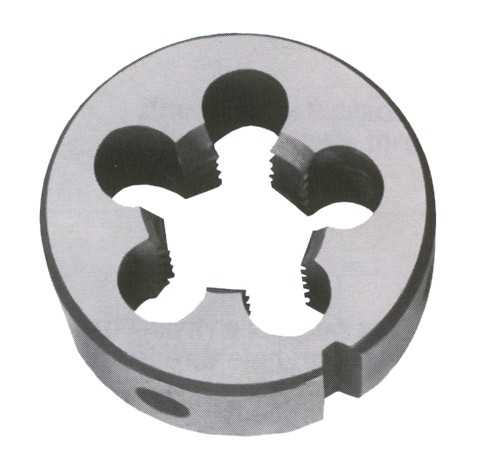
Круглая плашка (рис. справа) выполнена в виде гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Образовавшиеся режущие кромки в форме клина и канавки обеспечивают резание заготовки и одновременный выход стружки. Для того чтобы торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее резьба имеет меньшую высоту профиля. Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками(или болтами) со шлицем для отвертки.
Плашка 4 (рис. слева) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или два винта 7 служат для закрепления, винты 1 и 3 — для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2.
В корпусе резьбонакатной плашки(рис. б выше) установлены накатные регулируемые ролики с резьбой. Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба — более качественной и точной.
Раздвижные призматические плашки (рис. в выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.Определенный интерес представляет вороток для установки и крепления плашек (рис. справа) с дополнительным направляющим кольцом 16, которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.Во внутренней части обоймы 1 воротка имеется обработанное квадратное окно со вставленными призматическими плашками. На боковой стороне обоймы установлен винт 15, прижимающий плашки 9 во время работы, а с боковых сторон обоймы в корпус 11 ввернуты две ручки 13 для захвата руками. В нижней части обоймы установлена шайба 14, закрепленная винтами 8, и два направляющих штифта 10, по которым перемещается кольцо 16.
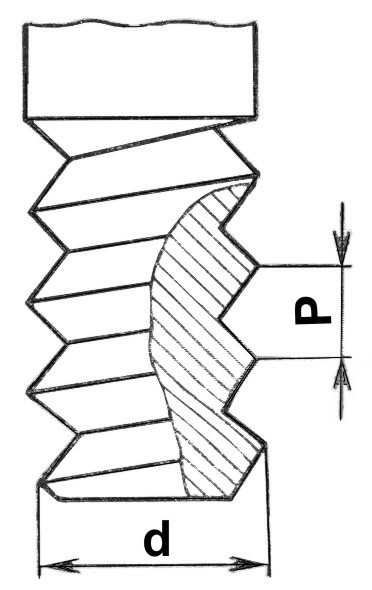
Для того чтобы нарезать резьбу плашкой на стержне, надо сначала узнать наружный диаметр резьбы d и ее шаг р(см. рис. слева). Эти данные обозначены на плашке. Затем по таблице (см. табл. ниже) определить диаметр стержня для этой резьбы и выбрать заготовку.
| Диаметр резьбы | Шаг (Р) | Диаметр стержня | |
| Наименьший | Наибольший | ||
| М5 | 0,75 | 4,8 | 4,8 |
| 1 | 5,8 | 5,8 | |
| М8 | 1,25 | 7,8 | 7,9 |
| М10 | 1,5 | 9,75 | 9,85 |
| М12 | 1,75 | 11,76 | 11,88 |
При этом надо обязательно учитывать, что, когда нарезают резьбу, металл, особенно медь, мягкая сталь, «тянется». В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1...0,3 мм в зависимости от размера резьбы. Если диаметр стержня будет меньше на 0,4...0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
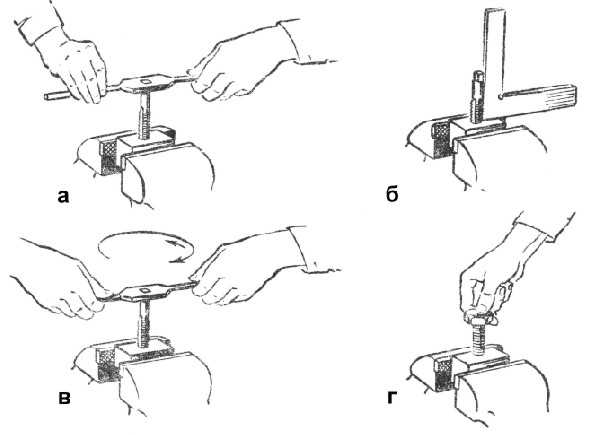
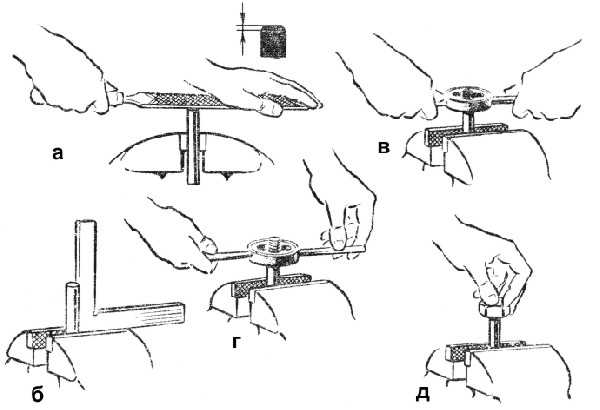 Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а) для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателе, чтобы исключить возможный ее перекос и проскальзывание в гнезде.Перед нарезанием резьбы размечают на стержне ее длину, стержень закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок конец был больше нарезаемой части на 20...25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в). После нарезания 1—2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.После этого смазывают маслом резьбовую часть стержня, нарезку плашки и вращают плашку, равномерно нажимая на обе рукоятки плашкодержателя (рис. г). Вращение должно быть возвратнопоступательным: один-два оборота вправо и пол-оборота влево. При этом стружка ломается, выходит через продольное отверстие. Это облегчает нарезание резьбы и улучшает ее качество.
Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а) для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателе, чтобы исключить возможный ее перекос и проскальзывание в гнезде.Перед нарезанием резьбы размечают на стержне ее длину, стержень закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок конец был больше нарезаемой части на 20...25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в). После нарезания 1—2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.После этого смазывают маслом резьбовую часть стержня, нарезку плашки и вращают плашку, равномерно нажимая на обе рукоятки плашкодержателя (рис. г). Вращение должно быть возвратнопоступательным: один-два оборота вправо и пол-оборота влево. При этом стружка ломается, выходит через продольное отверстие. Это облегчает нарезание резьбы и улучшает ее качество.
Качество нарезанной резьбы в условиях производства проверяют резьбовыми микрометрами, резьбовыми калибрами-кольцами и резьбовыми пробками(см. рис. слева). В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно очищают щеткой от стружки, протирают ветошью и смазывают маслом.Нарезание резьбы плашкой можно выполнять и на токарном станке.При нарезании резьбы плашку следует надежно закреплять в плашкодержателе.При работе соблюдайте осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой.Для смазки пользуйтесь кисточкой или масленкой.Не сдувайте стружки с плашки, а пользуйтесь щеткой-сметкой.Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые ввинчивают через пробитые отверстия в двух или нескольких соединяемых деталях из листового металла. Винты, нарезая в отверстиях резьбу, соединяют эти детали. Такой способ резьбового соединения экономичен и ускоряет процесс сборки. На многих предприятиях сейчас применяются закаленные самовыдавливающие винты для стальных и чугунных деталей, твердость которых меньше, чем твердость винтов.Резьбу на болтах и шпильках небольшого диаметра делают на токарных станках-автоматах одновременно с изготовлением самих болтов. Винты и болты также штампуют на прессах.В массовом производстве широко распространена накатка наружной резьбы. После прохода между валиками на стержне образуется резьба. В некоторых резьбонарезных устройствах вместо валиков используются пластины из твердого сплава.
Ниже описаны основные термины и понятия, которые необходимы для усвоения материала.Основные элементы резьбы:Наружный диаметр резьбы - это диаметр воображаемого цилиндра, поверхность которого совпадает с вершинами наружной резьбы и впадинами внутренней резьбы.Внутренний диаметр резьбы - диаметр цилиндра, поверхность которого совпадает с вершинами внутренней резьбы и впадинами наружной резьбы.Средний диаметр резьбы - диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине шага резьбы.Угол профиля - угол между боковыми сторонами профиля, измеренный в осевом сечении.Вершина профиля - участок профиля, соединяющий боковые стороны выступа.Впадина профиля - участок профиля, соединяющий боковые стороны канавки.Шаг резьбы - расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.Угол подъёма резьбы - угол, образованный касательной к винтовой линии к точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.Угол профиля - угол между боковыми сторонами витка, измеренный в плоскости, проходящей через ось резьбы.
Система резьб.В промышленности применяются следующие резьбы: Метрическая резьба - имеет треугольный профиль и служит, в основном, для соединения деталей между собой.Метрическая резьба подразделяется на две группы: метрическая резьба с крупным шагом и метрическая резьба с мелким шагом для диаметров 0,25-600 мм. Трубная коническая резьба - имеет то же назначение, что и цилиндрическая. Необходимая плотность соединения достигается деформацией витков трубной конической резьбы. Коническая дюймовая резьба с углом профиля 60 град. Коническая дюймовая резьба применяется для получения плотных соединений. Дюймовая резьба - применяется для крепёжных соединений деталей машин болтами, винтами и шпильками. Трапецеидальные резьбы - применяются, в основном, для ходовых винтов станков и других силовых передач.Трапецеидальные резьбы подразделяются на крупную, нормальную и мелкую. Упорные резьбы - крупная, нормальная и мелкая - применяются преимущественно для ходовых и грузовых (с большой нагрузкой) винтов с односторонне действующей нагрузкой. В редких случаях используются как крепёжные. Прямоугольная резьба - применяется для грузовых и ходовых винтов. Резьба сложна в изготовлении и имеет недостатки, ограничивающие её применение. Трубная резьба цилиндрическая - трубная цилиндрическая резьба применяется в соединениях полых тонкостенных деталей, когда соединение должно быть особенно плотным. Модульная резьба - применяется для червяков.
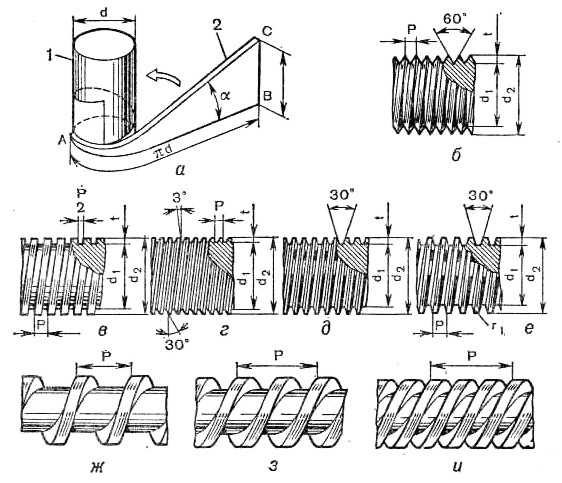
Схема винтовых линий: а — развертка винтовой линии; б — цилиндрическая трехугольная резьба; в — цилиндрическая квадратная резьба; г — цилиндрическая прямоугольная резьба; д — цилиндрическая трапецеидальная резьба; е — цилиндрическая круглая резьба; ж — однозаходная резьба; з — двухзаходная резьба; и — трехзаходная резьба.

Для того, чтобы узнать шаг резьбы, применяют специальные калибры(см. рис. справа).
Paste a VALID AdSense code in Ads Elite Plugin options before activating it.
class="eliad">technologys.info
Чем нарезать резьбу - виды и назначение инструмента
Благодаря высокой надежности и простоте резьбовые соединения широко применяются в различных строительных конструкциях, машинах и механизмах. Так как основные геометрические параметры резьб являются общепринятыми, для создания новых соединений и ремонта изношенных узлов достаточно иметь небольшой набор стандартных инструментов.
Содержание
- Внутренняя резьба
- Наружная резьба

Внутренняя резьба
Внутреннюю резьбу нарезают в отверстии с помощью метчиков (1). Они представляют собой металлические стержни с закаленными зубьями. Изготовляются из инструментальной или быстрорежущей стали.
Виды метчиков
Метчики различают по назначению. Они могут использоваться для нарезания метрической, дюймовой, конической, трубной, а также трапецеидальной резьбы. Согласно соответствующим техническим условиям, а также ГОСТ 3266-81, в таблице представлены пределы применимости этого инструмента.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 52 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Коническая | 1/16” — 2” |
| Трубная | 1/16” — 6” |
| Трапецеидальная | 5,6 — 90 мм |
Метчики для нарезания метрической и дюймовой резьбы изготавливаются комплектами. Комплект может состоять как из двух, чистового и чернового, так и из трех — чернового, среднего и чистового метчиков. Черновой метчик предназначен для снятия основной части стружки. Чистовой служит для окончательного, точного формирования профиля резьбы и калибровки.
Чтобы идентифицировать метчик в комплекте, его хвостовую часть маркируют одной, двумя или тремя кольцевыми рисками. Возможно также обозначение с помощью номера: I – черновой, II – средний, III – чистовой.
Гаечные метчики предназначены для нарезания резьбы за один проход. Они являются однокомплектными, то есть продаются поштучно.
Для вращения метчиков используют воротки (2). Они могут быть нерегулируемыми с квадратными отверстиями под хвостовик фиксированного размера, а также регулируемыми. Кроме того, существуют воротки с трещоточным механизмом, обеспечивающие удобство работы в труднодоступных местах.
Наружная резьба
Вручную наружную резьбу нарезают плашками (5) и клуппами (4). Плашка представляет собой круглую гайку из быстрорежущей или инструментальной стали высокой твердости. С целью отвода стружки в ней предусмотрены специальные отверстия. Плашки бывают цельными и разрезными.
Разрезные плашки имеют прорезь величиной до 1,5 мм. Благодаря этому они позволяют регулировать диаметр нарезаемой резьбы в пределах 0,1—0,3 мм. Их недостатком является меньшая точность, поэтому использовать такой инструмент в ответственных соединениях не рекомендуется. Диаметры плашек представлены в таблице.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 76 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Трубная | 1/8” — 2” |
Вращение плашек производят с помощью плашкодержателей (3) и трещоток. Эти устройства, как правило, позволяют использовать несколько размеров режущего инструмента, например M16 — M20, 1/2” — 1”. Трещотки применяются для нарезания трубной резьбы плашками в труднодоступных местах, например, у стены.
Клуппы предназначены для нарезания наружной трубной резьбы диаметром 1/2” — 3”. Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
tehnouzel.ru
Способы, методы нарезания резьбы. Чем нарезают резьбу
Чем нарезают резьбу?
Основные методы создания резьбы следующие: 1 — нарезание резьбовыми резцами или резьбовыми гребенками; 2 — нарезание плашками, резьбонарезными головками и метчиками; 3 — накатывание при помощи плоских или круглых накатных плашек; 4 — фрезерование с помощью специальных резьбовых фрез; 5 — шлифование абразивными кругами.
Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 32): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
Рис. 32
Нарезание резьбы плашками и метчиками. На рис. 33 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
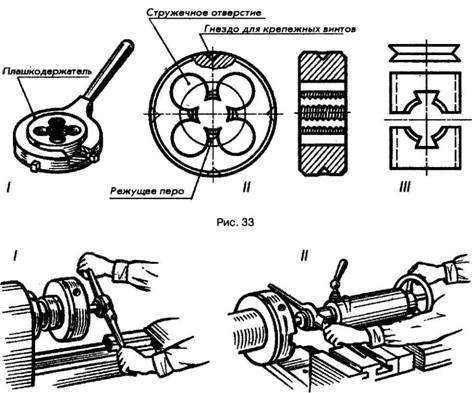
Рис. 33
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 34). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
Метчик (рис. 35) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
Рис. 35
Последовательность получения резьбы в глухих отверстиях такова (рис. 36): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, ролико- держатель 2 и накатной ролик 3 (рис. 37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60...80 мм.
Рис. 36
Рис. 37
Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
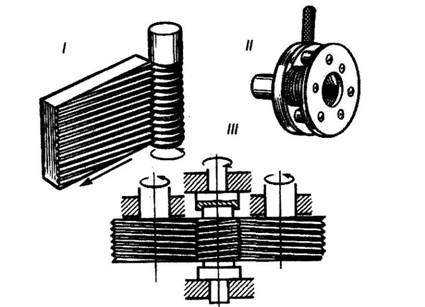
Рис. 38
Рис. 39
Рис. 40
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 40).
cherch.ru
Нарезание наружной резьбы - Нарезание резьбы
Нарезание наружной резьбыКатегория:
Нарезание резьбы
Нарезание наружной резьбыНаружную резьбу нарезают плашками вручную и на станках.
В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Круглые плашки (лерки) изготовляют цельными и разрезными.
Цельная плашка представляет собой стальную закаленную гайку, в которой через резьбу прорезаны сквозные продольные отверстия, образующие режущие кромки и служащие для выхода стружки. С обеих сторон плашки имеются заборные части длиной 1/2 — 2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один проход.
Диаметры цельных круглых плашек предусмотрены стандартом для основной метрической резьбы — от 1 до 76 мм, для дюймовой — от 1/4 до 2” , для трубной — от 1 /8 до 1 72”.
Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке.
Разрезные плашки в отличие от цельных имеют прорезь (0,5 —1,5 мм), позволяющую регулировать диаметр резьбы в пределах 0,1—0,25 мм. Вследствие пониженной жесткости нарезаемая этими плашками резьба имеет недостаточно точный профиль.
Резьбонакатные плашки применяют для накатывания точных профилей резьбы. Резьбонакатные плашки имеют корпус, на котором устанавливают накатные ролики с резьбой. Ролики можно регулировать на размер нарезаемой резьбы. Плашки вращают двумя рукоятками, ввертываемыми в корпус.
С помощью резьбонакатных плашек нарезают резьбы диаметром от 4 до 33 мм и шагом от 0,7 до 2 мм 6 —8-го квалитетов. Накатку выполняют на станках, а также вручную. РеЗьба получается более прочной, поскольку волокна металла в винтах не перерезываются. Кроме того, благодаря давлению плашек волокна упрочняются. Так как резьба только выдавливается, поверхность получается более чистой. Накатывание резьбы производится так же, как и нарезание клуппами.
На рис. 2, б показана резьбонакатная малогабаритная плашка типа НПН, применяемая для накатывания резьб Мб и М12 на сверлильных и токарных станках.
Плашка, изображенная на рис. 2, в, предназначена для накатывания резьб на тонкостенных трубах на сверлильных и токарных станках, а также вручную.
Раздвижные (призматические) плашки в отличие от круглых состоят из двух половинок, называемых полуплашками. На каждой из них указаны размер наружной резьбы и цифра или для правильного закрепления в приспособлении (клуппе). На наружной стороне полуплашек имеются угловые канавки (пазы), которыми они устанавливаются в выступы клуппа.
Для равномерного распределения давления винта на полуплашки во избежание перекоса между полуплашками и винтом помещают сухарь.
Раздвижные (призматические) плашки изготовляют комплектами по 4 —5 пар в каждом; каждую пару по мере необходимости вставляют в клупп. Раздвижные плашки изготовляют для метрической резьбы диаметром от Мб до М52 мм, для дюймовой — от 1/4 до 2” и для трубной резьбы — от ‘/8 до 1 3/4”. Раздвижную плашку закрепляют в клуппе (рис. 271, б), который состоит из косой типа НПН, в — для накатывания на тонкостенных трубах рамки с двумя рукоятками и зажимного винта. Полуплашки вставляют в выступы рамки, вводят сухарь и закрепляют винтом. Клуппы, в которых устанавливают призматические плашки, изготовляют шести размеров — от №1до №6. Работа клуппом показана на рис. 3, в.
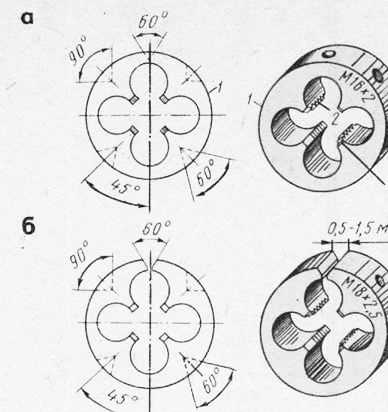
Рис. 1. Цельная (а), разрезная (б) плашки: 1 — плашка, 2 — резьба, 3 — заборная часть
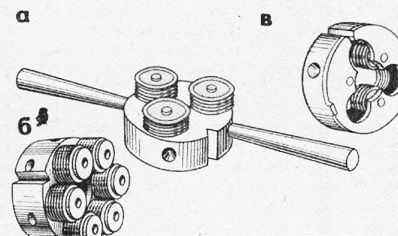
Рис. 2. Резьбонакатные плашки: а — малогабаритная типа MI1H, б — резьбонакатная
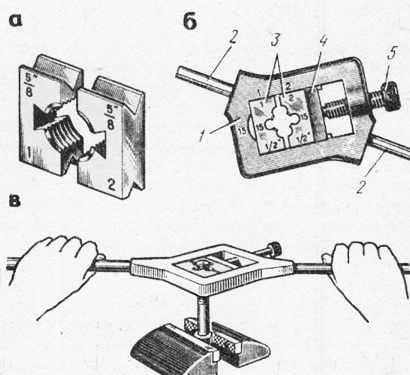
Рис. 3. Раздвижные призматические плашки: а — полуплашки, б — клупп, в — нарезание резьбы

Рис. 4. Нарезание резьбы плашкой
Нарезание наружной резьбы. При нарезании резьбы плашкой надо иметь в виду, что в процессе образования профиля резьбы металл изделия, особенно сталь, медь и др., «тянется», диаметр стержня увеличивается. Вследствие этого усиливается давление на поверхность плашки, что приводит к ее нагреву и прилипанию частиц металла, поэтому резьба получается рваной.
При выборе диаметра стержня под наружную резьбу следует руководствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу. Хорошее качество резьбы можно получить в случае, если диаметр стержня на 0,3 — 0,4 мм меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет значительно меньше требуемого, то резьба получится неполной; если же диаметр стержня будет больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время нарезания зубья плашки вследствие перегрузки могут сломаться.
При нарезании резьбы плашкой вручную стержень закрепляют в тисках так, чтобы выступающий над уровнем губок конец его был на 20 — 25 мм больше длины нарезаемой части. Для обеспечения врезания на верхнем конце стержня снимают фаску.
Затем на стержень накладывают закрепленную в клупп плашку и с небольшим нажимом вращают клупп так, чтобы плашка врезалась примерно на одну-две нитки. После этого нарезаемую часть стержня смазывают маслом и вращают клупп с равномерным давлением на обе рукоятки так, как при нарезании метчиком, т. е. один-два оборота вправо и пол-оборота влево.
Для предупреждения брака и поломки зубьев плашки необходимо следить за перпендикулярным положением плашки по отношению к стержню: плашка должна врезаться в стержень без перекоса.
Нарезанную внутреннюю резьбу проверяют резьбовыми калибрами-пробками, а наружную — резьбовыми микрометрами или резьбовыми калибрами-кольцами и резьбовыми шаблонами.
Нарезание резьбы клуппами проводят в следующем порядке. Устанавливают в клупп плашки и раздвигают их на размер несколько больший, чем диаметр нарезаемой заготовки, зажимают заготовку в тисках в вертикальном положении и запиливают на торце фаску; надевают клупп на стержень заготовки и плотно сдвигают плашки винтом.
Клупп с плашками, смазанными смешанным или осерненным маслом, поворачивают на 1 —1 У2 оборота по часовой стрелке, затем на V4 — Ч2 оборота обратно. Нарезав резьбу, клупп перемещают, вращая его в обратную Сторону для схода на конец стержня; затем поджимают плашку винтом и проходят резьбу вторично.
Проверяя резьбу калибром или гайкой (в крайнем случае), повторяют проходы до получения резьбы нужного размера. По окончании работы плашки вынимают из клуппа, очищают от стружки, тщательно протирают и смазывают маслом.
Высокопроизводительные методы нарезания резьбы. Многие детали машин соединяют с помощью резьбовых соединений (тракторы, автомобили, металлорежущие и другие станки), что представляет собой трудоемкий процесс. Находят применение закаленные самовыдавливающие винты, которыми через пробитые отверстия соединяют листовые детали.
На Волжском автомобильном заводе широко применяют закаленные самонарезающиеся винты для чугунных и стальных деталей. Винты при вращении с подачей выдавливают резьбовые канавки.
На этом же заводе применяют самоконтрящие резьбовые соединения: шестигранную головку, имеющую выточки на нижнем торце, а на верхнем лунки и радиальные канавки; болты с зубчатым буртиком. Все это значительно сокращает трудоемкость сборочных работ.
Для предотвращения отвинчивания болтов применяют клеи (анаэробные смолы) типа ТЕН-3, которые рекомендуются для стопорения соединений, работающих в условиях вибрационной нагрузки.
Читать далее:
Нарезание резьбы на трубах
Статьи по теме:
pereosnastka.ru
Нарезание внутренней резьбы
Нарезание внутренней резьбы
Подробности Категория: Сортовой прокатPaste a VALID AdSense code in Ads Elite Plugin options before activating it.
class="eliad">Нарезание внутренней резьбы
Внутреннюю резьбу (резьбу в отверстии) нарезают метчиком (рис. справа). Изготовляют метчики из инструментальной углеродистой, легированной или быстрорежущей стали. Метчик состоит из хвостовика и рабочей части.
Хвостовиком метчик крепится в воротке или патроне станка.
Рабочая часть метчика представляет собой винт с продольными или винтовыми канавками для нарезания резьбы. Как и в плашках, в рабочей части метчика имеется заборная часть для облегчения входа инструмента в отверстие. Винтовые канавки, аналогично продольным отверстиям в плашке, образуют режущие кромки. По ним же сходит стружка.Ручные метчики для нарезания метрической резьбы выпускают в комплекте, включающем два метчика для резьбы диаметром до 3 мм и три (№ 1—черновой, № 2 — средний и № 3 — чистовой) для резьбы диаметром больше 3 мм. Черновой метчик выполняет основную работу и срезает до 60 % слоя металла, подлежащего снятию. Получистовой метчик срезает до 30 % слоя металла. Чистовой метчик придает резьбе окончательную форму и размеры и срезает остальные 10 % слоя металла. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной части и различную форму профилей. На хвостовой части всех метчиков комплекта выбиты круговые риски (1,2,3) или проставлены номера метчиков, а также указаны размеры резьбы — диаметр и шаг.
Для вращения метчика при нарезании резьбы ручным способом применяют приспособление — вороток (рис. слева). Воротки бывают – нерегулируемые(рис. а) и регулируемые(рис. б).
Прежде чем приступить к нарезанию резьбы в отверстии, выполняют разметку места отверстия с обязательным его накерниванием. С учетом размеров будущей резьбы по таблице (см. табл. ниже) подбирают диаметр сверла.
| Диаметр резьбы | Диаметр сверла | Диаметр резьбы | Диаметр сверла | ||
| Чугун | Сталь | Чугун | Сталь | ||
| 2 | 1,6 | 1,5 | 3,0 | 4,1 | 4,2 |
| 2,3 | 1,9 | 1,9 | 6,0 | 4,9 | 5,0 |
| 2,6 | 2,15 | 2,15 | 8,0 | 6,6 | 6,7 |
| 3,0 | 2,5 | 2,5 | 10,0 | 8,3 | 8,4 |
| 4,0 | 3,4 | 3,5 | 12,0 | 10,0 | 10,1 |
Иногда можно воспользоваться простым способом - чтобы узнать диаметр отверстия под нужную резьбу из диаметра резьбы вычитают шаг и получают диаметр отверстия.
Размер диаметра отверстия под резьбу можно вычислить по формуле D=d-1,6t,где D - диаметр отверстия, мм;d - диаметр нарезаемой резьбы, мм; t - глубина резьбы, мм.
Размеры воротка для закрепления метчика при нарезании резьбы подбираются в зависимости от диаметра нарезаемой резьбы. Примерная длина воротка может быть определена по формулеL=20D+100 мм,где D - диаметр резьбы.
При нарезании внутренней резьбы металл как бы выдавливается, уменьшая диаметр отверстия. Поэтому диаметр сверла должен быть несколько больше внутреннего и меньше наружного диаметра резьбы. Если диаметр отверстия меньше требуемого, метчик сломается, а если больше — резьба будет неполной, ослабленной.Просверленное отверстие обрабатывают зенкером. Применение этого инструмента позволяет улучшить качество, уменьшить конусность, овальность боковой поверхности отверстия. Зенкером работают так же, как и сверлом.
Для качественного нарезания резьбы важно правильно закрепить деталь в тисках и установить в отверстии первый метчик (рис. выше а). Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик — перпендикулярен плоскости детали и губкам. Перпендикулярность (угол 90°) проверяют угольником (рис. б).Нарезают резьбу следующим образом (рис. в). Сначала устанавливают метчик № 1. Предварительно его резьбовую часть смазывают маслом. Прижимая левой рукой вороток к метчику, правой плавно вращают его вправо до тех пор, пока метчик не врежется на 1—2 нитки. Одновременно следят за сохранением прямого угла, при необходимости направляя метчик. После того, как метчик занял правильное устойчивое положение и началось нарезание резьбы, вороток берут обеими руками и вращают с легким нажимом, перехватывая через каждые пол-оборота. Для того чтобы стружка ломалась и уходила в канавки метчика, его вращают возвратно-поступательно: полтора оборота вперед и пол-оборота назад.Закончив проход метчиком № 1, его вывертывают, вставляют метчик № 2, заправляют в резьбу, устанавливают вороток и нарезают. Окончательно доводят резьбу метчиком № 3 и проверяют резьбу (рис. г).Глухие отверстия под резьбу просверливают на глубину несколько большую, чем длина резьбы.Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт.
При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать:1) шероховатая или рваная нарезка — получается, если отсутствует смазка, а также из-за перекоса метчика или плашки;2) резьба неполного профиля — если диаметр отверстия больше нормы или диаметр стержня меньше нормы;3) перекос резьбы или поломка метчика — если диаметр отверстия меньше нормы или диаметр стержня больше нормы.
При нарезании резьбы в вязких и мягких металлах необходимо периодически вывертывать метчик и очищать канавки от стружки.Резьбу следует нарезать последовательно полным набором метчиков.Необходимо тщательно следить за тем, чтобы не было перекоса метчика.Надо проявлять особую осторожность при нарезании резьбы в глухих отверстиях.Обязательно надо периодически смазывать нарезаемую резьбу маслом.
Paste a VALID AdSense code in Ads Elite Plugin options before activating it.
class="eliad">technologys.info
Нарезка резьбы метчиком/леркой | Уплотнение соединений
Здравствуйте, уважаемые читатели и посетители блога. Напомню, в прошлой статье мы обсуждали роль стандартного листа гипсокартона в строительстве. А сегодня я хочу с вами рассмотреть, как нарезать резьбу на заготовку. Думаете, что это не в тему? Зря. И однажды вы в этом убедитесь. Ну, не будем отвлекаться. Приступим.
Подготовка материалов и инструментов
По характеру расположения резьбы на заготовке она может быть как внутренней, так и внешней.
Приспособления и инструменты, применяемые для произведения внешней и внутренней резьбы, различаются между собой.
Для выполнения внутренней резьбы применяются специальные метчики. Они, как правило, реализуются в наборах, каждый метчик имеет два варианта (черновой и чистовой). Отдельные виды метчиков могут иметь и три (черновой, посредственный и чистовой).
Для верчения метчика в момент нарезания резьбы применяются воротки. По устройству воротки имеют несколько видов.
Простейшим считается окончатый вороток – металлическая плашка имеющая несколько окон под хвостовик метчика разных размеров.
Разъемный вороток более удобен, так как имеет две расходящиеся части и может ухватывать хвостовики метчиков довольно разных размеров.
Внимание: Поменяв рабочие стороны щечек воротка, мы можем получить окно для меньшего или большего диаметра метчика.
Воротки с цанговым патроном (идут в комплекте со съемным рычагом) предназначены на скромный диапазон диаметров метчиков. Его преимущество в том, что он может позволить нарезать резьбу в отверстиях и углублениях, неприступных для обычных воротков.
На строительных рынках можно встретить и комбинированные метчики для нарезки, уже с воротком. Однако они имеют малый спрос, так как работать с ними не совсем удобно.
Для произведения внешней резьбы применяются так называемые плашки для нарезания резьбы. Они могут быть круглыми (лерки) и раздвижными (призматические плашки).Лерки, или круглые плашки, бывают разрезными и цельными. Шаблонные диаметры круглых плашек для наружного нарезания резьбы от 1/8 до 2 дюймов, или от 1 до 26 мм.
Внимание: Разрезные круглые плашки, в отличие от цельных круглых, сбоку имеют прорезь 0,5-1,5 мм. Что позволяет свободно регулировать диаметр резьбы 0,1 до 1,25 мм.
При нарезании внешней резьбы, и раздвижные плашки, и лерки устанавливаются в специальный вороток (плашкодержатель). Для этого предварительно нужно выкрутить фиксирующие винты из воротка. Установить плашку в вороток и зафиксировать ее винтами.
Помещая плашку в вороток, убедитесь, что она ровно расположилась в пазах: плоскость плашки должна находиться параллельно плоскости воротка плашкодержателя. Во время фиксации плашки для нарезания резьбы, винты должны заходить в выемки, расположенные на корпусе.
Подготовка заготовки
Перед нарезанием внутренней резьбы стоит высверлить отверстие в предполагаемом месте резьбы, немного меньшего диаметра метчика.
Внимание: Чтобы возобновить сорванную резьбу, нужно учитывать, что будущая резьба будет больше прежней на 1 мм.
Заготовку с высверленным отверстием зажмите в тисках. Пройдите сначала черновым метчиком (в некоторых случаях следует несколько раз пройти черновым метчиком), затем чистовым.
Перед началом нарезки внешней резьбы, закрепите заготовку в обычных тисках и при помощи напильника снимите с краев заготовки, где будет выполняться резьба, небольшую фаску.
Нарезание внутренней резьбы
Черновой метчик нужного диаметра установите в вороток и приступите к нарезке. В процессе, обратите внимание на расположение: метчик должен находиться строго перпендикулярно плоскости заготовки.
Сделав несколько оборотов, вернитесь и извлеките металлические стружки и опилки из отверстия. Такие действия следует повторять несколько раз, не прибегая к большим усилиям. Метчик для резьбы довольно хрупкий и при больших усилиях может сломаться и остаться внутри. Чтобы его извлечь потребуется немало усилий. Но даже если вы его извлечете, резьба будет испорчена — заготовка на выброс.
После прохождения черновым метчиком для резьбы его следует сменить на посредственный или чистовой, повторяя все выше перечисленные операции в той же последовательности.
Чтобы облегчить процесс нарезания, предполагаемое место резьбы следует смазать обычным машинным маслом либо специальным средством «жидкий ключ».
Нарезание внешней резьбы
На торец заготовки со снятой предварительно фаской помещаем плашку. Затем начинаем выполнять несколько оборотов воротком. Плашка с воротком должны вращаться четко по горизонтали, без перекосов.
При больших диаметрах (как например на трубах водопровода), потребуется немалая физическая сила. Движения, так же как и при внутреннем нарезании резьбы, следует проводить: 2-3 оборота вперед, 1-2 назад. Это позволит облегчить процесс нарезания резьбы, а заодно очистит плашку и резьбу от металлических стружек и опилок. Для ускорения и облегчения резьбу можно так же смазать машинным маслом.
Качественно нарезанная резьба не должна содержать разрывов в нитке резьбы. Нарезание её должно протекать без затруднений вращения и заеданий плашки.
Уплотнение резьбовых соединений
Добиться оптимального уплотнения резьбовых соединений (водопроводных и других видов труб) можно при помощи специальной ленты ФУМ либо пакли.В наше время чаще всего, для качественного уплотнения резьбовых соединений применяется лента ФУМ. Это обычная полоска фторопласта, которая в несколько слоев, плотно наматывается на резьбу. Из-за своей малой толщины она ровно ложиться на резьбу и надежно уплотняет резьбовые соединения. Кроме этого, лента ФУМ наиболее устойчива к влиянию жидкостей практически любой температуры.
Ленту ФУМ можно применять и при уплотнении резьбовых соединений на газопроводах. Она, в отличие от пакли, не оставляет после себя отхода.
Пакля – проверенный многими годами надежный материал, который надолго обеспечивает герметичность уплотнения резьбовых соединений. В момент создания герметичности резьбовых соединений отделите ветошь необходимой длины и толщины и ровным слоем намотайте ее на витки резьбы.
На этом я закончу статью о нарезке резьба. Считаю обязательным также, знание техники безопасности при работе с металлом, поэтому следующую статью посвящаю этой теме. Не забывайте подписываться на обновления блога. Всем удачи и благ.
С уважением, Вадим!
odnastroyka.ru
Как нарезать резьбу вручную? Обзор резьбонарезного инструмента
От крепежных элементов до рабочих узлов типа винтовой пары – все эти соединения имеют резьбу. Со временем она изнашивается, особенно, если крепеж находится под нагрузкой, например, шпильки ступицы автомобиля, гайки, болты и т.д. Тогда требуется замена износившейся детали, но не всегда удается найти новую, подходящую по параметрам. В таких случаях многие мастера нарезают резьбу вручную с помощью специального резьбонарезного инструмента – метчиков, плашек и клуппов.
Изготавливается резьбонарезной инструмент из быстрорежущей стали или твердосплавных металлов, имеет острые режущие кромки специальной формы и размера, благодаря чему получается точно подходящая под параметры резьба. Инструменты различаются по шагу, длине и направлению нарезаемой резьбы. Но основное их отличие в том, что одни предназначены для выполнения внутренней резьбы, другие – для наружной. О каждом их виде мы расскажем подробнее.
Выполнение внутренней резьбы метчиком
Когда нужно нарезать резьбу внутри цилиндрических деталей, крепежных элементов и посадочных отверстий, используют метчик. Он представляет собой металлический стержень, рабочая часть которого имеет режущую кромку в виде поперечных насечек или винтовой линии. Прежде чем нарезать резьбу, в детали рассверливается отверстие, причем, его диаметр должен быть на 0,3-0,7 мм меньше, чем требуемый диаметр резьбы (это зависит от того, с каким металлом Вы работаете). В метчикодержателе закрепляется черновой метчик, который вкручивается в подготовленное отверстие – он снимает до 75% материала. После этого необходимо пройтись чистовым метчиком, который снимет оставшиеся 25% материала и доведет резьбу до нужных параметров.
Тонкости нанесения наружной резьбы плашкой и клуппом
Наружную резьбу, в отличие от внутренней, нарезают по другому принципу. Деталь обрабатывают по наружной поверхности, ее обтачивают до достижения необходимого диаметра. Этот показатель не должен превышать значение внутреннего диаметра плашки, но должен быть на 0,1-0,4 мм больше требуемого окончательного диаметра. Чтобы облегчить процесс нарезания резьбы, нужно снять фаску с края заготовки – так резцам инструмента будет легче сделать первые насечки. Для разных цилиндрических заготовок используют разный резьбонарезной инструмент.
Плашки применяются практически для любых изделий: крепежных шпилек, буксировочных проушин, труб, болтов и т.д. С их помощью можно нарезать стандартную метрическую резьбу диаметром от 4 до 20 мм.
По форме плашка напоминает гайку, только внутри у нее имеются режущие кромки, а для отведения стружки предусмотрены специальные отверстия. Различают разрезные плашки и цельные. Последние надежнее фиксируют заготовку и нарезают резьбу точнее, поэтому выполненные элементы можно использовать в ответственных соединениях.
Клуппы по форме напоминают плашку, только, у них есть еще дополнительные элементы: планшайбы, прижимные кольца и прижимные болты. В них заготовка фиксируется очень надежно, и удается добиться высокоточной резьбы. Эти инструменты используются для нарезания дюймовой резьбы на водопроводных трубах.
Чтобы нарезать резьбу плашкой или клуппом, нужно закрепить инструмент в специальном держателе. Затем он центрируется на заготовке и наворачивается на нее, вращение создается за счет вращения рукояти держателя. Первые режущие кромки нарезают «черновую» резьбу, а остальные уже доводят ее до чистовой. Наворачивание должно быть плавным, без резких движений и излишних усилий, тогда витки резьбы будут аккуратными.
5 советов по успешному выполнению работ
Мы рассказали об особенностях нарезания внутренней и наружной резьбы разными видами инструмента. Но есть общие требования по их использованию. Наши рекомендации помогут Вам избежать ошибок при работе, и Вы получите качественную резьбу с первого раза.
Совет 1: подобрать резьбонарезной инструмент под параметры резьбы
Основными параметрами являются диаметр, шаг и направление резьбы. Как правило, на поверхности плашек и метчиков высечены значения, например, М8x1,25. По направлению резьба бывает правая и левая. Например, гайка с правой резьбой наворачивается на винт при вращении по часовой стрелке, с левой резьбой – против часовой стрелки. Соответственно, для нарезания правой резьбы используются резьбонарезные приспособления с направлением режущих кромок по часовой стрелке, для левой – против часовой стрелки.
Совет 2: надежно зафиксировать обрабатываемую заготовку
Для этого Вам понадобятся слесарные тиски. Деталь нужно установить в тисках так, чтобы было удобно центрировать резьбонарезной инструмент. Так удастся добиться плавного хода при нарезании резьбы и получить ровный виток без перекосов.
Совет 3: использовать смазку
Чтобы обеспечить легкое вхождение режущих кромок инструмента в основание заготовки, нужно смазать рабочую часть и обрабатываемую поверхность маслом. Подбирайте смазку, исходя из того, с каким материалом Вы работаете. Например, минеральные составы подходят для нержавеющей стали и цветных металлов, синтетические универсальны и могут применяться при изготовлении практически любых деталей. Масло снизит трение, что облегчит нарезание резьбы, а также поможет сохранить режущие свойства кромок инструмента.
Совет 4: удалять стружку в процессе работы
При нарезании резьбы и при образовании витка с обрабатываемой поверхности снимается материал. Скопление металлической стружки может привести к тому, что инструмент застрянет и сломается. Поэтому нужно своевременно ее удалять: при работе с метчиком делать несколько возвратных прокручиваний, а при работе с плашкой избегать чрезмерного скопления стружки в стружкоотводящих отверстиях.
Совет 5: использовать только качественный инструмент
Это одно из «золотых правил» при нарезании резьбы. Ведь некачественные инструменты очень ненадежны: они ломаются, резьба может быть неаккуратной или не подходящей по параметрам, иногда плашкой даже невозможно нарезать первые витки, так как прочность кромок не соответствует стандарту. С фирменным инструментом такого не произойдет, так как он изготавливается из прочного качественного металла и строго отвечает требованиям ГОСТа.
Когда Вы знаете, с помощью каких инструментов нарезать внутреннюю и внешнюю резьбу, остается только подобрать подходящие для Вашего рода деятельности.
Например, при проведении сантехнических работ пригодятся клуппы. Вы можете купить их по отдельности, исходя из диаметра труб, с которыми приходится работать чаще всего, или купить клуппы в наборе, например, FIT 70003, MATRIX SPARTA 773355.
Для слесарных и авторемонтных работ могут потребоваться как плашки, так и метчики, ведь приходится нарезать и внешнюю резьбу (на шпильках, болтах, винтах), и внутреннюю (в гайках, свечных отверстиях). Поэтому лучше купить набор резьбонарезного инструмента, в котором есть все необходимые приспособления для широкого спектра работ, например, набор с металлорежущим инструментом ЗУБР 32 предмета 28129-h42 или FIT Профи, 70805 на 20 предметов. Все наборы поставляются в кейсах, поэтому приспособления удобно хранить и перевозить.
Если же Вам нужен резьбонарезной инструмент для единичного использования, например, нарезать резьбу на нескольких трубах для водопровода на даче, то можно купить один клупп нужного диаметра и клупподержатель к нему.
В нашем интернет-магазине представлены более 200 наименований резьбонарезного инструмента, как в наборах, так и поштучно. Мы предлагаем изделия ведущих производителей: FIT, Jonnesway, Gerat, MATRIX и других. Вы легко подберете то, что нужно для успешного выполнения работ. Заказ можно оформить через сайт или по телефону: 8-800-333-83-28.
www.vseinstrumenti.ru