Как правильно паять паяльником и что нужно для работы. Что нужно для пайки паяльником
Что нужно для паяния
 В статьях для начинающих разбирали уже и как обозначаются радиодетали, и как определить выводы микросхем. Но а теперь коснемся вопроса, что нужно для паяния, так как он всегда актуальный.
В статьях для начинающих разбирали уже и как обозначаются радиодетали, и как определить выводы микросхем. Но а теперь коснемся вопроса, что нужно для паяния, так как он всегда актуальный.
Паяльник
Первое что нам понадобиться, это конечно же паяльник.Оптимальный вариант и по цене и по мощности, это паяльник мощностью 60 Вт.

Канифоль
Канифоль, в идеале — проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль.

Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров.
Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить — залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём.
Как залудить паяльник?
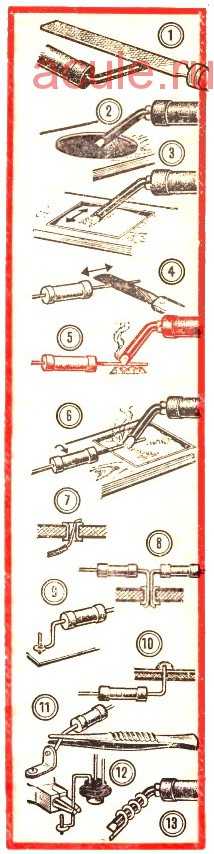
Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше.
Итак, повторяем эту процедуру (канифоль → припой → дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя. Вот это и называется «залудить», в данном случае паяльник.
Примерно так должно выглядеть залуженное жало паяльника.
Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала.
Окунаем жало паяльника в канифоль, потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро.
Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта.
Как залудить провод?
Теперь лудим проводок. Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)…
Провод лудить проще, т.к. обычно, под изоляцией металл чистый, не окисленный. Его мы окунаем в канифоль, приложив сверху него жало разогретого паяльника и по-потихоньку вытаскиваем провод из под паяльника наружу, после того, как канифоль расплавится и задымится. Это делается, как наверное поняли, для того, чтобы расплавленная канифоль обволокла контактную часть провода. Теперь обогащаем жало паяльника припоем, коснувшись олова, подносим жало к налипшей на проводке канифоли.
Если провод медный и чистый – лужение произойдёт сразу же.
Если нет, то придется, возможно, операцию повторить или воспользоваться вместо канифоли паяльной пастой – специальным химическим веществом, (типа паяльной кислоты, если кто знаком) позволяющей лудить, к примеру, даже железо.
Так выглядит паяльная паста.

Как припаять провод?
Есть у нас залуженная подопытная латунная жестянка и залуженный проводок, которые теперь мы обязаны соединить, запечатлеть разогретым припоем и потом остудить, чтобы навсегда сохранить их электрическую связь, что мы и делаем, поднеся залуженную часть провода к залуженной части жестянки.
К месту их контакта подносим обогащённое припоем жало паяльника так, чтобы припой качественно обволок залуженные части припаиваемых деталей. Этому будет способствовать участвующая в процессе канифоль. Если что-то не ладится — окунайте в неё. После того, как детали оказались в расплавленном припое, постарайтесь их больше не шевелить. Можно слегка подуть на место пайки, пока блеск припоя слегка не потемнеет, что будет свидетельствовать о затвердевании пайки.
Всё, поздравляю! У Вас получилось.
Пинцет
Во время пайки не стоит забывать что все элементы подвергаются высокой температуре.
Что бы избежать ожогов,и достичь наибольшего комфорта, мы пользуемся пинцетом.

Что нужно для пайки паяльником: выбор приспособлений
Перед тем как что-либо припаять или облудить, надо обзавестись соответствующими материалами и инструментами. Основное, что нужно для пайки паяльником, это паяющий инструмент, олово и флюс.

Пайка — это процесс соединения элементов путем введения между ними припоя.
Кроме них понадобится подставка для паяльника и всевозможные держатели для деталей, которые подлежат пайке. Не обойтись и без плоскогубцев, бокорезов, ножа и рулетки.
Выбор приспособлений
Для защиты от пожара при пайке необходимо использовать подставку для паяльника.
Выбор приспособлений для удерживания деталей зависит от воображения и приобретенных навыков. Это могут быть всевозможные зажимы, пинцеты, тиски, которые призваны обеспечить нужное положение и неподвижность деталей. Подставка для паяльника предотвратит порчу стола, на котором работают, и других окружающих предметов от температуры. При пайке крупных конструкций понадобятся приспособления для нагрева деталей. Для регулировки температуры паяльника можно использовать светорегулятор — диммер.
Если предстоит делать паяльные работы регулярно, то лучшим вариантом будет использование паяльной станции. Такие станции оснащены устройством регулировки и поддержания температуры жала инструмента в заданных пределах. В комплектацию таких станций, как правило, входит большой набор вспомогательных приспособлений. Часто паяльщик попадает в такое положение, что ему не хватает рук. Существует приспособление «третья рука», позволяющее удобно расположить и закрепить соединяемые детали. Поролоновую губку используют для очистки наконечника.
Вернуться к оглавлению
Выбор паяльника
Паяльники бывают разнообразных конструкций в зависимости от мощности, температуры и способа разогрева. Этими же параметрами руководствуются в выборе паяльника в зависимости от объекта для пайки. По методу нагрева приборы бывают электрические, газовые, с разогревом от постороннего источника — паяльной лампы, костра, кузнечного горна. По мощности электрические паяльники варьируются от 12 до 250 Вт. Выбор делается в зависимости от целей работы: распайка микросхем, работа с тонкими или толстыми проводами и крупными металлическими предметами. Для безопасной пайки подойдут паяльники с напряжением для питания 12 или 36 В, но они потребуют применения переходного оборудования. Универсальным будет напряжение 220 В. Есть паяльники с автономным питанием. Зарядки аккумуляторов хватит на 2 часа работы.
Устройство паяльника.
Для удобства пайки применяются жала паяльников различной формы и размеров. В качестве материала для жала применяется кованая медь. Удобнее применять инструмент со сменными жалами и приспособленными для изменения длины жала. При пайке толстостенных деталей применяют молотковый паяльник. Таким паяльником восстанавливают радиаторы автомобилей
В некоторых паяльниках для разогрева применяется газ. Небольшая горелка встроена компактно с емкостью для газа, заправляемой так же, как обычная зажигалка. Такой паяльник можно применять автономно, как и аккумуляторный.
Помимо паяльника и вспомогательного инструмента не обойтись без припоя. Существует множество разновидностей припоя. Большинство припоев в своем составе имеет олово и свинец. Отличие припоев друг от друга в разной температуре плавления и твердости состава. Бывают разные конфигурации внешнего вида припоев. Удобнее всего использовать припой в виде проволоки или прутка. Существуют прутки припоя с флюсом внутри.
Флюсы необходимы для удаления загрязнений и окислов с поверхностей соединяемых деталей и расплавленного припоя. Флюс обеспечивает хорошую смачиваемость припоя и диффузное проникновение в структуру металла.
Одним из популярных флюсов является канифоль.
Это вещество входит в состав многих флюсов. Имея паяльник, припой и флюс, уже можно паять. Все дополнительное, что нужно для пайки, приобретается одновременно с опытом.
moiinstrumenty.ru
Как правильно паять паяльником и что нужно для работы
Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой. Методов пайки металлов существует много, но прежде всего нужно знать, как правильно паять паяльником. Такое, казалось бы, несложное действо имеет массу тонкостей и нюансов — начиная с выбора инструмента и заканчивая мерами безопасности при работе с ним.
Общие вопросы
Используют именно металлы, они имеют свойство растекаться по поверхности, если находятся в расплавленном виде. Этому способствуют силы гравитации и умеренного натяжения. Это свойство позволяет соединять несколько деталей. Они покрываются слоем припоя, фиксируя элементы в определенном положении.
Казалось бы, все элементарно: расплавил металл и покрыл им место крепления частей. На практике наблюдается более сложная ситуация, ведь важно, чтобы деталь была и прочной и проводимой электрическим током. В идеале слой должен быть тонким, но с максимальной укрывистостью.
Условия эффективной пайки
Чтобы лучше справиться с этой операцией, нужно учитывать следующие моменты:
- чистота места спайки. Крайне важный аспект, так как наличие даже незначительного слоя оксидной пленки делает крепление ненадежным. Именно для этих целей выполняется обслуживание;
- температура плавления. Припой должен становиться податливым при меньшем количестве градусов по Цельсию, чем соединяемые элементы. Если не учесть этот аспект, можно оказаться в ситуации, когда все придется переделывать, ведь в месте сочленения не сформировалась нормальная кристаллическая решетка.
Подбор расходников
 Умение сделать это правильно — залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Умение сделать это правильно — залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Обычно флюсы нужны для протравливания и удаления оксидной пленки. Кроме того, их применение — отличный способ защитить от коррозии. Без них сложно представить полноценную подготовку к пайке, ведь если детали не будут лудиться, то и качественного сочленения не достигнуть. Как правило, данные вещества представляют собой смеси солей, щелочей и кислот.
Можно выделить два типа флюсов:
- активные — создаются на основе хлорной и соляной кислот. Ими можно использовать в самом широком спектре операций. Их главный минус — необходимость удаления сразу после спайки. Если это не сделать, велика вероятность замыкания, так как они обладают высокой проводимостью.
- жидкие — на основе канифоли и спирта или глицерина. Весьма действенны при работе со сталью, но не подходят для цветных металлов. Так же нуждаются в смывании, так как со временем собирают влагу, что повышает проводимость и может стать причиной КЗ.
Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
Фиксация осуществляется с помощью припоев. Как правило, в ход идут свинцово-оловянные марки (ПОС). После маркировки обязательно присутствует цифра, которая свидетельствует о концентрации олова. Чем внушительнее этот показатель, тем выше устойчивость к механическим воздействиям и электропроводность. Температура плавления при этом ниже. Свинец в соединении нужен для застывания. Без него олово не сможет сохранить однородность.
В продаже присутствуют особые разновидности припоев, в которых отсутствует свинец (БП). Он заменен индием или цинком. Большой плюс таких соединений — отсутствие токсичности. Температура плавления выше, но и прочность гораздо серьезнее.
Можно отыскать легкоплавкие марки. Это припои Вуда и Розе. Они растекаются при температуре 90−110 градусов. Применяются такие соединения при создании и ремонте аппаратуры.
Разновидности паяльников
Разнообразие видов работ и условий, в которых они производятся, породило возникновение нескольких типов паяльного оборудования.
- Сетевые. Питаются от розеток. Самый распространенный вариант, который знаком каждому, кто имеет хотя бы отдаленное представление. Как правило, применяются при работе с проводами и массивными деталями. Отличаются высокой мощностью, что позволяет качественно прогревать скрепляемые элементы. Имеются и минусы: низкая эргономика. Инструменты этого типа тяжелы, обладают низкой автономностью. Жало расположено далеко от рукояти, поэтому для пайки мелких деталей такие приспособления не годятся.
- Паяльные станции. Для поддержания температуры используется термоконтроль. Именно они активно используются при работе с мелкими схемами. Не отличаются высокой мощностью (до 40Вт), но для их сферы применения это и не нужно.
Выбор жала паяльника
 Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Как правило, в качестве материала используется медь, в которую добавляются различные примеси (например, хром или никель). Это позволяет улучшить эксплуатационные свойства. В частности, значительно увеличивается долговечность.
Жало без покрытия быстро приходит в негодность. Его приходится периодически чистить и лудить. Чтобы нивелировать этот изъян, рекомендуется отковать этот элемент и обточить с целью придания той или иной формы.
Рекомендации по использованию паяльника
В различных ситуациях этот инструмент может применяться с рядом особенностей, на которые стоит обратить внимание. От этого зависит не только конечное качество, но и степень осуществимости операции в целом.
Пайка проводки
Концы окунаются во флюс и после этого по ним проводим жалом, смоченным этим же раствором. Тут важно стряхивать излишки с проводов. Не пренебрегайте этим, если хотите добиться качественного соединения и безупречного функционирования.
Когда предварительная стадия закончена, скручиваем провода и прогреваем их с небольшим количеством припоя. Все свободное пространство должно быть заполнено расплавленной смесью.
Если подразумеваются многопроволочные жилы, можно обойтись без лужения. Концы просто смачиваются и фиксируются без предварительной обработки жалом. Внутри распределительных щитов эта операция не производится, так как высок риск корродирования. Кроме того, подобные конструкции не относятся к категории разъемных.
Ремонт электроники
 Правильный подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки в процесс. Но если речь идет о типовой печатной микросхеме, справится даже тот, кто впервые взял в руки инструмент.
Правильный подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки в процесс. Но если речь идет о типовой печатной микросхеме, справится даже тот, кто впервые взял в руки инструмент.
Легче всего паять мелкие выводные элементы. Предварительно фиксируем их с помощью какого-нибудь вязкого вещества в отверстиях. Плотно прижимаем жало с обратной стороны для прогрева. Затем вводим в место спайки припой (его не должно быть слишком много).
Если выводной элемент болтается, сначала смачиваем его флюсом. При такой технике небольшая капля олова с паяльника переносится на ножку. Вещество стекает, заполняя собой отверстие.
Крупногабаритные детали
Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания и соединения выглядит несколько иначе.
Сначала добиваемся полной неподвижности. Это делается с помощью струбцин или пластилина (воска). Затем выполняется точечная спайка.
Следующий этап — лужение. Оно выполняется в местах фиксации. Важно подойти к этому процессу со всей тщательностью.
Затем — свободное пространство заполняется припоем. Используются специальные составы, отличающиеся тугоплавкостью и способностью сохранять герметичность на протяжении длительного отрезка времени.
Если предстоит сделать крупный шов, роль паяльника может исполнить медный топорик, подогреваемый на огне. Это все, что нужно для пайки в подобных случаях.
Важные моменты
- Фиксируемые детали должны оставаться в неподвижном состоянии до полного застывания. Если этим пренебречь, припой раздробится на множество кристаллов. Придется все делать заново.
- Чтобы олово постоянно находилось в жидком состоянии, достаточно контакта жала с любой увлажненной точкой.
- Если наблюдается прилипание, это указывает на недостаток мощность. Следует либо увеличить нагрев, либо воспользоваться инструментом с более внушительными показателями.
- Крупные детали нужно постоянно поддерживать в нагретом состоянии. Для этого часто используют газовую горелку.
- Когда подразумевается работа с чувствительными к нагреву деталями, смешивайте обычный припой с легкоплавким.
- Пользоваться нужно только исправным оборудованием. Только такой подход позволит обеспечить безопасность.
Работа с паяльником не так проста, как это может показаться. Развитие этого умения существенно расширит спектр операций и техник, которые вы сможете использовать.
Оцените статью: Поделитесь с друзьями!elektro.guru
Как правильно паять паяльником провода: медные, алюминиевые
Главная » Электрика » Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Содержание статьи
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
- Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
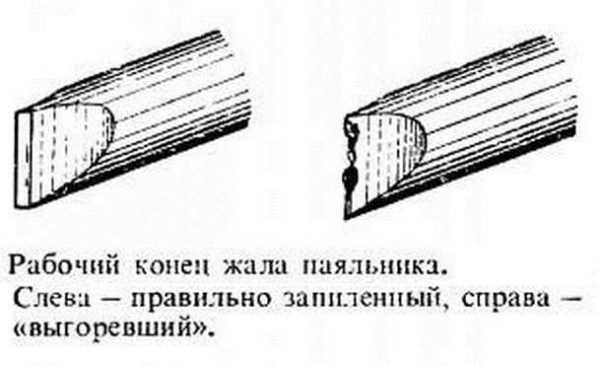
Так надо затачивать жало паяльника
- Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Лужение провда
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
stroychik.ru
виды приспособлений, подготовка к работе, советы по пайке железа и стали
 При монтаже электрических схем и соединении металлических частей между собой используется надёжный и проверенный метод — пайка. Для спаивания частей из металлов применяется паяльник. Неопытным и начинающим монтажникам необходимо знать, как паять паяльником и что нужно иметь для работы.
При монтаже электрических схем и соединении металлических частей между собой используется надёжный и проверенный метод — пайка. Для спаивания частей из металлов применяется паяльник. Неопытным и начинающим монтажникам необходимо знать, как паять паяльником и что нужно иметь для работы.
Конструкции и разновидности
Процесс спаивания заключается в заполнении пространства между проводниками расплавленным материалом, преимущественно оловянно-свинцовыми припоями. Температура плавления припоев должна быть ниже, чем нагреваемая площадь жала. Паяльник должен выбираться в зависимости от типа и рода работ, необходимых для выполнения. Паяльники бывают электрическими и нагреваемыми под воздействием открытого огня.
Конструкции и разновидности паяльников:
-
 С нихромовым нагревателем, изготовленным из проволки, намотанной на поверхность изолятора, внутрь которого вставляется жало. Такие инструменты медленно нагреваются и имеют сокращённое время службы.
С нихромовым нагревателем, изготовленным из проволки, намотанной на поверхность изолятора, внутрь которого вставляется жало. Такие инструменты медленно нагреваются и имеют сокращённое время службы. - С керамическим нагревателем, к выводам которого подводится электрический ток. Подобные паяльники характеризуются ускоренным нагревом и увеличенным сроком использования.
- Импульсные инструменты обладают мгновенным нагревом. Они включаются при помощи нажатия и удерживания кнопки. Всего через 2−3 секунды наконечник разогревается до необходимой температуры для работы с припоем. Паяльник выполнен в форме пистолета с наконечником.
- Газовые паяльники можно использовать автономно, это и является их основным достоинством. Рабочая часть жала направляется непосредственно на пламя горелки, посредством чего и происходит нагрев.
Для выполнения определённых видов паяльных работ электрические паяльники выбираются по мощности. Чтобы произвести пайку полупроводниковых элементов в схеме, достаточно мощности от 15 Вт до 25−40 Вт, в зависимости от размера нагреваемой поверхности радиоэлектронного компонента. Определённые виды паяльников имеют специальное назначение. Для лужения проводов хорошо подходят паяльники мощностью от 40 Вт и выше. Для соединения больших металлических площадей используют инструменты с мощностью 65 Вт, 80 Вт, 100 Вт, 150 Вт, 200 Вт, 300 Вт и 500 Вт. Электропаяльники выпускаются с разными питающими напряжениями:
- промышленные — 380 В;
- бытовые — 220 В, 36 В, 24 В, 12 В, 6 В;
- специальные — 42 В и 110 В, применяются на железнодорожном транспорте.
Подготовка инструмента к работе
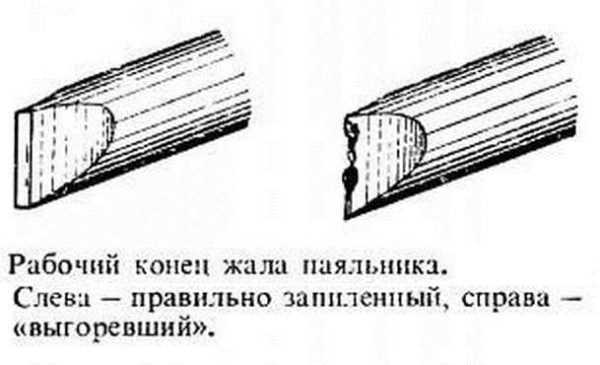
Чтобы знать, как правильно пользоваться паяльником, нужно овладеть навыками подготовки инструмента к пайке. Первое, что необходимо выполнить после включения электропаяльника, — это залудить рабочий участок жала, который представляет собой цилиндрический стержень, изготовленный из медного сплава. Как правило, жало находится внутри нагревателя и фиксируется с помощью специального винта или других способов крепления, в зависимости от конструктивных особенностей паяльника.
Обработка жала
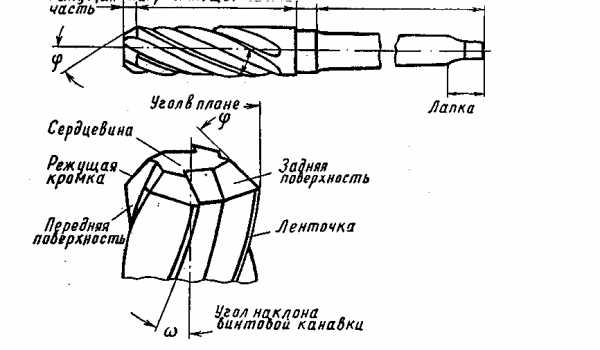
Первым делом необходимо обратить внимание на качество рабочей части жала. Тот конец жала, который обычно используется для паяния, необходимо подготовить к использованию. Форма может иметь вид лопатки или острозаточенной иглы, в зависимости от запланированного типа работы.
Чтобы подготовить рабочую поверхность жала, нужно выполнить следующие действия:
- При помощи молотка оббить жало и придать ему форму лопатки (отвёртки). Можно использовать угловую заточку, которую лучше применять для пайки более массивных элементов. За счёт увеличения рабочей поверхности лучше передаётся тепло.
- Для пайки мелких элементов (полупроводниковые радиокомпоненты, тонкие монтажные провода) край рекомендуется заточить в форме острого конуса. Так меньшим тепловым воздействиям подвергаются детали, которые боятся перегрева. Это обезопасит их от выхода из строя и позволит инструменту работать дольше.
- Заточку в форме конуса можно использовать на более мощных паяльниках для выполнения работ с крупными проводниками.
Для подготовки рабочей части жала применяют молоток, напильник или надфиль, наждачную бумагу, припой и флюс. После обработки элемента молотком ему необходимо придать нужную форму при помощи напильника или надфиля, а затем зашлифовать наждачной бумагой.
Способы лужения
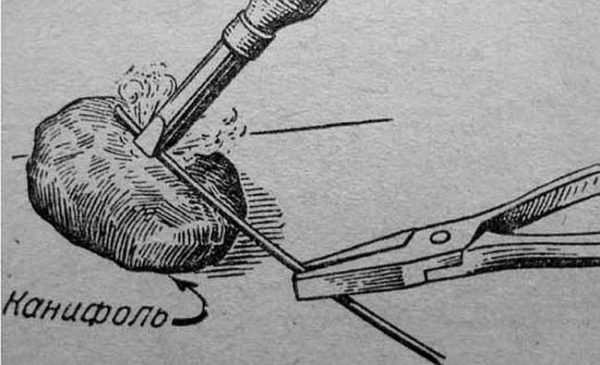
Следующим важным моментом является лужение конца жала, предотвращающее его от быстрого износа и коррозии. Для лужения можно использовать флюсы или сосновую канифоль. Необходимо не допускать перегрева паяльника, так как это затрудняет выполнение лужения. При первом включении паяльника может появиться дым, причиной которого обычно оказываются вещества, использованные при изготовлении инструмента.
Для дальнейшей эксплуатации приспособления важно знать, что нужно для пайки паяльником. Прежде всего необходимо произвести лужение. Оно осуществляется двумя способами.
Согласно первому способу, для лужения нужно:
- разогреть жало до оптимальной температуры;
- погрузить его конец в канифоль;
- растирать припой концом жала до появления блеска.
Второй способ предусматривает следующие этапы:
- Нужно смочить ветошь раствором хлористого цинка и протереть ею жало.
- После этого необходимо равномерно растереть расплавленный припой по поверхности жала с помощью куска поваренной соли.
Для лужения также можно применять различные флюсы и паяльные жиры (паяльное сало). Чтобы провести пайку проводов паяльником, необходимо подготовить сам инструмент, припой флюсы или канифоль, вспомогательные приспособления (подставку для паяльника, пассатижи, кусачки, пинцет, губку для чистки жала).
Технологические рекомендации
Необходимо соблюдать технику пайки паяльником. Перед спаиванием проводов их нужно предварительно зачистить от изоляции. После этого производится осмотр зачищенной поверхности. В зависимости от марки провода на ней также может присутствовать лак. Если изоляция снималась с проводов задолго до спаивания, может образоваться окисел. Существуют два способа снятия окисленных плёнок и лака:
- Механический, с использованием мелкозернистой наждачной бумаги. Такой способ применим для одножильных проводов большого диаметра. Многожильные, тонкие провода не рекомендуется зачищать таким образом, так как можно их оборвать.
- Химический способ используется для тонких многожильных проводов, но является более вредным для монтажника, так как токсичные растворители при вдыхании с воздухом попадают в легкие. Лаковое покрытие можно снять без предварительной зачистки с помощью ацетилсалициловой кислоты (аспирина). На таблетку укладывают провод и тщательно прогревают его паяльником. Температура и кислота снимают лак с поверхности провода.
При работе с эмалированными проводами можно применять специальный флюс, который разрушает покрытие и создаёт плёнку, защищающую от контакта с воздухом. Такой флюс называют активным. После окончания паяльных работ его необходимо удалить при помощи влажной ветоши или губки.
Если нужно припаять провод к металлической площадке (например, заземление), его необходимо предварительно залудить. Поверхность, к которой он будет припаян, нужно зачистить до появления блеска и обезжирить. Следом за этим наносится флюс, и укладываются кусочки припоя. Место тщательно прогревается, после чего к нему прикладывается провод.
Чтобы качественно припаять провод к нужному месту, необходимо соблюдать технологию пайки. Для этого используется припой ПОС-60 в комплексе с канифолью или специальными флюсами, так как они придают ему текучесть и пластичность при пайке, а также защищают поверхность от взаимодействия с кислородом.
Спаивать провода нужно хорошо прогретым паяльником, чтобы его температуры хватало для плавления припоя. Зачищенный провод опускается в расплавленную паяльником канифоль. Предварительно набрав припоя, необходимо несколько раз провести жалом по оголённому проводу, после чего уже залуженный проводник можно запаять в необходимом месте. Для удобства работы можно использовать приспособление «третья рука». С его помощью фиксируется проводник, к которому будет припаян провод.
Пайка оцинкованного железа
При производстве оцинкованных изделий из углеродистой стали их часто покрывают цинком с помощью метода горячего погружения. Чтобы получить блестящую поверхность стали, в ванну добавляются свинец, олово и алюминий в количестве 1%. Листы из стали также покрываются цинком при помощи гальванического способа.
Оцинкованное железо трудно поддаётся пайке, поэтому необходимо иметь специальные активные флюсы, состоящие из концентрированной соляной кислоты и раствора цинкоаммониевого хлорида, а также флюсы на основе хлористого цинка и аммония с добавкой хлористого олова. Оловянно-свинцовые припои в сочетании с флюсами имеют хорошую текучесть и обеспечивают высокопрочные соединения.
Предварительно на спаиваемую поверхность наносится флюс, после чего соблюдается выдержка. Это нужно для того, чтобы прошла реакция. Для пайки необходимо иметь большой паяльник с высокой рабочей температурой. Перед тем как спаять проводники, нужно предварительно растереть поверхность соединения, а после спаивания следует удалить остатки флюса.
Чем паять нержавейку
Спаивание нержавейки является трудоёмким процессом. Оно производится при температуре от 500 до 700 градусов Цельсия с помощью припоя (тиноля). Припой для нержавейки выбирается исходя из условий пайки и состава стали. Сплав содержит не более 25% хрома и 25% никеля, такие составы дают очень прочные соединения. В качестве флюса используется бура, которая наносится на поверхность в виде пасты или порошка. После расплавления буры металл нагревается и становится ярко-красного цвета, затем в эти соединения вводится припой.

После окончания пайки оставшийся флюс удаляется при помощи воды или песочного обдувания. Применение азотной и соляной кислоты крайне нежелательно, так как может произойти реакция припоя и металла с разрушением последнего.
Самодельный молотковый паяльник
 В домашних условиях можно изготовить мощный паяльник для спаивания массивных металлических элементов. Такой паяльник имеет высокую теплоёмкость, которая обеспечивает достаточную температуру для выполнения необходимых работ.
В домашних условиях можно изготовить мощный паяльник для спаивания массивных металлических элементов. Такой паяльник имеет высокую теплоёмкость, которая обеспечивает достаточную температуру для выполнения необходимых работ.
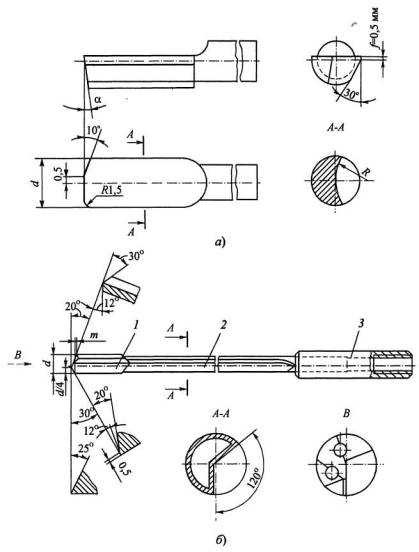
Нужно расклепать массивный медный брусок или толстый прут, чтобы изготовить жало. Его необходимо будет выточить при помощи напильника, чтобы получить отчётливые рёбра и грани. Угол должен составлять от 30 до 45 градусов. В качестве держателя можно использовать стальной пруток либо пластину, которая будет присоединена к паяльному жалу. Можно также изготовить ручку и прикрепить её к паяльнику.
Оцените статью: Поделитесь с друзьями!elektro.guru
Шаг 2.Что нужно для пайки
Что нужно для пайки

Каждый новичек спросит а что дальше, радиодетали и их виды мы прошли.Следущим уроком вы узнате что нужно и пригодится для пайки.Основные инструменты.
Паяльник
Паяльники это основный инструмент нужный для работы радиолюбителю.Им и производится пайка,расплавка олова(припоя)
Они бывают разной мощностью,выше мощность-выше температура и скорость нагрева.
Лучше всего брать паяльник мощностью не ниже 60 Вт
Питается паяльник в основном от сети 220 В,но будут статьи где будут разобраны самодельные паяльники нужные для пайки микросхем
Припой(олово) для пайки
Припоем называется метал в основном на основе олова служащий для спаивания металлов,у которых температура плавления выше чем у олова.
Продается припой в основном в виде проволочки,бывает внутри сразу с флюсом.Ну какой брать с флюсом или нет в разных ситуациях по разному.

Олово можно купить тоже в любом радиомагазине
Канифоль.Флюс для пайки.
Применяется канифоль для лужения элементов в радиотехнике.Для этого если нам нужно спять будь то или дорожку с деталью, или два провода вместе.Без канифоле неполучится.Элемент пайки например провод покрывают с помощью паяльника расплавленым канифолем,или флюсом.Главное что бы покрылся тонким слоем.А затем уже покрытый канифолью проводник покрывают оловом.И можно смело их спаивывать
Купить канифоль или флюс можно в любом радиомагазине.
Так же бывает и самодельная канифоль
Что бы сделать канифоль своими руками нам нужно
1.Найти сосновую смолу и собрать её
2.Сосновую смолу переплавить на огне,и залить в какую нить форму.
3.После того как она остынет,все,можно пользоватся.У вас вполне пригодная для пайки канифоль
radiostroi.ru
Что нужно для пайки проводов
Как правильно паять провода паяльником
Просмотров 1 321
Как правильно паять провода паяльником
Правильная пайка проводов отличается надежностью, долговечностью и красивым видом. Чтобы правильно паять медные провода нужно подобрать припой, флюс, сделать подготовку жил проводов. В статье рассмотрен вопрос, как правильно паять медные провода разного сечения электрическим паяльником.
Инструменты и материалы для пайки медных проводов
Подготовка паяльника для пайки проводов
Выбор мощности паяльника зависит от сечения проводов. Для тонких одножильных, многожильных медных проводов, дорожек печатных плат подойдёт паяльник с жалом в 3 мм и мощностью 25 Вт. Для сечения проводов от 2 мм и более, нужен паяльник мощностью 60 Вт, а для массивных деталей используют молотковый паяльник мощностью 200 Вт.
Жало паяльника должно быть чистым, без раковин. Чтобы выровнять жало паяльника используют мелкий напильник. После обработки жала его лудят, чтобы медь не окислялась. Также важным элементом при пайке является подставка для паяльника. Если хотите качественно паять мелкие провода, элементы радиоэлектронной платы, нужно иметь регулятор температуры жала паяльника.
Таким регулятором можно точно выставить температуру паяльника для припоев разных марок. Лучшим вариантом регулятора температуры жала паяльника будет устройство с датчиком температуры, который устанавливается на жало паяльника. Установленная температура жала не будет зависеть от изменений сетевого напряжения.
Регулятор температуры для паяльника
Так как при пайке электрическим паяльником образуются ядовитые пары припоя и дым от канифоли, рабочее место нужно оборудовать хорошей вытяжной вентиляции. Освещение рабочего места не должно быть тусклым. Для удобства ремонта электронных плат можно приобрести специальный держатель плат с линзой и подсветкой.
Можно сделать простой регулятор температуры для паяльника своими руками
Выбор флюса и припоя для пайки проводов
В зависимости от типа пайки выбирается марка припоя. Самая распространенная марка припоя это ПОС-61. Припой оловянно-свинцовый с содержанием олова 61%. Температура плавления у него 190 С, и подходит он для любых паяльников. Этот припой используется там, где нет нагрузки на соединение.
Если соединение проводов должно быть прочным, выбирают припой марки ПОС 40 или ПОС 30. Удобно пользоваться припоем ПОС-61 в виде прутка намотанного на катушку. Диаметр припоя от 1 до 3 мм. Иногда встречается полый припой с залитой внутрь канифолью.
Также в зависимости от вида пайки проводов существуют различные флюсы, гели, канифоль. Флюс необходим при пайке проводов, так как он удаляет оксиды с поверхности спаиваемых проводов, а также снижает поверхностное натяжение припоя, что позволяет припою легко растекаться по свариваемым поверхностям.
Также флюсы хорошо обезжиривают поверхности. Ещё одно достоинство флюсов — это защита нагретых поверхностей от оксидов. Без флюсов пайка медных проводов паяльником была бы затруднена. Многие флюсы содержат такие активные вещества как кислоты, растворители. Эти активные вещества остаются на поверхности провода и в припое.
Со временем они разрушают соединения проводов. Поэтому в ПУЭ запрещено использовать активные флюсы для пайки соединений при монтаже электропроводки. в электрических щитах. Эти флюсы запрещены и в радиоэлектронной промышленности, однако многие электрики используют их, ведь не себе же.
Флюсы на основе канифоли для пайки электрическим паяльником
Не спорю, такие флюсы обеспечивают быструю, удобную даже красивую пайку, но никто не задумывается над последствиями. Существует флюс на основе канифоли, который обладает высокими характеристиками при пайке проводов паяльником. Пайки получаются красивые, долговечные и надежные.
Этот флюс используют также при пайке электронных плат. Сделать его довольно легко. Обычно берут кусок канифоли, разбивают его в порошок и растворяют в любом 90% спирте в соотношении 50% на 50%, по объему. Растворяется канифоль в спирте легко. Для работы с канифолью используют кисточку.
Как паять паяльником медные провода
Первым пунктом пайки поставим очистку проводов от оксидной пленки. Окисной пленкой покрыт не только алюминий, но и медь. Присутствие ее на меди затрудняет лужение проводов, лужение происходит участками, неравномерно. Поэтому чистят медный провод острым ножом со всех сторон.
После снятия оксидов, поверхность провода смачивают кисточкой с жидкой канифолью. Жалом паяльника берут немного припоя и проводят лужение провода. Провод можно не прокручивать, движение жалом паяльника вперед, и мы видим, как припой мгновенно растекается по всему проводу.
Припой прутком 2 мм
Теперь еще один важный момент, перед тем как паять медные провода — это соединение. Запомните, все соединения проводов должны быть закреплены. Способы крепления проводов показаны на рисунке ниже. Нельзя паять внахлёст без крепления. Пайка получается очень слабой, хотя и ровной. Такая пайка долго не выдерживает механическую нагрузку, небольшую вибрацию.
Способы соединения проводов скруткой
После соединения луженых проводов скруткой, наносят кисточкой немного жидкой канифоли и паяют. Небольшое движение жалом паяльника вперед от изоляции и идеальная пайка готова. Почему здесь можно паять от изоляции, потому что пайка жидкой канифолью происходит за очень короткое время и изоляция провода не успевает подгореть. После пайки остатки канифоли смываются жесткой щеточкой со спиртом.
Визуально можно определить качество пайки электропроводки и электронных плат:1. Пайка должна быть скелетной, то есть должно просматриваться скелетное соединение проводов, выводов элементов.2. Пайка должна быть глянцевой, без раковин и пузырей.
На качество пайки влияет температура жала паяльника. Для ПОС 61 температура жала 190 С, с небольшой коррекции в верхнюю сторону. Коррекцию температуры жала паяльника определяют опытным путем по плавлению припоя. Припой должен легко плавиться, и хорошо держаться на жале паяльника. Если припой собирается в капли и стекает, значит паяльник перегрет.
Часто спрашивают — можно ли паять под напряжением. Ответ однозначен — нет. Под напряжением любые электротехнические работы (кроме измерительных) запрещены. На корпусе паяльника может присутствовать сетевое напряжение, при попытке пайки проводов под напряжением произойдет короткое замыкание.
Тоже интересные статьи
Электропроводка в бане
Ремонт электропроводки. Ремонт электропроводки в квартире своими руками
Замена электропроводки в квартире
Установка электросчетчика в частном доме на улице: правила
Главная » Электрика » Пайка проводов паяльником: как сделать правильно
Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Так надо затачивать жало паяльника

Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут. но болтовое — наиболее простое и надежное.
Пайка проводов паяльником – технология, инструменты, материалы.
На первый взгляд – спаять провода самая простая задача. Однако, существует ряд нюансов, которые необходимо знать как начинающему, так и опытному радиолюбителю.
Прежде всего, рассмотрим технологию пайки:Соединение пайкой – не что иное, как диффузия, то есть проникновение частиц металла друг в друга. Это свойство соединяемых материалов обеспечивает как высокую прочность, так и электропроводность соединения.
Разумеется, для взаимного проникновения, хотя бы один из металлов должен перейти в жидкое агрегатное состояние, то есть расплавиться. Чтобы обеспечить адгезию – металлы должны подходить друг к другу, а их поверхность очищена от загрязнений и окислов.
Для качественного соединения необходимо выполнить три правила:
- Припой, совместимый со спаиваемым металлом;
- Флюс, обеспечивающий очистку выбранного материала от окислов;
- Правильно подобранный паяльник.
Начнем с третьего пункта. Сразу оговоримся, что греть металл и плавить припой можно при помощи газовой горелки или строительного фена. Но это – тема других публикаций.
Итак, как выбрать паяльник для пайки проводов
В качестве примера рассмотрим обычные провода, сечением 0,8 – 3,5 квадратов, что является самым распространенным размером при бытовых монтажных работах.
Более тонкие провода применяются при сборке монтажных плат, и для работы с ними подходит паяльник для микросхем. Более толстые проводники применяются в энергоснабжении, там несколько иная технология пайки.
Мощность паяльника
Прежде всего, паяльник подбирается по мощности, а не по температуре жала. Провода, особенно медные, имеют высокую теплопроводность. Когда вы касаетесь кончиком паяльника места пайки, часть тепловой мощности моментально рассеивается по проводнику. Это необходимо учитывать, зная толщину жилы.
Паяльник для проводов должен иметь мощность 40-60 Вт. Меньшая мощность будет распределяться по кабелю, и вам придется затрачивать много времени на разогрев места соединения.
Во-первых, качество пайки ухудшится.
Во-вторых – от продолжительного нагрева повредится изоляция.
Слишком высокая мощность моментально выпарит флюс и также расплавит изоляцию.
Неправильно подобранная температура доставляет дискомфорт радиолюбителю. Как правило, один из спаиваемых проводов приходится удерживать руками. Если он разогревается по всей длине – можно обжечь пальцы.
Мощность считается достаточной, если на спайку уходит не более 2-3 секунд. Разумеется, при условии полного расплавления припоя и растекании его по металлу проводника.
ВАЖНО! Лучше выбрать более «холодный», но мощный паяльник с толстым жалом, чем маломощный но «горячий».
Правильное жало
Идеальный вариант для соединения проводов – медное жало с расплющенным концом.
Медь позволит накопить достаточно тепловой энергии, чтобы она не рассеивалась по проводам. А плоский конец обеспечит широкое пятно контакта. Недостаток медного наконечника – склонность к окислению. Даже тончайший слой окисла становится теплоизолирующей прокладкой, ухудшая нагрев рабочей зоны.
Можно паять и современными коническими жалами из композитных материалов или керамики.
Разница лишь в методике. Такое жало необходимо прижимать не поперек, а вдоль, что не всегда удобно.
Паяльный пистолет мгновенного нагрева
Неплохой вариант для пайки проводов. Высокая температура наконечника и протекающий ток от трансформатора моментально прогревают место спайки, не успевая расплавить изоляцию.
Если жало имеет форму петли – можно охватывать спайку со всех сторон, повышая эффективность нагрева. Однако такие паяльники стоят дороже обычных.
Правильный набор для пайки
С основным инструментом определились. Кроме собственно паяльника, необходим определенный набор сопутствующих материалов и приспособлений.
- Устройство для снятия изоляции, или монтажный нож. Особых критериев нет, главное – чтобы жилы при зачистке не обрывались. Также надо иметь нож для снятия лакового покрытия с оголенных жил;
- Флюс. Его выбор — это почти религия. Делают из самых разных материалов, он может быть твердым, желеобразным или жидким – назначение одно. Точнее два: очистить поверхность и не дать образоваться окислу.
Наиболее удачный вариант – банальная сосновая канифоль. Единственный недостаток – слабая текучесть (в нашем случае должна проникать в скрутку), и при перегреве образуется нагар. Многие пользуются т.н. паяльным салом. Отдать предпочтение какому-то варианту бессмысленно. Всякий кто знает, как работать с паяльником – имеет в арсенале любимый флюс.
- Паяльные тиски. Приспособление очень полезное. Их необходимо либо купить, либо изготовить самостоятельно;
Именно при пайке проводов чаще всего не хватает третьей руки. Да и сам объект нагревается настолько сильно, что лучше закрепить его в стороннем держателе.
Подготовка проводов и паяльника к работе
Это покажется странным, но многие радиолюбители не знают, как правильно облудить паяльник. Мало того, как залудить провода – тоже знают немногие.
Сразу оговоримся – лудить необходимо только медные наконечники. Жала из керамики или композитных материалов достаточно очистить без использования абразива.Для начала, жало извлекают из нагревательной трубки. Напильником или надфилем придают ему необходимую форму кончика.
Затем зачищают наждачной бумагой (мелкой) до блеска. Обработке подлежит вся поверхность жала, а лужению – только кончик. После этого, в баночку с канифолью кладут кусок припоя, и помещают нагретый паяльник под олово.
Видео урок пайки проводов с применением обычной канифоли.
ВАЖНО! Температура не должна превышать 300 градусов, в противном случае жало моментально покроется окислом .
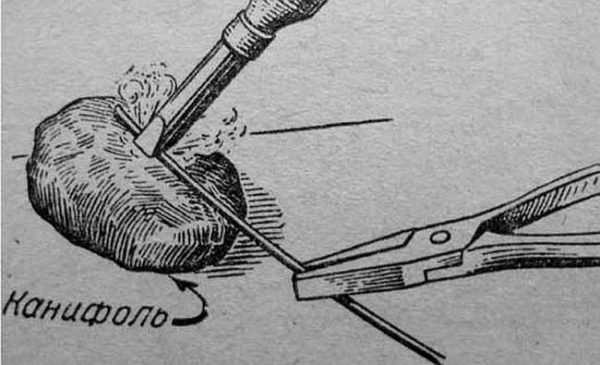
Расплавленная канифоль очистит медь, а припой растечется по поверхности. Есть еще способ, используемый во время работ. На деревяшку (лучше хвойных пород) кладется кусочек канифоли и припоя.
Кончиком разогретого паяльника надо энергично растереть эту смесь по дереву. Происходит одновременно механическая очистка и лужение.
Провода перед пайкой надо лудить обязательно. Иначе вы потратите много времени на прогрев, изоляция расплавится, а пайка получится некачественной.
Исключение делается в случае, когда необходимо сделать скрутку из многожильных проводов. Тогда лужение и пайку можно совместить. В остальных случаях, кончики соединяемых проводников должны быть пропитаны расплавленным припоем.
Кончик провода разделывается, механическим способом удаляется лаковое покрытие, и немедленно производится очистка флюсом. После чего, на паяльник набирается капелька припоя, и провод покрывается оловом от края к изоляции.
Можно проделать это прямо в баночке с канифолью, просто будет больше дыма.
После подготовительных процедур, приступаем к соединению.
Как правильно паять провода
Несмотря на то, что при хорошем качестве припоя можно делать пайку внахлест, лучше будет предварительно сделать скрутку. Так и прочность, и электрический контакт будут надежней.Варианты скруток на схеме:
Если провод одножильный, после облуживания делается скрутка и производится пайка. Многожильный провод можно сразу после зачистки скрутить, а затем спаять. Жало паяльника должно иметь контакт с проводом, максимально возможной площади, для обеспечения прогрева.
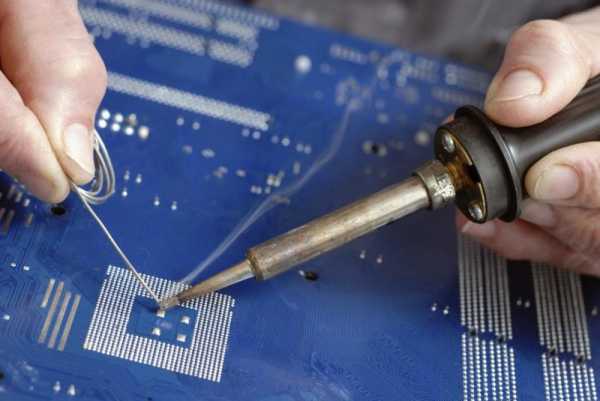
Хорошая пайка получается, если соединение греется паяльником, а припой подается в рабочую зону отдельно. Тогда не придется отрывать жало от места нагрева для забора очередной порции олова.
Как только вы увидите «закипание» припоя, и он заполнит все полости – можно убирать паяльник.
ВАЖНО! Нельзя перемещать провода до появления матового налета на олове, свидетельствующем о «схватывании» спайки.
Качественно пропаянное соединение выглядит так:
Нигде не видно голого металла, поверхность припоя гладкая, без раковин, ровного матового оттенка.
ВАЖНО! По окончании пайки не забудьте изолировать провода.
Источники: http://electricavdome.ru/kak-pravilno-payat-provoda-payalnikom.html, http://stroychik.ru/elektrika/pajka-provodov-payalnikom, http://obinstrumente.ru/elektroinstrument/payalnik/pajka-provodov-payalnikom.html
electricremont.ru