Особенности сварки инвертором аргонно-дуговым способом. Что варят аргоном
|
Рассмотрим тему о том, как варить аргоном. Написать об аргонно-дуговой сварке мы решили потому, что большинство населения имеет о ней весьма смутное представление. Часто приходилось слышать вопрос: "Здесь алюминиевые трубки паяют?" Здесь-то оно здесь. Но вот только аргонная сварка не имеет ничего общего с пайкой, а также прочей дрянью типа "плазменного напыления" и эпоксидки. Детально рассматривая вопрос про то, как варить аргоном отметим, что справа от текста размещены другие вопросы, интересующие большинство наших читателей. Итак, что это такое и с чем это едят? Образно говоря, аргонно-дуговая сварка - гибрид газовой и электро-сварки. От электросварки она унаследовала электрическую дугу, от газовой - похожий метод работы сварщика. Сердце аргоновой горелки - неплавящийся вольфрамовый электрод. Как известно, вольфрам - очень тугоплавкий металл (из него делают нити накаливания электролампочек). Вокруг электрода - керамическое сопло, из которого во время сварки дует инертный газ аргон. Если попробовать сваривать деталь без аргона - алюминий попросту начнет гореть, трещать и покрываться мерзкой коркой. Аргон защищает место сварки от воздуха. В дополнение к тематике о том, как варить аргоном, что иной запрос можно ввести в поисковую строчку вверху страницы. А процесс происходит примерно так.Для начала на свариваемую деталь подается "масса", как при обычной электросварке. В правую руку сварщик берет горелку, а в левую - присадочную проволоку. Если для сварки алюминия, то, естественно, алюминиевую или из специальных сплавов алюминия "АМГ" или "АК". На горелке нажимается кнопка, включается ток и подача газа. Между кончиком неплавящегося электрода и деталью возникает электрическая дуга. Она и выполняет роль основного инструмента - плавит деталь и присадочную проволоку. Продолжаем рассказывать про то, как варить аргоном. Казалось бы, нет ничего сложного, однако, как и в любом другом деле, здесь существует масса нюансов. Как говаривал товарищ Джугашвили, "кадры решают все". В аргонно-дуговой сварке главное - опыт сварщика. Здесь нужно, что называется, хорошо набить руку. К нам часто приезжают люди, которым кто-то "на-ура" пытался варить аргоном. Многие не видят разницы между тем, чтобы с бодуна приварить петлю к гаражным воротам, и взяться за кондиционерные детали. А работа эта зачастую ювелирная, ответственная и не терпящая головотяпства и похмельных синдромов. Так что нередко приходится переделывать за других... Всяк кулик свое болото хвалит... И все же... В интернете мы давно ведем спор с некоторыми товарищами из… если так можно выразиться, конкурирующих группировок. Эти господа утверждают, что радиаторы автокондиционеров (конденсоры) нужно ставить только новые. Якобы, если сгнило в одном месте, то радиатору место на свалке. Их позиция понятна, потому что они приторговывают этими самыми конденсорами. Да если человек хочет - мы с радостью поставим ему хоть все новое! Это гораздо проще, но, увы, накладнее. И вообще, глупо равнять все под одну гребенку. Спору нет, немало случаев, когда варить радиатор смысла нет. Почти всегда это сразу видно. Но в большинстве случаев - смысл прямой. Например - механическое повреждение от камушка с дороги, авария, протертая вентилятором трубочка, легкие локальные очажки гнильцы. Ведь коррозия появляется строго в определенных местах, там где алюминий контактирует со сталью и там где задерживается грязь с влагой. Все эти места для каждого автомобиля давно известны. К слову, новые радиаторы на некоторые автомобили запросто могут стоить долларов 500. Притом, что замечательно поддаются лечению. Приведу живой пример. Приехал к нам мужчина на "Фиате". После небольшой аварии от его конденсора отломился патрубок напорной магистрали. Он бы и рад купить новый конденсор, но в Москве их в тот момент не оказалось. А на заказ ждать - три недели. Ждать он не мог, потому что уезжал с семьей на машине на Юг отдыхать. Конечно, мы ему все приварили на место эдаким "уренгойским" швом. Через месяц тот человек привез нам бутылку вина и свою благодарность. Также при опубликовании сообщения про то, как варить аргоном на сайте есть возможность оставлять комментарии внизу страницы. Или еще пример - "Вольво-460". У нее прогнили и напорная, и обратная магистраль под стальными гайками, прямо перед испарителем на входе в салон. Хозяин машины для начала съездил в "Мусу-моторс". Ему там сказали, что необходима замена испарителя (от дилеров и нельзя было ожидать другого ответа). Следующее по теме про то, как варить аргоном. И выставили счет, значительно превышающий тысячу у.е. Поскольку у хозяина с головой оказалось все в порядке, а лишних денег не имелось, он оказался у нас. Сняли испаритель (сам он был просто идеален), вырезали гнилые куски с подводящих трубок, приварили новые фитинги, водрузили все на место и заправили. Не скажем, что ему обошлось это совсем уж дешево (все-таки съем и постановка торпеды - операция трудоемкая), но сэкономил он раза в три или четыре. Бывало, что приходилось приспосабливать на какой-нибудь редкий автомобиль конденсор от ну совсем другого автомобиля. А что поделаешь, если родной или попросту не найдешь, или цена его несопоставима со здравым смыслом? Тут снова выручала сварка - переваривали фитинги на конденсоре и подводящих магистралях. Сколько таких машин с трансплантированными органами ездит по Москве! Да, с точки зрения цивилизованного рынка мы не правы. Но не все могут себе позволить обслужиться по их ценам (и, поверьте, нередко с сомнительным результатом). А холода хочется всем. Про трубки вообще нет речи. Зачем тратить лишние деньги и покупать новую трубку долларов за 80, если на вашей - лишь одно или два дефектных места, там где она крепилась к кузову машины стальными хомутами, а в остальном - она ничем не отличается от новой?? А если трубка не одна? Покупка нового комплекта выльется в круглую сумму. Мы же эти дефектные куски вырежем и вварим на их место новые. На трубке появятся шовчики, как после операции, но своей функциональности она от этого не потеряет. Чтобы не было возвратов, стараемся устранить не только уже проявившуюся дырку, но и вылечить те места, где заметна начавшаяся коррозия. Естественно, на нашу сварку мы даем гарантию. После сварки детали мы проверяем - даем в них давление атмосфер до 15 и опускаем в водяную ванну. Практика показывает, что со сделанными нами деталями люди не возвращаются. Бывает, что приезжают с другими. Заварили одну трубку, а через месяц дырка вскрывается в другой. Случались исключения, конечно, но если даже мы и сделаем ошибку, то устраняем ее за свой счет. Одновременно с рассмотрением темы про то, как варить аргоном обратим внимание на свежие запросы пользователей, размещенные справа на странице. В дополнение к материалу о том, как варить аргоном предлагаем один из лучших видео роликов Интернета. Многие клиенты интересуются, насколько надежна сама сварка. Она настолько же надежна, как надежен металл алюминий. Швы и наложения представляют с деталью после сварки одно целое. А ведь "аргоном" можно варить и нержавейку, и сталь, и медь, и чугун, и серебро с золотом. Изложенная выше "песнь" аргонно-дуговой сварке может показаться кому-то слишком пафосной, но когда любишь какое-то дело, то писать о нем иначе не получается. Источник: www.freezer.ru
Варим аргоном (видео)
|

www.ga-ba-na.ru
Что нужно для сварки аргоном
Для того чтобы начать варить аргонно дуговой сваркой нужно приготовить все необходимое оборудование, а так же средства защиты. В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
И так я решил составить список оборудования который необходим для аргоновой сварки.
После составления списка разберем каждый пункт поподробней. Как ранее было уже рассказано на странице "Аргонная сварка" существует несколько видов данной сварки. Здесь мы рассмотрим наиболее популярную и доступную "Ручную аргонно-дуговую сварку с неплавящимся электродом"
Вот краткий список того что нам потребуется для сварки.
- Баллон
- Редуктор
- Шланг высокого давления
- Аппарат для сварки неплавящимся электродом
- Электроды вольфрамовые
- Присадочная проволока
- Инструменты для подготовки металла к сварке
- Спецодежда и средства защиты
Баллон
Баллон нужен для того чтобы хранить газ в сжатом виде, в данном случае аргон. Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.

А теперь давайте рассмотрим как эти баллоны маркируются.

И так же нужно знать какие данные наносят на баллоны и что там набито.

Данные на каждом баллоне могут отличатся.
Редуктор
Для каждого газа как правило предусмотрен свой редуктор. Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.

Сейчас большой выбор различных редукторов. Для аргона можно использовать редуктор с черной окраской который предназначен для углекислоты дешевый вариант. Или взять дороже редуктор с ротаметром

его чаще используют под аргон, но и под углекислоту он тоже предназначен. Теперь мы знаем какой редуктор использовать.
Шланг высокого давления
Все обычно используют шланги одного типа предназначены для кислородных баллонов так как они более надежны. Так как мы рассматриваем аргоновую сварку то и шланги будем брать кислородные. Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать. Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Аппарат для сварки неплавящимся электродом
Сейчас большой выбор аппаратом для сварки вольфрамовыми электродами. Например аппарат может выглядеть вот так.

Огромный выбор сварочного оборудование сейчас предлагается на нашем рынке, по этой причине я не буду описывать конкретный сварочный аппарат. Для правильного выбора сварочного аппарата рекомендую почитать отзывы людей которых можно найти на сварочных форумах.
Электроды вольфрамовые
Вольфрамовые электроды маркируются вот так ЭВЧ, ЭВЛ,ЭВИ, ЭВТ-15 и имеют гост ГОСТ 23949-80. Вбив гост в поиск вы сможете найти подробную информацию о этих электродах.

Так же электроды бывают с примесями для того что бы приобрести особые свойства. Вот какие бывают примеcи в вольфрамовых электродах которые предназначены для аргонной сварки.


Присадочная проволока.
Присадочная проволока это материал который нужен будет в процессе сварки. Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.
Инструменты для подготовки металла.
Сюда можно включить такие инструменты как болгарка и щетка по металлу. Сейчас большой выбор всяческих зачистных инструментов и приспособлений так что выбор за вами.
Спецодежда для сварки.
Здесь все зависит от ваших желаний. Выбор огромен. Что хочется сказать о спец одежде. Одежда сварщика бывает разной плотности и степени огнестойкости. О масках для сварщика можно говорить долго. Обувь тоже играет немаловажную роль как и перчатки. Перчатки сварщика еще называют крагами.

Внимательно относитесь к выбору средств защиты для сварочных работ так как от этого зависит ваше здоровье. Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
А теперь я хочу вам показать как происходит процесс аргоновой сварки.
Думаю данный материал поможет как начинающим сварщикам так и тем кто хочет начать варить аргоновой сваркой.
3g-svarka.ru
технология, аппараты, расход аргона, цена
Вам необходимо создать прочное, эстетически привлекательное и долговечное соединение двух (или более) металлических деталей?
Тогда вам нужна сварка аргоном. Эта технология формирования неразъемных соединений оправдает все ваши ожидания!
Где применяют аргонодуговую сварку?
Интересующая нас технология используется во всех отраслях промышленности, в быту и в коммунальном хозяйстве. С помощью аргонодуговой технологии можно получить герметичный и прочный шов. Поэтому сварка в среде аргона используется и в процессе сборки металлоконструкций и ходе монтажа трубопроводов. К тому же, с помощью этой технологии можно соединять практически любые металлы и сплавы.
С помощью аргонодуговой технологии и «правильного» электрода можно сваривать стальные, чугунные алюминиевые и даже титановые детали.
Поэтому аргоновая сварка востребована не только в производственных цехах, но и в небольших ремонтных мастерских, занятых починкой любых транспортных средств.
В чем преимущество аргоновой сварки?
Первое преимущество, которым обладает аргонодуговая технология – универсальность процесса. Как уже говорилось выше по тексту: этот вид сварки можно использовать где угодно, в паре с какими угодно металлами или сплавами.
Второе преимущество, которым обладает сварка аргоном – цена технологического процесса. Она сравнительно низкая. Причем достаточно дешево стоит и аппарат для сварки, и комплект «расходных материалов», и процесс обучения сварщика.
Третье преимущество – простота сварочного процесса. Облако инертного газа (аргона), окружающего сварочную ванну, нивелирует практически любые ошибки начинающего сварщика, уменьшая вероятность образования пустот и трещин в структуре шва. Использовать аргонодуговой аппарат «прямо из коробки» может практически любой человек, при условии наличия у него хотя бы минимального глазомера и развитой мелкой моторики
Что нужно для сварки аргоном?
- Во-первых, аппарат для сварки аргоном. То есть, устройство, способное сгенерировать достаточную разницу потенциалов между катодом и анодом, провоцирующую появление электрической дуги с нужной силой тока.
- Во-вторых, резервуар с аргоном или гелиево-аргоновой смесью. Причем инертный газ (или смесь газов) следует закачать в резервуар под давлением. Ведь газообразный флюс будет транспортироваться по шлангу в зону сварочной ванны исключительно самотеком. И чем выше давление газа внутри резервуара, тем лучше.
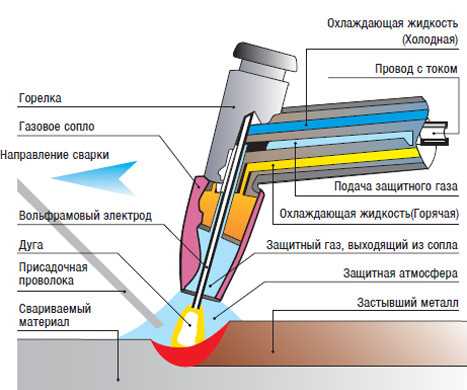
- В-третьих, сварочная горелка – сложное устройство, состоящее из токопроводящего узла, связанного с ним электрода и форсунки, сквозь которую вытекает аргон. Причем все элементы принято совмещать в очень небольшом корпусе.
- В-четвертых, электроды плавкого или неплавкого типа. В первом случае электрод является и анодом/катодом, и источником присадочного материала. Во втором случае электрод работает только как анод/катод, а источником присадочного материала является вводимая в сварочную ванну проволока.
- В-пятых, минимальный опыт в сварочных работах.
Как это делается: технология сварки аргоном
Суть аргонодуговой технологии заключается в формировании между электродом и плоскостью заготовки электрической дуги, генерирующей температуру 4-6 тысяч градусов Цельсия. Этой дугой плавят кромки стыкуемых деталей и присадочные материалы (электрод или проволоку).
Зона нагрева (сварочная ванна) перемещается вдоль стыковочной кромки деталей, объединяя кристаллические решетки первой заготовки, присадочного материала и второй заготовки. Причем сварочная ванна непрерывно обдувается аргоном, вытесняющим из зоны сварки привычный для нас воздух.
Но все это теория. А теперь мы рассмотрим некоторые практические нюансы интересующего нас технологического процесса.
Разновидности сварочных технологий
Сварка металла аргоном осуществляется с помощью следующих технологических процессов:
- Вручную, с применение неплавящегося электрода и присадочной проволоки (РАД сварка).
- Автоматически, с применением неплавящегося электрода и транспортируемого присадочного материала (ААД сварка)
- Автоматически, с применением плавящегося электрода, который используется в качестве присадочного материала (ААДП сварка).
От разновидности сварочной технологии зависят и конструкция аппарата, и приемы сварки. Причем, освоившие ручной способ сварщики, переключаются на автоматический режим с некоторым затруднением. Поэтому определитесь с предпочитаемой технологией сразу же.
Не знаете что выбрать? Тогда прислушайтесь к следующему совету: если вы будете «варить» часто и помногу, тогда остановитесь на автоматическом режиме, в ином случае – обратите внимание на «ручной» способ.
Технические характеристики сварочных аппаратов
Указанные технологические процессы реализуются на базе УДГУ установок (марок 501, 251 и так далее) или TIG аппаратов. Сила тока, используемого в сварочном процессе, достигает 500 Ампер (при минимальном значении 35-40 Ампер). Этот параметр привязан к диаметру электрода и типу свариваемого металла. Расход аргона при сварке зависит от диаметра электрода и ширины шва. Как правило, он не превышает 10-12 литров в минуту.
Скорость подачи проволоки в зону сварки регулируется специальным переключателем на панели управления аппарата и зависит от навыков сварщика и сложности сварочного шва. Сама проволока для сварки аргоном (как присадочный материал) подбирается в соответствии с конструкционным материалом стыкуемых заготовок. То есть, для стали нужен один сорт проволоки, а для алюминия – совершенно другой вариант.
Подача присадочного материала в зону сварочной ванны
Проволока или электрод подается в зону сварочной ванны автоматически или вручную. Но не это главное. Важен не способ подачи, а ее очередность. То есть, что будет идти «в первых рядах» — дуга или проволока.
Расположив проволоку перед дугой можно добиться более качественного и эстетически совершенного шва. Так поступают при сварке цветных или тугоплавких металлов. В этом случае мы вводим присадочный материал перед электродом и перед перемещением зоны нагрева, смешаем проволоку дальше по ходу движения горелки.
Ну а сварка стали аргоном предполагает использование и того, и другого способа. Сравнительно легкоплавкая сталь не так капризна, как покрытые оксидными пленками цветные металлы. Поэтому проволоку можно вводить и за горелкой. Однако будьте готовы к не совсем аккуратному результату – ваш шов будет изобиловать брызгами, кавернами, наплывами и прочими «косметическими» дефектами.
Ну а в случае использования плавких электродов эта проблема снимается полностью. Ведь электрическая дуга формируется буквально на кончике присадочной проволоки.
steelguide.ru
Как аргоном варить? Описание процесса и инструкция
Сварка аргоном способна защитить поверхности из металла от проникновения кислорода и вредных примесей. Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Аргон относится к разряду инертных газов, поэтому в среде не происходит его соединения с внешними газами и сплавами.
Многие задаются вопросом о том, как аргоном варить алюминий или нержавейку. Техника будет описана в этой статье.

Как варится алюминий?
Как аргоном варить алюминий? Следует отметить, что при работе с этим металлом без такого типа сварки не обойтись, так как от кислорода он возгорается. Этот способ обеспечивает получение высококачественного шва. Дуга образуется при помощи электрода на вольфрамовой основе. Такой электрод может прослужить долго. Между электродом из вольфрама и деталью, предназначенной для сварки, зажигается дуга. В зону горения производится подача алюминиевой проволоки. Сварка производится на узком участке при быстром перемещении электрода. Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Что нужно для сварочных работ аргоном?
Аргоновый аппарат для сварки алюминия включает следующие составляющие:
- источник питания током;
- баллон с аргоном;
- устройство для подачи присадочной проволоки.
Подготовка алюминиевой поверхности
Можно ли варить аргоном неочищенную поверхность? С алюминия обязательно нужно удалить грязь, жир и машинное масло. Сделать это можно при помощи растворителя. Если толщина свариваемых деталей составляет более 4 мм, то необходимо разделать кромки.

Специалисты советуют варить алюминий в листах толщиной 4 мм только встык.
Перед тем как приступить к сварке алюминия, мастер должен поинтересоваться, какова толщина листа и ширина кромок. Защита кромок осуществляется напильником или наждачным станком. Если деталь обладает сложной формой, то место сварки следует зачистить посредством машинки для шлифования. С поверхности алюминия удаляется оксидная пленка.
Особенности сварки алюминия аргоном
Как варить алюминий аргоном? Для качественного выполнения сварки металла этим способом следует прибегнуть к использованию вольфрамовых электродов. Диаметр их должен составлять 1,5-5,5 мм. Электрод держится под углом в 80 градусов. Присадочная проволока находится под прямым углом. Максимальная длина дуги должна составлять 3 мм.
При соблюдении этих правил расход материалов будет экономным. При работе присадочная проволока должна перемещаться спереди от горелки. Электрод и присадочная проволока при сварке алюминия должны передвигаться вдоль сварного шва. Поперечные движения делать нельзя.
При сваривании тонких листов алюминия в роли подкладки может выступить нержавейка. Так будет обеспечен повышенный отвод тепла от зоны работы, и риск прожога станет значительно меньше. Понизится и расход энергии, так как работа будет выполнена быстрее.

Плюсы и минусы сварки алюминия аргоном
Сварка изделий из алюминия в аргоновой среде обладает рядом плюсов по сравнению с другими способами. Сварной шов обладает одинаковой глубиной проплавления по всей протяженности.
К минусам этого типа сварки можно отнести сложность оборудования. При сварке аргоном нужна точная настройка всех элементов устройства. Проволока должна подаваться в рабочую зону постепенно. С этой целью правильно настраивают аппарат подачи. Если подача проволоки будет проводиться неритмично, то горение дуги будет прерывистым. Это вызовет повышенный расход аргона и электрической энергии. Для качественного сваривания алюминия мастер должен обладать должным опытом. Теоретические знания и советы полезными в этом деле не будут.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.
Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка аргоном с применением плавящего электрода
Как правильно варить аргоном, применяя плавящие электроды? Сваривание нержавейки с употреблением покрытых электродов дает возможность получить швы высокой прочности. Если у вас нет высоких требований к качеству соединения, то следует применить именно сварку аргоном.
В ассортименте имеется достаточно широкий ряд электродов. Каждый из них предназначен для определенного типа нержавейки. Если мастер знает тип свариваемой стали, то без труда подберет нужный вид. Следует выбирать такие электроды, которые не будут способствовать снижению коррозийной устойчивости материала и его механических показателей.

Как правило, работу осуществляют с применением обратного постоянного уровня. Нужно работать так, чтобы проплавление шва происходило в меньшей степени. С этой целью применяются небольшие по диаметру электроды. Следует стремиться к тому, чтобы тепловая энергия выделялась в небольшом количестве. Профессионалы в области сварки отмечают, что при работе с нержавейкой следует применять электроэнергию на 20% слабее, чем при сваривании обыкновенной стали.
Электроды обладают низким значением теплопроводности и высоким электрическим сопротивлением. По этой причине употребление высоких токов недопустимо. При нарушении этого правила, электроды будут подвержены перегреванию и разрушению. По этой причине электроды для нержавеющей стали подвержены более быстрому плавлению, чем те, при помощи которых свариваются обычные стали.
Для сохранения устойчивости шва к ржавлению нужно сделать его охлаждение быстрым. К примеру, этого можно достичь посредством прокладки из меди или воздуха. Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Как варить нержавейку вольфрамовым электродом?
Как варить нержавейку аргоном, применяя вольфрамовые электроды? Следует отметить, что такой способ применим в том случае, если требуется сварка предмета из тончайшей нержавейки и получение высококачественных сварных швов. К примеру, сварка аргоном посредством вольфрамовых электродов подходит для труб из нержавейки, по которым происходит транспортировка газов или жидкостей под давлением.

Как правильно варить аргоном нержавейку? Работа проводится при подаче переменного или постоянного тока. Переменный тип подходит для сварки алюминия.
Перед тем как приступить к работе, надо подготовить присадочную проволоку к работе. Хорошо, если она будет обладать более высоким уровнем легирования, чем у нержавейки или алюминия. При работе с вольфрамовым электродом нельзя производить колебательные движения. Они являются причиной нарушения защитного пространства сварочной зоны, металл шва будет подвержен окислению. Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
В ванну для сварки не должен попадать вольфрам. Можно использовать бесконтактный поджог дуги. Также ее можно поджечь на пластине из угля или графита с последующим переносом на основной металл.
По завершении процесса не следует отключать подачу аргона сразу. Сделать это надо примерно через 15 секунд. Таким образом, можно избежать чрезмерного окисления горячего рабочего электрода. Так он сможет прослужить дольше.

Как сваривать нержавейку полуавтоматом в среде аргона?
Как аргоном варить нержавейку, применяя полуавтомат. Этот метод сварки получил широкое распространение, так как обеспечивает высокий уровень производительности и позволяет получать прочные швы. Для повышения качества сварки в проволоку добавляется никель.
Такой тип сварки подходит для соединения материалов большой толщины. В этом случае сварка будет протекать очень быстро. Таким образом, повышается уровень производительности. Защитной средой в этом случае выступает смесь углекислого газа и аргона.
Применяется ряд техник, позволяющих сваривать нержавейку полуавтоматом:
- сваривание посредством короткой дуги;
- сваривание посредством струйного переноса;
- применение импульсного режима.
Струйный перенос применяется для сваривания металлов большой толщины, а короткой дугой соединяют более тонкие предметы.
Плюсом импульсного метода является то, что этот процесс наиболее контролируем. Металл проволоки подается в ванну для сварки импульсами. Каждый из них является отдельной сварочной каплей. Этот режим способствует уменьшению среднего значения тока дуги, что является важным при сварке нержавейки. При импульсном режиме металл практически не разбрызгивается. Это дает возможность расходовать материалы экономно и увеличивать уровень производительности за счет сокращения времени, которое требуется для зачистки шва.
В статье было описано, как варить аргоном алюминий и нержавейку.

Данный тип сварки как нельзя лучше подходит для алюминиевой поверхности. Также существует ряд различных техник сваривания нержавейки посредством аргона. Каждый мастер должен выбирать подходящий для конкретного случая вариант.
загрузка...
fjord12.ru
Сварка аргоном: особенность и технология процесса
Если в бытовых условиях понадобилось соединить нержавеющий трубопровод или детали автомобиля на основе алюминия, потребуется сварка аргоном. Такого рода аргонодуговая сварка имеет способность создавать высоковольтную электродугу, которая с легкостью плавит кромки металлических поверхностей, благодаря чему на выходе образуется едва заметный шов.

Технология процесса
Сварка аргоном имеет технологический принцип, который состоит из использования электродуги. Она же является источником подачи тока, под действием которого плавятся кромки металла. В жидком состоянии он заполняет стыковые ниши.
Чтобы на металл не влияли различные сплавы из газов, применяют инертный газ аргон: он выше по инертности воздуха на 38 %, благодаря чему с быстротой и легкостью вытесняет кислородную массу из участка сварочного процесса. Аргонная смесь надежно защищает сварочный отсек от внешнего атмосферного влияния.
Начало подачи газа в сварочную зону осуществляется за 20 секунд до розжига дуги, а остановить подачу необходимо после 7-10 секунд после пайки. Аргонная сварка не образует химического воздействия с поверхностью исходной заготовки, даже если используются другие виды газа в местах подачи тока на дугу. За это аргон получил название инертный.
Однако имеется в данной технологии одно «но»: при пайке с режимом обратного полярного процесса молекулы аргона могут распадаться на электроны, что в итоге создает электронную плазменную проводимость.
Аргонная сварка может осуществляться плавкими электродами или неплавкими. Вольфрамные стержни, с помощью которых производиться аргонодуговая сварка, имеют нити для розжига аппарата. Ширина электродного стержня полностью зависит от состава соединительных частей, показатели которых можно изучить на этикетке расходного материала.
Принцип работы
В сопло аппарата вставляется электрод на основе неплавящегося вольфрама, который должен иметь выступ за пределы самой горелки не больше чем на 2-5 мм. Аргонно дуговая сварка предусматривает подбор электродов в соответствии с диаметром в таблице, указанной на пачке материала.
Внутренняя часть горелки имеет держатель, в который встраивают, а затем фиксируют электрод выбранной ширины. По оси электрода размещают сопло из керамики, из которого будет подаваться газ аргон. Аргонодуговая сварка должна состоять из осадочной проволоки того же состава, что и свариваемая деталь, его ширина высчитывается по данным таблицы.
Чтобы получить более эффективный результат соединения двух изделий, нужно грамотно установить сварочный режим. Полярную подачу тока стоит подбирать, основываясь на химическом свойстве металлических участков. Основные стальные листы и сплавы подвергаются пайке под воздействием постоянного тока с прямой полярностью. Цветные металлические конструкции лучше паять с обратимой полярностью или с подачей переменного напряжения, что помогает быстрее разрушить оксидную пленку.
Аргонная сварка при постоянном напряжении выделяет неравномерное количество теплопроводности на анодной и катодной пластине. Чтобы полноценно нагревался электрод и при этом глубоко накалялся участок исходного материала, нужно задействовать модуль с полярностью прямого действия.
Аргонодуговая сварка в процессе сварочных работ может образовать закись на медных изделиях при взаимодействии с водородом, находящимся в воздушной массе. При выходе наружу водородные пары превращаются в поры на швах. В связи с этим защита сварочной поверхности аргоном должна проводиться в обязательном порядке.
На каких этапах основана работа аппарата?
Начало сварочных работ нужно организовывать согласно таким действиям:
-
Сварка аргонодугового типа и ее рабочий участок должны быть очищены от окиси, пыли и жира. Проделывается это с помощью обработки аппарата химическими реагентами.
-
Если свариваемые детали имеют небольшую толщину, оборудование можно уложить на железную ровную поверхность или стол. Осадочный шнур в электрощит не запускается, электропитание должно подаваться отдельно.
-
В правой руке сварщика должна находиться аппаратная горелка, а в левой — осадочная проволока. Горелка должна быть оснащена блоком регулировки, с запуском которой произойдет подача тока и газа.
-
Подавать газ необходимо раньше, чем ток. Сила напряжения устанавливается с учетом свариваемых исходников.
-
Далее сопло с электродом опускается как можно ниже к сварочному участку на расстоянии 2 мм. Электродуга появляется между электродным кончиком и сталью, она плавит кромочные края исходной детали и осадочной проволоки.
-
Не спеша проводят горелкой поперек стыковочного места, без резких движений сварщик должен с нарастающим темпом подавать проволоку в сопло инвертора. Именно от мастерства сварщика будет зависеть итоговый результат по образованию шва.
Сварка с использованием аргона обеспечивает надежные и прочные швы с равноценной глубиной плавки металла. Этот фактор является важным при сварочном процессе по пайке тонколистого изделия из металла с односторонним участком доступа. Если допускается сварка аргоном по соединению цветных металлов небольшого диаметра, проволоку для осадки можно не использовать.
Похожие статьиgoodsvarka.ru
Основные способы сварки аргоном
Различные металлоконструкции промышленного и бытового назначения нередко требуют сварки деталей из бронзы, титана, нержавейки, меди, алюминия и прочих цветных металлов. Их, как и легированные стали, бывает очень трудно сваривать друг с другом. Для таких случаев походит сварка аргоном, цена на которую хоть и превышает стоимость прочих видов сварки, но и эффективность ее гораздо выше.
Особенности применения сварки аргоном
Сварка аргоном технологией во многом схожа с газовой сваркой и дуговой. В производстве таких сварочных операций применяются электрическая дуга и газовая среда (аргон). Электрическая дуга применяется для нагрева и плавки кромок свариваемого материала, а инертный газ аргон оберегает металл от действия примесей и прочих газов, плохо влияющих не свойства шва.
Цветные металлы, как и легированные стали, в ходе сварки способны окисляться от действия кислорода или вступать во взаимодействие с другими примесями, из-за чего шов может оказаться недостаточно прочным. А сварка алюминия аргоном – вообще единственно возможный способ сварки этого металла, так как он горит от соприкосновения с кислородом. Аргон же, будучи гораздо тяжелее атмосферного воздуха, без труда выгоняет кислород из сварочной зоны и полноценно защищает ванну от прочих атмосферных влияний.

При этом он почти не вступает во взаимодействие со свариваемыми материалами и образующимися в области горения дуги газами, благодаря чему считается инертным газом. Подают аргон в сварочную зону незадолго до начала горения дуги, а прекращают его подачу через несколько секунд по завершении работ. Но существует у сварки в среде аргона одна особенность, которую стоит учитывать: при сварке током при обратной полярности аргон способен испускать электроны, из-за чего сама среда аргона становится электропроводной.
При производстве сварки аргоном пользуются как электродами плавящимися, так и неплавящимися. Из последних чаще всего применяется электрод из вольфрама – наиболее тугоплавкого материала, который даже используют в нитях ламп накаливания. В зависимости от характеристик сплавляемых металлов подбирают диаметр с материалом электрода. Это нетрудно сделать, воспользовавшись данными специальных таблиц в справочнике.
Оборудование для аргоновой сварки
В ходе обучения сварке аргоном выделяют три ее типа: ручная с применением неплавящегося электрода – РАД; автоматическая, производимая также неплавящимся электродом – ААД; автоматическая, использующая плавящийся электрод – ААДП. Еще следует знать аббревиатуру TIG, ее наличие на аппарате для сварки аргоном означает способность сварки фольфрамом в среде инертных газов.
Горелка, применяемая в аргоновой сварке, внутри снабжена держателем для вставления и закрепления в нем электрода любого необходимого диаметра. Сам электрод крепится так, чтобы его край выступал из корпуса горелки не более чем на несколько миллиметров. Окружает электрод сопло, сделанное из керамического материала. Через него во время производства сварки поступает аргон. Еще необходима присадочная проволока для сварки аргоном, которая должна подаваться в сварочную зону. Она должна быть изготовлена из тех же металлов, что и сами части конструкции, подлежащие сварке. Ее диаметр, зависящий от материала свариваемых деталей, выбирается по таблицам справочников. В процессе работы присадочная проволока с горелкой должны находиться в руках у производящего сварку.

Прежде чем начать работу, очищают от жира с окислами и прочих загрязнений поверхности деталей, подлежащих сварке. Очистка подразумевает механический и химический способы. Затем на детали, подвергаемые сварке, подается обычная для дуговой сварки «масса». В сварке небольших изделий возможна ее подача в специальную ванну или специальный рабочий стол, изготовленный из металла. Подающуюся отдельно присадочную проволоку в общую электрическую цепь включать не нужно. Горелку обычно сварщик держит правой рукой, присадочную проволоку – левой. Также горелка должна быть снабжена кнопкой для пуска тока с газом, что позволит регулировать расход аргона при сварке. Выбираемая сила тока зависит характеристик свариваемых материалов или подбирается опытным путем. Подача газа включается до начала сварки, примерно за 20 секунд перед ней.
Горелка с электродом подаются к свариваемым кромкам изделия на максимально близкое расстояние. Это необходимо для создания самой короткой дуги, возникающей от края электрода до металла. Именно электрическая дуга расплавляет край свариваемой части детали с присадочной проволокой. Чем короче дуга, тем лучше глубина сплавления металла, уже и эстетичнее шов. От большой дуги не только портится качество шва, но и растет напряжение. Оптимальное расстояние между горелкой и деталью – около 2 мм.
Технологии аргоновой сварки стали, нержавейки и других материалов
Качество сварка аргоном стали, например, во многом зависит от умения производящего сварку. Он должен проводить горелкой в районе шва медленно, равномерно продвигаясь, не позволяя резких или поперечных движений и равномерно подавая присадочную проволоку. Резкая ее подача может привести к брызгам расплавленного металла, плавность и аккуратность подачи достигаются практическим опытом. Немаловажно и расположение присадочной проволоки. Лучше всего, когда она подается перед горелкой под определенным углом к сварочной поверхности без резких движений. От этого зависит ровность и размер получаемого шва.
Еще важно при сварке аргоном нержавейки, например, правильно подобрать нужный режим сварки. Определяя направление и полярность тока, руководствуются характеристиками свариваемого металла, размерами электрода и самих деталей. Многие сплавы, а также стали сваривают на постоянном токе с прямой полярностью. Некоторые цветные металлы, такие как магний или алюминий, предпочтительнее варить на переменном токе с обратной полярностью, что быстрее разрушает их пленку, состоящую из оксидов. Сварка на постоянным токе способствует неравномерному отделению тепла: у анода – 70%, а у катода – 30%. Из-за этого, к примеру, для сварки титана аргоном пользуются прямой полярности током, чтобы, не сильно разогревая электрод, качественно сплавлять детали. Подбирая силу сварочного тока, можно воспользоваться специальной таблицей справочной литературы или собственным накопленным опытом.

Быстрота подачи аргона со скоростью вносимых потоков воздухавлияют на расход газа. К примеру, при сварке меди аргоном в помещении, исключающем сквозняки, его расход будет небольшим. А работы по сварке, производимые на улице при порывах бокового ветра, потребуют большего расстояния, отделяющего электрод от свариваемой поверхности детали. Воздушный поток будет сдувать аргон, оставляя металл шва незащищенным. Чтобы избежать таких сложностей применяют особое сопло с сеткой в мелкую ячейку, называемое конфузорным.

Нередко в смесь газов вместе с аргоном включают немного кислорода. Он, в отличие от инертного аргона, реагируя с вредоносными примесями, способен защищать от них свариваемую поверхность изделия. Из-за воздействия кислородом грязь и различные присадки, образующиеся в ходе плавления металлов, сгорают либо образуют другие соединения, способные всплывать поверх ванны сварки. Так, применение кислорода позволяет бороться с порами в шве при сварке чугуна аргоном.
Отдельные достоинства с недостатками имеются у каждой технологии, есть они и у сварки аргоном. Ее главным преимуществом является возможность защитить сварочную ванну и шов от атмосферного воздействия. Также плюсом производимой полуавтоматом сварки аргоном считается большая скорость проведения работ, обусловленная высокой температурой дуги. При этом можно не бояться видоизменить форму возводимой конструкции благодаря небольшой области нагрева. Также аргонодуговая сварка позволяет соединять сплавы с металлами, иначе сварить которые просто невозможно. Недостатками этой технологии сварки считают относительную сложность производства работ и требующее точности в настройках оборудование.

promplace.ru
Аргонно дуговая сварка инвертором - советы по использованию
Сварка — это тип соединения металлических деталей путем их расплавления. Однако, если с варкой стали все просто, то при сваривании нержавейки или цветных металлов обычным электродуговым способом шов получается некачественными и быстро приходит в негодность. Для этого применяют технологию сваривания в аргоновой среде.
Как осуществляется аргонно-дуговая сварка инвертором? Зачем использовать такую технологию и насколько тяжело осуществить такое соединение?
Зачем нужен аргон
Главная причина кроется в атмосферном кислороде. Этот газ, находящийся повсеместно, окисляет все вещества, с которыми контактирует. И именно под влиянием кислорода металлы подвергаются коррозии.
Во время сварочного процесса обычным, электродуговым способом, нержавеющие стали (в составе которых никель и хром) и цветные металлы образуют в шве окислы от контакта с воздухом. От таких изменений в составе соединение, во-первых, не так прочно, а во-вторых, начинает разрушаться под воздействием коррозии.
Для того, чтобы перекрыть доступ воздуха и кислорода в частности, к сварочной ванне используют подачу инертного газа аргона (гелия или углекислоты). В такой среде сварочный шов надежно соединяет детали и не подвергается разрушительным процессам.
Как варить металлы в аргоновой среде
Для начала понадобиться оборудование, которым можно осуществлять процесс сварки в аргоне.
Потребуется инвертор с возможностью TIG-сварки. Это аппарат имеет функцию подключения газового оборудования. Саму сварку осуществляют неплавящимся вольфрамовым электродом с подачей газа к горелке.
Также нужно приобрести электроды (вольфрам) и газ. Дополнительно может потребоваться присадочная проволока.
Чаще всего под аргоном сваривают детали из нержавейки и алюминия. Как это делается технологически?
Аргонно-дуговая сварка инвертором ММА предусматривает использование дополнительно осциллятора. Это устройство, которое обеспечивает бесконтактное зажигание дуги. В аргоне обычным способом поджог затрудняется, а осциллятор дает нужное напряжение для этого.
Важно знать правильный выбор тока при сварке аргоном для различных материалов: стали, нержавейки или алюминия.
Сварка нержавеющих сталей
Сваривание нержавейки тиг инвертором происходит от постоянного тока. Для того, чтобы прихватить заготовки, не нужно использовать присадку.
Подключается оборудование, кабель горелки ставится на плюс, а масса на минус.
Расход газа выставляют 6-10 литров, силу тока регулируют в зависимости от толщины свариваемых деталей. Чем более толстостенный металл, тем выше показатель. Для нержавейки толщиной 1-2 миллиметра сила тока выставляется 15-35 ампер.
При сварке неплавящимся электродом дугу разжигают не на заготовках, а рядом на графитовой пластинке.
После поджигания дуги, плавно ведут шов, ни в коем случае нельзя утапливать вольфрамовый стержень в сварочную ванну.
Присадочную проволоку подают к краю расплава легкими тычками. Слишком резкая подача присадки будет приводить к интенсивному разбрызгиванию расплава.
Когда сварочный шов завершен, нужно оторвать электрод от поверхности, погасив дугу, и вернуть горелку к нему, чтобы остывание металла происходило под струей аргона.
При сварке следите за тем, чтобы присадочный материал и сам электрод находились в зоне, к которой подается аргон.
Насколько качественно проварено соединение, можно понять во время процесса по форме сварочной ванны. Если она удлиняется в сторону ведения шва, то металл вариться качественно. В противном случае ванна имеет овальную или округлую форму (расплав просто растекается поверху заготовок).
Сварка алюминия
Сварка алюминиевых деталей происходит с использованием переменного тока! Аргонно-дуговую сварку инвертором также можно проводить и на постоянном токе (чаще всего для толстых деталей).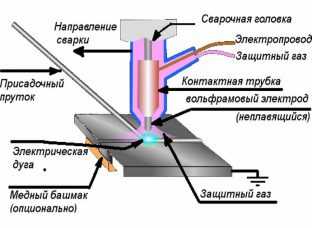
Расход газа при сварке алюминия выставляют от 8 до 10 литров. Обязательно соблюдается обратная полярность электрического тока. Если вы свариваете алюминий, то горелка ставиться на минус, а масса — на плюс.
Сила тока, как и в случае с нержавеющими сталями, зависит от толщины. Чем более толстый металл, тем выше показатель!
Вольфрамовый электрод выбирают по толщине (они бывают от 1 до 4 мм). Кончик электрода рекомендуется подточить, для лучшей фокусировки дуги.
Для варки алюминия также используется присадочный пруток, который выбирают зависимо от того, какой металл сваривается (чистый или сплав).
Детали должны быть хорошо очищенными и обезжиренными (например, ацетоном).
При сварке неплавящимся электродом дугу лучше зажигать также на графитовой пластинке. При ведении шва угол наклона горелки должен составлять 45 градусов. Электрод нужно вести плавно, без резких рывков, чтобы не нарушить равномерную подачу аргона.
Как и в случае с нержавейкой, присадочный пруток подают тычками к краю, но не в саму ванну.
Обязательно нужно следить за сварочным процессом, чтобы вольфрамовый стержень не попал в расплавленный металл.
После завершения сварного шва дугу гасят, отрывая электрод, и оставляют подачу аргона на соединение для застывания расплавленного алюминия в защитной среде.
Толстые алюминиевые детали можно варить на постоянном токе, используя обратную полярность и небольшую силу в 35 ампер.
Свою специфику имеют и процессы варки других цветных металлов меди, титана и прочих.
Возможно также сваривание и плавящимися электродами. Для этого используют специальные виды расходников, предназначенные именно для варки цветных металлов и нержавеющих сталей.
Кроме аргона возможно использование других газов, например, гелия. При его применении в сварке алюминия, шов получается даже чище и более качественным, чем с другими аналогами.
Также в защитном газе можно сваривать и разные марки стали, особенно это актуально при очень тонких работах, когда нужно избежать разбрызгивания и растекания расплавленного металла.
А что Вы, думаете по этому поводу? Насколько целесообразно использование такой технологии сваривания деталей в бытовых условиях? Если у Вас имеется опыт по сварке различных металлов с использованием аргона, поделитесь им в блоке комментариев к этой статье.
wikimetall.ru