Разновидности цилиндрического сверла и его применение. Цилиндрический хвостовик сверло
по ГОСТу, характеристики и сферы применения
Под сверлом подразумевают режущий инструмент для производства отверстий. Сверление происходит за счет вращательного движения инструмента при осевой подаче. В зависимости от назначения и конструкционных особенностей различают несколько видов изделия.
Описание цилиндрического сверла
 Этот инструмент относится к типу спиральных или винтовых. Представляет собой цилиндрический стержень, на рабочей части которого находятся две винтовые спиральные бороздки. Они образуют собой режущий элемент, а также служат для отвода получаемой при сверлении стружки. Состоит сверло из рабочей части и хвостовика.
Этот инструмент относится к типу спиральных или винтовых. Представляет собой цилиндрический стержень, на рабочей части которого находятся две винтовые спиральные бороздки. Они образуют собой режущий элемент, а также служат для отвода получаемой при сверлении стружки. Состоит сверло из рабочей части и хвостовика.
В рабочей части выделяют:
- режущую – образуется при пересечении передней поверхности винтовых канавок с задними. Так получают две главные режущие кромки и поперечную, образованную задними поверхностями;
- направляющую часть, которая формируется пересечением передних поверхностей с ленточкой – полоской вдоль винтовой бороздки. Ленточка обеспечивает направление сверла, а также снижает боковое трение при сверлении. В направляющей части есть две вспомогательные режущие кромки.
Хвостовик – часть сверла, служащая для закрепления его в шпиндельной бабке или на ручном инструменте. В нем выделяют:
- поводок – служит для передачи крутящего момента, сегодня используется редко;
- шейка – углубление над рабочей частью, служит для выхода круга при шлифовании.
Изготавливается инструмент из быстрорежущих сталей P9, P18 и 9XC. Для сверления в разных материалах сталь легируется. Например, кобальт вводится в качестве присадки для увеличения теплостойкости инструмента. Другой метод придать изделию дополнительные качества – напыление, например, нитрида титана.
[Хвостовик винтового сверла может быть цилиндрическим или коническим. Первый вариант разработан для установки в трехкулачковом патроне. Второй закрепляется непосредственно в шпинделе.
Технические характеристики
К важнейшим техническим характеристикам инструмента относятся углы заточки всех кромок – 2 главных, 2 вспомогательных и поперечной. Их величина определяет сферу применения инструмента.
- Угол при вершине – это угол между двумя главными кромками. Чем он меньше, тем длиннее режущая кромка, что обеспечивает хороший теплоотвод. С другой стороны, тот же параметр уменьшает прочность сверла. Для оргстекла угол при вершине должен быть в районе от 60 до 90 градусов, причем 90 – для листа с толщиной более 20 мм. Для стали, например, угол при вершине рекомендуется не менее 116 градусов.
Оргстекло – материал мягкий и деформируется при высокой температуре, а при сверлении именно это и происходит. Малый угол заточки лучше отводит тепло. Однако увлекаться этим параметров не стоит, так как слишком хорошо заточенное сверло «втягивается» в массу материала.
- Угол наклона канавки – угол между касательной к ленточке и осью сверла. Чем он больше, тем лучше отводится стружка. Но тем менее прочным будет инструмент, так как объем канавки при этом возрастает. Величину угла определяет обрабатываемый материал – для оргстекла этот показатель может быть максимальным, и диаметр инструмента – чем он меньше, тем меньше угол.
- Передний угол – оценивается в плоскости, перпендикулярной режущей кромке. Его величина изменяется: максимум у наружной поверхности и минимум у поперечной кромки.
- Задний угол – оценивается в плоскости, параллельной оси инструмента. Максимум его приходится на край поперечной кромки, минимум – у наружной поверхности. В сверла для оргстекла этот параметр должен быть максимальным: в этом случае задняя поверхность не режет, а скоблит материал, что позволяет получить более ровные стенки отверстия.
- Угол наклона поперечной кромки – определяется как угол между проекциями главной режущей и поперечной кромок. Обычно это 50–55 градусов.
Винтовые сверла изготавливаются с диаметром от 0,1 до 80 мм. Длина рабочей части может достигать 275 мм. При этом максимальный диаметр инструмента с цилиндрическим хвостовиком достигает 30 мм, а с коническим – от 6 до 60 мм.
Сфера применения
Сверла используются для получения сквозных и несквозных отверстий, а также для рассверливания – увеличения или калибровки уже сформированных отверстий.
На фото изображен процесс сверления оргстекла цилиндрическим сверлом

Применение того или иного инструмента определяется материалом изготовления, способом получения – цельное, сварное, с твердотельными пластинками, комбинацией углов заточки, а также диаметром и глубиной сверления.
Общая классификация по сфере применения разделяет сверла на следующие группы.
- Сверла по металлу – порой их называют универсальными. Так как сверло предназначено для работы с металлами и сплавами, которые часто отличаются исключительной прочностью или твердостью, то сверлить они могут любой материал. Для оргстекла, например, используются стандартные сверла из быстрорежущей стали, но с другой заточкой.
- По бетону – применяются также при сверлении кирпича и камня. Отличаются наконечником из твердого сплава, так как рассчитаны на работу ударно-вращательным методом. Хвостовик цилиндрический – инструмент в абсолютном большинстве случаев применяют в перфораторах и дрелях.
- По стеклу и керамике – эти материалы отличаются одновременно твердостью и хрупкостью, поэтому их сверление требует аккуратности. Используют сверла корончатые или перовые (без винтовой нарезки) с карбидным или алмазным напылением.
- По дереву – это стандартные спиральные или перовые, для работы с оргстеклом используют оба вида.
Разновидности
Для сверления органического стекла и других видов пластмасс применяются как винтовые, так и перовые сверла. Первый вариант универсален, одинаково хорошо подходит для получения отверстий любого диаметра. Второй дешевле, менее чувствителен к перекашиванию, но не отводит стружку и быстрее нагревается. При работе инструмент приходится часто останавливать и остужать сверло. Для сверления с оргстеклом применяются односторонние перовые сверла.
Сверло с хвостовиком
Хвостовик – часть инструмента, которая определяет, каким именно образом можно закрепить сверло. Цилиндрический хвостовик фиксируется в трехкулачковом патроне. Именно такой механизм предусмотрен практически на всех бытовых и полупрофессиональных аппаратах.
В патроне такого прибора размещены кулачки. Цилиндрический хвостовик вставляется в патрон между ними, регулировочное кольцо проворачивается по часовой стрелке, кулачки зажимают хвостовик.
Максимальный диаметр изделия с цилиндрическим хвостовиком – 30 мм, как раз на бытовые нужды он и рассчитан.
Сверла по ГОСТу
ГОСТ регламентирует геометрические и механические параметры изделия и возможные отклонения. Сюда относятся все винтовые сверла, правые и левые, с цилиндрическим хвостовиком.
Различают три группы по длине рабочей части.
- Короткие – с диаметром от 0,1 до 20 мм и полно длиной от 20 до 131 мм. Регламентируется ГОСТ 4010-77.
- Средние – с диаметром от 0,3 до 30 мм и с длиной от 19 до 205 мм. ГОСТ 109-02-77.
- Длинные – с диаметром от 1 до 20 мм и длиной 56–254 мм. ГОСТ 886-77.
Перовое сверло
Это изделие относится к категории сборных, состоит из державки и режущей пятигранной пластины. Из быстрорежущей стали изготавливают только пластины.
Режущая часть имеет 2 рабочие кромки, угол между которыми затачивают в соответствии с материалом. Для оргстекла это 90 градусов. Поперечная кромка между двумя главными имеет угол в 55–60 градусов.
Для отведения стружки на пластине по ширине формируют стружкодробящие канавки.
Перовые сверла для дерева, металла и пластмасса регламентирует ГОСТ 25526-82. Диаметр пластины – от 25 до 130 мм.
Сверла левые
Сверла выпускаются левые и правые – по направлению вращения спирали. В промышленности такая разработка позволяет подавать материал на станок справа, а не слева. При работе с материалом сложной конфигурации такой способ позволяет снизить затраты. Устанавливается инструмент на специальные левовращательные станки.
В быту левое сверло применяют для высверливания сломанных болтов и другого крепежа.
Преимущество
 Оргстекло – материал очень легкий, но с высокой вязкостью. С одной стороны, в тех случаях когда внешний вид отверстия не имеет значении, просверлить его можно обыкновенным гвоздем, вставленным в дрель. С другой, когда требуются ровные гладкие кромки и высокая точность, нужна большая аккуратность.
Оргстекло – материал очень легкий, но с высокой вязкостью. С одной стороны, в тех случаях когда внешний вид отверстия не имеет значении, просверлить его можно обыкновенным гвоздем, вставленным в дрель. С другой, когда требуются ровные гладкие кромки и высокая точность, нужна большая аккуратность.
В отличие от конического сверла или зенкерного спиральное, как правило, работает на высокой скорости – до 10 000 оборотов/мин. При такой скорости материал нагревается и частично деформируется. Матовые кромки, например – неизбежный результат сверления. Если не соблюдать правила обращения с инструментом – охлаждение, удаление стружки, сверло можно сломать.
При сверлении оргстекла, вязкий материал наворачивается на острие и застывает, вращение блокируется. Если инструмент не выключить, с большой вероятностью сверло будет сломано. К тому же извлечь отломанный фрагмент из массы стекла, не разрезая, почти невозможно.
Однако использование правильно заточенного инструмента гарантирует получение ровных точных отверстий и не потребует рассверливания или зенкования в дальнейшем.
Заключение
Спиральные сверла наиболее распространены благодаря своей универсальности. В большинстве случаев крепеж предусматривает цилиндрическую форму отверстий, тем более сквозных, а отвод стружки с рабочего поля значительно облегчает сверление. Стружка обеспечивает дополнительный нагрев материала, что в случае оргстекла крайне нежелательно. Спиральное сверло эту проблему решает более эффективно.
Видео описания цилиндрического сверла:
proakril.com
Цилиндрический хвостовик | Системы крепления инструмента
Цилиндрический хвостовик довольно распространен у режущих инструментов. Диаметры цилиндрических хвостовиков принимаются по нормальному ряду в пределах от 2 до 70 мм согласно ОСТ НКМ 4044. Этот ряд не распространяется на сверла, развертки и другие инструменты, у которых диаметр хвостовика совпадает с диаметром цилиндрической рабочей части. Такое исключение необходимо с целью облегчения технологии их изготовления.
Цилиндрический хвостовик применяется или без всяких других крепежных элементов, или чаще всего в сочетании с ними. В первом случае крепление и передача крутящего момента осуществляются за счет трения между цилиндрическими поверхностями хвостовика и патрона. Из-за недостаточной силы зажима цилиндрический хвостовик применяется только для инструментов малых диаметров, например для сверл диаметром от 2 до 20 мм. При повышенных режимах резания, во избежание проворачивания сверла в патроне во время сверления, рекомендуется применять сверла, начиная с диаметра свыше 3 мм,с поводком (рис. 17, а), выполненным в виде двух плоскостей (лысок). Поводок принимает участие в передаче крутящего момента.
Рис. 17. Крепление сверл малых размеров
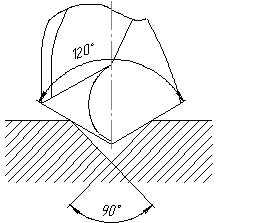
Все типы центровочных сверл изготовляются с цилиндрическим хвостовиком. Некоторые из них, например комбинированные для одновременной обработки центрового отверстия и расширения под углом 120°, снабжены режущей частью на обоих концах цилиндрического стержня.
Цилиндрический хвостовик редко применяется для других инструментов из-за малой надежности крепления. Он охватывает только машинные развертки небольших диаметров от 3 до 9 мм, концевые фрезы цилиндрические и шпоночные диаметром от 3 до 20 мм, метчики гаечные станочные и гаечные с изогнутым хво стом.
Крепление сверл и разверток малого диаметра
Сверла и развертки мелких размеров с 0,1 до 1,0 мм выполняются с утолщенным цилиндрическим хвостовиком диаметром 1,2 мм для всех размеров с наружным центром 75° и переходным конусом 30° (рис. 17, б). Утолщенный хвостовик обеспечивает более надежное крепление. В качестве дополнительного крепежного элемента используется квадрат с размерами а х h, который нашел широкое распростране ние для метчиков и разверток (рис. 18, а). Для уменьшения номен клатуры воротков и патронов номинальные размеры квадратов стандартизованы (ГОСТ 9523-60) в пределах 1,1-76 мм. Каждый квадрат охватывает возможно большее количество близких между собой диаметров хвостовиков. Для устранения забивания ребер на квадратах предусмотрены фаски, ширина которых колеблется
Рис. 18. Квадраты для инструментов
в небольших пределах. Для мелких метчиков ручных и гаечных диаметром от 2 до 2,6 мм и машинных диаметром от 3 до 5 мм хвостовик делается больше рабочей части.
Крепление машинных метчиков
Хвостовики машинных метчиков выполняются на практике по-разному в зависимости от конструкции патрона. Однако в связи с широким внедрением быстросменных патронов принят хвостовик, снабженный, помимо квадрата, еще и кольцевой выточкой (рис. 18,6) или двумя лысками (срезами).
Все концевые инструменты с цилиндрической или конической рабочей частью снабжаются на обоих торцах центровыми отверстиями, основные размеры которых обозначены буквами (рис. 19, а). Они являются базами при изготовлении, контроле и переточках в процессе эксплуатации. Во избежание повреждения конической поверхности центрового отверстия предусмотрена другая его форма - с предохранительным конусом (рис. 19, б). Основной конус делается под углом 60°, а предохранительный -под углом 120°. Центровые отверстия изготовляются по нормальному ряду, установленному стандартом (ОСТ НКМ 4044).
Для инструментов с канавками (метчики, развертки и т. п.) центровые отверстия выбираются с учетом толщины стенки от наибольшего диаметра основного конического отверстия до диаметра сердцевины инструмента.
Для инструментов, у которых наименьший диаметр цилиндра (рабочей части или хвостовика) равен меньше 10 мм, торцы изготовляются с наружными центрами, выполненными под углом 75° (рис. 19, в).
Для быстрой смены зенкеров, комбинированных и специальных инструментов применяются хвостовики различных конструкций.
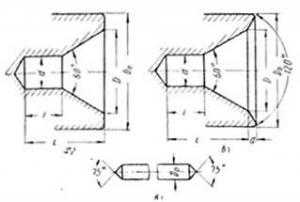
Рис. 19. Центры для инструментов
На рис. 20 представлена одна из удачных конструкций хвостовиков и отверстий для них. Размеры их стандартизованы (ГОСТ 3009-57). Хвостовики (рис. 20) диаметром от 10 до 50 мм снабжены кольцевой канавкой 1, плоскостью 2, указанной размером Н и радиусным пазом 3 шириной Ь. В корпусе патрона запрессован штифт 4 и предусмотрено фиксационное устройство, состоящее из штифта 5 и кольцевой пружины 6.
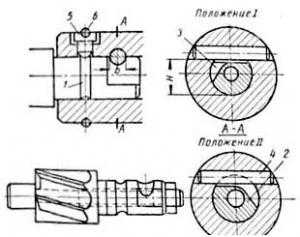
Рис. 20. Быстросменный патрон для концевых инструментов
Хвостовик инструмента вставляется в патрон в положение 1. Плоскость 2 свободно проходит под штифтом 4. Штифт 5 под действием пружины 6 заскакивает в кольцевую канавку 1, фиксируя правильное положение инструмента. При вращении шпинделя с патроном штифт 4 заходит в паз 3, захватывает хвостовик и осуществляет рабочее движение зенкера (положение II). Фиксационное устройство предохраняет инструмент от выпадания и обеспечивает быстрое и удобное закрепление хвостовика в патроне. От рабочего требуется только ввести хвостовик в патрон. При повороте шпинделя штифт патрона, входя в паз, сам захватывает и ведет зенкер. В практике применяется как штифтовый, так и шариковый фиксатор.
Цилиндрические хвостовики с успехом заменяют конические, в особенности на станках с вертикальным шпинделем. Преимущества их заключаются в простоте и быстроте смены инструмента, а также в экономии материала, так как цилиндрические хвостовики в 2-3 раза короче соответствующих конических. Однако цилиндрический хвостовик не может обеспечить по сравнению с коническим лучшее центрирование инструмента и более качественно обрабатываемую поверхность. Поэтому этот тип крепления можно рекомендовать для менее ответственной работы.
Похожие материалы
www.metalcutting.ru
Спиральные сверла с цилиндрическим хвостовиком
Если нужно получить отверстия, то в подавляющем большинстве случаев мастера применяют сверление. На данный момент наиболее распространенными считаются спиральные сверла с цилиндрическим хвостовиком, а также конусообразного типа. Инструмент подбирается, исходя как из материала заготовки, так и из размеров будущего отверстия. Также наиболее востребованным и универсальным инструментом для работ на ручных станках, оборудовании с числовым программным управлением и обрабатывающих центрах считаются сверла спирального типа.
Они повсеместно применяются как в частных мастерских, так и на крупных предприятиях для обработки металлических заготовок, дерева, пластика и различных полимеров. Различают твердосплавные сверла, а также изделия, для производства которых использовали легированную и быстрорежущую стали.
Конструкция и характеристики
Сверло по металлу с цилиндрическим хвостовиком можно описать как стержень цилиндрической формы. Еще его называют винтовым. Оно состоит из таких элементов:
- Рабочая часть – зона, которая вращается и проделывает отверстие, она имеет две канавки, по которым отводится стружка, и, в то же время, подается смазочно-охлаждающая жидкость для обеспечения легкости трения и охлаждения инструмента и заготовки. Рабочую часть условно делят на две зоны – калибровочную и режущую (где находятся режущие кромки).
- Хвостовик – обеспечивает надежность крепления инструмента в станке. В зависимости от конструкции оснащается небольшой лапкой или же поводком (чтобы извлечь сверло из гнезда), а также для обеспечения вращения, которое передает патрон или шпиндель.
- Шейка – элемент для обеспечения выхода абразивного круга.
У инструмента может быть центровочное отверстие, есть сверла, что изготавливаются без него. Что же касается последнего конструкционного элемента – шейки, то она, как правило, присутствует в средней и длинной серии, или же изделиях со средней и большой длиной рабочей части. Шейка предназначена для облегчения шлифовки. Но стоит отметить, что ни один ГОСТ не содержит детальных требований к размерам данного элемента.

Широкое применение спиральных сверл обусловлено множеством преимуществ, среди которых стоит выделить:
- наличие большого запаса под переточку или же обработку метчиком;
- достижение правильного направления в отверстии;
- удобство отвода стружки;
- отличную подачу СОЖ.
Особенности хвостовиков
Если у сверла цилиндрический хвостовик, оно имеет три стандарта выпуска. Это короткая, средняя и длинные серии, которые различают по длине рабочей части. Каждая из моделей выпускается в различных размерностях. Такое разнообразие объясняется необходимостью подбора инструмента под каждую конкретную задачу. Также стоит отметить и отдельную группу станковых инструментов для моделей оборудования с левым вращением.
Они обычно изготавливаются как цельными и монолитными, так и сварными. В последнем варианте из другого материала могут быть выполнены хвостовик и его поводок или же лапка. Для этого используется сталь марки 45 или же 40Х. Но при покупке следует обратить внимание на наличие кольцевых трещин, поверхностных раковин, а также непровара. Известные производители тщательно проверяют наличие брака и, при его обнаружении, не выпускают подобные изделия в продажу.
Удобство приобретения
В каталоге компании ТД «ЧТС» найдется широкий ассортимент винтовых сверл с цилиндрическим хвостовиком и разной длиной рабочей зоны для изготовления отверстий различных размеров. Вся продукция, представленная у нас, отличается как высоким качеством изготовления, так и эффективностью и долговечностью в работе. Мы предлагаем как инструмент, так и оснастку для работы на станках с числовым программным и ручным управлением, а также для обрабатывающих центров.
tdchts.ru
Спиральные укороченные сверла с цилиндрическим хвостовиком — КиберПедия
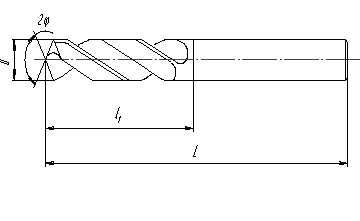
Такие сверла диаметром 10 – 20 мм (рис. 1.9, а) служат для предварительного центрования отверстий. Конструктивные отличия этих сверл от сверл стандартных точного исполнения (ГОСТ 4010-77) состоят в том, что у них уменьшена длина рабочей части, уменьшены допуски на симметричность сердцевины и осевое биение. Хвостовики таких сверл не имеют обратной конусности, угол при вершине сверла 2j=90о. Такая заточка обеспечивает получение центровой лунки, которая в момент засверливания последующим сверлом устраняет контакт его перемычки с материалом заготовки (рис. 1.9, б). Благодаря этому возрастает точность центрирования в сравнении со стандартными сверлами.
Спиральные сверла с цилиндрическим хвостовиком
Сверла диаметром 3 – 20 мм, используемые на станках с ЧПУ, имеют стандартизованные основные размеры (ГОСТ 10902-77).
а б
Рис. 1.9. Инструмент для обработки отверстий: а – центровое сверло; б – схема центровой лунки
Спиральные сверла с коническим хвостовиком
Сверла диаметром 6 – 30 мм имеют стандартизованные размеры (ГОСТ 10903-77). У этих сверл в сравнении с соответствующими стандартными точного исполнения уменьшены допуски на симметричность сердцевины, осевое биение режущих кромок, радиальное биение по ленточкам. Это повышает стойкость сверл и точность обработки отверстий. Сверлами с коническим хвостовиком можно обрабатывать отверстия без предварительного зацентровывания.
Ступенчатые сверла
Сверла (рис. 1.10) служат для обработки ступенчатых отверстий под головки винтов в деталях из конструкционных материалов. У этих сверл две ступени, бóльшая из которых имеет четыре ленточки, что повышает точность обработки.
Применяют ступенчатые сверла как с цилиндрическим, так и с коническим хвостовиком.
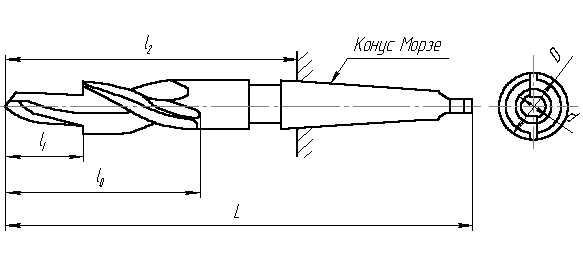
Рис. 1.10. Ступенчатое сверло с коническим хвостовиком и углом на второй ступени
Перовые сверла
Сверла (рис. 1.11) используют при сверлении отверстий диаметром 25 – 80 мм. В сравнении со спиральными сверлами их преимуществами являются:
1) простота изготовления сверл большого диаметра и повышенная точность сверления отверстий больших диаметров;
2) повышенная жесткость и прочность конструкции;
3) меньшая стоимость сверла в сравнении со стоимостью равного по стойкости спирального сверла.
Сборные ступенчатые сверла
Сборные сверла (рис. 1.12) позволяют регулировать длину меньшей ступени в широких пределах и более просты в изготовлении (в сравнении с цельными ступенчатыми сверлами). На рабочей части стандартного сверла 1 винтом 2 закрепляют специальную режущую насадку 3. В таком сверле, заменяя насадку, можно при одном и том же меньшем диаметре изменять больший диаметр.
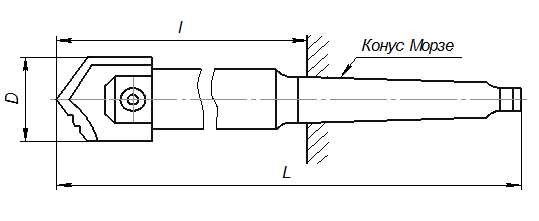
Рис. 1.11. Перовое сборное сверло с пластинами из быстрорежущей стали
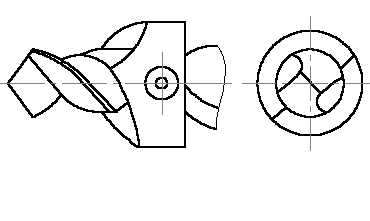
Рис. 1.12. Сборное ступенчатое сверло
cyberpedia.su
Сверла с цилиндрическим хвостовиком - Справочник химика 21
И20—5—80 Сверла спиральные с цилиндрическим хвостовиком для [c.128]Сверла спиральные с цилиндрическим хвостовиком по ГОСТ 886 — 77 ГОСТ 4010 — 77 ГОСТ 10902-77 ГОСТ 12122-77 [c.142]
Инструмент металлорежущий и дереворежущий. Общие требования для экспорта. — Взамен ТУ 2—035—500—76 Сверла спиральные с цилиндрическим хвостовиком для станков с ЧПУ. Основные размеры. — Взамен ОСТ 2 И20—1—74 [c.127]
Е Сверла спиральные длинные с цилиндрическим хвостовиком. [c.136]
Сверла из быстрорежущей стали спиральные общего назначения с цилиндрическим хвостовиком / [c.264]
Крепление сверл. Для крепления сверл с цилиндрическим хвостовиком служат двух- и трехкулачковые патроны (рис. 58), а для крепления сверл с коническим хвостовиком — переходные втулки (рис. 59). Патроны обычно имеют конические хвостовики, при помощи которых они закрепляются в шпинделе станка непосредственно или через переходную втулку. Коническим хвостовикам сверл и переходным втулкам в зависимости от диаметров конусов присвоены номера (табл. 103 и 104). Основные размеры сверлильных трехкулачковых патронов приведены в табл. 105. [c.133]
Предпочтительно применять сверла точного исполнения, шлифованные по целому 13 мм — с коническим хвостовиком Морзе. Сверла с цилиндрическим хвостовиком закрепляют в разрезных конусных втулках Морзе 1 при d 9 мм и Морзе 2 при d > >9ч-13 мм (см. рис. 4) или в цанговых патронах, допускающих регулирование вылета сверла после переточек (рис. 19). [c.461]
Сверла с прямыми канавками и цилиндрическим хвостовиком [c.352]
Сверла. Для сверления применяют преимущественно спиральные и реже перовые сверла. Спиральные сверла изготовляют с цилиндрическим и коническим хвостовиком. Спиральные и перовые сверла с [c.131]
Кроме того, сверла характеризуются способом изготовления — цельные и составные, а также по виду хвостовика — цилиндрического, конического и четырехгранного. Наиболее распространенными видами сверл являются спиральные сверла, применяемые для различной обработки отверстий до пятого класса точности. [c.350]
Сверла изготовляют из быстрорежущей стали Р9 или Р18 либо дснащенными пластинками из твердого сплава диаметром 1—80 мм. Сверла выпускают с коническим или цилиндрическим хвостовиком. Плашки изготовляют круглые для метрической резьбы с крупным и мелким шагом, а также для дюймовой и трубной резьбы или стали марки 9ХС, ХГСВ, ХГСВФ, Р9 либо Р18. [c.135]
Сверла для станков с ЧПУ из быстрорежущей стали / спиральные с цилиндрическим хвостовиком укороченные (сверхкороткие) [c.265]
Участок сверла, имеющий режущие кромки, называется р е ж у щей частью. Хвостовиком называется часть сверла, предназ наченная для передачи крутящего момента и закрепления сверла На ко1ще хвостовика находится лапка (для сверл с коническим хво стовиком) или поводок (для сверл с цилиндрическим хвостовиком) [c.349]
Чаще всего ДЛ5Г сверления отверстий применяют спиральное сверло. Оно представляет собой цилиндрический стальной стержень с двумя винтовыми канавками. Главными частями сверла являются рабочая часть и хвостовик для крепления сверла в шпинделе станка. [c.66]
При сверлении пластмасс наибольшее распространение получили спиральные сверла. Спиральное сверло состоит из рабочей и присоединительной частей (рис. 13.9). Присоединительная часть—это хвостовик сверла конической или цилиндрической формы. Сверла с коническим хвостовиком крепятся в шпинделе станка, а с цилиндрическим—трехкулачковом самоцентри рующемся патроне. Хвостовик имеет лапку, служащую упором при удалении сверла из шпинделя. [c.428]
chem21.info
сверла с коническим и цилиндрическим хвостовиком виды и размеры
Цена:от: до:
Название:
Артикул:
Текст:
Выберите категорию:Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные Клейма цифровые и буквенные Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные с коническим хвостовиком»» Фрезы шпоночные с цилиндрическим хвостовиком»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пилы ленточные» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1000»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg - трубопроводная резьба»» Rc - трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg - трубопроводная резьба»» R - трубная коническая резьба»» Vg - вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенкеры Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с к/х шлифованные HSS, NWKу, сверхдлинной серии» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC - инструменты для снятия заусенцев, фасок и шабрения поверхностей. Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
Производитель:ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESAB, ШвецияFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:Всенетда
Спецпредложение:Всенетда
Результатов на странице:5203550658095
amstool.ru
Сверла с цилиндрическим хвостовиком длинные - цены, каталог
Сверла с цилиндрическим хвостовиком (длинные) применяются при сверлении отверстий в легированных и углеродистых сталях, ковких и серых чугунах с помощью ручного оборудования или на станках.
Сверла с цилиндрическим хвостовиком длинные по ГОСТ 886-77 предназначены для сверления отверстий в углеродистых и легированных сталях, сером и ковком чугуне ручным инструментом или на металлорежущих станках. Инструмент может использоваться для вертикального или горизонтального сверления через кондуктор, что позволит обеспечить повышение качества обработки отверстий с твердостью до 321 HB.
Изготавливаются длинные цилиндрические сверла из быстрорежущей стали Р6М5, Р18, Р9 диаметром до 20 миллиметров методом фрезерования (шлифования) канавок в зависимости от конкретной степени точности инструмента.
Конструктивно сверло по ГОСТ886-77 представляет собой цилиндр, на рабочей части которого расположено две винтовые стружечные канавки. Непосредственно резание материала идет двумя режущими кромками, образующимися пересечением задних поверхностей инструмента и стружечных канавок. Ширина канавки достаточно велика, что необходимо для свободного отвода стружки, позволяя увеличить срок службы инструмента.
Хвостовик имеет цилиндрическую форму, что ограничивает максимальный диаметр инструмента. При этом на нем может присутствовать поводок, позволяющий закрепить инструмент в разрезной втулке с конусом Морзе для крепления в металлорежущем станке (сверлильный, токарный, координатно-расточной и так далее).
Приобрести сверла с цилиндрическим хвостовиком длинные по ГОСТ 886-77 вы можете в компании «Мекка инструмент». Обращаясь к нам, вы можете не беспокоиться за высокое качество инструмента. Кроме этого тесные отношения с производителями металлорежущего инструмента позволяет гарантировать нашим клиентам доступные цены и минимальные сроки поставки, благодаря наличию всех ходовых размеров инструмента на складе.
mekkain.ru