1 Определение номинальных размеров деталей сборочной единицы. Номинальный действительный и предельный размеры
Ответы@Mail.Ru: Номинальный предельный размер? спасибо!
номинальный - размер, который уже есть а предельный - попадает в придел (между отклонениями)
Тела имеют свойства менять форму и размер. Номинальные и ремонтные размеры деталей и пределы допустимых износов Размер – числовое значение линейной величины в выбранных единицах измерения. Действительный размер – размер элемента, установленный измерением с допускаемой погрешностью. Предельные размеры – два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер. Наибольший предельный размер – наибольший допустимый размер элемента. Наименьший предельный размер – наименьший допустимый размер элемента. Номинальный размер – размер, относительно которого определяются отклонения. Отклонение – арифметическая разность между размером и соответствующим номинальным размером. Действительное отклонение – арифметическая разность между действительным и соответствующим номинальным размерами. Предельное отклонение – арифметическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения. Нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные – вниз. Верхнее отклонение ES, es – арифметическая разность между наибольшим предельным и соответствующим номинальным размерами. Примечание: ES – верхнее отклонение отверстия; es – верхнее отклонение вала. Нижнее отклонение EI, ei – арифметическая разность между наименьшим предельным и соответствующим номинальным размерами. Примечание: EI – нижнее отклонение отверстия; ei – нижнее отклонение вала. Основное отклонение – одно из двух предельных отклонений (верхнее или нижнее) , определяющее положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой линии. Допуск – Т – англ. tolerance – разность между наибольшим и наименьшим предельными размерами или разность между верхним и нижним отклонениями. Примечание: Допуск – это абсолютная величина без знака. Стандартный допуск – IT – англ. Internal tolerance – любой из допусков, устанавливаемых данной системой допусков и посадок. Примечание: В дальнейшем в стандарте под термином «допуск» понимается «стандартный допуск» . Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии . Примечание: i – единица допуска для номинальных размеров до 500 мм, I – единица допуска для номинальных размеров свыше 500 мм. Квалитет – лат. qualitas – качество – совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. Единица допуска i, I – множитель в формулах допусков, являющийся функцией номинального размера и служащий для определения числового значения допуска. Предел максимума материала – термин, относящийся к тому из предельных размеров, которому соответствует наибольший объем материала, т. е. наибольшему предельному размеру вала или наименьшему предельному размеру отверстия. Предел минимума материала – термин, относящийся к тому из предельных размеров, которому соотвепредельному размеру вала или наибольшему предельному размеру отверстия. Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки. Номинальный размер посадки – номинальный размер, общий для отверстия и вала, составляющих соединение. Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
touch.otvet.mail.ru
Система допусков: зазоры, верхнее отклонение, нижнее отклонение. Подвижная посадка. Неподвижняя посадка.
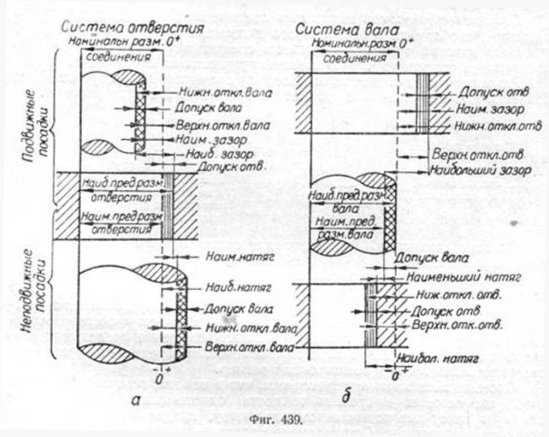
При сборке двух деталей, входящих одна в другую, различают внешнюю—охватывающую и внутреннюю —охватываемую поверхности. Один из размеров соприкасающихся поверхностей носит название охватывающий размер, а другой —охватываемый. Для круглых тел охватывающая поверхность носит общее название—отверстие, а охватываемая—вал, a соответствующие размеры называют— диаметр отверстия и диаметр вала.
Подвижное или неподвижное соединение деталей может быть выполнено за счёт отклонений сопряжённых размеров вала или отверстия в ту или иную сторону от их номинальных размеров.
Расчётный размер, проставляемый на чертеже, называется номинальным размером (фиг. 439). Номинальные размеры проставляются в миллиметрах.
Действительным размером называется фактический размер, полученный непосредственным измерением после обработки детали.
Предельными называются размеры, между которыми может колебаться действительный размер одного и того же элемента детали изготовленной партии. Больший из них называется наибольшим предельным размером, а меньший—наименьшим предельным размером.
Если у номинального размера на чертеже стоит только один предельный размер, например 25+0,4 или 25-0,1, то это значит, что другой предельный размер совпадает с номинальным. Знак плюс показывает, что предельный размер больше номинального, а знак минус,—что предельный размер меньше номинального.
Действительный отклонением называется разность между действительным и номинальным размерами.
Верхним отклонением называется разность между наибольшим предельным размером и номинальным.
Нижним отклонением называется разность между наименьшим предельным и номинальным размерами.
Допуском называется разность между наибольшим и наименьшим предельными размерами.
Зазоры, натяги и посадки. Зазором называется положительная разность между размером отверстия и размером вала. Величина зазора определяет большую или меньшую степень свободы взаимного движения сопряжённых деталей.
Натягом называется отрицательная разность между размерами отверстия и вала, создающая (после сборки) неподвижное соединение.
Посадкой называется характер или тип соединения двух вставленных одна в другую деталей.
Все посадки разделяются на две группы: посадки подвижные и посадки неподвижные.
Подвижной посадкой называется соединение двух деталей, обеспечивающее свободу их относительного движения.
Неподвижной посадкой называется соединение двух деталей, обеспечивающее соответствующую степень прочности их соединения.
Различают следующие виды посадок, отличающихся друг от друга большим или меньшим зазором или большим или меньшим натягом.
Подвижные посадки Неподвижные посадки
Скользящая С Горячая Гр
Движения Д Прессовая Пр
Ходовая X Легкопрессовая Пл
Легкоходовая Л Глухая Г
Широкоходовая Ш Тугая T
Напряжённая H Плотная П
Система допусков. Различают две системы допусков: систему отверстия и систему вала.
Система отверстия характеризуется тем, что в ней для всех посадок одной и той же степени точности (одного класса), отнесённых к одному и тому же номинальному диаметру, предельные размеры отверстия остаются постоянными. Осуществление различных посадок в системе отверстия достигается за счёт соответствующего изменения предельных размеров вала. В системе отверстия наименьшим предельным размером отверстия является его номинальный размер.
Система вала характеризуется тем, что в ней для всех посадок одной и той же системы и степени точности (одного класса), отнесённых к одному и тому же номинальному диаметру, предельные размеры вала остаются постоянными. Осуществление различных посадок в системе вала достигается за счёт соответствующего изменения предельных размеров отверстия. В системе вала наибольшим предельным размером вала является его номинальный размер.
Допуск отверстия в системе отверстия всегда направлен в сторону увеличения отверстия (в тело), а допуск вала в системе вала—в сторону уменьшения вала (в тело). Основание систем обозначается: отверстие— буквой А, вал—буквой В. Отверстие в системе вала и вал в системе отверстия обозначаются буквами и цифрами соответствующих им посадок и класса точности.
В машиностроении принята преимущественно система отверстия.
www.nacherchy.ru
1 Определение номинальных размеров деталей сборочной единицы
Размеры деталей, составляющих сборочную единицу, зависят от задания и варианта на курсовую работу. Для определения их номинальных значений необходимо вычислить масштабный коэффициент. Рассчитывается он следующим образом. На чертеже задания на курсовую работу измеряется размер, соответствующий диаметру вала под подшипником качения (d3измеренный). Заданный по заданию размер (d3заданный) делят на этот измеренный размер и получают масштабный коэффициент μ
. (1.1)
Измеряя все другие размеры деталей сборочной единицы и умножая их на этот масштабный коэффициент, определяют расчётные размеры.
Для сокращения числа типоразмеров заготовок и деталей, режущего и измерительного инструмента значения номинальных размеров, полученные расчетом, необходимо округлить до значений, указанных в ГОСТ 6636-69 «Нормальные линейные размеры» (таблица А.1). После этого округленные значения номинальных размеров следует занести в таблицу 1.1. Размеры, связанные с подшипником качения, при этом, следует принять по стандарту на это изделие, независимо от величины расчётного размера. Для этого следует расшифровать условное обозначение заданного подшипника качения, определив его серию, тип и конструктивные особенности, а затем по ГОСТ 520-2002 [19] или справочникам [2, 37, 38] выписать все параметры подшипника качения, необходимые для дальнейших расчетов (присоединительный диаметр наружного кольца, ширину колец, динамическую грузоподъемность подшипника).
Затем назначают размеры, связанные с подшипником качения. Такими размерами являются размер d1 (посадочный диаметр сквозной крышки подшипника), d2 (диаметр отверстия в корпусе для установки подшипника), d4 (внутренний диаметр дистанционной втулки), d5 (посадочный диаметр глухой крышки подшипника). Обозначения по [40].
Например, если по заданию известно, что d3 = 30 мм, тип подшипника 7300, то это значит, что типоразмер подшипника 7306 (d3/5=30/5 = 6), подшипник роликовый конический и наружный его диаметр D = 72 мм [2,37]. В соответствии с этим размеры d1 = d2 = d5 = 72 мм, и d4 = d3 = 30 мм.
При заполнении таблицы 1.1 следует обращать внимание на размеры нормированных и стандартных деталей, которые необходимо также принимать согласно соответствующим нормативным документам. К таким деталям относятся уплотнения подшипниковых узлов, шпонки, гайки круглые шлицевые, крышки подшипников сквозные и глухие, стаканы подшипников [22].
По полученным размерам вычерчивают в соответствующем масштабе сборочную единицу.
2 Общие сведения о размерах, допусках, посадках и предельных отклонениях
Размер – числовое значение линейной величины (диаметр, длина и т. п.) в выбранных единицах измерения. На чертежах все линейные размеры указываются в миллиметрах.
Действительный размер – размер элемента, установленный измерением с допускаемой погрешностью.
Предельные размеры – два предельно допустимых размера, между которыми должны находиться или которым может быть равен действительный размер годной детали. Больший из них называется наибольшим предельным размером, а меньший – наименьшим предельным размером. Обозначаются Dmax и Dmin для отверстия и dmax и dmin для вала.
Номинальный размер – размер, относительно которого определяются отклонения. Размер, который указан на чертеже является номинальным. Номинальный размер определяется конструктором в результате расчетов на прочность и жесткость или с учетом конструктивных и технологических особенностей. Для деталей, образующих посадочное соединение, номинальный размер является общим.
В
Таблица 1.1 - Размеры сборочной единицы
| № п/п | Обозначение размера | Размер измеренный, мм | Размер расчетный, мм | Размер по ГОСТ 6636-69 |
| 1 | . . . | . . . | . . . | . . . |
| 2 | . . . | . . . | . . . | . . . |
| n | . . . | . . . | . . . | . . . |
ES = Dmax – D - для отверстия, (2.1)
es = dmax – d - для вала. (2.2)
Нижнее отклонение EI, ei – алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами.
EI = Dmin – D - для отверстия, (2.3)
ei = dmin – d - для вала. (2.4)
Действительное отклонение – алгебраическая разность между действительным и номинальным размерами.
Допуск Т – разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
ТD = Dmax – Dmin = ES - EI - для отверстий, (2.5)
Тd = dmax – dmin = es - ei - для вала. (2.6)
Допуск всегда положителен. Он определяет допускаемое поле рассеивания действительных размеров годных деталей в партии, то есть заданную точность изготовления.
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска Т и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рисунок 2.1).
Основное отклонение – одно из двух отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение ближайшее к нулевой линии. Второе отклонение определяется через допуск.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок.
Вал – термин, условно применяемый для обозначения наружных (охватываемых) элементов деталей, включая и нецилиндрические элементы.
Отверстие – термин, условно применяемый для обозначения внутренних (охватывающих) элементов деталей, включая и нецилиндрические элементы.
Допуск отверстия обозначается TD, а вала Td. Помимо охватывающих и охватываемых элементов, называемых отверстиями и валами, в деталях имеются элементы, которые нельзя отнести ни к отверстию, ни к валу (уступы, расстояния между осями отверстий и т. д.).
Посадка - характер соединения двух деталей, определяемый разностью их размеров до сборки. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению. По характеру соединения различают три группы посадок: посадки с зазором, посадки с натягом и переходные посадки.
Зазор S – разность размеров отверстия и вала, если размер отверстия больше размера вала. Зазор обеспечивает возможность относительного перемещения собранных деталей. Наибольший, наименьший и средний зазоры определяются по формулам:
Smax = Dmax – dmin = ES - ei; (2.7)
S
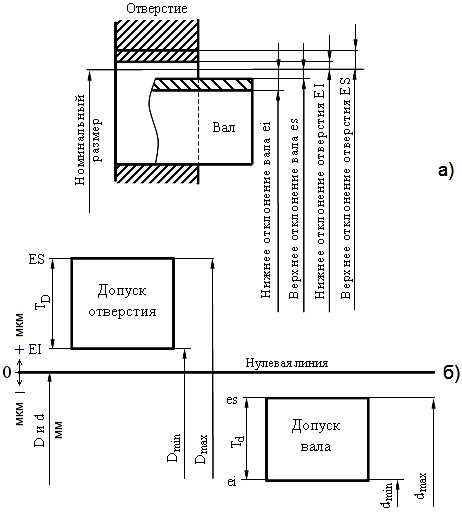
Рисунок 2.1. а – сопряжение
б – схема расположения полей допусков вала и отверстия
min = Dmin – dmax = EI - es (2.8)Sm = (Smax + Smin)/2. (2.9)
Натяг N – разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия. Натяг обеспечивает взаимную неподвижность деталей после их сборки. Наибольший, наименьший и средний натяги определяются по формулам:
Nmax = dmax – Dmin =es - EI; (2.10)
Nmin = dmin – Dmax = ei -ES; (2.11)
Nm = (Nmax + Nmin)/2. (2.12)
Посадка с зазором – посадка, при которой обеспечивается зазор в соединении (поле допуска вала расположено ниже поля допуска отверстия или касается его при Smin = 0) рисунок 2.2.
Посадка с натягом – посадка, при которой обеспечивается натяг в соединении (поле допуска вала располагается выше поля допуска отверстия или касается его при Nmin = 0) (см. рисунок 2.2). 
Переходная посадка – посадка, при которой возможно получение как зазора так и натяга (поля допусков отверстия и вала перекрываются полностью или частично) (см. рисунок 2.2).
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение:
Т(S,N) = ТD + Тd –. в общем виде, (2.13)
TN = Nmax – Nmin - для посадки с натягом, (2.14)
TS = Smax – Smin - для посадки с зазором. (2.15)
В переходных посадках допуск посадки определяется, как сумма наибольших натяга и зазора:
Т(S,N) = Nmax + Smax. (2.16)
Пример. В сопряжении типа вал - отверстие 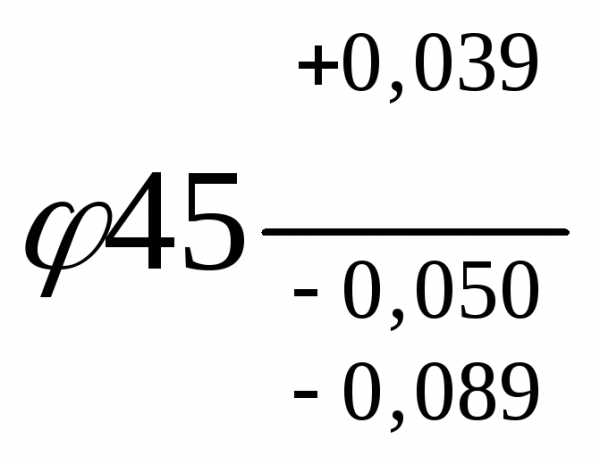 известен номинальный размер сопряжения, предельные отклонения отверстия и вала. Определить предельные размеры отверстия и вала, допуск отверстия, допуск вала, допуск посадки, наибольший и наименьший зазоры, построить схему расположения полей допусков сопряжения с указанием отклонений.
известен номинальный размер сопряжения, предельные отклонения отверстия и вала. Определить предельные размеры отверстия и вала, допуск отверстия, допуск вала, допуск посадки, наибольший и наименьший зазоры, построить схему расположения полей допусков сопряжения с указанием отклонений.
Решение.
Предельные размеры отверстия (уравнения 2.1 – 2.2):
наибольший Dmax =D + ES = 45 + 0,039 = 45,039 мм;
наименьший Dmin = D + EI = 45 + 0 = 45,000 мм.
Предельные размеры вала (уравнения 2.3 – 2.4):
наибольший dmax = d + es = 45 + (-0,050) = 44,950 мм;
наименьший dmin = d + ei =45 + (-0,089) = 44,911 мм.
Допуск отверстия, допуск вала и допуск посадки (уравнения 2.5, 2.6, 2.13):
ТD = ES - EI = +0,039 – 0 = 0,039 мм = 39 мкм,
Тd = es - ei = - 0,050 – ( -0,089) = 0,039 мм = 39 мкм,
TS = ТD + Тd = 0,039 + 0,039 = 0,078 мм = 78 мкм.
Наибольший и наименьший зазоры (уравнения 2.7, 2.8):
Smax = ES – ei = +0,039 – (- 0,089) = 0,128 мм = 128 мкм,
Smin = EI – es = 0 – ( - 0,050) = 0,050 мм = 50 мкм.
Схема расположения полей допусков приведена на рисунке 2.3.
studfiles.net
Номинальный размер - деталь - Большая Энциклопедия Нефти и Газа, статья, страница 1
Номинальный размер - деталь
Cтраница 1
Номинальные размеры деталей и их допустимые отклонения, обозначенные с индексом р, устанавливаются из расчета соответствующих размерных цепей. Размеры, обозначенные буквой т, технологические, поле допуска для этих размеров для отверстий - по А, для валов - по С. [1]
Номинальные размеры деталей и допуски на них устанавливает конструктор при проектировании. [2]
Номинальным размером детали называют основной расчетный размер. Предельными ( наибольшими и наименьшими) - такие, между которыми может колебаться действительный размер. Допуск - это разность между наибольшим и наименьшим предельными размерами. [3]
Номинальным размером детали, узла и изделия называется расчетный размер, адействитель-н ы м размером называется размер, получаемый непосредственным измерением. [4]
Номинальным размером детали называется расчетный размер, поставленный на чертеже. Действительным размером называется фактический размер, полученный непосредственным измерением детали в натуре. [5]
Номинальным размером детали, узла и изделия называется расчетный размер, адействитель-н ы м размером называется размер, получаемый непосредственным измерением. [6]
Рп - проходной номинальный размер детали, равный номиналу проходной стороны одиночного калибра, предшествующего комплексному; Дк - комплексное отклонение размера контролируемого элемента детали и Е - поправка, учитывающая полноту использования комплексного отклонения или допуска. [7]
Для выбора номинальных размеров деталей и установления размерных рядов изделий и их частей установлены ряды нормальных линейных размеров ( ТОСТ 6636 - 69), основанных на рядах предпочтительных чисел, но с некоторым округлением значений этих чисел. [8]
После определения номинальных размеров детали по чертежу можно установить при помощи этой таблицы предельный зазор ( натяг) для большинства сопрягаемых узлов арматуры. [9]
Для выбора номинальных размеров деталей и установления размерных рядов изделий и их частей определены ряды нормальных линейных размеров ( ГОСТ 6636 - 69), основанных на рядах предпочтительных чисел, но с некоторым округлением значений этих чисел. [10]
Разница между фактическими и номинальными размерами детали, данными на чертеже, составляет точность обработки. Размеры на чертежах всегда указывают в миллиметрах, а в строительных чертежах в сантиметрах. [11]
Припуски назначают на номинальные размеры детали, когда поковка в виде ободранной заготовки не проходит термической обработки, и на размеры ободранной заготовки, подвергающейся термической обработке после грубой предварительной обдирки поковки. При этом размеры ободранной заготовки должны иметь припуск на окончательную механическую обработку после термической обработки. [12]
Абсолютно точное выполнение номинального размера детали невозможно, а выполнение его с максимально достижимой точностью не всегда является целесообразным. Номинальные размеры, указанный на чертеже, при изготовлении не выдерживаются из-за трудности точного изготовления, погрешностей измерительных приборов и инструментов. Поэтому для каждого размера детали ( особенно для сопрягаемых размеров) необходимо устанавливать, в каких пределах может колебаться действительный размер, чтобы деталь и узел, в который она входит, полностью соответствовали своему назначению, а стоимость изготовления была при этом минимальной. [13]
Установление правильного соотношения номинальных размеров деталей и их допустимых отклонений в ответственных размерных связях - один из методов повышения качества изделий, обеспечения надежности и долговечности их работы, а также обеспечения собираемости их деталей и узлов без подгоночных работ и, следовательно, с минимальными затратами на их изготовление и сборку. [14]
При ремонте автомобиля восстанавливают номинальные размеры деталей или обрабатывают их под ремонтные размеры. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Номинальный, действительный и предельные размеры, предельные отклонения, допуски и посадки
из "Справочник контроллера машиностроительного завода Издание 3 "
Номинальный размер (О, ё, I, г и др.) — размер, относительно которого определяют предельные раз.меры и который служит также началом отсчета отклонений. Для детален, составляющих соединение, номинальный раз.мер является единым. Номинальные размеры, определяющие величину детали, находят при расчете их на прочность и жесткость, исходя из усовершенствования геометрических форм и обеспечения техно.тогичности конструкций изделий. [c.14] Для сокращения числа типоразмеров материала, заготовок и деталей, режущего (сверл, разверток, зенкеров) и измерительного инструмента, калибров, штампов, приспособлений, а также для облегчения типизации технологических процессов размеры, полученные расчетом, нужно округлять (как правило, в ббльшую сторону), они должны соответствовать значениям, указанным в СТ СЭВ 514—77. Ряды нормальных линейных размеров (диаметров, длин, высот и т. п.) построены на базе рядов предпочтительных чисел, но с некоторым округлением их значений (табл. 1). [c.14] При выборе предпочтение нужно отдавать нормальным размерам из рядов с более крупной градацией (5-й ряд следует предпочитать Ш-му. 10-й — 20-му, 20-й — 40-му). [c.14] Технологические межоперационные размеры, размеры, зависящие от других принятых размеров, а также размеры, регламентированные в стандартах на конкретные изделия (например, размеры среднего диаметра резьбы), могут и не соответствовать СТ СЭВ 514—77. [c.14] Действительный размер — размер, установленный измерением с дoпy ти юй погрешностью. Этот термин введен потому, что в производстве невозможно выполнить абсолютно точно требуемые размеры деталей, некоторая погрешность вносится также при измерении. [c.14] ИЛИ при сборке. Это необходимо учитывать при точностном анализе механизма в целом. [c.15] Проходной предел — термин, при,меняемый к тому нз двух предельных размеров, который соответствует максимальному количеству материала, а и.менно верхнему пределу для вала, нижнему пределу для отверстия (в случае применения предельных калибров речь идет о предельном размере, проверяемом проходным калибром). [c.15] Непроходной предел — термин, применяемый к тому пз двух предельных размеров, который соответствует минимальному количеству материала, а именно нижнему пределу для вала, верхнему пределу для отверстия (в случае применения предельных калибров речь идет о пре-дельно.м размере, проверяемом непроходным калибром). [c.15] Чтобы гарантировать в наибольшей практически достижимой степени выполнение функциональных требований системы допусков и посадок, предельные размеры на предписанной длине должны быть истолкованы следующим образом. [c.15] гя отверстий диаметр наибольшего правильного воображаемого цилиндра, который может быть вписан в отверстие так, чтобы плотно контактировать с наиболее выступающими точками поверхности (размер сопрягаемой детали идеальной геометрической формы, прилегающей к отверстию без зазора), не должен быть меньше, чем проходной предел размера. Дополнительно наибольший диаметр в любом месте отверстия не должен превьштать непроходтюго предела размера. [c.15] Для упрощения чертежа введены предельные отклонения от номинального размера, проставляемые рядо.м с этим размером. [c.16] Действительным отклонением называют алгебраическую разность между действительным и номинальным размерами. Отклонение является положительным, если предельный или действительный размер. больше номинального, и отрицательным, если указанные размеры меньше номинального. [c.16] Предельные отклонения в таблицах допусков проставляют в микрометрах, а на чертежах в милли eтpax более мелким шрифтом. Например, 42+5 1з 42 ц [,25. Верхнее отклонение ставят немного выше, а нижнее — несколько ниже номинального размера. При равенстве абсолютных величин отклонений их величину указывают один раз со знаком рядом с номинальным размером и одинаковым с Н1(м шрифтом (например, 60 0,2 120 20 ). [c.17] Отклонение, равное нулю, на чертеже не ставят. В этом случае наносится только одно отклонение — положительное на месте верхнего или отрицательное на месте нижнего предельного отклонения (например, 200 2 200 -). [c.17] Графическое изображение полей допусков. Для упрощения допуски ображают графически в виде полей допусков (ср. рис. 1, а и рис. 1, б). [c.17] Поле допуска определяется величиной допуска и его положением относ тельно номинального размера. Прн графическом изображении поле допуска заключено между двy Я линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии. [c.17] Соединения. Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми. [c.17]Вернуться к основной статье
mash-xxl.info
Номинальный, действительный и предельные размеры, предельные отклонения, допуски и посадки
Размеры, проставляемые на чертежах деталей или соединений в миллиметрах, называют номинальными. Измеряемый после изготовления (точения, шлифования и т. п.) действительный размер готовой детали лишь случайно может совпасть точно с заданным номинальным. Обычно он отличается от номинального и является случайной величиной. Известно, что для правильной сборки и нормальной работы партии идентичных соединений детали этих соединений могут иметь некоторое рассеяние (разброс) действительных размеров относительно номинальных. Экономически целесообразные предельные отклонения размеров деталей определены единой системой допусков и посадок, установленной ГОСТ 25347-82 и ГОСТ 25346-82. Разница между наибольшим и наименьшим установленными стандартами предельными размерами деталей называется допуском или полем допуска. Характер сопряжения (посадки) деталей с цилиндриче- [c.113] ПОНЯТИЕ О НОМИНАЛЬНОМ, ДЕЙСТВИТЕЛЬНОМ И ПРЕДЕЛЬНЫХ РАЗМЕРАХ, ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЯХ, ДОПУСКАХ И ПОСАДКАХ [c.6]Прежде чем приступить к освещению этого вопроса, рассмотрим кратко некоторые понятия о номинальном, действительном и предельных размерах, предельных отклонениях, допусках и посадках (рис. 15). [c.523]
Основные термины и определения, рассмотренные ранее, такие как размер, номинальный размер, действительный размер, наибольший предельный размер, наименьший предельный размер, отклонение размера, верхнее предельное отклонение, нижнее предельное отклонение, допуск размера, посадка, зазор, натяг, система отверстия, система вала остаются в силе, ро вводятся и некоторые новые понятия. [c.231]
Предельные отклонения. Для упрощения на чертежах и в таблицах стандартов на допуски и посадки вместо предельных размеров проставляют предельные отклонения от номинального размера. Верхним предельным отклонением (ВО) называется алгебраическая разность между наибольшим предельным и номинальным размерами нижним предельным отклонением (НО) — алгебраическая разность между наименьшим предельным и номинальным размерами (рис. 1.4 и 1.5). Действительным отклонением называется алгебраическая разность между действительным и номинальным размерами. [c.32]
НОМИНАЛЬНЫЙ, ДЕЙСТВИТЕЛЬНЫЙ И ПРЕДЕЛЬНЫЕ РАЗМЕРЫ, ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ, ДОПУСКИ И ПОСАДКИ (по СТ СЭВ 145—75) [c.14]
Для получения требуемой посадки действительный размер детали, полученный измерением с допустимой погрешностью, должен находиться между двумя предельными размерами, которые называются наибольшим и наименьшим предельными размерами. В системе допусков предельные размеры задаются в виде отклонений от номинального раз.иера. Номинальным называется основной размер, определенный исходя из функционального назначения детали и слул- аш,ий началом отсчета отклоненил. [c.546]
mash-xxl.info
Размеры номинальный, действительный и предельный. Предельные
отклонения. Допуски и посадки .
Основные термины и определения установлены ГОСТ 25346-89 (СТ СЭВ 145-75).
Номинальный размер – размер, который служит началом отсчета отклонений и относительно которого определяют предельные размеры. Номинальные размеры находят расчетом на прочность и жесткость, а также исходя из представления о совершенстве геометрических форм и обеспечения технологичности конструкций изделий. Причем, рассчитанные значения D (для отверстия) или d (для вала) округляют до большего значения, соответствующего рекомендованному ГОСТом на нормальные линейные размеры, которые базируются на ряды предпочтительных чисел. См. выше.
Действительный размер—размер, установленный измерением с допустимой погрешностью. Этот термин введен, потому что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности.
Предельные размеры детали – два предельно допускаемые размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Больший из них называют наибольшим предельным размером, меньший - наименьшим предельным размером. Обозначим их Dmax u Dmin для отверстия, dmax u dmin - для вала. Рис.1.1,стр.7 [2]; рис.5.3, стр. 292 [2].
Рис.5.3. Предельные размеры, отклонения и допуски отверстия и вала (стр. 292, [2]).
ГОСТ 25346-89 устанавливает понятия проходного и непроходного размеров.
Проходной предел - термин, применяемый к тому из двух предельных размеров, который соответствует максимальному количеству материала, а именно верхнему пределу для вала и нижнему пределу для отверстия (при применении предельных калибров речь идет о предельном размере, проверяемом проходным калибром. Непроходной предел—термин, применяемый к тому из двух предельных размеров, который соответствует минимальному количеству материала, а именно нижнему пределу для вала и верхнему пределу для отверстия.
Для упрощения чертежей введены понятия «предельные отклонения от номинального размера»: верхнее предельное отклонение ES, es – алгебраическая разность между наибольшим предельным и номинальным размерами; нижнее предельное отклонение EI, ei –алгебраическая разность между наименьшим предельным и номинальным размерами. Для отверстия ES=Dmax—D; EI=Dmin—D; для вала es = dmax-D; ei = dmin—D. Действительным отклонением называют алгебраическую разность между действительным и номинальным размерами. Отклонение положительно, если предельный или действительный размер больше номинального, и отрицательно, если указанные размеры меньше номинального.
На машиностроительных чертежах номинальные и предельные линейные размеры и их отклонения проставляют в миллиметрах без указания единиц, например 42-0,013+0,003; 42-0,24-0,013; 50-0,170-0,070;42+0,11; 42-0,025, угловые размеры и их предельные отклонения - в градусах, минутах или секундах с указанием единицы, например:
00×30¢40¢¢. Предельные отклонения в таблицах допусков указывают в микрометрах. При равенстве абсолютных значений отклонений их указывают один раз со знаком ± рядом с номинальным размером, например 60±0,2;120±20. Отклонение, равное нулю, не проставляется, наносят только одно отклонение—положительное на месте верхнего или отрицательное на месте нижнего предельного отклонения, например 200-0,2; 200+0,2.
Допуском Т называют разность между наибольшим и наименьшим допускаемыми значениями того или иного параметра.
TD=ES—EI=Dmax—D—Dmin+D=Dmax—Dmin –для отверстия;
аналогично и для вала Td=es--ei=dmax—dmin.
Допуск всегда положителен. Он определяет допускаемое поле рассеяния действительных размеров годных изделий в партии, т. е. заданную точность изготовления. Для упрощения допуски можно изображать графически в виде полей допусков.
Для нормирования требуемых уровней точности установлены квалитеты.
Квалитет – совокупность допусков, характеризуемых постоянной относительной точностью (определяемой коэффициентом ) для всех номинальных размеров данного диапазона (например, от 1 до 500мм). В ЕСДП установлено 19 квалитетов 01,0, 1,2, …,17.
Допуск для любого квалитета определяется формулой: , (*)
где -число единиц допуска, зависящее от квалитета и независящее от номинального размера, I (I) – единица допуска.
Число единиц допуска для квалитетов с 5 по 17 см. табл.
| № ква- лите- та | |||||||||||||
| Значение |
Для каждого квалитета по формуле (*) построены ряды допусков, в каждом из которых различные размеры имеют одинаковую точность, определяемую соответствующим значением .
studlib.info