Настройка параметров сварочного полуавтомата. Давление на полуавтомате
Техника полуавтоматической сварки в среде углекислого газа
- Содержимое:
- Где используется сварка углекислотой
- Техника сварки в углекислом газе
- Какое давление углекислоты при сварке
- Расход углекислоты для полуавтомата
 Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.
Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.
Где используется сварка углекислотой
Заверение о том, что сварочные полуавтоматы для сварки в среде углекислого газа применяются исключительно для ремонта кузовов автомобилей неверное. Сварка с использованием углекислоты, также применяется в следующих отраслях:- Изготовление стальных конструкций с большим количеством сварных швов на 1 п.м.
- Машиностроение.
- Изготовление приборов.
- Ремонт и производство кованых конструкций: решеток, перил, ворот, ограждений и т.д.
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
- Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
- Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
- Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Для определения оптимальной нормы расхода углекислоты при сварке полуавтоматом, опытные сварщики используют следующий метод. Выставляют давление приблизительно, так, чтобы получался идеальный шов, после этого снижают подачу газа и напряжение, пока сварочное соединение не станет пузыриться и шипеть. Возвращаются к успешной последней настройке.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:- Скорость подачи проволоки - зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
- Расход газа - определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
- Удельный расход газа, необходимый для прохождения шва.
В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель - может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
- Подающий механизм - имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
- Держатель со шлангами.
stroy-plys.ru
Как настроить сварочный полуавтомат, отрегулировать величину тока, напряжения и скорость подачи проволоки
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.

Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
svaring.com
Сварка полуавтоматом - сталь в среде СО2. [1] Основы использования
Приветствую, Вас! Для начала рекомендую хорошие интернет магазины - товары и услуги по доступной цене: ...
Сварка полуавтоматом для чайников (Часть 1)
Купить AURORA PRO OVERMAN 180 Mosfet: https://goo.gl/pRzdCs Идеи и полезные советы от 220 Вольт: ✓ http://ok.ru/likevolt ✓ http://vk.com/likevolt ...
7 ошибок при выборе редуктора для защитных газов
В даном видео ролике рассказывается о 7 основных ошибках, которые совершаю электросварщики, при покупке...
как настроить сварочный полуавтомат
советы по настройке сварочного полуавтомата.
Сварка полуавтоматом новичкам | MIG welding basics - Территория сварки
Поддержать проект bitcoin: 1NxGjV4CojBui97guVrJ4FHZMLk5b2zAHP Пополнить кошелек WebMoney Z118921972326 USD U424827059446 UA ...
Какой расход углекислоты Со2 выставлять для полуавтомата.
Какой расход углекислоты для полуавтоматической сварки? Какое выставить давление?
Как настроить давление на редукторе для сварки
В этом ролике вы узнаете как настроить давление на редукторе углекислого газа для сварки. Вк https://vk.com/mastaksvarka...
Сварка полуавтоматом. Как настроить давление защитного газа и его расход.
Сварка в среде аргона. Установка редуктора. Учимся варить. Определение расхода защитного газа и установка...
Сварка полуавтоматом. Как настроить давление защитного газа и его расход.
Определение расхода защитного газа и установка рабочего давления на редукторе при полуавтоматической...
food-health-vika.com
Учебник частного сварщика: Глава 7. ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА
Полуавтоматическая сварка пользуется огромной популярностью у сварщиков. По сравнению со сваркой плавящимися электродами, у нее целый ряд преимуществ:1) сварка производится при малом напряжении холостого хода трансформатора, что позволяет использовать обычную электрическую проводку;
2) отсутствует шлак, что дает возможность хорошо контролировать процесс образования шва;
3) не надо делать остановки на смену электрода;
4) возможность сварки как толстого, так и тонкого металла;
5) высокая скорость сварки и связанные с этим малые деформации металла.
Чаще всего такую сварку приобретают те, кто занимается кузовным ремонтом автомобилей.
Принцип работы полуавтомата
Полуавтоматом можно сваривать как тонкую автомобильную сталь, так и пластины толщиной до 10 мм. Этого вполне достаточно для выполнения всех заказов частного сварщика. Такая универсальность полуавтоматов обусловлена способом формирования сварочного шва. Этот способ можно охарактеризовать как контактно-дуговой (для тонкого металла).
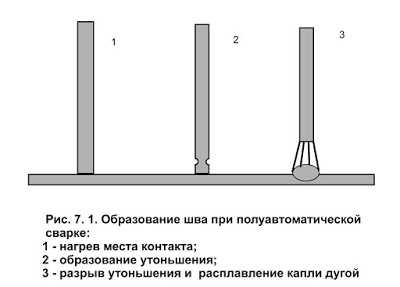
Вы, наверное, замечали, как опытный сварщик варит тонкий металл электродом диаметром 3 мм. Он периодически гасит дугу, удлиняя ее. Такой способ позволяет варить тонкий металл на большом токе, не прожигая металл. В полуавтомате функции гашения дуги выполняются автоматически со скоростью гораздо большей, чем это может позволить себе сварщик. Такая возможность обеспечивает высокое качество сварки тонкого металла. На практике это выглядит так (Рис. 7. 1.):
при соприкосновении конца проволоки (1) с металлом в месте контакта выделяется тепло, проволока разогревается.
Разогрев проволоки приводит к началу ее плавления (2). Расплавляясь, проволока становится тоньше.
Утоньшение разрывается, и возникает дуга (3). Дуга оплавляет оторвавшуюся каплю и, удлинившись, гаснет. Автомат подает проволоку вниз, процесс повторяется вновь. Весь цикл возникновения-гашения дуги повторяется со скоростью примерно 90 раз в секунду, из-за этого дуга при сварке издает характерный шипящий звук.
Устройство полуавтомата
Полуавтомат состоит из следующих элементов:
- выпрямитель переменного тока;
- механизм подачи проволоки;
- баллон с защитным газом;
- подогреватель и осушитель газа;
- шланг для подачи проволоки, электроэнергии и защитного газа к пистолету;
- сварочный пистолет с кнопкой включения сварочного тока, подачи проволоки, защитного газа;
- провод «массы» для включения свариваемой детали в электрическую цепь.
Выпрямитель переменного тока
Выпрямитель переменного тока полуавтомата отличается от аналогичного выпрямителя для дуговой сварки покрытым электродом.
Прежде всего, для полуавтомата требуется выпрямитель с жесткой выходной характеристикой, то есть выдаваемое им напряжение не должно изменяться под воздействием изменения сварочного тока. Это необходимо для быстрого расплавления конца проволоки при соприкосновении ее с металлом.
Жесткая выходная характеристика трансформатора получается при непосредственной намотке вторичной обмотки поверх первичной. Регулировка тока должна осуществляться отводами от витков вторичной обмотки.
Напряжение трансформатора полуавтомата также отличается. Оно должно быть от 18 до 30 вольт. Регулируется отводами от вторичной обмотки трансформатора с таким расчетом, чтобы ступенчато изменять напряжение на величину 3 - 4 вольта.
Включать сопротивление между выпрямителем и сварочной проволокой запрещается.
Конденсаторы фильтра и дроссель также не требуются. Дроссель с небольшой индуктивностью может быть использован для уменьшения разбрызгивания металла.
Механизм подачи проволоки

Полуавтомат потому и называется полуавтоматом, что проволока здесь подается автоматически, а сварка производится вручную.
Катушка для проволоки крепится на специальный штырь, имеющий тормозную пружину. Пружина не дает раскручиваться катушке по инерции в случае остановки подающего механизма.
Подающий механизм (Рис. 7. 3.) состоит из электромотора, редуктора, подающего и прижимного ролика.
Электромотор имеет плавный регулятор оборотов. Ручка регулятора оборотов вынесена на внешнюю панель. Ею сварщик устанавливает скорость подачи проволоки.
Редуктор должен понижать скорость вращения электромотора таким образом, чтобы скорость подачи проволоки находилась в пределах 100 – 300 м/час.
Подающий ролик имеет кольцевую канавку, удерживающую проволоку. Прижимной ролик с помощью пружины создает необходимое толкающее усилие. Сжатие пружины можно регулировать вручную.
Защитные газы
Если вы планируете использовать полуавтомат только для сварки кузовов автомобилей, в качестве защитного газа вам вполне подойдет сварочный углекислый газ. При отсутствии такового можете использовать углекислый газ, предназначенный для газирования воды.
Некоторая пористость шва, получающаяся при использовании пищевого углекислого газа, в кузовных работах вполне допустима.
Если вы рассчитываете заниматься не только кузовами, но и более ответственными работами, например, сваркой емкостей, работающих под давлением, то необходимо подумать о более надежной защите.
Самый лучший вариант – использовать для защиты места сварки смесь аргона и углекислого газа. Аргона в смеси должно быть 75 – 85%, углекислого газа 15 - 25%. Такая смесь дает высокое качество шва. Чистый аргон использовать нельзя, так как дуга будет удлиняться до токоподводящего мундштука, и равномерная сварка не получится.
При невозможности приобрести такую смесь, используйте осушенный сварочный или пищевой углекислый газ.
Осушитель углекислого газа
Схема осушителя углекислого газа приведена на Рис. 7. 4.
Влага, содержащаяся в углекислом газе, вызывает пористость шва. Удалить ее можно, используя простейший осушитель.
Влагопоглотитель засыпается в корпус и с двух сторон уплотняется фильтрами твердых частиц и решетками. Решетка на выходе для надежности поджимается пружиной.
В качестве влагопоглотителя можно использовать силикагель, алюмогликоль, медный купорос, хлористый кальций.
Силикагель и медный купорос можно восстанавливать, прокаливая при температуре 250 - 500°С в течение 1 – 2 часов.
Подогреватель
При сварке металла более толстого, чем автомобильный кузов, приходится устанавливать повышенный расход защитного газа.
Углекислый газ в баллоне получается путем испарения жидкой углекислоты. При повышенном испарении углекислота сильно охлаждается, и углекислый газ, проходящий через редуктор и осушитель, может превращаться в лед, забивающий проходные каналы.
Сильно охлажденный газ предварительно подогревается специальным подогревателем. Схема подачи защитного газа с использованием подогревателя и осушителя приведена на Рис. 7. 5.
Сильно охлажденный газ выходит из баллона, подогревается в подогревателе, отдает излишнюю влагу в осушителе и выходит на манометр.
Манометр можно использовать обычный кислородный, или же приобрести специальный углекислотный. Разница между ними несущественна.
Схема подогревателя изображена на Рис. 7. 6.
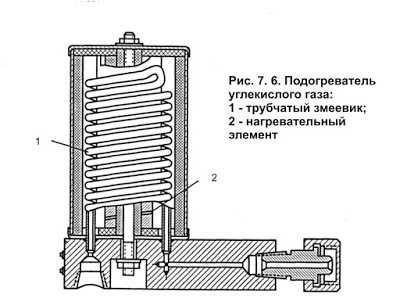
Нагревательный элемент питается напряжением 20 – 36 вольт. Газ, проходя по змеевику, нагревается до температуры 10 - 15°С.
Шланг подвода газа, проволоки, электроэнергии
Разрез такого шланга изображен на Рис. 7. 7.
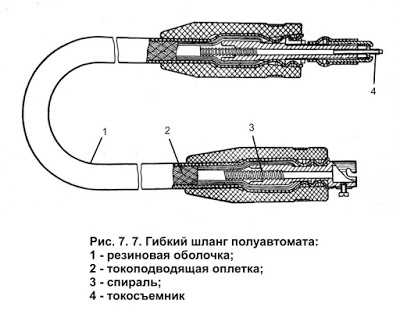
Резиновая оболочка является направляющей для подвода защитного газа.
Ток к токосъемнику подводится по многожильной токоподводящей оплетке.
Спираль облегчает скольжение сварочной проволоки.
Ток к сварочной проволоке подводится с помощью токосъемника.
Соотношение между диаметром сварочной проволоки и внутренним диаметром спирали и токосъемника смотрите по Таблице 7. 1.
Сварочный пистолет
То, что держит сварщик в руке при сварке полуавтоматом, действительно напоминает пистолет: рукоятка, курок, ствол.
Курок, он же выключатель сварочного пистолета, выполняет три функции. Одним нажатием курка мы включаем подачу сварочного тока, защитного газа, сварочной проволоки.
Если вы приобретаете готовый сварочный пистолет, обратите внимание на Рис. 7. 8.; возможно, это то, что вам как раз нужно.

Пистолеты заводского изготовления, как правило, поставляются вместе со шлангами.
Полуавтоматом можно производить сварку алюминия. Для этого требуется защитный газ аргон и пистолет, изображенный на Рис. 7. 9.
Во время работы пистолет нуждается в постоянном уходе. Брызги металла, в изобилии образующиеся при газовой сварке, попадают в полость между газовым соплом и контактным наконечником. Их необходимо регулярно удалять маленькой отверткой.
Второе приспособление, что должно быть всегда под рукой, – кусачки-бокорезы. Ими удаляется излишек сварочной проволоки.
В процессе сварки необходимо контролировать такой параметр, как вылет сварочной проволоки (Рис. 7. 10.). Его величина часто указывается в специальных таблицах.

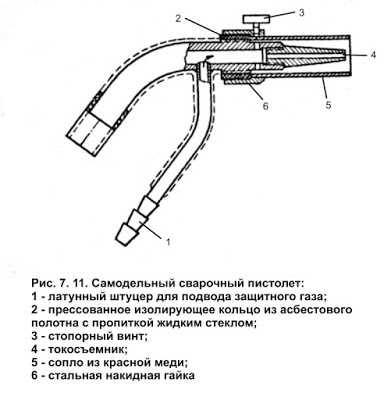
При желании сварочный пистолет можно изготовить самостоятельно. Один из вариантов такого изготовления показан на Рис. 7. 11. Шланг для подвода газа здесь выполнен отдельно. Сварочный ток и проволока подаются по общему шлангу. Токоподводящий наконечник сделан из мундштука газовой горелки.
Сварочная проволока
В полуавтомате лучше всего использовать два вида сварочной проволоки.
Первый – проволока, легированная марганцем и кремнием. Ее марка СВ – 08 ГС или СВ ‑08 Г2С. При сварке выгорающие марганец и кремний замещаются поступающими из проволоки. Углекислый газ является активным, при высокой температуре дуги он разлагается на углерод и кислород. Кислород активно окисляет плавящийся металл, что вызывает поры. Марганец и кремний удаляют кислород из сварочной ванны. Такую проволоку рекомендуется использовать в помещении, где нет ветра, сдувающего защитный углекислый газ.
Вторую разновидность проволоки можно использовать при сварке вне помещений. Она является самозащитной, углекислый газ для ее защиты не требуется. Марки такой проволоки: ЭП 245; ЭП 439; СВ 20ГСТЮА; СВ 15ГСТЮЦА. Кроме кремния и марганца проволока содержит алюминий, титан, церий, цирконий. Такая проволока дороже газозащитной, поэтому ее лучше использовать только для работы вне помещений. Качество шва, сваренного такой проволокой, ниже, чем газозащитной.
Проволока с флюсовой сердцевиной, она же порошковая, внутри наполнена флюсом, улучшающим качество сварки. Некоторые ее марки также являются самозащитными, и ими можно варить вне помещения: ПП-1ДСК; ПП-АНМ-1; ПП-АН7; ПП-АН11.
При покупке проволоки обращайте внимание на ее внешний вид. Загрязнения, ржавчина, следы масла очень быстро засорят спираль шланга вашего полуавтомата. Лучше всего, если катушка с проволокой будет упакована в герметичную полиэтиленовую пленку.
Выбор полуавтомата

При покупке полуавтомата вначале определитесь, для чего он вам нужен. Полуавтомат незаменим только при сварке тонкого листового металла, для чего его чаще всего и приобретают. Такой аппарат стоит недорого и способен работать от сети 220 В. Примерный образец такого полуавтомата смотрите на Рис. 7. 12.
Если вы планируете организовать стационарное мелкосерийное производство толстых металлических конструкций, стоит задуматься о приобретении полуавтомата профессионального типа (Рис. 7. 13.).
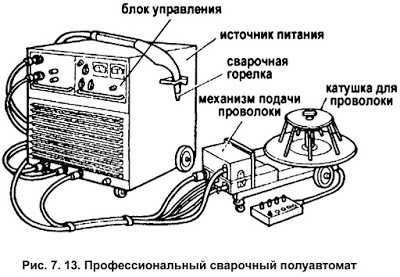
Между этими двумя крайними полюсами находится масса аппаратов бытового и полупрофессионального типов. Делая выбор, посмотрите в паспорте аппарата, на какую толщину металла и продолжительность сварки он рассчитан. Что такое продолжительность сварки, посмотрите еще раз Главу 3. При приобретении аппарата для кузовных работ выбирайте тот, что реализует дополнительную услугу в виде точечной сварки.
Выбор режимов сварки
При сварке полуавтоматом большое значение имеет полярность тока, напряжение на дуге, диаметр и вылет электродной проволоки, а также скорость подачи проволоки.
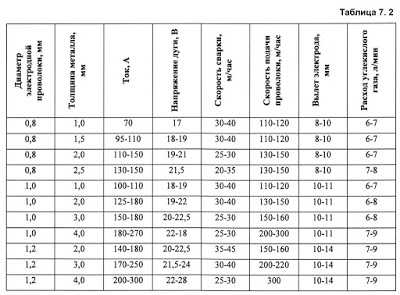
Чаще всего применяется постоянный ток обратной полярности. Величину тока установите по Таблице 7. 2. В некоторых аппаратах вместо шкалы сварочного тока имеется шкала установки напряжения на дуге. Регулировку можно производить любым из этих параметров.
Второй устанавливаемый параметр – скорость подачи сварочной проволоки. Скорость подачи сварочной проволоки имеет большое значение для нагрева и качества шва. При правильно выбранной скорости аппарат издает равномерный шипящий звук. Практически все современные аппараты обеспечивают плавную регулировку скорости подачи проволоки. Ручка регулировки устанавливается на передней панели аппарата.
Третья регулировка – расход защитного газа. При наличии редуктора с расходомером расход установите редуктором, нажав курок пистолета. Подачу проволоки при этом необходимо остановить, повернув влево до упора ручку регулировки подачи проволоки. Если это не помогает, поднимите нажимной рычаг прижимного валика (Рис. 7.14.). При отсутствии расходомера расход газа определите опытным путем, устанавливая давление на редукторе в пределах 0,3 – 0,8 кгс/см².
Два следующих параметра (скорость сварки и вылет электрода) поддерживайте в процессе сварки.

Подготовка полуавтомата к работе
Вначале положите пистолет с подсоединенным кабелем на пол, максимально выпрямив кабель.
Катушку с проволокой освободите от полиэтиленовой упаковки, кусачками откусите загнутый конец проволоки. С торца откушенной проволоки напильником удалите заусеницы. Придерживайте проволоку свободной рукой, иначе она размотается.
Катушку с проволокой вставьте в аппарат и заведите свободный конец проволоки в направляющие.
Регулятор подачи проволоки поставьте на минимальные обороты и включите механизм подачи.
Дождитесь выхода проволоки из пистолета и откусите ее по размеру вылета (Таблица 7. 2.).
Дальше установите силу прижимного усилия. В разных конструкциях она может устанавливаться по-разному, но принцип везде один: сила нажима прижимного ролика регулируется сжатием (растяжением) пружины. В процессе работы проволока может привариваться к токосъемному наконечнику, и, если давление прижимного ролика велико, она начинает скручиваться. Прижмите пистолет к полу, имитируя залипание проволоки. Включите подачу проволоки и понаблюдайте за подающим механизмом. Ролики должны вращаться, но проскальзывать. Поднимите пистолет и убедитесь, что проволока свободно подается. Регулировку можно считать завершенной.
Тренировочные упражнения
Особенностью сварки полуавтоматом является быстрое обучение такой сварке. Возьмите металлическую пластину толщиной 1 мм, установите режимы сварки по Таблице 7. 2. Поднесите пистолет на расстояние 10 мм от пластины и нажмите курок. В направлении наложения валика наклоните пистолет под углом 35° к пластине и равномерно перемещайте пистолет.
При формировании валика учитывайте три параметра: скорость ведения пистолета вдоль места сварки, скорость подачи сварочной проволоки, напряжение на дуге.
Пистолет ведите с такой скоростью, чтобы шов формировался равномерно без прожигания пластины и значительных наплывов на ее поверхности.
Скорость подачи сварочной проволоки является ключевой для получения качественного шва. Если скорость подачи слишком велика, то выступающая из пистолета ее часть будет раскаляться докрасна, издавая громкий треск. Проволока должна расплавляться прямо у шва. Потренируйтесь устанавливать эту скорость для различной толщины металла.
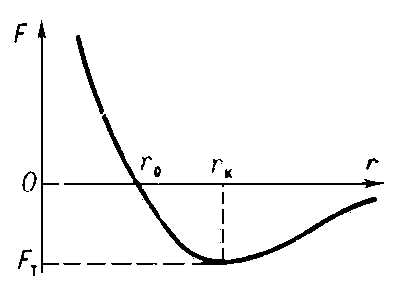
Напряжение на дуге установите, ориентируясь на форму шва, так, как это показано на Рис. 7. 15.
Практические работы
Полуавтомат наиболее удобен для ремонтной сварки автомобилей или изготовления тонких металлических конструкций.
При сварке автомобилей наиболее трудоемка не сама сварка, а подготовительные работы. От качества подготовки сильно зависит и качество сварки.
Если у вас нет опыта ремонта кузовов автомобилей, поработайте вначале в паре с опытным слесарем-жестянщиком.
Подготовительные работы начинаются с удаления смятой или проржавевшей детали кузова.
Внешняя деталь (крыло, порог) удаляется с использованием остро заточенного зубила. Для удаления сварных точек лучше всего использовать зубило, показанное на Рис. 7. 16.
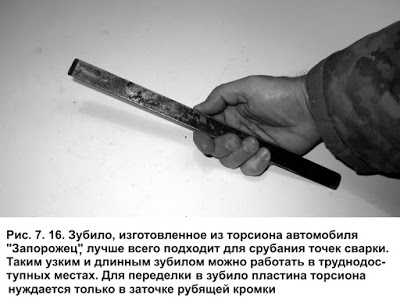
Сварные точки автомобиля – довольно прочная конструкция, и при их удалении зубилом возможно смятие основы кузова, к которой в дальнейшем будет привариваться новая деталь. Более аккуратно деталь можно удалить, срезав ее угольным электродом или отрезным диском. При этом остается только узкая полоска, непосредственно контактирующая с оставляемой основой. Эта полоска удаляется так, как показано на Рис. 7. 17.
Вырезание проржавевшей части кузова осуществляется отрезным диском, угольным электродом или плазменным резаком. Удаляйте все части кузова, тронутые ржавчиной.
После удаления ржавой детали изготовьте по форме выреза заплатку: положите на вырезанное пространство ватман и обозначьте контур выреза (Рис. 7.18.).
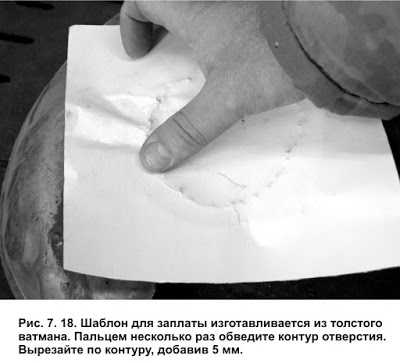
Готовый шаблон положите на металлическую пластину, обведите белым или желтым карандашом. Вырежьте металлическую заплату. Толщина заплаты должна быть равна толщине ремонтируемого металла.
Следующей операцией будет очистка места сварки до металлического блеска. Наиболее подходит для такой цели обычный отрезной диск. За счет большой скорости вращения он разогревает старую краску, что способствует ее быстрому удалению.

Наиболее простой является сварка заплатки, закрываемой в дальнейшем ковриком, панелью и так далее.
В этом случае прихватываем заплатку в четырех-шести местах, затем делаем частые прихватки с расстоянием между ними 2 – 3 сантиметра. Плотно подгоняем нахлестку, удаляем выступающие части прихваток и привариваем в такой последовательности, как нам удобно.
Иногда случается, что из-за нагрева или некачественной подгонки между пластинами возникает увеличенный зазор. Его можно устранить, освоив метод прерывистой сварки. Сварку ведите, периодически выключая курок пистолета. Таким способом можно заполнять и отверстия в металле диаметром до 10 мм.
С заплаткой, размещаемой на внешней поверхности автомобиля, следует обращаться более осторожно. Она будет маскироваться только тонким слоем шпаклевки, поэтому здесь нельзя допускать небрежной подгонки и деформации в процессе сварки.

Такую заплатку следует сваривать короткими швами вразброс. Это уменьшает деформации в процессе сварки. После установки прихваток и удаления их выступающих частей производим сварку короткими швами. Каждый последующий шов располагаем как можно дальше от предыдущего. Длина шва – 0,5 – 2 см. Последними свариваем замыкающие участки между этими швами.
Внешняя облицовка автомобиля приваривается точечной сваркой. Полуавтомат, оборудованный приспособлением для точечной сварки, может выполнять сварку сплошных листов металла, однако более надежным является способ точечной сварки по отверстиям.
Отверстия просверливаем в той сопрягаемой детали, куда при сварке будет удобно ставить пистолет. Противоположную деталь зачищаем до металлического блеска. Диаметр отверстий 5 мм. Расстояние между ними выбираем соответственно заводской точечной сварке.
Деталь ставим на быстродействующие зажимы. Как показывает практика, таких зажимов должно быть не менее 6. Четыре ставятся по краям детали, а два стягивают листы в непосредственной близости от места сварки.
Плотно прижав пистолет к детали, нажимаем на курок. Время сварки устанавливаем 0,3 – 3 сек. Точки, полученные таким способом, по прочности не уступают заводским, выполненным электроконтактным способом.
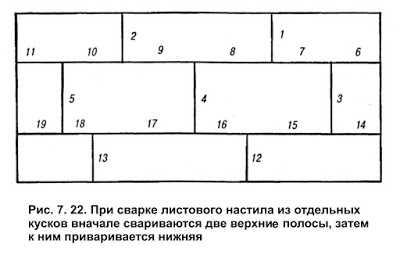
При изготовлении металлических конструкций из листового материала также необходимо учитывать возможность деформаций. Примеры правильной последовательности сварки изображены на Рис. 7. 22 и 7. 23.

svarnoj.blogspot.com
видео, режимы и скорости, советы
Сегодня сварка автомобиля полуавтоматом с газом в домашних условиях не является необычным явлением. Полуавтомат для сварки доступен не только в профессиональной деятельности.
В любом специализированном магазине предлагают качественные аппараты для сварки швов — цена их доступна потребителям.
Их популярность растет, благодаря простоте действий, швы на изделиях из меди, титана, стали, алюминия, нержавейки получаются аккуратные, качественные.

При этом пользователю не обязательно быть профессионалом.
Даже наличие небольших навыков и просмотр видео для начинающих помогут правильно заварить шов кузова автомобиля, выполнить соединение труб из нержавейки.
Конструкция, принцип действия сварочного полуавтомата
Сварочный полуавтомат представляет собой агрегат, работающий от электрического тока. Им преобразовывают электроэнергию в тепловую с помощью электрической дуги.
Сварка труб, кузова авто, других изделий из меди, титана, стали и нержавейки проводится электродной проволокой, которую нужно подавать в точку сварки постоянно.
В качестве электрода предполагается расход калиброванной проволоки определенной толщины.
Покрывают ее чаще всего медью, чтобы получить высокий уровень скольжения электроконтакта.
Проволока расположена на специальной катушке, что дает ей возможность при работе разматываться равномерно, ее расход будет под контролем.
Аппарат для сварки имеет:
- Устройство подачи электрода — схема механизма в разных моделях может отличаться подачей проволоки, ее расход можно регулировать, в аппарате может быть различное количество прижимных роликов. В зависимости от конструкции данного механизма зависит цена аппарата;
- Горелка — отличается потребляемой мощностью, каждый вид горелки может охлаждаться разными способами. Чем выше мощность, тем больше цена полуавтомата;
- Источник электроэнергии;
- Пистолет;
- Шланги различного диаметра;
- Редуктор для газа.
Сварочный полуавтомат может быть представлен несколькими видами, которые делят по характеристикам:
- По способу перемещения. Полуавтоматы бывают переносными или передвижными, их используют в домашних условиях или в небольших мастерских для ремонта кузова автомобиля, труб, прочих изделий. Также есть стационарная техника — чаще всего используется на предприятиях. Цена переносного аппарата меньше, чем стоимость стационарного;
- Способ защитных швов. Защитный шов может производиться газом, слоем флюса, порошковой проволокой;
- Тип порошковой проволоки. Может использоваться сплошная стальная или алюминиевая проволока. Есть универсальные сварки, где установлено два вида проволоки — цена такого полуавтомата будет выше.
Сварщик в процессе работы может сталкиваться с разными металлами, в том числе и изделиями из нержавейки. В связи с этим разработчики полуавтомата внедрили режимы сварки полуавтоматом.
Настройка агрегата позволяет выбрать именно тот режим, давление, скорость подачи проволоки, которые нужны для сварки определенного тонкого металла или нержавейки.
Видео:
Режимы могут быть такие:
- применяя короткое замыкание для дуговой сварки, или не применяя его;
- крупнокапельные, среднекапельные, мелкокапельные виды;
- применяя разбрызгивание флюса, не применяя его.
На выбор режима сварки также влияет назначение детали автомобиля, на которую нужно наложить шов.
Для облегчения проведения сварки, специалист может выбрать цикличную сварку — там применяется дуговой метод. Иногда применяется точечная сварка или импульсная.
Бывает сварка, где часть тонкого свариваемого металла, труб или нержавейки перемещается струйным методом или сваривается путем кругового переноса металла.
На практике часто используют импульсный дуговой режим, если при сварочных работах применяется сварка в среде углекислого газа. Ток при этом обратной полярности.
Таким образом, металл плавится при работе не очень быстро, но сварочный дуговой режим получается стабильным, шов — очень прочный.
Сварка в защитных газах применяется для соединения кузова, деталей автомобиля, труб, выполненных из цветного тонкого металла, меди, титана, оцинковки, легированной, углеродистой стали, нержавейки.
Применяется углекислота в баллоне углекислого газа, где высокое давление. Настройка расхода производится через пистолет. Особенно пригодится этот метод для сварки оцинковки.
Редуктор стабилизирует давление газа до того, как он попадет в зону рабочего процесса. Схема сварки с газом показана на видео.
Видео:
Сварочный полуавтомат обладает рядом преимуществ в сравнении с обычной сваркой:
- высокое качество швов;
- при сваривании небольшого шва процесс может осуществляться на вертикальных поверхностях, т.е. растекаться металл не будет;
- при работе полуавтоматом в окружающую среду не выделяются вредные вещества.
Какой сварочный аппарат нужен?
Выбирая сварочный аппарат для начинающих, стоит учитывать некоторые моменты: соединение толстого или тонкого металла будет необходимо, какой нужен будет соединительный шов, а также условия, в которых будет проводиться работа.
После определения задач, которые будет выполнять сварочный полуавтомат, нужно обратить внимание на качество, которое имеет техника.
Обязательно нужно узнать отзывы о марке полуавтомата, которую приобретаете, и о заводе, выпустившим его, как производится настройка. Цена не должна быть очень низкой.
Перед покупкой сварочного полуавтомата стоит оценить напряжение в помещении, где он будет использоваться.
Мощность агрегата напрямую будет зависеть от показателей электросети.
Если есть возможность подключаться к напряжению 380В (трехфазному), то можно купить трехфазную модель.
Качество работы в этом случае будет выше, цена, соответственно, также.
У полуавтоматов с малой мощностью цена будет невысокой, но обрабатывать им можно только тонкий металл. На фото изображены полуавтоматы.
Фото:

При оформлении покупки важно узнать, если на аппарат гарантия и как далеко находится центр сервисного обслуживания.
Следует сразу уточнить, где можно купить расходные материалы в случае необходимости.
Как подготовить аппарат и провести сварку своими руками?
Чтобы работа со сварочным автоматом была безопасной, необходимо правильно подготовить агрегат к работе.
Схема действий включает подготовку поверхности материала, на который нужно наложить шов.
Поверхность детали автомобиля, труб или нержавейки следует очистить от мусора, грязи, удалить масло, влагу, ржавчину.
При выполнении этих операций нужно пользоваться тряпочкой, щеткой для металла.
Очищенную поверхность из меди, титана, стали необходимо обезжирить, протравить. На видео можно посмотреть, как правильно подготовить поверхность.
Видео:
При работе полуавтоматом важна правильная настройка агрегата, расход, скорость подачи проволоки. Схема действий описана ниже.
Проверить заземление агрегата. Техника обязательно должна быть присоединена к проводнику заземления.
Проверить напряжение, которое есть в данный момент в сети, так как некоторые модели негативно воспринимают отклонения напряжения от нормы, скорость подачи проволоки будет снижена.
Установить режим агрегата. Производители выпускают полуавтоматы, имеющие большое количество настроек. Они дают возможность подобрать индивидуальный режим работы для разных металлов.
Диаметр наконечника должен быть больше, чем размер проволоки на несколько миллиметров, поэтому его нужно отрегулировать.
Настроить горелку и механизм с проволокой. Если этого не сделать, то процесс сваривания пройдет с ошибками, что вызовет брак в работе, большой расход материалов, неправильную скорость подачи.
Проволока также должна быть качественной, поэтому ее необходимо проверить на предмет различных повреждений, вмятин.
Чтобы правильно провести сварочные работы самостоятельно, без привлечения профессиональных сварщиков, должна быть изучена схема, просмотрено видео, после чего нужно выполнить такие этапы:
- Подобрать необходимый сварочный ток, скорость подачи, давление, расход проволоки, выбрать необходимый режим. Как правило, к каждой модели сварочного полуавтомата дается инструкция, схема. При выборе параметров следует руководствоваться ее данными;
- После настройки режима, техника должна сделать пробную сварку. Для этого производится шов на пробном куске толстого или тонкого металла, изделии из меди, титана, стали. Если будет необходимость, то выбранные параметры стоит откорректировать: давление, скорость, мощность. Если полуавтомат настроен, как рекомендует схема и стандарты ГОСТ, то дуга будет устойчивой и операцию можно выполнять на детали автомобиля, на поверхности труб;
- Переключить механизм подачи проволоки в позицию «пуск» и подать флюс;
- Держатель нужно поставить в таком положении, чтобы его наконечник поместился в сварочную зону;
- Вместе с нажатием кнопки «пуск» нужно чиркать в месте соединения, после этих действий должна загореться дуга.
Сварка с газом
Сварка кузова автомобиля, труб, других изделий из меди, титана, стали полуавтоматом с газом представляет собой процесс соединения частей металла, путем подачи проволоки к месту соединения.
Вместе с этим подается защитный газ. Защитный газ является гарантией того, что воздух не окажет негативного воздействия нагретым, расплавленным металлам.
Видео:
Схема проведения полуавтоматической сварки есть в ГОСТ, положения документа должны быть соблюдены.
Сварка в защитных газах имеет свои преимущества. Процесс не требует приобретения оборудования, у которого высокая цена.
Работы в среде углекислого газа можно проводить в любых частях строения, здания, расход дополнительного источника энергии не происходит.
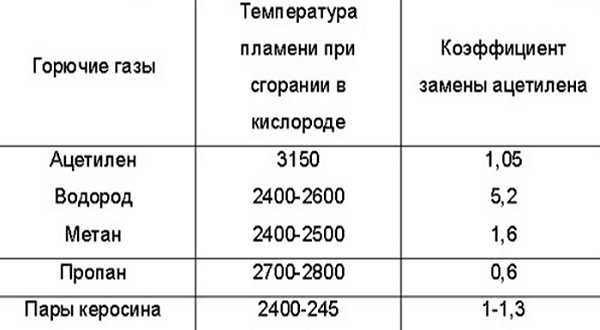
При проведении сварочных операций есть возможность изменять мощность пламени, таким образом, можно соединять различные материалы: соединения меди и титана, латуни и свинца, прочие металлы, у которых температуры плавления отличаются.
В ГОСТ описаны требования, которые предъявляются к соединениям металлов, необходимая схема.
Сварка чугуна полуавтоматом, а также меди, свинца, латуни проходит быстрее, поверхности крепче свариваются именно этим видом сварки.
Если установить правильно вид, мощность аппарата, выбрать подходящую присадочную проволоку, ее правильный расход, скорость подачи, то швы будут высокого качества.
Поверхности, которые подвергались сварке, медленно нагреваются и так же остывают. При выполнении сварки на поверхностях из меди, титана, стали можно регулировать температуру пламени.
Если пламя направлено вертикально, то температура будет максимальной, если изменить у пламени угол наклона, уйти от вертикальных поверхностей, температура снизится.
Швы могут иметь более высокую прочность, чем швы, полученные сваркой электродуговым методом. Размер, вид швов указан в стандартах ГОСТ.
Данным видом сварки можно не только сваривать поверхности из меди, латуни, чугуна, титана, свинца, но и резать их, закалять.
Видео:
При проведении сварочных работ в среде углекислого газа применяют два вида аппаратов.
В одном сварка проходит в среде аргона или другого инертного газа, без углекислого газа. Второй вид аппарата производит сварку в среде углекислого газа.
Применение газового баллона, при высоком давление углекислого газа, затрудняет ремонт кузова автомобиля, труб на открытой местности.
Но если проводить работы стационарно, то такой вид сварки, в среде углекислого газа, считается лучшим. Стандарты на аппараты, которыми проводят сварку в газовой среде, описаны в ГОСТ, прилагается схема для проведения работ.
Электродная проволока, применяемая при сварке с газом, содержит в составе марганец, кремний.
Она подается в точку сварки вместе с газом, расход проволоки строго контролируется.
Он защищает проволоку и металл от воздействия, оказываемого окружающей средой.
Какую марку проволоки выбрать для определенного сварочного полуавтомата, стоит уточнить в стандартах ГОСТ.
Применяя такой вид сварки, можно сэкономить время, так как не нужно менять электрод, зачищать швы от шлаков.
Несмотря на то, что швы при сварке с газом получаются крепче и аккуратнее, стоит помнить, что состав газа окажет влияние на внешний вид швов.
Так, сварка в среде чистого углекислого газа даст чешуйчатый рельеф шву. Если в углекислый газ добавить аргона, шов будет гладкий, ровный. Сварка при помощи аргона не требует дальнейшей обработки.
Сварка без газа
Сварка полуавтоматом без газа является перспективным направлением. Соединение происходит с помощью проволоки-флюса.
Она выглядит как стальная трубка, где находится специальный порошок для сварки.
Видео:
Флюс по внешнему виду напоминает обмазку электродов. В момент, когда возникает высокая температура, флюс сгорает.
В результате создается облако из газа, которое внешне схоже со сваркой с помощью электрода.
Конструктивные элементы сварки полуавтомата без применения газа можно изучить в ГОСТ.
Сварка полуавтоматом без газа обладает основным достоинством — отсутствие баллонов, в котором есть давление газа.
Сварку кузова, труб можно проводить на любой точке местности, в любом строении.
Проволоку для выполнения сварочных работ можно выбрать с любым составом — он зависит от материала: поверхность из меди, титана, стали, алюминия, прочего металла.
В стандартах ГОСТ описаны требования к проволоке, которая используется при сварке деталей автомобиля, его кузова, труб полуавтоматом без использования газа.
Цена проволоки с различным составом будет отличаться. Расход также может быть различным в зависимости от объема работ.
Там же в ГОСТ описаны требования, которые предъявляются характеристикам, видам швов после применения сварки такого вида.
Специалисты рекомендуют после того, как будет наложен сварочный шов, сделать еще один сверху. Это связано с тем, что на шов может попасть шлак, образованный отработанным флюсом.
Такой шов не будет герметичным, поэтому понадобится дополнительная обработка.
Видео:
Флюсовая проволока отличается повышенной жесткостью.
По этой причине подавать ее в область сварки необходимо с усилием. При проведении операций нужно следить, чтобы шланги не изгибались, полярность «массы» и фазы строго соблюдалась.
В ГОСТ есть схема, описаны условия, при которых должны проводиться работы.
rezhemmetall.ru