Газ для полуавтоматической сварки: виды и особенности. Газ для сварки как называется
Какой газ используется при сварке как элемент сварочной смеси
Существует несколько видов сварки, отличающихся друг от друга методом получения сварочной ванны высокой температуры, предназначенной для резки или соединения различных металлов и сплавов: электрическая дуга, ультразвук, газовое пламя. Принцип действия заключается в том, что края конструкций подлежащих воссоединению, плавятся, и в месте их стыка образуется совершенно новая структурная единица – сварочный шов.
Сварочные газы
Показатель температуры зависит в первую очередь от того, какой газ используется при сварке. Например, в результате реакции воды с карбидом кальция, выделяется ацетилен, который взаимодействуя с кислородом, дает возможность получить температуру пламени более 3000 градусов. К сварочным газам относятся все разновидности пропанов, бутанов, МАФ (альтернатива ацетилену), бензолов, керосинов и прочих.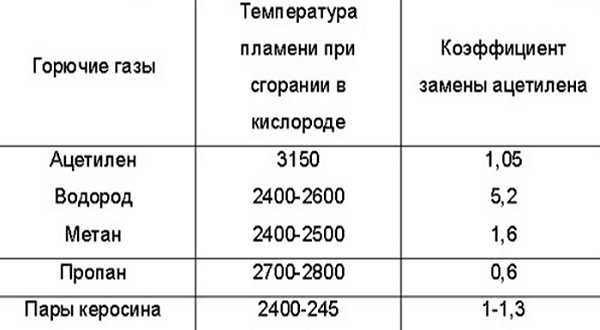
Присутствие кислорода, являющегося катализатором горения, обязательно в процессе применения любых сварочных газов. Подаваемый в горелку кислород, должен иметь высокое качество и чистоту. От этих показателей зависит максимальная температура, получаемая во время работы.
Элементы газовой смеси
Независимо от того, какой газ применяется при сварке, важно помнить, что получить высокую температуру горения и определенные свойства пламени, можно только при использовании в смеси технически чистого кислорода. От качества составляющей зависит полнота сгорания или испарения горючих элементов, а от количества – свойства, получаемые пламенем: восстановительные или окислительные.
Особые требования предъявляются к условиям хранения и подачи. Использование специальных отдельных баллонов необходимо в данном случае:
- технический кислород является мощным катализатором;
- многие газы, применяемые для сварки, очень токсичны.
Если применяется атмосферный кислород, то вряд ли удастся получить идеально ровные швы. При этом изменятся свойства металла, обретенные в процессе расплавления и соединения, что значительно снизит качество сделанного шва.
Считается не эффективным использование в сварочной газовой смеси обычного кислорода, содержащегося в атмосфере. Наличие примесей, существующих в воздухе, значительно уменьшает скорость сгорания элементов, что отражается на температуре пламени.
Сварочные газы
Независимо от того, какой газ используют при сварке, инертный или углекислый, следует помнить о соблюдении пропорций в смеси. Конкретный выбор зависит от металла. Например, в сварке стальных конструкций преобладает углекислый газ (около 18%), а при работе с нержавеющей сталью – аргон (почти 98%).
При сварке применяются инертные и активные газы. Инертные элементы, как правило, не ядовиты, не взаимодействуют с металлом и не растворяются в них.
- Аргон (Ar) – не имеет цвета и запаха, не горит, тяжелее воздуха в полтора раза. Различают два сорта. Высший сорт используется для сварки нагружаемых металлоконструкций из активных и редких металлов и сплавов. Первый сорт необходим для алюминиевых и стальных изделий.
- Гелий (He) – без цвета, запаха, легче воздуха. Различают два вида: высокой чистоты и технический элемент. Редкое использование гелия обусловлено его высокой стоимостью. Рекомендуется для чистых и активных металлов, алюминия и стали.
- Азот (N2) – не имеет цвета, запаха. Применяется для меди и медных сплавов. Бывает 4 сорта азота с разным содержанием вещества.
Газы активные служат защитой сварочной зоны от воздуха, вступают в химическое взаимодействие с металлами и растворяются в них.
- Кислород (О2) – не имеет цвета, запаха, вкуса. Кислород не горит, но является мощным катализатором, поддерживающим горение. Применяется в смесях с инертными или активными компонентами.
- Углекислый газ (СО2) обладает запахом и ярко выраженными окислительными свойствами. Отлично растворяется в воде и весит в 1,5 раза тяжелее воздуха. Различают 3 сорта вещества, которые используют для соединения чугунных, низко и среднеуглеродистых металлов и сплавов, низколегированных конструкций и коррозийных сталей. Следует помнить, что двуокись углерода в сварке не применяется.
Улучшают процесс и качество шва с помощью сварочных смесей. Наиболее востребованы смеси:
- гелий и аргон;
- аргон и кислород;
- углекислый газ и аргон;
- кислород и углекислый газ;
- аргон, углекислый газ, кислород.
Выбирая, какой газ для сварки подойдет в конкретном случае, необходимо учитывать несколько факторов: характеристики соединяемого металла, тип оборудования, желаемую форму шва, условия выполнения работы, свойства химического состава.
Газовая сварка стоит дороже электрической, потому что цена ацетилена и кислорода значительно выше стоимости электрической энергии, требуемой при контактной или дуговой сварке.
stroitel5.ru
Газ для полуавтоматической сварки: виды и особенности
Зачастую сварочный полуавтомат используют в связке с проволокой без защитной среды, которая свойственна электродам. При этом возникает опасность негативного влияния кислорода на сварочную ванну. Попадая из атмосферы кислород ухудшает качество сварного шва, а само соединение ненадежно и легко подвержено механическому воздействию.

Этих трудностей можно избежать путем изоляции сварочной ванны с помощью газа. Конечно, вы можете применить метод обмазки электрода и использовать его, но связка проволока+газ гораздо эффективнее. В этой статье мы подробно расскажем, какой газ применять при сварке полуавтоматом, где он применяется и какие достоинства есть у такого метода сварки.
Содержание статьи
Область применения защитного газа для сварки полуавтоматом
Область применения защитного газа широка: без него невозможно представить процесс сварки полуавтоматическим сварочным аппаратом (кроме тех случаев, когда используется самозащитная проволока), газ широко используется в авторемонтных мастерских, а также в цехах для сборки сложных конструкций из цветного металла. Кроме того, на большинстве металлургических предприятий и заводов используется полуавтоматическое сварочное оборудование, а где полуавтомат, там и газ.
Какой газ нужен для сварки полуавтоматом

Выбирая, какой газ использовать для полуавтоматической сварки, нужно заранее знать виды и свойства каждого из газов, используемых в работе сварщика. Зачастую используются следующие газы:
- Ацетилен. Это самый распространенный сварочный газ, получивший свою популярность благодаря хорошим характеристикам. От других газов он отличается тем, что обладает самой высокой температурой горения, из-за чего его нередко используют даже для резки металла. Ацетилен добывается путем химического взаимодействия воды и углеродистого кальция, для его производства часто используются специальные генераторы. Обратите внимание, что углеродистый кальций в составе ацетилена склонен к повышенному поглощению влаги из атмосферы, так что соблюдайте безопасность при хранении этого вида газа. Ацетилен легче воздуха, прозрачный, но при этом его легко отличить по резкому специфическому запаху.
- Водород. Менее популярный вид газа, но все же использующийся для сварки стали и тонкого алюминия. Он не имеет запаха и цвета, но при этом считается очень взрывоопасным из-за своей главной особенности: при смешивании с кислородом водород начинает активно гореть и превращается в гремучий газ. По этой причине следите за давлением водородных баллонов, оно не должно превышать 15 мегапаскалей. Водород производят так же, как ацетилен, с помощью генераторов. Но помимо генератора водород можно добыть с помощью синтеза воды, когда кислород и водород разделяются.
- Коксовый газ. Вещество, не имеющее цвета, с сильным сероводородным запахом. По сути своей, это просто побочный продукт, получаемый при производстве кокса (который, в свою очередь, добывается из каменного угля). От других газов отличается относительной безопасностью, его можно перемещать даже через трубопровод. Применяется редко в силу специфичности характеристик.
- Природные газы. К ним относят метан, пропан и бутан, все они используются в сварочных работах, при том достаточно часто. Они подходят для выполнения большинства задач сварщика, стоят недорого и их легко найти в любом городе. Хранить и перемещать природные газы достаточно просто, не нужно беспокоиться о возможном взрыве. Природные газы добывают из газовых месторождений, их генерация невозможна в искусственных условиях.
- Пиролизный газ. В отличие от водорода или ацетилена его не нужно генерировать, газ образовывается практически сам собой во время распада нефтепродуктов, в состав которых входит. Зачастую применяется для пайки, сварки и резки тонких сталей. Его транспортировка осуществляется так же, как и в случае с коксовым газом: по трубопроводу. У пиролизного газа есть один существенный недостаток: его использование приводит к образованию коррозии на горелке. Поэтому мы не рекомендуем использовать его на постоянной основе.
Критерии выбора
На какие критерии опираться при выборе газа для сварки? Прежде всего, обратите внимание на показатель температуры, который может обеспечить каждый вид газа. От этого показателя во многом и зависит выбор того или иного вещества. Также учитывайте количество тепла, выделяемое благодаря горению газа. В интернете можно легко найти таблицы с характеристиками каждого из видов газов.

Обратите внимание! Если вы выбираете вещество и знаете, что будете хранить его долго, то отдайте предпочтение готовым газам. Не добывайте газы с помощью генератора. Эта особенность неактуальна, если вы планируете недолго хранить выбранный газ.
Технология сварки
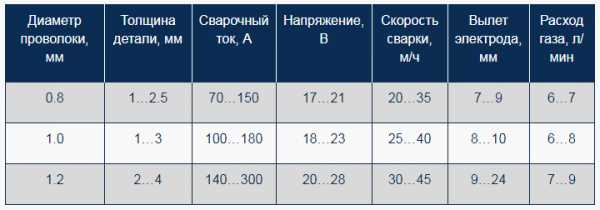
Технология сварки с помощью газа будет одинаковой и в случае с использованием сварочной смеси, и в случае с использованием углекислоты. Ниже вы можете видеть таблицу с рекомендуемыми режимами сварки в углекислоте.
При газовой сварке крайне важно соблюдать технику безопасности. Перед работой обязательно проверьте все компоненты, их работоспособность и исправность. Особенно это касается клапана подачи газа для сварочного полуавтомата. Во время проведения сварочных работ газ должен полностью заполнять сварочную ванну, только в этом случае его применение даст нужный результат.
Особенности выполнения сварки под газом
Перед тем, как приступить к работе, учтите следующие важные особенности. Достичь наилучшего качества сварных швов можно лишь в том случае, если на сварочном аппарате правильно установлена мощность, проволока, защитный газ для сварки полуавтоматом и их подача подобраны в соответствии с той задачей, которую необходимо выполнить. Здесь не получится найти универсальный метод.
Учтите, что свариваемые поверхности будут довольно медленно нагреваться и охлаждаться. Поэтому нужно регулировать температуру пламени, если вы свариваете стальные или титановые детали. Температура регулируется в соответствии с положением пламени и изменяется вместе с углом наклона.
Для кузовных сварочных работ или сваривания трубопровода на улице лучше использовать баллоны с меньшим давлением, это упрощает сварку. В свою очередь, баллоны с высоким давлением максимально эффективны, если вы не перемещаетесь во время проведения сварочных работ.
При сварке с газом рекомендуется использовать проволоку с кремнием и марганцем в составе. В сварочных стандартах строго указаны марки проволок, используемых при сварке полуавтоматом. Расход проволоки нужно контролировать прямо во время работы и подавать одновременно вместе с газом. Это обеспечивает минимальное влияние кислорода на качество готового шва.
Преимущества сварки с помощью газа
Любой выбранный вами газ, используемый при сварке полуавтоматом, даст следующие дополнительные преимущества:
- Качество сварного шва станет заметно лучше, а его механическая надежность, пластичность и плотность увеличится в разы.
- Производительность труда сварщика увеличивается, а значит и эффективность сварочных работ становится выше.
- Любой металл начинает плавиться гораздо быстрее, экономя время и ресурсы, при этом практически не разбрызгивается в ходе работы.
- Сварщик получает стабильную дугу, благодаря чему работать легче.
- Практически нет задымления.
Вместо заключения
Сейчас полуавтоматическое сварочное оборудование используется практически повсеместно, начиная от частных умельцев и заканчивая крупными предприятиями. Мы уже выяснили, что газ идеален именно для полуавтоматической сварки, он улучшает характеристики готового шва и обеспечивает надежность сварного соединения. Но для положительного результата важно выбрать газ, подходящий именно для ваших сварочных работ. Также каждый сварщик должен знать нюансы хранения и применения газов, чтобы избежать несчастных случаев.
Использование сварочного полуавтомата в связке с газом обеспечивает высокое качество работы. Конечно, себестоимость сварочных работ с использованием газа может показаться завышенной, но учитывайте, что газ расширяет ваши возможности и позволяет сваривать практически любые металлы. Зачастую именно профессионалы используют в своей работе газ, потому что сварка с помощью полуавтомата требует высокой квалификации, но ничто не мешает новичку попробовать этот метод сварки. Желаем удачи!
[Всего голосов: 3 Средний: 4/5]
svarkaed.ru
Газ для сварки – что обеспечивает такую мощь пламени?
Суть действия технических газов при сварке
Видов сварки существует множество. Деление построено на способе получения высокотемпературной сварочной ванны (вида энергии). Например, сварки электрической дугой, ультразвуком, газовым пламенем и другие. Такая горелка может резать и сваривать любые металлы. Края свариваемых металлических деталей буквально расплавляются и, соединяясь, составляют уже новую единую структуру в месте сплава, называемого сварным швом.
К сварочным газам относят, в первую очередь, ацетилен для сварки, выделяемый в результате реакции с водой карбида кальция. Смешиваясь с кислородом, он позволяет получать температуру пламени свыше трех тысяч градусов.
Также сварочными считаются пропаны, бутаны, сжиженные МАФы (новые газы, сменившие ацетилен), бензолы, керосины и другие. Важной особенностью применения сварочных газов будет обязательное присутствие кислорода, как катализатора горения. Причем от качества (чистоты) подаваемого в горелку кислорода зависит и развиваемая температура.
Какой должна быть газовая смесь для сварки?
Газовая смесь для сварки с применением технически чистого кислорода дает очень интенсивное и полное сгорание самой смеси или испарений горючих веществ, поскольку обеспечивает очень высокие температуры горения. Количество кислорода в пламени определит его окислительные или восстановительные свойства.
С другой стороны, использование технического (чистого) кислорода требует специальных баллонов для его хранения и подачи. В смеси с таким кислородом некоторые газы или составы могут оказаться взрывоопасны (вследствие чрезвычайно высокой скорости их сгорания в таком катализаторе).
Часто они могут и сами по себе быть опасными из-за своей токсичности. Например, ацетилены, дицианы и т.п.
Применение же кислорода, содержащегося в атмосферном воздухе, делает сварочные газовые смеси менее эффективными. Их сгорание замедляется, что резко снижает температуру пламени. Причина в том, что в воздухе кислород составляет не более пятой его части, в большей степени присутствуют другие газы, тот же азот, например.
Помимо сказанного, сварка в условиях использования атмосферного кислорода часто не дает требуемой геометрии соединительного шва, изменяет свойства металла в этой зоне, что в конечном итоге влияет на качество соединения.
Защитные газы – что это и для чего служат?
Технические газы используются не только в сварках. Широко применяются также защитные газы для сварки электрической дуговой и пр. Применение различных инертных (гелий, аргон) или активных (азот, СО2, водород, кислород) газов в качестве защитной среды для ванны сварочного расплава значительно улучшает качество результата, увеличивает скорость выполнения работ, позволяет получать нужные параметры шва и т.д.
Принцип сварки в среде защитных газов прост. Нужный состав подается в зону действия дуги через сопло специальной горелки под давлением, создавая эту самую защитную среду. На таком принципе построены популярные сварки на полуавтоматах.
Такая сварка доступна не только в заводских условиях, ее широко применяют в мастерских и даже в частных гаражах. Чаще всего газ для сварки полуавтоматом представляет смесь инертного и углекислого (в различных пропорциях). Из инертных более применимы гелий и аргон. В практике принято использование аргона, поэтому в составе и присутствуют СО2 и аргон.
Вообще инертный газ для сварки нужен в качестве защиты расплава ванны от внешнего воздействия воздуха, а также в случае необходимости качественного проведения сварочных работ по нержавеющим сталям, титану и сплавам из него, цветным металлам (никелю, меди, алюминию и сплавам) и др. При этом электрод может быть любым: классическим плавящимся, не меняющим своей формы и структуры (служащим для создания дуги) и т.п.
На выбор нужного для сварки газа влияет то, какой металл используется в работе. Та же смесь СО2 и аргона при сварках стальных элементов содержит больше углекислой составляющей (около 18%). А при сваривании нержавеющих сталей преобладает аргон (98%), СО2 составляет только два процента.
Таким образом, какой газ используют для сварки, определяется металлом, его маркой, необходимыми свойствами шва, видами сварочного оборудования, требованиями к химическому составу и даже форме швов, условиями проведения работ и т.д.
ogodom.ru
Какие газы используются при газовой сварке
Газовая сварка: какие газы используются
Газовая сварка — плавление кромок соединяемых деталей в высокотемпературном пламени горелки с формированием шва. Выбор газа для сварки зависит от множества факторов:
- соединяемого металла;
- желаемой формы шва;
- типа газового оборудования;
- условий работы;
- свойств химического состава;
- необходимой температуры плавления.
Давайте перечислим, какие газы используются в газовой сварке: это может быть ацетилен, МАФ, пропан, бутан, бензол, керосин, кислород, коксовый и углекислый газы и другие. Наиболее активно используется ацетилен, который при наличии кислорода дает температуру в 3 тысячи градусов.
Ацетилен
Чистый ацетилен (С2Н2) — бесцветный, с резким запахом чеснока, оставляющий сладковатый привкус во рту при вдыхании. Он легкий (легче воздуха) и достаточно вредный для человека. Ацетилен можно получать либо на месте (соединять карбид кальция с водой), либо везти его готовый в газовых баллонах. Карбид кальция — это твердое кристаллическое вещество, образуется путем плавления извести и кокса при температуре 19002300С. При больших объемах работ выгодно, когда используются ацетиленовые генераторы, в остальных же случаях удобно забирать ацетилен из баллонов. К преимуществам этого газа можно отнести высокую температуру горения, простоту получения, удобство регулирования. К недостаткам относят его взрывоопасность и немалую стоимость.
Заменители ацетилена
К газам-заменителям С2Н2 относятся пропан и пропан-бутановая смесь, водород, коксовый газ, бензин, керосин. Они обладают достаточно высокими теплотворными способностями. Однако для качественной работы требуется больше кислорода, а t пламени при этом все равно ниже, чем у ацетилена. Поэтому пропан, бутан и другие варианты используются чаще при изготовлении металлоконструкций из цветных, легкоплавких металлов. Сталь соединить ими трудно.
Кислород
Это катализатор горения, который должен использоваться при газовой сварке независимо от выбранного газа. Подаваемый в горелку кислород в идеале должен быть абсолютно чистым. От этого зависит максимальная температура, которая образуется во время работы, что влияет на качество швов. Технический кислород имеет 3 сорта чистоты: от 99,7% до 99,2%. Чем он качественнее, тем выше скорость газовой сварки и меньше расход.
Газообразный кислород бесцветный и прозрачный, без запаха и вкуса, тяжелее воздуха. Его получают при помощи глубокого охлаждения из воздуха, либо методом электролиза из воды. Он может храниться и использоваться в газообразном состоянии в баллонах или в танках, в жидком виде. При избытке О2 шов металла окисляется, что снижает прочность изделия. Поэтому важно контролировать процентное соотношение газообразных веществ.
Углекислый газ
Углекислый газ (СО2) имеет сильный запах и ярко выраженные окислительные свойства. Хорошо растворяется в воде и весит в полтора раза больше воздуха. Различают 3 сорта вещества, которые используются при соединении чугунных, углеродистых металлов и сплавов, коррозийных сталей и низколегированных конструкций.
Защитные элементы
При газовой сварке используются также инертные газы, которые служат защитой сварочной ванны от воздуха. Они не взаимодействуют с металлом и не растворяются в нем, у них нет цвета и запаха.
- Аргон. Негорючий, тяжелее воздуха в 1,5 раза. Высший сорт используется для аргонодуговой сварки активных, редких металлов и сплавов. Первый подходит для алюминиевых и стальных изделий.
- Гелий. Легче воздуха. Рекомендуется для газовой сварки чистых и активных металлов, а также алюминия и стали.
- Азот. Применяется для меди и сплавов из нее. Различают 4 сорта азота с разной долей содержания вещества.
Улучшают процесс и качество шва при изготовлении металлоконструкций сварочные смеси: гелий с аргоном, аргон с кислородом или/и углекислым газом-помощником и другие.
kra-ber.ru
Какой газ для сварки полуавтоматом
Как правильно выбрать сварочный полуавтомат для дома
Можно без преувеличения сказать, что без сварочного аппарата не сможет обойтись ни один хозяин частного дома. Время от времени требуется проведение небольшого ремонта металлоконструкций или изготовление новых. В связи с этим возникает вопрос: «Как выбрать сварочный полуавтомат для дома?».Следует отметить, что некоторые профессиональные строительные бригады, если проведение сварочных работ требуется не часто, выбирают бытовые модели сварочных полуавтоматов.
Как работает полуавтоматическая сварка
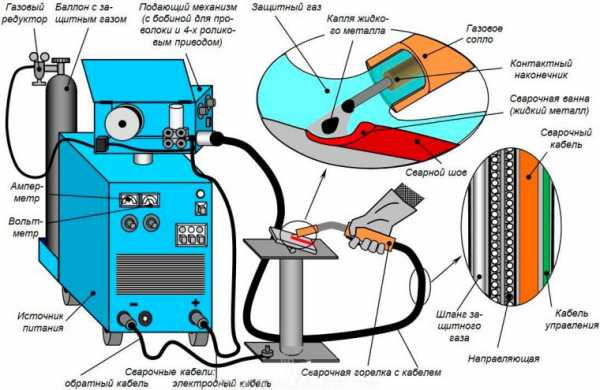
Выбор сварочного полуавтомата для дома станет намного проще, если разобраться в том, как он работает. Это позволит обращать внимание на качество наиболее важных узлов в полуавтоматическом оборудовании.Полуавтоматические сварочные аппараты в первую очередь были разработаны для обеспечения качественной сварки легированных, низкоуглеродистых и нержавеющих сталей. Использование полуавтомата является оптимальным для работы с системой отопления.Работает сварочный полуавтомат следующим образом:- На горелку подается газ, используемый в качестве защитного элемента.
- Специальный механизм направляет сварочную проволоку с необходимой скоростью.
- Электроэнергия подается с помощью источника питания трансформаторного или инверторного типа.
- Сварной ток поступает на горелку.
- В роли электрода в данном случае выступает проволока, которая автоматически подается с помощью специального механизма. Для сварки под флюсом полуавтомат имеет специальную воронку и может использовать более толстую проволоку.
- Между обрабатываемым материалом и проволокой образуется дуга, с помощью которой и осуществляется плавление проволоки.
- Одновременно подается газ. Газ обеспечивает защиту вокруг сварной ванны.
Некоторые аппараты способны работать как от однофазного, так и от трехфазного напряжения. Подключить полуавтомат с 380В на 220В можно, изменив внутренние настройки оборудования, обычно они указаны в инструкции по эксплуатации.
Какой газ нужен для сварки полуавтоматом
Понятно, что для дома лучше выбрать сварочный аппарат полуавтомат на 220В, но это не единственное условие для правильного выбора. Нередко покупателей может смутить маркировка MIG или MAG, на установке.Что означают обозначения MIG или MAG, и какое отношение имеют к тому, какой для сварки применяется газ?- MIG - аббревиатура обозначающая, что при сварке полуавтоматом инертного типа используется газ – Аргон.
- MAG - обозначает, что оборудование настроено на работу с углеродом.
Как настроить полуавтоматическую сварку
Независимо от того, используется ли для проведения работ бюджетный полуавтомат или его более дорогой аналог, от мастера понадобится правильно подготовить оборудование к сварке. Точно выставленные настройки залог легкого и качественного выполнения работ.Правильно настроить сварочный полуавтомат можно при условии соблюдения следующих рекомендаций:- Подобрать силу тока - сделать это достаточно просто, если воспользоваться инструкцией по эксплуатации, предоставленной заводом – изготовителем. Обычно в инструкции есть таблицы, помогающие выбрать сварочный ток на полуавтомате в зависимости от толщины обрабатываемого металла.
- Скорость подачи проволоки - регулируется благодаря смене шестеренок, идущих в комплекте с оборудованием.
- Настроить установку, отрегулировать режим сварки на полуавтомате и повысить мощность можно с помощью подключения аппарата к трехфазному напряжению. Инверторные модели оборудования обеспечивают высокую производительность даже во время работы от 220 Вт. Правильно выбранный режим и настройки сварного полуавтоматического аппарата можно определить по устойчивой стабильной дуге и необходимого количества флюса.
Как пользоваться сварочным полуавтоматом
Чтобы начать работать со сварочным полуавтоматом, надо подготовить как сам обрабатываемый материал, так и используемую установку. Для начала сварочных работ от сварщика потребуется выполнить следующее:- Зачистить поверхность деталей или металлических заготовок от краски, жира и других материалов, которые могут препятствовать прохождению электрического тока.
- Жирные пятна удаляются растворителем.
- Правильно накладывать сварочный шов полуавтоматом получится не сразу. Если опыта в проведении данных работ нет, следует попрактиковаться на черновой заготовке. Это особенно важно, если планируется обработка алюминиевых деталей. Умение пробить окисную пленку и выполнить правильный шов сварки полуавтомата получится спустя какое-то время.
- Избавиться от брызг при сварке полуавтоматом можно, правильно подобрав газ для работы. Для стали и черных металлов лучше остановить свой выбор на аргонно-углекислой смеси - это позволит избежать брызг. Но как правильно замечалось, сварочные работы выполняет не полуавтомат, а сварщик, поэтому правильное плавное протягивание дуги и контроль над сварочной ванной позволит существенно улучшить качество работ.
- Можно также варить сварочным полуавтоматом без газа. Для этого приобретается специальная флюсовая или порошковая проволока. Внутри проволоки расположено вещество, при сгорании образующее защитный слой газа. Пользоваться сваркой в таком случае можно только при условии подачи прямого тока или плюса на изделие.
Правильный шов сварки полуавтомата выглядит ровным без наплывов и большого количества брызг.
Какой фирмы лучше сварочный полуавтомат
Выбор марки сварочного полуавтомата в основном можно разделить на три основных категории. А именно:- Китай - оборудование китайских производителей представлено в наиболее приятной ценовой категории. Можно приобрести китайский полуавтомат как заводской, так и кустарной сборки. Некоторые российские модели также на самом деле собираются по лицензии в Китае. Качество во многих случаях оставляет желать лучшего.
- Европа - качественное, многофункциональное, но дорогое оборудование. Наиболее ценятся модели полуавтоматических аппаратов итальянских производителей. Прежде всего, в полуавтомате важны качество и стабильная работа, тогда европейские модели будут оптимальным решением. Популярностью пользуется EWM, Telwin, BlueWeld.
- Россия - нечто среднее по ценовой политике со сравнительно хорошим качеством. Единственное условие, чтобы полуавтоматическое оборудование для выполнения сварочных работ изготавливалось непосредственно в России, а не было подделкой. Подойдут модели Энергомаш, Сорокин и т. д.
Какой сварочный полуавтомат выбрать для производства
По сравнению с бытовым оборудованием, к промышленному сварочному аппарату полуавтомату предъявляются более высокие требования. Они затрагивают как мощность и производительность промышленного агрегата, так и дополнительные функциональные возможности. А именно:- Качество подачи напряжения - производство требует высокого качества выполнения сварочных работ. По этой причине устройства, которые помогают обеспечить постоянство и стабильность дуги, являются важными и на их наличие стоит обращать внимание в первую очередь. Выбор сварочного полуавтомата для производства следует ограничить инверторными моделями, позволяющими стабилизировать напряжение электричества на выходе.
- Скорость проведения работ - этот критерий имеет особое значение при проведении производственных работ. Следует уделить внимание дополнительным функциям, ускоряющим и облегчающим процесс сварки. К ним относится:
- система автоматической подачи проволоки
- контроль над предотвращением прилипания электрода
- возможность горячего запуска
- Тип подключения - при выборе сварочного полуавтомата нужно знать параметры электрической сети, которая есть в наличии. Но чаще всего такие установки должны работать от трехфазного напряжения.
Чем отличается сварка автомат от полуавтомата
В основном автоматическая и полуавтоматическая сварка отличаются друг от друга количеством личного участия человека в выполнении работ. При этом у каждого из видов существуют как свои ограничения, так и сфера применения. А именно:- Полуавтомат - по сути, практически ничем не отличается от обычной сварочной установки. Единственной разницей является то, что подача сварной проволоки осуществляется автоматически (может быть как с механическим, так и электронным приводом). Преимущества полуавтоматической сварки перед автоматической сваркой состоят в том, что квалифицированный специалист может выполнять сложные задачи по обработке тонких металлов, что практически недостижимо при использовании автомата.
- Автомат - в установке роль человека ограничивается исключительно установкой сварочного трактора в начале шва. Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.
Выбирая, какое именно оборудование необходимо для промышленных целей, следует определиться с тем, какие работы будут требоваться при производстве. При сравнительно небольших объемах автомат будет нерентабельным.

Значение имеет тип установки и ее основное предназначение. Для бытовых условий можно приобрести полуавтомат, работающий от 220В. Следует быть внимательным при выборе производителя оборудования, отдавая предпочтение проверенным временем итальянским и немецким концернам.
stroy-plys.ru
Выбор сварочного защитного газа
Сварщики и специалисты в этой сфере часто упускают из виду применяемый ими защитный газ и его вклад в процесс сварки.
Защитные газы влияют на режим переноса металла, свойства и геометрию сварочного шва, задымленность и многие другие характеристики сварочного шва.
Правильный выбор защитного газа для процессов дуговой сварки металла, таких как аргонодуговая TIG сварка и полуавтоматическая сварка MIG MAG могут резко повысить скорость, качество сварки и глубину проплавления.
Чистые сварочные газы
Чистые газы, используемые для сварки, это аргон, гелий, и углекислый газ. Эти газы могут иметь как положительное, так и негативное воздействие на дуговой процесс сварки и появление дефектов в сварочном шве.
- Аргон100% аргон обычно используются для аргонодуговой TIG сварки для всех материалов и MIG сварки цветных металлов. Аргон химически инертен, что делает его пригодным для сварки химически активных и тугоплавких металлов.Этот газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла на внешнюю область сварочной дуги. В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий.
- ГелийГелий также является одноатомным инертным газом, и чаще всего используется для аргонодуговой TIG сварки цветных металлов. В отличие от аргона, гелий имеет высокую проводимость тепла и потенциал ионизации, которые дают противоположный, чем при сварке в аргоне, эффект. Гелий обеспечивает широкий профиль сварочного шва, хорошее смачивание по краю и более высокое тепловложение, чем чистый аргон.
- Углекислый газУглекислый газ CO2 – активный газ - обычно используется для полуавтоматической MAG сварки короткой дугой и MAG сварки порошковой проволокой. CO2 является наиболее распространенным из химически активных газов, используемых в MAG сварке. И единственным газом , который можно использовать в чистом виде без добавления инертного газа.
Углекислый газ является одним из самых дешевых защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом при сварочном процессе. CO2 обеспечивает очень глубокое проплавление, что полезно для сварки толстого металла, однако, при сварке в этом газе менее стабильна сварочная дуга, что приводит к большому образованию брызг. Также его применение ограничивается сваркой на короткой дуге и делает не возможной сварку со струйным переносом.
Сварочные газы, используемые как компоненты сварочной смеси газов
- КислородКислород - двухатомный, активный защитный газ обычно используется для MIG MAG сварки как один из компонентов сварочной смеси, в концентрации менее 10%.
Кислород обеспечивает очень широкий профиль сварочного шва с неглубоким проплавлением и высокое тепловложение на поверхности металла. Кислородо-аргонные смеси обладают характерным профилем проплавления сварочного шва в виде «шляпки гвоздя». Кислород также используется в тройных смесях с СО2 и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса.
- ВодородВодород - двухатомный, активный компонент защитного газа обычно используется в сварочной смеси в концентрации менее 10%. Водород используется главным образом при сварке аустенитной нержавеющей стали для удаления оксида и повышения тепловложения. Как и для всех газов из двухатомных молекул, результат - широкий на поверхности сварочный шов. Проплавление увеличенное.Водород не подходит для ферритных или мартенситных сталей из-за возникновения трещин.Водород может быть использован в более высокой концентрации (от 30 до 40%) для плазменной резке нержавеющей стали - для увеличения мощности и сокращения шлака.
- АзотАзот используется реже всего для защитных целей. Он в основном используется для того, чтобы повысить коррозионную стойкость в дуплексных сталях.
Сварочные смеси газов
В зависимости от сварочного процесса и материалов для сварки используется множество различных сварочных газов и их смесей:
| Сварка TIG | Сварка MIG MAG | |||||
| Сварочный газили смесь | Сталь | Нерж.сталь | Алюминий | Сталь | Нерж.сталь | Алюминий |
| Аргон (Ar) | х | х | х | х | ||
| Гелий (He) | х | |||||
| Углекислый газ (СО2) | х | |||||
| Смесь Ar/ СО2 | х | х | ||||
| Смесь Ar/ О2 | х | х | ||||
| Смесь Ar/ He | х | х | х | х | ||
| Смесь Ar/ СО2/ О2 | х | |||||
| Смесь Ar/ h4 | х | |||||
| Смесь Ar/ He/ СО2 | х | х | ||||
| Смесь He/ Ar/ СО2 | х |
Стоимость сварочного газа на фоне общей стоимости сварочных работ
Если посмотреть на диаграмму распределения стоимости сварочных работ, то можно увидеть, что затраты на сварочный газ составляют всего 2-5% от всех затрат на сварку. Однако недооценивать эти затраты не следует.
Выбор правильного газа и его качество значительно влияют на расход сварочных материалов, геометрию сварочного шва и на весь процесс сварки в целом. Также выбор газа влияет и на затрачиваемый труд на исправление дефектов и обработку сварочного шва после сварки.
Надеемся данная статья было полезна для вас. На этом сайте вы найдете много других интересных и полезных статей. Спасибо.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Прочитано 40899 раз Последнее изменение Пятница, 06 Декабрь 2013 06:37www.smart2tech.ru
Как варить полуавтоматом без газа
Сварка полуавтоматом без газа обычной проволокой – это один из типов классической дуговой сварки. В качестве электрода выступает обыкновенная проволока, которая непрерывно подается в сварочную головку с установленной скоростью механическим приводом. Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения. Данная технология позволяет получать швы высоко качества как на тонких, так и на достаточно толстых металлических изделиях.
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка полуавтоматом без газа – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.

Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Полуавтоматический сварочный аппарат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтоматическое сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.

Применение полуавтомата без газа
Возможен такой вариант соединения деталей, как сварка полуавтоматом порошковой проволокой без газа. автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.
Но, как и у любого другого инструмента, присутствуют и свои недостатки:
- качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
- при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Важно не забывать
Сварка полуавтоматом без газа обычной проволокой, как и для газового сварочного оборудования, требует правильного обустройства рабочего участка, в целом организации сварочного процесса, а также соблюдения техники безопасности непосредственно при осуществлении работ. У сварщика обязательно должны быть в наличии индивидуальные средства защиты.
Сергей Одинцов
electrod.biz
Сварка полуавтоматом без газа
Для выполнения процесса дуговой сварки часто используют полуавтомат. Роль электрода выполняет проволока. Механический привод подает ее непрерывно в головку для сварки. Заданная скорость подачи постоянная. Благодаря флюсам, даже если проволока небольшая в диаметре (до 2 мм), металл расплавится на требуемую глубину. Швы отличаются высоким качеством и надежностью, не зависимо от толщины металла.От режима зависит как правильно варить полуавтоматом с углекислотой. В этом случае предусмотрено использование импульсно-дугового режима, при котором хоть металл и расплавляется медленнее, но шов получается прочный.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮПри использовании полуавтомата улучшиться не только качество ее шва, но и значительно увеличится производительность труда. Таким способом опытные специалисты за 1 час сваривают 20 – 40 м шва.
Полуавтоматическая сварка выполняется как с использованием газа, так и без него. Во время проведения процесса с газом возможно полностью исключить доступ кислорода в зону, где производится сварка. Это позволит избежать переизбытка или недостачи углерода. Ведь это может повлиять на качество шва.
Какой газ нужен для сварки полуавтоматом? Для этих целей используется ацетилен. Он получается, когда вода вступает в реакцию с карбидом кальция. При смешивании ацетилена с кислородом достигается температура 3000⁰ и выше.
Сжижений МАФ — газ для сварки полуавтоматом. Этот новый вид сменил ацетилен. Также используют бутаны, пропаны, бензолы и другие. Но во время процесса должен обязательно присутствовать кислород в качестве катализатора.
Иногда возникает вопрос, если производится сварка полуавтоматом, какой газ использовать? Все зависит от вида металла.
Этот метод отличается большой трудоемкостью и значительными затратами, так как газовые баллоны тяжелые, а заправка дорогая. С этого следует, что при нечастой работе лучше использовать проволочный сварочный аппарат.
Сварочный полуавтомат инверторного типа
Производство этих аппаратов началось не так давно. Но благодаря своим функциям, они стали востребованы не только среди любителей, но и профессионалов. Устройство для подачи проволоки в сварочную зону — обязательный механизм инвертора. Она может быть защитной или порошковой.
Выполняя процесс плавящимся стержнем, используется защитный газ для сварки полуавтоматом. Полуавтомат используют для изделий, для изготовления которых были использованы алюминий, низколегированные и коррозионностойкие стали.
Его принцип работы заключается в преобразовании переменного тока в постоянный при подключении агрегата к электрической сети. Эти функции выполняются специальным модулем, высокочастотным трансформатором и несколькими выпрямителями. В усовершенствованных полуавтоматах установлен особый блок, который автоматически регулирует коэффициент мощности.
С его помощью происходит синхронизация рабочих токов по синусоидам напряжения, что позволяет оборудованию работать стабильно и качественно.
Преимущества и недостатки инвертора
Благодаря некоторым преимуществам, такие полуавтоматы более популярны по сравнению с другими агрегатами:
- Процесс достаточно прост.
- Высокое качество швов.
- Работы могут производиться как на твердой поверхности, так и на весу.
- Возможность сварки в разных положениях пространства (под разными углами, снизу или сверху).
- Незначительные материальные затраты на проведение работ.
- Токсичность выделяемого газа не значительна.
Недостатки инвертора полуавтомата:
- Высокая стоимость как новых установок, так и его ремонтных работ.
- Необходима защита от пыли. Чистку и продувку проводят регулярно.
- Агрегат не переносит минусовые температуры.
Можно ли варить полуавтоматом без газа? Для этого не возникнет никаких проблем. Для сварки без газа используется порошковая и флюсовая проволока для полуавтомата. Это стальная трубка с порошком (флюсом) внутри. Рабочая зона защищена газом.
Только следует учесть, что сварка полуавтоматом без газа обычной проволокой запрещена. Использовать обычную проволоку без газа нельзя.
Сварка полуавтоматом без газа обладает преимуществами:
- Отсутствует надобность в газовой аппаратуре.
- Затраты на работу существенно ниже.
- Простота в применении.
Из этого следует, что данный процесс экономически выгодный.
Сварка алюминия полуавтоматом без газа происходит с помощью алюминиевой проволоки, которую используют как электрод. Но чаще для этих целей применяют аргон.
Как варить полуавтоматической сваркой? Данный процесс состоит из нескольких этапов:
- Прежде чем приступить к работам, необходимо прежде всего приобрести подходящую присадочную проволоку. Ее диаметр должен соответствовать глубине необходимого шва. В зависимости от материала металлоконструкции подбирается проволока для сварки полуавтоматом без газа.
Совет!! Полуавтоматом производится сварка флюсовой проволокой без газа. Присадки для аргоновой сварки не подходят.
- Агрегат подготавливаем к работе. На месте, где будут производиться работы, размещают катушку с проволокой. Ее конец пропускают по подающих вальцах, чтобы вывести ее к держаку. Необходимо внимательно следить, чтобы вальцы не сдавливали проволоку, так как она очень хрупкая, и можно повредить ее. Настраивая силу тока, следует учесть ее зависимость от типа проволоки и ее диаметра. Необходимую величину тока указывают на упаковочной таре.
- Подготовка деталей. Необходимо зачистить от ржавчины их торцы на месте стыка. На столе для сварки расположить детали, сдвинуть и закрепить.
- Выполнение процесса сварки. Угол расположения держака по горизонтали должен составлять 80⁰ — 85⁰. Сварку производят от края, что расположен дальше, до ближнего. Чтобы улучшить качество шва, можно повторно пройтись по горячему металлу.
Используя сварочный полуавтомат проволочный, риск пропалить металл исключается. Углекислый газ подавляет горение свариваемой поверхности.
krasimavtomobil.ru
www.samsvar.ru
Полуавтоматическая сварка в среде защитных газов
Март 22, 2017
О возможности полуавтоматической сварки материалов в среде углекислого газа заговорили в середине ХХ столетия. Разработали данную методику Новожилов Н.М. и Любавский К.В. – советские исследователи. Данный способ сварки из-за дешевизны углекислого газа, благодаря высокой степени производительности стал достаточно востребованным в строительной, производственной индустрии, и, конечно же, в быту.
Суть технологии газосварки
Согласно данной методике углекислый газ, обеспечивающий защиту на соединяемом участке, под влиянием высокой температуры дуги делится на О2, угарный газ. В результате поток образовавшейся газовой смеси защищает зону сваривания материала от негативного воздействия воздуха внешней среды, взаимодействует с углеродом, железом.
Для предотвращения окисления СО2 в прут для сварки газом вводится марганец, кремний, которые являются химически активнее больше железа, они окисляются первыми. Поэтому пока Mn, Si будут присутствовать на участке соединения металлических изделий, углерод, железо окисляться не будут.
Для получения высококачественных сварных швов при сваривании углеродистых сталей, пропорция марганец/кремний берется 1/2. Образующиеся оксиды марганца, кремния при выполнении работ не растворяются в сварной ванне, они формируют легкоплавкое соединение после реакции между собой. Данное соединение легко выводится из металла, находящегося в жидком состоянии.
Особенности сварочных работ в углекислотной среде
Полуавтоматическая сварка в среде углекислого газа выполняется постоянным током, обладающим обратной полярностью, так как ток прямой полярности негативно влияет на стабильность дуги (сварной шов будет иметь дефекты).
Ток прямой полярности применяется в случае выполнения наплавления, но не сварки, так как у него коэффициент наплавления в 1,7 раз выше, чем данный коэффициент у тока, имеющего обратную полярность.
Также сварку можно производить на переменном токе, но тогда в цепи обязательно нужно использовать осциллятор.
Используемые газы для газосварки
Типов сварки существует несколько вариантов. Они отличаются между собой технологией образования сварочной ванны, имеющей высокую температуру, предназначение которой – соединение, резка металлов, их сплавов. Это может выполняться газовым пламенем, ультразвуком или электрической дугой. Принцип соединения металлов основан на расплавлении краев отдельных металлических конструкций для дальнейшего их соединения вместе, в результате которого получается сварочный шов.
Зависимо от газа, используемого для сварочных работ, показатель температуры будет отличаться. К примеру, при взаимодействии с карбидом кальция Н2О, осуществляется выделение ацетилена. В процессе реакции данного элемента с кислородом температура пламени может достигать больше 3000ºС.
Сварочные газы – это все бутаны, пропаны, бензолы, МАФ, керосины и т. д. При использовании для сварки любых газов обязательно наличие кислорода – это катализатор горения. О2 должен быть чистый и высококачественный. От этого будет зависеть максимальный температурный показатель.
Газовый состав
В газовом составе обязательно присутствие чистого кислорода, который предоставляет возможность получать максимальную температуру горения, важные показатели пламени. От качества этого компонента будет зависеть полнота сгорания горючих компонентов, а от его количества – окислительные, восстановительные характеристики, получаемые пламенем.
К условиям хранения газов предъявляются особые требования. Применение специальных емкостей (баллонов) обязательно, так как:
- большинство сварочных газов являются токсичными;
- технический кислород – это мощнейший катализатор.
Если использовать атмосферный кислород, сварные швы не получатся ровными. При этом после расплавления и последующего соединения металл потеряет свои первоначальные качества. Применение стандартного кислорода, который содержится в атмосфере недостаточно эффективно. В нем присутствуют разнообразные примеси, которые существенно снижают скорость сгорания компонентов, а это соответственно сказывается на температуре пламени горелки.

Газы для сварки
Важно! Необходимо соблюдать пропорции газовых смесей при использовании любого типа газа. Сам же выбор будет зависеть от свариваемого материала. Например, для соединения образцов из стали газовый состав должен содержать 18% углекислого газа, а для соединения материалов из нержавеющей стали смесь должна состоять на 98% из аргона.
Механизированная сварка в среде защитных газов предполагает использование активных, инертных газов. Они в металлах не растворяются, не являются ядовитыми.
Разновидности газов:
- N2 – азот, бесцветный газ, не имеющий запаха. Используется для соединения медных материалов. Выделяется четыре типа азота с различным содержанием вещества.
- He – гелий, газ бесцветный, не имеющий запаха, легче воздуха. Выделяется два типа гелия: технический, высокочастотный. Из-за высокой себестоимости данный газ менее востребован на рынке. Гелий предназначен для соединения образцов из алюминия, чистых металлов, стали.
- Ar – аргон, газ бесцветный, не имеющий запаха, весит в 1,5 раза больше воздуха, не горит. Выделяют два типа данного газа: 1-го сорта (для образцов из алюминия, стали), высшего сорта (для полуавтоматической сварки в среде защитных газов образцов из редких металлических сплавов).
Активные газы выполняют защиту от воздуха участка сваривания. Они вступают в реакцию, растворяются в металлах.
- Углекислый газ (СО2), отличается повышенными окислительными характеристиками, обладает специфическим запахом. Его масса в 1,5 раза больше воздуха, он растворяется в Н2О. Выделяю три типа данного газа, которые применяются для сваривания чугунных материалов, низко, среднеуглеродистых металлических сплавов, коррозийных, низколегированных стальных образцов. Важно запомнить! Сварка в защитных газах не предусматривает применения двуокиси углерода.
- Кислород О2 – довольно мощный катализатор, бесцветный, без вкуса, запаха, не горит, но поддерживает горение. Используется в составе с инертными компонентами.
Наиболее популярные газовые смеси, которые повышают качество шва, улучшают сам процесс соединения:
- углекислый газ «плюс» кислород
- аргон «плюс» гелий
- углекислый газ «плюс» аргон
- углекислый газ «плюс» кислород «плюс» аргон
- кислород «плюс» аргон
Достоинства, недостатки газосварки
Сварка в защитных газах характеризуется плавлением материала. Сам процесс основывается на соединении отдельных элементов предварительно нагреваемого металла до расплавления. Для этого берется высокотемпературное пламя горелки, которое формируется в процессе сжигания газового состава с кислородом. Зазор между образцами заполняется предварительно расплавленной металлической проволоки.
Преимущества:
- довольно простая технология сварки;
- нет необходимости в приобретении дорогостоящего, технически сложного оборудования;
- нет необходимости в специальном источнике питания;
- сварщик имеет возможность регулировки скорости нагревания, охлаждения соединяемого сваркой материала, меняя мощность, положение пламени горелки относительно свариваемой точки.
Недостатки:
- металл нагревают с меньшей скоростью;
- участок теплового воздействия на материал достаточно большой в сопоставлении с дуговой сваркой;
- скопление тепла, когда используется сварка в углекислом газе, меньше, коробление соединяемых образцов больше, если сравнивать с дуговой сваркой.
Несмотря на некоторые недостатки, сварка в защитных газах позволяет опытному сварщику при правильно подобранной мощности пламени горелки, концентрации газовой смеси производить соединения свариваемых конструкций высокого качества.
При относительно медленном нагреве металлического образца, незначительной концентрации тепла в процессе нагревания производительность газосварки значительно уменьшается с увеличением толщины металлических изделий, которые соединяются.
Пример: если толщина свариваемого стального листа 0,1 см, скорость газосварки приблизительно 10,0 м/ч, если толщина материала 1 см, скорость – не более 2,0 м/ч.
Сварка в защитных газах стальных изделий, толщина которых превышает 0,6 см, менее эффективна, если сравнивать с дуговой сваркой. В подобных случаях используется достаточно редко.
Цена на газ вместе с кислородом больше, если сравнивать с ценой на используемую электроэнергию при использовании контактной, дуговой сварки.
Автоматическим и механическим процессам газосварка поддается труднее, чем электрическая. Поэтому автоматизированная газосварка с многопламенными горелками используется только при соединении тонких металлических труб, обечаек.
Область применения
- Соединение труб диаметром, не более 10 см, их фасонных компонентов.
- Изготовление, ремонт изделий, выполненных из тонколистовой стали: соединение отдельных листов резервуаров небольшой вместимости, заваривание небольших трещин в металлических изделиях.
- Низкотемпературная сварка чугуна.
- Соединение высокопрочного чугуна. В данном случае дополнительно используются присадочная бронзовая или латунная проволока.
- Ремонт литых бронзовых, чугунных изделий.
- Наплавление латуни на чугунные, стальные изделия.
- Соединение алюминиевых, латунных, свинцовых, медных изделий.

Сварка в защитной газовой среде предоставляет возможность выполнять сварное соединение практически любых металлов, которые используются на технических средствах. Например, свинец, медь, чугун лучше поддаются газосварке, чем электродуговой. А благодаря простоте конструкции газосварочное оборудование является достаточно востребованным в сельском хозяйстве, на машиностроительных предприятиях, при выполнении ремонтно-строительных работ, иных сферах деятельности.
Заключение
Подбирая газ для сварки для индивидуальной ситуации, рекомендуется учитывать следующие критерии:
- технические характеристики оборудования;
- химический состав;
- характеристики свариваемых образцов;
- необходимую форму шва;
- в каких условиях предполагается проводить сварочные работы.
Газосварка будет стоить на порядок выше дуговой, контактной электросварки, так как газ с кислородом значительно дороже электроэнергии.
electrod.biz
Выбор сварочного защитного газа
 Влияние сварочного газа на процесс сварки
Влияние сварочного газа на процесс сварки
Сварщики и специалисты в этой сфере часто упускают из виду применяемый ими защитный газ и его вклад в процесс сварки.
Защитные газы влияют на режим переноса металла, свойства и геометрию сварочного шва, задымленность и многие другие характеристики сварочного шва.
Правильный выбор защитного газа для процессов дуговой сварки металла, таких как аргонодуговая TIG сварка и полуавтоматическая сварка MIG MAG могут резко повысить скорость, качество сварки и глубину проплавления.
Чистые сварочные газы
Чистые газы, используемые для сварки, это аргон, гелий, и углекислый газ. Эти газы могут иметь как положительное, так и негативное воздействие на дуговой процесс сварки и появление дефектов в сварочном шве.
- Аргон100% аргон обычно используются для аргонодуговой TIG сварки для всех материалов и MIG сварки цветных металлов. Аргон химически инертен, что делает его пригодным для сварки химически активных и тугоплавких металлов.
Этот газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла на внешнюю область сварочной дуги. В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий.
- ГелийГелий также является одноатомным инертным газом, и чаще всего используется для аргонодуговой TIG сварки цветных металлов. В отличие от аргона, гелий имеет высокую проводимость тепла и потенциал ионизации, которые дают противоположный, чем при сварке в аргоне, эффект. Гелий обеспечивает широкий профиль сварочного шва, хорошее смачивание по краю и более высокое тепловложение, чем чистый аргон.
- Углекислый газУглекислый газ CO2 – активный газ - обычно используется для полуавтоматической MAG сварки короткой дугой и MAG сварки порошковой проволокой. CO2 является наиболее распространенным из химически активных газов, используемых в MAG сварке. И единственным газом , который можно использовать в чистом виде без добавления инертного газа.
Углекислый газ является одним из самых дешевых защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом при сварочном процессе. CO2 обеспечивает очень глубокое проплавление, что полезно для сварки толстого металла, однако, при сварке в этом газе менее стабильна сварочная дуга, что приводит к большому образованию брызг. Также его применение ограничивается сваркой на короткой дуге и делает не возможной сварку со струйным переносом.
Сварочные газы, используемые как компоненты сварочной смеси газов
- КислородКислород - двухатомный, активный защитный газ обычно используется для MIG MAG сварки как один из компонентов сварочной смеси, в концентрации менее 10%.
Кислород обеспечивает очень широкий профиль сварочного шва с неглубоким проплавлением и высокое тепловложение на поверхности металла. Кислородо-аргонные смеси обладают характерным профилем проплавления сварочного шва в виде «шляпки гвоздя». Кислород также используется в тройных смесях с СО2 и аргоном, где он обеспечивает хорошую смачиваемость и преимущества струйного переноса.
- ВодородВодород - двухатомный, активный компонент защитного газа обычно используется в сварочной смеси в концентрации менее 10%. Водород используется главным образом при сварке аустенитной нержавеющей стали для удаления оксида и повышения тепловложения. Как и для всех газов из двухатомных молекул, результат - широкий на поверхности сварочный шов. Проплавление увеличенное.
Водород не подходит для ферритных или мартенситных сталей из-за возникновения трещин.Водород может быть использован в более высокой концентрации (от 30 до 40%) для плазменной резке нержавеющей стали - для увеличения мощности и сокращения шлака.
- АзотАзот используется реже всего для защитных целей. Он в основном используется для того, чтобы повысить коррозионную стойкость в дуплексных сталях.
Сварочные смеси газов
В зависимости от сварочного процесса и материалов для сварки используется множество различных сварочных газов и их смесей:
| Сварка TIG | Сварка MIG MAG | |||||
| Сварочный газили смесь | Сталь | Нерж.сталь | Алюминий | Сталь | Нерж.сталь | Алюминий |
| Аргон (Ar) | х | х | х | х | ||
| Гелий (He) | х | |||||
| Углекислый газ (СО2) | х | |||||
| Смесь Ar/ СО2 | х | х | ||||
| Смесь Ar/ О2 | х | х | ||||
| Смесь Ar/ He | х | х | х | х | ||
| Смесь Ar/ СО2/ О2 | х | |||||
| Смесь Ar/ h3 | х | |||||
| Смесь Ar/ He/ СО2 | х | х | ||||
| Смесь He/ Ar/ СО2 | х | |||||
Стоимость сварочного газа на фоне общей стоимости сварочных работ
Если посмотреть на диаграмму распределения стоимости сварочных работ, то можно увидеть, что затраты на сварочный газ составляют всего 2-5% от всех затрат на сварку. Однако недооценивать эти затраты не следует.
Выбор правильного газа и его качество значительно влияют на расход сварочных материалов, геометрию сварочного шва и на весь процесс сварки в целом. Также выбор газа влияет и на затрачиваемый труд на исправление дефектов и обработку сварочного шва после сварки.
Надеемся данная статья было полезна для вас. На этом сайте вы найдете много других интересных и полезных статей. Спасибо.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
www.smart2tech.ru