Содержание
Горелки для аргонодуговой сварки и запчасти к ним
Все отечественные и импортные горелки TIG различаются по следующим признакам:
— по конструкции ручки
а) только с газовым вентилем;
б) только с кнопкой;
в) и с кнопкой и с газовым вентилем;
г) с изменением угла наклона головки или с гибкой шейкой (flex).
— горелка может быть воздушного или жидкостного охлаждения.
— шлейф горелки бывает длиной 4 или (реже) 8 и более метров.
Горелки с воздушным охлаждением практически никогда не используются на токах более 200 ампер и для сварки швов длиной более 200-300 мм.
Горелки с жидкостным охлаждением используются для токов от 200 до 500 ампер или для протяженных швов.
Горелки без кнопки, только с газовым вентилем, часто используются с обычными инверторами, предназначенными для сварки электродом (ММА). Аргон, в этом случае, открывается и закрывается вручную, а дуга возбуждается касанием и отрывом кончика вольфрамового электрода от свариваемой детали, так что кнопка там просто ни при чем.
Надо только помнить, что сварка алюминиевых сплавов, в этом случае, будет Вам недоступна (тут нужны специализированные аппараты — AC/DC и, желательно, импульсные. Они гораздо сложнее и дороже, чем обычный инвертор ММА.
ОТЕЧЕСТВЕННЫЕ ГОРЕЛКИ TIG
Представлены, главным образом, горелками марки АГНИ (Северодвинского или Екатеринбургского производства). Это проверенные временем, надежные горелки с высокой ремонтопригодностью, с удобной ручкой и шлейфом длиной 4, 8 или более метров.
В таблице приведены наиболее распространенные типы горелок АГНИ (по статистике продаж в наших магазинах).
Тип горелки | Макс. | Особенности | Вид охлаждения |
АГНИ-03М | 200 | Кнопка+вентиль | воздушное |
Агни-03/07М | 180 | Кнопка+вентиль, | воздушное |
АГНИ-07М | 315 | Кнопка+вентиль, | жидкостное |
АГНИ-12М | 200 | кнопка | воздушное |
АГНИ-17М | 315 | Кнопка | жидкостное |
 наклона головки
наклона головки
ИМПОРТНЫЕ ГОРЕЛКИ TIG
Они производятся большим количеством предприятий таких известных фирм, как EWM, Kemppi, ESAB, Trafimet, TBI, Blueweld, TELWIN, Fubag, Brima, Сварог, Elitech, Aurora и др. Причем, участия китайских производителей нет только в первых трех. Остальные – это либо чисто китайские бренды, либо с существенным участием китайского производства.
Остальные – это либо чисто китайские бренды, либо с существенным участием китайского производства.
И вот здесь часто возникает один важный вопрос — как присоединить горелку к аппарату. Ведь что происходит на практике? Сам аппарат еще жив, и более-менее здоров, а вот горелку пора менять. И приобрести, что называется «родную» удается далеко не всегда. Попробуем разобраться.
У импортных горелок TIG существуют, по крайней мере два типа присоединения их к аппарату.
1. Силовая вставка в гнездо аппарата (25 или 50 мм кв., то есть с диаметром цилиндрической части контакта 9 или 13 мм). Она может быть выполнена отдельно, сама по себе. В этом случае аргон подводится вдоль всего шлейфа горелки по своему шлангу. В других горелках аргон может подводиться
непосредственно к силовой вставке и поступать к головке горелки по шлангу, медная оплетка которого выполняет роль силового кабеля (схема внизу страницы).
2. Накидная гайка G3/8 (почти совпадает с М16). У такой горелки аргон также проходит по шлангу с медной токоведущей оплеткой. На панели аппарата, в этом случае, вместо гнезда под кабельную вставку установлен штуцер с аналогичной наружной резьбой.
Ну и, кроме главного (силового) соединения необходимо еще подключить
провод от кнопки управления, через 2-х контактный разъем и шланг подачи
аргона, который может иметь на конце или накидную гайку или вставку
быстросъемного соединения. Поэтому, каждый сварщик, при выборе подходящей
горелки должен точно знать все эти особенности, а еще лучше подбирать
горелку (например в наших магазинах) имея при себе старую горелку или,
хотя бы фотографию лицевой панели аппарата. В этом случае, как минимум
советом, поможем всегда.
ВАРИАНТЫ ПРИСОЕДИНЕНИЯ АРГОНОДУГОВЫХ ГОРЕЛОК К АППАРАТАМ
ВСЕГДА В ПРОДАЖЕ БОЛЬШОЙ АССОРТИМЕНТ ЗАПАСНЫХ ЧАСТЕЙ
К ОТЕЧЕСТВЕННЫМ И ИМПОРТНЫМ АРГОНОВЫМ ГОРЕЛКАМ
СОСТАВНЫЕ ЧАСТИ ГОРЕЛКИ
Держак для дуговой сварки в категории «Промышленное оборудование и станки»
Инвертор для аргоно-дуговой сварки ВДИ-280А TIG Pulse
Доставка по Украине
9 863 грн
Купить
Сваркомплект
Сварочный инверторный аппарат Revolt MMA-317 инвертор 7500 Вт компактный мощный для ручной дуговой сварки
На складе в г. Киев
Киев
Доставка по Украине
4 408 грн
3 426 грн
Купить
Revolt
Сварочный инверторный аппарат Revolt MMA-260 инвертор 5000 Вт компактный мощный для ручной дуговой сварки
На складе в г. Киев
Доставка по Украине
3 026 грн
Купить
Revolt
Ручной аппарат для дуговой сварки KRAISSMANN LBS’2500ARC
На складе
Доставка по Украине
4 819 — 4 868 грн
от 2 продавцов
4 868 грн
Купить
Vorskla
Электроды ЦЛ-11 для ручной дуговой сварки 3мм
Доставка по Украине
110 грн/кг
Купить
OOO «УКРСПЛАВ»
РУЧНИЙ АПАРАТ ДЛЯ ДУГОВОГО ЗВАРЮВАННЯ KRAISSMANN LBS’2500ARC
Доставка по Украине
4 935 грн
Купить
Магазин инструмента BOX-TOOL
Магнитный держатель для сварки S&R 11 кг (290101075)
На складе в г. Киев
Доставка по Украине
101 грн
95. 95 грн
95 грн
Купить
Инструменты Садовая и Строительная техника Станки Пневмооборудование Лестницы Запчасти
Набор магнитных держателей для сварочных работ 3пр. 11,23,34кг.45гр.90гр.135гр.
Доставка по Украине
по 551 грн
от 3 продавцов
551 грн
Купить
Я в шоке!™
Импульсно-дуговая сварка для ремонта пресс-форм и оснастки SDHB-2
Под заказ
Доставка по Украине
65 000 грн
ТОВ «ЦРМ ГЕНЕЗІС»
Робот для дуговой сварки ready2_arc от KUKA
Под заказ
Доставка по Украине
Цену уточняйте
HYDROMARKET — Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Роботы KAWASAKI для дуговой сварки серии BA
Под заказ
Доставка по Украине
от 1 090 560 грн
Купить
HYDROMARKET — Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Промышленные роботы Kawasaki для дуговой сварки серии RA
Под заказ
Доставка по Украине
Цену уточняйте
HYDROMARKET — Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Робот для дуговой сварки Fanuc ARC Mate 0iB
Под заказ
Доставка по Украине
Цену уточняйте
HYDROMARKET — Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Робот для дуговой сварки Fanuc ARC Mate 100 iC/7L
Под заказ
Доставка по Украине
Цену уточняйте
HYDROMARKET — Гидравлика на Тягачи и Самосвалы, Спецтехника и Робототехника
Набор держателей магнитных для сварки 4 шт, 45°, 90°,135°, 4 кг, 53х37х47х7 мм INTERTOOL MW-0008
На складе
Доставка по Украине
179 — 204. 75 грн
75 грн
от 6 продавцов
204.75 грн
Купить
МК
Смотрите также
Держатель магнитный для сварки трапеция, 30, 45, 60, 75, 90, 135, 11 кг, 100×68×14 мм INTERTOOL MW-0001
На складе
Доставка по Украине
85 — 89.25 грн
от 6 продавцов
89.25 грн
Купить
МК
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 22 кг, 115×90×17 мм INTERTOOL MW-0002
На складе
Доставка по Украине
139 — 156.45 грн
от 6 продавцов
156.45 грн
Купить
МК
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 34 кг, 145×110×25 мм INTERTOOL MW-0003
На складе
Доставка по Украине
229 — 257.25 грн
от 6 продавцов
257.25 грн
Купить
МК
Горелка для аргоно-дуговой сварки «ИСКРА 150СМ»
Доставка из г. Харьков
1 230 грн
Купить
СВАРМАСТЕР
Цанга для TIG горелки Ф4,0 мм (аргонно-дуговой сварки)
На складе в г. Запорожье
Запорожье
Доставка по Украине
78 грн
Купить
«Аргон» Все для сварки
Горелка сварочная WP-18
Под заказ
Доставка по Украине
2 300 грн
Купить
BudeTut
Ручной аппарат для дуговой сварки KRAISSMANN LBS’2500ARC
Доставка из г. Харьков
4 490 грн
Купить
Strong-metal
Электроды универсальные Монолит РЦ ø 3 мм (тубус 2,5 кг) производитель ПлазмаТек, для дуговой сварки
На складе в г. Житомир
Доставка по Украине
от 700 грн/упаковка
от 350 грн/упаковка
Купить
ТОВ «ПОЛІКАРСНАБ»
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 22 кг, 115×90×17 мм INTERTOOL MW-0002
Доставка по Украине
149 грн
Купить
SIBOOS — ТОПовые товары по классным ценам 🙂
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 34 кг, 145×110×25 мм INTERTOOL MW-0003
Доставка по Украине
245 грн
Купить
SIBOOS — ТОПовые товары по классным ценам 🙂
Набор держателей магнитных для сварки 4 шт, 45°, 90°,135°, 4 кг, 53х37х47х7 мм INTERTOOL MW-0008
Доставка по Украине
195 грн
Купить
SIBOOS — ТОПовые товары по классным ценам 🙂
Электроды универсальные Монолит РЦ ø 3 мм (упаковка 2,5 кг) производитель ПлазмаТек, для дуговой сварки
На складе в г. Житомир
Житомир
Доставка по Украине
от 700 грн/упаковка
от 350 грн/упаковка
Купить
ТОВ «ПОЛІКАРСНАБ»
Аппарат инверторного типа для аргонно-дуговой сварки Ergus DIGITIG 170/50 HF ADV
Доставка из г. Киев
43 432 грн
Купить
Eco Prom — товари для здорового життя!
Аппарат инверторного типа для аргонно-дуговой сварки Ergus TIGVERT HF 160/50 ADV
Доставка из г. Киев
32 786 грн
Купить
Eco Prom — товари для здорового життя!
Руководство для начинающих по сварке ВИГ
Сварка ВИГ стала популярной среди домашних мастеров, домашних механиков и профессионалов в области строительства, поскольку ее можно использовать со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь в широком диапазоне толщин с помощью процесса сварки TIG. Из различных процессов дуговой сварки TIG обеспечивает высочайшее качество сварки.
Сварные швы точные и аккуратные. Работа чистая и не образует дыма или остатков. Отсутствие шлака снижает вероятность дефектов сварки, таких как шлаковые включения, которые могут привести к получению плохого металла сварного шва. В отличие от обычной дуговой сварки, готовый шов практически не требует очистки.
Работа чистая и не образует дыма или остатков. Отсутствие шлака снижает вероятность дефектов сварки, таких как шлаковые включения, которые могут привести к получению плохого металла сварного шва. В отличие от обычной дуговой сварки, готовый шов практически не требует очистки.
Увидев все преимущества сварки TIG, в этом руководстве по TIG мы увидим, что это за процесс, как он работает, какие материалы необходимы и как выполняется процесс, а также отрасли, в которых применяется технология сварки. используется в и основные плюсы и минусы.
Перейти к разделу:
- Что такое сварка TIG?
- Наука, стоящая за сваркой TIG
- Какие расходные материалы необходимы для сварки TIG?
- Начало работы со сварочным аппаратом TIG
- Применения для сварки TIG
- Плюсы и минусы сварки TIG
- Часто задаваемые вопросы по сварке TIG
- Следующие шаги: что делать после обучения сварке TIG
Что такое сварка TIG?
По данным Института сварки (TWI), сварка TIG — это процесс сварки плавлением, в котором используется неплавящийся (вольфрамовый) электрод для нагрева заготовки. Затем он защищает сварные швы инертным газом.
Затем он защищает сварные швы инертным газом.
Что означает TIG?
TIG просто означает сварку вольфрамом в среде инертного газа. Процесс сварки также называют дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).
Это означает, что во время сварки TIG между вольфрамовым электродом и заготовкой возникает электрическая дуга. Электрическая дуга интенсивна, но ее можно превосходно направлять.
Наука, стоящая за сваркой TIG
Сварка TIG основана на повышении температуры соединяемых деталей до точки плавления с помощью электрической дуги, которая создается между неплавящимся вольфрамовым электродом и заготовкой за счет прохождения переменный или постоянный электрический ток.
Сварка чаще всего выполняется при прямой полярности (полюс (-) генератора соединен с электродом) для металлов и сплавов (таких как сталь, нержавеющая сталь, медь, титан и никель). Однако в случае легких сплавов алюминия или магния мы свариваем с чередованием полярности, чтобы обеспечить процесс самоочистки, т. е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
Невозможно выполнять сварку с обратной полярностью (полюс (+) подключен к электроду), поскольку это разрушит электрод, расплавив его, так как в этом случае большая часть тепла дуги будет концентрироваться на конце вольфрамового электрода.
Сварочные аппараты TIG оснащены трансформаторной или современной инверторной технологией. Современные сварочные аппараты с инверторной технологией не только намного легче трансформаторов, но и позволяют значительно больше настроек, которые можно использовать для сварки.
Более сложные устройства предлагают опцию импульсной сварки ВИГ, при которой вы можете еще точнее адаптировать отдельные параметры к вашим требованиям во время сварки.
Импульсная функция снижает воздействие тепла на материал и позволяет сваривать очень тонкие листы. В дополнение к частоте импульсов или количеству импульсов в секунду вы можете использовать регуляторы для прямого влияния на значения тока, такие как базовый ток, пиковый ток, время импульса на базовом токе и пиковом токе, а также другие факторы, чтобы достичь максимально совершенного сварного шва за счет точного контроля тепловложения дуги.
Как работает сварка TIG?
Процесс TIG заключается в создании электрической дуги между негорючим электродом (вольфрам) и свариваемой деталью. С помощью этого процесса можно сваривать с присадочным металлом или без него. Этот присадочный металл часто представляет собой тот же материал, что и свариваемая деталь.
Для сварки ВИГ требуется подача инертного защитного газа, такого как чистый аргон. Во время сварки TIG необходимый ток подается вольфрамовым электродом — центральным элементом процесса сварки. Этот вольфрамовый электрод является источником электрической дуги, которая нагревает и разжижает свариваемый материал.
За это время из газового сопла выходит защитный газ. Затем он защищает нагретый материал (а также ванну с жидким расплавом) от химических реакций при контакте с окружающим воздухом. Этот процесс гарантирует высокое качество сварных швов.
Электрическая дуга позволяет поднять температуру более чем до 6000 градусов по Фаренгейту.
Какие расходные материалы необходимы для сварки TIG?
Ниже приведены некоторые инструменты и материалы, необходимые для сварки TIG.
Вольфрамовый электрод
В отличие от сварки MIG-MAG, где расходуемый присадочный материал также действует как сварочный электрод, при сварке TIG используется вольфрамовый электрод. Этот электрод проводит ток, и его форма влияет на сварной шов. Кроме того, он не плавится и имеет более длительный срок хранения. На поведение сварочной ванны также может влиять химический состав.
Используемые электроды состоят в основном из вольфрама с твердостью более 99 процентов. Оксиды металлов добавляются для увеличения электронной эмиссионной способности электрода и эффективности. Поэтому существует много типов вольфрамовых электродов на основе оксидов, присутствующих в вольфраме, и каждый тип имеет цветовой код (например, красный цвет для W-Tho2), который содержит оксид тория, и зеленый цвет для электродов из чистого вольфрама. Для сварки алюминия также существуют электроды из чистого вольфрама.
Для сварки алюминия также существуют электроды из чистого вольфрама.
Вольфрамовый электрод окружен газовым соплом, через которое проходит инертный газ (например, аргон, гелий, водород или их смесь). Таким образом, он защищает дугу и металл сварного шва от окисления окружающей атмосферой.
Аппарат для сварки TIG
Оборудование для сварки TIG состоит из источника постоянного тока CC, кабеля заземления, сварочной горелки и газового баллона для сварки TIG или подключения к газовой сети. Сварочный аппарат имеет важное значение в этом комплекте. Сварочный аппарат может быть трансформаторного или инверторного типа. Машина также может содержать блок жидкостного охлаждения. Механизм подачи проволоки не требуется, так как присадочный металл подается вручную.
Мощность, используемая в сварочных аппаратах, обычно представляет собой источник питания постоянного тока, который может производить переменный ток AC, постоянный ток положительного постоянного тока + или постоянный ток отрицательного постоянного тока (сокращенно источник питания переменного/постоянного тока). Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
При сварке TIG стали или нержавеющей стали процесс сварки TIG постоянным током показывает хорошие результаты. Если вы хотите начать TIG-сварку алюминия, вы должны использовать переменный ток, так как TIG-сварка алюминия требует особых требований к сварке в отношении упомянутого выше процесса самоочистки.
Для этого можно использовать аппараты для сварки TIG переменным и постоянным током, которые также часто называют аппаратами для сварки алюминия. При TIG-сварке алюминия на переменном токе на алюминии не должны образовываться твердые оксидные слои. Эти слои могут привести к тому, что сварной шов станет некачественным. С помощью метода сварки TIG на переменном токе можно достаточно эффективно сваривать и другие легкие металлы, такие как магний.
Горелка или электрододержатель
Сварочная горелка или электрододержатель TIG представляет собой ручную часть сварочного аппарата. Это позволяет выполнять точную сварку непосредственно на заготовке.
Это позволяет выполнять точную сварку непосредственно на заготовке.
Горелка для сварки TIG обычно содержит вольфрамовый электрод, стабилизированный зажимной втулкой, с помощью которой генерируется дуга. Колпак горелки защищает сварщика от контакта с концом неплавящегося вольфрамового электрода.
Трубопровод защитного газа проходит через ручку сварочной горелки TIG к газовому соплу и подает необходимый защитный газ.
В случае сварочной горелки TIG с водяным охлаждением (когда сварочный ток превышает 250 AMP) через рукоятку горелки проходят две дополнительные линии, а именно вход воды и возврат. Они обеспечивают адекватное охлаждение горелки и защищают от перегрева.
Наконец, провод сварочного тока также проходит через ручку сварочной горелки TIG к вольфрамовому электроду для создания необходимой сварочной цепи.
С помощью переключателя горелки на рукоятке сварочной горелки TIG можно включать и выключать сварочную горелку, а также запускать и останавливать подачу электричества, защитного газа и охлаждающей воды.
В начале дуги используется высокочастотный ток для облегчения зажигания дуги. В случае отключения тока переключатель на рукоятке позволяет постепенно снижать ток до отключения. Постепенное понижение уменьшает кратерные трещины, образующиеся при традиционных процессах сварки из-за резкого отключения тока в конце сварки.
Подача защитного газа (гелий, аргон, водород или смесь)
В большинстве случаев используется аргон, особенно в Европе. По данным Обсерватории экономической сложности (OEC), Германия, Бельгия и Нидерланды обладают одними из самых больших запасов газообразного аргона и являются ведущими экспортерами.
Этот нейтральный газ позволяет избежать мгновенного окисления при плавлении свариваемого металла. Это также влияет на создание дуги на зажигание, форму валика и скорость сварки.
Аргон лучше подходит для более тонких металлов из-за меньшей потребности в тепле. В Соединенных Штатах гелий используется, так как здесь его больше. Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Продувочный газ (аргон) можно смешивать с водородом (5 или 10%) для получения двух различных результатов, которые зависят от поставленной цели.
Если вы хотите уменьшить зону термического влияния (ЗТВ), добавление водорода позволяет снизить количество необходимой энергии примерно на 25 процентов. Это связано с тем, что водород имеет свойство концентрировать электронный пучок, исходящий от вольфрама, и, таким образом, уменьшать ширину наплавленного валика.
Для аустенитных нержавеющих сталей использование смесей аргона и водорода повышает производительность за счет увеличения провара и скорости сварки.
Стержень из присадочного металла
Присадочный металл состоит из стержня переменного диаметра; состав которых подобен свариваемому металлу. Как следует из названия, этот металл сплавляется с дугой и представляет собой дополнительный материал во время формирования валика сварного шва. Вот список наиболее широко используемых присадочных металлов.
Вот список наиболее широко используемых присадочных металлов.
- ER5356 или S Al 5356 для алюминия
- ER316L или W 19 12 3 L для аустенитных нержавеющих сталей
- ER70S-3 или W 42 5 W3Si1 для обычных углеродистых сталей
- TA6V для титана
Оборудование для обеспечения безопасности
Использование газа, сварочных лучей и сварочных брызг может быть опасным для сварщика. Важно использовать защитное снаряжение.
Защитные очки
Защитные очки используются для защиты глаз от опасных лучей и искр. Сварка без них может привести к внезапным ожогам или тому, что называется глазом сварщика, то есть ощущению песка в глазах и таким симптомам, как слезотечение и покраснение глаз, чувствительность к свету и многое другое.
Вам потребуются рубашки с длинными рукавами и брюки для защиты тела от сварочных брызг, а одежда для сварщиков также должна быть огнестойкой (FR).
Кожаные сапоги
Кожаные сапоги являются частью защитного снаряжения. Они защищают сварщика от искр, поражения электрическим током и других опасностей, связанных со сваркой.
Перчатки
Опять же, хорошие перчатки для сварки TIG не распространяют горение. Огнестойкость гарантирует, что они могут выдерживать высокие температуры. Сварочные перчатки должны защищать сварщика от пламени, порезов, искр и тепла.
Солнцезащитный крем
Солнцезащитный крем сварщика должен быть обработан оксидом цинка, чтобы физически блокировать все формы излучения, испускаемого при сварке. Это могут быть UVA, UVB или UVC.
Начало работы со сварочным аппаратом TIG
Сварка вольфрамовым электродом в среде инертного газа включает следующие процедуры.
Подготовка инструментов и рабочего места
Перед запуском сварочного аппарата обязательно наденьте защитные очки, тяжелую огнестойкую сварочную одежду и сварочную маску с защитой глаз.
Убедитесь, что у вас чистая поверхность. Подготовка детали из углеродистой стали заключается в ее зачистке с помощью шлифовального круга или пескоструйного аппарата. Для алюминиевой детали лучше всего использовать проволочную щетку из нержавеющей стали.
Если деталь изготовлена из нержавеющей стали, протрите место сварки тряпкой, смоченной в растворителе. Перед началом сварки обязательно храните ветошь и химикаты в надежном месте.
Взять и заточить электрод
Размер вольфрамового электрода зависит от толщины заготовки и сварочного тока. Обязательно затачивайте электрод радиально по окружности, а не прямо к концам.
Для заточки можно использовать пемзу. На всякий случай ориентируйте электрод в том же направлении, что и камень.
Иметь закругленный конец, если сварка выполняется переменным током, или острый конец, если сварочный ток является постоянным. Если вы выполняете угловой или стыковой шов, то заточите электрод так, чтобы получился стержень длиной от 5 до 6 миллиметров.
Вставьте электрод в цангу
Отвинтите заднюю часть электрододержателя и вставьте электрод. Затем прикрутите эту часть обратно. Обычно электрод должен выступать за пределы защитной оболочки зажима примерно на 6 мм.
Выберите защитный газ и отрегулируйте поток сварочного газа
Можно использовать чистый аргон, гелий или смесь аргона и гелия. Снимите защитный пластиковый колпачок. Прокачайте резьбовой корпус клапана, быстро открывая и закрывая его, чтобы удалить посторонние предметы.
Затяните винт регулятора. Полностью затяните гайку, повернув регулятор, чтобы он правильно расположился в клапане. Затяните регулятор гаечным ключом, повернув ручку давления против часовой стрелки.
Подсоедините газовый шланг и расходомер, затем откройте вентиль баллона. Обязательно открывайте кран медленно и постепенно. Обычно достаточно четверти оборота.
Наконец, проверьте отсутствие утечки газа либо на слух, либо распылив средство для обнаружения утечек на фитинги. Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Организация сварочного поста
Подключить педаль к сварочной станции. Эта педаль используется для контроля температуры во время сварки. Соберите сварочную горелку TIG. Горелки этого типа снабжены керамическим соплом для направления аргона, медной втулкой для удержания электрода и охлаждающей средой. Закрепите резак с помощью адаптера, входящего в комплект принадлежностей.
Выберите полярность
Вы можете настроить полярность вашей станции в соответствии с типом металла, который вы собираетесь сваривать. При наличии алюминиевых деталей установите селектор в положение, соответствующее переменному току (AC). С другой стороны, если свариваемые детали изготовлены из стали, выбирайте сборку с прямой полярностью, то есть с отрицательным электродом постоянного тока.
Регулировка силы тока
Регулировка силы тока позволяет контролировать процесс сварки.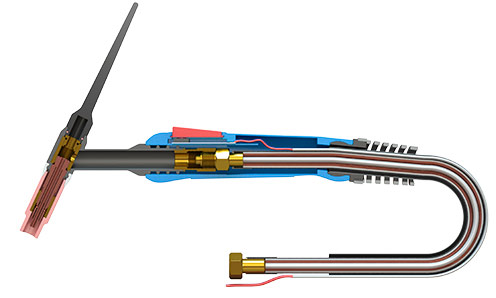 Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Вот некоторые общие значения силы тока в зависимости от толщины: 1,6 мм, от 30 до 120 ампер; 2,4 мм, от 80 до 240 ампер; 3,2 мм, от 200 до 380 ампер.
Сварить основные металлы
Продолжайте соединять детали. Закрепите эти детали с помощью уголка или плоской планки с помощью хомутов. Совместите детали (создайте точки сварки, предназначенные для удержания деталей вместе до завершения сварки). Поместите эти точки на расстоянии нескольких дюймов друг от друга вдоль сварного шва.
Регистрация шариков
Держите горелку TIG в руке. Обязательно держите его под углом около 75 градусов, с электродом в пределах 0,5 см от свариваемых деталей. Не касайтесь деталей вольфрамовым электродом, чтобы не загрязнить сварной шов.
Регулируйте температуру сварки с помощью педали. Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Держите свинцовый электрод другой рукой. Держите его в точке, где металл будет нагреваться факелом, так, чтобы он составлял угол 15 градусов с горизонтом.
Нагрейте основной металл горелкой. Под воздействием тепла будет создана сварочная ванна, которая будет использоваться для сварки двух частей. Как только сварочная ванна коснется двух деталей, заполните шов присадочным металлом быстрыми движениями, чтобы избежать образования выпуклостей. Присадочный металл укрепит сварной шов.
Расширение сварочной ванны
Для этого перемещайте электрическую дугу в правильном направлении. В отличие от процесса сварки MIG, при котором вы перемещаете сварочную ванну в направлении движения горелки, в процессе TIG вы толкаете сварочную ванну в направлении, противоположном наклону горелки.
Движение руки похоже на движение руки левши, держащего карандаш. В то время как правша двигает свой карандаш, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
В то время как правша двигает свой карандаш, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
Следующее руководство на YouTube от Miller Welders предлагает дополнительные советы по сварке TIG и методы сварки TIG для тех, кто хочет узнать больше: https://youtu.be/tNYmo2_DI6c
Приложения для сварки TIG
Для чего используется сварка TIG ?
Сварка ВИГ широко используется в аэрокосмической и авиационной промышленности, поскольку этот процесс обеспечивает прочное и чистое сварное соединение. Это идеально подходит для ремонта и сборки компонентов самолета.
Автомобильная промышленность
Известно, что процесс TIG помогает уменьшить коррозию. Крылья автомобиля сварены методом TIG для предотвращения ржавчины.
Кузовной ремонт
Сварка ВИГ идеально подходит для кузовных работ. Это процесс, который широко используется при восстановлении и ремонте кузова автомобиля.
Сварка трубопроводов
Процесс орбитальной сварки TIG часто считается лучшим процессом сварки сборок трубопроводов для сварки полных соединений труб малого диаметра, не превышающих 2 ½ дюйма в диаметре, или для сварки корневых швов, в то время как заполняющие и заглушки выполняются с использованием также используются другие процессы сварки: дуговая сварка в среде защитного газа (SMAW), сварка в среде инертного и активного газа (MIG-MAG) и дуговая сварка с флюсовой проволокой (FCAW).
Плюсы и минусы сварки ВИГ
Ниже перечислены некоторые преимущества и недостатки сварки ВИГ.
Плюсы
- Очень чистые сварные швы
- Может использоваться с наполнителем или без него
- Создает прочные сварные швы
- Обеспечивает сварщику высокую степень контроля
- Может выполняться вручную или автоматически
Минусы
- Занимает много времени
- Нельзя использовать для более толстых металлических соединений
- Требуются высококвалифицированные сварщики
Часто задаваемые вопросы по сварке TIG
Почему сварка TIG так популярна?
Сварка ВИГ довольно популярна, поскольку она обеспечивает более высокое качество сварки, чем сварка МИГ. Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
В чем разница между сваркой TIG и MIG?
При сварке MIG-MAG присадочный металл подается через горелку, поэтому горелки TIG отличаются от горелок MIG-MAG. Сварка TIG не требует этого метода.
Для каких материалов подходит сварка TIG?
Сварка ВИГ подходит, в частности, для нержавеющей стали, алюминия и никелевых сплавов — от очень тонких листов алюминия и нержавеющей стали до специальных материалов, таких как титан.
Требуется ли для сварки TIG присадочный металл?
В принципе, для сварки TIG не требуется присадочный металл. Сборка сваркой здесь осуществляется путем проплавления соединения и в этом случае называется автогенной сваркой. Если возникает необходимость работать с присадочным металлом, его необходимо добавлять в сварочную ванну вручную либо с помощью специального механизма подачи холодной проволоки. При сварке TIG горелка направляется, а присадочный металл подается либо по каплям, либо непрерывно, при этом присадочная проволока постоянно удерживается в сварочной ванне.
При сварке TIG горелка направляется, а присадочный металл подается либо по каплям, либо непрерывно, при этом присадочная проволока постоянно удерживается в сварочной ванне.
Дальнейшие действия: что делать после изучения сварки ВИГ
Изучив основы сварки ВИГ, вы должны продолжать учиться.
Курсы на YouTube
Существуют курсы на YouTube, которые научат вас всем основам, методам и технологиям, используемым в сварке TIG, а также пошаговым инструкциям по выполнению каждого проекта.
Профессиональная сертификация
Обучение сварке TIG занимает около 40 часов. И когда вы закончите, пришло время начать поиск сертификации. Сертификаты торговой карьеры в этой области включают CW, CWS, CRWT, CWE и CWI.
Семинары
Вы также можете найти экспресс-курсы по сварке TIG онлайн. Семинары часто предлагаются за обучение, но все необходимое должно быть предоставлено.
1926.351 — Дуговая сварка и резка.
- По стандартному номеру
- 1926.351 — Дуговая сварка и резка.
1926.351 (а)
Ручные электрододержатели.
1926.351 (а) (1)
Должны использоваться только ручные электрододержатели, специально предназначенные для дуговой сварки и резки и способные безопасно выдерживать максимальный номинальный ток, необходимый для электродов.
1926.351 (а) (2)
Любые токоведущие части, проходящие через ту часть держателя, которую сварщик или резчик держит в руке, и внешние поверхности губок держателя, должны быть полностью изолированы от максимального напряжения, встречающегося на земле.
1926.351(б)
Сварочные кабели и разъемы.
1926.351(б)(1)
Все кабели для дуговой сварки и резки должны быть полностью изолированными, гибкими, способными выдерживать максимальные требования к току незавершенной работы, принимая во внимание рабочий цикл, в котором работает аппарат для дуговой сварки или резак.
1926.351(б)(2)
Должен использоваться только кабель без ремонта или сращивания на расстоянии не менее 10 футов от конца кабеля, к которому подсоединен электрододержатель, за исключением кабелей со стандартными изолированными разъемами или с сращиваниями, качество изоляции которых равно кабеля разрешены.
1926.351(б)(3)
Когда возникает необходимость соединить или срастить отрезки кабеля друг с другом, должны использоваться прочные изолированные соединители с пропускной способностью, по крайней мере, равной емкости кабеля. Если соединения осуществляются с помощью кабельных наконечников, они должны быть надежно закреплены вместе для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
Если соединения осуществляются с помощью кабельных наконечников, они должны быть надежно закреплены вместе для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
1926.351(б)(4)
Кабели, нуждающиеся в ремонте, не должны использоваться. Когда кабель, кроме кабельного ввода, указанного в пункте (b)(2) настоящего параграфа, изнашивается до такой степени, что обнажаются оголенные проводники, открытая таким образом часть должна быть защищена резиной и фрикционной лентой или другим эквивалентом. изоляция.
1926.351 (с)
Возврат заземления и заземление машины.
1926.351 (с) (1)
Кабель заземления должен иметь безопасную пропускную способность по току, равную или превышающую указанную максимальную выходную мощность устройства для дуговой сварки или резки, которое он обслуживает. Когда один кабель заземления обслуживает более одного устройства, его безопасная допустимая нагрузка по току должна быть равна или превышать общую указанную максимальную выходную мощность всех устройств, которые он обслуживает.
Когда один кабель заземления обслуживает более одного устройства, его безопасная допустимая нагрузка по току должна быть равна или превышать общую указанную максимальную выходную мощность всех устройств, которые он обслуживает.
1926.351(с)(2)
Трубопроводы, содержащие газы или легковоспламеняющиеся жидкости, или трубопроводы, содержащие электрические цепи, не должны использоваться в качестве заземления. Для сварки на трубопроводах природного газа должны применяться технические части правил, изданных Министерством транспорта, Управлением по безопасности трубопроводов, 49 CFR Part 192, Минимальные федеральные стандарты безопасности для газопроводов.
1926.351 (с) (3)
Когда конструкция или трубопровод используются в качестве цепи заземления, должно быть определено наличие необходимого электрического контакта на всех соединениях. Возникновение дуги, искр или тепла в любой точке должно привести к отбраковке конструкций в качестве цепи заземления.
Возникновение дуги, искр или тепла в любой точке должно привести к отбраковке конструкций в качестве цепи заземления.
1926.351 (с) (4)
Если конструкция или трубопровод постоянно используются в качестве контура заземления, все соединения должны быть загерметизированы, и должны проводиться периодические проверки, чтобы убедиться, что в результате такого использования не существует условий электролиза или опасности возгорания.
1926.351 (с) (5)
Корпуса всех машин для дуговой сварки и резки должны быть заземлены либо через третий провод в кабеле, содержащем провод цепи, либо через отдельный провод, заземленный в источнике тока. Цепи заземления, кроме как с помощью конструкции, должны быть проверены, чтобы убедиться, что цепь между землей и заземленным силовым проводником имеет достаточно низкое сопротивление, чтобы пропустить достаточный ток, чтобы предохранитель или автоматический выключатель отключил ток.
1926.351 (с) (6)
Все соединения заземления должны быть проверены, чтобы убедиться, что они механически прочны и электрически соответствуют требуемому току.
1926.351 (д)
Инструкция по эксплуатации. Работодатели должны проинструктировать работников по безопасным методам дуговой сварки и резки следующим образом:
1926.351 (г) (1)
Если держатели электродов необходимо оставить без присмотра, электроды должны быть удалены, а держатели должны быть размещены или защищены таким образом, чтобы они не могли вступать в электрический контакт с работниками или токопроводящими объектами.
1926.351 (г) (2)
Держатели горячих электродов нельзя погружать в воду; это может привести к поражению электрическим током сварочного аппарата или резака.
1926.351 (г) (3)
Когда сварщику или резчику приходится оставить свою работу или прекратить работу на какое-либо значительное время, или когда машину для дуговой сварки или резки необходимо переместить, выключатель питания оборудования должен быть разомкнут.
1926.351(д)(4)
О любом неисправном или неисправном оборудовании необходимо сообщить руководителю.
1926.351 (д) (5)
Дополнительные требования см. в 1926.406(c).
1926.351 (е)
Экранирование. Когда это возможно, все операции дуговой сварки и резки должны быть ограждены негорючими или огнестойкими экранами, которые защитят сотрудников и других лиц, работающих поблизости, от прямых лучей дуги.