Техническая характеристика ручных электрических долбежников. Электродолбежник иэ 5605
Перфораторы, шуруповерты, сварочные аппараты, генераторы
По умолчаниюПо датеДешевлеДороже
Компанияр-н Прикубанский
5 дней назад
р-н Центральный
1 минуту назад
р-н Прикубанский
3 минуты назад
р-н Западный
4 минуты назад
ст-ца Старокорсунская
9 минут назад
р-н Центральный
15 минут назад
р-н Центральный
37 минут назад
Компанияр-н Прикубанский
39 минут назад
Компанияр-н Центральный
39 минут назад
р-н Центральный
1 час назад
Компанияр-н Карасунский
1 час назад
Компанияр-н Западный
1 час назад
р-н Карасунский
1 час назад
р-н Прикубанский
1 час назад
Компанияр-н Западный
1 час назад
р-н Центральный
1 час назад
Компанияр-н Прикубанский
1 час назад
р-н Прикубанский
1 час назад
р-н Карасунский
1 час назад
р-н Центральный
2 часа назад
Компанияр-н Западный
2 часа назад
Компания2 часа назад
р-н Центральный
2 часа назад
р-н Центральный
2 часа назад
Компанияр-н Прикубанский
3 часа назад
р-н Центральный
3 часа назад
Компанияр-н Прикубанский
3 часа назад
р-н Центральный
3 часа назад
р-н Центральный
3 часа назад
р-н Центральный
3 часа назад
р-н Карасунский
3 часа назад
Компания3 часа назад
Компания4 часа назад
р-н Западный
4 часа назад
р-н Западный
4 часа назад
р-н Центральный
4 часа назад
Компания4 часа назад
Компания4 часа назад
Компания4 часа назад
Компания4 часа назад
Компанияр-н Карасунский
4 часа назад
р-н Карасунский
4 часа назад
р-н Центральный
4 часа назад
Электродолбежники - Основные операции по обработке древесины
Для механизированного долбления применяют электродолбежники ИЭ-5601А, ИЭ-5602, ИЭ-5606, ИЭ-5607.
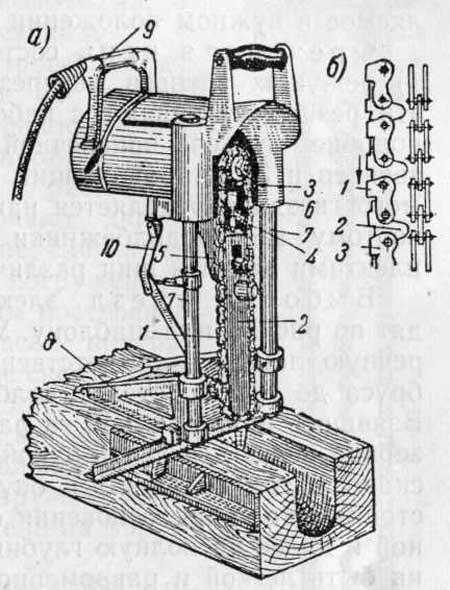
На рисунке показан электродолбежник ИЭ-5601 А для выборки гнезд прямоугольной формы, пазов и др. На конце вала ротора укреплена ведущая звездочка, передающая движение долбежной цепи 1.
К переднему щиту долбежника крепится направляющая линейка 8. Регулируют глубину долбления ограничителем хода. Опускание и автоматический подъем линейки осуществляют по направляющим колонкам 2.
Электродолбежник ИЭ-5601 А
Электродолбежник ИЭ-5601 А:
1 — цепь, 2 — направляющая колонка с пружиной, 3 — щит, 4 — электродвигатель, 5 — кожух, 6 — рычажное приспособление (рукоятка), 7 — винт, 8 — направляющая линейка, 9 — основание.
Электродолбежником выбирают пазы размером 8 X 40 X 100; 12 X 60 X 160; 16 X 60 X 160; 20 X 60 X 160 мм. Скорость резания 6,1 м/с, частота вращения 2800 об/мин.
В зависимости от размера обрабатываемых гнезд, пазов устанавливают линейки и цепи нужного размера.
До работы цепь затачивают, после чего надевают на линейку и звездочку. Электродолбежник устанавливают так, чтобы цепь находилась над выбираемым гнездом. После включения электродвигателя нажатием на рычажное приспособление оно опускается вместе с линейкой и цепью вниз.
Опускать цепь следует ровно, без толчков, чтобы она внедрялась в древесину равномерно. При выходе цепи из гнезда нужно следить за тем, чтобы на кромках деталей не было заколов, вырывов, которые получаются при быстром вынимании цепи из гнезда.
«Плотничные и стекольные работы»,Л.Н.Крейндлин
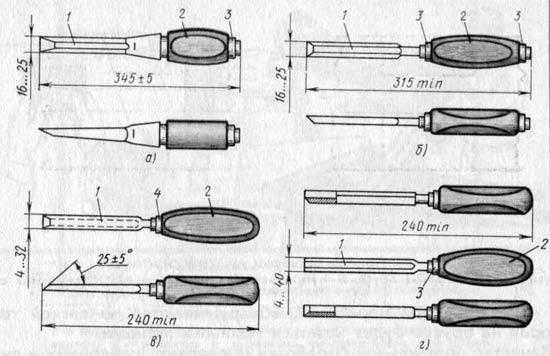
Для выборки гнезд, пазов, шипов и других работ применяют долота (ГОСТ 1185 — 80). Долота бывают плотничные и столярные. Рукоятки 2 долот изготовляют из древесины дуба, клена, бука, граба, белой акации, ясеня или ударопрочной пластмассы. Древесина рукоятки должна быть здоровой, без трещин, гнили и червоточины влажностью до 12%. Лезвия долот имеют одностороннюю заточку, завалы и…
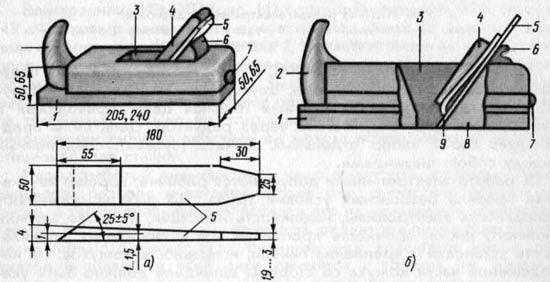
После распиливания заготовки имеют риски, шероховатости, покоробленность. Все эти дефекты устраняют строганием. Кроме того, при строгании заготовкам придают нужную форму. Строгание — операция резания древесины ножами, при которой траекторией резания является прямая, совпадающая с направлением рабочего движения. Строгают древесину ручным или фрезеруют механизированным инструментом. Рубанок представляет собой деревянный корпус 1, в который вставлен нож 5,…
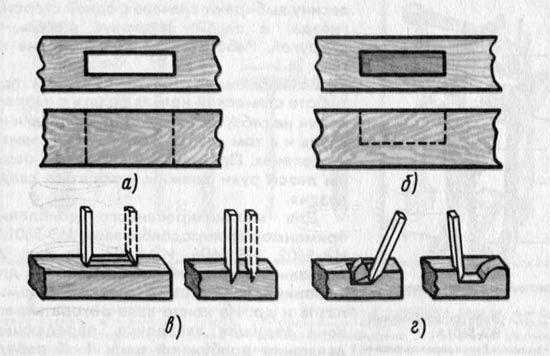
Долотами гнезда выбирают по разметке, причем при долблении сквозных гнезд разметку наносят с обеих сторон детали, несквозных — с одной стороны. Обрабатываемую деталь укладывают на столе или верстаке и закрепляют ее. При выдалбливании сквозных гнезд во избежание порчи крышки стола, верстака под деталь подкладывают отрезок бракованной доски. Ширина лезвий долот должна соответствовать ширине выбираемых гнезд….
Шерхебель служит для первоначального грубого строгания вдоль, поперек и под углом к волокнам древесины. После строгания шерхебелем поверхность древесины получается неровной, со следами углублений в виде желобков. Это вызвано тем, что лезвие ножа имеет овальную форму. При работе нож выпускают до 3 мм. Шерхебель Шерхебель: а — общий вид, б — шерхебельный нож. Фуганок Фуганок:…
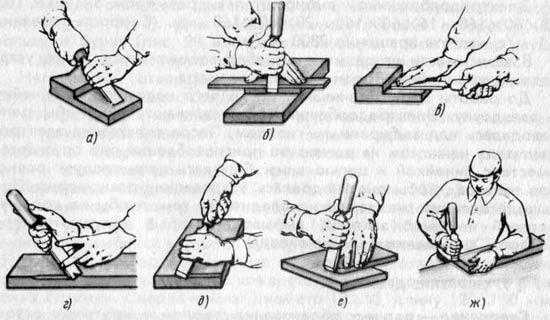
При долблении сквозных гнезд древесину выбирают сначала с одной стороны гнезда, а затем, повернув деталь, — с другой. Работа стамеской показана на рисунке. Работа стамеской Работа стамеской: а — зачистка подрезанных мест, б — поперечная подрезка, в — подрезка вдоль волокон, г — снятие долевой фаски, д — снятие фаски с торца, е — зачистка…
www.ktovdome.ru
Использование, предназначение электродолбежника
Электродолбежник – это машина для выборки пазов в деревянных деталях, режущим инструментом которой является бесконечная пильная цепь или качающийся многолезвийный резец.
Предназначение электродолбежника
 Использование и предназначение электродолбежника
Использование и предназначение электродолбежникаПредназначен для выборки древесины под прямоугольные гнезда с целью крепления деталей. Главная часть этого инструмента — долбежная цепь, состоящая из небольших резцов, скрепленных шарнирами.
Он нужен для разных целей:
- Чтобы получить гнезда различных размеров, следует лишь поменять пластинку, на которой крепится долбежная цепь.
- Чтобы края гнезда крепления были ровными, до начала работы необходимо зачистить или заточить резцы, затем можно подготовить станок к работе.
- Следующий этап использование электродолбежника — закрепление детали или доски на верстаке, установка на ней станка и его включение.
Порядок работы с электродобежником
Перед тем как приступить к работе, заготовку или брусок закрепляют в тисках и простым твердым карандашом наносят разметку на поверхности древесины, после чего с помощью ножа делают риски. Если отверстие должно быть большим и глубоким, прежде всего следует выбрать древесину долотом и только после этого стамеской зачищать поверхность.
До начала работы нужно обратить внимание на выборку древесины возле расположенных поперек волокон кромок.
Большие глухие отверстия делаются следующим образом:
- С помощью киянки вбивают лезвие долота, после чего слегка наклоняют в противоположную краю со снятой фаской сторону и поднимают полотно вверх.
- Надламывают древесину и отделяют от массива несколько кусков.
- Затем на 2–3 мм отступают от проделанного отверстия и все повторяют. Важно помнить, что при отделке кромки углубления каждый раз на 1–2 мм отступают от нее, а долото ставят фаской к ней. В случае, когда можно поднимать полотно долота той стороной, где снята фаска, следует поднять древесину незачищенной поверхностью полотна.
- При необходимости сделать сквозное отверстие, выборку древесины следует выполнять одновременно с обеих сторон, постепенно уменьшая промежуточный слой.
- Затем у кромок зачищают проделанное отверстие прямой узкой стамеской.
Правила безопасности
Во время работы с электродолбежником очень важно соблюдать ряд мер предосторожности. К ним, в частности, относятся:
- Обеспечение исправности электропроводки.
- Правильное крепление долбежной цепи.
- Правильная подача древесины при использовании закрепленного станка.
- В том случае, если станок не закреплен, необходимо обеспечить надежное крепление бруска.
- Нельзя начинать работу с незаземленным станком — это ваша безопасность прежде всего.
Также смотрите видео по теме:
Ремонт квартиры своими руками бесплатно. Спасибо за внимание.
sdelalremont.ru
Краткие технические характеристики инженерных электростанций — Мегаобучалка
ЭСБ-4-ИД и ЭСБ-4-ИЛ
| Параметр | Показатель |
| Мощность, кВт | |
| Напряжение, В | |
| Род тока | Переменный, трехфазный |
| Частота тока, Гц | |
| Ток нагрузки, А | 12,5 |
| Коэффициенты мощности | 1-0,8 |
| Время непрерывной работы без дозаправки станции топливом, ч | Не менее 4 |
| Количество инструмента, шт.: в комплекте станции ЭСБ-4-ИД: цепная электропила ЭП-К6 электросверлилка ИЭ 1060 (И 151) электрорубанок ИЭ 5706 (И 152) дисковая электропила ИЭ 5101 (И 153) электродолбежник ИЭ 5605 (И 154) электрический заточный станок ИЭ 9704 (И 155) | |
| В комплекте станции ЭСБ-4-ИЛ: цепная электропила ЭП-К6 электрический заточный станок ИЭ 9704 (И 155) Общая длина кабельной сети, м | |
| Количество светоточек: на ЭСБ-4-ИД на ЭСБ-4-ИЛ | |
| Расчет станции, чел. | |
| Время развертывания станции, мин | До 30 |
| Время свертывания станции, мин | До 40 |
Преобразователь частоты представляет собой двухмашинный электрический агрегат и состоит из трехфазного асинхронного двигателя нормальной частоты (первичная сторона) и трехфазного генератора повышенной частоты (вторичная сторона), роторы которых установлены на одном общем валу. Номинальный ток вторичной стороны 10 А, общий КОД-0,7; масса преобразователя частоты тока 72 кг.
Электролебедка ПЭЛпредназначена для подтаскивания бревен, щитов, мелкого оборудования, а также для подъема грузов и снятия зависших деревьев на лесозаготовках. Входит в комплект станции ЭСБ-4-ИЛ.
Электроинструмент. В ручных электрифицированных инструментах только главное рабочее движение осуществляется электродвигателем, а вспомогательные движения: подача рабочего органа, перемещение инструмента, управление режимом его работы - осуществляются вручную.
Номинальное линейное напряжение всех электродвигателей 220 В, номинальная частота тока 200 Гц. В состав электроинструмента входят: электропила ЭП-К6, электрорубанок ИЭ 5706, дисковая электропила ИЭ 5101, электродолбежник ИЭ 5605; элекросверлилка ИЭ 1060, настольный электрический заточной станок ИЭ 9704.
Передвижная инженерная станция ЭСБ-8И (табл. 14.4) предназначена: для механизации шпуровых и доделочных работ при взрывном способе разработки горных пород, мерзлого грунта, кирпичной кладки, производства сварочных работ по ремонту и ликвидации разрушений металлических конструкций; для механизации работ при возведении фортификационных сооружений, мостов, дорог и выполнения других военно-инженерных работ, связанных с обработкой древесины; для механизации лесовалочных работ, устройства лесных завалов и проделывания проходов в них.
Таблица 14.4
Технические характеристики инженерной электростанции ЭСБ‑8И
| Параметр | Показатель |
| Номинальная мощность при коэффициенте мощности 0,8, кВт | |
| Номинальное напряжение, В | |
| Род тока | Переменный, 3-фазный |
| Номинальная сила тока, А | |
| Частота тока, Гц | |
| Расход топлива агрегатом при работе с полной нагрузкой, кг/ч | 5,1 |
| Расчет станции, чел. | |
| Время развертывания и свертывания, мин | До 30 |
| Масса станции в походном положении, кг | |
| Скорость движения, км | До 70 |
| Запас хода по топливу, км | |
| Общая длина кабельной сети, м |
Передвижная инженерная станция ЭСБ-8И состоит из следующих частей: базового автомобиля ГАЗ-66 с кузовом К-66, агрегатного прицепа типа ТАПЗ-755, унифицированного бензоэлектрического агрегата АБ-8-Т/230М, комплекта электроинструмента и оборудования, комплекта кабельной сети, комплекта осветительных средств, комплекта запчастей, инструмента и принадлежностей (ЗИП).
Базовый автомобиль ГАЗ-66 оборудован специальным кузовом для перевозки и хранения имущества станции, а также для перевозки обслуживающего персонала.
Корпус кузова изготовлен из армированного пенопласта. Внутри кузова установлены два верстака с тисками и заточным станком, два отбойных молотка, барабан для кабеля, два электрорубанка, две электросверлилки, дисковая электропила и другое имущество станции.
Агрегатный прицеп предназначен для перевозки бензоэлектрического агрегата, сварочного оборудования, распределительного щита. Кроме того, на прицепе размещаются огнетушитель ОУ-2, кабель, комплект запасных частей и инструмента, штанги электроперфоратора. Бензоэлектрический унифицированный агрегат АБ-8-Т/230М является источником электрической энергии. Он состоит из рамы с кожухом, двигателя «Москвич-407», генератора ГАБ-8-Т/230, блока аппаратуры и блока приборов.
В комплект электростанции включены: две бензомоторные пилы типа «Урал-2», установка для сварки (кислородно-керосиновый резак, кислородный баллон) и шесть светильников.
Во всех инструментах установлены трехфазные асинхронные двигатели с короткозамкнутым ротором, рассчитанные на питание электрическим током напряжением 220 В и частотой 50 Гц.
Передвижные силовые электрические станции предназначены для питания потребителей переменным трехфазным током частотой 50Гц и напряжением 230 и 400 В. Краткие технические характеристики силовых станций приведены в табл. 14.5.
Таблица 14.5
megaobuchalka.ru
Электродолбежник
Электродолбежник применяют для выборки гнезд, зарезки шипов, выполнения врубок и выборки четвертей и пазов. Рабочей частью электродолбежника является фрезерная цепь с направляющей планкой (шиной) и ведущей звездочкой.
На корпусе электродвигателя долбежника имеется внизу прилив для укрепления на нем направляющей шины, а по бокам корпуса — две муфты, служащие для перемещения долбежника во время работы по направляющим стойкам, укрепленным на опорной рамке. Подача вниз производится нажимом рук, а подъем корпуса и долбежной цепи вверх происходит под действием пружин на рычаги подъема.
Для регулирования глубины долбления на одной из стоек имеется ограничительное кольцо, закрепляемое в нужном положении при помощи барашка.
Электродолбежник
Электродолбежник:
а — общий вид: 7 — фрезерная цепь, 2 — направляющая шина, 3 — ведущая звездочка, 4 — натяжной болт, 5 — прилив для укрепления шины, 6 — муфты, 7 — направляющие стойки, 8 — опорная рамка, 9 — пусковая рукоятка, 10 — рычаги подъема,
б — фрезерная цепь: 1 — режущие звенья, 2 — направляющие звенья, 3 — выбирающие звенья.
Фрезерная цепь состоит из трех рядов звеньев: режущих звеньев, перерезающих волокна, для чего эти резцы затачивают с небольшим скосом внутрь наподобие зубьев поперечной пилы; выбирающих звеньев и направляющих звеньев.
Ширина выбираемого гнезда определяется наибольшей шириной цепи, и поэтому электродолбежники снабжают сменными комплектами цепей и шин различной ширины.
Выборку гнезд электродолбежником производят по рискам или шаблону. Установив и закрепив поперечную линейку соответственно расстоянию от кромки бруса до гнезда, ставят долбежник на место выборки.
Взявшись правой рукой за рабочую рукоятку (над фрезерной цепью), а левой рукой за пусковую рукоятку, пускают в ход двигатель и опускают долбежник вниз по стойкам до соприкосновения фрезерной цепи с древесиной и далее на полную глубину выборки.
Подача должна быть легкой и равномерной. Во время работы необходимо следить за тем, чтобы поперечная планка (упор) была постоянно прижата к детали. У больших гнезд зарезают начало и конец и затем выбирают середину.
«Столяр-белодеревец и краснодеревец»,А.Н.Стариков
Напильники применяют для заточки пил с мелким шагом и сложным профилем зубьев, для плоских фрезерных резцов сложного профиля и сверл. Для заточки выбирается II и IV классы насечки, а для доводки — V — VI классы. Поддержание необходимой остроты режущего инструмента является одним из основных условий высокопроизводительной работы на станках. Затупляемость обусловлена твердостью обрабатываемой древесины…
Абразивный инструмент и напильники применяют для заточки и правки режущего инструмента. Точильные круги, бруски и оселки имеют различную форму (круг, чашка, тарелка, конус, брусок и т. п.), размеры и твердость которых выбирают соответственно характеру заточки режущих инструментов. По твердости точильные круги и бруски разделяют на: мягкие, средне-мягкие, средние, средне-твердые, твердые, весьма твердые и чрезвычайно твердые….
Ленточные пилы, помимо заточки, часто требуют спайки мест разрыва или стыка при соединении вновь. Соединение делают внахлестку, для чего на концах полотна снимают фаски. Места спайки тщательно очищают шкуркой и протирают мокрой тряпкой. Самую пайку производят в специальном аппарате, имеющем два зажима и просвет для паяльника. Кроме того, для пайки применяют электрический аппарат. Концы пилы…
Станки для профилирования и заточки зубьев пил (рис. 100, б) имеют точильным инструментом наждачные или корундовые круги. Точильный круг устанавливают на поворотном суппорте, благодаря чему круг можно поворачивать вокруг горизонтальной оси, придавая нужный угол расточке. Надвигание точильного круга на зубья пилы и поворот пилы производят вручную. Пилу надевают на стержень (палец) и закрепляют барашком. Перед…
При заточке ножей и фрез необходимо соблюдать следующие правила: Не делать излишнего нажима точильного круга на затачиваемую часть ножа (это не ускоряет точку, а только ухудшает качество ее). Осуществлять подачу ножа надо равномерно (при толчковой подаче нарушается прямолинейность лезвия). При заточке любого инструмента не допускать перегрева лезвия, сопровождающегося засинением, отчего уменьшаются прочность и твердость лезвия….
www.ktovdome.ru
Электродолбежники | Ручная обработка древесины электроинструментами
Электродолбежник представляет собой ручной электрифицированный инструмент (прибор), режущим инструментом которого является бесконечная фрезерная цепь, называемая долбежкой.
Электродолбежники марок С-474А и И-154А предназначены для изготовления в древесине отверстий и прямоугольных пазов, гнезд для шипов и других аналогичных работ. Размеры выбираемых долбежных гнезд, шпунтовых пазов и других углублений, отверстий могут быть различными в зависимости от установленной цепи и размеров направляющей линейки.
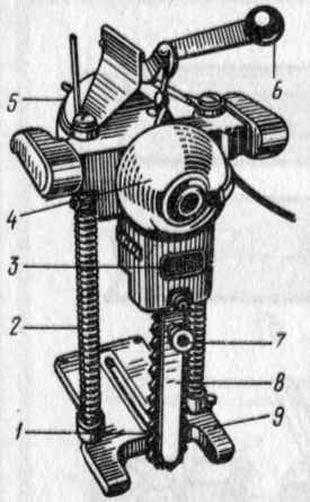
Наиболее удобен в работе электродолбежник И-154А Даугавпилского завода «Электроинструмент» (рис. 56,а).
Электродолбежник приводится в действие электродвигателем 12 переменного трехфазного тока частотой 200 Гц. Ток подводится четырехжильным кабелем 20. Одна из жил служит для заземления. Ротор вращается на двух шарикоподшипниках 11 и 13, установленных в переднем и заднем щитах. Ведомая шестерня выполнена на валике редуктора 2, передающего вращение от вала двигателя на ведущую звездочку 4 режущей цепи 10.
Валик редуктора вращается на двух шарикоподшипниках. Ведущая звездочка 4 закреплена на валике редуктора двумя гайками 3. Размеры ведущей звездочки, ширина режущей цепи и направляющей линейки 8 определяются требуемыми размерами изготовляемого паза.
Натяжение долбежной цепи регулируется перемещением направляющей линейки 8 при помощи регулировочного винта 6. Окончательное закрепление линейки осуществляется затягиванием гайки 5. Перемещение цепи производится по наружной обойме роликового подшипника 9, находящегося на конце направляющей линейки. Подшипник закреплен в корпусе линейки при помощи крышки и трех болтов, смазка к нему поступает по трубке из колпачковой масленки 7. Ширина паза, получаемая за один проход, соответствует ширине цепи, а длина паза — ширине направляющей линейки 8.
Глубину долбления регулируют с помощью ограничителя хода 14, который закрепляется в корпусе редуктора 16 и при опускании режущей головки упирается в основание долбежника 21. Подъем режущей головки осуществляется автоматически двумя цилиндрическими пружинами 19, установленными на направляющих колонках 18.
Рис. 56. Устройство электродолбежника И-154А (а), общий вид долбежника С-474А (б)
У электродолбежника имеется рычажное приспособление 1, прикрепленное к колонкам специальными винтами 15, служащее для вертикального перемещения режущей головки.
Подача при долблении осуществляется или нажимом на ручки электродолбежника или при помощи рычажного приспособления. При долблении пазов вдоль волокон долбежник крепят к обрабатываемому материалу с помощью специального зажимного приспособления 22, прикрепляемого к основанию в нужном положении. Фиксирование режущей головки в требуемом положении осуществляется фиксаторами 17.
Перед началом работы инструмент проверяют осмотром, находится ли он в исправном состоянии, после чего включают электродвигатель без нагрузки на несколько минут и обкатывают цепь на холостом ходу. Натяжение цепи должно быть таким, чтобы в оттянутом от ребра линейки усилием 5 кгс положении она получала бы стрелу прогиба 6—8 мм.
Долбежный механизм должен легко перемещаться по направляющим колонкам. При работе электродолбежник устанавливают так, чтобы его цепь находилась над разметкой под паз. Затем включают электродвигатель и равномерным нажимом на обе рукоятки долбежника (или рычага) корпус опускают вниз, и долбежная цепь врезается в древесину, выбирая нужный паз.
Скорость резания составляет около 5,6 м/с, скорость подачи долбежника — 0,5 м/мин, но она зависит от твердости древесины, а также от размера ширины паза. Нажим на рукоятки или рычаг при этом следует производить равномерно, ослабляя его в конце долбления, чтобы не получилось заедания цепи.
На рис. 56,6 показан общий вид долбежника С-474А. Техническая характеристика электродолбежников приведена в табл. 9.
www.stroitelstvo-new.ru
Техническая характеристика ручных электрических долбежников - Приложение
| Показатели | ИЭ-5601А | ИЭ-5604 | ИЭ-5607 |
| Размеры выбираемых пазов, мм | 8 X 40 X 100 | 8 X 40 X 125 | 8 X 40 X 100 |
| 12 X 60 X 160 | 12 X 40 X 125 | 12 X 60 X 160 | |
| 16 X 60 X 160 | 16 X 40 X 125 | 16 X 60 X 160 | |
| 20 X 60 X 160 | 20 X 55 X 150 | 20 X 60 X 160 | |
| Скорость резания, м/с | 6,1 | 5,3…9,3 | 6,35 |
| Скорость подачи, м/мин | 0,5 | — | — |
| Мощность, КВт | 0,8 | 0,8 | 1,05 |
| Габаритные размеры, мм | 310 X 300 X 505 | 420 X 295 X 960 | 650 X 270 X 680 |
| Масса, кг | 16,2 | 10 | 14 |
Пистолет пневматический ИП-4403 предназначен для забивки скоб с антикоррозионным покрытием при изготовлении различных конструкций панельных деревянных домов, его также применяют при облицовывании стен, потолков древесными материалами и плитами.
Пистолет пневматический гвоздезабивной ИП-4402 предназначен для забивки калиброванных гвоздей при изготовлении различных деревянных конструкций и для крепления ДВП, ДСТП и других плит, а также фанеры толщиной 12 мм.
«Плотничные и стекольные работы»,Л.Н.Крейндлин
Показатели ИЭ-5102В ИЭ-5104 ИЭ-5106 ИЭ-5107 Диаметр пильного диска, мм 200 200 160 200 Частота вращения: с—1 38 — — 49 об/мин — 2400 2900 2900 Наибольшая глубина пропила, мм 65 70 45 65 Угол наклона стола, град — 0…45 0…45 0…45 Скорость подачи при распиловке, м/мин 1 1,2 _ 1,5 Электродвигатель: потребляемая мощность, КВт 0,82…
Показатели ИЭ-5701А ИЭ-5701 Б ИЭ-5707А ИЭ-5708 Наибольшая ширина фрезерования, мм 75 75 100 100 Наибольшая глубина фрезерования, мм, за один проход 2 2 3 3 Скорость резания, м/с 34 31 25 32 Частота вращения ножей, с—1 200 158 — 150 Частота вращения якоря электродвигателя: с—1 — 200 — 200 об/мин 12000 — — — Габаритные…
Показатели ИП-4403 ИП-4402 Производительность по забивке скоб, гвоздей, шт/мин 180 100 Рабочее давление воздуха, МПа 0,5…0,7 0,5…0,7 Расход воздуха при рабочем давлении 0,6 МПа и нормативной производительности, м3/мин 0,43 0,24 Вместимость магазина, шт 136 50 Габаритные размеры, мм 450 X 140 X 330 550 X 140 X 330 Масса пистолетов без скоб, гвоздей и быстросъемного…
Показатели Машина для строжки полов СО-97 Машина для шлифования полов СО-155 Производительность строгания, шлифования, м2/ч 40 40 Частота вращения барабана, с 58 23 Ширина полосы обработки, мм 275…310 200 Максимальная глубина строгания, мм 3 — Диаметр барабана, мм — 185 Число ножей, шт 3 — Электродвигатель: тип 4А Х 80В2 Асинхронный однофазный мощность, КВт 2,2…
Типы опалубки Оборачиваемость опалубки (единиц оборотов) Палуба Поддерживающие элементы из стали Металлическая (из стали) Фанерная Деревянная Разборно-переставная мелкощитовая 100 30 20 200 Разборно-переставная крупнощитовая 120 30 20 120 Подъемно-переставная Блочная Объемно-переставная 200 30 20 200 Скользящая, м 300 60 30 600 Горизонтально-перемещаемая (катучая, тоннельная), м 400 80 40 800 «Плотничные и стекольные работы»,Л.Н.Крейндлин
www.ktovdome.ru